DAFTAR PUSTAKA
Egan, M. David. 1983. Concepts in Architectural Lighting. New York: McGraw Hill School Education Group.
Flory, Isaac Lynnwood. 2008. High-Intensity Discharge Lighting Design Strategies for the Minimization of Energy Usage and Life-Cycle Cost. Dissertation. Doctor of Philosophy in Electrical Engineering Virginia Polytechnic Institute and State University.
IES Lighting Handbook dalam Flory, Isaac Lynnwood. 2008. High-Intensity Discharge Lighting Design Strategies for the Minimization of Energy Usage and Life-Cycle Cost. Virginia: Virginia Polytechnic Institute and State University. Disertasi.
Kristanto, Luciana. 2004. Penelitian Terhadap Kuat Penerangan dan Hubungannya dengan Angka Reflektansi Warna Dinding: Studi Kasus Ruang Kelas Unika Widya Mandala Surabaya. Jurnal Internet.
Nazir, M. 2005. Metode Penelitian. Bogor: Ghalia Indonesia.
Satwiko, Prasasto. 2008. Fisika Bangunan. Yogyakarta: Penerbit ANDI. Sinulingga, Sukaria. 2011. Metode Penelitian. Medan : USU Press.
Standar Nasional Indonesia. SNI-Kepmenkes No 1405-16-7062-2004: Pengukuran Intensitas Penerangan di Tempat Kerja. Jakarta.
BAB III
LANDASAN TEORI
3.1. Lingkungan Kerja yang Mempengaruhi Kegiatan Manusia1
Pencahayaan sangat mempengaruhi kemampuan manusia untuk melihat objek-objek secara jelas, cepat, dan tanpa menimbulkan kesalahan. Kebutuhan akan pencahayaan yang baik akan semakin diperlukan apabila manusia mengerjakan pekerjaan yang memerlukan ketelitian penglihatan. Pencahayaan yang terlalu suram mengakibatkan mata pekerja semakin cepat lelah karena mata akan berusaha untuk bisa melihat. Lelahnya mata mengakibatkan kelelahan mental, lebih jauh lagi keadaan tersebut bisa menimbulkan rusaknya mata karena
Sebagai makhluk yang paling sempurna, manusia tidak luput dari kekurangan. Maksudnya adalah segala kemampuannya dipengaruhi oleh beberapa faktor. Faktor-faktor tersebut bisa datang dari pribadinya atau sebagai akibat dari pengaruh luar. Salah satu faktor yang datang dari luar ialah lingkungan kerja saat manusia melaksanakan kegiatannya. Manusia akan mampu melaksanakan kegiatannya dengan baik sehingga dicapai suatu hasil yang optimal apabila di antaranya didukung oleh suatu kondisi lingkungan yang baik. Dapat dikatakan bahwa suatu kondisi lingkungan dikatakan baik apabila di dalamnya manusia dapat melaksanakan kegiatannya dengan aman, sehat, dan nyaman
3.2. Pencahayaan
bisa menyilaukan. Kemampuan mata untuk dapat melihat objek dengan jelas ditentukan oleh ukuran objek, derajat kontras antara objek dengan sekelilingnya, luminansi, dan lamanya melihat.
3.3. Pencahayaan Buatan dan Pencahayaan Merata2
2
Prasasto Satwiko. Fisika Bangunan. (Yogyakarta: Penerbit ANDI, 2008), h. 180-194
Pencahayaan buatan adalah salah satu jenis pencahayaan yang digunakan dalam kegiatan sehari-hari. Pencahayaan buatan diperlukan karena tidak dapat sepenuhnya tergantung pada ketersediaan pencahayaan alami. Pencahayaan buatan diperlukan dalam beberapa kondisi berikut ini, yaitu:
1. Tidak tersedia cahaya alami siang hari dan saat antara matahari terbenam dan terbit
2. Tidak tersedia cukup cahaya alami dari matahari, saat mendung tebal, dan saat intensitas cahaya bola langit akan berkurang
3. Cahaya alami dari matahari tidak dapat menjangkau tempat tertentu di dalam ruangan yang jauh dari jendela
4. Diperlukan cahaya merata pada ruang lebar, sebab hanya lokasi di sekitar jendela saja yang terang sedangkan bagian tengah akan menjadi redup. Hal ini terutama terjadi pada ruangan lebar, luas, dan terletak di bawah lantai lain sehingga tidak memungkinkan untuk membuat lubang cahaya di ata
Dalam pencahayaan buatan, dikenal pencahayaan merata. Dinyatakan bahwa perencanaan pencahayaan dalam praktik umumnya bertujuan untuk tercapainya tingkat iluminasi merata pada seluruh bidang kerja. Pencahayaan yang sepenuhnya merata memang tidak mungkin dalam praktik, tetapi standar yang dapat diterima adalah tingkat iluminasi minimum serendah-rendahnya 80% dari tingkat iluminasi rata-rata ruang.
3.4. Istilah dalam Pencahayaan Buatan
Beberapa istilah yang biasa digunakan dalam pencahayaan buatan beserta uraian penjelasannya:
1. Intensitas Cahaya Intensitas cahaya adalah kuat cahaya sumber cahaya dan diukur dengan candela pada sistem internasional. Disepakati bahwa jika sebuah sumber cahaya yang berintensitas cahaya 1 candela diletakkan di titik pusat sebuah bola berjari-jari 1 m, maka arus cahaya datang pada 1 m2 permukaan dalam kulit bola tersebut adalah 1 lumen
2. Iluminan (Tingkat iluminasi)5 Iluminan adalah banyak arus cahaya yang datang pada suatu unit bidang dan memiliki satuan lux (lumen/m2). Iluminasi adalah datangnya cahaya ke suatu objek3
3. Luminan (Tingkat luminan)
Luminan adalah intensitas cahaya yang dipancarkan, dipantulkan, atau diteruskan oleh suatu unit bidang yang diterangi. Luminasi adalah perginya cahaya dari suatu objek
3
4. Pencahayaan Umum
Pencahayaan merata untuk seluruh ruangan dan dimaksudkan untuk memberikan terang merata
5. Reflektansi
IES Lighting Handbook (1984) menyatakan bahwa setiap objek memantulkan sebagian dari cahaya yang mengenainya. Tergantung pada susunan geometris, ukuran yang tepat dapat berupa reflektansi cahaya total, reflektansi cahaya reguler, reflektansi cahaya difus, faktor reflektansi cahaya atau faktor luminansi. Skala reflektansi cahaya adalah antara 0 dan 100% dari hitam ke putih.
3.5. Standar Pencahayaan di Tempat Kerja
Tabel 3.1Intensitas Cahaya di Ruang Kerja No Jenis Kegiatan Tingkat Pencahayaan
Minimal (Lux)
Keterangan 1 Pekerjaan kasar dan tidak
terus menerus
100 Ruang penyimpanan & ruang peralatan/instansi yang memerlukan pekerjaan yang kontinu 2 Pekerjaan kasar dan terus
menerus
200 Pekerjaan dengan mesin
dan perakitan kasar 3 Pekerjaan rutin 300 R. administrasi, ruang pekerjaan dengan mesin 5 Pekerjaan halus 1000 Pemilihan warna,
pemrosesan tekstil, pekerjaan mesin halus dan perakitan halus
6 Pekerjaan amat halus 1500 Tidak
menimbulkan bayangan
Mengukir dengan tangan, pemeriksaan pekerjaan mesin dan perakitan yang sangat halus
7 Pekerjaan terinci 3000 Tidak
menimbulkan bayangan
Pemeriksaan pekerjaan dan perakitan sangat halus
3.6. Pengukuran Pencahayaan
3.6.1. Pengukuran Tingkat Iluminasi4
1. Luas ruangan kurang dari 10 m2 maka titik potong garis horizontal panjang dan lebar ruangan adalah pada jarak setiap 1 meter. Gambar 3.1. menunjukkan denah pengukuran intensitas penerangan umum untuk luas ruangan < 10 m2.
Padapenggunaan luxmeter, tingkat iluminasi untuk bidang kerja diukur secara horizontal sejauh 75 cm di atas permukaan lantai, sedangkan untukluasan tertentu tingkat iluminasi diperoleh dengan mengambil nilai rata-rata dari beberapa titik pengukuran (SNI 03-6575-2001).
Penentuan titik pengukuran tingkat iluminasi diatur dalam SNI 16-7062-2004 tentang Pengukuran Intensitas Penerangan di Tempat Kerja. Metode penentuan titik pengukuran tingkat penerangan dibagi berdasarkan kegunaannya menjadi penerangan setempat dan penerangan umum. Pengukuran tingkat penerangan setempat dilakukan pada objek kerja yang akan diukur, misalnya meja kerja ataupun peralatan. Sedangkan pada penerangan umum, metode penentuan titik pengukuran dibagi berdasarkan luas ruangan dengan menentukan grid-grid dengan ukuran tertentu. Titik pertemuan grid-grid tersebut akan menjadi titik-titik pengukuran tingkat penerangan. Uraian lebih lanjut adalah sebagai berikut:
Gambar 3.1. Denah Pengukuran Intensitas Penerangan untuk Luas Ruangan Kurang dari 10 m2
4
2. Luas ruangan antara 10 m2 – 100 m2 maka titik potong garis horizontal panjang dan lebar ruangan adalah pada jarak setiap 3 meter. Gambar 3.2. menunjukkan denah pengukuran intensitas penerangan umum untuk luas ruangan 10 m2 – 100 m2.
Gambar 3.2. Denah Pengukuran Intensitas Penerangan untuk Luas Ruangan 10 m2 – 100 m2
3. Luas ruangan > 100 m2 maka titik potong garis horizontal panjang dan lebar ruangan adalah pada jarak setiap 6 meter. Gambar 3.3. menunjukkan denah pengukuran intensitas penerangan umum untuk luas ruangan > 100 m2.
3.6.2. Pengukuran Tingkat Luminansi5
Tingkat luminansi untuk bidang kerja diukur dengan menggunakan luxmeter. Pengukuran tingkat luminansi dilakukan dengan meletakkan sensor cahaya menghadap ke permukaan objek yang akan diukur tingkat luminansinya pada jarak 2 sampai 4 inchi hingga angka pembacaan pada layar luxmeter stabil. Posisi sensor harus diatur sedemikian rupa untuk menghindari jatuhnya bayangan alat ataupun operator pada area yang akan diukur.
3.6.3. Pengukuran Reflektansi 6
Metode pengukuran reflektansi terbagi menjadi dua cara, yaitu metode perbandingan sampel diketahui dan metode cahaya datang-cahaya pantul. Metode perbandingan sampel diketahui menggunakan suatu kartu pengukur reflektansi dan digunakan untuk mengukur reflektansi pada permukaan yang memantulkan cahaya secara difusi (menyebar). Metode cahaya datang-cahaya pantul digunakan untuk menentukan reflektansi (dalam persen) pada permukaan yang memantulkan cahaya atau tidak mengkilap. Metode ini terdiri dari tiga langkah, yaitu sebagai berikut:
1. Mengukur intensitas cahaya yang jatuh ke permukaan objek
2. Mengukur intensitas cahaya yang dipantulkan dari permukaan objek
3. Menghitung reflektansi permukaan objek dengan cara membagi angka intensitas cahaya pantul dengan intensitas cahaya yang diterima
5
M. David Egan. Concepts in Architectural Lighting. (New York: McGraw Hill School Education Group, 1983), h. 87
3.7. Perhitungan Kebutuhan Penerangan Ruangan
Terdapat dua cara menghitung penerapan yang umum dilakukan, yaitu metode titik dan metode lumen. Metode titik sangat sederhana dan digunakan untuk menghitung penerangan dari sumber cahaya yang dapat dianggap sebagai titik, misalnya penerangan sebuah lampu ke bidang kerja atau ke lukisan di dinding. Metode ini mengabaikan faktor pantulan dari permukaan sekitar. Sedangkan metode lumen digunakan untuk menghitung penerangan dari sumber cahaya yang berbentuk bidang seperti fluorescent di langit-langit.
3.7.1. Metode Titik7
Dengan,
E = Iluminasi (lux)
I = Arus cahaya dari sumber cahaya ke arah titik yang disinari (lm) d = Jarak lampu ke titik bidang yang disinari (m)
β = Sudut datang sinar (dihitung antara garis tegak lurus bidang dan sinar)
Untuk menghitung iluminasi di satu titik oleh satu lampu maka digunakan rumus sebagai beriku :
3.7.2. Metode Lumen
E = ϕ/A Dengan,
E = Iluminasi rata-rata (lux)
Φ = Total arus cahaya di bidang bersangkutan (lumen) A = Luas area (m2)
Namun pada kenyataannya terdapat berbagai faktor lain yang mempengaruhi perhitungan penerangan di suatu titik, yaitu distribusi intensitas cahaya luminer, efisiensi, bentuk dan ukuran ruang, pemantulan permukaan, ketinggian lampu dari bidang kerja, faktor kehilangan cahaya yang menunjukkan penyusutan lumen pada lampu serta berkurangnya terang lampu akibat timbunan debu selama usia nyalanya. Sehingga untuk menghitung iluminasi menjadi:
� = (L. N). CU. LLF �
Di mana:
L :Total lumen awal per luminer N : Jumlah luminer
CU : Coeffiecient of utillization LLF : Light-loss factor
A : Luas ruangan
Coefficient of utilization (CU) adalah perbandingan lumen pada permukaan
pengaruh yang besar terhadap nilai CU. Sebagai contoh, pada ruangan yang kecil akan lebih banyak cahaya yang diserap oleh dinding daripada ruangan luas dengan langit-langit yang rendah.10 Dalam perhitungan nilai CU diperlukan pembagian
ruangan menjadi tiga zona, yaitu rongga langit-langit (ceiling cavity), rongga ruang (room cavity), dan rongga lantai (floor cavity). Proporsi geometris rongga langit-langit ruang dan lantai disebut perbandingan rongga (cavity ratio). Rumus umum dari perbandingan rongga adalah sebagai berikut:
Perbandinganrongga = hc Kelilingruang ���� �����
Dalam beberapa buku tentang pencahayaan akan ditemukan singkatan sebagai berikut:
CCR (Ceiling Cavity Ratio) : Perbandingan rongga langit-langit RCR (Room Cavity Ratio) : Perbandingan rongga ruang FCR (Floor Cavity Ratio) : Perbandingan rongga lantai
Hc : Jarak bidang luminer ke langit-langit (tinggi rongga langit-langit) Hr : Jarak bidang luminer ke bidang kerja (tinggi rongga ruang) Hf : Jarak bidang kerja ke lantai (tinggi rongga lantai)
Dengan demikian untuk menghitung CCR, rumus cavity ratio dapat diubah menjadi:
CCR = 5hcc Kelilingruang ���� �����
Untuk RCR menjadi:
FCR = 5hfc W + L ��
Setelah nilai CU ditentukan, maka perlu memproyeksikan kemungkinan lain yang dapat mempengaruhi jumlah cahaya yang akan mencapai permukaan bidang kerja. The Illuminating Engineering Society mengidentifikasikan faktor-faktor berikut ini sebagai kemungkinannya yang disebut sebagai Light Loss Factor (LLF)
1. Luminaire Ambient Temperature (LAT)
2. Voltage to Luminaire (LV)
3. Ballast Factor (BF)
4. Luminaire Surface Depreciation (LSD)
5. Room Surface Dirt Depreciation (RSDD)
6. Luminaire Dirt Depreciation (LDD)
7. Lamp Lumen Depreciation (LLD)
8. Lamp Burnouts (LBO)
Empat faktor pertama termasuk faktor non-recoverable yang berarti bahwa perawatan secara konvensional tidak akan meningkatkan ataupun memperbaiki keempat faktor ini. Sedangkan empat faktor terakhir termasuk faktor recoverableini berarti bahwa perawatan secara konvensional dapat memperbaiki ataupun memperburuk tiap-tiap faktor tersebut12. LLD dan LBO dapat diperbaiki
melalui penggantian lampu secara individual ataupun berkelompok sedangkan RSDD dan LDD ditingkatkan nilainya melalui pembersihan luminer13. LLF kemudian
dihitung dengan mengalikan semua faktor tersebut:
1. LAT, yaitu suhu di sekitar luminer. Jika lampu beroperasi di lingkungan dengan suhu sesuai dengan desain pabrik maka LAT bernilai 1
2. LV (Voltage Variation), yaitu variasi tegangan listrik. Jika lampu dioperasikan pada voltase seusai desainnya maka VV = 114
3. BF (Ballast Factor), yaitu faktor kehilangan yang ikut berperan dalam ketidakmampuan lampu untuk beroperasi pada level daya tertentu dikarenakan ketidaksesuaian desain balas atau ketidaksesuaian fungsi antar balas dengan lampu
4. LSD (Luminaire Surface Depreciation), yaitu menunjukkan penurunan kualitas material yang digunakan pada struktur luminer, termasuk perubahan warna pada permukaannya. Walaupun faktor ini diakui di komunitas pencahayaan, tetapi LSD tidak memiliki nilai yang terpublikasi.
5. RSDD dan LDD dikuantifikasikan dalam bentuk tabel yang disajikan oleh IESNA. Prosesnya kemudian disederhanakan dengan menggunakan persamaan berikut untuk menemukan persen depresiasi akibat pengotoran:
LDD = e−AtB16
7. LLD (Lamp Lumen Depreciation), yaitu faktor depresiasi lumen yang tergantung pada jenis lampu dan waktu penggantiannya. Nilainya biasa tertera pada produk8
3.8. Uji Kenormalan Data dengan Kolmogorov – Smirnov
Uji kolmogorov-smirnov adalah uji yang digunakan untuk mengganti uji kuadrat chi untuk dua sampel yang independen. Data yang diperlukan dapat berupa kontinu atau diskrit, data ordinal atau bukan, dan dapat digunakan untuk sampel besar atau kecil. Kelebihan uji kolmogorov-smirnov adalah sederhana dan tidak menimbulkan perbedaan persepsi antar pengamat yang satu dengan pengamat yang lain. Uji ini membandingkan distribusi frekuensi kumulatif hasilpengamatan dengan distribusi frekuensi kumulatif yang diharapkan. Langkah-langkah pengujian ini adalah sebagai berikut:
1. Menyusun data hasil pengamatan mulai dari nilai pengamatan terkecil hingga terbesar
2. Menyusun distribusi kumulatif relatif dari nilai pengamatan tersebut dan menotasikannya dengan Fa (X)
3. Menghitung nilai Z dengan rumus Z = (X - X )/σ, di mana Z adalah standar baku pada distribusi normal, X adalah nilai data, X adalah rata-rata, dan σ merupakan standar deviasi
4. Menghitung distribusi frekuensi kumulatif teoritis yang dinotasikan dengan Fe (X)
8
5. Menghitung selisih antara Fa (X) dengan Fe (X) sebagai nilai D 6. Menentukan angka maksimum dari nilai D
7. Membandingkan nilai D maksimum dengan Dalpha lalu menarik kesimpulan di mana H0 diterima (data berdistribusi normal) bila D maksimum ≤ Dalpha dan
H0 ditolak apabila diperoleh sebaliknya.
3.9. Uji Korelasi Pearson Product Moment
Korelasi Pearson Product Moment (r) dikemukakan oleh Karl Pearson tahun 1900. Kegunaannya untuk mengetahui derajat hubungan dan kontribusi variabel bebas dengan variabel terikat. Uji Korelasi Pearson Product Moment termasuk uji statistik parametrik yang menggunakan data interval dan ratio dengan persyaratan tertentu. Misalnya: data dipilih secara acak (random); datanya berdistribusi normal; data yang dihubungkan berpola linier; dan data yang dihubungkan mempunyai pasangan yang sama sesuai dengan subjek yang sama. Rumus yang digunakan adalah:
Tabel 3.2 Interpretasi Koefisien Korelasi Nilai R Interval Koefisien Tingkat
Hubungan
3.10. Efek Iluminasi terhadap Mata
Fungsi mata adalah sebagai indra penglihatan. Mata dibentuk untuk menerima rangsangan berkas-berkas cahaya pada retina, dengan perantara serabut-serabut nervus optikus mengalihkan rangsangan ini ke pusat penglihatan pada otak untuk ditafsirkan. Untuk jenis pekerjaan yang berbeda, dibutuhkan intensitas penerangan yang berbeda pula.
Penerangan ruang kerja yang kurang dapat mengakibatkan kelelahan mata, akan tetapi penerangan yang terlalu kuat dapat menyebabkan kesilauan. Penenrangan yang memadai bia menyebabkan Astenopia (kelelahan mata) dan mempertinggi kecepatan dan efisien membaca.
pengamatan yang cukup lama.
Kelelahan Mata dapat ditandai dengan adanya :
1. Iritasi pada mata (mata pedih, merah, dan mengeluarkan air mata) 2. Penglihatan ganda (Double Vision)
3. Sakit sekitar mata
4. Saya akomodasi menurun
5. Menurunnya ketajaman penglihatan kepekaan terhadap kontras 6. dan kecepatan persepsi
3.11. Flicker Fusion-Frequency
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian dilakukan di PT. Pabrik Es Siantar yang berproduksi membuat minuman sarsaparilla yang berlokasi di Jln. Pematang No. 3 (Siantar Barat), Kota Pematangsiantar, Sumatera, Indonesia. Waktu penelitian dilakukan pada bulan April 2016 sampai dengan bulan Juli 2016.
4.2. Jenis Penelitian
Jenis penelitian yang dilakukan adalah penelitian deskriptif korelasional yang merupakan jenis penelitian yang menjelaskan fakta lapangan dari objek yang diteliti serta mendeteksi sejauh mana hubungan antar variabel dalam penelitian berdasarkan koefisien korelasi yaitu tingkat iluminasi terhadap hasil kerja stasiun quality control 1
dan quality control 2. Penelitian ini juga termasuk dalam jenis penelitian asosiatif dengan menilik dari kemampuannya dalam menjelaskan yaitu mengetahui hubungan antar variabel yang diamati.
4.3. Objek Penelitian
Objek yang diteliti dalam penelitian ini adalah pencahayaan di lantai
4.4. Variabel Penelitian
Pada penelitian ini terdapat variabel-variabel yang dikelompokkan ke dalam variabel independen dan variabel dependen, yaitu sebagai berikut:
1. Variabel Independen
Variabel independen adalah variabel yang mempengaruhi variabel dependen baik secara negatif maupun positif. Variabel yang termasuk ke dalam variabel ini yaitu daya lampu tidak sesuai , jarak lampu terhadap bidang tidak tepat ,iluminasi, luminansi dan luas ruangan.
2. Variabel Dependen
Variabel dependen adalah variabel yang nilainya dipengaruhi oleh variabel lain. Variabel yang termasuk ke dalam variabel ini adalah perbaikan rancangan pencahayaan.
4.5. Kerangka Konseptual
Kualitas produk
Gambar 4.1. Kerangka Konseptual Penelitian
4.6. Pelaksanaan Penelitian
Pengukuran tingkat iluminasi lantai produksi dilakukan selama lima hari (satu minggu kerja) dengan empat kali waktu pengukuran dalam satu hari, yaitu pukul 09.00 Wib, 11.00 Wib, 13.00 Wib dan 15.00 Wib. Penentuan titik dilakukan berdasarkan aturan pengukuran iluminasi SNI 16-7062-2004 (Pengukuran Intensitas Penerangan di Tempat Kerja), yaitu dengan menggunakan grid-grid berukuran tertentu sesuai dengan luas area yang akan diukur tingkat iluminasinya. Penentuan titik ukur tingkat iluminasi lantai produksi PT. Pabrik Es Siantar terdiri atas dua area pengukuran. Area pertama adalah stasiun quality control 1 dengan luas 9,92 m2(luas
ruas ruangan kurang dari 10 m2) menggunakan jarak grid pengukuran 1 m × 1 m dan diperoleh empat titik pengukuran. Area kedua adalah area stasiun quality control 2 dengan luas 9,92 m2 (luas ruangan kurang dari 10 m2) menggunakan jarak grid
kerja. Pengamatan dilakukan secara manual selama lima hari. Pencatatan dilakukan pada lembar pengamatan yang berisi jenis-jenis kecacatan produk dan jumlah produk cacat yang lolos inspeksi untuk tiap-tiap jenis kecacatan.
Pada perhitungan kelelahan mata dengan menggunakan flicker fusion frequency data yang diperoleh berdasarkan hasil pengamatan diolah sesuai dengan
teknik analisis data yang digunakan. Flicker fusion frequency digunakan untuk menghitung waktu respon kecepatan melihat rangsangan kedipan cahaya. Jumlah operator yang diukur ada 4 orang dan pengukuran dilakukan 4 kali yaitu sebelum bekerja dan sesudah bekerja yaitu pada pukul 09.00 wib, 11.00 wib, 13.00 wib, 15.00 wib. Prosedur penggunaan flicker fusion frequency yaitu :
1. Alat dihidupkan (ON), subjek melihat cahaya yang ada didalam alat dengan
menempelkan mata pada tempat yang disediakan.
2. Subjek melihat cahaya yang berkedip sampai cahaya tersebut sudah tidak
berkedip lagi atau sudah menjadi titik maka subjek langsung menekan tombol
STOP dasn etelah itu peneliti mencatat waktu.
Dalam penelitian ini, ada beberapa teknik analisis data yang digunakan yaitu :
1. Perhitungan rata-rata iluminasi, luminansi dan flicker fusion frequency (Hz)
2. Uji normalitas data dengan menggunakan uji kolmogorov-smirnov
uji kolmogorov-smirnov adalah distribusi frekuensi kumulatif hasil pengamatan
dengan distribusi frekuensi kumulatif yang diharapkan (actual observed
cumulative frequency dengan expected cumulative frequency).
4.7. Kesimpulan dan Saran
Kesimpulan berisikan hal-hal penting dari penelitian yang merupakan tujuan dari penelitian. Selain dari kesimpulan, diberikan juga saran yang membangun bagi perusahaan usulan perbaikan kepada pihak perusahaan untuk mengimplementasikan hasil penelitian ini.
4.8. Rancangan Penelitian
Studi Lapangan
Melalui pengamatan di lantai produksi stasiun quality 1 dan 2
Identifikasi Tingkat Pencahayaan 1. Tingkat iluminansi lantai produksi belum me 2. Terdapat banyak jumlah produk cacat yang lo
Mulai
Tujuan Penelitian 1. Analisis kondisi pencahayaan lantai prod
2.Analisis pengaruh tingkat iluminasi terhadap hasil kerja stasiu
Pengolahan Data 1. Menghitung tingkat iluminasi lantai produksi rata-rata
Data Primer : 1. Tingkat Iluminasi 2. Tingkat Luminansi
3. Hasil kerja stasiun quality 1 dan 2 4. Data Dimeni ruangan
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
Data yang diperlukan pada penelitian ini adalah tingkat iluminasi dan tingkat luminansi pada material objek di stasiun kerja quality control 1 dan quality control 2.
5.1.1. Tingkat Iluminasi pada Lantai Produksi
Tingkat iluminasi di lantai produksi diukur dengan menggunakan alat 4 in 1 environmental meter. Penentuan titik ukur tingkat iluminasi, dibagi menjadi dua area pengukuran. Area pertama adalah stasiun kerja quality control 1 dengan luas 9,92 m2 yang menggunakan grid pengukuran 1 m × 1 m sehingga diperoleh empat titik pengukuran. Gambar 5.1 menunjukkan layout stasiun kerja quality control 1
Tabel 5.1. Tingkat Iluminasi di Area Pengukuran Quality Control 1
Gambar 5.2. Layout Titik Pengukuran Iluminasi di Quality Control 2
Tabel 5.2. Tingkat Iluminasi di Area Pengukuran Quality Control 2 Pukul (WIB) Titik
Ukur 1
Titik Ukur 2
Titik Ukur 3
Titik Ukur 4 Pengamatan I
09.00 20,23 36,70 19,49 43,45
11.00 25,37 40,24 23,57 41,26
13.00 21,67 41,66 24,75 42,08
15.00 28,83 39,15 26,20 41,43
Pengamatan II
09.00 23,17 41,23 19,27 47,30
11.00 24,30 44,17 24,77 44,67
13.00 22,63 40,57 29,40 44,53
Tabel 5.2. Tingkat Iluminasi di Area Pengukuran Quality Control 2
5.1.2. Data Tingkat Luminansi dan Tingkat Iluminasi Material Objek Stasiun Kerja Quality Control 1 dan Quality Control 2
Tingkat luminansi dan tingkat iluminasi diukur pada material objek yang berada di stasun kerja quality control 1 dan quality control 2. Tahapan
pengukuran tingkat luminansi dan tingkat iluminasi:
1. Hidupkan alat 4 in 1 environmental meter dan buka penutup sensor cahaya. 2. Letakkan sensor pada material objek (dinding, meja bahan, meja tinta,
mesin-mesin produksi, dan lantai) yang akan diukur tingkat iluminasinya dengan posisi sensor menghadap ke sumber cahaya.
3. Catat tingkat iluminasi (A) yang tertera pada layar ke form pengamatan.
5. Catat tingkat luminansi (B) yang tertera pada layar ke form pengamatan.
Hasil pengukuran untuk masing-masing material objek pada stasiun kerja quality control 1 dan quality control 2 disajikan pada Tabel 5.3.
Tabel 5.3. Tingkat Iluminasi dan Tingkat Luminansi di Stasiun Kerja
Quality Control 1 dan Quality Control 2
No Area Titik Ukur T. Iluminasi
( Lux)
T.Luminansi (Lux)
1 Dinding 1 28,20 14,10
2 32,40 23,50
2 Lantai 1 36,30 5,90
3 Langit-langit 1 77,60 63,90
4 Mesin
Mesin Washer 1 30,60 4,50
Conveyor 1 37,90 7,20
5.1.3. Hasil Kerja Stasiun Quality Control 1
Pengamatan hasil kerja stasiun kerja quality control 1 dilakukan selama lima hari kerja. Pengamatan bertujuan untuk mendapatkan data produk cacat yang lolos inspeksi oleh operator stasiun kerja quality control 1. Jenis kecacatan yang ditemukan adalah
1. Botol kotor atau tidak bersih
2. Botol retak
Gambar 5.4. Botol Retak
3. Botol sompel
No Pengamatan
Grafik yang menggambarkan jumlah produk cacat di stasiun quality control 1 yang dilakukan selama lima hari
Gambar 5.6. Grafik Produk Cacat yang Lolos Inspeksi pada Stasiun Quality
Control 1
5.1.4. Hasil Kerja Stasiun Quality Control 2
Pengamatan hasil kerja stasiun kerja quality control 2 juga dilakukan selama lima hari kerja. Pengamatan bertujuan untuk mendapatkan data produk
cacat yang lolos inspeksi oleh operator stasiun kerja quality control 2. Jenis kecacatan yang ditemukan adalah
1. Air sarsaparilla kotor
Gambar 5.7. Air Sarsaparilla Kotor 2. Volume air tidak sama
Gambar 5.8. Volume Air Tidak Sama
Tabel 5.5. Produk Cacat Lolos Inspeksi di Stasiun Kerja Quality Control 2
No Pengamatan Hari
Jenis Produk Cacat Lolos Inspeksi
Jumlah (Botol)
P Q
1 I 65 190 205
3 II 70 200 270
P = Air sarsaparilla kotor Q = Volume air tidak sama
Grafik yang menggambarkan jumlah produk cacat di stasiun quality control 2 yang dilakukan selama lima hari.
Gambar 5.9. Grafik Produk Cacat yang Lolos Inspeksi pada Stasiun Quality
Control 2
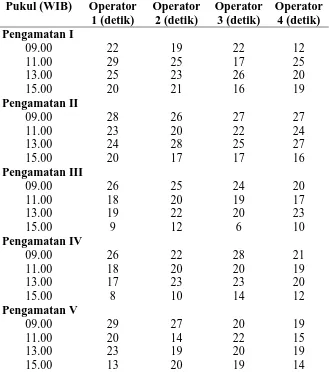
5.1.5. Kelelahan Mata Operator pada Stasiun Kerja Quality Control 1
Pengamatan hasil kelelahan mata dengan menggunkan alat flicker fusion-frequency dilakukan selama 5 hari dilihat pada Tabel 5.6.
0
Volume air tidak sama (pagi)
Tabel 5.6. Kelelahan Mata Operator pada Stasiun Kerja Quality Control 1
Pukul (WIB) Operator 1 (detik)
Gambar 5.10. Grafik Kelelahan Mata Operator pada Stasiun Quality Control 1
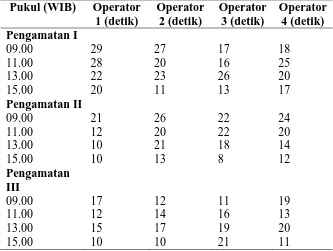
5.1.6. Kelelahan Mata Operator pada Stasiun Kerja Quality Control 2
Pengamatan hasil kelelahan mata dengan menggunkan alat flicker vuission
dilakukan selama 5 hari dapat dilihat pada Tabel 5.7.
Tabel 5.7. Hasil Kelelahan Mata Operator pada Stasiun Quality 2
Tabel 5.7. Hasil Kelelahan Mata Operator pada Stasiun Kerja Quality Control 2 ( Lanjutan)
Pukul (WIB) Operator 1 (detik)
Grafik yang menggambarkan kelelahan mata operator di stasiun quality control 2 yang dilakukan selama lima hari.
Gambar 5.11. Grafik Kelelahan Mata Operator pada Stasiun Quality Control 2
5.2. Pengolahan Data
Pengolahan data yang dilakukan adalah meliputi perhitungan tingkat iluminasi rata-rata lantai produksi, menghitung pemerataan pencahayaan, menghitung angka reflektansi material objek, menghitung jumlah kebutuhan lumen, dan uji korelasi antara tingkat iluminasi dengan hasil kerja stasiun kerja quality control 1 dan quality control 2
serta uji korelasi antara tingkat iluminasi dengan kelelahan mata operator stasiun kerja
quality control 1 dan quality control 2.
5.2.1. Perhitungan Tingkat Iluminasi Rata-rata
Data hasil tingkat iluminasi lantai produksi yang diperoleh dari pengukuran, dapat dihitung tingkat iluminasi rata-rata stasiun kerja quality control 1 dan quality control 2. Rekapitulasi rata-rata tingkat iluminasi disajikan pada Tabel 5.8.
Tabel 5.8. Rata-rata Tingkat Iluminasi Stasiun Kerja Quality Control 1 dan Quality Control 2 pada PT. Pabrik Es Siantar
Titik Ukur
Tingkat Iluminasi (Lux) Rata-Rata
Hari
I Hari II Hari III Hari IV Hari V Area I
1 25.51 28.46 29.28 31.34 31.34 2 45.55 44.59 45.92 47.04 44.25 3 27.48 28.53 23.83 22.29 21.89 4 44.15 45.35 45.27 43.23 42.61
Q1 35.67 36.73 36.07 35.97 35.02 35.89
Area II
1 24.03 22.70 29.28 38.38 42.43 2 39.44 41.35 42.02 43.96 41.71 3 23.50 26.11 31.90 30.65 30.06 4 42.06 44.38 38.83 43.37 40.96
Hasil dari rekapitulasi tersebut maka dapat dibuat grafik rata-rata tingkat iluminasi di lantai produksi pada PT. Pabrik Es Siantar seperti disajikan pada Gambar 5.8.
Gambar 5.12. Rata-rata Tingkat Iluminasi pada Lantai Produksi di PT. Pabrik Es Siantar
Tingkat iluminasi rata-rata lantai produksi PT. Pabrik Es Siantar sebesar 44,84 lux berada jauh di bawah standar yang ditetapkan oleh Kepmenkes untuk jenis pekerjaan kasar dan kontinu, yaitu 200 lux.
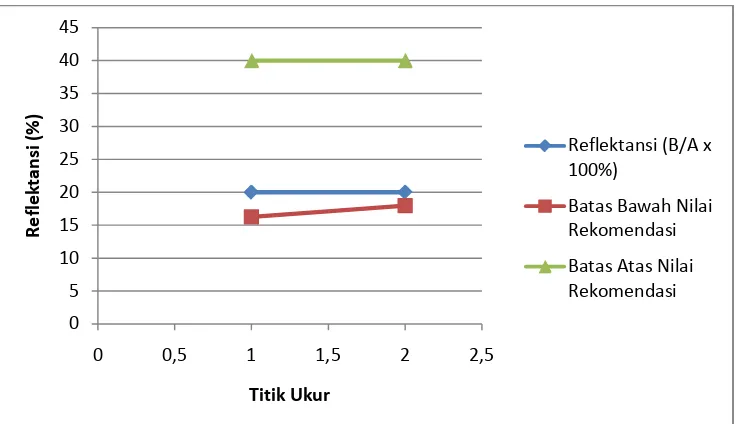
5.2.2. Perhitungan Angka Reflektansi Material Objek
Setiap objek memantulkan sebagian dari cahaya yang mengenainya. Perbandingan dari cahaya yang dipantulkan dengan cahaya yang diterima oleh objek tersebut dikali dengan 100% disebut dengan angka reflektansi material. Reflektansi yang direkomendasikan untuk pencahayaan industri ditunjukkan pada Tabel 5.9.
Tabel 5.9. Rekomendasi Nilai Reflektansi Material untuk Pencahayaan Industri
Sumber: IESNA Lighting Handbook 9th Edition
Hasil dari tingkat iluminasi dan tingkat luminansi, dapat dihitung angka reflektansi untuk semua material objek seperti ditunjukkan pada Tabel 5.10.
Tabel 5.10. Hasil Pengukuran Reflektansi Material Objek di Stasiun Kerja Quality
Data reflektansi pada Tabel 5.10. disajikan dalam grafik pada Gambar 5.9,5.10 dan 5.11.
Gambar 5.13. Angka Reflektansi Dinding
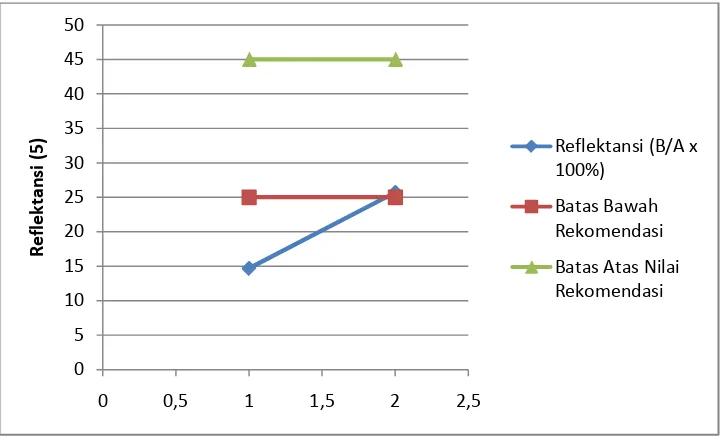
Gambar 5.14. Angka Reflektansi Lantai
Gambar 5.15. Angka Reflektansi Mesin dan Conveyor
Grafik-grafik di atas diketahui bahwa rata-rata angka reflektansi material tidak melebihi nilai yang direkomendasikan kecuali untuk dinding pada titik ukur 2 yang memiliki nilai di atas nilai rekomendasi karena dinding di sisi tersebut dilapisi oleh triplek berwarna putih sehingga meningkatkan angka reflektansinya. Lantai memiliki angka reflektansi yang rendah disebabkan lantai di stasiun kerja quality contol 1 dan quality control 2 ini tertutupi oleh air sehingga agak becek dan berdebu maka didapatkan angka reflektansi yang variatif pada beberapa permukaannya. Mesin washer memiliki angka reflektansi di bawah standar rekomendasi dikarenakan warna mesin yang gelap serta kotor.
5.2.3. Perhitungan Jumlah Lumen yang Dibutuhkan
Tingkat iluminasi yang diukur merupakan tingkat iluminasi pada penerangan umum dan untuk memperoleh iluminasi dan jumlah luminer yang
dibutuhkan oleh lantai produksi, dapat digunakan salah satu metode perhitungan iluminasi, yaitu metode lumen. Metode lumen mempertimbangkan berbagai faktor yang mempengaruhi penerangan, yaitu distribusi iluminasi, efisiensi, bentuk dan ukuran ruang, reflektansi permukaan, ketinggian lampu dari bidang kerja, CU (Coefficient of Utilization) dan LLF (Light Loss Factor).
Rumus perhitungan tingkat iluminasi pada penerangan umum adalah sebagai berikut:
� =ϕ. CU. LLF
�
Keterangan:
E : Tingkat iluminasi rata-rata (lux)
Φ : Total arus cahaya di bidang bersangkutan (lumen) CU : Koefisien penggunaan
LLF : Faktor kehilangan cahaya A : Luas area (m2)
Di mana,
Φ = L × N Dengan
L : Total lumen awal per luminer N : Jumlah luminer
Sehingga perhitungan jumlah luminer yang dibutuhkan menjadi sebagai berikut:
Panjang ruangan (L) = 6,1 m
Tinggi ruangan (H) = 10 m Bilangan pantul langit-langit (ρc) = 0.50
Bilangan pantul dinding (ρw) = 0.61
Bilangan pantul lantai (ρf) = 0.17
Jarak bidang luminer ke langit-langit (hc) = 0.25 m
Jarak bidang kerja ke lantai (hf) = 0.75 m
Jarak bidang luminer ke bidang kerja (hr) = 7 m
Prosedur perhitungan jumlah bola lampu tambahan di stasiun quality control 1 dan quality control 2 adalah sebagai berikut :
1. Perhitungan ceiling cavity ratio (CCR) CCR = 5hc (W+L)/(WL)
CCR = (5)(0.25)(6.2+6.4)/(6.1)(6.4) CCR = 0.4
2. Perhitungan room cavity ratio (RCR) RCR = 5hr (W+L)/(WL)
RCR = (5)(7)(6.2+6.4)/(6.1)(6.4) RCR = 11.1
3. Perhitungan floor cavity ratio (FCR) FCR = 5hf (W+L)/(WL)
4. Perhitungan effective ceiling cavity reflectance (ρcc)
Base reflectanceyang digunakan ρc = 0.5, wall reflectancedigunakan ρw = 0.61, dan
cavity ratio digunakan CCR = 0.4
CCR ρc = 50%
ρw = 60%
0.2 49
0.4 ρcc
0.6 46
ρcc = [{(0.4-0.2)/(0.4-0.6)}*(0.49-0.46)] + 0.46
= 0.43
5. Perhitungan effective floor cavity reflectance (ρfc)
Base reflectance digunakan ρf = 0.17, wall reflectance digunakan ρw = 0.61, dan
cavity ratio digunakan FCR = 1,19
ρf = 20% FCR = 1.2
ρw = 60% 20
ρw = 61% X
ρw = 70% 22
x = [{(0.7-0.61)/(0.7-0.60)}*(0.20-0.22)] + 0.22 = 0.24
ρf = 20% FCR = 1,0
ρw = 60% 12
ρw = 70% 13 x = [{(0.7-0.061)/(0.7-0.60)}*(0.13-0.12)] + 0.13
= 0.14
FCR ρf = 17%
ρw = 61%
1.0 12.0
1.2 ρcc
1.4 13.0
ρfc = [{(1.4-1.2)/(1.4-1.0)}*(0.12-0.13)] + 0.13
= 0.13
6. Perhitungan coefficient of utilization (CU)
Diketahui bahwa ρcc = 0.43, ρfc = 0.13, RCR = 11.1, dan ρw = 0.61.
RCR = 10 ρcc = 40%
ρw = 60% 15
ρw = 61% X
ρw = 70% 20
CU = [{(0.7-0.61)/(0.7-0.6)}*(0.15-0.20)] + 0.20 = 0.16
7. Penentuan nilai luminaire ambient temperature (LAT)
8. Penentuan nilai voltage variation (VV)
Lampu diasumsikan beroperasi sesuai desain voltase sehingga VV = 1 9. Penentuan nilai luminaire surface depreciation (LSD)
Faktor ini menunjukkan penurunan kualitas struktur luminer, namun faktor ini tidak memiliki nilai yang dipublikasikan (Joseph B. Murdock, 1994) 10. Penentuan nilai ballast factor (BF)
Ballast diasumsikan sesuai dengan desain lampu sehingga BF bernilai 1. 11. Penentuan nilai luminaire dirt depreciation (LDD)
Lampu yang dipilih termasuk kategori IV dimana menggunakan pencahayaan langsung sehingga memiliki nilai LDD sebesar 0.95.
12. Penentuan nilai room surface dirt depreciation (RSDD)
Jenis pencahayaan yang digunakan adalah pencahayaan langsung dengan kondisi lingkungan termasuk kotor sehingga memiliki nilai sebesar 0.95. 13. Penentuan nilai lamp lumen depreciation (LLD)
Jenis lampu yang digunakan adalah lampu philips essential 23 watt dengan penggantian berdasarkan lampu yang mati sehingga memiliki nilai LLD sebesar 0.85.
14. Penentuan nilai lamp burnout (LBO)
Penggantian lampu dilakukan hanya pada lampu yang mati sehingga memiliki nilai LBO sebesar 0.95.
15. Perhitungan light loss factor (LLF)
LLF = 0,76
16. Perhitungan flux luminous (jumlah cahaya) yang diperlukan (F)
F = (E)x(A)
(CU )x(LLF )
F = (200)x(39.68) (0.16)x(0.76)
F = 65263.16
Jenis lampu yang digunakan sebelumnya di pabrik adalah lampu Philips essential 23 watt dengan nominal luminous flux = @1900lumen. Maka jumlah bola lampu yang digunakan seharusnya = �
�1=
65263 ,16
1900 = 20,1≈ 20 buah lampu.
5.2.4. Uji Korelasi Tingkat Iluminasi dengan Hasil Kerja Stasiun Quality
Control 1 dan Quality Control 2
Uji korelasi dilakukan mengetahui derajat asosiasi antar variabel tingkat iluminasi dengan hasil kerja stasiun quality control 1. Tabel 5.11. menunjukkan rekapitulasi data tingkat iluminasi stasiun kerja quality control 1 selama lima hari kerja.
Tabel 5.11. Rekapitulasi Data Tingkat Iluminasi di Stasiun Quality
Control 1
Hari Ke Pukul ( WIB)
11 37.03
Tabel 5.11. Rekapitulasi Data Tingkat Iluminasi di Stasiun Quality
Control 1 (Lanjutan)
Hari Ke
Pukul ( WIB)
Area Pengukuran (Lux) Rata-rata
Data tingkat iluminasi tersebut kemudian dikorelasikan dengan data hasil kerja stasiun quality control 1 seperti ditunjukkan pada Tabel 5.12.
Tabel 5.12. Tingkat Iluminasi Stasiun Kerja Quality Control 1 dan Produk Cacat Lolos
Inspeksi
5 Pagi 36.81 274
Sebelum dilakukan uji korelasi, terlebih dahulu dilakukan uji kenormalan terhadap kedua data tersebut. Uji distribusi normal yang digunakan adalah uji
kolmogorov-smirnov. Berikut ini merupakan langkah-langkah pengujiannya:
1. Data diurutkan dari nilai terkecil hingga ke nilai terbesar lalu diberi urutan nomor, yaitu dari 1 hingga 10.
2. Nilai Fa(X) dihitung dengan membagi nomor data dengan total data, misalnya data no 1 dengan jumlah data 10.
��(�) =nomor data
� =
1
10= 0,10 1. Menghitung nilai Z dengan rumus
�= X −X σ
Diketahui, X =358,97
10 = 35,90; Xi = 35,14 dan σ = 1,2316 sehingga z = 0,6146
2. Mencari nilai distribusi frekuensi kumulatif teoritis yang dinotasikan dengan Fe(X) pada tabel distribusi normal. Untuk z = 0,6146 diperoleh nilai pada tabel yaitu 0,7422.
3. Menghitung selisih absolut nilai Fa(X) dengan Fe(X) sebagai nilai D D = |Fa(X) – Fe(X)|
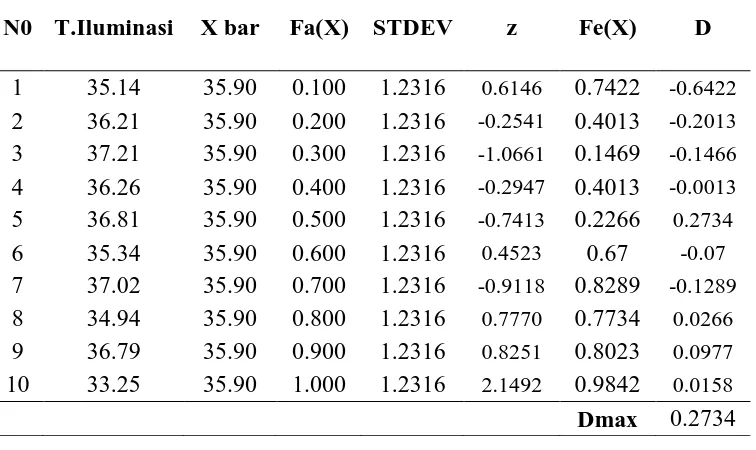
Tabel 5.13. Uji Distribusi Normal Data Tingkat Iluminasi
4. Menetapkan nilai Dmaks lalu membandingkan nilainya dengan nilai Dσ pada tabel kolmogorov-smirnov dengan nilai σ = 0,05. Kriteria pengambilan keputusan adalah sebagai berikut:
H0 = data berdistribusi normal; H1 = data tidak berdistribusi normal H0 diterima apabila D ≤ Dσ dan H0 ditolak apabila D ≥ Dσ
Dmaks yang diperoleh adalah 0,2734 dan Dσ untuk n = 10 dan σ = 0,05 adalah 0,4090, maka: D ≤ Dσ, sehingga Ho diterima.
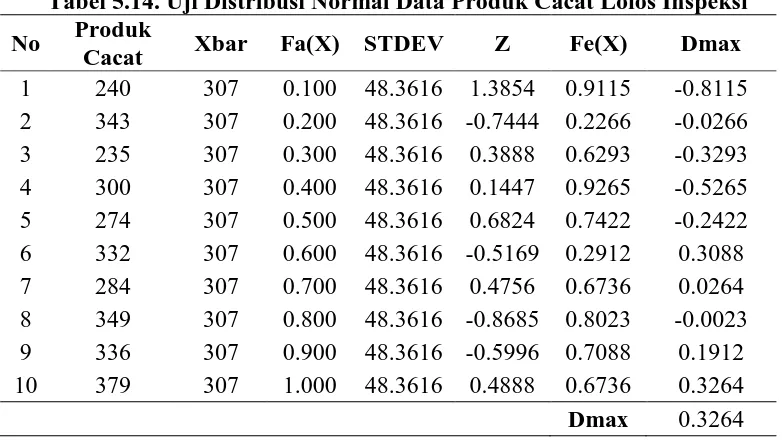
Dengan cara yang sama dilakukan pengujian kenormalan untuk data jumlah produk cacat lolos inspeksi di stasiun kerja. Rekapitulasi pengujian kenormalan data produk cacat lolos inspeksi di stasiun kerja quality 1 pada Tabel 5.14.
Tabel 5.14. Uji Distribusi Normal Data Produk Cacat Lolos Inspeksi
Setelah dilakukan pengujian distribusi normal, langkah selanjutnya adalah melakukan uji korelasi terhadap kedua data tersebut dan jenis uji korelasi yang digunakan adalah uji korelasi Pearson. Uji korelasi Pearson digunakan untuk menguji korelasi antar dua varian yang berdistribusi normal dan berjenis data interval atau rasio. Tabel 5.15. merupakan tabel bantuan perhitungan koefisien korelasi variabel tingkat iluminasi (X) dan variabel produk cacat lolos inspeksi (Y).
Tabel 5.15. Perhitungan Koefisien Korelasi Variabel X dan Y
Tabel 5.15. Perhitungan Koefisien Korelasi Variabel X dan Y (Lanjutan)
No X Y XY X2 Y2
9 36.79 336 22441.90 1353.50 372100 10 33.25 379 20781.25 1105.56 390625 Total 358.97 3072 109965.73 12899.6 964768
Hasil perhitungan pada Tabel 5.15 maka dapat dihitung koefisien korelasi dengan menggunakan rumus uji korelasi Pearson berikut:
�=
�= (10)(109965.73)−(358,97)(3072)
�[10)(964768)−(358,97)2)[[(10)(12899.6)−(3072)]2]
�= 0,5780
5.2.4.1. Uji Korelasi Tingkat Iluminasi dengan Hasil Kerja Stasiun Quality
Control 2
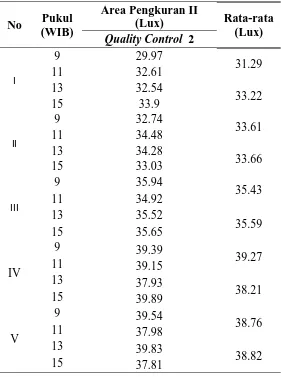
Tabel 5.16. Rekapitulasi Data Tingkat Iluminasi di Stasiun Quality
Quality Control 2
I
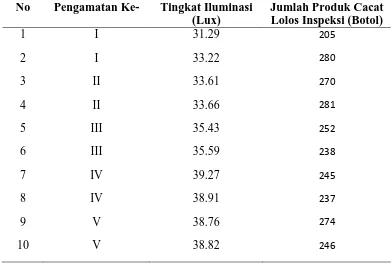
Tabel 5.17. Tingkat Iluminasi Stasiun Kerja Quality Control 2 dan Produk Cacat Lolos
Inspeksi
No Pengamatan Ke- Tingkat Iluminasi (Lux)
Sebelum dilakukan uji korelasi, terlebih dahulu dilakukan uji kenormalan terhadap kedua data tersebut. Uji distribusi normal yang digunakan adalah uji
kolmogorov-smirnov. Berikut ini merupakan langkah-langkah pengujiannya:
1. Data diurutkan dari nilai terkecil hingga ke nilai terbesar lalu diberi urutan nomor, yaitu dari 1 hingga 10.
2. Nilai Fa(X) dihitung dengan membagi nomor data dengan total data, misalnya data no 1 dengan jumlah data 10.
��(�) =nomor data
� =
1
10= 0,10 5. Menghitung nilai Z dengan rumus
Diketahui, X =358,97
10 = 35,86; Xi = 31,29 dan σ = 2,9082 sehingga z = 0,6146
6. Mencari nilai distribusi frekuensi kumulatif teoritis yang dinotasikan dengan Fe(X) pada tabel distribusi normal. Untuk z = 0,6146 diperoleh nilai pada tabel yaitu 0,9394.
7. Menghitung selisih absolut nilai Fa(X) dengan Fe(X) sebagai nilai D D = |Fa(X) – Fe(X)|
= |0,1000 – 0,7422| = -0,8394
Tabel 5.18. Uji Distribusi Normal Data Tingkat Iluminasi
N0 T.Iluminasi X bar Fa(X) STDEV z Fe(X) D
8. Menetapkan nilai Dmaks lalu membandingkan nilainya dengan nilai Dσ pada tabel kolmogorov-smirnov dengan nilai σ = 0,05. Kriteria pengambilan keputusan adalah sebagai berikut:
Dmaks yang diperoleh adalah 0,1469 dan Dσ untuk n = 10 dan σ = 0,05 adalah 0,4090, maka: D ≤ Dσ, sehingga Ho diterima.
Dengan cara yang sama dilakukan pengujian kenormalan untuk data jumlah produk cacat lolos inspeksi di stasiun kerja quality control 2. Rekapitulasi pengujian kenormalan data produk cacat lolos inspeksi di stasiun kerja quality control 2 disajikan pada Tabel 5.19.
Dmaks yang diperoleh adalah 0,1469 dan Dσ adalah 0,4090, maka: D ≤ Dσ, sehingga Ho diterima. Dengan demikian, data tingkat iluminasi dan data
produk cacat lolos inspeksi teruji berdistribusi normal.
Tabel 5.19. Uji Distribusi Normal Data Produk Cacat Lolos Inspeksi No Produk
korelasi variabel tingkat iluminasi (X) dan variabel produk cacat lolos inspeksi (Y).
Tabel 5.20. Perhitungan Koefisien Korelasi Variabel X dan Y
No X Y XY X2 Y2
Hasil perhitungan pada Tabel 5.20. maka dapat dihitung koefisien korelasi dengan menggunakan rumus uji korelasi Pearson berikut:
�=
�= (10)(200841,67)−(358,97)(5600)
�[10)(12899,60)−(358,97)2)[[(10)(3166278)−(5600)]2]
�= 0,5268
Uji korelasi dilakukan mengetahui derajat asosiasi antar variabel tingkat iluminasi dengan kelelahan mata operator kerja stasiun quality control 1.
Tabel 5.21. menunjukkan rekapitulasi data tingkat iluminasi di stasiun kerja quality control 1 selama lima hari kerja.
Tabel 5.21. Rekapitulasi Data Tingkat Iluminasi di Stasiun Quality
Control 1
No Pukul ( WIB)
Area Pengukuran (Lux) Rata-rata
Tabel 5.22. Rekapitulasi Data Kelelahan Mata Operator di Staisun Kerja Quality Control 1
Pukul
Data iluminasi tersebut kemudian dikorelasikan dengan data kelelahan mata operator kerja stasiun quality control 1 seperti ditunjukkan pada Tabel 5.23.
Tabel 5.23. Tingkat Iluminasi dan Kelelahan Mata Operator 1 di Stasiun Quality Control
No Pengamatan Ke- Tingkat Iluminasi
Sebelum dilakukan uji korelasi, terlebih dahulu dilakukan uji kenormalan terhadap kedua data tersebut. Uji distribusi normal yang digunakan adalah uji
kolmogorov-smirnov. Berikut ini merupakan langkah-langkah pengujiannya:
1. Data diurutkan dari nilai terkecil hingga ke nilai terbesar lalu diberi urutan nomor, yaitu dari 1 hingga 10.
2. Nilai Fa(X) dihitung dengan membagi nomor data dengan total data, misalnya data no 1 dengan jumlah data 10.
��(�) =nomor data
� =
1
10= 0,10 9. Menghitung nilai Z dengan rumus
�= X −X σ
Diketahui, X =358,97
10 = 35,90; Xi = 35,14 dan σ = 1,2316 sehingga z = 0,6146
11.Menghitung selisih absolut nilai Fa(X) dengan Fe(X) sebagai nilai D D = |Fa(X) – Fe(X)|
= |0,1000 – 0,7422| = -0,6422
Tabel 5.24. Uji Distribusi Normal Data Tingkat Iluminasi
N0 T.Iluminasi X bar Fa(X) STDEV z Fe(X) D
11. Menetapkan nilai Dmaks lalu membandingkan nilainya dengan nilai Dσ pada tabel kolmogorov-smirnov dengan nilai σ = 0,05. Kriteria pengambilan keputusan adalah sebagai berikut:
H0 = data berdistribusi normal; H1 = data tidak berdistribusi normal H0 diterima apabila D ≤ Dσ dan H0 ditolak apabila D ≥ Dσ
Dmaks yang diperoleh adalah 0,2734 dan Dσ untuk n = 10 dan σ = 0,05 adalah 0,4090, maka: D ≤ Dσ, sehingga Ho diterima.
Dmaks yang diperoleh adalah 0.3404 dan Dσ adalah 0,4090, maka: D ≤ Dσ, sehingga Ho diterima. Dengan demikian, data tingkat iluminasi dan data
kelelahan mata operator teruji berdistribusi normal
Tabel 5.25. Uji Distribusi Normal Data Kelelahan Mata Operator No Kelelahan
Mata Xbar Fa(X) STDEV Z Fe(X) Dmax
1 25.5 18 0.1 4.5707 -1.0173 0.1469 -0.0469 2 22.5 18 0.2 4.5707 -0.3610 0.3632 -0.1632 3 25.5 18 0.3 4.5707 -1.0173 0.1469 0.1531
4 22 18 0.4 4.5707 -0.2516 0.4013 -0.0013
5 22 18 0.5 4.5707 -0.2516 0.4013 0.0987
6 14 18 0.6 4.5707 1.4987 0.9265 -0.3265
7 22 18 0.7 4.5707 -0.2516 0.4013 0.2987
8 12.5 18 0.8 4.5707 1.8269 0.9678 -0.1678
9 24.5 18 0.9 4.5707 0.1986 0.5596 0.3404
10 18 18 1 4.5707 0.6235 0.7422 0.2578
Tabel 5.26. Perhitungan Koefisien Korelasi Variabel X dan Y
Hasil dari perhitungan pada Tabel 5.26. maka dapat dihitung koefisien korelasi dengan menggunakan rumus uji korelasi Pearson berikut:
�=
�= (10)(7513.00)−(358.97)(208.50)
�[10)(12899.69)−(358.97)2)[[(10)(4535.25)−208.50]2]
�= 0,5619
5.2.5.1. Uji Korelasi Tingkat Iluminasi dengan Kelelahan Mata Operator di Stasiun Kerja Quality Control 2
menunjukkan rekapitulasi data stasiun kerja quality control 2 selama lima hari kerja
Tabel 5.27. Rekapitulasi Data Tingkat Iluminasi di Stasiun Quality
Control 2
Quality Control 2
I
Tabel 5.28. Tingkat Iluminasi Stasiun Kerja Quality Control 2 dan Kelelahan Mata
Operator
No Pengamatan Ke- Tingkat Iluminasi (Lux)
Sebelum dilakukan uji korelasi, terlebih dahulu dilakukan uji kenormalan terhadap kedua data tersebut. Uji distribusi normal yang digunakan adalah uji
kolmogorov-smirnov. Berikut ini merupakan langkah-langkah pengujiannya:
1. Data diurutkan dari nilai terkecil hingga ke nilai terbesar lalu diberi urutan nomor, yaitu dari 1 hingga 10.
2. Nilai Fa(X) dihitung dengan membagi nomor data dengan total data, misalnya data no 1 dengan jumlah data 10.
��(�) =nomor data
� =
1
�= X −X σ
Diketahui, X =358,97
10 = 35,86; Xi = 31,29 dan σ = 2,9082 sehingga z = 1,5714
13. Mencari nilai distribusi frekuensi kumulatif teoritis yang dinotasikan dengan Fe(X) pada tabel distribusi normal. Untuk z = 0,5714 diperoleh nilai pada tabel yaitu 0,9394.
14.Menghitung selisih absolut nilai Fa(X) dengan Fe(X) sebagai nilai D D = |Fa(X) – Fe(X)|
= |0,1000 – 0,9394| = -0,8394
Tabel 5.29. Uji Distribusi Normal Data Tingkat Iluminasi
N0 T.Iluminasi X bar Fa(X) STDEV z Fe(X) D
H0 diterima apabila D ≤ Dσ dan H0 ditolak apabila D ≥ Dσ
Dmaks yang diperoleh adalah 0,1469 dan Dσ untuk n = 10 dan σ = 0,05 adalah 0,4090, maka: D ≤ Dσ, sehingga Ho diterima.
Dengan cara yang sama dilakukan pengujian kenormalan untuk data kelelaha mata operator di stasiun kerja quality control 2. Rekapitulasi pengujian kenormalan data kelelahan mata operator di stasiun kerja quality control 2 disajikan pada Tabel 5.30.
Dmaks yang diperoleh adalah 0,2578 dan Dσ adalah 0,4090, maka: D ≤ Dσ, sehingga Ho diterima. Dengan demikian, data tingkat iluminasi dan data kelelahan mata operator teruji berdistribusi normal.
Setelah dilakukan pengujian distribusi normal, langkah selanjutnya adalah melakukan uji korelasi terhadap kedua data tersebut dan jenis uji korelasi yang digunakan adalah uji korelasi Pearson. Uji korelasi Pearson digunakan untuk menguji korelasi antar dua varian yang berdistribusi normal dan berjenis data interval atau rasio. Tabel 5.31. merupakan tabel bantuan perhitungan koefisien korelasi variabel tingkat iluminasi (X) dan variabel kelelahan mata operator (Y).
Tabel 5.31. Perhitungan Koefisien Korelasi Variabel X dan Y
No X Y XY X2 Y2
Hasil perhitungan pada Tabel 5.15 maka dapat dihitung koefisien korelasi dengan menggunakan rumus uji korelasi Pearson berikut:
�=
�= (10)(7295.76)−(358,56)(203.5)
�[10)(12932,64)−(358,56)2)[[(10)(4233.25)−(203.5)]2]
BAB VI
ANALISIS DAN EVALUASI PEMBAHASAN MASALAH
6.1. Analisis
Analisis hasil pengolahan data meliputi, analisis pencahayaan lantai produksi dan analisis uji korelasi tingkat iluminasi dengan hasil kerja stasiun quality control 1 dan quality control 2.
6.1.1. Analisis Tingkat Iluminasi di Stasiun Kerja Quality Control 1 dan
Quality Control 2
Mengetahui kondisi pencahayaan di lantai produksi maka diperlukan pengkajian dari segi rumus perhitungan tingkat iluminasi yaitu:
�=ϕ. CU. LLF
�
iluminasi sesuai dengan standar. Melalui perhitungan diperoleh bahwa kebutuhan lumen standar untuk lantai produksi adalah sebesar 65263,16 lumen.
Perhitungan bertahap diperoleh nilai CU sebesar 0,16. Nilai CU tergolong rendah sehingga menunjukkan bahwa banyak cahaya yang tidak mencapai bidang. Nilai reflektansi diketahui bahwa sebagian nilai reflektansi material objek telah memenuhi nilai reflektansi rekomendasi. Pada material lantai nilai reflektansi yang diperoleh bernilai variatif dikarenakan sebagian permukaan lantai tertutup oleh air sehingga lantai sedikit becek dan licin. Sedangkan pengukuran pada beberapa mesin seperti mesin washer memberikan angka reflektansi di bawah standar rekomendasi dikarenakan permukaan mesin yang berwarna gelap.
6.1.2. Analisis Uji Korelasi Tingkat Iluminasi dengan Hasil Kerja Stasiun Kerja Quality Control 1 dan Quality Control 2
Indikasi bahwa tingkat iluminasi yang rendah berakibat pada kelelahan penglihatan yang mendukung rendahnya efisiensi kerja operator. Hasil kerja di stasiun kerja quality control 1 dan quality control 2 menjadi fokus penelitian dikarenakan detail pekerjaan di stasiun tersebut lebih tinggi dibandingkan stasiun kerja yang lain sehingga diperlukan tingkat iluminasi yang sesuai dengan standar yang telah ditetapkan.
memberikan hasil nilai koefisien korelasi (r) sebesar 0,5268 dan 0.5780. Nilai ini berarti bahwa terdapat hubungan yang cukup kuat antara tingkat iluminasi dengan hasil kerja stasiun kerja quality control 1 dan stasiun kerja quality control 2.
6.2. Pemecahan Masalah
Analisis diketahui bahwa tingkat iluminasi yang rendah diakibatkan oleh tidak terpenuhinya kebutuhan lumen standar di lantai produksi. Kebutuhan lumen standar yang harus dipenuhi adalah sebesar 65263,16 lumen.
Pemecahan masalah pertama adalah diusulkan dua alternatif penggantian jenis lampu dan penambahan jumlah lampu untuk memenuhi kebutuhan lumen standar dan pemecahan masalah kedua adalah penggantian jenis dan penambahan jumlah lampu khusus pada stasiun kerja quality control 1 dan quality control 2. Pada kondisi aktual, stasiun kerja quality control 1 dan quality control 2 menggunakan tipe lampu Philips Essential 23 Watt (1900 lm) dengan jumlah 2 lampu.
Pada alternatif I, lampu yang diusulkan adalah lampu LED dengan lumen awal 6300 lm/lampu atau 84 watt, sehingga kebutuhan lampu di lantai produksi dapat dihitung sebagai berikut:
�=ϕ
�=
65263,16
6300 = 10,3≈ 10lampu
Dengan demikian, disimpulkan bahwa jumlah lampu usulan pada alternatif I adalah 10 buah dengan 5 buah lampu berada di stasiun kerja quality control 1 dan 5 buah lampu lagi di stasiun quality control 2 dan jarak tiap lampu maksimum adalah 1,98 m. Susunan letak penambahan lampu usulan pada alternatif I ditunjukkan pada Gambar 6.1 dan 6.2
Gambar 6.1. Susunan Lampu Kondisi Usulan Aternatif I di Stasiun Quality
Gambar 6.2. Susunan Lampu Kondisi Usulan Aternatif I di Stasiun Quality
Control 2
Alternatif II, diusulkan penggunaan lampu hemat energi yaitu lampu merk LED dengan lumen awal 9000 lm/lampu atau 120 watt. Dapat dihitung jumlah kebutuhan lampu di stasiun quality control 1 dan quality control 2, yaitu
� = ϕ �=
65263,16
9000 = 7,5≈ 8lampu
Maka jumlah lampu usulan pada alternatif II adalah 8 buah dengan 4 buah lampu berada di stasiun kerja quality control 1 dan 4 buah lampu lagi di stasiun kerja quality control 2 dan jarak tiap lampu maksimum adalah 2.22 m. Susunan letak penambahan lampu usulan pada alternatif II ditunjukkan pada gambar 6.3 dan 6.4..
Gambar 6.3. Susunan Lampu Kondisi Usulan Aternatif II di Stasiun Quality
Gambar 6.4. Susunan Lampu Kondisi Usulan Aternatif II di Stasiun Quality
Control 2
6.3. Pembahasan Hasil Pemecahan Masalah
Memenuhi tingkat iluminasi yang sesuai dengan standar yang ditetapkan dalam Kepmenkes No 1405 tahun 2002, maka diberikan usulan penggantian jenis lampu dan penambahan jumlah lampu. Terdapat dua alternatif yang diusulkan yaitu alternatif I menggunakan lampu LED 84 watt berjumlah 10 buah sedangkan alternatif II menggunakan lampu merk LED 120 watt berjumlah 8 buah.
besar daya yang dapat dimanfaatkan dari keseluruhan daya tampak yang diberikan sumber. Nilai faktor daya berkisar dari 0 hingga 1 dan semakin baik apabila nilainya mendekati 1.
BAB VII
KESIMPULAN DAN SARAN
7.1. Kesimpulan
Berdasarkan hasil analisis dan pemecahan masalah maka dapat diambil beberapa kesimpulan sebagai berikut:
1. Diketahui bahwa tingkat iluminasi rata-rata lantai produksi sebesar 44,84 lux berada jauh di bawah standar Kepmenkes No 1405 tahun 2002.
2. Terdapat hubungan yang cukup kuat antara tingkat iluminasi dengan hasil kerja stasiun quality control1 dan quality control 2, yaitu berupa produk cacat lolos inspeksi di stasiun kerja tersebut. Hal ini menunjukkan bahwa semakin rendah tingkat iluminasi maka semakin tinggi jumlah produk cacat yang lolos inspeksi sehingga perlu dilakukan peningkatan tingkat iluminasi guna mengurangi jumlah produk cacat yang lolos inspeksi di stasiun kerja quality control 1 dan quality control 2.
7.2. Saran
Berdasarkan kesimpulan penelitian, maka dapat disampaikan saran sebagai berikut:
2. Untuk selanjutnya dapat dilakukan penelitian yang lebih mendalam mengenai pengaruh faktor-faktor pada LLF terhadap jumlah cahaya yang sampai di bidang kerja.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Pematang Siantar merupakan kota kedua yang terpenting dan terbesar di Sumatera Timur setelah medan, yang juga ikut merasakan perubahan dari sistem ekonomi atau industrialisasi. Pematang Siantar merupakan contoh daerah yang berkembang pesat dibandingkan dengan daerah lain. Investasi-investasi begitu banyak yang dilakukan oleh pihak asing pada kota Pematang Siantar membuat daerah ini menjadi berkembang.
PT. Pabrik Es Siantar merupakan satu-satunya pabrik tertua di Pematang Siantar yang sudah berdiri sejak 1916 dengan naman NV Ijs Fabriek. PT. Pabrik Es Siantar didirikan oleh seorang yang berkebangsaan Swiss bernama Heinrich Surbeck. Heinrich Surbeck merupakan sarjana teknik kimia dan pertama kali datang ke Sumatera Utara pada tahun 1902. Beberapa tahun kemudian Surbeck mendirikan pabrik gambir di Gunung Melayu (Asahan), mendirikan pembangkit listrik dan hotel, pabrik es dan minuman di Pematang Siantar di bawah nama N . Ijs Fabriek. NV Ijs Fabriek atau PT. Pabrik Es Siantar berdiri pada tahun 1916 yang pada awalnya memproduksi es batangan.
Soda, Coffe Bear, dan Soda Water. Dari hasil penelitian peneliti sampai saat ini belum ada perusahaan yang memproduksi es batangan dalam jumlah besar selain NV Ijs Fabriek Siantar. NV Ijs Fabriek Siantar juga menjadi pemasok listrik bagi Pematang Siantar sebelum masuk PLN. Listrik yang didapatkan oleh NV Ijs Fabriek Siantar didapatkan dengan membendung sungai Bah Bolon yang ada di depan pabrik tersebut.
Pemilihan nama “badak” sebagai merek minuman yang dicetuskan oleh Heinrich Surbeck memang kurang jelas. Wawancara yang dilakukan peneliti bahwa badak mempunyai arti filosofi yaitu badak mempunyai kulit dan tanduk yang keras, yang mengartikan bahwa perubahan zaman kearah globalisasi tidak akan membuat minuman dan es batangan surut.
Pada tahun 1920-an bukan hanya es batangan saja yang diproduksi tetapi mulai merambah ke produksi minuman. Ada delapan minuman yang diproduksi yaitu Orange Pop, Sarsaparilla, Raspberry, Nanas, Grape Fruit Soda, American Ice Cream Soda, Coffe Bear, dan Soda Water. NV Ijs Fabriek Siantar juga menjadi pemasok listrik bagi Pematang Siantar sebelum masuk PLN. Listrik yang didapatkan oleh NV Ijs Fabriek Siantar didapatkan dengan membendung sungai Bah Bolon yang ada di depan pabrik tersebut.
Pada tahun 1971 PT. Pabrik Es dijual kepada Julius Hutabarat karena Heinrich Surbeck dan keluarganya memutuskan untuk kembali ke Swiss. Keputusan keluarga Heinrich Surbeck menjual pabrik tersebut kepada keluarga Hutabarat sangat tepat karena di tangan Hutabarat, pabrik ini bertambah maju ditunjukkan dengan penambahan gedung baru, penggantian mesin dan fasilitas lainnya. PT. Pabrik Es Siantar tetap berproduksi sampai tahun 1990 walaupun mengalami pengurangan produksi minuman. Globalisasi, dana serta banyaknya kendala yang dihadapi perusahaan tersebut menyebabkan pengurangan produksi, pada awalnya ada delapan minuman yang diproduksi berubah menjadi dua minuman yaitu sarsaparilla dan soda water dan tentu saja es batangan. Pengurangan produksi minuman terjadi sekitar tahun 1990-an, tetapi minuman cap badak menjadi primadona bagi warga sekitar. Pada beberapa tahun belakangan ini minuman ber cap “badak” kembali menarik perhatian pasar, dan mengalami peningkatan permintaan yang tinggi.
PT. Pabrik Es Siantar merupakan sebuah perusahaan minuman yang sudah berdiri hampir satu abad bersaing dengan perusahaan minuman asing lainnya.
2.2. Ruang Lingkup Bidang Usaha
Bahan baku atau bahan utama berupa air, konsetrat (essence sarsaparilla), gas CO2 cair dan gula murni. Bahan konsetrat (essence sarsaparilla) diimpor dari
luar negeri, melalui distributor bernama IFF (International Flavor & Fragrance). Daerah pemasaran produk minuman PT. Pabrik Es Siantar adalah Aceh, Sumatera Utara, Padang, Pekan Baru, Kepulauan Riau, Palembang, Batam, bandung, Surabaya dan Jakarta.
2.3. Organisasi dan Manajemen Perusahaan 2.3.1. Struktur Organisasi
Struktur organisasi PT. Pabrik Es Siantar berbentuk lini, karena pelimpahan wewenang langsung secara vertikal dan sepenuhnya dari pemimpinan terhadap
bawahannya. Bentuk hubungan tersebut dapat dilihat pada Gambar 2.1.
2.3.2. Jam Kerja
PT. Pabrik Es Siantar beroperasi secara kontinu selama 16 jam/hari. Tenaga kerja secara umum bekerja 48 jam/minggu. Waktu kerja bagi karyawan PT. Pabrik Es Siantar dapat dikelompokkan menjadi dua shift, yaitu:
1. Waktu Kerja Shift I
a. Senin-Sabtu : Pukul 08.00-16.00 WIB
b. Minggu : Libur
2. Waktu Kerja Shift II
a. Senin-Sabtu : Pukul 16.00-24.00 WIB
MANAGER
Salesman Sub. Bag Bengkel
2.4. Proses Produksi
Proses produksi adalah upaya untuk menciptakan atau menambah nilai suatu barang atau jasa dengan menggunakan sumber-sumber yang ada yaitu material, tenaga kerja, mesin, metode dan lainnya. Sistem produksi yang dillakukan perusahaan ialah make to stock, yaitu kegiatan produk dilakukan untuk mengisi persediaan yang jumlahnya ditentukan berdasarkan peramalan terhadap potensi permintaan pelanggan terhadap produk jadi.
2.4.1. Bahan Baku
Bahan baku merupakan bahan utama yang digunakan dalam proses produksi dengan komposisi persentase yang tinggi dan merupakan bahan yang membentuk bagian integral dari suatu produk jadi. Bahan baku yang digunakan pada produksi minuman di PT. Pabrik Es Siantar adalah:
1. Air
Air yang digunakan pada proses produksi ini diperoleh langsung dari sumber mata air yang berada di kawasan perusahaan sehingga meminimkan biaya. Air tersebut tidak hanya digunakan sebagai bahan baku tetapi juga sebagai pembangkit listrik pada perusahaan ini dengan menggunakan turbin.
2. Konsentrat (Essence Sarsaparilla)
3. Gas CO2 Cair
Gas CO2 cair digunakan untuk memberikan gas pada produk, sehingga rasanya
lebih enak dan juga sebagai pengawet produk. Gas ini diperoleh dari Medan melalui distributor yaitu PT. Andalas Jaya Perkasa.
4. Gula Murni
Gula murni ini digunakan untuk memberikan rasa kepada produk sehingga lebih enak.
2.4.2. Bahan Penolong
Bahan penolong adalah bahan yang tidak tampak dalam produk jadi tetapi hanya menolong proses produksi agar berjalan dengan lancar dan digunakan sebagai pelengkap produk saja. Bahan penolong yang digunakan adalah Sitrid acid yang digunakan untuk memberikan sedikit rasa asam pada produk, Sitrid acid diperoleh dari Medan melalui distributor yaitu PT. Sarijaya.
2.4.3. Bahan Tambahan
Bahan tambahan adalah bahan yang dibutuhkan guna menyelesaikan suatu produk, tetapi pemakaiannya sangat sedikit atau cukup kompleks yang dapat mempengaruhi kualitas produk. Adapun bahan tambahan yang digunakan adalah: 1. Pewarna Alami