-Based Proceeding of lnternalional Seminar Current Issues and Cha[ienges in Food Su]e@ I
4vailable
1ttp://www.codexalimentarius.net/download/standards/Z3/c
<p-00 1e.pdf;
~f Safety agri-food choin,
~ n i n g ,
Vageningen 2007),303-354.
2001.
dycotoxin FAOIIAEA
,eference 1:AO
lome Page
tp://ftp.fao.org/docrep/fao/OO5/yl390e/y1390e00.pdf;
1 2009.
O n l i t ~ e .
lo Page rn
t t p : / / w w w . t h e f r e e l i b r a r y . c o m / M o l d + a n d + m y t ~ l + c o n t a tn
~ation+of+tea:+contamination+of+processe..-a 1833 1855; Iternet;
Safety Manual. Hoboken john lifey
"jenis Manfaat OnUne. on-
http://www.sosro.com/jenis-manfaat-
!h.php; Februaly
"Tanaman Sosro
taila http://www.sosro.com/tanaman-teh.php:
:ellos, J.A. Quniity ~proach.
ESTABLISHMENT
AND
IMPLEMENTATION SANITATION
STANDARD OPERATING PROCEDURES (SSOP) IN
GREEN TEA PROCESSING
Ratna Handayani and Adolf J.N. Parhusip
Department of Food Technology, Faculty of Industrial Technology, University of Pelita Harapan
ABSTRACT
Implementation of sanitation will be more focus with more detail Sanitation Standard Operating Procedures (SSOP) for each production machine, production supporting facilities, and surrounding environment. The purpose of this research is to arrange SSOP as an implementation of standard procedure in achieving higher quality. Research methods consist
of usage of qualitative and quantitative data, sanitation practical assay,
SSOP arrangement in detail, and SSOP evaluation by using qualitative data. SSOP which was arranged as an implementation of sanitation practical in PT
Cunung Titiran consists of four aspects which are SSOP of water safety,
SSOP of machine and production facilities, SSOP of building treatment and
factory f~cilities, SSOP of cross contamination prevention, and SSOP of
manpower. The research result showed that total microbes on each production stage starts from the tip of fresh tea leaves were 3.0 x 105 cfu/Z5 g [tip of tea leaf), 1.9 x l o 4 cfu/25 g (rotary panner machine), 8.5 x 107 cfu/25 g [jakson machine), 2.3 x
lo6
cfu/25 g (ECPJ, 3.0 xlo4
cfu/25 g (Cold Machine number111,
1.7 x 101 [ball tea machine). SSOP implementationwhich can be done in a few production area comprise of hair covering,
gauze installment to prevent animal, usage of closed shoes in production area, usage o f a special slippers when the workers are in toilet, and usage of a machine cover in unused machine.
Science-Bused Approach for Food SuIey Managemen[
1
oflnternalional Seminor rrrrr~nr Imues Fr~oFigure
INTRODUCTION
Background
Food safety is a condition and an effort to prevent possibility of biological, chemical, physical contamination that can disturb, harm,
a n d dangerous for human health (UU Pangan No. 7/1996). Food safety is a very important aspect in global trade since many countries decide i t a s a prerequisite factor to import food products.
Procedure of sanitation standards is required to achieve high quality and safety food products. It covered the whole aspect of food production such as corporate policy, stages of sanitation, monitoring, documentation, etc. Sanitation standard operating pi-ocedul-es (SSOP) is useful to help food industry in developing and implementing sanitation procedures, sanitation monitoring a n d maintaining sanitary conditions a n d sanitation practices (Thaheer, 2005).
Green tea has low water content (8%) and is categorized as low risk food. However, it is still possible that green tea is contaminated by microorganisms d u e to lack of monitoring on sanitation conditions of green tea d u r i n g production process are not mor~i tored.
SSOP in PT GT is commonly carried out for building maintenance a n d plant facilities, machinery and production facilities, labor and pest control and waste management. In this study, the sanitation implen~entation is focusing on SSOP for production machine, supporting production facilities and environment. The good implementation of SSOP will build employees awareness to produce a good green tea.
Objective
The objectives of this research were to establish Sanitation Standard Operating Procedures (SSOP) a s an irnplemcntation of standard procedures to achieve higher food quality and safety, to
evaluate the existing SSOP in PT GT by qualitative and quantitative data analysis, and to evaluate sanitation practices by counting the
total microbes.
3 7 0 I p o s t e r p r e s e n t a t i o n
Cig; lava
_-_ _-
kt-r
\
i----7- &TI* /
I
Dau-4-1
-dm- profrlr, -pmrr.
4 WT W, hod o t p w .
-pates
1
-1rm idmtihntm
-- - -. - -.
\vmF*. t h t
CMIDR mlh ~ o d m d l . prwmmm d cross Cmta-W aortafirn
.- *
--
u
F ~hS
1
p ~ n n(FW
I
sirr a p l r ~ i a w ~ vah ~ S P P
a i a l a n + c t i m v z
Approach Si!fcfy Munugement
(UU Pangan 7/1996).
1
It ~ c t i o n
mentation,
ation ary
(80/u)
!en
ation
mentation
Prclcedures irnplemcntation
laster
Proceeding of lnternaiional Seminar Current Issues und Challenges in h o d Safety
METHODS
This research was done in PT GT Sukabumi, Cigandok,
Lengkong, Sukabumi district, West Java province. This research used qualitative and quantitative data (Figure 1).
Figure 1. Flow chart step of SSOP establishment
Science-Based Approach for Food SujL~w hfclnagrrnenl
RESULT
A N D
DISCUSSIONCleaning and Sanitation in
PT
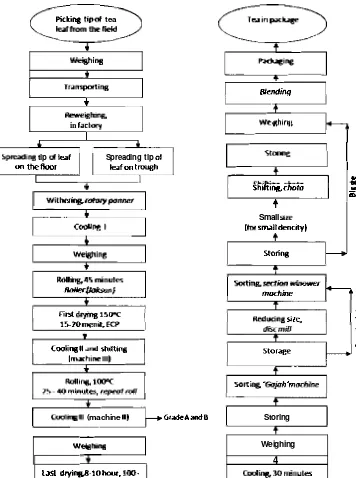
CTFlow chart production process of green tea a t
PT
GI' is outlined in Figure 2. The routine cleaning process in each work u n i t of PT GT was done a t the end of production process by using d r y method. The cleaning process and sanitation for the whole factory area were done on all production machines and buildings every once a week on Friday where the production was off. SSOP was performed by PT GT has not been yet focused for each machine, supporting equipments, and procedures.Things related to SSOP inlplementations which were necessary t o be improved included building condition, ventilation condition, machine sanitary, and employee's personal hygiene. It was found in PT GT that the cleaning facilities was improperly located, no lid of
trash bins, lack of employee awareness about the importance of sanitation, as well as no storage separation between hazardous
cleaning materials and packaging materials.
Aspects of sanitation conditions should be proposed to establish
SSOP for PT
GT
were water safety and its supply, the cleanliness of equipment surfaces which contact with food materials, hands washing facilities, sanitizers and toilet, employee health conditions and personal hygiene. According to that, the SSOP was proposed to PT GT divided into four types of SSOP i.e. water safety; factorybuilding and facilities; machine and production facilities; a n d control of employee health and personal hygiene.
- -
3 7 2 1 p o s t e r p r e s e n t a t i o n
Pro~qeding oflnlrrnunonol Currcnl l s r u e ~ und Cha1len~u.s Fno
Icaffromtkficld
spreading d
k f on t m
Cwlingll
Rollin& 1
-75 - 4 0 minute ~PW d
todw
Ill (machine and Bred package
Last dryinas-lohau,
Weighing
o s i e r
,Based for Safety
,T
:low G I '
Ire C'T
me mcthod.
~g area
~t
,ocedures.
'hings
tion,
ng
ispects
cleanliness
cotlditions 2rsonal
i.e.
~g
~loyee
p o s t e r p r e s e n t a r i o n I373
Pro reeding of International Seminar Currenr issues and Chullenges in Food S~~fety
Picking tipof tea
4
+
T r a n s p t i n g
#ending
+
Fkweighing,in factwy
I
4
+
Spmding tip at leaf Spreading tip u~
un t k h r leafm trough
I 1 - t:
t Shihin~choto H m
z
+
Small sizc
[ f u s m l l dencity)
storing +
Smting,sectiwr rvinomw modline
P
-
Firrt dwlrtg i s m n
Reducing sitc,
E
z
mC
Cwlingll dnd shafting Storape UI
Mrt in& 'Go&h'muchine
Cwlirglll (machine ll) Gr&AamtB Storing
Weiehim
Lasl dryiw-lohow. lMI-
15DT. Mre9
Weighing
4
C d h J O minute
,Tctc.tlze-Based Approai-h for Food Safety Management
I
Proceeding uJ Intcrrtr~tiunul Seminor Current I s s r t ~ ~ t?l~al/unxc.r rn FOGWater Safety Table2. v
According to CAC
/
RCP (2003), water monitoring is only done for water that contact with food to avoid cross-contamination. Water was not used in green tea processing in PT GT; however it was used in the organoleptic testing.Table 1. Analysis result of E. coli and TDS in water
Wash basin before entering production roo rn
1. Hand basin 1
2. Hand basin 2
3. Hand basin 3
Water from laboratory
withering
'Jakson'
\ ! I
from
< 2.5 x 102 (2.3 x lo1) -
c 2.5 x 102 12.3 x l o 1 )
< 2.5 x 102 C2.3
x
l o 1 )4.6 x l o 3
49
Based on the data in Table 1, the proposed SSOP of water safety contained procedures for monitoring water a n d water reservoirs included odor, pH, TDS, and microbial contamination of E.
coli. The monitoring frequency was done every rnonth for water used
in
laboratory and once in every 6 month for water used in otherlocation. The water monitoring frequency was different between both locations because water in laboratory was used for organoleptic testing, thus it needed more often monitoring.
The Cleanliness of Equipment Surfaces Contact with Food
Materials
The equipment surface contact with food materials occurred
since reception of fresh green tea tip leaves until sorting process. In
this study, analysis of total microbe was taken from products during
production process before cleaning, machine surface, and hand palms of e~nployee who directly contact with products (Table 2 - 4).
3 7 4 1 p o s t e r p r e s e n t a t i o n
(cfu/25
x 10s
104
8.5 x
104
10"
1.7 101
< 102
10')
< 2 v 5 102 (1.0 10')
total machine
I
ti1
~ o o l i n ~ 1 1 1
I
[cfu/25
(cfu/25 cm2]
[cfu/25 cm2j (cfu/25 cm2j
3. Point3(cfu/Z5cm')
-
10' 1 0 8 108
I O U
x
l o 8E, (cfu/ml)
1
'ing
I
< 102 lo1)
< 102 C2.3 101) < 102 C2.3
,r 103
,-Bastld .-lpprc~ock ,for
r
/
(2003), iterProrecdrng of lntcrnationai .Em~nar C'~irre.ril Issues and C'hulienges in F o d S a f i p
Table 2. Result analysis of total microbe of product i n various
process step before cleaning
Sample
Fresh tip of tea leaves
Output product from withering machine
Output product from 'Jakson' machine Output product from ECP machine
Output product from cooler I1 I
Output product from
ball tea machine Out product from
sorting machine Output product from section winnower machine
roirs included
In.
Ins
;,
Ials
Total Microbe
(cfu/2 5 g]
3.1 x 105
1.9 x 104
8.5 x 107
5.9 x 1 0 4
3.0 x 10"
1.7 x l o 1
< 2.5 x 102 14.7 x 101)
< 2-5
[1.0 x
lo1)
~ l o y e e
o s t e r p e e s e n l a l i o n
Location
Receiving fresh tip of leaf
Withering section
Rolling section
First drying section
Cooling I1 I
Last drying
Sorting section
Sorting section
Table 3. Result analysis total microbe o n machine surface
Location
I
3. Point 3 (cfu/25 cm2) Output (machine)
1. Point 1 [cfu/25 cm2)
2. Point 2 (cfu/25 cm2)
3. Point 3 (cfu/25 em2)
Total Microbe
p o s t e r p r e s e n t a t i o n 1375
I
1.5 x 108
3.8 x
lo8
3.2 x 1 O B 1.1 xlo7
WITHERING SECTlON
2.2 x 10"
Input [machine)
1. Point 1 [cfu/25 c m Z j
2. Point 2 Fcfu / 2 5 cm:l
1.3 x 109
Science-Rased ,4pproach l o r Food Safety Managem~nr
1
(cfu/ml)1 [cfu/rnl) 10"
(cfu/ml] 108
(cfu/ml) 106
2nd
I. [cfu/ml) 1 0 7
2. [cfu/rnl) 106
3. (cfu/ml) 1 0 7
1 [cfu/ml) 104
[cfu/ml) 106
(cfu/ml) 106
ROLLING SECTION a. Jakson machine
1. Point 1 [cfu/25 cmz) > 2.5 X l o b
(TBUD)
2. Point 2 (cfu/25 cm2] 4.5 x
l o 7
3. Point 3 (cfu/25 cm2] 4 . 5 ~ 106 b. Container to product collect1. Point 1 (cfu/25
cm2]
1.8 x 1062 . Point 2 (cfu/25 crn2] 1.4 x 106
3. Point 3 (cfu/25 cm2] 1.8 x 106
FIRST DRYING
1. Point 1 (cfu/25 cm2) 2.0 x 106
2. Point 2 [cfu/25
cm2]
1.0 x 1063. Point 3 (cfu/25 cm2) 2 . 3 x 1 0 6 BALL TEA MACHINE
1. Point 1 [cfu/25 cm2) 8.0 x lor, 8.4 x 1 0 5
2. Point 2 (cfu/25 cm2)
I
2.4 x 106 1.2 x 1061
incli3. Point 3 (cfu/ZS cm2) SORTING SECTION
a . Conveyor
1 . P o i n t 1 [ c f u / 2 5 c m 2 ) 2 . Point 2 [cfu/2S cm2]
1 . Point 3 (cfu/25 cm2)
b. Sorting machine (shifting)
1. Point 1 (cfu/25 cm2) 2. Point 2 (cfu/25
cm
2)
3. Point 3 [cfu/25 cm2)
c. Section Winower machine
1. Point 1 (cfu/25 cm2)
2. Point 2 [cfu/25 cm2)
3. P n i n t 3 [cfu/25 cm2)
d. Container to product collect I . Point 1 (cfu/25 ern*) 2. Point 2 (cfu/25 cmz]
3 . Point 3 (cfu/25
cm
2)
3 7 6 1 p o s t e r p r e s e n t a t i o n
I
p r e s e u t a t i o nc 2.5 x 104
(1.3 x lo4)
1.2 x
l o 6
1.4 x 1 0 61 . 6 ~ 10"
1.4 x
lo6
1.2 x 106
1.7 x 106
< 2.5 x 104
(5.0
x 103)9.7 x 105
2.1 x 106
8.4 x 105
1.2 x 106 7.1 x 106
f'r uceeding uf Jnrcrnutionui Semitlar Current Issues and C'ha/kcnxr c In t'ood Sgfet~
' L L I N G
I. P o ~ n t [cfu/ZS ~ Z 5 X l 0 6 ( T B U D L
:
2. (cfu/25 cm2]
l o 7
(cfu/'LS cm2] x 106
(cfu/25
cmZ]
10"(cfu/25 cm2)
--
106[cfu/25
-
cm2) 1.8 x 105I. Pamt 1 (cfu/25 cm2) x 106
(cfu/Z5
c r n n 1063. 3 ~ ~ U / Z S
c m 2 ~
2 5 1 0 6LL
I. (cfu/Z5 c m 2 10"
(cfu/25 cm2] 10" 106
Point [cfu/25 cm2] < 2.5 104 1 0 6
-
--- u 104)lTING SECTlON :onveyo r
(cfu/25 cm2) 1.2 lo6 -
?. Polnt 2 (cfu/25 cm2] l o 6
(cful25
cm?)
1.6lo6
iortir~g rrlauh~ne(cfu/25 cm2) x 1 0 6
{cfu/2S cm2] x
l o 6
[cfu/2S cm2] 106
< 2.5 x 104 1. (cfu/25 cm2)
--- (s.0 x 103)
!. [cfu/25 cnl2] 1 0 5 - - .
I. [cfu/25 cm') 106
[cfu/25 cm2) 1 O S -
P u i r ~ t (cfu/Z5
cmz)
106
(cfu/25 c r n n --- 106
-
Table 4. Result total microbe on palm
of
handParameter
I
Total microbe-
Employee on withering section (cfulml)
1. Person 1 (cfulml) 1.7 x 106
2. Person 2 [cfu/ml) 1.0
x
108-
3. Person 3 [cfujml) 2.7 x l o c )
Employee on cooling, rollin% and ECP
1. Person 1 (cfu/ml) 1.2 x 1 0 7
2. Person 2 (cfu/rnl) 4.9
x
1063. Person 3 (cfu/ml) 1.0 x 107 -
Employee on sorting
1. Person 1 (cfu/mf) 2.7 x 1 0 4
2. Persun 2 [cfu/ml) 1.3 x
lo4
3. Person 3 [cfu/mlI) 1.5 x 106
Prevention of Cross-Con tamination
Cross-contamination can occur from various sources including employees (Table 41, who directly handle the products production
environment, equipment, packaging material, and products [Table 5).
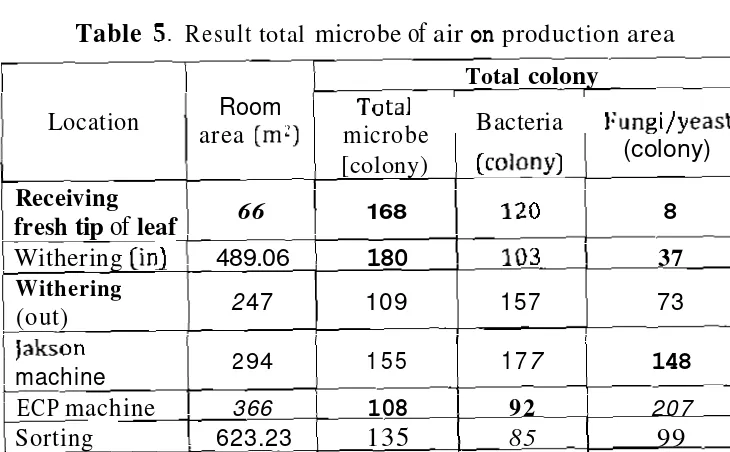
Table 5 . Result total microbe
of
airon
production areaI
I
Total colony1
Room
Location area (m:) Bacteria I:ungi/yeast microbe
(colonyl (colony) [colony)
Receiving
66 168 120 8
fresh tip of leaf
Withering (inJ 489.06
180
2 0 3 37Withering
2 47 109 157 73
(out)
jakson
2 94 1 5 5 1 7 7 148
machine
ECP machine 366 108 9 2 207
Sorting 623.23 135 85 99
-
Chop/blending 118.50 2 1 14 3
p o s t e r p r e s e n t a t 1 0 1 1 ( 3 7 7
Location
of cmployees
(
em]
needed
from c
1
Foruin
corr
tation,
hait.
ma]; machinr
coverirlg t
p r e s e n ~ a t i o i
According to Table 5 , total microbe on receiving fresh tip of leaf location where be in contact with outside factory are bigger.
Hand Washing Facilities and Toilets
According to CAC/RCP (2003), sanitary facilities for employees included toilet and hand washing facilities should bc available enough to prevent any contamination of t h e product. Ideally, hand washing facilities were equipped with soap, sanitizers, the availability
of cold and hot water, a n d hand dryer facilities (Cramer, 2006).
Based on data on Table 6, it was suggested that after washing hands, the employees did not contact with the tap or re-clean their hands using alcohol 70%. It was also recommended t h a t employees should always wash their hands before working.
Table 6. Result total microbe on toilet and hand wash facilities
Total microbe (cfu/ml]
-
(cfu/ml)
Outside toilet
-
1. Hand basin 1
2. H a n d basin 2
3. Hand basin 3
Basin before enter-ing production room
1. Hand basin 1 2. Hand basin 2
3. Hand basin 3
Office Toilet
Control
of
Employee Healthand Personal
HygieneThe SSOP of employee health and personal hygiene must be performed not only for the employees but also for visitors who came
to PT CT.
EmployeesJ
health conditions were very influential on product quality. According to Winarno and Surono (20043, thc standard
3 7 8 i p o s t e r p r e s e n t a t i o n
6.4 1 0 5
1.9 x l o 4 3.0 x
lofi
3.5 x
l o 7
3.9 10'
2.7 x 106
5.9 x 106
1.4 x
l o 5
1.4 x 104
1.9
x
l o 4
*e-Based for Sa& Mana~emenl
tu
biggcr.
CAC/RCP
ied be
;h
sanitizers,
;,
: d
ble
(cfu/mll
-1
6.4~105 1 . 4 ~Hand 1 0 4 10"
106 10'
I
107 106
1 0 7 2 . 1 ~ 106
106 c: 2.5 105 105)
106 3 . 6 ~ 106
11
rnployees'
Winarno (2004], the
1.
Procecdtng of l n ~ m a t i u n a l Seminrrr Current ISSUE.T and C h a l l e n ~ e ~ s in k b o d Safepprocedures for hygiene and health of employees should be started
from plan for new employee acceptation until they were working.
SSOP Implementation
The study of SSOP implementation in PT GT was carried out for 2 weeks. The SSOP implementation was proposed covered employee habits such a s use of hair cover and shoes in the production area, locating the proper cleaning equipments, use of different shoes in the toilet, and covering the clean engine after cleaning.
CONCLUSION
Hygiene and sanitation practices a t PT CT were needed to be improved. It can be seen from the qualitative and quantitative data of total microbe on samples taken. The critical point that needed
more
attention was product after sorting process because a t this stage it was no longer received any heat treatment.
SSOP was compiled and approved by the management of PT GT through Forum Croup Discussion (FCD). The FGD members were equipped with check list form
for
monitoring the SSOP implementation. The proposal of SSOP was detailed compiled covered objectives, scope, definitions for several terminologies used, personnel who responsible for SSOP implementation, working procedures of sanitation practices, the frequency of SSOP implcmcntation, monitoring and other related forms.The SSOP implementation had been done in some areas included employee personal hygiene such as hair covering a n d use of closed shoes
in
the production area; netting installation on eachventilations to prevent entry of animal; covering clean machine after
production finished; and covering the bottom of the machine that is difficult to be reached a t the time of cleaning and sanitation.
Sccie)lce-Based Approach for Food Sujeo: Mu>lugemmt
References
Association of Official Analytica Chemist. AOAC, inc. Arlington. 1995. Anonim. Code of Federal Regulation, 2 1 CFR. Ch.1 14-1-08 edition).
Available from: http://frweb~ate.access.rrno.~ov/cai- bin/multidb.c~i Internet: accessed 8 Februari 2009.
BPOM.
Pedoman Penerapan Cara Produksi Makanan Yang Baik[CPMB), lakarta: Direktorat Pengawasan Makanan dan Minuman, Direktorat Ienderal Pengawasan Obat dan Makanan
Departemen Kesehatan RI. 1996.
Badan Standarisasi Nasional (BSN). SNI 01-3945-1995. Teh Hijau. Jakarta : Dewan Standarisasi Nasional. 1995.
Badan Standarisasi Nasional (BSN). SNI 01-3553-2006. Air Dalam Kemasan. Jakarta: Dewan Standarisasi Nasional. 2006.
Bacteriological Analytical Manual Online (BAM). 2001. Aerobic Plate
Count. Available from:
h
t
t
D
diakses tanggal8 Maret 2009.
Belitz,
H.D.,
Crosch, W. Food Chemistry. Springer. New Yark. 1999.Brown, Amy. Undertstanding Food: Principle and Preparation. 2 n d
Edition. Thomson Wadsworth, 2004.
Buckle, K.A, Edwards,
R.
A, Fleet, G.H., Wootton,M.
Ilmu Pangan. Penerjemah Hari Purnomo, Adiono. UI Press. 1987.CAC/RCP.
CAC/RCP
1-1 969, Rev 4-2003: Recommended International Code of Practice General Principks of Food Hygiene. 20 03.Clontz, L. Microbial Litnit and Bioburden Tests : Validation Approaches and Global Requirements. CRC PI-ess, New York. 2009.
Cramer, M.M. Food Plant Sanitation: Design, Maintenance, a n d Good Manufacturing Practices. CRC Press. 2006.
Corlett, A. Donald. HACCP User's Manual. Aspen Publishers, Inc.
GaiTEHrsburg, Maryland. 1998.
Doyle, P.M., Beuchat, R. L., Montville, J.
T.
Food Microbiology:Fundamental and Frontiers. ASM Press. Washingthon DC. 2001.
3 8 0 i p o s t e r p r e s e n t a t i o n
I
Procreding nf fnrcr~~arionnl Smmir~trr. IYJ.UCS und Ch{rllengc.r Fou 1996. Opsratit~g Proce blerant.ore~onstnte.edu!s~pu bs!onJinepu bsii97C
ml. 2009. Univf
-
1.
P.und Pro&
www.foodsci.purdue.edu/outreach. Int
KO
M.
ldentiflcation Guilsinensis).
Reso Hawai'i. 2006.
H.
Processin,q.
Magan, Food: Oetectio,
Woodhcad Ava~lable
:http:l/ books.google.co.id/books?id=CZ3iEh PeejoC&pg=P!
&lpg=PA184&dq=growth+optimum+OTA&source=bl&ots=
9LynPb&sig=VKq7uzvpSz43qRoD lgkzPFAktVg&hl=id&ei= oStajLNONkAWx-bG1 Bw&sa=X&oi=book~rtlsult&ct=resultS
u m = 3 # P P P l , M l . Mei
QualiQ
Ston
http:/!www.pcd.go.th~info serv/en reg water0l.html
J u n i Reso
D.,
]enis Manfaat
h t t ~ : / / w w w . s o s r o . c o m ~ . Ilrite~
Thaheer, Manajernen Rumi A1
Jakarta.
9used jor
tion of0flcial Analytica 1995.
I. 2 1 Ch.1
vailable httw: //frweb~ate.access.gp~~gov/c~i-
n / ~ n u l t i d b . c g Februari Pedoman
:PMB).
Jenderal 0
:partemen
RI.
1996.[BSN). 01
Dewan 1995.
!masan. Dewan 2006.
~Iogical 2001.
t m o d s a f e t v . ~ o v / - e b a m - m i tanggal daret
'.D.,
Grosch, 1999.Undertstanding 2 n d
ition.
K.A, llmu Pangan.
nerjemah
UI
P. CAC/RCP 4-2003:
le Principks of
Bioburden 1 Reqr~irements.
Maintenancc,
lnc.
TEHrsburg, 1998.
'.M., L , Montville, J. Micr+obiology:
~ d a m e n t o l 2001.
Proceeding of International Sen~linur C'urrcrir 1ssut.s and C h a I l e n ~ e > rn Fovd S~&rl.
Hilderbrand, Ken. 1996. Sanitation Standrrrd Operntirtg Procedures.
Available from:
http://seagrant.oregonstate.edu/s~~u bs,/odimpu bs/i97003.ht ml. Internet: accessed 5 Februari 2009. Oregon Statc University. -
Hui, Y.H., Bruinsma, B. L. , Gorham, ). R., Nip, W. K., Tong, P. S.,
Ventresca P. Food Plant Sanitation. Ma]-ce\ Dekker, Inc. New York. 2003.
Keener, Kevin. 2007. SSOP and
G M P
Practices and Programs. Available from: www.fo~dsci.purdue.edu/ou treach. Internet:accessed 5 Februari 2009. Purdue University.
Keith Lisa, KO Wen-Hsiung, Sato M. Dwight. Identification Guide for
Disease of Tea {Camellia sinensis). Cooperative Extension
Service, College of Tropical Agricuf tural and Human Resources. University of Hawai'i. Manoa. 2006.
Lelieveld, H. L. M., Mostert, M. A., Holah, J., White, B. Hygiene In Food Processing. CRC Press. New York. 2003.
Magan, N., Olsen, M., Knovel. 2004. Mj~cotoxins in Food: Detection and
Control. Woodhead Pct blishing Limitid Available from : h t t p : / / books.google.co.id/boo ks?id=CZ3i EhPeejoC&pg=PA184
&Ipg=PA184&dq=gt~owth+optimum+0TA&source=bl&ots=1NPf
9LynPb&sig=VKc~7uzvpSz43qRoDlgkzPFAktVg&hl=id&ei=umo
oStaJ L N O N kAWx-bG1 Bw&sa=X&oi=book~result&ct=result&resn
u m = 3 # P P P l , M l , internet: accessed 25 Mei 2009.
Pollution Control Departemen t (PC@], 2009. Water Quality Standard.
Available from:
httn:/fwww.pcd.go.th/info serv/en reg std water0l.html. Internet: accessed 26 Juni 2009. Ministry of Natural Resources
and Environtmen t. Thai Environmental Regulations.
Roberts U., Greenwood M. Practical Food Microbiology. Blackwell Publishing Ltd. USA. 2003.
Sosro. 2008. Jenis dan Manfaat Teh. Available from: h t t p : / / w w w . s o s r o . c o m f i e n i s - m a n f a a t - t e h - h i p . Internet : accessed 29 April 2009.
Thaheer, Hermawan. Sistem Manajemen HACCP. Rumi Aksal-a. Jakarta. 2005.
- - - .- .- .-
Proceedirig #f In[ ernarronal Challenges k
Winarno dan Surono. CMP Cara Pengolahan Pangan Yang Balk, M-
Brio Press. Bogor. 2002.
Wood, J.B. Brian. Moicrobiology of Fermented Foods. Blackit. Academic & Professional. UK. 1998.
USD*. 1999. Food SafeV and Inspection Service, 54 16. Avail a b]e fronl:
h p : //edocket.access.pno.eov/cfr 2007/ianqtr/~df/9cfr4 16.11
af.
Internet: accessed 1 Maret 2009.3 8 2 l p o s t e r p r e s e n t a t i o n
(CURCUI
DOMESTICA
(OClMUM
CRA
TlSSlMUM.
(NOTHOPACUTELLARIUM
(RASTRELLIGER
Andalas
kuny
(Curcurna domestica (Ocimum gratissimum
(Nothoponox cuteIIarirrm org;
tempera1
conlposition
n
i.e. 3x103, 3.2 >
E.coli.
microbiologica:
wi!l (Irawan (19951 Puspita,
preseri procl
[Suseno,l978).
art