USULAN PERAWATAN MESIN BERDASARKAN KEANDALAN
SPARE PART SEBAGAI SOLUSI PENURUNAN BIAYA
PERAWATAN PADA PT. HADI BARU
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
DEVI COSTANIA SIAGIAN
0 7 0 4 0 3 0 3 5D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa karena atas berkat dan rahmat-Nya kepada penulis sehingga dapat menyelesaikan Tugas Sarjana ini.
Tugas Sarjana ini merupakan salah satu syarat bagi penulis untuk memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Tugas Sarjana ini berjudul “Usulan Perawatan Mesin Berdasarkan Keandalan Spare Part sebagai Solusi Penurunan Biaya Perawatan pada PT. Hadi Baru”. Tugas Sarjana ini merupakan sarana bagi penulis untuk melakukan studi terhadap salah satu permasalahan nyata dalam perusahaan.
Penulis menyadari masih banyak kekurangan dalam Tugas Sarjana ini. Oleh karena itu, kritik dan saran yang bersifat membangun sangat diharapkan untuk penyempurnaan Tugas Sarjana ini. Akhir kata, penulis mengharapkan agar Tugas Sarjana ini dapat memberikan manfaat bagi semua pihak yang memerlukannya.
Medan, 2013
Penulis,
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini, penulis telah banyak mendapatkan bimbingan dan dukungan dari berbagai pihak, baik berupa materi, moral, informasi maupun administrasi. Oleh karena itu, penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri Universitas Sumatera Utara.
3. Ibu Ir. Rosnani Ginting, MT dan Bapak Ir. Mangara Tambunan, M.Sc selaku Koordinator Tugas Sarjana Departemen Teknik Industri Universitas Sumatera Utara.
4. Bapak Prof. Dr. Ir. A. Rahim Matondang, MSIE selaku Koordinator Bidang Manajemen Rekayasa dan Produksi yang telah memberikan dukungan dan arahan dalam pengajuan judul Tugas Sarjana.
5. Bapak Prof. Dr. Ir. Humala L. Napitupulu, DEA selaku Dosen Pembimbing I yang telah banyak memberi bimbingan selama pengerjaan Laporan Tugas Sarjana.
7. Bapak Ikhsan selaku staf HRD PT. Hadi Baru yang telah memberi bantuan pembuatan izin riset tugas sarjana dan memberi informasi selama penelitian di perusahaan.
8. Kedua orangtua penulis (Bapak P. Siagian dan Ibu R. Purba), saudara-saudari penulis (Rumondang, Hisar, Santi, Lena, dan Leni), dan seluruh keluarga besar penulis yang telah memberi dukungan dan doa bagi penulis.
9. Sahabat penulis, yaitu Sartika, Dian, Melisa, Elfrida, Putri, Kristiani, Elizabeth atas kerja sama dan masukannnya dalam menyelesaikan Laporan Tugas Sarjana.
10.Semua rekan-rekan Teknik Industri USU stambuk 2007 yang telah memberi masukan dan semangat kepada penulis.
11.Bang Nurmansyah, Bang Mijo, Bang Bowo, Bang Ridho, Kak Dina, dan Kak Ani atas bantuan yang telah diberikan dalam memperlancar penyelesaian administrasi Tugas Sarjana.
ABSTRAK
PT. Hadi Baru adalah salah satu perusahaan yang bergerak di bidang industri pembuatan crumb rubber. Untuk menjaga agar mesin-mesin produksi mampu beroperasi ataupun berfungsi sebagaimana mestinya maka dibutuhkan perawatan mesin yang baik. PT. Hadi Baru selama ini menerapkan perawatan korektif tanpa memperhatikan faktor keandalan dari komponen-komponen mesin produksi, akibatnya sering terjadi kerusakan mesin secara tiba-tiba.
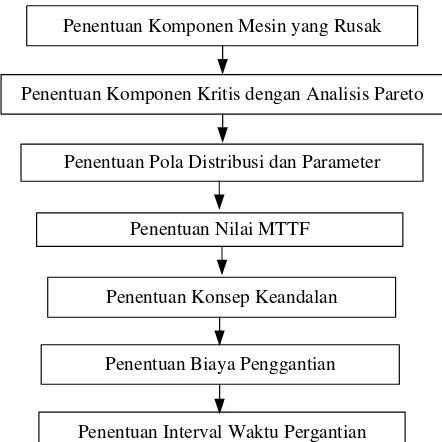
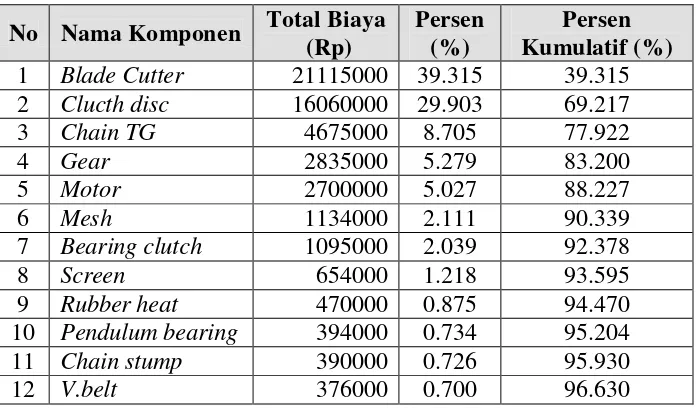
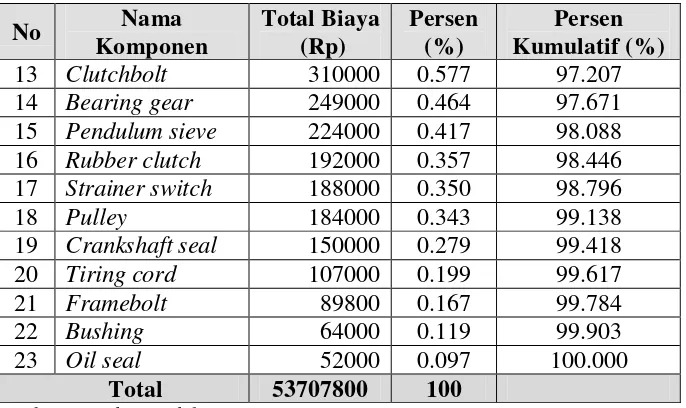
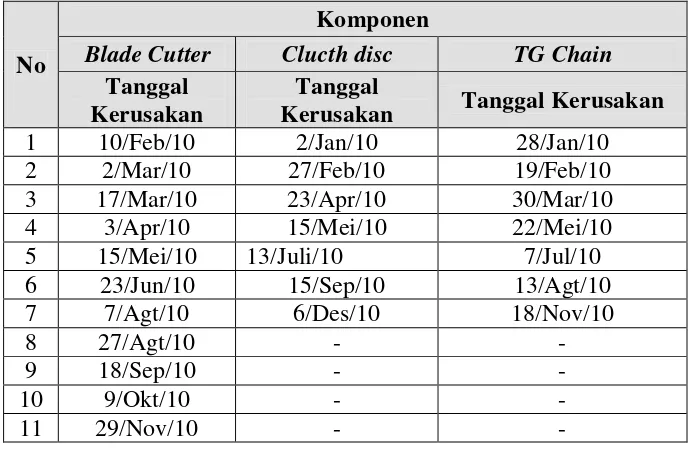
Data yang diperlukan dalam penelitian adalah komponen mesin yang rusak, selang waktu kerusakan mesin, waktu penggantian komponen mesin, harga pembelian komponen per unit, dan upah tenaga kerja. Pada penelitian ini, ditentukan komponen kritis pada mesin slab cutter yaitu komponen blade cutter, clutch disc, dan chain TG. Penentuan fungsi kepadatan probabilitas, keandalan, MTTF, cost of failure, serta cost of preventive dilakukan sehingga diperoleh selang waktu penggantian untuk masing-masing komponen kritis dengan biaya perawatan terendah.
Untuk tiga komponen kritis yang telah ditentukan, diperoleh selang waktu penggantian blade cutter yaitu 11 hari dengan keandalan 0.90097. Untuk komponen clutch disc diperoleh selang waktu penggantian yaitu 36 hari dengan keandalan 0.68850, sedangkan untuk komponen chain TG diperoleh selang waktu penggantian yaitu 37 hari dengan keandalan 0.76905. Hasil penelitian menunjukkan bahwa dengan menerapkan preventive maintenance diperoleh biaya penggantian komponen kritis sebesar Rp. . 3.865.506,- sedangkan biaya corrective maintenance sebesar Rp. 5.314.127,-. Penurunan biaya yang diperoleh dari preventive maintenance adalah sebesar 27.25%
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KEPUTUSAN SIDANG KOLOKIUM ... iv
KATA PENGANTAR ... v
UCAPAN TERIMA KASIH ... vi
DAFTAR ISI ... viii
DAFTAR TABEL ... xv
DAFTAR GAMBAR ... xviii
DAFTAR LAMPIRAN ... xx
ABSTRAK ... xxi
DAFTAR ISI (Lanjutan)
BAB HALAMAN
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.7. Utilitas ... II-23 2.8. Waste Treatment ... II-24 III LANDASAN TEORI ... III-1 3.1. Pengertian Perawatan ... III-1 3.1.1. Tujuan Perawatan ... III-2 3.1.2. Pengklasifikasian Perawatan ... III-4 3.1.2.1. Preventive Maintenance ... III-6 3.1.2.2. Corrective Maintenance ... III-7 3.2. Identifikasi Pengelompokan Komponen dengan
DAFTAR ISI (Lanjutan)
BAB HALAMAN
IV METODOLOGI PENELITIAN ... IV-1 4.1. Lokasi dan Waktu Penelitian... IV-1 4.2. Jenis Penelitian ... IV-1 4.3. Objek Penelitian ... IV-1 4.4. Identifikasi Variabel Penelitian ... IV-2 4.5. Kerangka Konseptual ... IV-3 4.6. Prosedur Penelitian ... IV-5 4.7. Pengumpulan Data ... IV-5 4.7.1. Sumber Data ... IV-5 4.7.2. Metode Pengumpulan Data ... IV-6 4.8. Pengolahan Data ... IV-6 4.9. Analisis Pemecahan Masalah ... IV-9 4.10. Kesimpulan dan Saran ... IV-9 V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1 5.1.1. Data Komponen Mesin Slab Cutter ... V-1 5.1.2. Data Frekuensi Kerusakan dan Harga Komponen
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.1. Penentuan Komponen Kritis Mesin Slab Cutter dengan
Analisis Pareto ... V-3 5.2.2. Pemilihan Pola Distribusi Kerusakan Komponen Kritis . V-6
5.2.2.1. Distribusi Kerusakan Komponen Blade
Cutter ... V-9 5.2.2.2. Distribusi Kerusakan Komponen Clucth
Disc... V-20 5.2.2.3. Distribusi Kerusakan Komponen Chain TG ... V-28 5.2.3. Perhitungan Parameter Distribusi ... V-36
5.2.3.1. Perhitungan Parameter Distribusi Komponen
Blade Cutter ... V-37 5.2.3.2. Perhitungan Parameter Distribusi Komponen
Clucth Disc ... V-38 5.2.3.3. Perhitungan Parameter Distribusi Komponen
Chain TG ... V-39 5.2.4. Perhitungan MTTF Komponen Kritis ... V-40 5.2.5. Perhitungan Nilai Konsep Keandalan ... V-41
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.5.2. Perhitungan Nilai Konsep Keandalan Komponen Clucth Disc ... V-45 5.2.5.3. Perhitungan Nilai Konsep Keandalan Komponen
Chain TG ... V-49 5.2.6. Perhitungan Biaya Penggantian Komponen ... V-53
5.2.6.1. Perhitungan Biaya Penggantian Komponen
Secara Corrective Maintenance ... V-53 5.2.6.2. Perhitungan Biaya Penggantian Komponen
Secara Preventive Maintenance ... V-59 5.2.7. Perhitungan Interval Waktu Penggantian Pencegahan .... V-62
5.2.7.1. Perhitungan Interval Waktu Penggantian
Komponen Blade Cutter... V-63 5.2.7.2. Perhitungan Interval Waktu Penggantian
Komponen Clucth Disc ... V-65 5.2.7.3. Perhitungan Interval Waktu Penggantian
DAFTAR ISI (Lanjutan)
BAB HALAMAN
6.4. Selang Waktu Pergantian Komponen ... VI-3 6.5. Ekspektasi Penghematan Biaya ... VI-4 VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1. Jenis SIR melalui Uji Laboratorium (berlaku sejak 1977) ... II-3 2.2. Rincian Jumlah Tenaga Kerja pada PT. Hadi Baru ... II-6 2.3. Standar Spesifikasi Produk ... II-11 5.1. Daftar Komponen Mesin Slab Cutter ... V-1 5.2. Data Frekuensi Kerusakan dan Harga Komponen Mesin... V-2 5.3. Perhitungan Total Biaya Kerusakan Komponen Mesin Slab Cutter .... V-3 5.4. Urutan Komponen Mesin Slab Cutter Berdasarkan Biaya yang
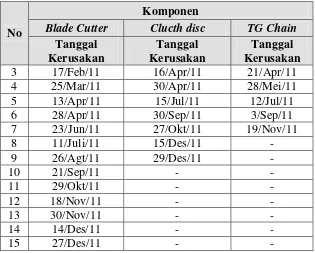
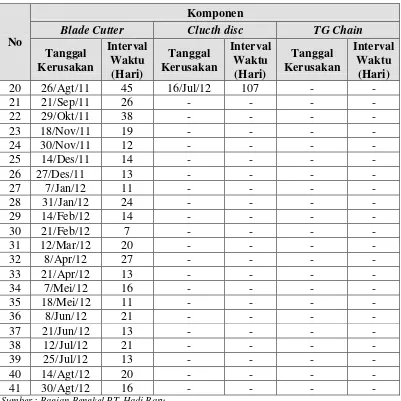
Digunakan Periode Januari 2010 hingga Agustus 2012 ... V-4 5.5. Waktu Kerusakan Komponen Kritis Mesin Slab Cutter Tahun 2010 .. V-6 5.6. Waktu Kerusakan Komponen Kritis Mesin Slab Cutter Tahun 2011 .. V-6 5.7. Waktu Kerusakan Komponen Kritis Mesin Slab Cutter Tahun 2012 .. V-7 5.8. Interval Waktu Kerusakan Komponen Kritis Mesin Slab Cutter ... V-8 5.9. Perhitungan Index of Fit dengan Distribusi Normal Komponen Blade
Cutter ... V-11 5.10. Perhitungan Index of Fit dengan Distribusi Lognormal Komponen
Blade Cutter ... V-13 5.11. Perhitungan Index of Fit dengan Distribusi Eksponensial Komponen
Blade Cutter ... V-15 5.12. Perhitungan Index of Fit dengan Distribusi Weibull Komponen Blade
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN 5.13. Rekapitulasi Perhitungan Index of Fit Komponen Blade Cutter ... V-20 5.14. Perhitungan Index of Fit dengan Distribusi Normal Komponen Clucth
Disc ... V-21 5.15. Perhitungan Index of Fit dengan Distribusi Lognormal Komponen
Clucth Disc ... V-23 5.16. Perhitungan Index of Fit dengan Distribusi Eksponensial Komponen
Clucth Disc ... V-25 5.17. Perhitungan Index of Fit dengan Distribusi Weibull Komponen Clucth
Disc ... V-27 5.18. Rekapitulasi Perhitungan Index of Fit Komponen Clucth Disc... V-28 5.19. Perhitungan Index of Fit dengan Distribusi Normal Komponen Chain
TG ... V-30 5.20. Perhitungan Index of Fit dengan Distribusi Lognormal Komponen
Chain TG ... V-31 5.21. Perhitungan Index of Fit dengan Distribusi Eksponensial Komponen
Chain TG ... V-33 5.22. Perhitungan Index of Fit dengan Distribusi Weibull Komponen Chain
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.24. Perhitungan Parameter Komponen Blade Cutter ... V-37 5.25. Perhitungan Parameter Komponen Clucth Disc ... V-38 5.26. Perhitungan Parameter Komponen Chain TG ... V-40 5.27. Perhitungan Nilai Konsep Keandalan Komponen Blade Cutter ... V-42 5.28. Perhitungan Nilai Konsep Keandalan Komponen Clucth Disc ... V-46 5.29. Perhitungan Nilai Konsep Keandalan Komponen Chain TG ... V-50 5.30. Data Waktu Perbaikan Komponen Kritis Mesin Slab Cutter (Jam) ... V-54 5.31. Rekapitulasi Umur Komponen dan Waktu Perbaikan Komponen
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Hadi Baru ... II-5 3.1. Klasifikasi Perawatan ... III-4 3.2. Kurva Distribusi Weibull ... III-15 3.3. Kurva Distribusi Normal ... III-17 3.4. Kurva Distribusi Lognormal ... III-18 3.5. Kurva Distribusi Eksponensial ... III-19 3.6. Bathtub Curve ... III-20 4.1. Kerangka Konseptual Penelitian... IV-4 4.2. Blok Diagram Prosedur Penelitian ... IV-5 4.3. Blok Diagram Pengolahan Data ... IV-9 5.1. Grafik Analisis Pareto Komponen Mesin Slab Cutter ... V-5 5.2. Grafik untuk Fungsi Kepadatan Probabilitas Komponen Blade
Cutter ... V-44 5.3. Grafik untuk Fungsi Distribusi KumulatifKomponen Blade
DAFTAR GAMBAR (Lanjutan)
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Uraian Tugas dan Tanggung Jawab ... L-1 2. Data Waktu Kerusakan Komponen Mesin Slab Cutter di
PT. Hadi Baru ... L-7 3. Data Waktu Kerusakan Komponen Kritis Mesin Slab Cutter di
ABSTRAK
PT. Hadi Baru adalah salah satu perusahaan yang bergerak di bidang industri pembuatan crumb rubber. Untuk menjaga agar mesin-mesin produksi mampu beroperasi ataupun berfungsi sebagaimana mestinya maka dibutuhkan perawatan mesin yang baik. PT. Hadi Baru selama ini menerapkan perawatan korektif tanpa memperhatikan faktor keandalan dari komponen-komponen mesin produksi, akibatnya sering terjadi kerusakan mesin secara tiba-tiba.
Data yang diperlukan dalam penelitian adalah komponen mesin yang rusak, selang waktu kerusakan mesin, waktu penggantian komponen mesin, harga pembelian komponen per unit, dan upah tenaga kerja. Pada penelitian ini, ditentukan komponen kritis pada mesin slab cutter yaitu komponen blade cutter, clutch disc, dan chain TG. Penentuan fungsi kepadatan probabilitas, keandalan, MTTF, cost of failure, serta cost of preventive dilakukan sehingga diperoleh selang waktu penggantian untuk masing-masing komponen kritis dengan biaya perawatan terendah.
Untuk tiga komponen kritis yang telah ditentukan, diperoleh selang waktu penggantian blade cutter yaitu 11 hari dengan keandalan 0.90097. Untuk komponen clutch disc diperoleh selang waktu penggantian yaitu 36 hari dengan keandalan 0.68850, sedangkan untuk komponen chain TG diperoleh selang waktu penggantian yaitu 37 hari dengan keandalan 0.76905. Hasil penelitian menunjukkan bahwa dengan menerapkan preventive maintenance diperoleh biaya penggantian komponen kritis sebesar Rp. . 3.865.506,- sedangkan biaya corrective maintenance sebesar Rp. 5.314.127,-. Penurunan biaya yang diperoleh dari preventive maintenance adalah sebesar 27.25%
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Untuk meningkatkan persaingan dalam dunia industri, setiap perusahaan harus mampu meningkatkan efektivitas dan efisiensi dalam kegiatan operasionalnya. Salah satu hal yang mendukung kelancaran kegiatan operasional dalam suatu perusahaan adalah mesin-mesin produksi harus dalam kondisi siap pakai untuk melaksanakan tugasnya. Untuk menjaga agar mesin-mesin produksi mampu beroperasi ataupun berfungsi sebagaimana mestinya maka dibutuhkan perawatan mesin yang baik. Perawatan mesin yang baik sangat penting untuk mencapai kinerja yang efektif dan efisien dalam suatu sistem.
Mesin slab cutter merupakan salah satu mesin utama dalam proses produksi yang terdapat di PT. Hadi Baru. Mesin ini berfungsi sebagai alat pemotong bahan olahan karet. Berdasarkan informasi yang diperoleh dari perusahaan, mesin slab cutter sering mengalami kerusakan atau kegagalan komponen. Kerusakan yang terjadi pada mesin ini mengakibatkan terganggunya proses produksi dan jadwal penyelesaian produk yang telah direncanakan. Hal ini menimbulkan kerugian bagi perusahaan karena adanya kehilangan jam produksi akibat kerusakan mesin yang terjadi secara tiba-tiba.
Perawatan sangat diperlukan terhadap mesin produksi sehingga perlu dilakukan analisis untuk menentukan umur pakai komponen-komponen yang berpengaruh terhadap kelancaran kegiatan produksi. Penentuan umur pakai yang efektif perlu dilakukan dalam rangka penerapan perawatan preventif menggantikan perawatan korektif yang dilakukan oleh perusahaan selama ini. Dengan adanya perawatan preventif maka dapat diketahui umur komponen-komponen mesin berdasarkan keandalannya. Keandalan merupakan ukuran keberhasilan suatu perawatan. Penerapan keandalan bermanfaat untuk memprediksi kapan suatu sparepart pada suatu mesin akan mengalami kerusakan, sehingga dapat ditentukan kapan harus dilakukan perbaikan atau pergantian komponen. Dengan diterapkannya perawatan preventif maka dapat menghindari kerusakan mesin yang terjadi secara tiba-tiba sehingga biaya perawatan yang digunakan perusahaan dapat dikurangi.
Reliability untuk Penjadwalan Predictive Maintenance serta Biaya Perawatan Mesin Kritis Oil Shipping Pump’ dijelaskan bahwa dalam melakukan tindakan perawatan perlu diperhatikan nilai keandalannya sehingga biaya perawatan yang digunakan dapat dikurangi.
Pada penelitian yang dilakukan oleh Sodikin, Jurusan Teknik Industri IST AKPRIND Yogyakarta pada tahun 2008 yaitu ‘Penentuan Interval Perawatan Preventif Komponen Elektrik dan Komponen Mekanik yang Optimal pada Mesin Excavator Seri 200-6 dengan Pendekatan Model Jardine’ dijelaskan bahwa dengan melakukan tindakan perawatan pencegahan diperoleh interval perawatan komponen yang optimal.
1.2. Perumusan Masalah
Berdasarkan latar belakang di atas, maka masalah yang terjadi adalah masalah perawatan yang dilakukan oleh PT. Hadi Baru masih bersifat korektif sehingga perlu dilakukan analisis untuk menerapkan sistem perawatan preventif yang dapat mengurangi biaya perawatan di PT. Hadi Baru.
1.3. Tujuan Penelitian
1.4. Asumsi dan Batasan Penelitian
Agar penelitian yang dilakukan tidak menyimpang dari tujuan yang telah ditetapkan sebelumnya, maka terlebih dahulu ditetapkan asumsi dan batasan permasalahan dalam penelitian. Adapun asumsi dalam penelitian ini adalah : 1. Selama penelitian berlangsung, proses produksi tidak mengalami perubahan. 2. Mesin dan peralatan dalam keadaan baik.
3. Instruksi pihak manajemen kepada karyawan dilakukan dengan benar.
4. Tidak ada penambahan mesin atau komponen baru selama penelitian dilakukan.
5. Data yang diperoleh dari perusahaan dianggap representatif untuk diolah untuk penelitian ini.
Adapun batasan dalam penelitian ini adalah : 1. Mesin yang diamati adalah mesin slab cutter.
2. Perawatan terhadap mesin yang diteliti hanya pada komponennya saja. 3. Tidak dilakukan penelitian terhadap penyebab kerusakan spare part.
1.5. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah: a. Bagi Mahasiswa
Meningkatkan kemampuan bagi mahasiswa dalam menerapkan teori dan metode ilmiah yang diperoleh selama mengikuti perkuliahan dengan mengaplikasikannya langsung di lapangan.
Sebagai masukan bagi pihak perusahaan untuk mengetahui perawatan mesin-mesin produksi berdasarkan keandalan dan menentukan interval pergantian terhadap komponen yang berpengaruh.
c. Bagi Departemen Teknik Industri
Menjadi literatur yang akan semakin memperkaya ilmu Teknik Industri serta dapat mempererat kerja sama antara perusahaan dengan Departemen Teknik Industri, Fakultas Teknik USU.
1.6. Sistematika Penulisan Tugas Sarjana
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah sebagai berikut:
Bab I berisi tentang Pendahuluan yang menguraikan latar belakang masalah, perumusan masalah, tujuan penelitian, manfaat penelitian, asumsi dan batasan penelitian, serta sistematika penulisan tugas akhir.
Di dalam Bab II berisi Gambaran Umum Perusahaan, yaitu mengenai sejarah perusahaan, ruang lingkup bidang usaha, daerah pemasaran, lokasi perusahaan, organisasi dan manajemen dari perusahaan, standar mutu produk, bahan baku, uraian proses produksi, serta mesin dan peralatan yang digunakan dalam menunjang proses produksi.
dari referensi buku-buku dan jurnal penelitian yang berhubungan dengan topik permasalahan.
Bab IV berisi tentang Metodologi Penelitian yang menjelaskan tahapan-tahapan dalam melakukan penelitian, mulai dari persiapan penelitian, pengumpulan data, pengolahan data, analisis hasil sampai dengan kesimpulan yang akan diusulkan pada perusahaan.
Bab V adalah Pengumpulan dan Pengolahan Data yang berisi data hasil penelitian yang diperoleh dari perusahaan sebagai bahan untuk melakukan pengolahan data yang digunakan sebagai dasar pada pembahasan masalah.
Bab VI adalah Hasil dan Pembahasan yang berisi tentang analisis dari hasil pengolahan data dan alternatif dari pemecahan masalah.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Hadi Baru didirikan tanggal 1 Agustus 1964 di hadapan notaris, Roesli SH, di Medan dengan akte No. 97/HB/1/1961 tertanggal 17 Januari 1961 dengan nama Perusahaan Dagang dan Perindustrian Hadi disingkat PT. Hadi. Sejak tanggal 3 Oktober 1963 terjadi perubahan pengurusan dari pemegang saham yang juga di hadapan notaris, Roesli SH, di Medan dengan akte No. 55. Lalu terjadi lagi perubahan pengurus serta anggaran dasar melalui akte No. 29 di hadapan notaris Panusunan Batubara, SH di Medan pada tanggal 18 Januari 1964, nama perusahaan menjadi PT. Hadi Baru dan telah didaftarkan pada Departemen Kehakiman No. J. A. 5/19/8 tanggal 29 Januari 1964 dan diumumkan dalam lembaran berita Negara Republik Indonesia No. 37 tanggal 8 Mei 1964.
Produksi crumb rubber di PT. Hadi Baru terdiri dari SIR 5, SIR 10, dan SIR 20. Hasil produksi PT. Hadi Baru seluruhnya diekspor ke luar negeri seperti: Amerika Serikat, Jerman, Kanada, dan Eropa.
2.2. Ruang Lingkup Bidang Usaha
PT. Hadi Baru bergerak di bidang usaha manufacturing produk crumb rubber dengan mutu SIR 20 mencapai 98% dari total produksi. Selain itu, PT. Hadi Baru juga menghasilkan crumb rubber dengan mutu SIR 5 dan SIR 10.
Kualitas crumb rubber yang dihasilkan tersebut berdasarkan syarat-syarat spesifikasi sebagai berikut:
1. Kadar kotoran (dirt content)
Kadar kotoran menjadi kriteria paling penting dalam spesifikasi mutu crumb rubber karena berpengaruh pada ketahanan retak dan kelenturan barang-barang yang terbuat dari karet nantinya.
2. Kadar abu (ash content)
Spesifikasi kadar abu berguna untuk melindungi konsumen terhadap penambahan bahan-bahan pengisi ke dalam karet pada waktu pengolahan. 3. Kadar zat menguap (volatile content)
Spesifikasi ini berguna untuk menjamin karet yang disajikan cukup kering. 4. Plasticity Retention Index (PRI)
Spesifikasi ini untuk menjamin jumlah maksimal nitrogen yang boleh terdapat pada karet.
Jenis SIR melalui uji laboratorium dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jenis SIR melalui Uji Laboratorium (berlaku sejak 1977)
Spesifikasi SIR 5 SIR 10 SIR 20
Kadar kotoran (dirt content) %, max 0,05 0,10 0,20 Kadar abu (ash content) %, max 0,50 0,75 1,00 Kadar zat menguap (volatile content) %, min 0,80 0,80 0,08 Plasticity Retention Index (PRI), (min) 70,00 70,00 60,00
Kadar nitrogen (%, max) 0,60 0,60 0,60
Sumber : PT. Hadi Baru
2.3. Daerah Pemasaran
Produk yang dihasilkan oleh PT. Hadi Baru secara keseluruhan dipasarkan keluar negeri seperti Turki, Amerika Serikat, Jerman, Chekoslavia, Kanada, Spanyol, Italia, Belanda, dan negara-negara Amerika Latin serta Jepang. Perusahaan memilih pasar luar negeri karena pasar luar negeri memiliki jangkauan pemasaran yang lebih luas dan kebutuhan terhadap crumb rubber yang nantinya akan diolah menjadi berbagai produk yang mempunyai nilai yang lebih tinggi.
2.4. Lokasi Perusahaan
Yang kedua adalah kantor pemasaran PT. Hadi Baru yang berlokasi di Jalan Kumanggo No. 16 Medan.
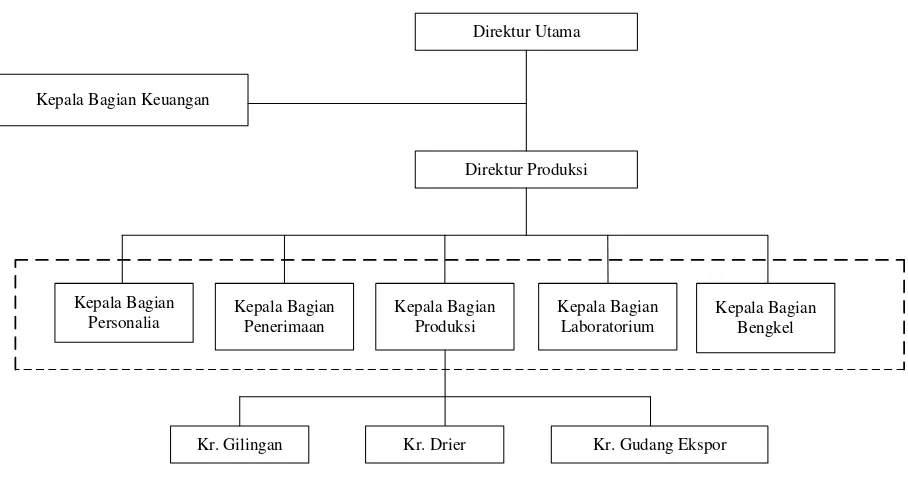
2.5. Organisasi dan Manajemen 2.5.1. Struktur Organisasi Perusahaan
Direktur Utama
Direktur Produksi
Kepala Bagian Laboratorium
Kepala Bagian Bengkel Kepala Bagian
Produksi Kepala Bagian
Penerimaan Kepala Bagian
Personalia
Kr. Gilingan Kr. Drier Kr. Gudang Ekspor
Keterangan :
Hubungan Garis Hubungan Fungsional Kepala Bagian Keuangan
[image:33.842.90.544.108.349.2]Sumber : PT. Hadi Baru
2.5.2. Uraian Tugas dan Tanggung Jawab
Adapun tugas dan tanggung jawab setiap bagian pada PT. Hadi Baru dijelaskan dalam Lampiran 1.
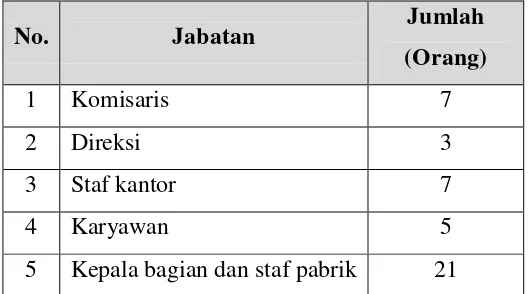
2.5.3. Jumlah Tenaga Kerja dan Jam Kerja
Tenaga kerja pada PT. Hadi Baru berjumlah 302 orang, yang terdiri atas tenaga kerja pria dan wanita dengan tingkat pendidikan yang bervariasi dari SD, SMP, SMA, dan Sarjana. Karyawan di PT. Hadi Baru rata-rata adalah lulusan SD yaitu buruh pabrik yang bertindak sebagai tenaga kasar pada perusahaan tersebut. Status kepegawaian dari keseluruhan tenaga kerja pada perusahaan ini terdiri dari: 1. Karyawan bulanan, yaitu karyawan tidak terlibat langsung dengan proses
produksi.
2. Karyawan harian tetap, yaitu karyawan yang terlibat langsung dalam proses produksi.
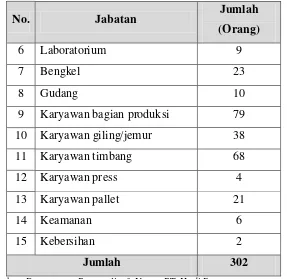
[image:34.595.180.445.582.729.2]Rincian jumlah tenaga kerja yang ada pada PT. Hadi Baru dapat dilihat pada Tabel 2.2.
Tabel 2.2. Rincian Jumlah Tenaga Kerja pada PT. Hadi Baru
No. Jabatan Jumlah
(Orang)
1 Komisaris 7
2 Direksi 3
3 Staf kantor 7
4 Karyawan 5
Tabel 2.2. Rincian Jumlah Tenaga Kerja pada PT. Hadi Baru (Lanjutan)
No. Jabatan Jumlah
(Orang)
6 Laboratorium 9
7 Bengkel 23
8 Gudang 10
9 Karyawan bagian produksi 79 10 Karyawan giling/jemur 38
11 Karyawan timbang 68
12 Karyawan press 4
13 Karyawan pallet 21
14 Keamanan 6
15 Kebersihan 2
Jumlah 302
Sumber: Departemen Personalia & Umum PT. Hadi Baru
Jam kerja di PT. Hadi Baru dapat dibedakan menjadi dua bagian, yaitu: 1. Jam kerja kantor
a. Hari Senin sampai Jumat
- Pukul 08.00 – 11.00 WIB : Kerja aktif - Pukul 11.00 – 12.00 WIB : Istirahat - Pukul 12.00 – 15.00 WIB : Kerja aktif b. Hari Sabtu
- Pukul 08.00 – 13.00 WIB : Kerja aktif 2. Jam kerja pabrik
- Pukul 08.00 – 12.00 WIB : Kerja aktif - Pukul 12.00 – 13.00 WIB : Istirahat - Pukul 13.00 – 16.00 WIB : Kerja aktif
b. Karyawan Shift, yaitu karyawan bagian pencincangan dan pembersihan, penggilingan, pembutiran, pengeringan, dan pengepressan.
- Shift I : Pukul 07.00 – 14.00 WIB - Shift II : Pukul 14.00 – 21.00 WIB
2.5.4. Sistem Pengupahan dan Fasilitas Lainnya
Salah satu faktor untuk meningkatkan produktivitas adalah kesejahteraan para karyawan. Sarana yang terpenting dalam meningkatkan kesejahteraan karyawan adalah cukupnya biaya dalam memenuhi kebutuhan hidup para karyawan yaitu dalam bentuk upah.
Sistem pengupahan yang berlaku pada PT. Hadi Baru adalah dengan ketentuan sebagai berikut :
1. Karyawan bulanan
Tenaga kerja yang menerima gaji bulanan adalah tenaga kerja pada tingkat manajer, kepala bagian dan karyawan kantor lainnya. Pembayaran gaji dilakukan pada akhir bulan, dengan nilai yang tetap menurut jabatan masing-masing.
2. Karyawan Harian Tetap
harian tetap mendapatkan upah berdasarkan jumlah produk yang dihasilkan per bulannya. Hasil total perbulan dibagi rata dengan semua anggota kelompok kerja. Karyawan yang pernah absen akan menerima pemotongan upah.
Selain gaji/upah yang telah ditentukan diatas, perusahaan juga memberikan upah tambahan (insentif) berdasarkan prestasi kerja, yaitu apabila absent perbulan pekerja dianggap baik, maka karyawan tersebut berhak mendapatkan tambahan gaji.
Perusahaan menyediakan fasilitas-fasilitas dan jaminan sosial demi kesejahteraan para karyawan, yaitu :
1. Sarana kesehatan
Sarana kesehatan berupa poliklinik yang terdapat dipabrik, dimana karyawan dapat memperoleh pengobatan secara cuma-cuma.
2. Sarana Transportasi.
Sarana transportasi berupa bus dan mobil, yang digunakan untuk mengantar-jemput karyawan yang tinggal jauh dari lokasi pabrik.
3. Asuransi dan Tunjangan-tunjangan
Asuransi yang diberikan perusahaan adalah asuransi tenaga kerja. Tunjangan- yang diberikan adalah tunjangan hari raya, tunjangan kerajinan, tunjangan, tunjangan kerja, transport dan natura (beras).
4. Sarana Ibadah
2.6. Proses Produksi 2.6.1. Spesifikasi Produksi
Produk utama dari perusahaan ini adalah crumb rubber dengan mutu SIR 20 berdasarkan spesifikasi permintaan dari pembeli.
Kualitas crumb rubber yang dihasilkan tersebut berdasarkan syarat-syarat spesifikasi sebagai berikut:
5. Kadar kotoran (dirt content)
Kadar kotoran menjadi kriteria paling penting dalam spesifikasi mutu crumb rubber karena berpengaruh pada ketahanan retak dan kelenturan barang-barang yang terbuat dari karet nantinya.
6. Kadar abu (ash content)
Spesifikasi kadar abu dimaksudkan untuk melindungi konsumen terhadap penambahan bahan-bahan pengisi ke dalam karet pada waktu pengolahan. 7. Kadar zat menguap (volatile content)
Spesifikasi ini berguna untuk menjamin karet yang disajikan cukup kering. 8. Plasticity Retention Index (PRI)
Spesifikasi ini menggambarkan ketahanan karet yang disajikan cukup plastis. 9. Kadar nitrogen
Tabel 2.3. Standar Spesifikasi Produk
No. Pembeli (Jenis Produk) PRI (%) PO Packing
1 Bridgestone ≥ 60 32-38 Metal Box
2 Hankook ≥ 70 35-42 Metal Box
3 Michelin ≥ 40 33-41 Metal Box
4 Pirelli ≥ 60 37-43 Metal Box
5 Sumitomo ≥ 50 36-42 Metal Box
Sumber : PT. Hadi Baru
2.6.2. Bahan Produksi
Bahan-bahan yang digunakan dalam proses produksi pada PT. Hadi Baru dapat dikelompokkan menjadi tiga jenis, yaitu: bahan baku, bahan penolong, dan bahan tambahan.
2.6.2.1.Bahan Baku
Bahan baku adalah bahan yang menjadi bahan utama dalam pembuatan suatu produk dan jumlahnya dari waktu ke waktu tidak berubah untuk produk yang sejenis. Bahan baku yang digunakan untuk pembuatan crumb rubber adalah getah karet alam (slab/bokar) yang dihasilkan dari penyadapan pohon karet yang umumnya ditanam secara missal dalam perkebunan milik pemerintah, swasta atau dari perkebunan rakyat.
Hasil penyadapan pohon karet umumnya berupa: 1. Lateks atau susu karet
2. Cup lump
Cup lump merupakan karet yang membeku pada mangkuk penampung yang berasal dari sisa-sisa lateks yang masih menetes setelah pengutipan lateks. 3. Getah tarik
Getah tarik merupakan kumpulan getah yang berasal dari lateks yang membeku pada permukaan sadapan.
4. Getah tanah
Getah tanah merupakan kumpulan getah yang bersal dari lateks yang tumpah ke tanah ketika pengosongan mangkuk getah.
5. Slab
Slab merupakan bekuan lateks hasil perkebunan rakyat. Slab ada yang bersih dengan kadar karet 60-70% dan ada yang kotor dengan (mengandung kayu, tanah, dan bahan-bahan lain) dengan kadar karet ± 50%.
PT. Hadi Baru merupakan cup lumb dan slab sebagai bahan baku untuk pembuatan crumb rubber, bahan baku tersebut didatangkan dari perkebunan rakyat, PIR (Perkebunan Inti Rakyat) dan PTP (Perusahaan Terbatas Perkebunan), yang berasal dari daerah Sumatera Utara, daerah Sumatera Barat dan daerah Aceh.
2.6.2.2.Bahan Tambahan
siap dipasarkan dapat berupa aksesoris atau kemasan. Bahan tambahan yang digunakan dalam proses produksi setiap produk di PT. Hadi Baru adalah:
1. Plastik
Plastik ini berupa kemasan plastik yang digunakan untuk membungkus bongkahan karet yang sudah selesai dipress. Kemasan plastik ini dibeli dari toko lalu diberi merek PT. Hadi Baru.
2. Pallet
Pallet adalah peti yang terbuat dari kayu, yang merupakan tempat penyusunan crumb rubber yang telah selesai diberi kemasan plastik.
2.6.2.3.Bahan Penolong
Bahan penolong merupakan bahan yang ikut dalam proses produksi tetapi tidak nampak dalam produk akhir. Bahan penolong yang digunakan dalam proses produksi setiap produk di PT. Hadi Baru adalah:
1. Air
Air yang digunakan adalah air bersih yang tidak banyak mengandung zat-zat kimia dan kotoran
Kegunaan air dalam proses produksi crumb rubber adalah:
a. Mencuci bahan baku dari kotoran-kotoran yang melekat antara lain pasir, kayu, batu, dan lain-lain pada proses produksi.
b. Membuat laruta-larutan dari bahan-bahan kimia di laboratorium. c. Mendinginkan motor-motor pembangkit tenaga.
Kebutuhan air dalam pabrik dipenuhi dari sebuah sungai kecil yang mengalir di samping pabrik dengan cara mengalirkannya melalui pipa ke sebuah sumur berdiameter 3 meter. Air dalam sumur dihisap dengan pompa untuk kemudian ditampung pada sebuah menara air dengan ketinggian 9,5 meter, dan dari menara air inilah seluruh kebutuhan air pada pabrik dipasok.
2. Minyak solar dan minyak tanah
Minyak solar digunakan untuk bahan bakar motor diesel penggerak generator. Minyak tanah digunakan untuk bahan bakar kompor pemanas drier. Pasokan dari kedua jenis minyak tersebut diantar langsung oleh agen dengan menggunakan motor tangki.
3. Minyak pelumas
Minyak pelumas digunakan untuk memperlancar peralatan mesin/mekanik.
2.6.3. Uraian Proses Produksi
Proses pembuatan crumb rubber melalui beberapa tahapan proses produksi yang diuraikan sesuai dengan uruta-urutan prosesnya, yaitu:
1. Stasiun Kerja Penyortian dan Penimbangan
laboratorium untuk memastikan kualitas bokar tersebut. Hasil penyortiran kemudian ditimbang sesuai dengan kualitas masing-masing lalu ditumpuk untuk menunggu proses selanjutnya.
2. Stasiun Kerja Pencincangan dan Pembersihan
terpisah. Hasil keluaran dari hummer mill dijatuhkan ke vibrating screen dengan corong gravitasi, diayak di vibrating screen dengan ukuran diameter lubang 0,5 cm dan disirami air secara terus menerus. Butiran-butiran karet yang lolos dari vibrating screen dialirkan ke bak pembersihan III dengan belt conveyor untuk memisahkan kotoran. Kemudian butiran-butiran karet diangkut dengan bucket elevator ke rotary cutter. Hasil olahan rotary cutter yang berupa potongan-potongan kecil bokar dimasukkan ke dalam bak pembersihan IV dan terjadi pemisahan kotoran.
3. Stasiun Kerja Penggilingan dan Pembentukan Lembaran
Butiran-butiran karet diangkut ke stasiun kerja ini dengan menggunakan bucket elevator. Proses awal dari tahap ini adalah pembentukan lembaran oleh mesin creeper I. Lembaran karet hasil dari creeper I ini masih berbentuk agak kasar dan kadang masih terputus-putus. Lembaran kemudian diangkut ke creeper II dengan belt conveyor untuk diproses menjadi lembaran yang lebih panjang. Hasil olahan creeper II ini diangkut dengan belt conveyor ke mesin shredder untuk dicincang kembali menjadi potongan-potongan kecil yang langsung ditampung bak pembersihan. Kemudian, butiran-butiran karet diangkut dengan bucket elevator ke creeper III untuk dibentuk kembali menjadi lembaran. Proses selanjutnya adalah melalui mesin creeper IV, V, VI, VII, dan VIII dengan pola proses yang sama. Lembaran karet yang dihasilkan oleh creeper VIII mencapai panjang sekitar 7 m kemudian diangkut dengan hand truck ke stasiun penjemuran.
Lembaran karet dari stasiun kerja sebelumnya dijemur pada arak-rak penjemuran yang dibuat bertingkat-tingkat. Fungsi penjemuran penyeragaman kualitas.
5. Stasiun Peremahan dan Pembutiran
Lembaran karet kering dari penjemuran dibawa ke mesin shredder dengan hand truck. Pada mesin tersebut, lembaran dicincang menjadi butiran-butiran kecil dan langsung ditampung pada bak pembersihan. Butiran-butiran tersebut kemudian diangkut dengan bucket elevator ke corong pengisi yang berfungsi untuk memudahkan pengisian butiran-butiran bokar ke dalam troli biscuit crumb. Troli tersebut terdiri atas kotak-kotak besi yang berjumlah 24 buah. Setelah penuh, troli-troli tersebut dimasukkan ke dalam drier.
6. Stasiun Kerja Pengeringan
Troli yang sudah terisi penuh dengan butiran-butiran bokar dimasukkan ke dalam drier. Pada tahap pertama bokar dipanaskan dengan burner I dengan suhu 1350 selama 50 menit di dalam drier. Setelah itu dipanaskan lagi di burner II dengan suhu 1150 selama 50 menit dalam mesin drier. Setelah dipanaskan bokar didinginkan dengan blower dengan suhu 310
7. Stasiun Kerja Penimbangan dan Pengepressan
C selama 210 menit.
pengepressan adalah kurang lebih 30 detik lalu dibawa ke metal detector untuk mendeteksi kandungan logam pada crumb rubber.
8. Stasiun Kerja Pengepakan
Bongkahan crumb rubber yang telah dipress dibungkus dengan plastik bermerk lalu disusun di dalam pallet. Satu pallet berisi 36 bal. Pallet dipress supaya rata, kemudian diangkut ke gudang produk jadi.
2.6.4. Mesin dan Peralatan (Equipment)
Adapun mesin dan peralatan yang digunakan pada PT. Hadi Baru adalah sebagai berikut:
2.6.4.1.Mesin Produksi
Mesin-mesin yang digunakan dalam proses produksi yaitu: 1. Slab Cutter
Merek : Goldsta
Tipe : GTQ 750 Gear Box Jumlah : 2 unit
Fungsi : Mencincang bahan olahan karet hasil olahan sebelumnya menjadi potongan-potongan karet yang berukuran lebih
kecil.
2. Hammer Mill
Merek : Goldsta
Tipe : GTQ 750 Gear Box Jumlah : 1 unit
Fungsi : Meremas dan mencincang hasil olahan karet dari slab cutter sehingga ukuran lebih kecil
Power : motor 75 Hp, 230/380 V, cos 0.8 Rpm 1470 3. Rotary Cutter
Merek : Goldsta
Tipe : GTQ 750 Gear Box Jumlah : 1 unit
Fungsi : Mencincang hasil olahan dari Hammer Mill menjadi potongan-potongan kecil.
Power : motor 75 Hp, 220/380 V, cos 0.8 Rpm 1470 4. Creeper
Merek : Goldsta
Tipe : GTQ 750 Gear Box Jumlah : 8 unit
Fungsi : Mengubah bentuk hasil olahan dari Rotary Cutter menjadi lembaran-lembaran.
Power : motor 75 Hp, 220/380 V, cos 0.8 Rpm 1470 5. Shredder
Tipe : GTQ 750 Gear Box Jumlah : 2 unit
Fungsi : Mencincang lembaran hasil olahan dari Creeper menjadi butiran-butiran kecil atau remah.
Power : motor 125 Hp, 220/380 V, cos 0.8 Rpm 1470 6. Drier
Jumlah : 2 unit
Fungsi : Mengeringkan dan memasak butiran karet (crumb rubber) Power : 220/380 V, cos 0.8 Rpm 1500
7. Mesin Press Hidrolik
Merek : ASEA
Tipe : IEC 40
Jumlah : 3 unit
Fungsi : Membentuk crumb rubber menjadi bongkahan. Power : motor 75 Hp, 220/380 V, cos 0.8 Rpm 1500
2.6.4.2.Peralatan (Equipment)
Peralatan yang digunakan untuk mendukung kegiatan proses produksi terdiri dari:
1. Bak Pembersihan
Jumlah : 6 buah 2. Shovel Holder
Fungsi : Mengangkut bokar dari gudang bahan baku ke bak air. Jumlah : 1 unit
3. Belt Conveyor
Fungsi : Mengangkut remahan karet dari Slab Cutter I ke bak Pembersihan I, dari Creeper I hingga Creeper VIII. 4. Bucket Elevator
Fungsi : Mengangkut remahan karet dari bak pembersihan. Jumlah : 6 unit
5. Timbangan Duduk
Fungsi : Menimbang crumb rubber yang akan dipak Jumlah : 3 unit
Kapasitas : 50 Kg/unit 6. Hand Truck
Fungsi : Mengangkut lembaran-lembaran karet hasil olahan dari mesin Creeper ke stasiun kerja penjemuran.
Jumlah : 5 unit 7. Timbangan Bokar
Fungsi : Menimbang bokar yang telah disortir untuk mengetahui beratnya.
Jumlah : 3 unit
8. Lift
Fungsi : Mengangkut lembaran-lembaran karet ke tempat penjemuran.
9. Trolley
Fungsi : Mengangkut butiran karet dari tempat pencucian ke mesin pengering serta mengangkatnya ke stasiun penimbangan.
10.Forklift
Fungsi : Menyusun pallet yang telah dipak ke gudang. Jumlah : 4 unit
11.Pisau Pemotong
Fungsi : Memotong kelebihan-kelebihan hasil penimbangan crumb rubber agar sesuai dengan berat yang dipak Jumlah : 8 unit
12.Gancu
Fungsi : Membantu operator mengangkat dan menurunkan crumb rubber.
13.Solder
2.7. Utilitas
Untuk kelancaran proses produksi perusahaan menggunakan beberapa fasilitas penunjang (utilitas). Utilitas yang digunakan oleh PT. Hadi Baru adalah: 1. Sumber Arus Listrik
Pada PT. Hadi Baru arus listrik bersumber dari Perusahaan Listrik Negara (PLN) dan generator. Sumber arus listrik dari PLN digunakan dalam kegiatan proses produksi yang menyediakan arus listrik pada mesin-mesin produksi dan fasilitas lainnya. Selain itu listrik PLN juga digunakan sebagai sumber penerangan pada area kerja, perumahan karyawan, dan kantor. Sedangkan arus listrik yang dibangkitkan oleh generator berfungsi untuk cadangan jika listrik dari PLN mengalami gangguan.
2. Unit Pompa Air
Dalam proses produksi air sangat banyak dibutuhkan yang apada umumnya untuk proses pencucian bokar sehingga diperlukan pompa air untuk memenuhi kebutuhan itu. Sumber air berasal dari sungai yang berada di sekitar pabrik dan mata air/ sumur bor.
3. Unit Laboratorium
Fungsi laboratorium adalah:
a. Mengadakan penelitian terhadap kualitas bahan baku.
b. Mengadakan pemeriksaan tambahan sampel yang tidak berada dalam kondisi normal.
Dengan adanya hasil analisis dari laboratorium sehingga dapat diketahui apakah mutu produk yang dihasilkan sesuai dengan standar yang telah ditetapkan jika tidak, bagian produksi perlu mengambil tindakan-tindakan yang diperlukan agar mutu produk dapat ditingkatkan sehingga kerugian akibat hal ini dapat dihindarkan.
4. Bengkel
Fungsi bengkel adalah: a. Pemeliharaan peralatan
b. Perbaikan mesin atau peralatan
c. Pembuatan peralatan dan modifikasi peralatan pabrik.
2.8. Waste Treatment
BAB III
LANDASAN TEORI
3.1. Pengertian Perawatan
Secara ilmiah tidak ada barang yang dibuat oleh manusia yang tidak mengalami kerusakan, tetapi usia kegunaannya dapat diperpanjang dengan melakukan perbaikan berkala dengan suatu aktivitas yang disebut sebagai perawatan.1
1. Perawatan adalah
Beberapa pengertian perawatan menurut para ahli:
karakteristik desain dan instalasi yang dinyatakan sebagai probabilitas bahwa suatu komponen akan dipelihara atau diperbaiki ke kondisi yang ditentukan dalam jangka waktu tertentu, waktu pemeliharaan yang dilakukan sesuai dengan prosedur dan sumber daya yang direncanakan.
2. Perawatan adalah suatu kegiatan untuk memelihara dan menjaga fasilitas yang ada serta memperbaiki, melakukan penyesuaian atau penggantian yang diperlukan untuk mendapatkan suatu kondisi operasi produksi agar sesuai dengan perencanaan yang ada. (Patrick, 2001).
(Benjamin, 1995).
3. Perawatan adalah semua aktivitas yang berkaitan untuk mempertahankan peralatan sistem dalam kondisi layak bekerja. (Jay, 2002).
1
4. Perawatan adalah probabilitas bahwa komponen atau sistem yang rusak akan diperbaiki ke dalam suatu kondisi tertentu dalam periode waktu tertentu sesuai dengan prosedur yang telah ditentukan. (Ebeling, 1997)
Perawatan dalam suatu perusahaan merupakan hal yang sangat penting untuk diperhatikan sebab kegiatan perawatan merupakan suatu masalah yang sangat kompleks yaitu menyangkut semua peralatan atau mesin yang ada dalam pabrik tersebut. Departemen perawatan dalam perusahaan merupakan bagian yang membantu departemen produksi dalam memberikan laporan mengenai keadaan peralatan atau mesin tersebut.
3.1.1. Tujuan Perawatan
Secara umum perawatan mempunyai tujuan yang menurut Khusnul Hadi (1996 : 3) :
1. Memungkinkan tercapainya mutu produksi dan kepuasan pelanggan melalui penyesuaian, pelayanan dan pengoperasian peralatan secara tepat.
2. Memaksimalkan umur kegunaan dari sistem.
3. Menjaga agar sistem aman mencegah berkembangnya gangguan keamanan. 4. Meminimalkan frekuensi dan kuatnya gangguan terhadap proses operasi. 5. Meminimalkan biaya produksi total yang secara langsung dapat dihubungkan
dengan service dan perbaikan.
6. Memaksimalkan produksi dari sumber-sumber sistem yang ada.
Tindakan – tindakan perawatan yang dilakukan meliputi : 1. Pemeriksaan
a. Pemeriksaan terhadap sistem yang dalam kondisi siap pakai (serviceable), bertujuan untuk melihat apakah ada hal-hal yang dapat menimbulkan kerusakan.
b. Pemeriksaan terhadap sistem yang dalam kondisi tidak siap pakai atau rusak (unserviceable), bertujuan untuk menentukan jenis kerusakan, tingkat kerusakan, dan suku cadang yang diperlukan.
c. Pemeriksaan yang dilakukan pada sistem yang telah selesai mengalami perawatan, bertujuan untuk melihat apakah prosedur dan mutunya sesuai standar yang digunakan.
2. Servicing yaitu Kegiatan ini meliputi pencucian, pelumasan dan hal-hal lain yang sejenis.
3. Perbaikan yaitu Kegiatan ini merupakan perawatan yang tidak terjadwal untuk memperbaiki bagian yang rusak. Pekerjaannya meliputi pembongkaran, penggantian yang rusak, pemasangan kembali dan pengujian.
4. Modifikasi bertujuan mengubah dari kondisi asli sistem dengan cara menambah, mengurangi atau membentuk .
3.1.2. Pengklasifikasian Perawatan2
Maintenance
Planned Maintenance
Unplanned Maintenance
Preventive Maintenance
Corrective Maintenance
Breakdown Maintenance Predictive
Maintenance
Pendekatan perawatan pada dasarnya dapat dibagi menjadi 2 bagian yaitu planned dan unplanned. Klasifikasi dari pendekatan sistem perawatan tersebut dapat dilihat pada Gambar 3.1.
Gambar 3.1. Klasifikasi Perawatan
Adapun klasifikasi dari perawatan mesin adalah:
1. Planned Maintenance, suatu tindakan atau kegiatan perawatan yang pelaksanaannya telah direncanakan terlebih dahulu. Planned maintenance terbagi atas 2, yaitu:
a. Preventive Maintenance, suatu sistem perawatan yang terjadwal dari suatu peralatan/komponen yang didesain untuk meningkatkan keandalan suatu mesin serta untuk mengantisipasi segala kegiatan perawatan yang tidak direncanakan sebelumnya. Preventive Maintenance terbagi atas:
1) Time based Maintenance
2
Kegiatan perawatan ini berdasarkan periode waktu, meliputi inspeksi harian, service, pembersihan harian dan lain sebagainya.
2) Condition based Maintenance
Kegiatan perawatan ini menggunakan peralatan untuk mendiagnosa perubahan kondisi dari peralatan/asset, dengan tujuan untuk memprediksi awal penetapan interval waktu perawatan.
b. Predictive maintenance didefinisikan sebagai pengukuran yang dapat mendeteksi degradasi sistem, sehingga penyebabnya dapat dieliminasi atau dikendalikan tergantung pada kondisi fisik komponen. Hasilnya menjadi indikasi kapabilitas fungsi sekarang dan masa depan.
2. Unplanned Maintenance, suatu tindakan atau kegiatan perawatan yang pelaksanaannya tidak direncanakan. Unplanned maintenance terbagi atas 2, yaitu:
a. Corrective Maintenance, suatu kegiatan perawatan yang dilakukan untuk memperbaiki dan meningkatkan kondisi mesin sehingga mencapai standar yang telah ditetapkan pada mesin tersebut.
3.1.2.1. Preventive Maintenance
Preventive maintenance adalah suatu sistem perawatan yang terjadwal dari suatu peralatan/komponen yang didesain untuk meningkatkan keandalan mesin serta untuk mengantisipasi segala kegiatan perawatan yang tidak direncanakan sebelumnya.
Kegiatan preventive maintenance dilakukan erat kaitannya dalam hal menghindari suatu sistem atau peralatan mengalami kerusakan. Pada kenyatannya, kerusakan masih mungkin saja terjadi meskipun telah dilakukan preventive maintenance. Ada tiga alasan mengapa dilakukan tindakan preventive maintenance yaitu :
1. Menghindari terjadinya kerusakan 2. Mendeteksi awal terjadinya kerusakan 3. Menemukan kerusakan yang tersembunyi
Sedangkan keuntungan dari penerapan preventive maintenance antara lain adalah sebagai berikut :
1. Mengurangi terjadinya perbaikan (repairs) dan downtime. 2. Meningkatkan umur penggunaan dari peralatan
3. Meningkatkan kualitas dari produk 4. Meningkatkan availibilitas dari peralatan
5. Meningkatan kemampuan dari operator, bagian mekanik dan keselamatan 6. Mengurangi waktu untuk merespon terjadinya kerusakan yang parah 7. Menjamin peralatan dapat digunakan sesuai dengan fungsinya
9. Memperbaiki sistem informasi terhadap peralatan/komponen 10.Meningkatkan identifikasi dari masalah yang dihadapi
3.1.2.2. Corrective Maintenance
Corrective Maintenance merupakan kegiatan perawatan yang dilakukan untuk mengatasi kegagalan atau kerusakan yang ditemukan selama masa waktu preventive maintenance. Pada umumnya, corrective maintenance bukanlah aktivitas perawatan yang terjadwal, karena dilakukan setelah sebuah komponen mengalami kerusakan dan bertujuan untuk mengembalikan kehandalan sebuah komponen atau sistem ke kondisi semula.
Corrective Maintenance di dalam buku “Maintanability, Maintenance and Realibility ”, diasumsikan bahwa Corrective maintenance dapat dilaksanakan dengan lima langkah berikut:
1. Mengetahui penyebab kegagalan (failure recognition). 2. Lokasi kegagalan (failure location).
3. Mendiagnosa peralatan atau unit-unit yang gagal (dianogsis within the equipment or item).
4. Mengganti atau memperbaiki bagian yang gagal (failed part replacement or repair).
3.2. Identifikasi Pengelompokan Komponen dengan Diagram Pareto3
Diagram pareto adalah suatu diagram yang menggambarkan urutan masalah menurut bobotnya yang dinyatakan dengan frekuensinya. Diagram pareto digunakan untuk mengidentifikasi masalah, yaitu bahwa 20% kesalahan atau penyimpangan akan menyebabkan 80% masalah yang timbul. Diagram pareto berguna untuk:
1. Menentukan jenis persoalan utama.
2. Membandingkan masing-masing jenis persoalan terhadap keseluruhan. 3. Menunjukkan tingkat perbaikan yang berhasil dicapai.
4. Membandingkan hasil perbaikan masing-masing jenis persoalan sebelum dan setelah perbaikan.
Langkah-langkah pembuatan Pareto diagram sebagai berikut: 1. Stratifikasi dari problem, dinyatakan dalam angka.
2. Tentukan jangka waktu pengumpulan data yang akan dibahas untuk memudahkan melihat perbandingan sebelum dan sesudah penanggulangan (jangka waktu harus sama).
3. Atur masing-masing penyebab (sesuai dengan stratifikasi) secara berurutan sesuai besarnya nilai dan gambarkan dalam grafik kolom. Penyebab dengan nilai lebih besar terletak di sisi kiri, kecuali ”dan lain-lain” terletak di paling kanan.
3
4. Gambarkan grafik garis yang menunjukkan jumlah persentase (total 100%) pada bagian atas grafik kolom dimulai dengan nilai yang terbesar dan di bagian bawah/keterangan kolom tersebut
3.3. Defenisi Keandalan
Kata ‘reliability’ diterjemahkan sebagai keandalan, reliable berarti andal. Reliability merupakan probabilitas bahwa sebuah unit akan memberikan kemampuan yang memuaskan untuk suatu tujuan tertentu dalam periode waktu tertentu ketika dalam kondisi lingkungan tertentu. 4
1. Probabilitas
Ukuran keberhasilan suatu tindakan perawatan (maintenance) dapat dinyatakan dengan tingkat reliability. Secara umum reliability dapat didefenisikan sebagai probabilitas suatu sistem atau produk dapat beroperasi dengan baik tanpa mengalami kerusakan pada suatu kondisi tertentu dan waktu yang telah ditentukan. Berdasarkan defenisi reliability dibagi atas lima komponen pokok, yaitu:
Merupakan komponen pokok pertama, merupakan input numerik bagi pengkajian reliability suatu sistem yang juga merupakan indeks kuantitatif untuk menilai kelayakan suatu sistem. Menendakan reliability menyatakan kemungkinan yang bernilai 0-1.
2. Kemampuan yang diharapkan (Satisfactory Performance)
4
Blanchard, Benjamin S. 1995. Maintainability : A Key To Effective Serviceability and
Komponen ini memberikan indikasi yang spesifik bahwa kriteria dalam menentukan tingkat kepuasan harus digambarkan dengan jelas. Untuk setiap unit terdapat suatu standar untuk menentukan apa yang dimaksud dengan kemampuan yang diharapkan.
3. Tujuan yang diinginkan
Tujuan yang diinginkan, dimana kegunaan peralatan harus spesifik. Hal ini dikarenakan terdapat beberapa tingkatan dalam memproduksi suatu barang konsumen.
4. Waktu
Waktu merupakan bagian yang dihubungkan dengan tingkat penampilan sistem, sehingga dapat menentukan suatu jadwal dalam fungsi reliability. Waktu yang dipakai adalah MTBF (Mean Time Between Failure) dan MTTF (Mean Time to Failure) untuk menentukan waktu kritik dalam pengukuran reliability.
5. Kondisi Pengoperasian (Specified Operating Condition)
3.3.1. Manfaat Keandalan(Reliability)
Tujuan utama dari studi keandalan adalah untuk memberikan informasi sebagai basis untuk mengambil keputusan. Selain itu teori reliability dapat digunakan untuk memprediksi kapan suatu sparepart pada suatu mesin akan mengalami kerusakan, sehingga dapat menentukan kapan harus dilakukan perawatan, pergantian, dan penyediaan komponen.
3.3.2. Konsep Keandalan (Reliability)
Dalam teori reliability terdapat empat konsep yang dipakai dalam pengukuran tingkat keandalan suatu sistem atau produk, yaitu:
1. Fungsi Kepadatan Probabilitas
Pada fungsi ini menunjukkan bahwa kerusakan terjadi secara terus-menerus (continious) dan bersifat probabilistik dalam selang waktu (0,∞). Pengukuran kerusakan dilakukan dengan menggunakan data variabel seperti tinggi, jarak, jangka waktu. Untuk suatu variabel acak x kontinu didefenisikan berikut:
1. f
( )
x ≥0 2.∫
f( )
xdx∞
∞ −
=1
3. < < =
∫
ba dx x) ( b) X P(a
Fungsi ini menyatakan probabilitas kerusakan dalam percobaan acak, dimana variabel acak tidak lebih dari x:
F(X) = P(X≤x) =
∫
( )
xt f
0
3. Fungsi Keandalan
Bila variabel acak dinyatakan sebagai suatu waktu kegagalan atau umur komponen maka fungsi keandalan R(t) didefenisikan:
R(X) = P(T>t)
T : Waktu operasi dari awal sampai terjadi kerusakan (waktu kerusakan) dan f(x) menyatakan fungsi kepadatan probabilitas, maka f(x) dx adalah probabilitas dari suatu komponen akan mengalami kerusakan pada interval (ti + ∆t). F(t) dinyatakan sebagai probabilitas kegagalan komponen sampai waktu ke t, maka:
F(t)) = P(T<t) =
∫
( )
∞ −
0
t f
Maka fungsi keandalan adalah: R(t) =1-P(T<t)
=
∫
( )
xt f
0
dt = 1-F(t)
Fungsi keandalan/ R(t) untuk preventive maintenance dirumuskan sebagai berikut:
dimana n adalah jumlah pergantian pencegahan yang telah dilakukan sampai kurun waktu t, T adalah interval pergantian komponen, dan F(t) adalah Frekuensi Distribusi Kumulatif Komponen.
4. Fungsi Laju Kerusakan
Fungsi laju kerusakan didefenisikan sebagai limit dari laju kerusakan dengan panjang interval waktu mendekati nol, maka fungsi laju kerusakan adalah laju kerusakan sesaat. Rata-rata kerusakan yang terjadi dalam interval waktu t1-t2 dinyatakan.
∫
∫
∞ − = 1 2 1 ) ( ) ( ) ( 1 2 t t t dt t f t t dt t f λKerusakan rata-rata dinyatakan sebagai berikut:
∫
∫
∫
∞ − − = 1 2 2 2 1 ) ( ) ( ) ( ) ( 1 2 t t t t t dt t f t t dt t f dt t f ) ( ) ( ) ( ) ( 1 1 2 2 1 t R t t t R t R − − =Jika disubstitusi t1= t, dan t2
λ
= t + h maka akan diperoleh laju kerusakan rata-rata ( ) adalah:
) (
) ( )
(1 2
t hR t R t R − =
Berdasarkan persamaan diatas maka fungsi laju kerusakan. h(t) = ) ( ) ( ) ( lim
0 hR t
t t R t R h ∆ + − → − = ( ) ) ( 1 t R dt d t
R ; dt
t dR t
f( )=− ( )
3.3.3. Pola Distribusi Datadalam Keandalan (Reliability)
Pola distribusi data dalam Keandalan (Reliability) antara lain5 1. Pola Distribusi Weibull
:
Distribusi ini merupakan distribusi yang paling sering digunakan untuk menganalisis data kerusakan, karena distribusi weibull dapat memenuhi beberapa periode kerusakan yang terjadi, yaitu periode awal (early failure), periode normal, dan periode pengausan (wear out).
Periode tersebut tergantung dari nilai parameter bentuk fungsi distribusi
weibull. Distribusi weibull mempunyai laju kerusakan menurun untuk β < 1,
laju kerusakan konstan untuk β = 1, dan laju kerusakan naik untuk β > 1.
Distribusi ini biasa digunakan dalam menggambarkan karakteristik kerusakan dan keandalan pada komponen. Fungsi-fungsi dari distribusi Weibull:
a. Fungsi Kepadatan Probabilitas
− = − β β α α α
β t t
t
f( ) exp
1 0 , ; ≥ ≥γ α β t
b. Fungsi Distribusi Kumulatif
− − = β α t t
F( ) 1 exp c. Fungsi Keandalan
− = β α t t
R( ) exp ) ( 1 )
(t F t
R = −
d. Fungsi Laju Kerusakan
5
1 ) ( ) ( ) ( − = = β α α β t t R t f t h
e. MTTF (Mean Time To Failure)
MTTF adalah rata-rata waktu atau interval waktu kerusakan mesin atau komponen dalam distribusi kegagalan.
+ Γ = β α 1 1 MTTF
Γ = Fungsi gamma, Γ(n) = (n-1)!, dapat diperoleh melalui nilai fungsi gamma. Parameter β disebut dengan parameter bentuk atau kemiringan weibull (weibull slope), sedangkan parameter α disebut dengan parameter skala atau karakteristik hidup. Bentuk fungsi distribusi weibull bergantung
pada parameter bentuknya (β), yaitu:
β < 1 : Distribusi weibull akan menyerupai distribusi hyper-exponential
dengan laju kerusakan cenderung menurun.
β = 1 : Distribusi weibull akan menyerupai distribusi eksponensial dengan laju kerusakan cenderung konstan.
β > 1 : Distribusi weibull akan menyerupai distribusi normal dengan laju
kerusakan cenderung meningkat.
2. Pola Distribusi Normal
Distribusi normal (Gausian) mungkin merupakan distribusi probabilitas yang paling penting baik dalam teori maupun aplikasi statistik. Distribusi normal mempunyai laju kerusakan yang naik sejak bertambahnya umur alat, yang berarti probabilitas kerusakan alat atau komponen naik sesuai dengan bertambahnya umur komponen tersebut.
Fungsi-fungsi dari distribusi Normal: a. Fungsi Kepadatan Probabilitas
− − = 2 2 2 ) ( exp 2 1 ) ( σ µ π σ t t
f ; −∞t∞
b. Fungsi Distribusi Kumulatif
− Φ = σ µ t t
F( )
c. Fungsi Keandalan
= ) (t R − Φ − σ µ t 1
d. Fungsi Laju Kerusakan
) ( ) ( ) ( t R t f t h =
e. MTTF (Mean Time To Failure) MTTF = µ
Gambar 3.3. Kurva Distribusi Normal
3. Pola Distribusi Lognormal
Distribusi lognormal merupakan distribusi yang berguna untuk menggambarkan distribusi kerusakan untuk situasi yang bervariasi. Distribusi lognormal banyak digunakan di bidang teknik, khusunya sebagai model untuk berbagai jenis sifat material dan kelelahan material. Fungsi-fungsi dari distribusi lognormal:
a. Fungsi Kepadatan Probabilitas
( )
[
]
− −= 2 2
2 ln exp 2 1 ) ( σ µ π σ t t t
f ; −∞t∞
b. Fungsi Distribusi Kumulatif
− Φ = σ µ ) ln( )
(t t
F
c. Fungsi Keandalan
= ) (t R − Φ − σ µ ) ln( 1 t ) ( 1 )
(t F t
d. Fungsi Laju Kerusakan
) (
) ( ) (
t R
t f t
h =
e. MTTF (Mean Time To Failure)
+ =
2 exp
2
σ µ
MTTF
Kosep reliability distribusi Lognormal tergantung pada nilai μ (rata-rata) dan
[image:70.595.228.420.324.456.2]σ (standar deviasi).
Gambar 3.4. Kurva Distribusi Lognormal
4. Pola Distribusi Eksponensial
Distribusi eksponensial sering digunakan dalam berbagai bidang, terutama dalam teori keandalan. Hal ini disebabkan karena pada umumnya data kerusakan mempunyai perilaku yang dapat dicerminkan oleh distribusi
eksponensial. Distribusi eksponensial akan tergantung pada nilai λ, yaitu laju
kegagalan (konstan). Fungsi-fungsi dari distribusi Eksponensial: a. Fungsi Kepadatan Probabilitas
t e t
b. Fungsi Distribusi Kumulatif t
e t
F( )=1− −λ c. Fungsi Keandalan
t e t R( )= −λ
d. Fungsi Laju Kerusakan
λ
= ) (t h
e. MTTF (Mean Time To Failure)
λ
1 =
MTTF
Gambar 3.5. Kurva Distribusi Eksponensial
3.3.4. Bathtub Curve
Kurva bathtub menunjukkan tiga daerah yang memiliki laju kerusakan yang berbeda, yaitu6
1. Fase Kerusakan awal (Early Failure atau Burn-in) :
Laju kerusakan pada tahap ini terus menurun diawali dengan tingkat laju kerusakan yang cukup tinggi pada awal operasi yang kemudian terus
6
menurun. Fase ini sering juga disebut star-up failure dan sering juga diistilahkan dengan decreasing failure rate (DFR). Kerusakan yang terjadi pada fase ini dapat disebabkan oleh berbagai penyebab, seperti kesalahan proses manufaktur dapat diatasi dengan percobaan acceptance dan pengontrolan pada awal operasi.
2. Fase Umur Pakai yang Berguna (Random Failure atau Usefull Life)
Fase ini ditandai dengan laju kerusakan yang konstan atau constant failure rate (CFR). Kesalahan-kesalahan operasional merupakan penyebeb dari kerusakan pada fase ini, sehingga pelaksanaan operasi yang tepat dapat mengatasi kerusakan yang terjadi.
3. Fase Keausan (Wear Failure atau Wear-out)
Fase ini memiliki laju kerusakan yang terus meningkat atau increasing failure rate (IFR), yang disebabkan oleh berakhirnya umur pakai peralatan. Untuk mengurangi laju kerusakan harus dilakukan penggantian perawatan pencegahan.
Secara keseluruhan, perawatan pencegahan dapat mengurangi laju kerusakan yang terjadi. Namun demikian, untuk daerah 1 (burn-in) dan 2 (useful life) sebaiknya perawatan pencegahan yang dilakukan bukan berupa penggantian pencegahan karena tindakan ini tidak dapat mengurangi probabilitas kerusakan yang terjadi. Tindakan penggantian pencegahan yang dilakukan akan sia-sia. Penggantian pencegahan hanya dapat dilakukan untuk mengurangi laju kerusakan pada daerah 3 (wear out). Sedangkan kebijaksanaan perawatan yang lebih umum seperti overhaul, lubrication (pelumasan), dan pembersihan dapat ditetapkan untuk ketiga daerah tersebut.
Laju kerusakan pada massing-masing daerah tersebut dapat dihampiri oleh distribusi-distribusi tertentu, yaitu:
• Daerah 1 (burn-in) : distribusi weibull
• Daerah 2 (useful life) : distribusi eksponensial
• Daerah 3 (wear out) : distribusi weibull, normal, dan lognormal
3.3.5. Identifikasi Distribusi Awal
Identifikasi dilakukan dengan menggunakan metode linear regression dengan persamaan y = a + bx. Perhitungan dilakukan dengan langkah-langkah sebagai berikut:
1. Nilai tengah kerusakan (Median Rank)
4 . 0
3 . 0 )
(
+ − =
n i t F
2. Index Of Fit
(
)(
)
(
)
(
)
− − − − =∑
∑
∑
− − = n i n i n i n y y n x x y y x x n r 1 2 1 1 2 1 1 1 1 1Perhitungan identifikasi untuk masing-masing distribusi adalah: a. Distribusi Normal
- Xi = ti
- Yi = Zi= Ф-1(F(ti)), dimana Nilai Zi = Ф-1 b. Distribusi Lognormal
- Xi = ln ti
- Yi = Zi = Ф-1 (F(ti)) c. Distribusi Eksponensial
- Xi = ti
- Yi = ln(1/1-F(ti)) d. Distribusi Weibull
- Xi = ln ti
- Yi = ln ln(1/1-F(ti))
3.3.6. Estimasi Parameter
Estimasi parameter dilakukan dengan metode Maximum Likehood Estimator (MLE). Estimasi untuk masing-masing distribusi adalah:
a. Distribusi Normal
n ti x n i
∑
= = = 1 µ(
)
n ti n i∑
= − = 1 2 µ σb. Distribusi Eksponensial
Parameter adalah λ
λ = r/T
r = n = jumlah kerusakan T = total waktu kerusakan c. Distribusi Lognormal
Parameter adalah μ dan σ
n ti x n i
∑
= = = 1 ln µ(
)
n ti n i∑
= − = 1 2 ln µ σd. Distribusi Weibull
Parameter untuk distribusi weibull dapat ditulis dengan persamaan sebagai berikut, yaitu: β α − − = t t
F( ) 1 exp
Untuk menaksir parameter α dan β dapat dilakukan dengan regresi linear.
Parameter adalah β dan α.
α βln − = −
= y bx
3.4. Perhitungan Total Biaya Penggantian
Pola perawatan yang optimal perlu dicari supaya antara biaya perawatan dan biaya kerusakan bisa seimbang pada total cost yang paling minimal. Preventive cost merupakan biaya yang timbul karena adanya perawatan mesin yang memang sudah dijadwalkan. Sedangkan failure cost merupakan biaya yang timbul karena tejadi kerusakan di luar perkiraan yang menyebabkan mesin produksi terhenti pada waktu produksi sedang berjalan. Sehingga rumusnya adalah sebagai berikut:
[
( )] [
( )(1 )]
)) 1 ( . ( ) ( ) ( ) ( ) ( ) ( ) ( tp tp tp tp tp tp R Tf M R Tp tp R Cf R Cp C − + + + − + = Dimana:
C (tp) = Total biaya penggantian komponen per satuan waktu Cp = Biaya akibat preventive replacement
= [(biaya tenaga kerja/jam x waktu rata-rata perbaikan preventif) + harga komponen]
Cf = Biaya akibat failure replacement
= [(biaya tenaga kerja/jam + biaya kehilangan produksi) x waktu rata-rata perbaikan korektif + harga komponen]
R(tp) = Probabilitas komponen andal selama waktu tp
F(tp) = Probabilitas komponen gagal (tidak andal) selama waktu tp tp = Waktu preventif
M(tp) =
) ( 1 )
( R tp
BAB IV
METODOLOGI PENELITIAN
4.1. Lokasi dan Waktu Penelitian
Penelitian dilakukan di PT. Hadi Baru yang berlokasi di Jl. Binjai Km 16 Diski Desa Sumber Melati Kecamatan Sunggal Deli Serdang, Sumatera Utara. Penelitian dilakukan pada bulan September 2012.
4.2. Jenis Penelitian
Jenis penelitian ini adalah penelitian deskriptif, yaitu penelitian yang bertujuan untuk mencandra atau mendeskripsikan secara sistematik, faktual dan akurat tentang fakta-fakta dan sifat-sifat suatu objek (Sukaria : 2012). Penelitian ini memberikan gambaran tentang keadaan objek penelitian sekarang ini berdasarkan fakta yang terlihat di lantai produksi selama proses produksi berlangsung, sehingga dapat digunakan se