USULAN PERAWATAN PADA KOMPONEN KRITIS
MESIN SPM 1800 DENGAN PENDEKATAN LEAN
MAINTENANCE DI PT KHI PIPE INDUSTRIES
Adil Rifki Auli
1,
Lely Herlina,S.T.,M.T
2,
Putro Ferro Ferdinant,S.T.,M.T
3Jurusan Teknik Industri, Fakultas Teknik Untirta Jl. Jend.Sudirman Km.3 Cilegon, Banten 42435
[email protected], [email protected]@ft-untirta.ac.id3
ABSTRAK
PT KHI Pipe Industries merupakan perusahaan yang bergerak dalam bidang manufaktur pebuatan pipa baja. Mesin SPM 1800 merupakan mesin dengan downtime tertinggi selama 2015 dengan 8.295 menit. Sistem perawatan yang diterapkan adalah perawatan korektif. Untuk menerapkan sistem perawatan preventif, dilakukan penelitian dengan menggunakan metode Lean Maintenance dengan mencari nilai MTTF bagi setiap komponen dan menganalisa kegiatan perawatan dengan menggunakan maintenance value stream mapping (MVSM). Tujuan penelitian ini ialah untuk mengetahui komponen kritis pada mesin SPM 1800, menentukan pola distribusi yang sesuai untuk masing-masing komponen kritis mesin SPM 1800, menghitung kehandalan mesin SPM 1800
dengan metode RBD dan melakukan identifikasi untuk meminimasi waste saat dilakukan
kegiatan perawatan untuk meningkatkan efisiensi perawatan. Nilai Reliability mesin SPM
1800 adalah 0,8763% dengan MTTF komponen Outside Welding setiap 10 hari, Inside
Welding setiap 25 hari, Welding Joint setiap 25 hari, Power Pack setiap 25 hari, Flattening
setiap 10 hari dan Milling setiap 30 hari. Tindakan yang dilakukan untuk meminimasi
waste pada MVSM adalah dengan usulan pembuatan (SOP) bagi operator ketika terjadi
kerusakan pada komponen kritis. Setelah dilakukan implementasi nilai %Maintenance
Efficiency untuk komponen Outside Welding 72,2%, komponen Inside Welding 62,7%,
komponen Welding Joint 69,4%, komponen Power Pack 72,9%, komponen Flattening 69,4% dan komponen Milling 79,1%.
Kata kunci: Lean Maintenance, MVSM, RBD, SOP
ABSTRACT
PT KHI Pipe Industries is a manufacturing company engaged manufacturing of pipe steel. SPM 1800 had 8.295 minutes of downtime during year 2015. Maintenance system applied by the company is corrective maintenance system.to implements preventive maintenance system, conducted research with Lean Maintenance methods to calculate the value of MTTF for each component and analyze the maintenance activity with maintenance value stream mapping (MVSM). The purposes of this research was to determine the critical components on SPM 1800, to determine the appropriate distribution pattern, calculating the reliability of SPM 1800 with RBD method and identification to minimize waste while doing maintenance activity to increase maintenance efficiency. The value of reliability of SPM 1800 machine is 0,8763 with
MTTF of outside welding components every 10 days, inside welding every 25 days, welding joint every 25 days, power pack every 25 days, flattening every 10 days and milling every 30 days. Actions taken to minimize waste in MVSM is with the proposal of making SOP for operators when there is a failure on a critical component. After implementation, the value of %Maintenance Efficiency for outside welding component become 72,2%, inside welding component 62,7%, welding joint component 69,4%, power pack 72,9%, flattening 69,4% and milling component 79,1%
PENDAHULUAN
PT KHI Pipe Industries merupakan salah satu perusahaan yang menerapkan sistem perawatan korektif dimana perusahaan melakukan tindakan perawatan setelah terjadinya kerusakan pada komponen mesin. Perusahaan ini adalah bagian dari PT Krakatau Steel grup yang memproduksi pipa baja las spiral dan longitudinal dengan kegunaan sebagai pipa minyak, gas, pipa air dan pipa pancang. Mesin produksi pipa yang digunakan perusahaan ini adalah mesin SPM (Spiral Pipe
Machine) dan ERW (Electric Resistance Welding). SPM
mempunyai fungsi yaitu mengubah plat baja menjadi pipa dengan pengelasan spiral sedangkan ERW dengan pengelasan longitudinal. Kerja mesin tersebut akan mempengaruhi proses finishing.
Produksi dari tahun ke tahun mengalami naik dan
turun, hal ini diakibatkan oleh beberapa faktor
diantaranya adalah PT KHI Pipe Industries berproduksi
hanya berdasarkan pesanan. Selama tahun 2015
perusahaan ini telah menghasilkan 61.130 ton pipa baja terdiri dari pipa air, pipa gas, dan pipa pancang dari keseluruhan pesanan yang masuk.
Beberapa faktor yang menyebabkan menurunya output antara lain ialah menurunnya pemesanan terhadap pipa baja yang dikarenakan naiknya harga pasar, dan faktor kerusakan mesin (downtime). Menurut (Nakajima, 1998) salah satu faktor yang dapat mempengaruhi produktivitas dari sebuah mesin ialah besarnya
downtime.
PT KHI Pipe Industries memiliki 4 mesin yang beroperasi untuk memproduksi pipa yaitu SPM 1200, SPM 1800, SPM 2000 dan ERW. Mesin SPM 1800 memiliki downtime tertinggi dibandingkan tiga mesin lainnya yaitu selama 8.295 menit, SPM 1200 selama 7.095 menit, SPM 2000 selama 4.185 menit dan ERW selama 4.960 menit. Penelitian ini berfokus pada mesin SPM 1800 karena SPM 1800 memiliki downtime terbesar. Dengan menerapkan sistem perawatan preventif perusahaan akan mendapatkan keuntungan seperti sistem produksi akan lancar dan akan mencegah adanya pengeluaran biaya perawatan yang mungkin lebih tinggi setelah terjadi kerusakan total.
Menurut (Dhillon, 2006) perawatan preventif ialah sistem perawatan yang didasari oleh penjadwalan tanpa memperhatikan kondisi dari suatu peralatan. Perawatan preventif terdiri dari inspeksi terjadwal, pembersihan,
penyesuaian, kalibrasi, penggantian komponen,
perbaikan komponen, peralatan dan sistem. Penjadwalan untuk perawatan preventif yang sudah ditetapkan bertujuan untuk menurunkan tingkat kegagalan bagi komponen yang rentan. Dengan penentuan interval perawatan yang tepat, sistem perawatan ini dapat
mereduksi tingkat keparahan dan frekuensi kegagalan komponen.
Untuk menerapkan sistem perawatan preventif, dilakukan penelitian dengan menggunakan metode Lean
Maintenance. Dalam menyelesaikan masalah yang
terjadi, dilakukan penelitian dengan mencari nilai Mean
Time To Failure (MTTF) dan Maintenance Value Stream Mapping (MVSM). Perhitungan MTTF dilakukan untuk
mengetahui interval pergantian komponen dari mesin SPM 1800 dan mengetahui reliability dari komponen tersebut. Penggunaan metode reliability engineering
diharapkan dapat membantu perusahaan untuk
menghindari kerusakan mesin yang dapat terjadi tiba-tiba dan juga untuk menjaga reliabilitas mesin itu pada tingkat yang diinginkan. Menurut (Matondang, 2013) MVSM digunakan untuk menggambarkan keseluruhan aktivitas perawatan dengan lengkap dan sistematis. Perusahaan dapat menerapkan MVSM, karena MVSM dapat mevisualisasikan suatu sistem dengan merepresentasikan
aliran material dan informasi sehingga dapat
menghasilkan suatu gambaran umum sebuah proses yang mudah di pahami. MVSM juga dapat memudahkan pengambilan keputusan dalam mengeliminasi kegiatan-kegiatan yang tidak memberikan nilai tambah (non-value
added acivities).
Tujuan penelitian ini ialah untuk mengetahui komponen kritis pada mesin SPM 1800, menentukan pola distribusi yang sesuai untuk masing-masing komponen kritis mesin SPM 1800, menghitung kehandalan mesin SPM 1800 dan melakukan identifikasi untuk meminimasi waste saat dilakukan kegiatan perawatan untuk
meningkatkan efisiensi perawatan (%Maintenance
Efficiency).
METODE PENELITIAN
Penelitian ini dilakukan di Perusahaan yang bergerak dalam bidang manufaktur pembuatan pipa baja, dengan fokus objek penelitian pada komponen kritis mesin SPM 1800.
Mulai
Identifikasi Awal
Identifikasi awal dilakukan dengan melakukan studi literatur dan lapangan, menentukan rumusan masalah, tujuan penelitian, batasan masalah serta asumsi apabila diperlukan dalam penelitian.
3) Pengmpulan Data
Pengumpulan data dibagi menjadi dua, yaitu data primer dan data sekunder. Yang merupakan data yang diperoleh secara langsung dari sumber asli. Yang termasuk dalam data primer dalam penelitian ini adalah data hasil wawancara dengan supervisor divisi produksi mengenai masalah yang terdapat komponen kritis. Sedangkan data sekunder merupakan sumber data penelitian yang diperoleh peneliti secara tidak langsung. Data sekunder penelitian ini adalah data downtime mesin SPM 1800 yang didapatkan dari data perawatan KHI
2015 yang diberikan oleh divisi Maintenance PT KHI
Pipe Industries.
4) Pengolahan Data
a) Penentuan Komponen Kritis
Penentuan komponen kritis mesin SPM 1800 diihat dari besarnya downtime sepanjang tahun 2015 menggunakan metode diagram pareto dengan mengambil persentase 80% dari total
downtime pada mesin SPM 1800.
b) Menghitung Time To Failre (TTF)
Perhitungan TTF dilakukan sebagai acuan untuk menghitung waktu awal terjadinya kerusakan.
c) Menghitung Index of Fit
Index of Fit dibutuhkan sebagai penentuan
pola distribusi pada tiap komponen mesin SPM 1800 yang diperoleh dari downtime. Data untuk menghitung Index of Fit didapatkan dari hasil perhitungan TTF yang diurutkan dari yang terkecil hingga terbesar.
Rumus yang dipakai untuk menghitung Index
of Fit adalah
∑ (∑ ∑ )
{( ∑ ) (∑ ) }{{( ∑ ) {( ∑ ) } (1)
d) Menentukan Parameter Distribusi Terpilih
Setelah didapatkan nilai Index of Fit beserta
hasil distribusi untuk masing-masing
komponen, selanjutnya dilakukan uji
kesesuaian terhadap distribusi tersebut.
.
Distribusi Normal menggunakan parameter μ
dan σ, Distribusi Eksponensial menggunakan
parameter λ, dan Distribusi Weibull
menggunakan parameter β dan θ. Parameter distribusi dihitung dengan menggunakan rumus
β = (∑ )−(∑ . ∑ ) 2
(∑ ) −(∑ 2) (2)
α =∑ − (∑ ) (3)
θ = − (4)
e) Menghitung Mean Time To Failure (MTTF)
MTTF adalah waktu kejadian kerusakan, nilai ini digunakan untuk menghitung peluang peralatan tersebut akan mengalami kerusakan pada interval selanjutnya. MTTF dihitung dengan menggunakan rumus
= Г( ) (5)
Dengan nilai
= (1 +1) (6)
f) Menghitung Nilai Reliability
Nilai Reliability digunakan sebagai acuan peluang suatu mesin beroperasi secara optimal. Untuk menghitung Reliability menggunakan rumus
( )
=
( )) (7)Untuk mencari nilai reliability sistem digunakan metode Reliability Block Diagram
(RBD). RBD merupakan metode untuk
melakukan analisa terhadap Reliability suatu sistem. Untuk mencari nilai rangkaian seri dann paralel digunakan rumus
= ₁ × ₂ × … . .× (8)
= 1 − [(1 − ) × (1 − ) × … × (1 − )] (9)
g) Pembuatan Maintenance Value Stream
Mapping (MVSM)
MVSM digunakan untuk memetakan aliran proses serta informasi dalam aktivitas perawatan untuk sebuah peralatan. Output yang didapat adalah value added time,
non-value added time, serta %Maintenance Efficiency. = + + (10) = = = ℎ % Maintenance Efficiency = × 100% (11)
h) Pembuatan Failure Mode Effect and Analysis
(FMEA)
FMEA digunakan untuk mengidentifikasi bentuk kegagalan yang mungkin menyebabkan setiap kegagalan fungsi dan untuk memastikan pengaruh kegagalan berhubungan dengan setiap bentuk kegagalan. Analisa FMEA mengacu pada nilai RPN tertinggi
= × × (12)
5) Analisa Dan Pembahasan
Berdasarkan output yang diperoleh dilakukan analisa meliputi analisa dasil hasil penelitian, analisa pemilihan sistem, analisa distribusi pada masing-masing komponen, analisa kehandalan sistem eksisting, analisa kehandalan sistem usulan, analisa maintenance value
stream mapping (MVSM), analisa failure mode effect and analysis (FMEA), analisa usulan perbaikan, analisa
implementasi usulan perbaikan.
6) Kesimpulan Dan Saran
7) Selesai
HASIL dan PEMBAHASAN
A. Penentuan Komponen Kritis
Gambar 1. Diagram Pareto Komponen Kritis Mesin SPM 1800
80% dari total downtime yang terjadi pada mesin SPM 1800 terjadi pada 6 komponen saja yaitu Outside
Welding, Inside Welding, Welding Joint, PowerPack, Flattening, dan Milling dengan masing-masing downtime sebesar 3115 menit, 860 menit, 840 menit, 765 menit, 735 menit, dan 545 menit. 6 komponen tersebut akan menjadi dilakukan perhitungan untuk mengetahui interval kerusakan nya.
B. Pola Distribusi Terpilih
Setelah melakukan perhitungan Index of Fit pada masing-masing komponen maka didapatkan hasil
pengujian pola distribusi untuk masing-masing
komponen dapat dilihat pada Tabel 1. Pola distribusi terpilih adalah yang memiliki nilai Index of Fit terbesar.
Tabel 1. Pola distribusi terpilih untuk masing-masing komponen kritis
Komponen Distribusi
Outside Welding
Weibull
Inside Welding
Weibull
Welding Joint
Weibull
Power Pack
Weibull
Flattening
Weibull
Milling
Eksponensial
C. Menghitung MTTF Komponen Kritis
Setelah didapatkan pola distribusi untuk masing-masing komponen kritis maka langkah selanjutnya ialah menghitung MTTF masing-masing komponen kritis. Seperti yang ditunjukkan pada Tabel 2.
Tabel 2. MTTF komponen kritis mesin SPM 1800
No Komponen MTTF Kehandalan (Hari)
1
Outside Welding 14 0,31572
Inside Welding 65 0,34823
Welding Joint 39 0,46014
Power Pack 48 0,37905
Flattening 5 0,58886
Milling 218 0,3679D. Menghitung Reliability Mesin Dengan RBD
Kehandalan mesin dihitung dengan menggunakan metode RBD. Outside Welding 0,3157 Inside Welding 0,3482 Milling 0,3679 Flattening 0,5888 Welding Joint 0,4601 Power Pack 0,379 Komponen Mekanik Komponen Elektrik
Gambar 2. RBD eksisting mesin SPM 1800
RBD eksisting dihitung dengan menggunakan MTTF masing-masing komponen sebelum dilakukan penjadwalan ulang dan didapatkan nilai Reliability sebesar 0,1122 yang masing sangat jauh dari Japan
Institute Plan Maintenance (JIPM) sebesar ≥0,85.
Setelah dilakukan penjadwalan ulang maka didapatkan MTTF usulan serta nilai reliability usulan untuk masing-masing komponen kritis yang ditunjukkan pada Tabel 3.
Tabel 3. MTTF dan reliability usulan
No Komponen MTTF Kehandalan (Hari) 1 Outside Welding 10 0,4143 2 Inside Welding 25 0,5955 3 Welding Joint 25 0,6090 4 Power Pack 25 0,4744 5 Flattening 10 0,5001 6 Milling 30 0,8717
Dengan menggunakan nilai reliability hasil MTTF usulan maka didapatkan hasil RBD usulan
Outside Welding 0,4143 Inside Welding 0,5955 Milling 0,8717 Flattening 0,5001 Welding Joint 0,6090 Power Pack 0,4744 Komponen Mekanik Komponen Elektrik
Gambar 3. RBD usulan mesin SPM 1800
Dengan menggunakan nilai kehandalan yang baru maka nilai kehandalan dari mesin SPM 1800 juga berubah dan meningkat menjadi 0,8763. Hal ini menunjukkan bahwa hasil usulan penjadwalan dapat diterapkan karena sudah memnuhi kriteria JIPM yaitu
≥0,85.
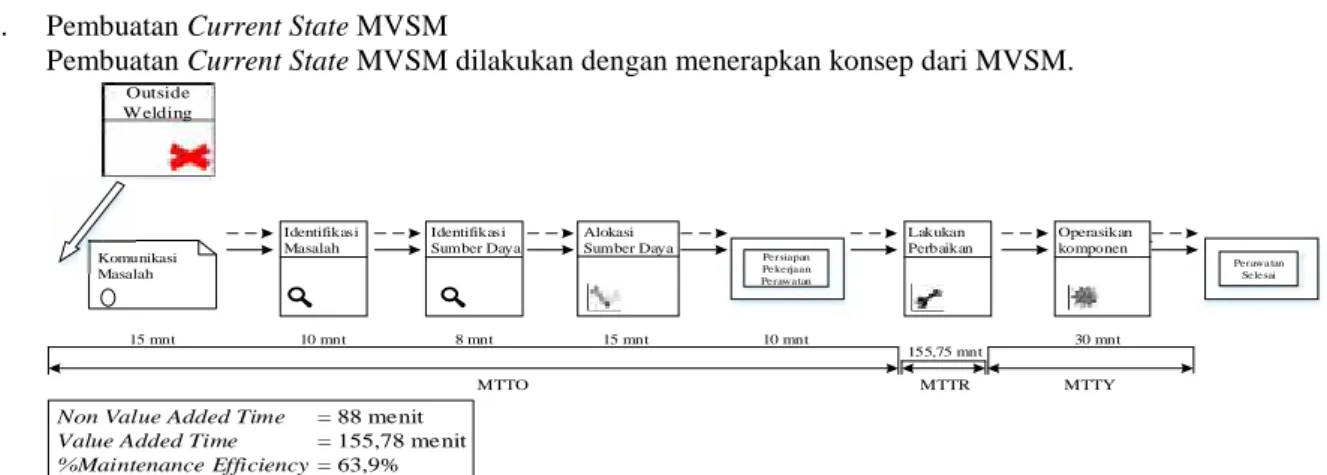
E. Pembuatan Current State MVSM
Pembuatan Current State MVSM dilakukan dengan menerapkan konsep dari MVSM.
Outside Welding Identifikasi Sumber Daya Perawatan Selesai Persiapan Pekerjaan Perawatan Operasikan komponen Lakukan Perbaikan Alokasi Sumber Daya Identifikasi Masalah 15 mnt 10 mnt 8 mnt 15 mnt 10 mnt 155,75 mnt 30 mnt MTTO MTTR MTTY Komunikasi Masalah
Non Value Added Time = 88 menit
Value Added Time = 155,78 menit
%Maintenance Efficiency = 63,9%
Berdasarkan Gambar 4. dapat dilihat bahwa
non-value added time (NVA) komponen outside welding
selama 88 menit dan value added time (VA) selama
155,78 menit menghasilkan efisiensi perawatan
(%Maintenance Efficiency) sebesar 63,9%.
Setelah didapatkan gambaran current state MVSM untuk masing-masing komponen, perlu dilakukannya perbaikan guna menurunkan NVS sehingga efisiensi perawatan menjadi meningkat. Berdasarkan hasil analisa dengan menggunakan metode FMEA dan hasil
brainstorming dengan pihak terkait didapatkan nilai
RPN tertinggi pada kegiatan uji komponen dengan nilai sebesar 294 dan pada kegiatan komunikasi masalah dengan nilai RPN sebesar 175 maka usulan perbaikan
yang diberikan ialah dengan membuat Standard
Operational Procedure (SOP) untuk petugas operator
yang dapat dilihat pada Gambar 5.
Mulai
Menghubungi petugas perawatan
Ada petugas?
Persiapkan alat
Apakah perlu matikan mesin? Perawatan saat mesin hidup Identifikasi kerusakan Persiapkan Sparepart Apakah sparepart ada? Memesan ke perusahaan lain Melakukan perbaikan Tidak Ada Tidak Perlu Identifikasi sparepart yang dibutuhkan Ada Melakukan trial setelah perbaikan Perbaikan berhasil? Melakukan pemantauan selama ± 30 menit Tidak Ya
Mesin kembali beroperasi
Selesai
Matikan Mesin
Persiapan Pekerjaan Perbaikan
Tidak
Pembuatan SOP bertujuan agar untuk meminimasi NVA sehingga dapat memberikan kemudahan dalam pelaksanaan aktivitas perawatan. SOP ini dibuat mengacu pada metode MVSM.
Berikut ini merupakan deskripsi dari Standard
Operational Procedure (SOP) Perawatan untuk Operator
SPM 1800. 1. Mulai
2. Menghubungi Petugas Perawatan
Operator yang bertugas harus segera
menghubungi petugas perawatan dengan
menekan tombol bel yang terhubung langsung ke ruangan petugas perawatan dan melaporkan kerusakan yang terjadi pada komponen mesin SPM 1800.
3. Persiapkan Alat
Petugas perawatan langsung mempersiapkan peralatan untuk melakukan perawatan.
4. Identifikasi Kerusakan
Identifikasi dilakukan secara menyeluruh langsung dari sumbernya agar tidak ada hal yang terlewat pada saat melakukan identifikasi. 5. Mematikan Mesin
dilakukan apabila kegiatan perawatan harus dilakukan dalam mesin keadaan mati
6. Identifikasi Sparepart Yang Dibutuhkan identifikasi sparepart dilakukan agar kegiatan perawatan berlangsung dengan tepat atau tidak salah sasaran.
7. Persiapan Pekerjaan Perawatan
Persiapan perawatan dilakukan dengan
menyiapkan peralatan serta sparepart yang dibutuhkan sebelum di lakukannya perawatan. 8. Melakukan Perawatan
petugas perawatan melakukan perawatan mesin. 9. Melakukan Trial Setelah Perawatan
Setelah proses perawatan selesai, maka dilakukan trial atau uji coba terhadap mesin yang telah selesai di perbaiki.
10. Melakukan Pemantauan Selama ±30 Menit Mesin yang telah selesai diperbaiki dan telah selesai melakukan trial harus dipantau terlebih dahulu agar tidak terjadi kerusakan kembali. Kegiatan pemantauan dilakukan oleh petugas perawatan yang dilakukan selama ±30 menit. 11. Mesin Kembali Beroperasi
Seteah dilakukan pemantauan selama ±30 menit, jika mesin tidak megalami kerusakan lanjutan maka meisn dapat kembali beroperasi. 12. Selesai
Kegiatan perawatan terhadap mesin yang mengalami kerusakan telah selesai diperbaiki ditandai dengan mesin yang dapat kembali beroperasi seperti sebelumnya.
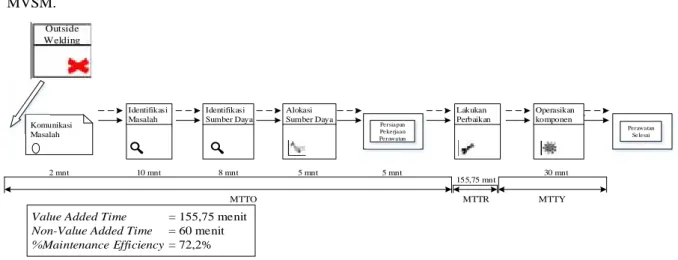
Setelah dilakukan implementasi SOP pada operator mesin SPM 1800 maka didapatkan hasil berupa future state MVSM. Outside Welding Identifikasi Sumber Daya Perawatan Selesai Persiapan Pekerjaan Perawatan Operasikan komponen Lakukan Perbaikan Alokasi Sumber Daya Identifikasi Masalah 2 mnt 10 mnt 8 mnt 5 mnt 5 mnt 155,75 mnt 30 mnt MTTO MTTR MTTY Komunikasi Masalah
Value Added Time = 155,75 menit
Non-Value Added Time = 60 menit
%Maintenance Efficiency = 72,2%
Gambar 6. Future State MVSM Outside Welding
Berdasarkan Gambar 6. dapat dilihat bahwa
non-value added time (NVA) komponen outside welding
menurun menjadi 60 menit dan efisiensi perawatan (%Maintenance Efficiency) meningkat mejadi 72,2%. Peningkatan efisiensi perawatan menandakan future
state map yang dibentuk lebih baik dibandingkan dengan current state map. Hal yang sama juga dilakukan pada
komponen mesin lain, dan hasilnya semua komponen
mengalami peningkatan efisiensi perawatan. Hasil
perbandingan antara current state dengan future state
dapat dilihat pada Tabel 4.
Tabel 4. Perbandingan current state dengan future state Kategori Outside Welding
Current Future
MTTO (menit) 58 30
MTTR (menit) 155,75 155,75
MTTY (menit) 30 30
MMLT (menit) 243,75 215,75
Non-Value Added Time (menit) 88 60
Value Added Time (menit) 155,75 155,75
%Manitenance Efficiency 63,9% 72,2%
KESIMPULAN
SPM 1800 sepanjang tahun 2015 memiliki
downtime selama 8295 dengan 6 komponen kritis yaitu Outside Welding, Inside Welding, Welding Joint, Power Pack, Flattening dan Milling. Hasil uji distribusi
menunjukkan bahwa komponen Outside Welding, Inside
Welding, Welding Joint dan Flattening berdistribusi
Weibull sedangkan komponen Milling berdistribusi Eksponensial. SPM 1800 memiliki nilai kehandalan sebesar 0,1122 namun setelah dilakukan penjadwalan ulang dengan metode trial and error pada MTTF maka nilai kehandalan naik menjadi 0,8763. Penentuan interval perawatan yang mengacu pada perhitungan MTTF didapatkan bahwa interval pergantian pada komponen Outside Welding selama 10 hari, komponen
Inside Welding selama 25 hari, komponen Welding Joint
selama 25 hari, komponen Power Pack selama 25 hari, komponen Flattening selama 10 hari dan komponen Milling selama 30 hari. Interval pergantian komponen
yang tidak terlalu lama membuat nilai reliability komponen tersebut menjadi tinggi sehingga nilai
reliability sistem pun juga tinggi. Perawatan yang rutin
membuat nilai kehandalan tetap stabil dan optimal. Besarnya usulan nilai kehandalan tergantung pada interval perawatan yang di lakukan. Sebelum dilakukan perbaikan, pada current state MVSM didapat nilai
non-value added time (NVA) komponen outside welding
selama 88 menit dan value added time (VA) selama
155,78 menit menghasilkan efisiensi perawatan
(%Maintenance Efficiency) sebesar 63,9%. Namun setelah dilakukan perbaikan non-value added time (NVA) komponen outside welding menurun menjadi 60
menit dan efisiensi perawatan (%Maintenance
Efficiency) meningkat mejadi 72,2%. Perbaikan yang
dilakukan ialah dengan membuat usulan SOP bagi operator pada mesin SPM 1800. Pembuatan usulan SOP mengacu pada metode MVSM dan berfokus untuk meminimasi kegiatan komunikasi masalah dan uji
komponen sehingga kegiatan produksi dapat
berlangsung dengan optimal dan idle mesin dapat dikurangi.
DAFTAR PUSTAKA
Dhillon, B. S. 2006. Maintainability, Maintenance, and
Reliability for Engineers. Florida: Taylor & Francis
Group.
Ebeling, Charles E. 1997. Reliability and Maintainability
Engineering. Singapore: McGraw Hill
El-Haik, Basem., Al-Aomar, Raid. 2006.
Simulation-Based Lean Six-Sigma And Design For Six-Sigma. New
Jersey: John Wiley & Sons, Inc. Canada
Gaspersz Vincent dan Fontana Avanti. 2011. Lean Six
Sigma for Manufacturing and Service Industries. Bogor:
Vichisto Publication
Ginting, S.M. 2007. Usulan Perbaikan Terhadap Manajemen Perawatan Dengan Menggunakan Metode
Total Productive Maintenance (Tpm) Di Pt. Alumunium
Extrusion Indonesia (Alexindo). Jurusan Teknik Industri Universitas Gunadarma.
http://asq.org/learn-about-quality/data-collection-analysis-tools/overview/asq-fmea-template.xls (diakses pada tanggal 13 April 2016)
Kannan, S., Li, Y., Naveed, A., and El-Akkad, Z. 2007.
Developing A Maintenance Value Stream Map, Knoxville: Department of Industrial and Information Engineering The University of Tennesse.
Lukodono, R. P, Praktiko, Soenoko, R. 2013. Analisis
Penerapan Metode RCM Dan MVSM Untuk
Meningkatkan Keandalan Pada Sistem Maintenance (Studi Kasus PG. X). Jurusan Teknik Mesin Fakultas Teknik Universitas Brawijaya. Malang.
Matondang, N., Oktalisa, P. dan Ishak, A. 2013.
Perancangan Sistem Perawatan Mesin Dengan
Pendekatan Reliability Engineering dan Maintenance Value Stream Mapping (MVSM) Pada PT XXX. e-Jurnal Teknik Industri FT USU, Vol. 3 No. 1, hlm:52-56. Sumatera Utara.
Novareza, O., et. al. 2015. Analisis Aktivitas Perawatan Mesin HDS Di Stasiun Gilingan Menggunakan Maintenance Value Stream Map (MVSM) (Studi Kasus PG. Kebon Agung Malang), Jurnal Rekayasa Dan Manajemen Sistem Industri Vol.3 No.2 Teknik Industri Universitas Brawijaya. Malang.