12
Jl.Raya Solo Sragen km16 M asaran, Sragen, Jaw aTengah
“PROSES PRODUKSI M I AYAM 2 TELOR”
Untuk memenuhi sebagian persyarat an
Guna mencapai gelar Ahli M adya
Teknologi Hasil Pertanian di Fakultas Pertanian
Universit as Sebelas M aret Surakarta
Oleh :
SINDU BAYU PERM ANA
H 3106063
PROGRAM STUDI DIII TEKNOLOGI HASIL PERTANIAN
FAKULTAS PERTANIAN
2010
TUGAS AKHIR
M agang M ahasisw a
DI PT. TIGA PILAR SEJAHTERA
Jl.Raya Solo Sragen km16 M asaran, Sragen, Jaw aTengah
“PROSES PRODUKSI M IE AYAM 2 TELOR’’
Yang Disiapkan dan Disusun Oleh
SINDU BAYU PERM ANA
H 3106063
Telah dipert ahankan di hadapan dosen penguji
Pada t anggal : ………..
Dan dinyat akan mem enuhi syarat
M enyet ujui,
M enget ahui,
Dekan Fakult as Pert anian
Universit as Sebelas M aret Surakarta
Penguji
Godras Jati M anuhara,S.TP
NIP. 19810330 200501 1001
Pem bimbing
Prof. Dr. Ir. H. Suntoro, M S
NIP. 19551217 198203 1 003
M OTTO
Jangan pernah tunda………
Apa yang bisa kau kerjakan hari ini.
Air itu basah, langit itu biru….
Hidup itu misteri.
Belajarlah dari kesalahan.
Kegagalan bukanlah akhir segalanya.
M anusia yang paling lemah
ialah orang yang tidak mampu mencari teman.
Namun yang lebih lemah dari itu
ialah orang yang mendapatkan banyak teman tetapi menyia-nyiakannya
HALAM AN PERSEM BAHAN
Segala Puji bagi Allah SWT Pencipt a dan Penguasa seluruh jagat raya yang t elah
memberikan kehidupan dan pet unjuk-Nya sehingga penulis dapat menyelesaikan
laporan m agang ini. Karya kecil ini penulis pesemb ahkan unt uk :
Bapak dan Ibu besert a segenap keluarga besar penulis, Terim akasih at as doa,
dukungan, kesabarannya dan semangat sert a nasehat -nasehat nya slama ini.
Buat ardyanti yang selalu m enem ani dan m em berikan semangat .
Buat ibu suw ardi t erim a kasih at as do’a,dukungan, kasabaran dan nasehat nya
selam a ini.
Pak Bambang selaku pem bimbing akademik, makasih at as bimbingan dan
bantuanya. Semoga dengan nasehat -nasehat yang bapak berikan bisa m enjadi
semangat buat ku untuk m enjadi pribadi yang lebih baik...
Tem en-t em en raro-raro, moga – m oga masa depan cerah mendampingi kit a
semua……Am ieen!!!!! !!
Untuk LAZUARDI t ercint a SALAM SATU JIWA
( Pokok e nutup JOKER ....! )
Buat Jogya pagi, Semarang 01.00 WIB, M bah penjual t eh anget di Klat en, Tahu
KATA PENGANTAR
Puji syukur penulis panjat kan kehadirat ALLAH SWT yang t elah m em berikan
rahmat , hidayah, sert a inayah–Nya yang berupa kesehat an, lindungan, sert a
bimbingan kepada penulis, sehingga penulis dapat m enyelesaikan Tugas Akhir ini
dengan lancar.
Tugas Akhir ini disusun unt uk memenuhi sebagian persyarat an guna
mencapai gelar Ahli M adya Program St udi Teknologi Hasil Pert anian Fakult as
Pert anian Universit as Sebelas M aret Surakart a.
Dengan diselesaikannya Tugas Akhir ini, penulis m engucapkan t erim a kasih
kepada sem ua pihak yang t elah m em berikan bimbingan, bantuan, dan dorongan
kepada penulis. Oleh karena it u, penulis ingin m engucapkan t erim a kasih kepada
:
1.
Prof. Dr. Ir. H. Sunt oro, M S selaku Dekan Fakult as Pert anian Universit as
Sebelas M aret Surakart a.
2.
Ir. Bambang Sigit Amanto,M Si selaku Ket ua Program Diplom a Tiga Teknologi
Hasil Pert anian Fakult as Pert anian Universit as Sebelas M aret Surakart a.
3.
Ir. Bambang Sigit Amant o,M Si pem bimbing akadem ik mahasiswa Diplom a
Tiga Teknologi Hasil Pert anian angkat an 2006
4.
Dian Rahm aw anti, S. TP., M P selaku dosen pembim bing.
6.
Sem ua Dosen Teknologi Hasil Pert anian Fakult as Pert anian Universit as
Sebelas M aret Surakart a yang t elah banyak mem beri ilmunya kepada kam i.
7.
Bapak M arw an, Bapak Eqi, dan seluruh st af Depart em en Produksi PT. Tiga
Pilar Sejaht era Food, Tbk yang t elah banyak m em berikan bantuan dan
m asukan.
8.
Sem ua karyaw an di bagian proses dan pengem asan PT. Tiga Pilar Sejaht era
Food, Tbk yang t elah banyak mem bantu.
9.
Ibu dan Bapak sert a segenap keluarga yang tercint a yang t elah banyak
m em bantu dalam hal m at eri m aupun dalam hal dorongan, bim bingan sert a
w akt u untuk berdiskusi.
10.
Tem an–t eman Program Diplom a III Teknologi Hasil Pert anian Fakult as
Pert anian Universit as Sebelas M aret Surakart a angkat an 2006 yang t elah
banyak mem beri dorongan, masukan, dan nasehatnya.
11.
Terimakasih kepada It a, Nia, Hanum , M bak Pit yang t elah banyak memberi
m asukan.
12.
Sem ua pihak yang tidak dapat penulis sebut kan sat u per sat u.
Penulis menyadari bahw a dalam penulisan Tugas Akhir ini masih banyak
kekurangannya. Oleh karena it u, penulis sangat mengharap saran dan krit ik yang
bersifat m embangun dari semua pihak untuk penyem purnaan yang lebih lanjut .
Semoga Tugas Akhir ini dapat m em berikan m anfaat bagi penulis pada khususnya,
dan dapat menambah w awasan pem baca pada um umnya.
Sur akar ta, Juli 2010
DAFTAR ISI
HALAM AN JUDUL
...
i
HALAM AN PENGESAHAN
...
ii
M OTTO ...
iii
KATA PENGANTAR
...
iv
DAFTAR ISI
...
v
DAFTAR TABEL
...
x
DAFTAR GAM BAR
... ...
xi
BAB I.
PENDAHULUAN ...
1
A.
Lat ar Belakang ...
1
B.
Tujuan Kegiat an Prakt ik M agang ...
2
BAB II.
TINJAUAN PUSTAKA ...
3
A.
M i Kering ...
3
B.
Bahan-bahan Pembuat an M i Kering ...
3
C.
Proses Produksi M i Kering ...
6
BAB III.
TATA PELAKSANAAN KEGIATAN ... 10
A.
Tempat Dan Wakt u Pelaksanaan kegiat an ... 10
B.
M et ode Pelaksanaan ... 10
C.
Teknik Pengum pulan Dat a ... 10
BAB IV. HASIL DAN PEM BAHASAN
... 12
A.
Lokasi Pabrik ... 12
B.
Jenis Produksi ... 12
C.
Pendirian Pabrik... 12
D.
Sejarah Singkat Berdirinya Pabrik ... 12
E.
M enejem en Perusahaan ... 13
F.
Ket enagakerjaan dan Kesejaht eraan Karyaw an ... 17
G.
Bonus dan Sanksi Bagi Karyaw an ... 20
1.
Peralat an Yang Digunakan ... 21
2.
Bahan... 30
3.
Proses ... 32
I.
Penggudangan ... 39
BAB V.
Kesimpulan dan Saran
... 43
A.
Kesimpulan ... 43
B.
Saran ... 43
PROSES PRODUKSI UNIT MI KERING
JENIS MI KERING MI AYAM 2 TELOR
DI PT. TIGA PILAR SEJAHTERA FOOD, Tbk, SRAGEN
ABSTRAK
Sindu Bayu Permana
1Dian Rahmawanti, S TP. MP
2; Godras Jati Manuhara, S. TP
3Setiap perusahaan diharapkan menghasilkan produk yang berkualitas dan aman dikonsumsi
oleh masyarakat. Untuk menghasilkan produk yang aman, higienis, dan bernilai gizi tinggi maka
diperlukan adanya proses produksi baik. Kegiatan magang ini digunakan untuk menambah
wawasan mahasiswa dalam dunia industri pada umumnya dan untuk mengetahui proses produksi
pembuatan mi kering khususnya mi kring jenis Mi Ayam 2 Telor.
Pengumpulan data dalam kegiatan magang ini dilaksanakan dengan metode observasi,
wawancara, pencatatan, studi pustaka dan terjun langsung ke lapangan dalam kegiatan-kegiatan
proses produksi sesuai dengan aspek tujuan.
Proses Produksi menjadi persyaratan mutlak bagi industri pangan sebab berpengaruh
langsung dan tidak langsung terhadap mutu pangan dan daya awet produk serta citra perusahaan.
Pada Pengendalian mutu mi kering dilakukan pada tiap tahapan proses mulai dari persiapan bahan
baku,proses produksi sampai finish good. Sistem pengendalian mutu mi kering yang diterapkan
sesuai dengan ISO 9001:2000 dan HACCP.
Proses Produksi di industri pembuatan mi kering PT. Tiga Pilar Sejahtera Food, Tbk
memproduksi berbagai macam mi kering terutama mi ayam 2 telor. Bahan baku yang digunakan
dalam pembuatan mi kering adalah tepung terigu dan air. Sedangkan bahan pembantu yang
digunakan antara lain: tepung tapioka, tepung gaplek, tepung mocal dan ingredient. Sedangkan
tahap pembuatan mi kering meliputi: Screw, mixing kering dan basah ( dengan penambahan
larutan kansui ) roll press, roll slitter , steaming, cutting folding, drying, cooling dan pengemasan.
BAB I
PENDAHULUAN
A.
Latar Belakang
Globalisasi dan pasar bebas yang akan datang menciptakan
persaingan yang semakin ketat di segala bidang,industri yang tentu saja
memerlukan peran serta sektor industri manufaktur dan jasa untuk
memenangkan persaingan. Perusahaan harus dapat memenuhi aturan-aturan
dan kriteria yang telah di sepakati dan di pergunakan secara internasional
dalam menghadapi era perdagangan bebas.
Universitas Sebelas Maret Surakarta merupakan salah satu lembaga
pendidikan di Indonesia yang berusaha untuk ikut serta dalam
perkembangan ilmu pengetahuan ddengan perkembangan generasi peenerus
untuk dapat membangun Indonesia. Untuk itu, Universitas Sebelas Maret
Surakarta khususnya Fakultas Pertanian mendidik mahasiswanya untuk
mengetahui secara langsung dunia kerja yang sebenarnya melalui program
magang. Magang di industri pertanian merupakan salah satu kurikulum
Program Diploma Tiga Teknologi Hasil Pertanian. Setiap mahasiswa
melaksanakan magang di industri pertanian sebagai syarat untuk melengkapi
teori yang dipelajari dalam perkuliahan dan mengenali bidang pekerjaan
yang sesuai dengan bidang Teknologi Hasil Pertanian.
Dalam Industri pangan peran gandum sangat luas, salah satu produk
hasil olahan dari gandum adalah mi. Saat ini mi telah digunakan sebagai
salah satu pangan alternatif pengganti nasi. Hal ini tentu sangat
menguntungkan ditinjau dari sudut pandang penganekaragaman konsumsi
pangan. Dengan demikian kita akan terhindar dari ketergantungan kepada
satu bahan pangan pokok terpopuler saat ini yaitu beras. Akhir-akhir ini
konsumsi mi kian meningkat, kondisi ini didukung oleh berbagai
keunggulan yang dimiliki oleh mi terutama dalam tekstur, rasa, kenampakan
dan kepraktisan penggunaannya.Di Indonesia banyak makanan daerah yang
sudah lama dikenal dan tidak asing lagi bagi masyarakat Indonesia.Dengan
semakin berkembangnya pola konsumsi masyarakat yang menyukai hal-hal
yang praktis karena sempitnya waktu akibat kesibukan beraktifitas
menjadikan mi sangat potensial dikembangkan.
PT. Tiga Pilar Sejahtera Food, Tbk merupakan suatu perusahaan
manufacturing terpadu. Salah satu produksinya adalah mi kering. Untuk
menghasilkan produk mi kering yang bermutu tinggi, hal yang paling
berperan selain penggunaan bahan baku berkualitas juga proses produksi
yang harus dillakukan secara benar. Setiap tahapan proses produksi
diperlukan prosedur yang tepat, guna menghasilkan produk yang bermutu
tinggi.
B.
Tujuan Kegiatan Praktik Magang
1. Tujuan umum
a.
Meningkatkan pengetahuan mahasiswa mengenai hubungan antara
teori dengan penerapannya di dunia kerja (lapangan) serta
factor-faktor yang mempengaruhinya sehingga dapat merupakan bekal bagi
mahasiswa setelah terjun di dunia kerja.
b.
Meningkatkan keterampilan dan pengalaman kerja di bidang
agribisnis atau industri pengolahan hasil pertanian.
2. Tujuan khusus
a.
Mempelajari kondisi Umum PT. Tiga Pilar Sejahtera Food, Tbk.
b.
Mengetahui dan memahami proses produksi PT. Tiga Pilar Sejahtera
Food, Tbk.
c.
Mengetahui alat mesin dan proses produksi secara keseluruhan.
BAB II
TINJAUAN PUSTAKA
Mi kering adalah mi segar yang telah dikeringkan hingga kadar airnya
mencapai 8-10%. Pengeringan umumnya di lakukan dengan oven. Karena
bersifat kering maka mi ini mempunyai daya simpan yang relatif panjang dan
mudah penanganannya.
Mi kering sebelum dipasarkan biasanya ditambah telur segar atau
tepung telur sehingga mi ini dikenal dengan nama mi telur. Penambahan telur
ini merupakan variasi sebab secara umum mi oriental tidak mengandung
telur. Di Amerika Serikat, penembahan telur merupakan suatu keharusan
karena mi kering harus mengandung air kurang dari 13% dan padatan telur
lebih dari 5,5% (Made Astawan, 1999).
B.
Bahan-Bahan Pembuat Mi Kering
Bahan-bahan pembuatan mi kering antara lain tepung terigu, tepung
tapioka, CMC (karbonat metil seelulosa), zat pewarna dan garam.
1.
Tepung terigu
Tepung terigu adalah tepung/bubuk halus yang berasal dari biji
gandum, dan digunakan sebagai bahan dasar pembuat kue, mi dan roti.
Kata terigu dalam bahasa Indonesia diserap dari bahasa Portugis trigo
yang berarti gandum (Anonim
a, 2009).
Jenis tepung terigu meliputi:
a.
Tepung berprotein tinggi (bread flour): tepung terigu yang
mengandung kadar protein tinggi, antara 11%-13%, digunakan sebagai
bahan pembuat roti, mi, pasta, donat.
b.
Tepung berprotein sedang/serbaguna (all purpose flour): tepung terigu
yang mengandung kadar protein sedang, sekitar 8%-10%, digunakan
sebagai bahan pembuat kue cake ( Anonim
b,2009).
c.
Tepung berprotein rendah (pastry flour): mengandung protein sekitar
6%-8%, umumnya digunakan untuk membuat kue yang renyah, seperti
biskuit atau kulit gorengan (Anonim
c,2009).
d.
Tepung terigu mengandung banyak zat pati, yaitu karbohidrat
protein dalam bentuk gluten, yang berperan dalam menentukan
kekenyalan makanan yang terbuat dari bahan terigu (Anonim
d,2009).
2.
Tepung tapioka
Tepung tapioka (tepung singkong atau ketela pohon) adalah salah
satu komoditi yang dikelola oleh masyarakat dengan cara tradisional.
Tapioka adalah pati yang diperoleh dari umbi tanaman ubi kayu, tetapi
dalam perdagangan lebih dikenal dengan tapioka. Cara trdisional
pembuatan tepung tapioka terdiri dari proses pemarutan singkong yang
telah dikupas, kemudian pemerasan, penggilasan, dan penyaringan
parutan ketela pohon yang telah dicampur dengan air, untuk mendapatkan
tepung tapioka (Anonim
e,2009).
Kualitas tapioka sangat ditentukan oleh beberapa faktor, yaitu
warna tepung harus berwarna putih, kandungan air yang harus rendah,
banyaknya sera, kotoran,dan tingkat kekentalan, dari faktor-faktor
tersebut,dua terakhir harus diperhatikan, karena jika umur kayu kurang
dari 1 tahun zat serat dan kayunya masih sedikit dan kandungan patinya
banyak (Tri Radiyati dan Agusto, W.M,1990).
3.
Tepung Gaplek
Tujuan penelitian ini adalah untuk mengetahui proses pengolahan
tepung industri dan tepung gaplek serta untuk mengetahui pendapatan
yang diperoleh industri tepung pada tahun produksi 2001/2002. Metoda
penelitian yang digunakan adalah metoda survei dan wawancara langsung
dengan pihak industri dengan menggunakan kuisioner. Penelitian
dilaksanakan pada bulan Pebruari 2002. Data yang dikumpulkan terdiri
dari proses pengolahan, jumlah dan harga bahan dan alat, jumlah dan
harga tepung yang di produksi. Untuk mengetahui pendapatan digunakan
analisis pendapatan, RCR dan BEP.
Pengolahan tepung industri ada dua cara yaitu dengan bahan baku
gaplek dan dengan bahan baku tepung gaplek.. Pengolahan dengan bahan
baku gaplek: gaplek diolah menjadi tepung gaplek, kemudian dicampur
85 % : 13% : 2%. Pengolahan dengan bahan baku tepung gaplek :
tepung gaplek tersebut dicampur dengan dedak dan tepung daun ubi kayu
kering dengan perbandingan tersebut di atas. Pengolahan tepung gaplek
yaitu dari bahan baku gaplek yang digiling halus tanpa campuran bahan
lain. Satu kg gaplek menjadi 0,9 kg tepung gaplek. Usaha pengolahan
tepung tersebut merupakan usaha yang menguntungkan karena
pendapatan per bulan sebesar Rp.11.266.611,12 dengan RCR sebesar1,03
dan produksi tepung per bulan berjumlah 315.000 kg berada di atas BEP
yang nilainya sebesar 216.088,74 Kg. ( Made Astawan,1999 )
4.
CMC (Carboksil Metil Celulosa
)Menurut Made Astawan Karboksi metil selulosa memiliki sifat
higroskopis, mudah larut dalam air, dan membentuk larutan koloid.
Dalam pembuatan mi, CMC berfungsi sebagai pengembang. Bahan ini
dapat mempengaruhi sifat adonan, memperbaiki ketahanan terhadap air,
dan mempertahankan keempukan selama penyimpanan.
Selain CMC bahan pengembang lain yang dapat digunakan adalah
natrium algenik, natrium kaseinat, gum arab, guar gum,dan beberapa gum
jenis lain. Bahan pengembang ini dapat diperoleh di toko-toko tempat
penjualan bahan kimia.
Jumlah bahan pengembang yang ditambahkan berkisar antara
0,5-1,0% dari berat tepung terigu, tergantung dari dari jenis terigu.
Penggunaan yang berlebihan akan menyebabkan tekstur mi yang terlalu
keras dan daya rehidrasi mi menjadi berkurang.
5.
Zat Pewarna
Fungsi zat pewarna adalah memberi warna khas mi. Pewarna yang
biasanya adalah pewarna kuning, seperti tartazine yellow. Dalam
pembuatan mi, pewarna biasanya dicampur dengan garam dan dilarutkan
ke dalam air yang akan digunakan untuk pembentukan adonan. Dengan
cara ini, maka adonan terigu dapat dibuat sehomogen mungkin (Made
Astawan,1999).
Garam berperan dalam memberi rasa, memperkuat tekstur mi,
meningkatkan fleksibilitas dan elastisitas mi serta mengikat air. Garam
dapat menghambat aktivitas enzim protease dan amilase sehingga pasta
tidak bersifat lengket dan tidak mengembang secara berlebihan
(Winarno, F. G, 1997).
Garam digunakan sebagai salah satu metode pengawetan pangan
dan masih digunakan secara luas untuk mengawetkan berbagai macam
makanan. Garam akan berperan sebagai penghambat selektif pada
mikroorganisme pencemar tertentu. Mikroorganisme pembusuk atau
proteolitik dan pembentuk spora paling mudah terpengaruh walaupun
dengan kadar garam yang rendah sekalipun (sampai 6%). Mikroorganisme
pathogen termasuk Clostridium botulinum dapat dihambat oleh
konsentrasi garam 10-12 %. Garam juga mempengaruhi aktivitas air (aw)
dari bahan, jadi mengendalikan pertumbuhan mikroorganisme dengan
suatu metode yang bebas dari pengaruh racunnya (Buckle, 1985).
Soda abu merupakan campuran dari natrium karbonat dan kalium
karbonat (perbandingan 1:1). Berfungsi untuk mempercepat pengikatan
gluten, meningkatkan elastisitas dan fleksibilitas mi, meningkatkan
kehalusan tekstur, serta meningkatkan sifat kenyal (Astawan, 1999).
Sodium karbonat dan potasium karbonat merupakan bahan kimia
alkali yang dapat membuat tepung terigu menjadi kenyal. Selain itu juga
dapat mengaktifkan senyawa flavonoid sehingga menghasilkan mi
berwarna kuning ( Anonim
e,2009).
Terdapat beberapa jenis garam alkali yang biasa digunakan pada
pembuatan mi antara lain:
a.
Sodium karbonat (Na
2CO
3)/soda abu
b.
Potasium karbonat (K
2CO
3)/kalium karbonat
c.
STTP (sodium tripolifosfat)
d.
Kansui (air abu
)Fungsi penambahan garam alkali ke dalam pembuatan mi adalah
a.
Menguatkan struktur gluten sehingga mi menjadi lentur
b.
Mengubah sifat mi pati tepung terigu sehingga mi menjadi lebih
kenyal
c.
Mengubah sifat zat warna (pigmen) dalam terigu sehingga lebih cerah
d.
Semakin besar garam alkali yang digunakan, mi akan semakin keras
dan kenyal. Namun jika berlebihan akan menimbulkan bau tidak sedap
pada mi ( Anonim
f,2009).
C.
Proses Produksi Mi Kering
Menurut Made Astawan (1999) Dalam pembuatan mi kering
digunakan bahan baku terigu dengan ditambah bahan lainnya. Terdapat
Sembilan tahapan yang harus dilakukan untuk memproduksi mi kering .
1.
Pengadukan
Tepung terigu, tepung tapioca, dan bahan tambahan lainnya di
campur dan diaduk dalam mixer berkapasitas besar dengan waktu sekitar
2menit. Selanjutnya, di tambah larutan pengembang dan larutan telur
untuk jenis mi kering tertentu. Adonan ini di campur hingga matang yang
dicirikan dengan struktur kompak, penampakan mengkilat, halus, elastis,
tidak lengket dan tidak mudah terberai, lunak, serta lembut.
Suhu adonan dipengaruhi oleh gesekan antara adonan dengan
pengaduk.Suhu adonan yang baik sekitar 25-40
0C. Suhu di atas 40
0C
menyebabkan adonan menjadi lengket dan mi menjadi kurang elastis.
Suhu kurang dari 25
0C menyebabkan adonan menjadi keras, rapuh, dan
kasar.
2.
Penekanan dan rolling
Adonan yang telah matang dijatuhkan dari bak penempung masuk
ke dalam mesin roll press yang akan mengubah adonan menjadi
lempengan-lempengan. Saat pengepresan, gluten ditarik ke satu arah
sehingga seratnya menjadi sejajar. Hal ini akan mengakibatkan
meningkatnya kehalusan dan elastisitas mi.
Tujuan proses ini adalah menghaluskan serat-serat gluten dan
searah akan manghasilkan mi yang elastis, kenyal, dan halus. Tujuan
tersebut dicapai dengan jalan melewatkan adonan berulang-ulang di
antara dua rol logam. Jarak antarrol dapat diatur untuk mendapatkan
ketebalan lembaran yang diinginkan.
3.
Pencetakan
Lembaran yang tipis selanjutnya masuk ke mesin pencetak mi yang
berfungsi mengubah lembaran mi menjadi untaian mi yang bergelombang.
Kerapatan gelombang mi dapat ditentukan dengan mengatur kecepatan
net .
4.
Penguapan
Mi yang berada di atas net sekaligus dipanaskan denganm
pemberian uap. Proses pemasukan uap panas dilakukan melalui pipa yang
berlubang di dalam boks.
Pemanasan ini menyebabkan gelatinisasi pati dan koagulasi gluten.
Gelatinisasi dapat menyebabkan ;
a.
Pati meleleh dan membentuk lapisan tipis yang dapat mengurangi
penyerapan minyak dan memberikan kelembutan mi.
b.
Meningkatkan daya cerna pati dan mempengaruhi daya rehidrasi mi.
c.
Terjadi perubahan pati beta menjadi pati alfa yang blebih mudah di
masak sehingga struktur alfa ini harus dipertahankan dalam mi kering
dengan cara dehidrasi sampai kadar air kurang dari 10%.
5.
Pemotongan
Setelah melalui proses pemasakan, mi didinginkan sementara
dengan bantuan kipas angin. Selanjutnya mi dipotong oleh pisau
pemotong mi yang berputar. Alat pemotong ini dilengkapi dengan pacul
atau penyodok yang berfungsi melipat mi menjadi dua lipatan.
6.
Pengovenan
Mi yang telah dicetak selanjutnya dimasukkan dalam oven untuk
renyah,serta terbentuk lapisan protein. Faktor yang mempengaruhi proses
ini adalah suhu dan tekanan. Suhu digunakan sekitar 90-100
0C.
7.
Pendinginan
Setelah matang, mi tersebut dialirkan melalui cooling box Proses
pendinginan ini bertujuan untuk melepaskan sisa-sisa uap panas dari
produk dan membuat tekstur mi menjadi keras. Jika sisa uap panas tidak
hilang, uap tersebut akan mengalami kondensasi saat dikemas dan
memungkinkan untuk ditumbuhi jamur.
8.
Pengemasan
Tahap akhir proses produksi mi adalah pengemasan. Tujuan
pengemasan adalah melindungi produk dan memperpanjang umur simpan
produk. Sebelum dikemas, mi tersebut disortir atau hanya dipilih mi yang
rapi dan utuh.
BAB III
TATA LAKSANA PELAKSANAAN
A.
Tempat dan Waktu Praktik Magang
1.
Tempat Pelaksaan Magang
Tempat pelaksanaan magangdi laksanakan di PT. Tiga Pilar
Sejahtera Food, Tbk yang beralamatkan jl. Grompol – Jambangan Km 5,5
desa Sepat Masaran, Sragen, Jawa Tengah.
2.
Waktu Pelaksanaan Magang
Waktu pelaksanaan magang di PT. Tiga Pilar Sejahtera Food,Tbk
di laksanakan mulai tangal 2 Maret sampai dengan 31 Maret 2009.
B.
Metode Pelaksanaan
Magang di laksanakan dengan motode terjun langsung ke lapangan
C.
Teknik Pengumpulan Data
1.
Observasi
Metode observasi di lakukan dengan cara pengamatan secara
langsung di PT. Tiga Pilar Sejahtera Food, Tbk yang meliputi aktivitas dan
kinerja karyawan dari pengadaan bahan baku, proses produksi mi kering
sampai produk tersebut di pasarkan sehingga mendapatkan gambaran yang
lebih jelas tentang aspek-aspek yang di kaji.
2.
Wawancara
Wawancara di laksanakan untuk menggali informasi tenteng
perusahaan dan topik yang berkaitan dengan sanitasi produksi PT. Tiga
Pilar Sejahtera Food, Tbk dengan menanyakan langsung kepada
pihak-pihak yang terkait.
3.
Pencatatan
Pencatatan di lakukan terhadap data sekunder dari sumber-sumber
yang dapat di pertanggungjawabkan dan mendukung kegiatan praktek
magang. Jenis data sekunder antara lain data mengenai kondisi umum PT.
Tiga Pilar Sejahtera Food, Tbk, sejarah berdirinya perusahaan, struktur
organisasi perusahaan, dan data lainnya yang berkaitan dengan tujuan
praktik lapang.
4.
Studi Pustaka
Melakukan studi pustaka sebagai pembanding dan data pelengkap
serta konsep dalam alternative pemecahan masalah.
BAB IV
HASIL DAN PEM BAHASAN
A. Lokasi Pabrik
PT. Tiga Pilar Sejaht era Food, Tbk membangun indust ri makanan t erpadu seluas 25 hekt ar di Jalan Raya Solo-Sragen km 16 dusun Tekikrejo Desa Sepat Kecamat an M asaran, Kabupat en Sragen, Jaw a Tengah.
PT. Tiga Pilar Sejaht era Food, Tbk cabang Sr agen m em pr oduksi mi kering,mi inst an,bihun dan biskuit .
C. Pendirian Pabrik
Visi PT. Ti ga Pilar Sejaht era Food, Tbk yait u menjadikan perusahaan makanan dan minuman lima besar di kaw asan Asia Tenggara selam bat -lambat nya t ahun 2020.
M isi PT. Tiga Pilar Sejaht era Food, Tbk yait u menyajikan pr oduk makanan dan minuman ber mut u cit ra yang kuat dan harga bersaing di banding produk kompet it or.
D. Sejarah Singkat Berdirinya Pabrik
PT. Tiga Pilar Sejaht era Food, Tbk mer upakan suat u perusahaan yang bergerak di bidang pangan. Riw ayat per usahaan ini dimulai pada t ahun 1959, ket ika Tan Pia Sioe merint is sebuah usaha w irasw ast a dengan nama perusahaan Bihun Cap Cangak Ular di Sukoharjo, Jaw a Tengah unt uk m emproduksi bihun jagung. Berangkat dari keber hasilan usaha t ersebut dan t ingginya permint aan pasar akan produk makanan yang prakt is, pada t ahun 1992 generasi ket iga dari keluar ga pendiri mendirikan sebuah perusahaan bar u, yakni PT. Tiga Pilar Sejaht era Food, Tbk yang dalam w akt u singkat mam pu m eraih posisi sebagai pemim pin pasar di Indonesia unt uk mi kering dan bihun kering. Pada t ahun 2001 PT. Tiga Pilar Sejaht era Food, Tbk mulai memasuki bisnis Consumer Food Product dengan m em bangun unit produksi mi inst an yang produksi dan pemasarannya dim ulai pada aw al t ahun 2002.
PT. Tiga Pilar Sejaht era Food, Tbk m em bangun Indust r i makanan t erpadu (mi inst an, mi kering, bihun kering, perm en, w afer, minuman, dan lain-lain) seluas 25 hekt ar di Jalan Raya Solo-Sragen km 16 Dusun Tekikrejo Desa Sepat kecam at an masaran kabupat en Sragen, Jaw a Tengah. Dibangun di t empat ini kar ena t opografi daerahnya t erjal dan ber bat u sehingga t idak cocok unt uk real pert anian sehingga harga t anahnya relat if murah. Disini juga t ersedia sum ber air t anah yang cukup. Lokasi pabrik ini berada pada jarak 5 km dari Jalan Raya Solo- Surabaya. Bat as- bat as w ilayahnya adalah sebelah t imur dengan kelurahan Sekat eng, Sebelah barat dengan Desa Sepat , Sebelah ut ara dengan kelurahan Sekat eng, Sebelah selat an dengan Jalan Raya Gr ompol- Jambangan.
E. M anajemen Perusahaan 1. Bent uk Hukum Per usahaan
2. St rukt ur Organisasi
Per usahaan dalam kegiat annya sangat dipengaruhi oleh 5 fakt or yang pent ing yait u t enaga kerja, modal, mesin, t eknologi, dan manaj em en. M anaj em en m erupakan suat u proses dari kegiat an per encanaan, pengorganisasian, pengendalian dan pengarahan pada suat u perusahaan at au organisasi.
Dewan Direksi
K.Div. M anufacturing
K.Dep Sales K.Dep.
HRD
K.Div. HRD
K.Div. Finansial K.Div. M arketing
K.Dep. M arket ing K.Dep. Pem belian K.Dep. Finansial K.Dep. Akunting K.Dep. LP K.Dep. Teknik K.Dep. QCQA K.Dep. Logist ik K.Dep. Produksi K.Dep. R & D
K.Dep. securit y K.Dep. Prod K.Dep. GA Kasie. Produksi K.Ru Produksi Operat or Kasie. QC Field QA Kasie. QC RM Karu QC Field
12
dibant u oleh beberapa Kepala Depart em en, Depart emen Finance, Account ing, Pur chasing dan Cont roller.Salesman dan market ing bert ugas dan bert anggung jaw ab dalam kegiat an pemasaran Divisi HRD bert ugas bert anggung jaw ab dalam penerimaan karyaw an, keamanan pabrik dan pelayanan um um.
Divisi M anufact uring bert ugas mengkoordinasikan, m engelolah, m engaw asi, mengarahkan dan m engendalikan kelancaran proses produksi yang t elah dit et apkan dan kegiat an manufact ur lainnya dalam per usahaan. Kepala Divisi M anufact uring dibant u oleh beberapa depart emen yait u Sales, M arket ing, Produksi, Logist ik, Tehnik dan QC,QA.
Berikut adalah t ugas-t ugas yang berada dalam Divisi M anufact uring:
a.
Kepala Divisi M anufact uring bert ugas m engkoordinasikan, m engelola, mengaw asi, mengarahkan dan m engendalikan kelancaran proses produksi yang t elah dit et apkan dan kegiat an manufact uring lainnya dalam perusahaan.b.
Kepala Depart em en Produksi bert ugas m emonit or pemakaian mesi n, SDM , dan peralat an lainnya sert a melaksanakan r encana produksi .c.
Kepala Depart em en PDQC bert ugas m emant au t indakan korekt if dan t indakan pencegahan yang dibuat dan dilakukan oleh QC.d.
Kepala Depart em en Teknik bert ugas m emast ikan ket ersediaan mesin, peralat an, dan sum ber daya ut ilit y baik air, listrik, dan bat u bara yang akan digunakan unt uk proses produksi guna menghasilkan produk yang aman.e.
PPIC(Product ion Planning and Invent ory Cont rol) bert ugas m erencanakan pr oses produksi agar t ert at a r api dan berjalan dengan lancar .f.
Kepala Seksi Produksi bert ugas memant au pencapaian t arget sasaran mut u di depart em en produksi.xvii
menghasilkan produk yang aman.i.
Kepala Seksi Teknik Ut ilit y bert ugas melakukan analisa kebut uhan peraw at an, perbaikan dan pengadaan sum bar daya ut ilit y t ermasuk peralat an pendukungnya unt uk proses produksi.j.
Kepala Regu Produksi/ QC/ Teknik bert ugas m engar ahkan dan m engaw asi kerja dari anggot a dalam regu ker janya.k.
Operat or bert ugas m elaksanakan proses produksi.F. Ketenagakerjaan dan Kesejahteraan Karyaw an 1. Cara Perekrut an karyaw an
Sist em per ekrut an karyaw an di PT. Tiga Pilar Sejaht era Food, Tbk dilakukan secara berkala yait u hanya dilakukan pada saat mem erlukan t enaga kerja. Syar at penerimaan t enaga kerja adalah berpendidikan, minimal SLTA at au seder ajat selama set ahun dengan t iga bulan pert ama adalah sebagai masa t raining.
2. Jam kerja karyaw an
PT. Tiga Pilar Sejaht er a Food, Tbk Sragen secara kesel ur uhan m emiliki karyaw an sebanyak ± 2000 karyaw an kant or dan non kant or (pabrik).
a. Karyaw an kant or mem punyai jam kerja sebagai berikut :
1.) Har i Senin- Jumat 08.00- 16.00 WIB sudah t ermasuk jam ist irahat 2.) Har i Sabt u jam 08.00- 14.00 WIB t anpa w akt u ist ir ahat
b. Karyaw an non kant or (pabrik) mempunyai jam ker ja sebagai ber ikut 1.) Har i Senin- Jumat
Shift I : Jam 07.00- 15.00 WIB dengan 1 jam ist irahat Shift II : Jam 15.00- 23.00 WIB dengan 1 jam ist irahat Shift III : Jam 23.00- 07.00 WIB dengan 1 jam ist irahat 2.) Har i Sabt u
Shift I : Jam 07.00- 12.00 WIB t anpa ist irahat Shift II : Jam 12.00- 17.00 WIB t anpa ist irahat Shift III : Jam 17.00- 22.00 WIB t anpa ist ir ahat
xviii
c. Hak dan Kew ajiban Karyaw anKaryaw an di PT Tiga Pilar Sejaht era Food, Tbk mem punyai hak dan kew ajiban. Kar yaw an berhak m endapat kan kenaikan gaji, ber hak m endapat kan t unjangan hari raya dan hari t ua, mendapat jaminan makanan, mendapat kan bant uan beasisw a, mendapat bant uan duka cit a.
Kew ajiban sebagai karyaw an yait u:
1.)
Karyaw an w ajib mengisi absensi baik saat dat ang maupun saat pulang.2.)
M engikut i perat uran yang dibuat oleh at asan3.)
Pekerja yang ber halangan masuk w ajib mint a ijin kepada yang berw enag4.)
M emakai t anda pengenal dan perlengkapan yang t elah di sediakan oleh perusahaanHak karyaw an adalah sebagai berikut :
1.)
Cut i t ahunan yait u pekerja/ karyaw an yang m em punyai masa kerja 12 bulan, bert urut -t urut t anpa t erput us berhak mendapat kan cut i t ahunan 12 hari kerja dengan m endapat upah (t idak t ermasuk t unjangan yang sifat nya t idak t et ap) yang pelaksanaannya diat ur oleh dan seizing Pimpinan Per usahaan.2.)
Cut i hamil/ keguguran/ cut i haid dikhususkan unt uk karyaw an w anit a.3.)
Izin khusus dit ujukan pada karyaw an yang m enikah, menikahkan anaknya, khit anan/ bapt isan dari anak karyaw an sendiri, ist ri melahirkan,dan ada keluarga dari karyaw an meninggal.4.)
Izin m enunaikan ibadah panjang, ibadah yang di maksud adalah i badah haji bagi karyaw an beragama Islam dan Ziarah Suci bagi pemeluk Kat holik.5.)
Izin t idak masuk karena sakit , set iap karyaw an yang sakit harus di bukt ikan dengan surat ket erangan dari dokt er.6.)
Hak menerima upah , upah pokok, t unjangan t et ap, t unjangan t idak t et ap.d. Sist em Penggajian
xix
3. Fasilit as Pabrik yang AdaFasilit as yang diberikan PT. Tiga Pilar Sejaht era Food, Tbk kepada karyaw an adalah ber upa sarana ibadah, layanan kesehat an, ant ar jem put karyaw an, seragam, t opi, masker. Pelayanan kesehat an pada t enaga ker ja dilakukan dengan pem berian pelayanan medis sepert i poliklinik dan pengobat an yang dilengkapi adanya dokt er dan per aw at yang siap m em bant u karyaw an yang m em but uhkan. Pelayanan m edis dilakukan selam a 24 jam dan t anpa pem ungut an biaya pengobat an. Selain it u j uga ada jaminan sosial t enaga kerja. Kepedulian perusahaan t er hadap kesejaht eraan karyaw an dan keselamat an kerja juga diberikan, dengan menyediakan layanan bus ant ar jem put karyaw an t anpa pungut an biaya (grat is), pem berian ext raf ood bagi karyaw an malam.
G. Bonus dan Sanksi Bagi Karyaw an
Bonus akan diber iakan oleh PT. Tiga Pilar Sejaht era Food, Tbk kepada karyaw an yang berprest asi. Bonus it u berupa mat er iil dan dipromosikan unt uk kenaikan jabat annya.
Bagi karyaw an yang int erdisipliner akan mendapat kan peringat an lisan yang dilakukan oleh at asan yang bersifat um um at au ringan. Jika peringat an lisan t idak disikapi oleh karyaw an yang bersangkut an, maka karyaw an yang bersangkut an m endapat t eguran kem udian diberi SP I, SP II, SP III dan skorsing. Beberapa per ingat an it u berlaku selama t iga bulan sehingga bila karyaw an t idak m empu m enyikapi maka PT. Tiga Pilar Sejaht era Food, Tbk dapat m elakukan PHK ( Pem ut usan Hubungan Kerja).
Bagi karayaw an yang mendapat kan peringat an lisan hingga diberi surat peringat an ke- 3 karyaw an t ersebut masih diper bolehkan bekerja dan t et ap m endapat gaji, nam un pada karyaw an yang diskor sing t idak diperbolehkan unt uk bekerja t et api t et ap m endapat gaji 1 bulan, karyaw an yang bersangkut an har us t et ap dat ang unt uuk m elakukan absensi. Skorsing pada karyaw an dilakukan oleh perusahaan kepada karyaw an yang indisipliner agar karyaw an t ersebut memikirkan apakah masih mau bekerja di perusahaan dengan disiplin yang berlaku di per usahaan at au keluar dari perusahaan.
xx
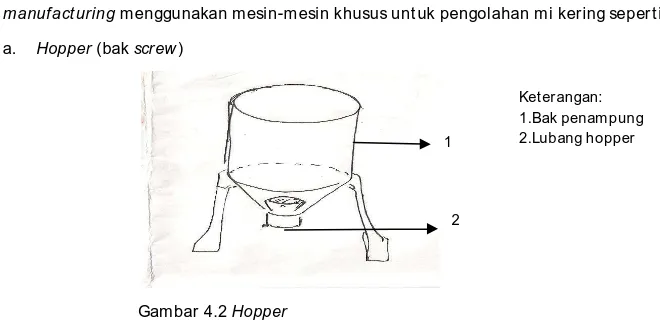
a. Hopper (bak screw )
Gambar 4.2 Hopper
Hopper adalah alat yang berf ungsi sebagai penam pung t epung t erigu, t er buat dari st enleess st eel yang berbent uk t abung silinder dengan alas yang berbent uk kerucut . Ber diamet er 80 cm t inggi 160 cm.
b. Screw
Gambar 4.3 Screw
Fungsi : m emindahkan at au m engalirkan t epung t erigu dari hopper (bak srew yang berada di gudang harian lant ai dasar ke mesin mixer di lant ai at as
Prinsip Kerja : mot or menggerakkan as yang dapat m em ut ar baling-baling ulir yang mendorong t epung ke dalam mixer.
Kapasit as : 200 Kg
M at erial : St ainless st eel
Jumlah alat : 6 unit Wakt u proses : 3 menit
Buat an : Surabaya
Kecepat an : 140 rpm
Sum ber energi : M ot or listrik 15 HP
1
2
Keterangan: 1.Bak penam pung 2.Lubang hopper
1
2
xxi
cair an kansui ( chemical )Prinsip Kerja : mot or menggerakkan baling-baling m engaduk air dan bahan baku t am bahan sehingga m enjadi campuran yang homogen
Wakt u proses : 15 menit M at erial : Sainless st eel
d. M ixer adonan
Gambar 4.4 M ixer adonan
Fungsi : M encam pur t epung t erigu dengan air kansui dalam bat as w akt u yang dit ent ukan agar didapat cam pur an yang homogen
Prinsip kerja : M ot or menggerakkan dua buah as yang ber baling-baling dengan arah yang berlaw anan, yang m engaki bat kan t erjadinya t ekanan ant ara bahan, dindi ng mixer dan baling-baling sehingga t erbent uk adonan yang homogen. M at erial : St ainless st eel
Jumlah alat : 16 unit Wakt u mixer : 20 menit
Buat an : Jepang
Sum ber Energi : M ot or listrik 15 HP Kecepat an : 1400 rpm
Alat ini dioperasikan dengan menggunakan but t on push unt uk mengat ur kecepat an put aran.
e. Feeder
1
2
xxii
[image:30.612.167.495.58.678.2]
Di lihat dari samping Dari at as
Gambar 4.5 Feeder
Fungsi :
1. M enur unkan adonan agar t idak mengendap dan menjadi ker as
2. M enur unkan adonan ke corong DCM (Dough Compound M achine) Prinsip kerja : M ot or m enggerakkan gearbox vert ikal melalui perant ara
roda gigi, roda gigi mengger akkan baling-baling feeder searah dengan jarum jam.
Kapasit as : 200 kg/ sekali pencam puran M at erial : St ainless st eel
Jumlah alat : 8 unit Kecepat an : 65 rpm
Buat an : Jepang
Sum ber energi : M ot or elekt rik 4 HP f. DCM (Dough Com pound M achine)
Gambar 4.6 Dough Com pound M achine
Fungsi : M emadat kan adonan menjadi lem bar an (sheet ) Prinsip kerja : M ot or m enggerakkan gearbox horizont al yang akan
menggerakkan r oll press dan alat penekan, sehingga adonan akan m elew at i roll press menjadi lem baran padat . Roll press ini menjadi penggerak ut ama unt uk 6
roll press pada t ahap selanj ut nya.
1
2
xxiii
Buat an : Jepang
Sum ber energi : M ot or elekt rik 15 HP
[image:31.612.160.501.90.734.2]g. Cont inous Roller (3-7 Roll Press)
Gambar 4.7 Roll press
Fungsi : M er ubah lem baran adonan yang padat dan t ebal m enjadi lembaran adonan yang l ebih t ipis sesuai dengan ukuran yang dit ent ukan.
Prinsip kerja : M ot or menggerakkan speed belt sehi ngga roll dan press
cont inous akan berput ar dengan kecepat an semakin
besar ke roll press selanjut nya mem bent uk lem baran yang t ipis.
M at erial : ST -90
Jumlah : 5 (Roll Press III-VII menghasilkan adonan dengan ket ebalan 7 mm; 2,4 mm; 1,7 mm; 1,3 mm; 1,2 mm). Kecepat an : Roll press I-VII (1,75 rpm ; 2,75 rpm’ 10 rpm;
20 rpm; 30 rpm; 40 rpm; 60 rpm)
Buat an : Jepang
Sum ber energi : M ot or Elekt rik ( gear Box )
h. Roll Cut t er
1
2
3
Keterangan:
1Roll press
2.As penggerak 3.As penggerak
1
2
1. Roll
xxiv
memanjang dan bergelombang
Prinsip kerja : M ot or m enggerakkan belt sehingga slit t er akan m emot ong lembaran adonan dan m em bent uknya menjadi unt aian mi yang memanjang dan ber gelom bang dengan diam et er yang t elah dit et apkan
Kom ponen Rool Cut t er
a. Dua buah slit t er (penggerak dan t er gerak) : unt uk mem bent uk pilinan mi b. Sisir Roll Cut t er (depan dan belakang) : mem bent uk gelombang mi c. Dudukan sisir : t empat m emasang sisir
d. Pemisahan Teflon : mem bagi unt aian mi menjadi 4 jalur e. Pint u Roll Cut t er : mengat ur t ebal gelombang Kecepat an : menyesuaikan pot ongan
Jumlah alat : 8 unit M at erial : St ainless st eel
Buat an : Jepang
Sum ber energi : M ot or list rik 1 HP Diamet er puller : 2,2 mm ( produk M A2T)
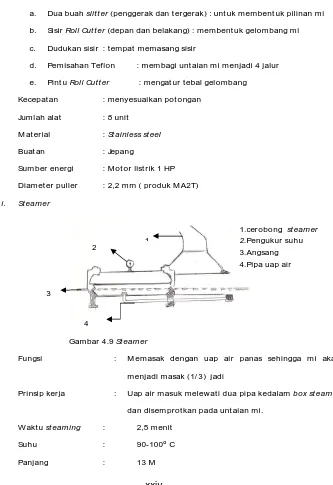
[image:32.612.165.498.237.722.2]i. St eamer
Gambar 4.9 St eamer
Fungsi : M emasak dengan uap air panas sehingga mi akan menjadi masak (1/ 3) jadi
Prinsip kerja : Uap air masuk melew at i dua pi pa kedalam box st eamer dan disem prot kan pada unt aian mi.
Wakt u st eaming : 2,5 menit
Suhu : 90-100º C
Panjang : 13 M
1 2
3
4
1.cer obong st eamer
xxv
1) Roll pengelupas mi2) Wayer mat t 3) Box st eamer 4) Cerobong st eamer 5) M ot or 4 HP
[image:33.612.158.488.79.666.2]j. Shapping Folding
Gambar 4.10 Shapping folding
Fungsi : M emot ong unt aian mi m enjadi ukuran yang t elah dit ent ukan dan m elipat m enjadi dua bagian dimensional
Prinsip kerja : M er uapkan r angkaian dari beberapa penggerak yang digerakkan oleh sat u mot or sehingga dapat menggerakkan as ut ama shapping folding dan komponen as lainnya.
M at erial : St ainless st eel
Jumlah pisau : 1
Kecepat an : 30 rpm
Ukuran mi : P = 24,5-25 cm, L = 9,8 – 10 cm,D=1mm Berat / keeping : 87,5 Gram
Buat an : Jepang
Sum ber energi : M ot or elekt rik 4 HP
1
2
3
xxvi
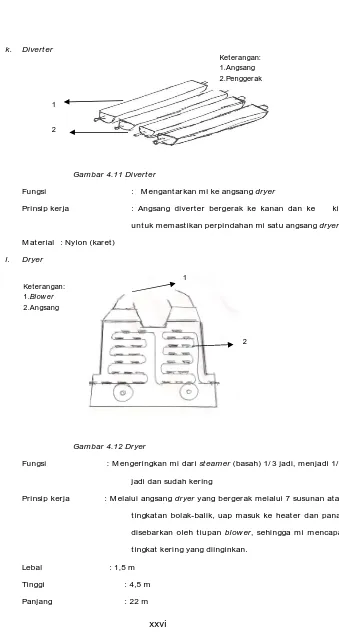
[image:34.612.161.500.98.730.2]k. Divert er
Gambar 4.11 Divert er
Fungsi : M engant ar kan mi ke angsang dryer
Prinsip kerja : Angsang divert er bergerak ke kanan dan ke kiri unt uk memast ikan perpindahan mi sat u angsang dryer. M at erial : Nylon (karet )
l. Dryer
Gambar 4.12 Dryer
Fungsi : M engeringkan mi dari st eamer (basah) 1/ 3 jadi, menjadi 1/ 2 jadi dan sudah kering
Prinsip kerja : M elalui angsang dryer yang bergerak melalui 7 susunan at au t ingkat an bolak-balik, uap masuk ke heat er dan panas disebarkan oleh t iupan blow er, sehingga mi m encapai t ingkat kering yang diinginkan.
Lebal : 1,5 m
Tinggi : 4,5 m
Panjang : 22 m
1
2
Keterangan: 1.Angsang 2.Penggerak
1
2 Keterangan:
xxvii
Suhu : T aw al = 69º C , T akhir = 86º C
Wakt u : 45 menit
Ukuran mi kering : P = 2,25 – 23 cm, L = 9,5 – 9,7 cm, berat / kepi ng 65 gram
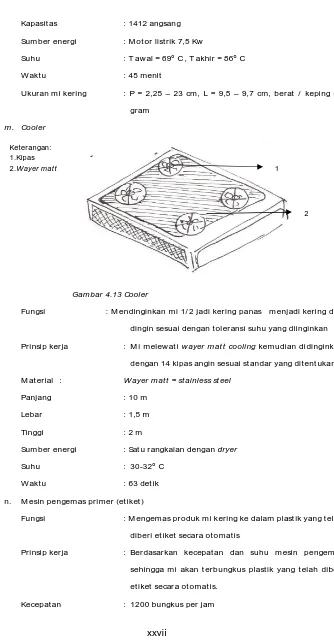
[image:35.612.162.496.89.729.2]m. Cooler
Gambar 4.13 Cooler
Fungsi : M endinginkan mi 1/ 2 jadi kering panas m enjadi kering dan dingin sesuai dengan t oleransi suhu yang diinginkan Prinsip kerja : M i melew at i w ayer mat t cooling kemudian di dinginkan
dengan 14 kipas angin sesuai st andar yang dit ent ukan. M at erial : Wayer mat t = st ainless st eel
Panjang : 10 m
Lebar : 1,5 m
Tinggi : 2 m
Sum ber energi : Sat u rangkaian dengan dryer
Suhu : 30-32º C
Wakt u : 63 det ik
n. M esin pengemas primer (et iket )
Fungsi : M engemas produk mi kering ke dalam plast ik yang t elah diberi et iket secara ot omat is
Prinsip kerja : Ber dasarkan kecepat an dan suhu m esin pengemas sehingga mi akan t erbungkus plast ik yang t elah diberi et iket secar a ot omat is.
Kecepat an : 1200 bungkus per jam
1
2 Keterangan:
xxviii
dalam kart on dengan cara pengeleman pada kedua sisi at as dan baw ah kart on
Prinsip ker ja : Ber dasarkan jepit an ant ar a dua buah conveyor yang digerakkan oleh mot or sehingga t erjadi pengeleman pada kedua sisi at as dan baw ah kart on.
Kecepat an : 105 kar t on per jam 2. Bahan
a. Bahan baku yang digunakan
Bahan baku yang digunakan unt uk membuat mi kering adalah t epung t erigu, t epung t apioka, t epung gapl ek. PT Tiga Pilar Sejaht era Food Tbk m enggunakan beraneka macam t epung t er igu yang berkualit as diant aranya Naga Hijau, Ber uang Biru,Sriboga,M erak, dan lain sebagainya. Pada pem buat an mi kering dengan formulasi t epung t apioka bert ujuan unt uk m em per baiki t ekst ur dan kekokohan. Tepung gapl ek dalam pem buat an mi kering kadarnya rendah, krerna t epung gaplek hanya berfungsi sebagai cam puran dan menam bah kandungan karbohidrat . Formulasi adonannya dengan t epung t erigu dit am bah t epung t apioka dan t epung gaplek.
b. Ket ersediaan Bahan Baku
Bahan baku mer upakan f akt or penent u ut ama dalam suat u produksi, bila bahan baku yang digunakan berkualit as baik maka produk yang dihasilkan m emiliki kualit as yang baik, begit u juga sebaliknya bila bahan baku yang digunakan berkualit as rendah maka produk yang dihasilkan m emiliki kualit as yang rendah.
Bahan baku yang digunakan PT. Tiga Pilar Sejaht era didat angkan dari berbagai daerah ant ara lain Semar ang, Surabaya, Trenggalek dan Tulang Baw ang Lam pung, ada j uga bahan baku yang diimpor dari Aust ralia, t ergant ung kualit as bahan dan harga yang dit aw arkan oleh supplier. Bila harga yang dit aw arkan supplier lokal lebih r endah dengan kualit as bahan yang sudah m em enuhi St andar maka bahan didat angkan dari lokal. Tet api bila bahan baku yang dit aw arkan oleh supplier luar lebi h rendah dari pada lokal dengan kualit as yang sudah m em enuhi St andar maka bahan baku diimport dari luar negeri
xxix
2.)
CM C (Carboksil M et il Celulosa)3.)
Sodium Karbonat (Na2 CO3)4.)
Pot asium Karbonat (K
2CO3)5.)
Zat pew arna makanan (Tart azine Cl. 1940)3. Proses
Proses produksi mi kering dapat dilihat pada Gambar 4.2 yang t er diri dari beberapa t ahap ant ara lain :
a. Proses penuangan bahan m ent ah dalam screw
Tahap aw al pembuat an mi ker ing adalah penuangan t epung ke dalam screw
conveyor. Fungsi dari screw conveyor adalah unt uk m emindahkan t epung dari
gudang raw mat er ial ke dalam mixer.
Bahan baku berupa t epung dimasukkan/ dit uangkan ke dalam hopper scr ew . Set elah t epung masuk ke dalam hopper screw kemudian dialir kan dengan screw
conveyor yang digerakkan oleh mot or dan masuk ke mixer unt uk proses mixing.
b. Pembuat an larut an alkali (larut an obat )
Lar ut an alkali adalah larut an yang bersif at basa. Lar ut an alkali t erdiri dari cam puran Zat pew ar na (lecit in dan PM blue), NIPV5A (semacam alginat t ermasuk di dalam nya t er dapat CM C dan bahan t am bahan lain), garam dan air. Larut an alkali berfungsi mem bent uk m em bent uk adonan sekaligus m em ber i w ar na produk.
c. M ixing
M ixing adalah pr oses pencam puran dan pengadukan bahan baku dan bahan
penunjang, bahan baku dari m esin screw di mixer dalam bak mixing dengan larut an kanzui yang dit am pung dalan t angki alkali sesuai ukuran yang t elah dit et apkan.
M ixing diakukan sam pai homogen dan cukup kadar airnya unt uk m em bent uk
xxx
kedua adalah mixing basah yait u pencam puran bahan baku dengan larut an kanzui at au larut an obat . M ixing basah ini dilakukan selama 20 menit . Tot al w akt u dari
mixing adalah 22 menit . Set elah 22 menit m esin mat i secara ot omat is kemudian dilakukan pengujian t ehadap adonan sebelum adonan dit ur unkan ke t abung feeder (alat per ant ara unt uk mengalir kan adonan yang t elah di m ixing sebelum masuk ke t abung DCM (Dugh Compound M achine) unt uk di padat kan. Pengujian yang dilakukan m eliput i uji w arna, homogenit as dan t ingkat kering. Unt uk uji w ara dan homogenit as hanya secara visual sedangkan unt uk uji t ingkat kering dengan menggukur kadar air adonan.
d. Roll shet t ing dan Slit t ing
Pr oses roll sheet ing adalah proses dimana adonan mi mulai dibent uk menjadi lembaran mi melalui beberapa unit roller press
Sedangkan proses slit t ing m engubah lem baran mi m enjadi unt aian mi dengan lebar dan t ebal t ert ent u (± 1 mm). Set elah unt aian mi t erbent uk dilakukan penggelom bangan unt aian mi.
Pembent ukan gelombang unt aian mi dilakukan dengan cara melew at kan unt aian mi sesudah slit t er ke at as w aving conveyor yang kecepat annya lebi h rendah dari slit t er, sehingga unt aian mi m elengkung dan m em bent uk gelom bang yang rapat . Kerapat an gelom bang mi dapat dit ent ukan dengan mengat ur kecepat an bed RC(roll cut t er) at au net st eam conveyor. Pada saat unt aian mi berpi ndah ke net
st eam conveyor yang kecepat annya lebih t inggi dari pada w aving conveyor maka
gelom bang unt aian mi m enjadi lebih renggang. Lebar dan t ebal unt aian mi t elah dit ent ukan dan diperhit ungkan dengan m engacu pada st andar perusahaan dan jenis mi yang akan dibuat . Unt aian mi yang bergelom bang pada net st eam conveyor kem udian masuk ke dalam st eam box.
e. St eaming
St eaming adalah proses pengukusan unt aian mi secar a kont inyu dengan
xxxi
melalui proses st eam, unt aian mi didinginkan ol eh kipas angin kem udian masuk ke t ahapan cut t ing dan folding. Adapun analisa kualit as pada proses st eaming meliput i. 1. Warna
St andar w arna mi set elah proses st eaming ialah kuni ng gading m uda. Warna mi set elah st eaming berpenngaruh ke w ar na pada proses drying. Jika mi di st eam dengan suhu dan t ekanan yang opt imal maka akan diperoleh w arna pr oduk yang st andar.
2. Kemat angan
Tanda- t anda mi yang mat ang
a.
Bila puller put us t ak ada w arna put ih t epungb.
M i jika dipegang t idak lengket dan t idak kakuDiuji kemat angannya dengan t ujuan unt uk m enget ahui apakah mat ang at au t idak, karena jika t idak mat ang mi akan berw arna cenderung put ih dan r apuh. 3. Kekenyalan
Bila di pegang t idak kaku dan t idak mudah put us(lent ur).
f. Cut t ing dan folding
Cut t ing at au pemot ongan adalah suat u proses m emot ong lajur mi pada
ukur an t ert ent u. Sedangkan folding adalah melipat mi menjadi dua bagian berbent uk kot ak dan sim et ris, yang selanjut nya disebut dengan blok mi (noodle
block). M i yang berbent uk blok akan m em udahkan dalam penanganan selanjut nya,
t ermasuk pengemasan, penyimpanan dan pendist ribusian.
Unt aian mi dari conveyor st em box m elew at i roller kecil melint ang yang lebi h menonjol dibanding conveyor st eam box yang berfungsi unt uk m elepaskan unt aian mi dari conveyor st eam box kem udian unt aian mi dipot ong oleh m esin pemot ong. Pemot ong dilengkapi dengan sebuah roller memanjang dengan pisau panjang (cut t er). Set elah mengalami pemot ongan, mi dilipat m enjadi dua lapis dengan bant uan cangkul (folder). Gerakan cangkulan menekan pot ongan mi sehingga melipat simet ris ber bent uk kot ak, yang disebut noodle block at au blok mi. Selanjut nya blok mi menempat i dist ribut or conveyor yang mengant arkan mi masuk ke proses pengeringan (drying). Analisa kualit as pada shapping folding meliput i : 1. Jumlah Gelombang
xxxii
kecepat an packing.3. Berat Basah
Dianalisa dengan cara dit im bang per sat u sisir dengan 10x penimbangan minimal set iap 3 jam. Berat basah harus diuji karena akan menent ukan berat kering dan berat perball. Jika berat kurang at au t idak St andar maka dapat diubah dengan m erubah roll press.
4. Dimensional mi basah
Dimensional mi basah akan m enent ukan dimensional kering dan dimensional per ball
a.
Panjang basah akan m enent ukan panjang kering, panjang kering akan menent ukan t ebal per ball dan t ebal perball akan m em pengar uhi t inggi t um pukan mi.b.
Lebar basah akan m enent ukan lebar ker ing dan pajang per ball.c.
Tebal basah akan menent ukan t ebal kering, t ebal kering menent ukan panjang ball.g. Drying
Drying at au pengeringan adalah suat u proses m engeringkan mi yang t elah
dipot ong dan dilipat dengan uap panas yang di hasilkan oleh heat er dalam box
Drying. M i yang t elah dipot ong dan dilipat di at ur dalam angsang kem udian
diangkut menuju Dryer.
Proses drying mi dilakukan selama ± 1 jam dengan suhu 50 – 70oC pada
t ekanan 0.2 Kpa. Uap panas yang dihasilkan oleh heat er dalam box drying kem udian disebarkan ke sel uruh box drying dengan bant uan blow er sehingga sem ua mi dalam
box drying bisa kering merat a.
h. Cooling
Blok mi yang keluar dari drying kem udian diker ingkan kem bali dengan
cooling box yang m emiliki blow er. M esin pendingin ini beker ja dengan m enghem bus
xxxiii
jamur. Dengan mi yang dit um buhi jam ur at au mikroba akan menjadi r usak sehingga um ur simpan mi menjadi lebi h pendek. Hasil pada proses cooling meliput i:
1. Tekst ur
Tekst ur mi set elah pr oses drying-cooling har us dianalisa karena t ekst ur sangat berpengar uh pada kualit as pr oduk, yait u banyak t idaknya rem ukannya. 2. Kadar air mi kering
Kadar air pada mi kering st andar adalah 8-12%. Kadar air berpengar uh pada massa simpan berat perball dan rendemen.
3. Warna
War na produk sangat m em pengar uhi kualit asnya, w arna yang st andar yait u kuning gading cerah dan bersih. Kualit as w arna nant inya akan berdampak konsum en.
4. Tingkat kering
Tingkat kering akan ber pengaruh pada kadar air, berat dan daya simpan ser t a kekokohannya, juga m enget ahui suhu pengeringnya sudah opt imal at au belum.
5. Diamet er puller
Analisa diam et er puller unt uk m enget ahui kesusut anya dari puller basah sehingga dapat diket ahui t ingkat keringya benar-benar normal at au t idak. 6. Tingkat overlap
Yait u t ingkat persamaan at au kerat aan lipat annya. Tujuan analisa t ingkat overlap yait u kar ena t i ngkat overlap mem pengaruhi pada t inggi langsir dan dist ribusi.
7. Berat kering
xxxiv
Tepung TeriguPenuangan pada screw
Packing M ixing
Aerasi pada DCM (Dough Compound M achine)
Cooling Sheet ing
Cut t ing
Drying Shapping f olding
St eaming
Pembuat an lar ut an Kansui (Larut an obat )
Larut an Kansui (Larut an Obat )
xxxv
i. PengepakanM i kering yang t elah mengalami pendinginan kem udian mi keluar m enuju mesin pengemas melalui dua jalur. Proses pengemasan pada mi kering dilakukan dengan pengemasan pim er dan skunder. Pengemasan pr imer dilakukan dengan menggunakan Plast ik Polyprophylene (PP) yang penggunaanya dilapisi dengan
Orienred Polyprophylene (OPP). Dalam sat u roll plast ik mampu m enghasilkan 3.333
bungkus mi.
Fungsi packing at au pengemasan adalah:
a. M elindungi produk dari kont aminasi mikroorganisme b. M em per panjang umur simpan
c. M em prmudah pengangkut an d. M eningkat kan daya beli konsum en e. M em berikan nilai est ika
I. Penggudangan
Sist em penggudangan pada gudang finish goods .(FG) meliput i konsep pent ing, yait u mener ima,mengelola dan m engel uarkan. Konsep yang pert ama yait u “ mener ima” maksudnya adalah penerimaan dari produksi. Konsep ke dua adalah m engelola keberadaan FG dalam gudang FG. Hal ini di maksudkan unt uk t et ap m enjaga dan m engelola FG dengan baik, sehingga kualit as t et ap t erjaga. Konsep yang t erakhir,mengel uarkan FG dari gudang FG yait u m elakukan pengel uaran unt uk didist ribusikan dengan pihak t ransport er. Pengeluaran FG diat ur dengan syst em yang t elah diat ur dengan rapi dan t elit i oleh bagian PPIC, yakni m enggunakan syst em FEFO ( First Expired First Out ) yang ber arat i barang yang pert ama diproduksi pert ama keluar dari gudang finish good.
J. Sanitasi
xxxvi
dilengkapi COA (certificate of Analyst) pada saat pengiriman barang ke
pabrik. Pihak QC hanya melakukan cek ulang terhadap bahan dasar yang
telah disimpan di gudang penyimpanan bahan baku (gudang RM). Bahan
dasar tersebut disimpan sesuai dengan ketentuan SOP (Standar Operation
Procedure) PT. Tiga Pilar Sejahtera Food, Tbk.
2.
Sanitasi Lingkungan Produksi
Sanitasi lingkungan produksi meliputi pembersihan lantai pada ruang
produksi serta saluran pembuangan. Pembersihan lantai dilakukan setiap
hari karena unit produksi mi kering lebih banyak menggunakan air dalam
proses produksi, sehingga sering dilakukan pembersihan lantai demi
menjaga kebersihan pada proses produksi.
Pada area lingkungan pabrik ruas jalan telah di aspal, dengan
demikian bisa memperkecil terjadinya kontaminasi produk. Disediakan
pula area parkir sepeda motor bagi karyawan PT.Tiga Pilar Sejahtera
Food, Tbk untuk tiap unitnya.
Pada saat penurunan bahan baku dari truk menuju gudang kadang
tercecer. Kemudian dilakukan pembersihan dengan menggunakan sapu
demi menjaga kebersihan serta memperkecil kontaminasi produk.
3.
Sanitasi Ruang Produksi
Sanitasi ruang produksi meliputi atap, dinding, lantai, ventilasi,
penerangan , dan selokan. Dengan adanya Sanitasi ruang produksi akan
memperlancar jalannya proses produksi.
Atap ruang produksi terbuat dari aluminium, karena aluminium lebih
tahan lama serta tahan terhadap korosi sehingga tidak mudah bocor.
Dinding ruang produksi setinggi ±7 meter yang dicat warna putih. Tujuan
pengecatan adalah untuk memaksimalkan pancahayaan agar proses
produksi dapat berjalan dengan lancar. Permukaan dinding rata, lurus, dan
halus. Lantai pada ruang produksi terbuat dari keramik, mempunyai
xxxvii
tujuan mempermudah sirkulasi udara pada ruang produksi serta sebagai
penerangan pada waktu siang hari. Penerangan pada ruang produksi
menggunakan lampu mercury pada waktu malam hari sedangkan pada
waktu siang hari pencahayaan diperoleh dari sinar matahari secara
langsung. Selokan pada unit produksi mi krring tidak hanya di luar lokasi
proses produksi tetapi juga berada pada tengah-tengah area produksi.
Karena pada proses produksi mi kering ini lebih banyak menggunakan air
dalam proses produksinya. Sistem pembuangan atau selokan sangat
penting dalam Sanitasi ruang produksi. Selokan dalam ruang produksi
berfungsi sebagai penyalur limbah cair menuju Unit Penanganan Air
Limbah (UPAL).
4.
Sanitasi Peralatan
Pembersihan mesin dan peralatan produksi secara total di lakukan
oleh para mekanik. Operator mesin dan peralatan dapat melakukan
kegiatan sanitasi peralatan pada hari minggu atau libur agar tidak
mengganggu proses produksi. Sanitasi peralatan dapat sekaligus sebagai
kegiatan preventive maintenance mesin peralatan. Preventive maintenance
dilakukan untuk memeriksa kondisi mesin atau peralatan, sedangkan
pembersihan ringan pada peralatan misalnya: pembersihan box mixing
setelah proses mixing dilakukan setiap hari oleh karyawan produksi.
5.
Sanitasi Pekerja
Untuk mencegah kontaminasi yang disebabkan oleh pekerja, pabrik
telah menyediakan sarana–sarana berupa alat kelengkapan kerja, fasilitas
kesehatan dan fasilitas sanitasi lainnya. Sesuai dengan aturan K3 seperti
pada Pasal 3 Ayat 1 UU No. 1 Tahun 1970 tentang keselamatan kerja,
perlengkapan kerja yang harus digunakan oleh para pekerja antara lain
hairnet-topi, masker hidung, clemek sragam, sarung tangan dan sepatu
khusus produksi. Pemakaian perlengkapan ini harus tepat, misalnya topi
xxxviii
hidung, clemek sragam dan sepatu khusus produksi
6.
Sanitasi Penanganan Limbah
Limbah pada unit produksi mi kering dibedakan menjadi limbah
padat, limbah gas, dan limbah cair. Limbah padat berupa remukan mi yang
sudah tidak dapat diproses lagi akan dikirim ke sarana palur yang
kemudian dijual sebagai pakan ternak. Limbah gas sebagian besar berupa
uap yang kemudian diteruskan keluar ruangan proses produksi menuju
udara luar. Sedangkan limbah cair sebagian besar adalah limbah cair
organik. Penanganan air limbah dilakukan dengan cara sentralisasi semua