ANALISA DATA DAN TITIK BERAT SAYAP PADA PESAWAT TANPA AWAK DAN PENGUJIAN IMPAK DENGAN MATERIAL
ALUMINIUM – MAGNESIUM (96%-4%)
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
IVAN BASKER MARBUN 080401064
DEPARTEMEN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA MEDAN
ABSTRAK
Aluminium banyak digunakan didalam aplikasi bidang automotive yang memiliki sifat mekanis yang memadai seperti ketangguhan (impak). di dalam pengecoran aluminium memiliki titik kelemahan tersendiri. maka perlu dilakukan penelitian dengan perpaduan dua material antara Aluminium-Magnesium yang dipakai untuk pembuatan pesawat tanpa awak. Pada penelitian ini dilakukan untuk membandingkan berat dari hasil perhitungan teori dan hasil pengecoran pesawat dan titik berat (pusat massa ) sayap pesawat untuk mengetahui kesetimbangan gaya yang bekerja pada sebuah benda. Didalam pembuatan pesawat tanpa awak didesain menggunakan software solidwork dengan perhitungan secara teoritis didapat hasil nilai Thrust 1170.1148 N, Drag 24.6093 N, Lift 1167.60 dan Weight 264.6 dalam hal ini massa pesawat adalah sebesar 27 Kg. sehingga disimpulkan secara teori pesawat tanpa awak memenuhi syarat untuk terbang. berbanding terbalik dari hasil penelitian pengecoran pesawat tanpa awak dengan material paduan Aluminium-Magnesium (96%-4%) tidak dapat untuk diterbangkan karena memiliki berat lebih dari 27 Kg. Hasil penelitian uji impak dari pengecoran logam paduan Aluminium-Magnesium (96%-4%) memiliki energi serap rata-rata 21,49 Nm dan 22,36 Nm. Maka dapat diambil kesimpulan semakin rendah sudut pemukulan akhir semakin besar energi yang diserap. Untuk hasil simulasi titik berat paduan Aluminium-Magnesium ( 96%-4%) memilki densitas 2.62 gr/cm3, massa pesawat 4,5 Kg. Volume sayap pesawat 1727,68 cm3, dan luas permukaan massa sayap pesawat 5774,6 m3. Maka pusat massanya berada pada koordinat X= 75,58 cm. Y= 8,87 cm. Z= 60,80 cm. berdasarkan penelitian ini material paduan Aluminium-Magesium (96%-4%) kurang cocok untuk pembuatan material pesawat tanpa awak.
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa, karena atas berkat dan
rahmat-Nya sehingga penulis dapat menyelesaikan skripsi ini.
Penulisan skripsi ini dilaksanakan untuk mememnuhi salah satu syarat untuk mencapai
gelar Sarjana Teknik Departemen Teknik Mesin pada Fakultas Teknik Universitas Sumatera
Utara.
Pada kesempatan ini juga penulis tidak lupa mengucapkan terimakasih kepada semua
pihak yang telah membantu dan membimbing penulis selama penyusunan skripsi ini. Penulis
menyadari bahwa tanpa adanya dukungan dan bantuan ini, penulis sangat sulit untuk dapat
menyelesaikan skripsi ini mulai dari awal hingga selesainya skripsi ini. Untuk itu penulis
mengucapkan terimakasih kepada:
1. Bapak Dr.ing.ir. Ikhwansyah Isranuri selaku dosen pembimbing yang telah
menyediakan waktu, tenaga dan pikiran untuk mengarahkan penulis dalam
penyusunan skripsi ini.
2. Bapak Dr. Ing. Ir. Ikhwansyah Isranuri selaku ketua Departemen Teknik Mesin,
Fakultas Teknik Universitas Sumatera Utara.
3. Ibunda tercinta Nurmaya Sinaga dan Bapak saya Efendi marbun yang telah
mendukung saya sehingga mampu menyelesaikan skripsi ini dan juga telah
memberikan materi dan moril. Thanks Mam & dad ( love u).
4. Teman-teman seangkatan 2008, yang telah memberikan semangat kepada penulis
dalam menyelesaikan skripsi ini..
5. Untuk kakak saya Curiani Marbun S.hut, Teman saya Iqbal Tawakal dan Peter
Manurung ST, dan buat abangda fadly kurniawan nst ST, terimakasih buat nasehatnya,
yang membantu menyelesaikan skripsi ku ini.
6. Adek-adek 2010 dan 2012 terimakasih buat motivasi kalian semua.
7. Terima kasih buat teman-teman satu kost atas doa dan dukungan sehingga saya dapat
8. Dan tidak lupa buat kawan-kawan seperjuangan yang lagi skripsi, Ali martin,
syarief, arlan, anggi, fandi, yansen, satahi, dahlan, yudi dan buat jimmy, semangat
untuk menyelesaikan skripsinya.
Semoga skripsi ini bermanfaat bagi kita semua dan dapat digunakan sebagai
pengembangan ilmu yang didapat selama dibangku kuliah. Apabila terdapat kesalahan dalam
penyusunan sebagai manusia yang tidak luput dari kesalahan penulis mengharapkan masukan
dan kritikan yang bersifat membangun dalam penyempurnaan skripsi ini. Akhir kata penulis
mengucapkan banyak terima kasih.
Medan,Februari 2014
Penulis,
DAFTAR ISI
halaman
ABSTRAK ... i
KATA PENGANTAR ... ii
DAFTAR ISI ... iv
DAFTAR GAMBAR ... vii
DAFTAR TABEL
... ixDAFTAR NOTASI
... xBAB I PENDAHULUAN
1.1 Latar Belakang ... 11.2 Tujuan Penelitian ... 2
1.2.1 Tujuan Umum ... 2
1.2.2 Tujuan Khusus ... 2
1.2.3 Manfaat Penelitian ... 2
1.3 Batasan Masalah ... 2
1.4 Sistematika Penulisan ... 2
BAB II TINJAUAN PUSTAKA
2.1 Kajian Pustaka ... 42.2 Landasan Teori ... 4
2.2.1 Sejarah Pengecoran ... 4
2.2.2 Pengetahuan Pengecoran ... 6
2.2.3 Pembuatan Coran ... 11
2.2.4 Sifat Cora Al-Mg ... 12
2.3 SejarahAluminium ... 12
2.3.1 Pengertian Aluminium ... 12
2.3.3 Paduan Aluminium ... 13
2.3.4 Klasifikasi Aluminium ... 14
2.3.5 Paduan Logam Aluminium ... 16
2.4 Magnesium ... 17
2.4 1 Sejarah Magnesium ... 17
2.4.2 Pengertian Magnesium ... 17
2.4.3 BerbagaiSifat Material Magnesium ... 18
2.5 Titik Berat ( Pusat Massa ) ... 18
2.5.1 Letak / Posisi Titik Berat ... 19
2.5.2 Rumus Untuk Mengetahui Titik Berat Sebuah Benda ... 19
2.6 Shape Factor ... 20
BAB III METODOLOGI PENELITIAN
3.1 Waktu dan Tempat ... 243.2 Bahan dan Alat Penelitian ... 24
3.2 1 Bahan Penelitian ... 24
3.2.2 Alat Penelitian ... 25
3.3 Diagram Alir Penelitian ... 29
3.4 Langkah-Langkah Pengecoran Pesawat Tanpa Awak Al-Mg ... 30
3.4.1 Desain dan pemodelan badan dan sayap pesawat tanpa awak ... 30
3.4.2 Proses Pembuatan Mal ... 31
3.4.3 Proses Pembuatan Cetakan ... 32
3.4.4 Proses Pengecoran ... 33
3.4.5 Proses Penuangan dan Pendinginan ... 34
3.4.6 Proses Finishing ... 35
3.5 Prosedur Penelitian ... 35
3.5.1 Desain dan Pembuatan Pesawat Tanpa Awak ... 36
3.5.2 Komponen Pesawat Model ... 36
3.5.3 Badan Pesawat Fuselage ... 36
3.5.5 Ekor dan Sayap ... 38
3.5.6 Landing Gear dan Roda Pesawat ... 39
3.6 Pengujian Impak (Impact Test) ... 41
3.6.1 Langkah-langkah pengujian ketangguhan impak ... 44
BAB IV ANALISA DATA DAN PEMBAHASAN
4.1 Analisa data (teoritis) syap pesawat terbang ... 474.1.1 Spesifikasi Pesawat Tanpa awak ... 47
4.2 Analisa Data Pesawat Terbang ... 50
4.2.1 Analisa Kecepatan Pesawat ... 50
4.2.3 Analisa Gaya-Gaya yang Terjadi ... 51
4.2.4 Menghitung Nilai Thrust (T) ... 51
4.2.5 Menghitung Nilai Drag (D) ... 52
4.2.6 Menghitung Nilai Lift (L) ... 55
4.2.7 Menghitung Weight (W) ... 56
4.3 Hasi lUji Impak ... 56
4.4 Titik Berat Sayap (Pusat Massa) ... 60
4.4.1 Perhitungan Teori Titik Berat Sayap Pesawat ... 63
4.4 Perhitungan Shape Factor Sayap Pesawat ... 64
BAB V KESIMPULAN DAN SARAN
5.1 Kesimpulan ... 675.2 Saran ... 68
DAFTAR GAMBAR
halaman
Gambar 2.1 (a) Jenis Bentuk Cetakan Terbuka ...9
Gambar 2.1 (b) Jenis Bentuk Cetaka Tertutup ...9
Gambar 2.2 Proses Die-Casting ...10
Gambar 3.1 Aluminium batangan ...24
Gambar 3.2 Magnesium batangan ...25
Gambar 3.3 Dapur Peleburan ...25
Gambar 3.4 Blower ...26
Gambar 3.5 Gerinda ...26
Gambar 3.6 Ladel ...27
Gambar 3.7 Timbangan ...27
Gambar 3.8 Pasir Cetak ...28
Gambar 3.9 Alat Uji Impact ...28
Gambar 3.10 Diagram alir ...29
Gambar 3.11 Proses Pembuatan Mal Body Pesawat ...31
Gambar 3.12 Proses Pembuatan Mal Sayap Pesawat ...31
Gambar 3.13 Proses Pembuatan Cetakan Body Pesawat ...32
Gambar 3.14 Proses Pembuatan Cetakan Sayap Pesawat ...32
Gambar 3.15 Proses Pengecoran Body Pesawat ...33
Gambar 3.16 Proses Pengecoran Sayap Pesawat ...33
Gambar 3.17 Hasil Coran Sayap Pesawat ...34
Gambar 3.18 Hasil Coran Body Pesawat ...34
Gambar 3.19 Hasil finishing coran ...35
Gambar 3.20 Desain Pesawat Tanpa Awak ...36
Gambar 3.21 Badan Pesawat (Fuselage) ...37
Gambar 3.22 Sayap Pesawat Tanpa Awak ...38
Gambar 3.23 Gambar Teknik Ekor dan Sayap ...38
Gambar 3.24 Landing Gear Depan ...39
Gambar 3.26 Dimensi Letak Landing Gear ...40
Gambar 3.27 Roda Pesawat ...41
Gambar 3.28 Ilustrasi Skematis Pengujian Impak denga Uji Charpy ...42
Gambar 3.29 Ilustrasi Pembebanan Impak Pada Uji Charpy dan Izod ...43
Gambar 3.30 Spesimen Uji Impak ...44
Gambar 3.31 Alat Uji Impak (Charpy) ...45
Gambar 4.1 Pesawat Tanpa Awak ...47
Gambar 4.2 Analisis Profil Sayap Pesawat NACA 2412, Sudut Serang 150 ...48
Gambar 4.3 Aircraft Design ...54
Gambar 4.4 Grafik Energi Serap (E) Em vs Ep pada Coran Al-Mg ...59
Gambar 4.5 (a) Sampel Uji Impak Sebelum Diuji ...59
Gambar 4.5 (b) Sampel Uji Impak Setelah Diuji ...59
Gambar 4.6 Pusat Massa dari Sayap ...60
Gambar 4.7 Pusat Massa Sayap Setelah diberi Perintah ...60
Gambar 4.8 Keterangan Pusat Massa ...61
Gambar 4.9 Profil Sayap NACA 2412 ...62
DAFTAR NOTASI
Simbol Keterangan Satuan
n putaran rpm
ρ massa jenis udara kg/m3
V0 kecepatan udara yang masuk m/s
Vt kecepatan udara yang dihasilkan m/s
m0 massa sebelum masuk per waktu m/s
mt massa sewaktu keluar per waktu m/s
p0 tekanan sebelum masuk m/s
pt tekanan sebelum keluar m/s
A0 luas penampang sayap mm2
V kecepatan pesawat m/s2
Cd coefisien drag N/s
Cl coefisien lift N/s
P beban yang diterima permukaan N
A sudut pemukulan awal
β sudut permukaan akhir
E energi yang diserap N/m
ABSTRAK
Aluminium banyak digunakan didalam aplikasi bidang automotive yang memiliki sifat mekanis yang memadai seperti ketangguhan (impak). di dalam pengecoran aluminium memiliki titik kelemahan tersendiri. maka perlu dilakukan penelitian dengan perpaduan dua material antara Aluminium-Magnesium yang dipakai untuk pembuatan pesawat tanpa awak. Pada penelitian ini dilakukan untuk membandingkan berat dari hasil perhitungan teori dan hasil pengecoran pesawat dan titik berat (pusat massa ) sayap pesawat untuk mengetahui kesetimbangan gaya yang bekerja pada sebuah benda. Didalam pembuatan pesawat tanpa awak didesain menggunakan software solidwork dengan perhitungan secara teoritis didapat hasil nilai Thrust 1170.1148 N, Drag 24.6093 N, Lift 1167.60 dan Weight 264.6 dalam hal ini massa pesawat adalah sebesar 27 Kg. sehingga disimpulkan secara teori pesawat tanpa awak memenuhi syarat untuk terbang. berbanding terbalik dari hasil penelitian pengecoran pesawat tanpa awak dengan material paduan Aluminium-Magnesium (96%-4%) tidak dapat untuk diterbangkan karena memiliki berat lebih dari 27 Kg. Hasil penelitian uji impak dari pengecoran logam paduan Aluminium-Magnesium (96%-4%) memiliki energi serap rata-rata 21,49 Nm dan 22,36 Nm. Maka dapat diambil kesimpulan semakin rendah sudut pemukulan akhir semakin besar energi yang diserap. Untuk hasil simulasi titik berat paduan Aluminium-Magnesium ( 96%-4%) memilki densitas 2.62 gr/cm3, massa pesawat 4,5 Kg. Volume sayap pesawat 1727,68 cm3, dan luas permukaan massa sayap pesawat 5774,6 m3. Maka pusat massanya berada pada koordinat X= 75,58 cm. Y= 8,87 cm. Z= 60,80 cm. berdasarkan penelitian ini material paduan Aluminium-Magesium (96%-4%) kurang cocok untuk pembuatan material pesawat tanpa awak.
BAB I PENDAHULUAN
1.1. Latar Belakang
Seiring dengan berkembang pesatnya teknologi berbagai jenis jenis pesawat pun telah
tercipta. salah satu jenis dari pesawat itu adalah pesawat tanpa awak, tanpa awak adalah seni
merancang dan membangun miniatur pesawat terbang. Walaupun pada beberapa tingkatan
tertentu tanpa awak telah mencapai kemahiran dan kecanggihan. Tanpa awak bisa dikembangkan
sebagai kegiatan yang terdiri dari dua ketrampilan dasar, yang satunya adalah pemodelan dari
tanpa awak, yang kedua bagaimana cara membuat terbang model pesawat tersebut.
Banyak orang menganggap tanpa awak selalu mengacu kepada miniatur yang “harus
terbang” pendapat tersebut kurang benar karena sebagian orang terlibat dengan kegiatan ini lebih
memfokuskan diri pada ketrampilan teknis, seperti mesin. Tanpa awak pada dasarnya dapat
diklasifikasikan menjadi dua jenis yaitu, jenis statis dan bisa diterbangkan. dalam arti statis tidak
bisa diterbangkan.
Pada pesawat tanpa awak, badan pesawat tidak berfungsi untuk membawa penumpang.
Badan pesawat tanpa awak berfungsi untuk melekatnya motor penggerak, wing dan elevator.
Tetapi pada sebagian badan pesawat tanpa awak juga berfungsi untuk melekatnya roda pesawat.
Pada pesawat tanpa awak yang menggunakan motor penggerak elektric, badan pesawat berfungsi
untuk tempat baterai pada pesawat tanpa awak yang menggunakan motor penggerak engine,
bagian pada badan pesawat berfungsi untuk tempat bahan-bakar.
Komponen utama pada sebuah pesawat terbang adalah badan pesawat, badan pesawat ini
sendiri merupakan tempatnya melekat bagian bagian pesawat seperti sayap (wing), elevator,
maupun roda pendaratan. Selain itu juga. Badan pesawat ini juga dapat membawa penumpang
atau barang. Berbagi jenis pergerakan pesawat seperti roll, yaw, pitch yang dihasilkan oleh sayap
(wing) maupun elevator untuk mengontrol pergerakan dari badan pesawat tersebut. Untuk itulah
badan pesawat harus di desain aerodinamis agar tidak menghambat fluida serta dapat bergerak
sesuai dengan yang di inginkan.
Dalam hal ini judul skripsi yang akan saya bawakan adalah, analisa data dan titik berat dan
software solidwork untuk memenuhi syarat lulus Tugas skripsi yang di bimbing oleh Bpk Dr.
Ing. Ir. Ikhwansyah Isranuri.
1.2. Tujuan Penelitian
1.2.1. Tujuan Umum
Desain pemodelan pada pesawat tanpa awak dan mengetahui sifat bahan dari uji material
terhadap hasil pengecoran material alumunium-magnesium pada miniatur pesawat tanpa awak.
1.2.2. Tujuan Khusus
1. Analisa data (teoritis) dari sayap pesawat tanpa awak
2. Memperoleh tingkat kegetasan material melalui pengujian impak.
3. Untuk mengetahui Titik berat sayap (pusat massa) dan mendapatkan
nilai shape factor.
1.2.3 Manfaat Penelitian
Manfaat dari penelitian ini adalah:
1. Mengetahui teori berat pesawat syarat untuk terbang.
2. Mengetahui kegetasan material Aluminium-Magnesium (uji impak).
3. Mengetahui titi berat sayap pesawat.
1.3. Batasan Masalah
Pada skripsi ini penulis hanya mengetahui teori syarat terbang pesawat dan membatasi
pengujian kepada sifat-sifat dari material hasil pengecoran dari alumunium-magnesium
(96%-4%) yang berupa miniatur pesawat tanpa awak tanpa pertimbangan kemampuan terbang dari
pesawat tanpa awak tersebut.
1.4. Sistematika Penulisan
Sistematika penulisan ini disajikan dalam tulisan yang terdiri dalam 5 bab. Dimana pada
bab pertama memberikan gambaran menyeluruh mengenai tugas akhir yang meliputi
pembahasan tentang latar belakang, perumusan dan batasan masalah, tujuan, manfaat dan
sistematika penulisan.
Pada bab 2 berisikan landasan teori dan studi literatur yang berkaitan dengan pokok
permasalahan serta metode pendekatan yang digunakan untuk
pengujian. Pada bab 4 berisikan tentang teori syarat terbang pesawat dan hasil pengelohan data
yang di peroleh dari hasil penelitian kemudian dilakukan pembahasan terhadap hasil pengujian
BAB II
TINJAUAN PUSTAKA
2.1. Kajian Pustaka
Aluminium merupakan salah satu material yang sangat banyak di pergunakan dalam
bidang teknik, namun sangat jarang dipergunakan dalam kondisi alumiium murni. Aluminium
yang dijumpai dalam bidang teknik kebanyakan dalam bentuk alloy dengan unsur penambah
utama seperti magnesium, iron, silicon, copper, mangan dan zincum (NADCA 1997). Komposisi paduan pada pemilihan proses pengecoran dapat mempengaruhi struktur mikro dari aluminium
paduan. Sifat mekanis dan mampu mesin yang baik dapat di perbaiki (Brown, 1999). Aluminium yang dipadukan dan di heat treatment akan meningkatkan kekerasan (Basuki 2005) Penambahan magnesium pada aluminium akan menigkatkan kekerasan dan kekuatan tarik aluminium.
Pengecoran aluminium akan berakibat penurunan sikap mekanis (impak) dari logam,
yang terjadi akibat pada saat pengecoran aluminium dapat dieleminir dega megontrol
gas/oksigen dan variable pengecoran lainya seperti, temperature, laju pembekuan, laju
pendiginan ( Melo,M.L.N.M.,etl., 2005 ) yang dapat dilakukan dengan tersedianya dapur peleburan yang memadai. Parameter pembekuan sangat dipengaruhi laju pendinginan, keadaan
temperature pada berbagai phasa berubah dengan peningkatan laju pendinginan, peningkatan laju
pedinginan secara signifika meingkatkan temperature pegintian aluminium.
( Dobrzanski, dkk, 2006 ).
2.2. Landasan Teori
2.2.1. Sejarah Pengecoran
Coran dibuat dari logam yang dicairkan, dituang kedalam cetakan, kemudian dibiarkan
mending membeku. Oleh karena itu sejarah pengecoran dimulai ketika orang mengetahui
bagaimana mencairkan logam dan bagaimana membuat cetakan. Hal ini terjadi kira-kira 4.000
sebelum masehi, sedangkan tahun yang lebih tepat tidak diketahui.
Pengecoran dilakukan pertama di mesopotamia kira-kira 3.000 tahun sebelum masehi,
teknik ini diteruskan ke asia tengah, india dan cina. Penerusan ke cina kira-kira 2.000 tahun
sebelum masehi, dan dalam cina kuno semasa Yin, yaitu kira-kira 1.500-1000 tahun sebelum
Sementara itu teknik pengecoran Mesopotamia diteruskan juga ke eropa, dan dalam tahun
1.500-1.400 sebelum masehi, barang barang seperti mata bajak, pedang, mata tombak, perhiasan,
tangki dan perhiasan makam dibuat di Spanyol, Swiss, Jerman, Ustria, Norwegia, Denmark,
Swedia, Inggris dan Prancis. Teknik pengecoran di india dan cina diteruskan ke jepang dan asia
tenggara, sehingga di jepang banyak arca-arca budha dibuat antara tahun 600-800 sebelum
masehi.
Penggunaan besi dimulai dengan penempaan , sama halnya dengan tembaga. Orang
orang asiria dan mesir mempergunakan perkakas besi dalam tahun 2.800-2.700 sebelum masehi.
Kemudian, dicina dalam tahun 800-700 sebelum masehi, ditemukan cara membuat coran dari
besi kasar yang mempunyai titik cair rendah dan mengandung fosfor tinggi dengan
mempergunakan tanur beralas datar.
Teknik produksi ini kemudian diteruskan ke negara-negara disekitar laut tengah. Di
yunani, 600 tahun sebelum masehi, arca-arca raksasa Epaminondas atau Hercules. Berbagi
senjata, dan perkakas dibuat dengan jalan pengecoran. Di india di jaman itu, pengecoran besi
kasar dilakukan dan diekspor ke mesir dan eropa. Walaupun demikian baru pada abad ke 14
pengecoran besi kasar dilakukan secara besar besaran, yaitu ketika jerman dan
italiameningkatkan tanur beralas datar yang primitip itu menjadi tanur tiap berbentuk silinder,
dimana pencairan dilakukan dengan jalan meletakkan biji besi dan arang batu berselang seling.
Produk-produk yang dihasilkan pada waktu itu ialah: meriam, peluru, tungku, pipa dan lain lain.
Cara pengecoran pada waktu itu adalah menuangkan secara langsung logam cairyang didapat
dari bijih besi, kedalam cetakan,
Coran dibuat dari logam yang dicairkan, dituang kedalam cetakan, kemudian dibiarkan
mendingin dan membeku. Oleh karena itu sejarah pengecoran dimulai ketika orang mengetahui
bagaimana mencairkan logam dan bagaimana membuat cetakan. Hal ini terjadi karena kira-kira
tahun 4.000 sebelum masehi, sedangkan tahun yang lebih tepat tidak diketahui orang.
Awal penggunaan logam oleh manusia adalah ketika orang membuat perhiasan dari emas
atau perak tempaan , dan kemudian membuat senjata atau mata bajak dengan menempa tembaga,
hal itu dimungkinkan karena logam logam ini terdapat dialam dalam keadaan murni, sehingga
dengan mudah orang dapat menempanya.
Kemudian secara kebetulan orang menemukan tembaga mencair, selanjutnya mengetahui
dapat membuat coran yang berbentuk rumit, contohnya perabot rumah, perhiasan dan hiasan
makam. Coran tersebut dibuat dari perunggu yaitu suatu paduan tembaga, timah dan timbal yang
titik cairnya lebih rendah dari titik titik cair tembaga.
2.2.2 Pengetahuan Pengecoran
Pengecoran logam adalah proses pembuatan benda dengan mencairkan logam dan
menuangkan ke dalam rongga cetakan. Proses ini dapat digunakan untuk membuat benda-benda
dengan bentuk rumit. Benda berlubang yang sangat besar yang sangat sulit atau sangat mahal
jika dibuat dengan metode lain, dapat diproduksi masal secara ekonomis menggunakan teknik
pengecoran yang tepat.
Pengecoran logam dapat dilakukan untuk bermacam-macam logam seperti, besi, baja
paduan tembaga (perunggu, kuningan, perunggu aluminium dan lain sebagainya), paduan ringan
(paduan aluminium, paduan magnesium, dan sebagainya), serta paduan lain, semisal paduan
seng, monel (paduan nikel dengan sedikit tembaga), hasteloy (paduan yang mengandung
molibdenum, khrom, dan silikon), dan sebagainya.
Pengecoran logam merupakan salah satu ilmu pengetahuan tertua yang dipelajari oleh
manusia. Ilmu pengecoran logam terus berkembang dengan pesat. Berbagai macam metode
pengecoran logam telah ditemukan dan terus disempurnakan, diantaranya adalah sentrifugal
casting, investment casting, dan sand casting serta masih banyak metode-metode lainnya.
Pengecoran adalah membuat komponen dengan cara menuangkan bahan yang dicairkan kedalam
cetakan. Bahan disini dapat berupa metal maupun non metal. Untuk mencairkan bahan
diperlukan furnace (dapur kupola). Furnace adalah sebuah dapur atau tempat yang dilengkapi
dengan heater (pemanas). Bahan padat dicairkan sampai suhu titik cair dan dapat ditambahkan
campuran bahan seperti chroum, silikon, titanium, magnesium, dan aluminium.
Aplikasi dari proses pengecoran sangat banyak salah satunya dapat ditemukan dalam
pembuatan komponen permesinan. Proses pengecoran dilakukan melalui beberapa tahap mulai
dari pembuatan cetakan, persiapan dan peleburan logam, penuangan logam cair kedalam cetakan
pembersihan coran dan proses daur ulang pasir cetakan. Hasil pengecoran disebut dengan coran
atau benda cor. Proses pengecoran bisa dibedakan atas 2 yaitu proses pengecoran dan proses
percetakan. Proses pengecoran tidak menggunakan tekanan sewaktu mengisi rongga cetakan
sedangkan proses percetakan adalah logam cair ditekan agar mengisi rongga-rongga cetakan.
pasir sedangkan proses percetakan cetakan dibuat dari logam. Proses pengecoran ada dua macam
yang disebut sand casting dan die casting adapun perbedaannya adalah sebagai berikut:
1. Sand Casting
Adalah proses penuangan logam cair dengan gaya gravitasi atau gaya lain ke dalam suatu
cetakan, kemudian dibiarkan membeku, sehingga terbentuk logam padat sesuai dengan bentuk
cetakannya. adapun keuntungan dan kerugian sand casting sebagai berikut.
Keuntungannya:
a) Dapat mencetak bentuk kompleks, baik bentuk bagian luar maupun bentuk bagian dalam
b) Beberapa proses dapat membuat bagian (part) dalam bentuk jaringan;
c) Dapat mencetak produk yang sangat besar, lebih berat
d) Dapat digunakan untuk berbagai rmacam logam.
e) Beberapa metode pencetakan sangat sesuai untuk keperluan produksi massal.
Kerugiannya:
Setiap metode pengecoran memiliki kelemahan sendiri sendiri, tetapi secara umum dapat
disebutkan sebagai berikut.
Keterbatasan sifat mekanik antara lain:
a) Sering terjadi porositas.
b) Dimensi benda cetak kurang akurat.
c) Permukaan benda cetak kurang halus.
d) pada saat penuangan logam panas.
e) Masalah lingkungan.
1.1 Contoh produk coran:
a. Perhiasan, c. Blok mesin b. Patung, d. Pipa, dan lain-lain
1.2 Proses pengecoran:
- Pembuatan cetakan.
- Persiapan dan peleburan logam.
- Penuangan logam cair ke dalam cetakan:
a. Untuk cetakan terbuka (lihat gambar 2.2.a) logam cair hanya dituang hingga
b. Untuk cetakan tertutup (lihat gambar 2.2.b) logam cair dituang hingga memenuhi
sistem saluran masuk.
- Setelah dingin benda cor dilepaskan dari cetakannya;
- Untuk beberapa metode pengecoran diperlukan proses pengerjaan Lanjut.
a. Memotong logam yang berlebihan,
b. Membersihkan permukaan,
c. Memeriksa produk cor,
d. Memperbaiki sifat mekanik dengan perlakuan panas (heat treatment)
e. Menyesuaikan ukuran dengan proses pemesinan
Gambar 2.1. Jenis bentuk cetakan (a) cetakan terbuka, b (cetakan tertutup)
2. Die Casting
Die-casting adalah suatu proses pengecoran dengan menginjeksi logam cair kedalam
cetakan kemudian mempertahankan pemberian tekanan selama pembekuan proses ini
berlangsung dalam ruang tertutup. Die casting menggantikan cetakan pasir non-permanen atau
cetakan keramik dengan Die yang dapat menghasilkan ribuan part sebelum diganti.
Die-casting kadang disebut Pressure die casting merupakan proses pengecoran
bertekanan tinggi (0.7MPa – 700 Mpa) menggunakan piston untuk menyuntikkan logam cair ke
dalam die. Untuk menaikan kecepatan proses pembekuan, maka die-set didinginkan dengan air.
Keuntungan:
Die Casting memiliki keuntungan dan kerugian yang dapat dilihat sebagai berikut:
a) Dapat membuat benda berdinding tipis dan berukuran presisi
c) Ukuran yang berlebihan dapat dihindarkan
d) Waktu proses yang sangat singkat
e) Menghasilkan kecepatan alir yang tinggi
Kerugian:
a) Biaya operasional lebih tinggi
b) Harga mesin lebih mahal
c) Material yang terbuang lebih banyak karena adanya biscuit dan dengan demikian akan
lebih banyak material kelas dua L,[(return material)
2.1. Contoh produk cor:
a) Pelak, e) Baut
b) Patung, f) Pipa
c) Blok mesin, g) Mur
d) Rangka mesin, h) Pompa, dan lain-lainnya.
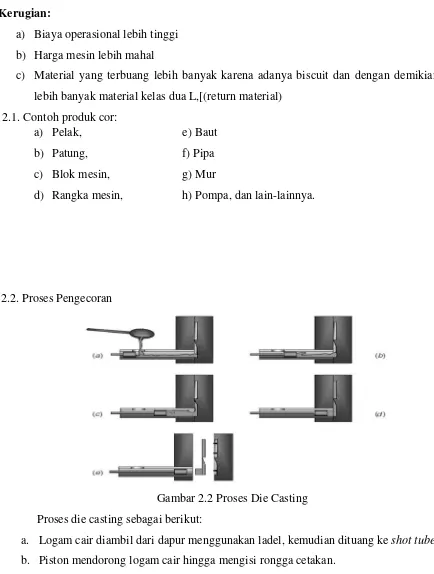
[image:25.612.74.508.128.702.2]2.2.Proses Pengecoran
Gambar 2.2 ProsesDie Casting
Proses die casting sebagai berikut:
a. Logam cair diambil dari dapur menggunakan ladel, kemudian dituang ke shot tube,
b. Piston mendorong logam cair hingga mengisi rongga cetakan.
d. Cetakan dibuka
e. Piston mendorongproduk cor keluar cetakan.
2.3 Chamber (wadah panas):
a. Logam cair ditekan ke dalam die-cavity melalui gooseneck dan nosel
b. Pressure : rata-rata 15 Mpa (5000psi)
c. Cylcle time 200-300 shots/jam
d. Digunakan untuk low melting point alloyzinc: magnesium, tin dan lead
2.2.3. Pembuatan Coran
Untuk membuat coran, harus dilakukan beberapa proses seperti pencairan, pembuatan
cetakan, penuangan, pembongkaran dan pembersihan coran. Untuk mencairka logam bermacam
macam dapur yang dipakai. Umumnya kupola (dapur induksi frekwensi rendah) dipergunakan
untuk besi cor, dapur busur listrik (dapur induksi frekwensi tinggi) digunakan untuk baja tuang
dan dapur krus untuk paduan tembaga atau coran paduan ringan, karena dapur ini dapat
memberikan logam cair yang baik dan sangta ekonomis untuk logam logam tersebut.
Cetakan biasanya dibuat dengan cara memadatkan pasir. Pasir yang yang dipakai adalah
pasir alam atau pasir buatan yang mengandung tanah lempung. Biasanya dicampurkan pengikat
khusus seperti air-kaca, semen, resin furan resin fenol (minyak pengering) dan bentonit karena
penggunaan zat-zat tersebut memperkuat cetakan atau mempermudah pembuatan cetakan.
Selaian dari cetakan pasir, dapat juga dipergunakan cetakan logam. Pada penuangan, logam cair
akan mengalir melalui pintu cetakan, maka bentuk pintu cetakan harus dibuat sedemikian rupa
sehingga tidak mengganggu aliran logam cair. Pada umumnya logam cair dituangkan dengan
pengaruh gaya berat, walaupun dapat juga dipergunakan tekanan pada logam cair selama atau
setelah penuangan. Pengecoran cetak adalah suatu cara pengecoran dimana logam cair ditekan
kedalam cetakan logam dengan tekanan tinggi.
Pengecoran tekanan rendah adalah suatu cara pengecoran dimana diberikan tekanan yang
sedikit lebih tinggi dari tekanan atmosfir pada permukaan logam dalam dapur, tekanan ini
mengakibatkan mengalirnya logam cair keatas melalui pipa kedalam cetakan. Pengecoran
sntrifugal adalah suatu cara pengecoran dimana cetakan diputar dan logam cair dituangkan ke
dalamnya, sehingga logam cair tertekan oleh gaya sentrifugal dan kemudian membeku. Coran
dan dibersihkan, bagian bagian yang tidak perlu dibuang dari coran. Kemudian dilakukan
pemeriksaan dengan penglihatan terhadap rupa, kerusakan, dan dilakukan pemeriksaan dimensi.
2.2.4 Sifat Coran Al-Mg
Keberadaan magnesium hingga 15,35% dapat menurunkan titik lebur logam paduan yang
cukup drastis, dari 660 oC hingga 450 oC. Namun, hal ini tidak menjadikan aluminium paduan
dapat ditempa menggunakan panas dengan mudah karena korosi akan terjadi pada suhu di atas
600 oC. Keberadaan magnesium juga menjadikan logam paduan dapat bekerja dengan baik pada
temperatur yang sangat rendah, di mana kebanyakan logam akan mengalami failure pada
temperatur tersebut.
2.3. Sejarah Aluminium
Aluminium pertama kali ditemuka oleh Sir Humphrey Davy pada tahun 1809 sebagai
suatu unsurda pertama kali direduksi sebagai logam oleh H. C Oersted pada tahun 1825. Secara
idustri tahun 1886. Paul heroul di Prancis dan C.M.Hall di Amerika Serikat secara terpisah telah
memperoleh logam aluminium daro alumina dengan cara elektrolisa dari garam yag berfusi.
Penggunaa aluminium sebagai logam tiap tahunnnya adalah pada urutan yag kedua setelah baja
dan besi yang tertinngi diantara logam non ferro. Aluminium merupakan logam ringan
mempunyai ketahanan korosi yang baik dan hantaran listrik yang baik.
Aluminium diambil dari bahasa Latin: alumen, alum. Orang-orang Yunani dan Romawi
kuno menggunakan alum sebagai cairan penutup pori-pori dan bahan penajam proses pewarnaan.
Pada tahun 1787, Lavoisier menebak bahwa unsur ini adalah Oksida logam yang belum
ditemukan. Pada tahun 1761, de Morveau mengajukan nama alumine untuk basa alum. Pada
tahun 1827, Wohler disebut sebagai ilmuwan yang berhasil mengisolasi logam ini. Pada tahun
1807, Davy memberikan proposal untuk menamakan logam ini Aluminum, walau pada akhirnya
setuju untuk menggantinya dengan Aluminium. Nama yang terakhir ini sama dengan nama
banyak unsur lainnya yang berakhir dengan “ium”.
Aluminium adalah salah satu diantara logam ringan yang saat ini kita kenal. Merupakan
konduktor panas yang baik dan kuat. Dapat dicor menjadi bermacam macam bentuk dan
mempunyai sifat tahan korosi. Jenis Aluminium dibedakan berdasarkan kemurnian atau
persentase aluminium murni dalam komposisi kimia materialnya. Pengelompokan ini diatur oleh
Aluminium Association.
2.3.2. Sifat-Sifat Aluminium
Semua sifat-sifat dasar aluminium, tentu saja, dipengaruhi oleh efek dari berbagai elemen
aluminium paduan. Unsur-unsur paduan utama dalam pengecoran aluminium paduan dasar
adalah tembaga, silikon, magnesium, seng, kromium, mangan, timah dan titanium.
Aluminium dasar paduan mungkin secara umum akan ditandai sebagai sistem eutektik,
mengandung bahan intermetalik atau unsur-unsur sebagai fase berlebih.
Aluminium telah menjadi salah satu logam industri yang paling luas penggunaannya di
dunia. Aluminium banyak digunakan di dalam semua sektor utama industri seperti angkutan,
konstruksi, listrik, peti kemas dan kemasan, alat rumah tangga serta peralatan mekanis. Adapun
sifat-sifat aluminium antara lain sebagai berikut:
1. Ringan.
2. Tahan terhadap korosi.
3. Kuat.
4. Mudah dibentuk.
5. Konduktor listrik.
6. Konduktor panas.
7. Memantulkan sinar dan panas.
8. Non magnetik.
9. Tidak beracun.
10. Memiliki ketangguhan yang baik.
11. Dapat diproses ulang.
12. Menarik.
2.3.3 Paduan Aluminium
Proses pengecoran aluminium batangan dapat dilakuakan dengan peleburan dan
mekanis yang jelek, maka dipergunakan aluminium alloy untuk memperbaiki sifat tersebut,
untuk memperbaiki sifat mekanis yang jelek itu maka dibutuhkann padua aluminium seperti
Magnesium, tembaga, mangan, nikel, silicon dan sebagainya.
Perlakuan panas pada aluminium paduan dilakukan dengan memanaskan sampai terjadi
fase tunggal kemudian ditahan beberapa saat dan diteruskan dengan pendinginan cepat hingga
tidak sempat berubah ke fase lain. Jika bahan tadi dibiarkan untuk jangka waktu tertentu maka
terjadilah proses penuaan (aging). Perubahan akan terjadi berupa presipitasi (pengendapan) fase
kedua yang dimulai dengan proses nukleasi dan timbulnya klaster atom yang menjadi awal dari
presipitat. Presipitat ini dapat meningkatkan kekuatan dan kekerasannya. Proses ini merupakan
proses age hardening yang disebut natural aging. Jika setelah dilakukan pendinginan cepat
kemudian dipanaskan lagi hingga di bawah temperatur solvus (solvus line) kemudian ditahan
dalam jangka waktu yang lama dan dilanjutkan dengan pendinginan lambat di udara disebut
proses penuaan buatan (artificial aging).
2.3.4 Klasifikasi Aluminium
Standarisasi aluminium digunakan untuk menggolongkan logam aluminium paduan
berdasarkan komposisi kimia, penetapan standarisasi logam aluminium menurut American
Society for Materials (ASTM) mempergunakan angka dalam menetapkan penggolongan
aluminium paduan.
Adapun cara–cara yang ditentukan ASTM dalam menetapkan penggolongan aluminium paduan
sebagai berikut :
1. Aluminium murni (kandungan aluminium sebesar 99%) 1xxx
2. Copper 2xxx
3. Manganase 3xxx
4. Silicon 4xxx
5. Magnesium 5xxx
6. Magnesium dan silicon 6xxx
7. Zincum 7xxx
8. Elemen – elemen yang lain 8xxx
1. Angka pertama menunjukkan jenis – jenis unsur paduan yang terdapat pada logam aluminium.
2. Angka kedua menunjukkan sifat khusus misalnya : angka kedua menunjukkan bilangan nol
(0) maka tidak memerlukan perhatian khusus dan jika angka kedua menunjukkan angka satu
(1) sampai dengan sembilan (9) memerlukan perhatian khusus.
3. Dua angka terakhir tidak mempunyai pengertian, tetapi hanya menunjukkan modifikasi
dari paduan dalam perdagangan.
Contoh pembacaan:
1. ASTM 2017 artinya Adalah paduan aluminium – cupper tanpa perhatian khusus dan
mengalami modifikasi dari paduan Al – Cu
2. ASTM 2117 artinya Adalah paduan aluminium – magnesium tanpa perhatian khusus dan
mengalami modifikasi dari paduan Al - Mg
3. ASTM 5056 artinya Adalah paduan aluminium – magnesium dengan perhatian khusus dan
mengalami modifikasi dari paduan Al – Mg
4. ASTM 1030 artinya Adalah aluminium murni tanpa perhatian khusus, dengan kadar
aluminium sebesar 99,30%
5. ASTM 1130 artinya Adalah aluminium murni dengan perhatian khusus dengan kadar
aluminium sebesar 99,30%
6. ASTM 1230 artinya Adalah aluminium murni dengan perhatian khusus dengan kadar
aluminium sebesar 99,30
Perlu diperhatikan bahwa pengkodean aluminium untuk keperluan penempaan seperti di
ats tidak berdasarkan pada komposisi paduannya, tetapi berdasarkan pada sistem pengkodean
terdahulu, yaitu sistem Alcoa yang menggunakan urutan 1 sampai 79 dengan akhiran S, sehingga
dua digit dibelakang setiap kode pada pengkodean di atas diberi angka sesuai urutan Alcoa
terdahulu. Pengecualian ada pada paduan magnesium dan lithium. Pengkodean untuk aluminium
cor berdasarkan Aluminium Association adalah sebagai berikut:
1. Seri 1xx.x adalah aluminium dengan kandungan minimal 99% aluminium
2. Seri 2xx.x adalah paduan dengan tembaga
3. Seri 3xx.x adalah paduan dengan silikon, tembaga, dan magnesium
5. Seri 5xx.x adalah paduan dengan magnesium
6. Seri 7xx.x adalah paduan dengan seng
7. Seri 8xx.x adalah paduan dengan lithium
Perlu diperhatikan bahwa pada digit kedua dan ketiga menunjukkan persentase
aluminiumnya, sedangkan digit terakhir setelah titik adalah keterangan apakah aluminium dicor
setelah dilakukan pelelehan pada produk aslinya.
2.3.5 Paduan logam aluminium
Paduan aluminium merupakan material utama yang saat ini digunakan dibanyak industri.
Aluminium dipilih karena memiliki sifat ringan dan kekuatannya dapat dibentuk dengan cara
dipadu dengan unsur lain. Permasalahan yang dihadapi adalah pemilihan jenis unsur apa yang
akan dipadu dengan aluminium untuk mendapatkan karakteristik material yang dibutuhkan.
Paduan logam ringan yang mempunyai kekuatan tinggi terhadap korosi. Dan merupakan
konduktor listrik yang sangat baik. Paduan aluminium dapat diklasifikasikan dalam tiga bagian
yaitu:
1. berdasarkan pembuatan, klasifikasi paduan cor dan paduan tempa.
2. berdasarkan perlakuan panas
3. Berdasarkan unsur-unsur paduan
Berdasarkan klasifikasinya aluminium dibagi dalam tujuh jenis yaitu,
1. Jenis Al-murni (1000)
Jenis Al-murni ini adalah aluminium dengan kemurnian antara 99% s/d 99,9%,
aluminium dari seri ini disamping sifatnya baik dan tahan karat,
2. Jenis Al-Cu (2000)
Adalah jenis yang dapat diperlaku panaskan, dengan melalui pengelasan endap atau
penyempuhan sifat mekanik. Paduan ini dapat menyamai sifat-sifat dari bajak lunak, tetapi
dayan tahan korosinya rendah bila dibandingkan dengan jenis paduan lainnya.
3. Jenis Al-Mn (3000)
Adalah jenis yang tidak diperlaku panaskan sehingga penaikan kekuatannya hanya dapat
diusahakan melalui pengerjaan dingin dalam proses pembuatannya dari segi kekuatan jenis
4. Jenis Al-Si (4000)
Adalah jenis yang tidak termasuk diperlaku panaskan. Jenis ini dalam keadaan cair
mempunyai sifat mampu alir yang baik dan dalam proses pembekuannya hampir tidak terjadi
retak.
5. Jenis Al-Mg (5000)
Adalah jenis paduan yang tidak dapat diperlaku panaskan. Tetapi mempunyai sifat yang
baik dalam daya tahan korosi.
6. Jenis Al-Mg-Si (6000)
Adalah jenis yang termasuk diperlaku panaskan dan mempunyai sifat mampu potong
dan daya tahan korosi yang sangat tinggi.
7. Jenis Al-Zn (7000)
Adalah jenis yang dapat diperlaku panaskan dan daya tahan korosi yang kurang
menguntungkan.
2.4 Magnesium
2.4.1 Sejarah Magnesium
Senyawa-senyawa magnesium telah lama diketahui. Black telah mengenal magnesium
sebagai elemen di tahun 1755. Davy berhasil mengisolasikannya di tahun 1808 dan Busy
mempersiapkannya dalam bentuk yang koheren di tahun 1831. Magnesium merupakan elemen
terbanyak kedelepan di kerak bumi.Ia tidak muncul tersendiri, tapi selalu ditemukan dalam
jumlah deposit yang banyak dalam bentuk magnesite, dolomite dan mineral-mineral
lainnya.Logam ini sekarang dihasilkan di AS dengan mengelektrolisis magnesium klorida yang
terfusi dari air asin, sumur, dan air laut.
2.4.2 Pengertian Magnesium
Magnesium adalah unsur kimia dengan nomor atom 12 dan massa atom 24,305. Mg
adalah unsur logam, berwarna putih dengan titik lebur 651° C dan titik didih 1.107° C.
ditemukan pada tahun 1808 oleh H. Davy.
Logam ini adalah yang paling ringan diantara logam komersial yang ada tetapi Relatif
lemah. Sifatnya sangat mudah dicor dan di-mesin tetapi lebih getas dari pada aluminium. Selain
itu logam ini juga mempunyai ketahanan korosi yang cukup baik, paling aktif dalam skala
2.4.3 Berbagai Sifat Material Magnesium
Magnesium merupakan logam yang ringan, putih keperak-perakan dan cukup kuat. Ia
mudah ternoda di udara dan magnesium yang terbelah-belah secara halus dapat dengan mudah
terbakar di udara dan mengeluarkan lidah api putih yang menakjubkan.
Magnesium digunakan di fotografi, flares, pyrotechnics, termasuk incendiary bombs.
Magnesium sepertiga lebih ringan dibanding aluminium dan dalam campuran logam digunakan
sebagai bahan konstruksi pesawat dan missile. Logam ini memperbaiki karakter mekanik
fabrikasi dan las aluminium ketika digunakan sebagai alloying agent. Magnesium digunakan
dalam memproduksi grafit dalam cast iron, dan digunakan sebagai bahan tambahan conventional
propellants. Magnesium juga digunakan sebagai agen pereduksi dalam produksi uranium murni
dan logam-logam lain dari garam-garamnya. Hidroksida (milk of magnesia), klorida, sulfat
(Epsom salts) dan sitrat digunakan dalam kedokteran. Magnesite digunakan untuk refractory,
sebagai batu bata dan lapisan di tungku-tungku pemanas.
2.5 Titik Berat ( Pusat Massa )
Statika adalah ilmu kesetimbangan yang menyelidiki syarat-syarat gaya yang bekerja
pada sebuah benda/titik materi agar benda/titik materi tersebut setimbang. Pusat massa dan titik
berat suatu benda memiliki pengertian yang sama, yaitu suatu titik tempat berpusatnya
massa/berat dari benda tersebut. Perbedaannya adalah letak pusat massa suatu benda tidak
dipengaruhi oleh medan gravitasi, sehingga letaknya tidak selalu berhimpit dengan letak titik
beratnya.
1. Pusat massa
Koordinat pusat massa dari benda-benda diskrit, dengan massa masing-masing M1,
X = ( Mi . Xi)/(Mi) Y = ( Mi . Yi)/(Mi)
2. Titik berat
Koordinat titik berat suatu sistem benda dengan berat masing-masing W1, W2,..., Wi ;
yang terletak pada koordinat (x1,y1), (x2,y2), ..., (xi,yi) adalah:
X = ( Wi . Xi)/(Wi) Y = ( Wi . Yi)/(Wi)
3.5.1 Letak / Posisi Titik Berat
1. Terletak pada perpotongan diagonal ruang untuk benda homogen berbentuk teratur.
2. Terletak pada perpotongan kedua garis vertikal untuk benda sembarang.
3. Bisa terletak di dalam atau diluar bendanya tergantung pada homogenitas dan bentuknya.
3.5.2 Rumus Untuk Mengetahui Titik Berat Sebuah Benda
Nama Letak Titik Berat Keterangan
Garis lurus yo = 1/2 AB z = di tengah-tengah AB
Busur lingkaran yo = AB/AB . R
AB = tali busur
AB = busur AB
R = jari-jari lingkaran
Busur setengah
lingkaran yo = 2.R/p R = jari-jari lingkaran
Juring lingkaran Y= AB/AB.2/3.R
A = tali busur
AB = busurAB
R = jari-jari lingkaran
Selimut setengah
bola yo = 1/2 R R = jari-jari lingkaran
Selimut limas yo = 1/3 t t = tinggi limas
Selimut kerucut yo = 1/3 t t = tinggi kerucut
Setengah bola yo = 3/8 R R = jari-jari bola
Limas yo = 1/4 t t = tinggi limas
Kerucut yo = 1/4 t t = tinggi kerucut
Dalam menyelesaikan persoalan titik berat benda, terlebih dahulu bendanya dibagi-bagi
sesuai dengan bentuk benda khusus yang sudah diketahui letak titik beratnya, kemudian baru
diselesaikan dengan rumusan yang ada.
2.6 Shape Factor
Faktor bentuk yang digunakan dalam aliran lapisan batas untuk menentukan sifat aliran.
di mana H adalah faktor bentuk, adalah ketebalan perpindahan dan θ adalah ketebalan momentum. Semakin tinggi nilai H, semakin kuat gradien tekanan merugikan. Sebuah gradien
tekanan merugikan tinggi dapat sangat mengurangi jumlah Bilangan Reynolds di mana transisi
ke dalam turbulensi dapat terjadi.
Secara konvensional, H = 2.59 (Blasius lapisan batas) khas dari aliran laminar, sedangkan H =
1,3-1,4 khas dari aliran turbulen.
Ketebalan lapisan batas, δ, adalah jarak di boundary layer dari dinding ke titik di mana kecepatan aliran telah dasarnya mencapai kecepatan 'aliran bebas',. Jarak ini didefinisikan normal dinding,
dan titik di mana kecepatan aliran pada dasarnya bahwa aliran bebas lazim didefinisikan sebagai
titik di mana:
Untuk lapisan batas turbulen atas piring datar, ketebalan lapisan batas diberikan oleh
δ adalah ketebalan keseluruhan (atau tinggi) dari lapisan batas = bilangan Reynold
= massa jenis
= freestream velocity
= batas bawah dari boundary layar.
= dynamic viscosity
Ketebalan kecepatan juga dapat disebut sebagai rasio Soole, meskipun gradien ketebalan
lebih dari jarak akan merugikan sebanding dengan yang ketebalan kecepatan
boundary layer adalah lapisan cairan di sekitar langsung dari permukaan loncat di mana efek dari
viskositas yang signifikan . Dalam atmosfer bumi , lapisan batas planet adalah lapisan udara
dekat tanah yang terkena panas diurnal , kelembaban atau mentransfer momentum ke atau dari
permukaan . Pada sayap pesawat lapisan batas adalah bagian dari aliran dekat dengan sayap , di
mana pasukan kental mendistorsi sekitarnya aliran non - kental. Lihat bilangan Reynolds.
Lapisan batas laminar dapat longgar diklasifikasikan menurut struktur dan keadaan di
mana mereka diciptakan . Lapisan geser tipis yang berkembang pada tubuh berosilasi adalah
contoh dari lapisan batas Stokes , sedangkan lapisan batas Blasius mengacu pada solusi
kesamaan terkenal dekat plat datar terpasang diadakan di arus searah mendekat . Ketika berputar
cairan dan pasukan kental yang seimbang dengan efek Coriolis (bukan inersia konvektif ) ,
sebuah bentuk lapisan Ekman . Dalam teori perpindahan panas , lapisan batas termal terjadi .
Shape factor atau faktor bentuk merupakan fungsi dari bentuk penampang. Shape factor
dapat dihitung sebagai berikut:
Mp = momen plastis penampang
My = momen leleh
Secara fisik, shape factor menunjukkan tingkat efisiensi penampang ditinjau dari
perbandingan kapasitas maksimum atau plastis terhadap kapasitas lelehnya.
Perbandingan antara momen plastis Mp dengan momen leleh My menyatakan
peningkatan kekuatan penampang akibat ditinjau dari kondisi plastis. Perbandingan ini
tergantung dari bentuk penampangnya, f (shapefactor).
BAB III
METODOLOGI PENELITIAN
3.1 Waktu dan tempat
Pengerjaan dan penelitian ini dilakukan di marelan dan di laboratorium ilmu logam dan
proses produksi di Teknik Mesin USU telah dilaksanakan pada bulan Mei - Desember 2013.
3.2 Bahan dan Alat Penelitian
3.2.1 Bahan Penelitian
a. Aluminium batangan
Aluminium adalah salah satu diantara logam ringan yang saat ini kita kenal. Merupakan
konduktor panas yangbaik dan kuat. Dapat dicor menjadi bermacam macam bentuk dan
[image:38.612.107.460.368.603.2]mempunyai sifat tahan korosi.
b. Magnesium batangan
Magnesium adalah salah satu jenis logam ringan yang memiliki titik cair yang lebih
rendah dari aluminium. magnesium dengan simbol Mg adalah unsur kimia dengan nomor atom
12 dan massa atom 24,305. Mg adalah unsur logam, berwarna putih dengan titik lebur 651° C
[image:39.612.110.469.196.358.2]dan titik didih 1.107° C.
Gambar 3.2 Magnesium batangan
3.2.2 Alat Penelitian
a. Dapur peleburan
Dapur peleburan berfungsi untuk melebur material yang akan kita lakukan. dapur ini
terbuat dari batu bata tahan api dan semen tahan api.
[image:39.612.110.461.507.689.2]b. Blower
Blower berfungsi untuk menjaga temperatur peleburan yang dihasilkan dari panas
pembakaran pada kayu bakar dan oli bekas. Tanpa alat ini, maka panas yang dihasilkan dari
[image:40.612.111.449.176.334.2]proses pembakaran tidak terdistribusi dengan baik dan panas yang dihasilkan tidak maksimal.
Gambar 3.4 Blower
c. Mesin gerinda
Mesin gerinda yang digunakan adalah gerinda tangan bermerek Hitachi. Mesin gerinda
berfungsi untuk menghaluskan permukaan pada fuselage, untuk mendapatkan dimensi yang
diinginkan. Mata gerinda yang digunakan berbentuk kertas pasir dengan ukuran kekasaran 400
dan 800.
[image:40.612.111.436.551.620.2]d. Ladel
Ladel merupakan alat penuang dalam peleburan. Aluminium cair yang memiliki suhu
tinggi diambil dari dalam crucible dan dituangkan kedalam cetakan. Ukuran dari alat ini
[image:41.612.109.467.480.681.2]disesuaikan dengan isi cetakan dan penggunanya,
Gambar 3.6 Ladel
e. Timbangan
Timbangan digunakan untuk mengukur berat dari bahan material yang akan kita pakai.
f. Pasir cetak
berfungsi untuk membuat cetakan. karena tahan suhu tinggi dan tidak teruai, harga nya
murah, awet, butiran nya mempunyai ukuran dan bentuk yang berbeda yang banyak ditemukan
di nusantara.
Gambar 3.8 Pasir cetak
g. Uji impact (charpy impact test)
Pada penelitian ini digunakan bentuk dan dimensi dari uji impak charpy dengan ukuran
[image:42.612.109.473.469.682.2]yang telah ditentukan berdasarkan ASTM E23-56T. Dapat dilihat pada Gambar dibawah ini.
3.3 Diagram Alir Penelitian
Untuk memudahkan pelaksanaan riset serta sistematis dalam monitoring dan evaluasi,
maka dibuat Diagram alir sebagai berikut :
[image:43.612.69.494.139.513.2]
Gambar 3.10 Diagram Alir Penelitian Mulai
Aluminium dan Magnesium
Penambahan Mg Proses Peleburan
Peleburan Aluminium
sayap Spesimen
Pengujian spesimen
Uji impak Finishing
Menentukan titik berat
Analisa Data
Kesimpulan
3.4 Langkah-Langkah Pengecoran Pesawat Tanpa Awak Al-Mg
Pesawat tanpa awak memiliki dua control variasi utama, yaitu dikontrol melalui
pengendali jarak jauh dan pesawat yang terbang secara mandiri berdasarkan program yang
dimasukkan kedalam pesawat sebelum terbang.
Bahan utama pada pengecoran pesawat tanpa awak adalah paduan aluminium dengan
magnesium yang disebut Al-mg. Metode pengecoran yang digunakan adalah metode sand
casting. Proses kerja perancangan badan dan sayap pesawat tanpa awak.
a. Desain dan pemodelan badan dan sayap pesawat tanpa awak
b. Proses pembuatan mal
c. Proses pembuatan cetakan
d. Proses pengecoran
e. Proses penuangan dan pendinginan
f. Proses finishing
3.4.1 Desain dan pemodelan badan dan sayap pesawat tanpa awak
Desain dan pemodelan badan dan sayap pesawat tanpa awak Desain dan perhitungan
badan dan sayap pesawat tanpa awak menggunakan software ansys 14.5 dan software dari
NASA.
Menentukan bahan/material untuk pembuatan mal,bahan/material yang digunakan
sebagai berikut :
a) Bambu
b) Triplek
c) Dempul
d) Gypsum,
Cara pembuatan mal dapat kita lihat pada Gambar 3.8 dan Gambar 3.9
Gambar 3.11 Proses pembuatan mal body pesawat
3.4.3 Proses Pembuatan Cetakan
Cetakan yang digunakan menggunakan metode yang digunakan pada proses pengecoran
pada umumnya adalah metode sand casting. Metode sand casting menggunakan cetakan yang
[image:46.612.109.467.173.398.2]terbuat dari pasir.
Gambar 3.13 Proses pembuatan cetakan body pesawat
[image:46.612.110.473.444.684.2]3.4.4 Proses Pengecoran
Pengecoran aluminium dan magnesium dilakukan secara bertahap, dikarenakan titik
lebur aluminium dengan magnesium berbeda. Untuk mencegah kegagalan hasil coran dilakukan
dengan cara meleburkan aluminium terlebih dahulu, sampai ½ mencair kemudian magnesium
dapat dicampurkan kedalam coran.
Aluminium memiliki titik lebur 660.32 °C dan magnesium 650 °C. Perbedaan titik lebur
ini menjadi dasar pada saat pengecoran bahwasannya aluminium harus dilebur terlebih dahulu
[image:47.612.109.467.477.684.2]sebelum magnesium dipadukan.
Gambar 3.15 Proses pengecoran body pesawat
3.4.5. Proses penuangan dan pendinginan
a. Proses penuangan
Proses penuangan dilakukan secara bersamaan berdasarkan jumlah lubang masuknya
coran. Jumlah masuknya coran menentukan hasil coran, karena apabila jumlah coran yang dibuat
kurang tepat mengakibatkan kegagalan coran.
b. Proses pendinginan.
Proses pendinginan setelah coran dituang berlangsung selama ± 30 menit. proses ini
dilakukan agar permukaan coran tidak mengalami crack. Pendingingan hasil coran dilakukan
[image:48.612.110.460.265.438.2]dengan cara dianginkan, sehingga hasil coran mendapatkan hasil yang sempurna.
Gambar 3.17 Proses pendinginan coran sayap pesawat
[image:48.612.111.460.485.678.2]3.4.6 Proses finishing
Proses ini dilakukan dengan membersihkan hasil coran dari kotoran-kotoran coran untuk
mendapatkan dimensi hasil coran yang diinginkan. Setelah mendapatkan dimensi yang
[image:49.612.110.475.173.479.2]diinginkan dilakukan proses polishing untuk mendapatkan permukaan coran yang diinginkan.
Gambar 3.19 hasil finishing coran
3.5 Prosedur Penelitian
Adapun teori dan tahap penelitian dari desain dan proses pengecoran pesawat tanpa awak
ini adalah sebagai berikut:
1. Desain dan analisa data sayap pesawat tanpa awak 2. Pengujian impak
3.5.1 Desain dan Pembuatan Pesawat tanpa awak
Berikut adalah gambar desain Pesawat tanpa awak
[image:50.612.95.448.126.330.2]
Gambar 3.20 Desain Pesawat tanpa awak
3.5.2 Komponen Pesawat Model
Adapun komponen-komponen pesawat model adalah sebagai berikut :
a) Badan pesawat
b) Sayap pesawat
c) Landing gear
d) Ekor pesawat
3.5.3 Badan Pesawat ( Fuselage)
Fuselage merupakan salah satu struktur utama pesawat yang terhubung dengan sayap,
ekor, dan landing gear. Struktur fuselage berfungsi mentransfer beban dari struktur sayap, ekor,
dan landing gear. Struktur fuselage ini harus mampu menahan beban seperti berikut tanpa
mengalami kegagalan struktur maupun masalah fatigue:
a) Beban dari ekor akibat trim, maneuvering, turbulence, dan gust,
b) Beban landing gear akibat impact saat mendarat, beban saat taxi, dan ground
maneuvering,
Struktur fuselage harus dibuat cukup kaku dan kuat untuk menahan segala pembebanan
yang akan terjadi selama pesawat ini beroperasi. Hal ini berfungsi untuk menghindari terjadinya
defleksi dan vibrasi pada saat operasionalnya. Akan tetapi, struktur fuselage ini harus dibuat
tetap seringan mungkin.
Dalam merancang badan pesawat ini, aerodinamis badan pesawat adalah hal yang paling
penting. Badan pesawat yang digunakan adalah tipe 8 dengan koefisien drag (Cd)0,458, dimana
Cd yang akan digunakan untuk menghitung gaya hambat yang dialami pesawat model.
Gambar 3.21 Badan pesawat ( Fuselage)
3.5.4 Sayap Pesawat
Sayap merupakan salah satu komponen penting pesawat yang berfungsi membangkitkan
gaya angkat utama pesawat. Pembebanan yang terjadi pada sayap ini terdiri dari gaya geser,
momen lentur, dan torsi akibat beban aerodinamika, beban yang ditimbulkan oleh getaran
pesawat beban yang ditimbulkan oleh pergerakan flap.
Dengan pembebanan tersebut, struktur sayap dirancang dengan memperhatikan beberapa
kriteria sebagai berikut:
Struktur dibuat seringan mungkin, tetapi tetap kuat menahan pembebanan yang terjadi.
Gambar 3.22 Sayap pesawat tanpa awak
3.5.5 Ekor dan Sayap Ekor
Fungsi dari ekor antara lain :
a) Menjamin keseimbangan momen pada kondisi steady flight dengan memberikan gaya
dengan jarak tertentu dari titik berat untuk melawan momen gangguan.
b) Menjamin agar keseimbangan momen tetap stabil, yang berarti jika pesawat
menerima gangguan, ia akan kembali ke posisi seimbangnya semula dengan redaman
yang cukup terhadap osilasi gangguan.
c) Menghasilkan gaya-gaya untuk keperluan manuver pesawat, seperti rotasi saat
take-off, flareout ketika landing, kontrol terhadap lintasan terbang, dan taxying.
Berikut adalah dimensi ekor dan sayap ekor pesawat model dengan profil sayap ekor NACA
2412.
3.5.6 Landing Gear dan Roda Pesawat
1. Landing Gear
Bagian ini akan membahas perancangan roda pendarat dari pesawat model ini. Adapun
fungsi Landing Gear adalah sebagai berikut :
a) Untuk menyerap getaran saat landing dan getaran saat taxiing.
b) Menyediakan kemampuan untuk maneuver di darat :taxi, take-off roll, landing roll, dan
steering.
c) Untuk melindungi pesawat dari permukaan tanah
Beban-beban yang harus diperkirakan pada layout design dari landing gear adalah
a) Beban vertikal disebabkan oleh laju touchdown yang tidak nol dan taxiing pada permukaan
yang kasar.
b) Beban longitudinal disebabkan oleh beban “spin up”, dan beban gesekan rolling.
c) Beban lateral, disebabkan oleh “crabbed landings”, cross-wind taxiing dan pembelokan di
darat.
Berikut adalah gambar landing gear pesawat model:
[image:53.612.161.451.420.639.2]a) Landing gear roda depan
Gambar 3.24 Landing Gear depan
Gambar 3.25 Landing Gear belakang
Berikut adalah gambar tata peletakan landing gear pesawat model roda depan dan roda
belakang:
[image:54.612.174.474.386.649.2]2. Roda Pesawat
Dalam perancangan ban akan ditentukan tipe, gaya yang bekerja pada ban, penentuan
ukuran ban,performance.
Dengan beban yang didapat, maka dipilihlah terlebih dahulu merk ban. Kemudian
berdasarkan merk ban, jenis ban dan beban pada ban, maka dapat dipilihlah dimensi dari ban
pada main gear dan nose gear sebagai berikut.
[image:55.612.179.469.217.419.2]Berikut adalah dimensi ban yang diguynakan dalam perancangan pesawat tanpa awak
Gambar 3.27 Roda pesawat
3.6 Pengujian Impak ( Impact Test )
Ketangguhan (impak) merupakan ketahanan bahan terhadap beban kejut. Inilah yang
membedakan pengujian impak dengan pengujian tarik dan kekerasan dimana pembebanan
dilakukan secara perlahan-lahan. Pengujian impak merupakan suatu upaya untuk
mensimulasikan kondisi operasi material yang sering ditemui dalam perlengkapan transportasi
atau konstruksi dimana beban tidak selamanya terjadi secara perlahan-lahan melainkan datang
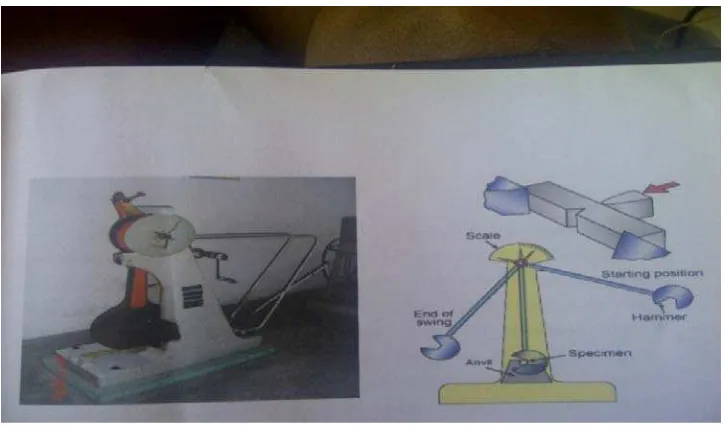
Gambar 3.28 Ilustrasi skematis pengujian impak dengan benda uji Charpy
Pada pengujian impak ini banyaknya energi yang diserap oleh bahan untuk terjadinya
perpatahan merupakan ukuran ketahanan impak bahan tersebut. Pada pengujian impak, energi
yang diserap oleh benda uji biasanya dinyatakan dalam satuan Joule dan dibaca langsung pada
skala (dial) penunjuk yang telah dikalibrasi yang terdapat pada mesin penguji. Harga impak (HI)
[image:56.612.119.517.72.507.2]HI =
�� Dimana:
HI = Harga impak
E = Energi yang diserap (Joule)
A = Sudut awal pemukulan 1470 (sesuai standart pengujian impact)
Besarnya energi yang diserap dapat dihitung dengan rumus empiris.
E = P.D.( cosB – cosA )
Dimana:
E = energi yang diserap (joule)
P = 251,3 N
D = 0,6495 m
cosB = Sudut akhir pemukulan
[image:57.612.118.503.393.664.2]cosA = Sudut awal pemukulan (147o)
3.6.1 Langkah-langkah pengujian ketangguhan impak
Adapun prosedur yang dilakukan pada pengujian ketangguhan impak
( impacttoughness test/impact charpy test ) adalah:
1. Menyiapkan peralatan mesin impact charpy.
2. Dipersiapkan specimen untuk uji ketangguhan impak sesuai dengan standart ASME E8.
3. Alat uji ketagguhan impak yag digunakan adalah universal testing machine (UTM)
4. Menaikkan palu charpy pada kedudukan 1470 (sudut α) menggunakan handle pengatur kemudian di kunc.
5. Kemudian spesimen diikatkan pada dudukan spesimen, yaitu spesimen raw material ddan
variasi suhu 100 A, 120 A dan 140 A.
6. Lepaskan kunci sehingga palu Charpy berayun membentur benda uji.
7. Kemudian didapat sudut akhir pemukulan (sudut β) yang digunakan untuk menghitung energy serap dan hasil impak.
8. Setelah didapat data, maka dilakukan penganalisaan terhadap uji ketangguhan impak.
Benda uji Charpy memiliki luas penampang lintang bujur sangkar (10 x 10 mm) dan
[image:58.612.135.516.425.637.2]memiliki takik (notch) berbentuk V dengan sudut 450. kedalaman 2 mm.
Gambar 3.30 Spesimen uji impak
Secara umum benda uji impak dikelompokkan ke dalam dua golongan sampel standar
yaitu batang uji Charpy banyak digunakan di Amerika Serikat dan batang uji Izod yang lazim
Gambar 3.31 Alat uji impak (charpy)
Mesin uji ketangguhan (impact) yang digunakan untuk mengetahui harga impak suatu
bahan yang diakibatkan oleh gaya kejut pada bahan uji tersebut. Tipe dan bentuk konstruksi
mesin uji bentur beraneka ragam mulai dari jenis konvensional sampai dengan system digital
yang lebih maju. Dalam pembebanan statis dapat juga terjadi laju deformasi yang tinggi kalau
bahan diberi takikan, maka takikan makin besar deformasi yang terkonsentrasikan pada takikan,
yang memungkinkan meningkatkan laju regangan beberapa kali lipat. Patah getas menjadi
permasalahan penting pada baja dan besi.
Pengujian impact charpy banyak dipergunakan utuk menentukan kualitas banyak dipakai.
Takikan dibuat dengan mesin freis atau alat notch khusus takik. Semua dikerjakan menurut
standart yang ditetapkan. Pada pengujian adalah suatu bahan uji yang ditakikan, dipukul oleh
pendulum (godam) yang mengayun. Dengan pegujian ini dapat diketahui sifat kegetasan suatu
BAB IV
ANALISA DATA DAN PEMBAHASAN
4.1 Analisa data (teoritis) pesawat tanpa awak
Pesawat tanpa awak UAV ( Unmanned Aerial Vehicle ). kontrol pesawat tanpa awak
memiliki dua variasi utama, yaitu dikontrol melalui pengendali jarak jauh dan pesawat yang
terbang secara mandiri berdasarkan program yag dimasukkan kedalam pesawat sebelum terbang.
yang memiliki beban yang lumayan berat bagi sebuah pesawat model (tanpa awak).
4.1.1 Spesifikasi pesawat tanpa awak
Dengan pembebanan tersebut, struktur sayap dirancang dengan memperhatikan beberapa
kriteria sebagai berikut:
Struktur dibuat seringan mungkin, tetapi tetap kuat menahan pembebanan yang terjadi.
[image:60.612.91.486.307.565.2] Terdapat ruang yang cukup untuk mekanisme system bidang kendali .
Gambar 4.1 pesawat tanpa awak
Dalam perancangan pesawat model ini, material yang digunakan adalah Aluminium
Magnesium (Al-Mg) dengan densitas bahan 2,62 gr/cm3 dengan tebal 5 mm. Spesifikasi data
Tabel 4.1 Densitas bahan
No Spesifikasi Karakteristik
1 Aifoil NACA 2412
2 Jenis Wing Straight Wing
3 Panjang Span 1200 mm
4 Lebar Chord 500 mm
5 Propulsion Electrik motor, dua buah
6 Putaran Propeler 4500 rpm
7 Jumlah Blade 2 buah
8 Diameter Propeler 200 mm
9 Material Bahan Aluminium Magnesium
10 Jenis Landasan Tanah rata
Berikut adalah hasil analisis profil sayap pesawat model NACA 2412 dengan sudut
[image:61.612.99.492.378.627.2]serang ( angel of attack ) 15o.
Gambar 4.2 Analisis profil sayap pesawat NACA 2412 , sudut serang 15o
Dari grafik analisis di atas, koefisien tekanan minimum dan maksimum masing-masing
adalah -10,553 dan 1,0. Center of preasure berada pada 29,26 % dari panjang chord airfoil
dari panjang chordnya. Dimana moment reference center berada pada 26.50% drai panjang
chordnya.
Dari hasil analisis profil sayap pesawat model NACA 2412 dengan sudut serang 15 o maka
diperoleh hasil sebagai berikut :
Bilangan reynolds = 3 x 106
Coefisien lift ( Cl ) = 1.506
Coefisien Drag ( Cd ) = 0.0237
Berikut adalah hasil yang diperoleh dari analisis drag polar profil sayap pesawat model
NACA 2412.
Tabel 4.2 NACA 2412, Rey = 3000000, sudut serang 150
AOA Cl Cd Cm
-5 -0,332 0,0079 -0,053
-4 -0,213 0,0075 -0,053
-3 -0,094 0,0072 -0,053
-2 0,026 0,0068 -0,053
-1 0,145 0,0067 -0,053
0 0,265 0,0067 -0,053
1 0,384 0,0068 -0,053
2 0,504 0,0072 -0,053
3 0,623 0,0075 -0,053
4 0,742 0,0079 -0,053
5 0,861 0,0087 -0,054
6 0,979 0,0092 -0,054
7 1.097 0,0101 -0,054
8 1.196 0,0109 -0,054
9 1.281 0,0120 -0,054
10 1.353 0,0133 -0,055
11 1.410 0,0154 -0,055
12 1.455 0,0171 -0,055
13 1.485 0,0191 -0,055
14 1.503 0,0213 -0,056
15 1.506 0,0237 -0,056
Dari tabel hasil drag polar diatas diperoleh Cl paling tinggi adalah 1.496 dengan Cd=
0.0264 dengan A0A = 16. Hasil analisis drag polar NACA dan Epller memeiliki hasil yang
sama, perbedaannya adalah di grafik yang dibentuk. Berikut adalah hasil analisis profil sayap
pesawat model NACA 2412 dengan sudut serang ( angel of attack ) 0o. Dari hasil analisis profil
sayap tanpa awak NACA 2412 dengan sudut serang 15 o maka diperoleh hasil sebagai berikut :
Bilangan reynolds = 3 x 106
Coefisien lift ( Cl ) = 0.265
Coefisien Drag ( Cd ) = 0.0067
4.2. Analisa Data Pesawat Terbang.
4.2.1. Analisa Kecepatan Pesawat
Agar dapat menganalisa kecepatan pesawat, maka terlebih mengumpulkan data-data yang
tersedia baik dari Badan Pusat Statistik maupun data spesifikasi motor penggerak. Berikut ini
data-data yang telah diketahui agar dapat membantu dalam perhitungan kecepatan pesawat
model:
Suhu kota Medan (Sumber : BMKG)
- Min = 24,60 C
- Max = 31,40 C
- ρudara = 1.61 kg/m3
- Suhu aktivitas penerbangan (siang hari) = 30,80 C
- Kecepatan angin rata-rata = 2,8 m/s
Spesifikasi Propeler ( Elektrik )
- Putaran (n) = 4500 rpm
- D propeler = 200 mm r = 100 mm = 0,1 m - Kecepatan udara masuk ( V1 ) = 2,8 m/s
ω =
4500 rpm =(
4500 ������� �����)(
2���� �������
)(
1�����
60�
)
ω
= 471 rad/sMaka : V22 = V12 + r ω2
V2 = 47,18 m/s
4.2.2. Analisa Gaya- Gaya yang Terjadi
Setelah diperoleh kecepatan pesawat, selanjutnya dihitung gaya-gaya yang terjadi selama
pesawat terbang di udara sebelum melakukan landing.
4.2.3. Menghitung Nilai Thrust ( T )
Pesawat bisa terbang karena ada momentum dari dorongan horizontal dari mesin atau
baling-baling pesawat, kemudian dorongan mesin penggerak tersebut akan menimbulkan
perbedaan kecepatan aliran udara di bawah dan di atas sayap pesawat. Kecepatan udara di atas
sayap akan lenih besar daripada di bawah syapa dikarenakan jarak tempuh lapisan udara yang
mengalir di atas sayap lebih besar dari pada jarak tempuh d