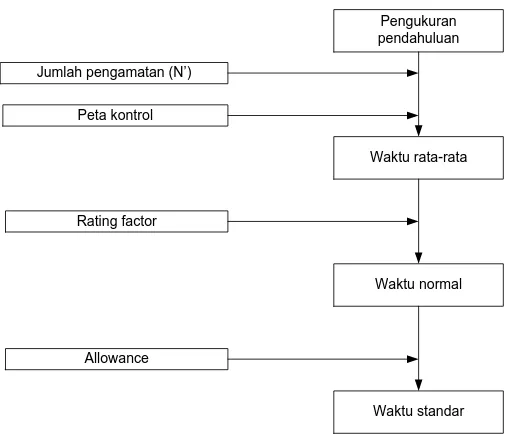
1.5.3 Penetapan Jumlah Pengamatan
Penetapan jumlah pengamatan yang dibutuhkan dalam aktivitas stop watch time study selama ini dikenal lewat formulasi-formulasi tertentu dengan mempertimbangkan tingkat kepercayaan (convidence level) dan derajat ketelitian (degree of accuracy/precision) yang diinginkan. Cara penetapan dengan prosedur formulasi tersebut membutuhkan analisis perhitungan kuantitatif yang memerlukan waktu penyelesaian lama. Untuk itu diuraikan satu prosedur yang diintroduksi dan dikembangkan pertama kali oleh The Maytag Company, yang lebih sederhana, cepat dan tidak terlalu banyak menggunakan analisa kuantitatif yang diaplikasikan.
Untuk membuat estimasi mengenai jumlah pengamatan yang seharusnya dilakukan, maka The Maytag Company telah mencoba memperkenalkan prosedur sebagai berikut :
1. Laksanakan pengamatan/pengukuran awal dari elemen kegiatan yang ingin diukur waktunya dengan ketentuan sebagai berikut :
a. 10 kali pengamatan untuk kegiatan yang berlangsung dalam siklus sekitar 2 menit atau kurang. b. 5 kali pengamatan untuk kegiatan yang berlangsung dalam siklus waktu yang lebih besar dari 2
menit.
2. Tentukan nilai range, yaitu perbedaan nilai terbesar (H) dan nilai terkecil (L) dari hasil pengamatan yang diperoleh.
3. Tentukan harga rata-rata (average) atau µ yang merupakan jumlah hasil waktu (data) pengamatan yang diperoleh dibagi dengan banyaknya pengamatan (N) yang telah dilaksanakan. Harga N di sini seperti yang telah ditetapkan sebelumnya berkisar antara 1 atau 10 kali pengamatan. Harga rata-rata tersebut secara kasar bisa didekati dengan cara menjumlahkan nilai data yang tertinggi dan data yang terendah dibagi dengan 2, atau (H + L)/2.
4. Tentukan nilai daripada range dibagi dengan harga rata-rata. Nilai tersebut bisa diformulasikan sebagai (R/µ).
6. Apabila harga (R/µ) tidak bisa dijumpai persis sama seperti yang tertera dalam tabel yang ada, maka dalam hal ini bisa diambil harga yang paling mendekati. Berdasarkan nilai yang diketemukan, kemudian dilaksanakan evaluasi dan tambahan pengamatan bilamana ternyata hasil yang diperoleh lebih besar dari pengamatan yang telah dilaksanakan.
Tabel 3.3 Jumlah Pengamatan yang Diperlukan (N) untuk 95% Convidence Level dan 5% Degree of
Accuracy (Precision) Jumlah pengamatan (buah) Jumlah pengamatan (buah) Jumlah pengamatan (buah) Indeks Pengukuran
(R/µ) 5 10
Indeks Pengukuran
(R/µ) 5 10
Indeks Pengukuran
(R/µ) 5 10
0,10 0,12 0,14 0,16 0,18 0,20 0,22 0,24 0,26 0,28 0,30 0,32 0,34 0,36 0,38 0,40 3 4 6 8 10 12 14 17 20 23 27 30 34 38 43 47 2 2 3 4 6 7 8 10 11 13 15 17 20 22 24 27 0,42 0,44 0,46 0,48 0,50 0,52 0,54 0,56 0,58 0,60 0,62 0,64 0,66 0,68 0,70 0,72 52 57 63 68 74 80 86 93 100 107 114 121 129 137 145 153 30 33 36 39 42 46 49 53 57 61 65 74 74 78 83 88 0,74 0,76 0,78 0,80 0,82 0,84 0,86 0,88 0,90 0,92 0,94 0,96 0,98 1,00 162 171 180 190 199 209 218 229 239 250 261 273 284 296 93 98 103 108 113 119 125 131 138 143 19 156 162 169
Sumber : The Maytag Company
Keterangan :
R : Range (Data terbesar-data terkecil) , µ : harga rata-rata (average), R/µ: Indeks Pengukuran
3.5.4 Uji Keseragaman Data
Untuk menguji keseragaman data digunakan metode statistik dengan langkah-langkah sebagai berikut : a. Hitung rata-rata dari harga rata-rata subgrup dengan :
gX X
Dimana g adalah jumlah subgroup yang terbentuk. b. Hitung nilai standard deviasi dengan
1
n X Xi PENJADWALAN MESIN DENGAN METODE CDS
(CAMPBELL, DUDEK & SMITH)DAN METODE PALMER
PADA BAGIAN CASTING SHOP DI PT. INDONESIA ASAHAN
ALUMINIUM (INALUM)
KARYA AKHIR
Diajukan Untuk Memenuhi Sebagian Dari
Syarat-Syarat Memperoleh Gelar Sarjana Sains Terapan
Oleh
RIZKY ARYETTA (025204032)
PROGRAM STUDI TEKNIK MANEJEMEN PABRIK
P R O G R A M D I P L O M A I V
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
ABSTRAK
PT. Indonesia Asahan Aluminium (INALUM) adalah perusahaan Penanaman Modal Asing (PMA) Jepang yang bekerja sama dengan pemerintah Indonesia dan bergerak didalam industri peleburan aluminium cair menjadi aluminium batangan (ingot), operasi tahap pertama PT. Indonesia Asahan Aluminium (INALUM) diresmikan tanggal 20 Januari 1982 dan tanggal 14 Oktober 1982 dilakukan ekspor perdana aluminium batangan (ingot). Kapasitas produksi tahap I (1982) sebesar 75.000 ton per tahun, kapasitas tahap II (1983) sebesar 150.000 ton per tahun dan pada tahap III (1984) sebesar 225.000 ton per tahun. Secara garis besar proses produksi PT. Indonesia Asahan Aluminium (INALUM) meliputi proses pembuatan anoda karbon dari kokas dan hard pitch di carbon plant, proses reduksi aluminium dari alumina di reduction plant, dan pencetakan aluminium batangan (Ingot) di casting shop.
Penelitian ini dilakukan hanya pada pabrik pencetakan (casting shop), karena bagian casting shop ini merupakan tempat pencetakan aluminium cair menjadi aluminium batangan. Latar belakang penelitian ini adalah agar perusahaan mampu menetapkan strategi yang tepat dalam usaha mempertahankan pasar dalam keadaaan ekonomi yang selalu berubah-ubah serta teknologi yang semakin meningkat. Serta masalah internal perusahaan pada bagian casting shop ini yaitu penjadwalan yang selalu tidak tepat waktu atau selalu mundur dari jadwal yang telah dibuat sebelumnya.
Penelitian ini menggunakan dua metode yaitu; pertama metode CDS (Campbell, Dudek & Smith) karena dapat memberikan lebih dari satu urutan pekerjaan dengan nilai makespan yang minimum. Kedua adalah metode Palmer, karena memiliki algoritma yang ringkas dalam penentuan urutan pekerjaan dengan nilai makespan yang minimum
Tujuan umum dari penelitian ini adalah melakukan penjadwalan dengan menggunakan metode CDS (Campbell, Dudek & Smith) dan metode Palmer pada bagian casting shop di PT. Indonesia Asahan Aluminium (INALUM). Sedangkan tujuan khusus dari penelitian ini adalah mendapatkan urutan pekerjaan (job) yang optimal dan mendapatkan metode penjadwalan operasi yang terbaik dengan cara menghitung waktu standard untuk setiap elemen kerja dan makespan yang paling minimum.
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan Yang Maha Esa yang telah melimpahkan rahmat dan karunia-Nya dengan memberikan kesehatan, kekuatan dan juga kesabaran kepada penulis, sehingga penulis dapat menyelesaikan Laporan Karya Akhir yang berjudul “Penjadwalan Mesin Dengan Metode CDS (Campbell, Dudek & Smith) dan Palmer Pada BagianCasting Shop di PT. Indonesia Asahan Aluminium (INALUM)”.
Penelitian ini dilaksanakan di PT. Indonesia Asahan Aluminium (INALUM), Kuala Tanjung, yang merupakan perusahaan yang bergerak dibidang peleburan aluminium cair menjadi aluminium batangan (ingot). Penelitian Karya Akhir ini bertujuan agar PT. Indonesia Asahan Aluminium (INALUM) yang memproduksi aluminium batangan diharapkan mampu menetapkan strategi yang tepat untuk tetap bertahan.
Semoga dengan dibuatnya Laporan Karya Akhir ini dapat memberikan manfaat bagi semua pihak yang memerlukan, akhir kata penulis mengucapakan terima kasih dan memohon maaf yang sebesarnya jika ada kesalahan maupun kekurangan dalam penulisan Laporan Karya Akhir ini. Semoga Laporan Kerja Karya Akhir ini bermanfaat bagi kita semua.
Medan, 08 September 2007
UCAPAN TERIMAKASIH
Pertama-tama puji dan syukur saya panjatkan kehadirat Allah, swt yang telah melimpahkan rahmat dan karunia-Nya dengan memberikan kesehatan, kekuatan dan juga kesabaran kepada saya, sehingga saya dapat menyelesaikan Laporan Karya Akhir yang berjudul “Penjadwalan Mesin Dengan Metode CDS (Campbell, Dudek & Smith) Pada BagianCasting Shop di PT. Indonesia Asahan Aluminium (INALUM)”.
Pada kesempatan ini penulis mengucapkan terimakasih yang sebesar-besarnya kepada semua pihak yang telah memberikan bantuan kepada penulis hingga selesainya Laporan Karya Akhir ini, terutama kepada :
1. Ibu Ir. Rosnani Ginting, MT, selaku dosen Pembimbing II dan Ketua Departemen Teknik Industri, atas segala bimbingan, nasihat dan arahan yang diberikan kepada saya selama penyusunan Laporan Karya Akhir ini.
2. Bapak Ir. A. Jabbar. M. Rambe, M Eng, selaku dosen Pembimbing I, atas bimbingan dan arahan yang diberikan kepada saya, sehingga saya dapat menyelesaikan Laporan Karya Akhir ini
UCAPAN TERIMAKASIH (LANJUTAN)
4. Adik saya yang tercinta, Cindy Amallia Aryetta, atas dukungan, semangat, waktu dan kesabaran dalam menghadapi saya selama penyusunan Laporan Karya Akhir ini.
5. Teman-teman di Teknik Manajemen Pabrik yang telah mendukung saya sehingga Laporan Karya Akhir ini dapat diselesaikan dengan baik. Kepada Ella terimakasih atas pertemanan, waktu, dukungan, semangat dan perhatian yang diberikan kepada saya selama penyusunan Laporan Karya Akhir. Kepada Septy terimakasih atas pertemanan selama di Tanjung Gading, waktu, dukungan dan bimbingan serta arahan dalam mengajari saya kesabaran, sehingga Laporan Karya Akhir ini dapat diselesaikan. Kepada Melda, Rio, Dina Rilanita, Nadia, Dina Is Anggraini, Novy, Vindie, Melva, dan juga teman-teman lain yang tidak dapat disebutkan namanya, terimakasih atas segala dukungannya.
6. Seluruh karyawan yang ada di Seksi Penuangan (Casting Section) dan seluruh Tim A, B, C, D, dan Day Shift sebagai pembimbing lapangan selama ini yang telah membimbing selama melakukan penelitian di PT INALUM terkhusus di Seksi Pencetakan.
7. Terima kasih kepada rekan-rekan OJT di PT INALUM terkhusus untuk di SCA, buat Ela, QQ, Heldi, Juanda, Saut, Franky, Rio serta teman-teman di Mess Dormitory F di Tanjung Gading yang telah mendukung dalam doa dan semangatnya.
DAFTAR ISI
BAB HALAMAN
ABSTRAK ... i
KATA PENGANTAR... ii
UCAPAN TERIMAKASIH ... iii
DAFTAR ISI... v
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvii
I. PENDAHULUAN
1.1. Latar Belakang Permasalahan ... I-1 1.2. Rumusan Permasalahan ... I-3 1.3. Tujuan Penelitian ... I-4 1.4. Pembatasan Masalah ... I-4 1.5. Asumsi-asumsi yang Digunakan... I-5
II. GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah PT. Indonesia Asahan Aluminium (INALUM) ... II-1 2.2. Ruang Lingkup Bidang Usaha
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.3. Lokasi Perusahaan PT. Indonesia Asahan Aluminium (INALUM) II-12 2.4. Struktur Organisasi Perusahaan ... II-13 2.4.1. Bentuk Organisasi ... II-17 2.5. Pembagian Tugas dan Tanggung Jawab ... II-18 2.6. Struktur Organisasi Seksi Pencetakan... II-24 2.7. Proses Produksi ... II-26
2.7.1. Bahan Baku dan Bahan Penolong Dalam Proses
Pencetakan (Casting) ... II-26 2.8. Uraian Proses Produksi ... II-28
2.8.1. Pencetakan Aluminium Cair Menjadi
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
III TINJAUAN PUSTAKA
3.1. Penentuan Waktu Standard ... III-1 3.2. Pengertian Penjadwalan ... III-13 3.3. Teori Penjadwalan... III-15 3.4. Beberapa Jenis Model Penjadwalan... III-17 3.5. Beberapa Defenisi Dalam Penjadwalan ... III-19 3.6. Kriteria Dalam Penjadwalan ... III-21 3.7. Jenis-Jenis Penjadwalan ... III-23 3.7.1. Penjadwalan n Pekerjaan Terhadap 1 mesin... III-23 3.7.2. Penjadwalan n Pekerjaan Terhadap m Mesin Seri... III-26 3.7.3. Penjadwalan n Pekerjaan Terhadap m Mesin Pararel ... III-29 3.8. Algoritma CDS (Campbell, Dudek& Smith) ... III-31 3.9. Metode Palmer (Model Heuristic Slope Index) ... III-37 3.10. Pemilihan alternatif Penjadwalan... III-39
IV. METODOLOGI PENELITIAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.5. Instrumen Penelitian ... IV-8 4.6. Pelaksanaan Penelitian ... IV-10 4.7. Pengumpulan Data ... IV-13 4.8. Pengolahan Data... IV-14 4.11. Analisa Data ... IV-17 4.12. Kesimpulan dan Saran... IV-17
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Data Waktu Proses yang Diamati ... V-1 5.1.1. Prosedur Pengamatan Pendahuluan ... V-2 5.1.2. Penetapan Jumlah Pengamatan ... V-3 5.2. Pengumpulan Data Waktu Proses Aluminium Batangan (Ingot) ... V-5
5.2.1. Pengumpulan Data Waktu Proses Aluminium
Batangan (Ingot) Dengan Grade S1-A... V-5 5.2.2. Pengumpulan Data Waktu Proses Aluminium
Batangan (Ingot) Dengan Grade S1-B ... V-7 5.2.3. Pengumpulan Data Waktu Proses Aluminium
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.3. Uji Keseragaman Data dan Uji Kecukupan Data... V-10 5.3.1. Uji Keseragaman Data dan Uji Kecukupan Data
Aluminium Batangan (Ingot) Dengan Grade S1-A ... V-10 5.3.2. Uji Keseragaman Data dan Uji Kecukupan Data
Aluminium Batangan (Ingot) Dengan Grade S1-B... V-17 5.3.3. Uji Keseragaman Data dan Uji Kecukupan Data
Aluminium Batangan (Ingot) Dengan Grade G1 ... V-23 5.4. Perhitungan Waktu Standard ... V-29
5.4.1. Perhitungan Waktu Standard untuk Aluminium
Batangan (Ingot) Dengan Grade S1-A ...V-29 5.4.2. Perhitungan Waktu Standard untuk Aluminium
Batangan (Ingot) Dengan Grade S1-B ... V-31 5.4.3. Perhitungan Waktu Standard untuk Aluminium
Batangan (Ingot) Dengan Grade G1 ... V-32 5.5. Penjadwalan dan Perhitungan Makespan... V-34
5.5.1. Penjadwalan dan Perhitungan Makespan Dengan Menggunakan Metode CDS (Campbell, Dudek & Smith) ... V-34
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
VI ANALISA DAN PEMBAHASAN HASIL
6.1. Analisa dan Pembahasan Hasil Penjadwalan Menggunakan
Metode CDS (Campbell, Dudek & Smith) ... VI-1 6.2. Analisa dan Pembahasan Hasil Penjadwalan Menggunakan
Metode Palmer ... VI-4
VII. KESIMPULAN DAN SARAN
DAFTAR TABEL
TABEL HALAMAN
3.1. Jumlah Pengamatan yang Diperlukan (N) untuk 95%
Convidence Level dan 5% Degree of Accuracy ... III-8 3.2. Hasil Urutan-Urutan Tugas Setelah Langkah a ... III-29 3.3. Urutan-Urutan Tugas Ilustrasi Algoritma Jhonson ... III-30 3.4. Contoh Waktu Proses Pada 5 Pekerjaan 3 Mesin ... III-33 3.5. Contoh Iterasi Untuk Waktu Proses Pada 5 Pekerjaan 3 Mesin ... III-33 3.6. Ilustrasi Hasil Perhitungan Idle Time Sisipan Untuk K=2 ... III-35 3.7. Ilustrasi Hasil Perhitungan Idle Time Sisipan Untuk K=2
Pada Mesin 3 ... III-36 3.8. Data Waktu Proses ... III-38 5.1. Jumlah Pengamatan yang Diperlukan (N) untuk 95%
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.10. Data Pengamatan Melting Furnance/Holding Furnance (G1) ... V-9 5.11. Data Pengamatan Casting Machine (G1)... V-9 5.12. Data Pengamatan Stacking Machine (G1) ... V-10 5.13. Data Pengamatan CS Tools (Combination Strapping Tools) (G1) ... V-10 5.14. Uji Keseragaman Data Melting Furnance/
Holding Furnance (S1-A) ... V-12 5.15. Uji Keseragaman Data Casting Machine (S1-A)... V-13 5.16. Uji Keseragaman Data Stacking Machine (S1-A) ... V-14 5.17. Uji Keseragaman Data CS Tools
(Combination Strapping Tools) (S1-A) ... V-15 5.18. Hasil Uji Kecukupan Data Aluminium Batangan (Ingot)
Grade S1-A ... V-16 5.19. Uji Keseragaman Data Melting Furnance/
Holding Furnance (S1-B) ... V-18 5.20. Uji Keseragaman Data Casting Machine (S1-B) ... V-19 5.21. Uji Keseragaman Data Stacking Machine (S1-B)... V-20 5.22. Uji Keseragaman Data CS Tools
(Combination Strapping Tools) (S1-B)... V-21 5.23. Hasil Uji Kecukupan Data Aluminium Batangan (Ingot)
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.24. Uji Keseragaman Data Melting Furnance/
Holding Furnance (G1) ... V-24 5.25. Uji Keseragaman Data Casting Machine (G1) ... V-25 5.26. Uji Keseragaman Data Stacking Machine (G1) ... V-26 5.27. Uji Keseragaman Data CS Tools
(Combination Strapping Tools) (G1) ... V-27 5.28. Hasil Uji Kecukupan Data Aluminium Batangan (Ingot)
Grade G1 ... V-28 5.29. Hasil Perhitungan Waktu Standard Aluminium Batangan (Ingot)
Grade S1-A ... V-31 5.30. Hasil Perhitungan Waktu Standard Aluminium Batangan (Ingot)
Grade S1-B... V-32 5.31. Hasil Perhitungan Waktu Standard Aluminium Batangan (Ingot)
Grade G1 ... V-33 5.32. Pengelompokkan Waktu Pengerjaan Setiap Work Center
Untuk Masing-Masing Grade Aluminium Batangan (Ingot)... V-34 5.33. Hasil Iterasi Untuk K =1 s/d K =3 ... V-36 5.34. Contoh Pengurutan Berdasarkan Job ... V-38 5.35. Hasil Perhitungan Idle Time Untuk I(i),2 ...V-39
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.37. Perhitungan Makespan Setiap Work Center untuk K(1) dan K (2)
Menggunakan Metode CDS (Campbell, Dudek & Smith) ... V-40 5.38. Perhitungan Makespan Setiap Work Center untuk K(3)
Menggunakan Metode CDS (Campbell, Dudek & Smith) ... V-40 5.39. Pengurutan Waktu Proses Berdasarkan Job... V-41 5.40. Perhitungan Nilai Slope Index (Sj) Untuk Setiap Waktu Proses... V-42
5.41. Pengurutan Job Berdasarkan Nilai Slope Index (Sj) ... V-42
5.42. Contoh Hasil Perhitungan Idle Time ... V-43 5.43. Contoh Hasil Perhitungan Makespan (tnew(i,m)) ... V-44
5.44. Perhitungan Idle Time dan Makespan Untuk Seluruh
Work Center Menggunakan Metode Palmer... V-44 6.1. Hasil Iterasi Penjadwalan Dengan Metode
CDS (Campbell, Dudek & Smith) ... VI-2 6.2. Perhitungan Makespan Menggunakan Metode
CDS (Campbell, Dudek & Smith) untuk (K1) dan (K2) ... VI-3 6.3. Perhitungan Makespan Menggunakan Metode
CDS (Campbell, Dudek & Smith) untuk (K3)... VI-3 6.4. Pengurutan Waktu Proses Berdasarkan Job... VI-5 6.5. Perhitungan Nilai Slope Index (Sj) Untuk Setiap Waktu Proses... VI-5
6.6. Pengurutan Job Berdasarkan Nilai Slope Index (Sj) ... VI-5
6.7. Perhitungan Makespan Untuk Seluruh Work Center
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Perhitungan Penetapan Jumlah Pengamatan Untuk
Setiap Elemen Kerja Grade S1-A ... L-I-1 2. Perhitungan Penetapan Jumlah Pengamatan Untuk
Setiap Elemen Kerja Grade S1-B ... L-I-6 3. Perhitungan Penetapan Jumlah Pengamatan Untuk
Setiap Elemen Kerja Grade G1... L-I-16 4. Uji Keseragaman Data Setiap Elemen Kerja
Melting Furnance/ Holding Furnance Grade S1-A ... L-II-1 5. Uji Keseragaman Data Setiap Elemen Kerja
Casting Machine Grade S1-A... L-II-8 6. Uji Keseragaman Data Setiap Elemen Kerja
Stacking Machine Grade S1-A ... L-II-13 7. Uji Keseragaman Data Setiap Elemen Kerja
CS Tools Grade S1-A ... L-II-18 8. Uji Keseragaman Data Setiap Elemen Kerja
Melting Furnance/ Holding Furnance Grade S1-B ... L-II-19 9. Uji Keseragaman Data Setiap Elemen Kerja
Casting Machine Grade S1-B... L-II-26 10. Uji Keseragaman Data Setiap Elemen Kerja
DAFTAR LAMPIRAN (LANJUTAN)
LAMPIRAN HALAMAN
11. Uji Keseragaman Data Setiap Elemen Kerja
CS Tools Grade S1-B... L-II-36 12. Uji Keseragaman Data Setiap Elemen Kerja
Melting Furnance/ Holding Furnance Grade G1... L-II-37 13. Uji Keseragaman Data Setiap Elemen Kerja
Casting Machine Grade G1 ... L-II-44 14. Uji Keseragaman Data Setiap Elemen Kerja
Stacking Machine Grade G1... L-II-49 15. Uji Keseragaman Data Setiap Elemen Kerja
CS Tools Grade G1 ... L-II-54 16. Perhitungan Rating Factor dan Allowance
Untuk Setiap Elemen Kerja... L-III-1 17. Tabel Performace Westing`s House System Of Rating
Dan Besarnya Kelonggaran Bedasarkan Faktor-Faktor
yang Berpengaruh ... L-IV-1 18. Gantt Chart Untuk Penjadwalan Dengan Metode
ABSTRAK
PT. Indonesia Asahan Aluminium (INALUM) adalah perusahaan Penanaman Modal Asing (PMA) Jepang yang bekerja sama dengan pemerintah Indonesia dan bergerak didalam industri peleburan aluminium cair menjadi aluminium batangan (ingot), operasi tahap pertama PT. Indonesia Asahan Aluminium (INALUM) diresmikan tanggal 20 Januari 1982 dan tanggal 14 Oktober 1982 dilakukan ekspor perdana aluminium batangan (ingot). Kapasitas produksi tahap I (1982) sebesar 75.000 ton per tahun, kapasitas tahap II (1983) sebesar 150.000 ton per tahun dan pada tahap III (1984) sebesar 225.000 ton per tahun. Secara garis besar proses produksi PT. Indonesia Asahan Aluminium (INALUM) meliputi proses pembuatan anoda karbon dari kokas dan hard pitch di carbon plant, proses reduksi aluminium dari alumina di reduction plant, dan pencetakan aluminium batangan (Ingot) di casting shop.
Penelitian ini dilakukan hanya pada pabrik pencetakan (casting shop), karena bagian casting shop ini merupakan tempat pencetakan aluminium cair menjadi aluminium batangan. Latar belakang penelitian ini adalah agar perusahaan mampu menetapkan strategi yang tepat dalam usaha mempertahankan pasar dalam keadaaan ekonomi yang selalu berubah-ubah serta teknologi yang semakin meningkat. Serta masalah internal perusahaan pada bagian casting shop ini yaitu penjadwalan yang selalu tidak tepat waktu atau selalu mundur dari jadwal yang telah dibuat sebelumnya.
Penelitian ini menggunakan dua metode yaitu; pertama metode CDS (Campbell, Dudek & Smith) karena dapat memberikan lebih dari satu urutan pekerjaan dengan nilai makespan yang minimum. Kedua adalah metode Palmer, karena memiliki algoritma yang ringkas dalam penentuan urutan pekerjaan dengan nilai makespan yang minimum
Tujuan umum dari penelitian ini adalah melakukan penjadwalan dengan menggunakan metode CDS (Campbell, Dudek & Smith) dan metode Palmer pada bagian casting shop di PT. Indonesia Asahan Aluminium (INALUM). Sedangkan tujuan khusus dari penelitian ini adalah mendapatkan urutan pekerjaan (job) yang optimal dan mendapatkan metode penjadwalan operasi yang terbaik dengan cara menghitung waktu standard untuk setiap elemen kerja dan makespan yang paling minimum.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Sebagai perusahaan yang berskala internasional PT. Indonesia Asahan Aluminium (INALUM) yang memproduksi aluminium batangan, harus mampu menerapkan strategi yang tepat agar perusahaan mampu mempertahankan pasar dalam kondisi ekonomi yang selalu berubah-ubah dan teknologi yang semakin meningkat.
Selain itu, faktor internal yang menjadi permasalahan PT. Indonesia Asahan Aluminium (INALUM), yang harus diatasi adalah penjadwalan proses produksi pada bagian casting shop. Bagian casting shop yang merupakan tempat
pencetakan aluminium cair menjadi aluminium batangan mempunyai Jadwal Operasi Harian (JOH), yang menunjukkan jadwal kegiatan operator setiap
harinya selama jam kerja, tetapi pada pelaksanaannya Jadwal Operasi Harian (JOH) selalu mundur dari jadwal, sehingga hal ini dapat menyebabkan perpanjangan waktu proses produksi dan penyelesaian proses produksi tidak sesuai dengan due date-nya.
konsumen melalui pengiriman barang yang tepat waktu sesuai dengan delivery date dan dapat menyelesaikan proses produksi dengan due date-nya.
Perencanaan kerja yang matang dapat dilakukan dengan membuat penjadwalan proses produksi yang baik. Perencanaan penjadwalan pada proses produksi atau penjadwalan operasi ini diperlukan agar nantinya total waktu produksi yang dibutuhkan secara keseluruhan adalah waktu terkecil yang dicapai.
Perencanaan penjadwalan yang baik berarti juga akan meminimisasi jumlah pekerjaan yang idle (mengganggur) antara satu stasiun kerja dengan stasiun kerja yang lain, disamping juga akan memperkecil jumlah work in process (barang dalam proses) pada lintasan produksi. Bila hal ini dapat dicapai maka pabrik akan mempunyai efisiensi produksi yang semakin tinggi, yang pada akhirnya juga akan memberikan biaya produksi semakin rendah.
PT. Indonesia Asahan Aluminium (INALUM), sebagai salah satu perusahaan yang memproduksi aluminium batangan, belum menerapkan metode penjadwalan mesin sebagai acuan untuk membuat perencanaan penjadwalan harian, untuk itu di dalam penelitian ini dicoba untuk menganalisa metode penjadwalan mesin sebagai pertimbangan pihak perusahaan.
Setiawan A.P, dengan judul, “Perbandingan Penggunaan Metode Penjadwalan Campbells, Dudek & Smith Konvensional Dengan Metode Penjadwalan Campbells Dudek & Smith yang Dikembangkan Serta Aplikasinya di PT. Lariza, Medan,” penelitian ini membandingkan penggunaan metode CDS (Campbell, Dudek & Smith) yang konvensional dengan metode CDS (Campbell, Dudek & Smith) yang dikembangkan, hasil dari penelitian ini adalah minimisasi makespan dan minimisasi work in process pada lintasan produksi PT. Lariza.
1.2. Rumusan Permasalahan
Pada penjadwalan flowshop N-job, M-mesin untuk problema minimisasi makespan, ada beberapa teknik penjadwalan yang dapat digunakan. Dalam hal ini penulis memilih membandingkan performasi metode CDS (Campbell, Dudek, Smith) dan metode Palmer dalam penerapannya pada proses pencetakan aluminium batangan (ingot) di PT. Indonesia Asahan Aluminium (INALUM). Kedua metode tersebut dipilih karena :
Metode CDS (Campbell, Dudek, Smith) dapat memberikan lebih dari satu urutan pekerjaan dengan nilai makespan yang minimum. Hal ini memungkinkan pihak perusahaan untuk memilih urutan pekerjaan yang lebih sesuai untuk diterapkan.
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini adalah melakukan penjadwalan mesin dengan menggunakan metode CDS (Campbell, Dudek & Smith) dan metode Palmer pada bagian casting shop PT. Indonesia Asahan Aluminium (INALUM). Tujuan khusus dari penelitian ini adalah ini adalah sebagai berikut : 1. Mendapatkan urutan pekerjaan (job) yang optimal.
2. Mendapatkan metode penjadwalan operasi yang terbaik dengan cara menghitung waktu standard untuk setiap elemen kerja dan menghitung nilai makespan dari setiap urutan penjadwalan yang diperoleh dari masing-masing metode.
1.4. Pembatasan Masalah
Untuk lebih memfokuskan pada sasaran yang akan dicapai maka perlu pembatasan-pembatasan masalah, yaitu :
1. Penelitian hanya dilakukan pada bagian pencetakan aluminium batangan (ingot).
2. Obyek-obyek penelitian adalah proses produksi yang dilakukan mesin-mesin pada lintasan produksi pencetakan aluminium cair menjadi aluminium batangan (ingot).
I-5
1.5. Asumsi-Asumsi yang Digunakan
Asumsi-asumsi yang digunakan dalam penyusunan laporan ini adalah sebagai berikut :
1. Pengadaan dan penyediaan bahan baku dan bahan penolong dianggap sanggup memenuhi kebutuhan produksi sehingga tidak mengganggu kecepatan lintasan produksi.
2. Setiap tenaga kerja pada stasiun kerja yang sama mempunyai kemampuan dan keahlian yang sama dalam melakukan proses pengerjaan produksi yang melewati stasiun kerja tersebut.
3. Pada proses produksi tidak terdapat pengerjaan ulang (rework).
4. Produk yang dihasilkan sejenis sehingga elemen-elemen kerja pada proses produksi tetap.
5. Mesin dan peralatan tidak mengalami penambahan atau pengurangan, sesuai dengan jumlah yang ada saat ini.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah PT. Indonesia Asahan Aluminium (INALUM)
Gagasan untuk mengolah tenaga kerja air sungai Asahan sebagai pembangkit listrik telah dimulai sejak tahun 1908. Pada tahun 1919 pemerintah Hindia Belanda mengadakan studi kelayakan proyek dan pada tahun 1939 perusahaan Belanda, MEWA, memulai pembangunan PLTA Sigura-gura namun dengan pecahnya Perang Dunia ke II proyek ini tidak dapat diteruskan.
Tahun 1962 pemerintah Indonesia dan Rusia (USSR) menandatangani perjanjian kerjasama untuk mengadakan studi kelayakan tentang pembangunan proyek Asahan, tetapi kondisi politik dan ekonomi tahun 1966 telah menyebabkan proyek ini gagal.
Tahun 1968, Nippon Koei, perusahaan konsultan Jepang menyerahkan laporan kelayakan interim proyek aluminium asahan, disusul dengan laporan mengenai Power Development Project. Pada tahun 1970, dilanjutkan dengan penandatanganan perjanjian antara Departemen Pekerjaan Umum dan Tenaga Listrik (PUTL) dengan Nippon Koei tentang perencanaan dan penelitian. Laporan akhir diserahkan tahun 1972 yang menyatakan bahwa PLTA Asahan layak dibangun dengan sebuah pabrik peleburan aluminium sebagai pemakai utama dari listrik yang dihasilkan.
penanaman modal asing. Tetapi hingga pelelangan ditutup pada tahun 1973, tidak satupun yang menyerahkan penawarannya karena proyek ini membutuhkan investasi yang sangat besar.
Pada tanggal 7 Juli 1975 di Tokyo, setelah melalui perundingan-perundingan yang panjang, pemerintah Republik Indonesia dan para penanam modal Jepang menandatangani Perjanjian Induk untuk membangun PLTA dan Pabrik Peleburan Aluminium Asahan. Dan bulan November 1975, dua belas perusahaan penanaman modal Jepang membentuk sebuah konsorsium di Tokyo dengan nama Nippon Asahan Aluminium Co. Ltd (NAA), 50 % saham perusahaan ini dimiliki lembaga keuangan pemerintah Jepang.
Pada tanggal 6 Januari 1976 didirikanlah PT. Indonesia Asahan Aluminium (INALUM) di Jakarta untuk melaksanakan pembangunan dan pengoperasian kedua instalasi tersebut.
Untuk menyelenggarakan pembinaan, perluasan dan pengawasan atas pelaksanaan pembangunan proyek, pemerintah RI mengeluarkan KEPPRES No. 5/1976 tentang Pembentukan Badan Pembina Proyek Asahan dan Otorita Pembangunan Proyek Asahan.
Tanggal 20 Januari 1982, Presiden Suharto yang datang bersama pejabat-pejabat tinggi pemerintah lainnya, meresmikan operasi tahap pertama pabrik peleburan aluminium PT. Indonesia Asahan Aluminium (INALUM), di Kuala Tanjung dan menyebut proyek ini sebagai “impian” yang menjadi kenyataan”.
satu pengekspor aluminium batangan di dunia. Untuk pemasaran dalam negeri, pemerintah RI pada tahun 1984 telah menunjuk PT. PP Berdikari sebagai salah satu distributor nasional.
2.2. Ruang Lingkup Bidang Usaha PT. Indonesia Asahan Aluminium (INALUM)
2.2.1. Pabrik Peleburan
PT. Indonesia Asahan Aluminium (INALUM) membangun pabrik peleburan aluminium beserta sarana dan prasarana pendukung produksinya di atas area seluas 200 ha di Kuala Tanjung, Kecamatan Sei Suka, Kabupaten Asahan yang berjarak lebih kurang 110 km dari Medan, Ibukota Propinsi Sumatera Utara.
Peleburan aluminium di Kuala Tanjung memproses alumina menjadi logam aluminium dengan memakai alumina, karbon sebagai bahan baku utamanya. Pada peleburan ini terdapat tiga bagian utama untuk proses produksi yaitu Bagian Tungku Reduksi, Bagian Karbon dan Bagian Pencetakan serta fasilitas penunjang lainnya.
Pabrik ini menggunakan proses Hall-Heroult, dimana aluminium diperoleh dengan cara elektrolisis alumina (Al2O3) dalam lelehan kriolit (Na3AlF6) pada
temperatur 960oC. Proses ini pertama kali ditemukan secara bersamaan oleh Charles Martin Hall (Amerika) dan Paul T. Heroult (Perancis) pada tahun 1880.
Proses elektrolisa ini secara sederhana dapat digambarkan sebagai berikut : alumina (Al2O3) akan terlarut dalam ion O2- dan Al3+ di dalam lelehan kriolit
membentuk gas CO2. Sedangkan ion Al3+ bergerak kearah katoda dan selanjutnya
mengendap membentuk aluminium cair. Secara keseluruhan reaksi diatas dapat ditulis sebagai berikut :
2Al2O3 + 3C 4Al + 3CO2
Untuk memproduksi aluminium diperlukan : 1. Alumina
Alumina diperoleh dari bauksit melalui proses Bayer melalui beberapa tahapan seperti di bawah ini :
a. Bauksit digiling sampai ukuran tertentu lalu dilarutkan dengan NaOH (soda api) dengan konsentrasi temperatur tertentu.
b. Pemisahan pengotor yang mengendap dengan penyaringan lalu pengendapan Al2O3 dengan penambahan seed (bubuk halus Al2O3)
c. Endapan alumina dikalsinasi untuk menguapkan airnya.
Pabrik peleburan PT. Indonesia Asahan Aluminium (INALUM) memakai bahan baku alumina yang berasal dari Australia dan India. Alumina diangkut dari pelabuhan ke pabrik dengan menggunakan belt conveyor sepanjang 2,5 km yang terdiri dari 1.600 roller.
2. Kriolit
3. Anoda
Anoda adalah elektroda bermuatan positif. Jenis anoda yang dipakai adalah anoda prebaked. Bahan baku yang digunakan untuk pembuatan blok anoda adalah kokas, hard pitch, dan butt (puntung anoda).
4. Katoda
Katoda adalah elektroda bermuatan negatif. Ditinjau dari bahan baku dan proses pembuatannya katoda dibagi dalam 4 jenis, yaitu :
a. Blok katoda amorphus, bahan bakunya antrasit dipanggang pada suhu
1200oC.
b. Blok katoda semi graphitic, bahan bakunya grafit dipanggang pada suhu 1200oC.
c. Blok katoda semi graphitized, bahan baku grafit yang mengalami proses treatment sampai suhu 2300oC.
Gambar 2.1. Bagan Proses Peleburan Aluminium PT. INALUM
1) Pabrik Karbon
Pabrik anoda karbon dibagi atas tiga bagian, yaitu bagian pembuatan blok anoda mentah (green plant), bagian pemanggangan (baking plant), dan bagian penangkaian (rodding plant). Di bagian karbon mentah, kokas dan pitch diaduk untuk dibentuk menjadi blok anoda lalu dipanggang sampai temperatur 1.250oC di bagian pemanggangan. Setelah proses pemanggangan, anoda tersebut dibawa ke bagian penangkaian, dengan besi tuang tangkai anoda dilekatkan pada blok anoda. Blok anoda berfungsi sebagai elektroda pada tungku reduksi. Blok-blok karbon anoda yang akan digunakan pada tungku-tungku reduksi diproduksi di pabrik ini. Bahan baku pembuatan blok anoda digolongkan menjadi dua bagian.
a. Filler, berfungsi sebagai bahan pengisi blok, biasanya digunakan coke dan butt.
Pabrik karbon terdiri dari 3 bagian, yaitu : 1. Pabrik Karbon Mentah (Green Plant) 2. Pabrik Pemanggangan (Baking Plant)
Di pabrik ini terdapat 106 tungku pemanggangan (dalam gedung A dan B) dengan kapasitas 90 blok/tungku. Proses pemangangan terdiri dari :
a. Pengisian (Charging) b. Pemanasan Awal c. Pengapian (firing) d. Pendinginan (Cooling) e. Pembongkaran
3. Pabrik Penangkaian (Rodding Plant)
Tumpukan blok anoda pada PT. Indonesia Asahan Aluminium (INALUM) dapat dilihat pada Gambar 2.2. berikut :
Gambar 2.2. Tumpukan Blok Anoda Mentah PT. INALUM
2) Pabrik Reduksi
pada ketiga gedung reduksi ini berjumlah 510 buah. Tungku reduksi tipe anoda panggang 175 KA, kini telah dikembangkan menjadi 185 KA dan 195 KA saat ini sedang dikembangkan ke nilai arus yang lebih tinggi, beroperasi pada suhu 960oC. Setiap tungku reduksi atau pot dapat menghasilkan ± 1,3 ton per hari.
Pot reduksi yang dikenal saat ini ada 2 jenis, yaitu : a. Prebaked Anode Furnance (PAF)
b. Solderberg Anoda Furnance (SAF)
Operasi pot reduksi dibagi atas 5 tahap, yaitu : 1. Baking (Pre Heating)
Baking adalah pemanasan permukaan blok katoda, anoda dan dinding samping pot secara bertahap untuk menghindari kejutan termal (thermal shock). Sebelum baking dilakukan, kokas dasar diletakkan diantara anoda dan katoda. Kokas dasar ini berfungsi sebagai penghantar listrik dari anoda ke katoda. Untuk menghindari oksidasi udara, dinding samping pot dan anoda dilindungi kokas isolasi.
2. Start up
3. Transisi
Masa transisi adalah masa peralihan dari start up menuju operasi normal yang berlangsung selama 60 hari dan sangat mempengaruhi kestabilan pot.
4. Operasi Normal
Pada saat operasi normal, kondisi pot diharapkan sudah stabil. Hal-hal yang biasa dilakukan yaitu :
a. Penggantian anoda dan penarikan bushbar anoda b. Pengambilan metal cair (Tapping)
c. Pemasukan material
d. Pemecahan kerak dan pemasukan alumina e. Pengontrolan volatase dan penanggulangan noise f. Penghentian Anode Effect (AE)
g. Pengukuran parameter
Pengukuran – pengukuran parameter terdiri dari : (1) Pengukuran tinggi bath dan tinggi metal.
(2) Pengukuran kesamaan bath dan CaF2
(3) Pengukuran kemurnian metal
(4) Pengukuran tegangan pot, tinggi lumpur dan jumlah metal (5) Pengukuran temperatur bath.
h. Mematikan Pot (Cut Out)
(1) Fe atau Si metal cair naik dan tidak bisa diturunkan kembali. Bila blok katoda retak atau berlubang, baja kolektor bar dibawah blok katoda dapat tererosi dan larut dalam metal cair sehingga kadar Si dalam metal cair dapat bertambah.
(2) Operasi pot yang sulit, bila noise voltase sulit dikendalikan suhu dan volatse pot sering naik dan sulit diturunkan, AE (Anode Effect) yang timbul sulit dihentikan. Operasi manual banyak dilakukan sehingga memberatkan operator.
Gambar tungku reduksi pada dapat dilihat pada Gambar 2.3. berikut :
Gambar 2.3. Tungku Reduksi 3) Pabrik Penuangan
Aluminium cair yang dihasilkan dari tungku reduksi disedot oleh ladle yang berkapasitas 7,5 ton dengan sistem penyedotan vakum menggunakan kompresor. Ladle lalu diletakkan pada Metal Transport Car kemudian dibawa ke pabrik penuangan untuk dimasukkan ke holding furnance, setelah itu dimasukkan fluks dan diaduk. Kemudian didiamkan agar bahan aditif yang ditambahkan bereaksi dengan pengotor (dross) dapat dipisahkan dengan aluminium cair. Pengotor ini lalu dikeluarkan (skimming off) dan ditampung untuk diolah kembali karena masih mengandung metal yang kadarnya masih besar. Molten yang sudah di skimming off dicetak untuk dibuat ingot dengan berat 50 lb (22,7 kg). Cetakan terletak diatas conveyor mesin pencetak ingot yang dilengkapi dengan pendingin tidak langsung.
Ingot yang sudah dicetak diberi nomor produksi (lot) dengan mesin pencetak nomor otomatis, dan ditumpuk menjadi 9 tumpukan (44 batang) lalu
didinginkan di halaman pendingin ingot (ingot cooling yard), dengan waktu
24 jam, setelah dingin ingot tersebut diikat dengan pengikat. Ikatan terdiri dari 3
bagian, 2 sisi depan dan 1 sisi samping, lalu di bawa ke lapangan terbuka tempat penyimpanan ingot dengan forklift dan selanjutnya dikapalkan.
Pada saat casting (pencetakan) dilakukan 3 kali pengambilan sampel (produk metal), yaitu :
Setelah produk 3 ton.
Setelah produk 15 ton
Gambar Servo Arm pada pabrik pencetakan dapat dilihat pada Gambar 2.4 di bawah ini.
Gambar 2.4. Servo Arm di Pabrik Pencetakan
2.3. Lokasi Perusahaan PT. Indonesia Asahan Aluminium (INALUM)
PT. Indonesia Asahan Aluminium (INALUM) pada dasarnya terdiri atas PLTA Sungai Asahan di Paritohan Kecamatan Pintu Pohan Meranti, Kabupaten Toba Samosir dan pabrik peleburan aluminium di Kuala Tanjung, Kecamatan Sei Suka, Kabupaten Asahan. Untuk memperlancar bisnis perusahaan didirikanlah: 1. Kantor Pusat Inalum (Inalum Head Office), yang bertempat di Gedung
Sumitmas I Lt. 15, Jl. Jendral Sudirman No. 61-62, Jakarta.
2. Kantor Pembantu (Inalum Medan Office), yang bertempat di Jl. R.A. Kartini No. 21, Medan, Sumatera Utara.
3. Kantor pabrik peleburan aluminium, yang bertempat di Kuala Tanjung, Kecamatan Sei Suka, Kabupaten Asahan, Sumatera Utara.
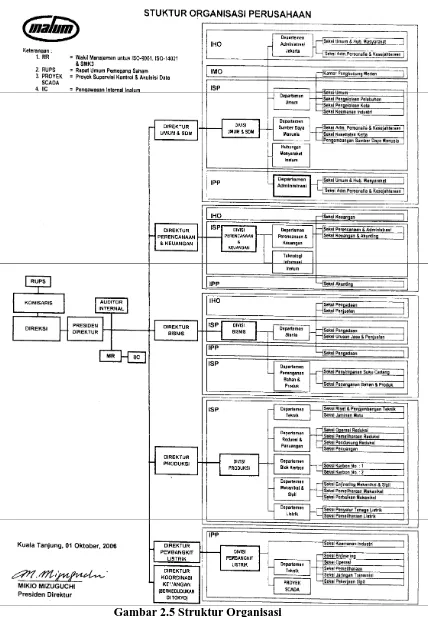
2.4. Struktur Organisasi Perusahaan
Organisasi adalah sekumpulan orang-orang yang mempunyai tujuan tertentu dan diantara mereka dilakukan pembagian tugas untuk mencapai suatu tujuan tersebut. Sedangkan manajemen diartikan sama dengan administrasi atau alat organisasi untuk mencapai tujuan. Untuk tujuan tersebut maka administrator atau manajer harus berupaya menggerakkan kelompok orang-orang yang dibawahnya seefektif mungkin. Ukuran (indikator) keberhasilan dari manajer atau administrator adalah tinggi rendahnya produktivitas kelompok dibawahnya. Struktur organisasi merupakan gambaran skematis tentang hubungan atau kerjasama dari orang-orang yang menggerakkan organisasi sebagai tujuan.
Dalam organisasi setiap tugas dan kegiatan dapat didistribusikan dan dilakukan oleh setiap kelompok secara efisien dan efektif sehingga tujuan yang ditetapkan dapat tercapai. Organisasi dan manajemen yang baik akan memberikan pendelegasian wewenang dan tanggung jawab yang seimbang. Dalam organisasi dihindari kepincangan pembagian beban kerja (tugas) dari setiap orang dan sekumpulan orang. Hal ini akan memberikan manfaat yang positif terhadap keberhasilan perusahaan, karena untuk melaksanakan tugas setiap pekerja harus bertanggung jawab, sehingga organisasi dapat bekerja secara efisien, skematis dan terkoordinir.
pekerjaan, sehingga setiap orang yang menduduki struktur mengetahui kepada siapa harus bertanggung jawab dan siapa yang harus dikoordinir.
Struktur organisasi yang baik adalah struktur organisasi yang fleksibel dalam arti hidup, berkembang dan bergerak sesuai dengan kondisi yang dihadapi oleh perusahaan.
Struktur organisasi PT. Indonesia Asahan Aluminium (INALUM) merupakan struktur organisasi hybrid (campuran), yaitu struktur organisasi yang merupakan perpaduan antara struktur organisasi fungsional dan staff.
Struktur organisasi fungsional pada PT. Indonesia Asahan Aluminium (INALUM) dapat dilihat dari pembagian unit-unit organisasi pada masing-masing departemen berdasarkan spesialisasi tugas, dan masing-masing departemen memiliki seksi-seksi terkait yang membawahi beberapa orang manajer dan supervisor dengan spesialisasi tugas, untuk mengoperasikan kegiatan dalam departemen tersebut. Selain itu struktur organisasi PT. Indonesia Asahan Aluminium (INALUM) sudah memiliki sistem teknologi informasi on-line, sehingga masing-masing departemen dapat mengetahui laporan kegiatan atau kebijakan yang berlaku pada departemen lain, dan dapat membuat laporan kegiatan dan kebijakan untuk departemennya sendiri berdasarkan informasi dari departemen yang terkait.
2.4.1. Bentuk Organisasi
Perusahaan Indonesia Asahan Aluminium (INALUM) ini berbentuk Perseroan Terbatas.
a. Nama, Tempat, Kedudukan dan Tanggal Berdirinya Perseroan
Perseroan Terbatas ini bernama PT. Indonesia Asahan Aluminium (INALUM), berkedudukan dan berkantor pusat di Jakarta serta didirikan tanggal 6 Januari 1976.
b. Jangka Waktu dan Berdirinya Perseroan
Perseroan ini memperoleh status badan hukum sejak tanggal 10 Januari 1976 dan didirikan untuk jangka waktu 75 tahun sejak tanggal tersebut.
c. Maksud dan Tujuan Serta Kegiatan Usaha
1) Maksud dan tujuan perseroan ialah berusaha dalam bidang industri aluminium dan tenaga listrik.
2) Untuk mencapai maksud dan tujuan tersebut di atas perseroan dapat melaksanakan kegiatan usaha :
(1) Membangun dan mengusahakan pabrik peleburan aluminium di Kuala Tanjung untuk menghasilkan, membuat dan mengelola aluminium, produk karbon dan produk lain yang sehubungan dengan itu dan untuk memasarkan segala produk dimaksud di dalam negeri serta mengekspornya.
pabrik peleburan aluminium dan prasarana lainnya yang akan dibangun oleh perseroan.
d. Pemegang Saham
Pemegang saham perseroan adalah Pemerintah Republik Indonesia (Menteri Keuangan Republik Indonesia) dan Nippon Asahan Alumnium Ltd Coorporation (NAA). NAA dibentuk oleh 12 perusahaan penanaman modal Jepang (Sumitomo Chemical Company, Ltd; Sumitomo Shoji Kaisha, Ltd; Nippon
Light Metal Company, Ltd; Itoh & Co Ltd, Nishho-Iwai Co Ltd, Nichimen Co Ltd, Showa Denko K.K, Marubeni Aluminium Company, Mitsubishi
Chemical Industries, Ltd, Mitsubishi Coorporation, Mitsui Aluminium Company, Ltd, Mitsui & Co Ltd). Saham NAA terdiri dari 50 % milik ke 12 perusahaan penanaman modal tersebut diatas dan 50 % milik lembaga keuangan pemerintah Jepang (Overseas Economic Coorperation Fund).
2.5. Pembagian Tugas dan Tanggung Jawab a. Rapat Umum Pemegang Saham (RUPS)
1) RUPS adalah organisasi perseroan yang memegang kekuasaan tertinggi. RUPS terdiri dari :
(1) Rapat tahunan yang diadakan selambat-lambatnya pada akhir bulan September setiap tahun kalender.
(3) Hak dan wewenang RUPS antara lain : Mengangkat dan memberhentikan komisaris dan direksi.
b. Komisaris 1) Keanggotaan
(1) Komisaris terdiri dari sekurang-kurangnya 2 (dua) orang anggota, salah seorang diantaranya bertindak sebagai presiden komisaris.
(2) Para anggota komisaris dan presiden komisaris diangkat oleh RUPS dari calon-calon yang diusulkan oleh para pemegang saham pihak asing dan pemegang saham pihak Indonesia sebanding dengan jumlah saham yang dimiliki oleh masing-masing pihak dengan ketentuan sekurang-kurangnya 1 (satu) orang anggota komisaris harus dari calon yang diusulkan oleh pemegang saham pihak Indonesia.
(3) Anggota komisaris dipilih untuk suatu jangka waktu yang berakhir pada penutupan Rapat Umum Pemegang Saham Tahunan yang kedua setelah mereka terpilih dengan tidak mengurangi hak Rapat Umum Pemegang Saham untuk memberhentikan para anggota komisaris sewaktu-waktu dan mereka dapat dipilih kembali oleh Rapat Umum Pemegang Saham.
2) Tugas dan Wewenang Komisaris
(1) Komisaris bertugas mengawasi kebijaksanaan direksi dalam menjalankan perseroan serta memberi nasihat kepada direksi.
(3) Komisaris setiap waktu berhak memberhentikan untuk sementara waktu seorang atau lebih anggota direksi berdasarkan keputusan yang disetujui oleh lebih dari ½ (satu per dua) jumlah anggota komisaris jika mereka bertindak bertentangan dengan anggaran dasar atau undang-undang dan peraturan yang berlaku.
c. Direksi 1) Keanggotaan
(1) Direksi terdiri dari sekurang-kurangnya 6 (enam) orang anggota, diantaranya seorang sebagai presiden direktur.
(2) Para anggota direksi diangkat dan diberhentikan oleh Rapat Umum Pemegang Saham.
(3) Para anggota direksi diangkat dari calon-calon yang diusulkan oleh para pemegang saham pihak Indonesia sebanding dengan jumlah saham yang dimiliki oleh masing-masing pihak dengan ketentuan sekurang-kurangnya 1 (satu) orang anggota direksi harus dari calon yang diusulkan oleh pemegang saham pihak Indonesia.
(4) Tidak kurang dari 2 (dua) anggota direksi termasuk seorang anggota yang dicalonkan oleh pemegang saham Indonesia harus berkebangsaan Indonesia.
2) Masa Jabatan
untuk memberhentikan para anggota direksi sewaktu-waktu dan mereka dapat dipilih kembali oleh Rapat Umum Pemegang Saham.
(2) Dalam hal ini terdapat penambahan anggota direksi, maka masa jabatan anggota direksi tersebut akan berakhir bersamaan dengan berakhirnya masa jabatan anggota direksi lainnya yang telah ada, kecuali Rapat Umum Pemegang Saham menetapkan lain.
3) Tugas dan Wewenang
(1) Direksi bertanggung jawab penuh dalam melaksanakan tugasnya untuk kepentingan perseroan dalam mencapai maksud dan tujuannya.
(2) Pembagian tugas dan wewenang setiap anggota direksi ditetapkan oleh Rapat Umum Pemegang Saham dan wewenang tersebut oleh Rapat Umum Pemegang Saham dapat dilimpahkan kepada komisaris.
(3) Direksi untuk perbuatan tertentu atas tanggung jawabnya sendiri, berhak pula mengangkat seorang atau lebih sebagai wakil atau kuasa yang diatur dalam surat kuasa.
d. Presiden Direktur
Presiden direktur adalah salah seorang direksi yang oleh karena jabatannya berhak dan berwenang bertindak untuk dan atas nama direksi serta mewakili perseroan.
e. Direktur
Direktur adalah anggota direksi yang oleh karena jabatannya melaksanakan tugas untuk kepentingan perseroan sesuai dengan ruang lingkup tugas/fungsi masing-masing seperti tersebut di bawah ini :
(1) Umum dan Sumber Daya Manusia (2) Perencanaan dan Keuangan
(3) Bisnis (4) Produksi
(5) Pembangkit Listrik (6) Koordinasi Keuangan. f. Divisi
Badan atau orang yang dibentuk/ditugaskan untuk membantu direktur dalam menuangkan ketentuan-ketentuan yang akan dilaksanakan berdasarkan ruang lingkup/fungsi direktur masing-masing. Divisi dikepalai oleh General Manager.
g. Departemen
h. Seksi
Badan atau orang yang dibentuk/ditugaskan untuk melaksanakan setiap kebijaksanaan yang telah ditentukan/digariskan oleh departemen masing-masing. Seksi dikepalai oleh Manager.
i. Auditor Internal
Auditor Internal merupakan unit organisasi yang berdiri sendiri yang bertanggung jawab atas pemeriksaan dan penilaian kegiatan perusahaan dan melaporkan hasil pemeriksaan dan penilaian tersebut kepada presiden direktur. Auditor Internal dibawah pengawasan presiden direktur membantu anggota organisasi yang bertanggung jawab atas tugas mereka dengan cara memberi analisa, penilaian, rekomendasi, pemberian nasihat dan informasi.
j. Wakil Manajemen untuk ISO 9001 dan ISO 14001 (MR)
Wakil manajemen untuk Sistem Mutu (ISO 9001) dan Sistem Lingkungan (ISO-14001) diangkat dan bertanggung jawab kepada presiden direktur :
Tugas dan tanggung jawab wakil manajemen antara lain :
(1) Memberikan arahan dan petunjuk kepada seluruh tingkatan manajemen mengenai implementasi sistem mutu dan sistem lingkungan perusahaan. (2) Sebagai penghubung antara perusahaan dengan Badan Sertifikasi Sistem
Mutu (ISO 9001) dan Sistem Lingkungan (ISO-14001).
(4) Bertanggung jawab atas fungsi jaminan mutu dan kualitas lingkungan dengan memberikan masukan-masukan kepada presiden direktur atau direktur terkait.
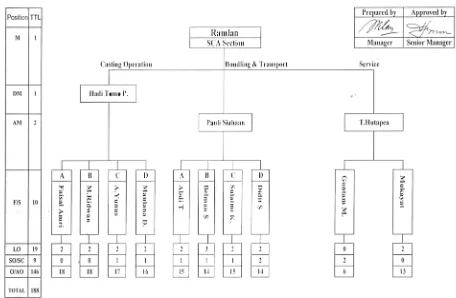
2.6. Struktur Organisasi Seksi Pencetakan
Struktur organisasi di seksi pencetakan (casting) berbentuk organisasi fungsional. Struktur organisasi ini dipimpin oleh seorang Manager, dibantu oleh seorang Deputy Manager dan dua orang Asistant Manager. Struktur organisasi seperti ini diharapkan dapat mendukung kelancaran pekerjaan yang ada di seksi casting. Seksi casting terdiri atas 3 bagian penting yaitu :
a. Casting Operation
Bagian ini menangani kegiatan mencetak ingot, membersihkan dross dari dalam dapur (spearing), pembersihan cetakan (mould cleaning), water jacket cleaning.
b. Bundling & Transportation
Bagian ini menangani kegiatan pembawaan dan penimbangan aluminium cair dari SRD ke SCA dengan MT car dan membawa ladle kembali ke tempatnya, pengisian aluminium cair ke dalam tungku (charging), fluxing, membersihkan dross dari aluminium cair, membawa ingot ke area pendinginan, mengikat ingot. c. Service
Menyediakan kebutuhan alat keselamatan kerja, melakukan segala kegiatan administrasi, serta mengkordinir masalah training, test material dan pendataan. Gambar dari struktur Organisasi Seksi Casting dapat dilihat pada Gambar 2.6 dibawah ini :
Gambar 2.6. Struktur Organisasi Seksi Casting
Berdasarkan kegiatan operasi dan kontrol yang harus memenuhi tujuan perusahaan dalam memproduksi batangan aluminium (ingot) yang siap untuk dipasarkan, maka waktu kerja di seksi pencetakan dibagi 2 yaitu :
1. Day time
Waktu kerja Senin – Jum`at : 08.00 – 16.00 WIB
2. Shift
Waktu kerja shift dibagi atas 3 yaitu :
Shift I : 00.00 – 08.00 WIB Shift II : 08.00 – 16.00 WIB Shift III : 16.00 – 0.00 WIB
2.7. Proses Produksi
2.7.1. Bahan Baku, Bahan Tambahan dan Bahan Penolong Dalam Proses Pencetakan (Casting)
Bahan baku yang digunakan dalam operasi pencetakan aluminium ingot di pabrik pencetakan, adalah :
1.Aluminium Cair
Aluminium cair ini dihasilkan dari proses elektrolisa di tungku reduksi. Untuk memperoleh cairan aluminium dari tungku reduksi dilakukan tapping (penghisapan) menggunakan sistem penyedotan vakum dengan kompresor dan dibantu peralatan Anode Charging Crane (ACC).
Bahan tambahan yang digunakan dalam operasi pencetakan aluminium ingot di pabrik pencetakan adalah :
b. Strapping Band dan Seal, yang digunakan untuk mengikat aluminium ingot.
c. Spray Paint, yang digunakan untuk mengecat bagian samping dari tumpukan aluminium ingot yang menunjukkan grade-nya
d. Marker, yang digunakan untuk menulis nomor lot, berat dan nomor bundel tumpukan aluminium ingot.
Bahan penolong yang digunakan dalam operasi pencetakan aluminium ingot di pabrik pencetakan, adalah :
1. De-Inclusion Flux, ini adalah bahan tambahan berupa senyawa kimia yang digunakan dengan sebagai bahan pengikat kotoran, lalu mengapungkannya di
atas permukaan molten (cairan aluminium) dan sekaligus menghilangkan gas-gas yang terlarut dalam aluminium cair.
2. Dross treatment flux adalah merupakan bahan tambahan yang terdiri atas senyawa-senyawa kimia yang digunakan untuk mempertahankan temperatur dross, agar metal cair yang terikut bersama dross ketika di skimming-off tidak membeku sebelum diolah lebih lanjut.
Senyawa-senyawa yang terkandung dalam dross treatment flux ini adalah :
- NaNO3 : 60%
- NaCl : 30%
- Na2SiF6 : 10%
3. Heavy Oil, yang berguna untuk bahan bakar melting furnance.
5. Air, yang berguna untuk mendinginkan aluminium ingot selama proses pencetakan.
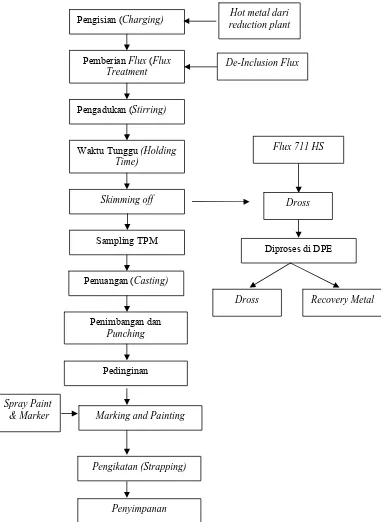
2.8. Uraian Proses Produksi
2.8.1. Pencetakan Aluminium Cair Menjadi Aluminium Batangan
1. Uraian Proses Pengolahan Aluminium Cair Menjadi Aluminium Batangan (Ingot)
a. Charging
Charging adalah proses pengisian metal ke dalam dapur (furnance), baik dapur pelebur (melting furnance) maupun dapur penampung (holding furnance), terdiri atas pengisian cold metal dan pengisian hot metal. Cold metal adalah metal (aluminium) yang telah membeku, tetapi bukan merupakan produk, cold metal terdiri atas : out product, ingot sisa, ingot spec out, recovery metal, scrap kutip, scrap lempengan, scum aluminium ball dan scrap lainnya. Sedangkan hot metal adalah aluminium cair yang diambil dari pot reduksi dan dibawa ke casting shop dengan Metal Transport Car (MTC) untuk dicetak menjadi batangan-batangan aluminium ingot.
1. Cold metal charging
dimasukkan setiap kali charging tidak boleh melebihi batas yang telah ditetapkan, yaitu :
(1) Untuk Melting furnance, maksimum 5 % dari jumlah total aluminium cair yang dimasukkan.
(2) Untuk Holding furnance, maksimum 3,33% dari jumlah total aluminium cair yang dimasukkan.
2. Hot metal charging
Setelah di-tapping (dihisap) aluminium cair di tampung dalam vacuum ladle yang berkapasitas 7,5 ton aluminium cair, dan dibawa ke casting shop dengan kendaraan khusus pengangkut aluminium cair, yang disebut Metal Transport Car (MTC). MTC ini beserta aluminium cair yang diangkut di dalam ladle ditimbang pada timbangan truk 40 ton nomor 1, agar diperoleh gross weight atau berat kotornya, dan setelah aluminium cair dalam ladle diisikan ke dalam dapur, MTC ini ditimbang kembali pada timbangan truk 40 ton nomor 2 untuk mendapatkan tare weight-nya. Dengan demikian akan diperoleh netto (berat bersih) cairan aluminium yang telah dituang ke dalam dapur, dimana netto sama dengan gross dikurang tare.
pengemudi MTC yang telah naik ke atas dapur, ladle diangkat dan aluminium cair dituang ke saluran penuangan (launder). Operasi pengisian ini, dipandu dengan tanda peluit dari pengemudi MTC, seperti berikut :
Angkat : prit – prit
Berhenti : prit
Turun : prit – prit – prit
Setelah operasi pengisian aluminium cair ke dalam dapur, lalu temperatur dapur di set 760oC.
b. Treatment
Treatment adalah proses pengolahan (perlakuan) terhadap aluminium cair selama berada di dalam dapur, baik dapur pelebur (melting furnance) maupun dapur penampung (holding furnance), yang meliputi :
1. Flux treatment
Proses ini mencakup operasi fluxing dan stirring, yaitu penaburan De-Inclusion flux ke atas permukaan aluminium cair yang disertai dengan
pengadukan untuk penyempurnaan reaksi.
Senyawa-senyawa yang terkandung dalam De-Inclusion flux antara lain :
1) NaCl 45%
2) KCl 30%
3) NaF 15%
2. Holding time
Adalah waktu yang dibutuhkan untuk mereaksikan De-Inclusion flux dengan aluminium cair selama ± 2,5 jam pada temperatur ≥ 760oC.
3. Skimming off
Adalah operasi pengeluaran dross yang mengapung di permukaan aluminium cair yang dilakukan kira-kira 30 menit sebelum pencetakan.
4. Sampling TPM
Yaitu pengambilan sampel Test Product metal (TPM) untuk dianalisa kadar Fe, Cu, Si yang terkandung di dalam aluminium cair sebagai dasar penentuan apakah produksi sudah sesuai dengan rencana. Kalau sudah sesuai, pencetakan dapat dilakukan. Apabila kadar Fe, Cu, Si yang terkandung di dalam aluminium cair belum sesuai dengan grade-nya, ada beberapa cara penanggulangan yang dapat dilakukan :
(1) Restirring, pengadukan ulang molten, agar molten dapat tercampur secara homogen. Setelah dilakukan pengadukan, dilakukan pengambilan sampel lalu dianalisa lagi.
(2) Penambahan molten, ditambahkan molten yang berkadar Fe rendah ke molten yang memiliki kadar Fe tinggi.
(3) Pencetakan 1/3 bagian molten, dari banyaknya molten yang ada di dalam dapur.
c. Pencetakan (Casting)
Agar proses pencetakan molten menjadi aluminium ingot berjalan dengan baik, perlu dilakukan beberapa kegiatan pendahuluan, yaitu :
1. Memeriksa jumlah dari aluminium cair yang telah dituang ke dalam dapur, memeriksa temperatur aluminium cair dan juga nomor lot dari ingot yang akan dicetak.
2. Menghidupkan switch utama pada panel kontrol dan panel operasi.
3. Melakukan pemanasan awal dari saluran tuang (launder), alat penuang cetakan (pouring device) dan scum skimmer.
4. Mengatur kecepatan pencetakan (kecepatan konveyor). 5. Menyemprot bagian cetakan dengan minyak paraffin. 6. Menyalakan pompa-pompa penyuplai air industri.
7. Temperatur dapur diset > 720oC dan kecepatan mesin pencetak (casting machine) 12 T/jam.
Aluminium ingot yang telah tercetak secara mekanis diberi nomor lot oleh alat marking device yang seterusnya mould berjalan menuju hammering device. Hammering device berfungsi untuk melepaskan ingot dari cetakan pada ujung perputaran di casting machine. Di ujung perputaran casting machine ingot yang telah terlepas tadi akan membalik dan langsung ditahan oleh ingot retaining roller. Setelah melewati alat ini ingot tersebut akan ditahan kembali oleh ingot pusher yang sejalan dengan alat ingot retaining roller. Setelah ditahan dengan ingot pusher maka dari bawah ingot tadi ditampung oleh receiving arm yang secara mekanis akan membawa ingot ke stacking machine.
d. Penyusunan
Batangan-batangan ingot aluminium yang dikirim dari mesin pencetak ke konveyor didinginkan di cooling chamber. Kemudian ingot dibawa ke line up untuk disusun sambil diamati secara visual ketebalan masing-masing ingot dan apabila ingot tersebut tidak sesuai harus dikeluarkan melalui tombol pengeluar ingot gagal.
tingkatan, tumpukan ini digeser ke ujung stock conveyor secara mekanis sehingga nantinya tumpukan ini dapat diambil dengan forklift untuk ditimbang terlebih dahulu sebelum dibawa ke ingot cooling yard.
e. Pengikatan (Bundling)
Proses bundling dimulai sejak aluminium ingot selesai ditumpuk pada stock conveyor. Operasi-operasi yang dilakukan yaitu :
1. Weighing (penimbangan)
Tumpukan aluminium ingot yang baru dicetak, diangkut dengan forklift dari stock conveyor ke timbangan 2 ton. Berat tumpukan ingot harus berada dalam batas yang diizinkan, yaitu : 970 kg – 1030 kg per tumpuk.
2. Cooling down
Pada cooling yard zone tumpukan aluminium ingot yang masih panas didinginkan dengan memanfaatkan udara bebas selama kurang lebih 24 jam. 3. Marking dan Painting
Sebelum tumpukan ingot diikat terlebih dahulu dilakukan operasi penulisan (marking) pada tumpukan (44 batang) ingot dan operasi pengecatan
(painting), yang merupakan proses pengecatan khusus untuk grade S1-A dan S1-B saja dengan menggunakan cat semprot (spray paint) berwarna biru langit
pada kedua ujung bundle. 4. Pengikatan (Strapping)
strapping band dan seal yang terbuat dari baja, dan alatnya dinamakan
Combination Strapping Tool (CS Tool), yang menggunakan tekanan udara 5,5 – 6,5 kg/cm2.
f. Operasi Pengolahan Dross (Dross Processing)
Pada saat skimming off diperoleh dross yang ditampung pada cawan penampung dross disebut crucible. Dross yang tertampung dalam crucible ini akan diolah lagi dengan alat pengolahan dross atau Dross Processing Equipment (DPE) untuk memisahkan metal cair yang terikat bersama dross ketika di skimming.
Proses pengolahan dross ini terdiri dari beberapa tahap antara lain : 1. Pemasukan Flux (fluxing)
2. Pengolahan DPE
3. Penimbangan Recovery metal 4. Pedinginan pada drosscooling yard 5. Pengutipan scrap metal
Output dari pengolahan dross ini adalah Recovery metal (RM), scrap kutip dan dross itu sendiri.
Gambar 2.7. Ingot yang Telah selesai Dicetak
Pengisian (Charging)
Pemberian Flux (Flux Treatment
Pengadukan (Stirring)
Waktu Tunggu (Holding Time)
Skimming off
Sampling TPM
Penuangan (Casting)
Penimbangan dan
Punching
Pedinginan
Marking and Painting
Pengikatan (Strapping)
Diproses di DPE
Spray Paint & Marker
De-Inclusion Flux Hot metal dari reduction plant
Dross Recovery Metal
Dross Flux 711 HS
[image:65.595.118.499.112.634.2]Penyimpanan
2.9. Mesin dan Peralatan 2.9.1. Mesin Proses Produksi
(1). Dapur Pelebur (Melting furnance)
Spesifikasi dapur pelebur adalah sebagai berikut :
a) Jumlah : 1 (satu) unit
b) Tipe : bahan bakar heavy oil dan one side tilting
c) Kapasitas : 30 ton
d) Kontrol Temperatur : kontrol otomatis e) Kapasitas peleburan : 1 ton/jam f) Sistem pemiringan : silinder hidrolik
g) Ukuran dalam : 3000 mm x 9000 mm
(2). Dapur Penampung (Holding furnance)
Spesifikasi dari dapur penampung (holding furnance), adalah sebagai berikut :
a) Tipe dan Jumlah dapur : 6 unit pemiringan satu sisi (one side tilting) 3 unit pemiringan dua sisi (both side tilting)
b) Kapasitas : 30 ton
c) Sistem pengontrolan : otomatis d) Kapasitas pemanasan : 10oC/jam
Dapat memanaskan 30 ton aluminium dengan suhu 760oC sampai pada suhu 770oC, dalam waktu satu jam.
f) Sistem pemiringan : silinder hidrolik
g) Ukuran dalam : 3000 mm x 9000 mm
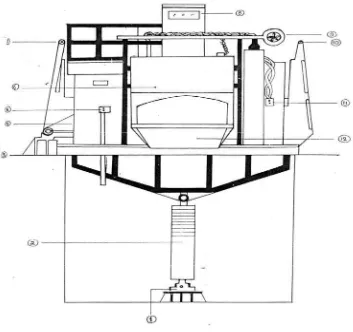
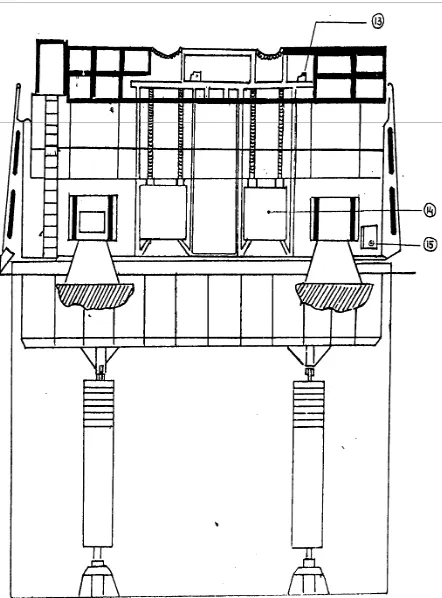
[image:67.595.135.488.224.556.2]Gambar pandangan samping dan gambar pandangan depan dari dapur penampung dapat dilihat pada Gambar 2.9. dan Gambar 2.10, dibawah ini :
Gambar 2.10. Pandangan Samping Dapur Penampung (Holding furnance) Keterangan Gambar :
1. Bantalan Hidraulik 2. Hidraulik
3. Batas Ketinggian Tanah (ground level) 4. Penjepit (clamp)
5. Terminal box (pendeteksi temperatur) 6. Pintu dapur
7. Motor listrik
8. Kaca pelindung saat pengisian molten kedalam dapur
11. Tombol penggerak pintu dapur (membuka/menutup) 12. Saluran keluar dross (drosschute)
13. Pengaman elemen pemanas 14. Pintu pembersih
15. Tap hole
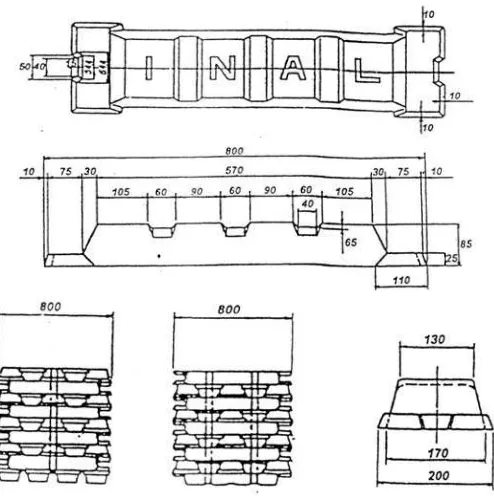
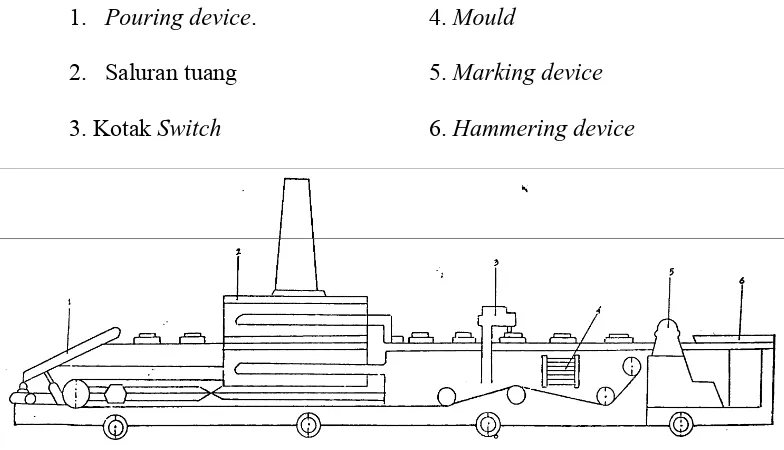
(3). Mesin Pencetak (Casting Machine)
Spesifikasi dari mesin pencetak (castingmachine), adalah sebagai berikut :
a) Jumlah : 7 unit
b) Tipe : steady konveyor horizontal c) Kapasitas : 6 ton/jam – 12 ton/jam d) Berat ingot : 22,7 kg ± 1,5 kg
e) Metode Pendinginan : pendinginan cetakan dengan air f) Pouring device : tipe penuangan otomatis
g) Marking device : tipe otomatis
Gambar dari mesin pencetak (casting machine) dapat dilihat pada Gambar 2.11, di bawah.
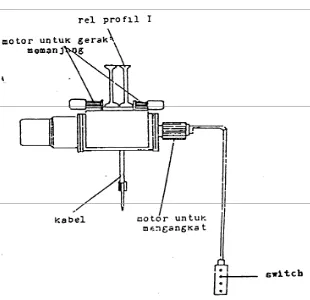
(4). Mesin Penyusun (Stacking machine)
Spesifikasi dari mesin penyusunan (stacking machine), adalah sebagai berikut:
a) Jumlah : 7 unit
b) Tipe : tipe tarik (bertumpu diatas rel)
e) Bentuk susunan : tingkat pertama : 4 ingot
[image:70.595.115.517.115.317.2]tingkat 2-9 : 5 ingot
Gambar 2.11. Mesin Pencetak (casting machine) Keterangan gambar :
1. Pouring device. 4. Mould
2. Saluran tuang 5. Marking device
[image:70.595.115.507.380.605.2]3. Kotak Switch 6. Hammering device
Gambar 2.12. Mesin Penyusun (stacking machine) Keterangan gambar :
1. Receiving arm 4.Transferring equipment line up 2. Cooling chamber 5. Turning over device
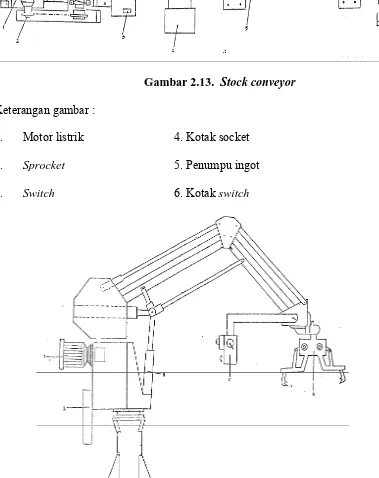
Gambar 2.13. Stock conveyor Keterangan gambar :
1. Motor listrik 4. Kotak socket
[image:71.595.119.498.244.722.2]2. Sprocket 5. Penumpu ingot 3. Switch 6. Kotak switch
Keterangan Gambar : 1. Motor
2. Power Panel 3. Hidraulik 4. Control Unit 5. Hydraulic hand
(5). CS Tools (Combination Strapping Tools) 1. Tensioner (alat pengikat)
a) Jumlah : 6 unit
b) Tipe : mengunakan tekanan udara
c) Fungsi : for loosebundle (ikatan vertikal) 2. Sealer (penyegel)
a) Jumlah : 6 unit
b) Tipe : menggunakan tekanan udara c) Fungsi : for loosebundle (ikatan vertikal) 3. Alat pengikat kombinasi
a) Jumlah : 4 unit
b) Tipe : menggunakan tekanan udara
2.9.2. Peralatan (Equipment)
Peralatan yang digunakan untuk menunjang aktivitas produksi adalah : (1). Crane
1. OverheadCrane 20/3 ton
Spesifikasi dari overheadcrane adalah sebagai berikut :
a) Jumlah : 1 unit
b) Tipe : overheadcrane gerakan horizontal
c) Daya angkut : 20/3 ton
d) Beban standar : beban normal : 20 ton; tambahan : 3 ton
e) Lebar rentangan : 18,5 m
f) Tinggi pengangkatan : normal 9 m ; tambahan 9 m.
g) Kecepatan pengangkatan : normal 8 m/ menit, tambahan 12 m/ menit h) Gerak melintang dan memanjang : 40 m/menit.
2. HoistCrane 10 ton
Spesifikasi dari hoistcrane adalah sebagai berikut :
a) Jumlah : 3 unit
b) Tipe : hoist crane dengan gerakan vertikal
c) Daya angkat : 10 ton
d) Beban Standar : 10 ton
e) Tinggi pengangkatan : 12 m
Gambar overhead <