BAB I
PENDAHULUAN
1.1. Latar Belakang
Bambu merupakan tanaman masyarakat Indonesia yang sudah dikenal secara luas dan memegang peranan yang sangat penting dalam kehidupan masyarakat. Bambu juga memiliki sifat-sifat yang baik untuk dimanfaatkan, antara lain batangnya kuat, ulet, lurus, rata, keras, mudah dibelah, mudah dibentuk dan mudah dikerjakan serta ringan sehingga mudah diangkut. Selain itu, bambu juga relatif murah dibandingkan dengan bahan bangunan lain karena banyak ditemukan di sekitar pemukiman pedesaan.
Bambu memiliki sifat-sifat yang baik, sehingga sekalipun barang-barang substitusi cukup banyak seperti plastik dan lain-lain, namun peranan bambu sebagai bahan baku untuk berbagai tujuan tetap diperlukan. Pada saat ini sudah banyak mebel dan barang-barang hasil kerajinan rakyat yang terbuat dari bambu dan sudah menjadi barang dagangan di dalam maupun di luar negeri. Namun secara umum saat ini masyarakat konsumen tidak lagi memilih hasil kerajinan untuk memenuhi kebutuhannya akan alat rumah tangga bila pilihan lain yang modern telah tersedia. Akibatnya, kerajinan tangan seperti anyaman bambu sebagai alat rumah tangga kehilangan pamor, dikalahkan oleh barang-barang yang kelihatan lebih berbau modern dan maju tersebut. Oleh karena itu diperlukan adanya peningkatan nilai estetika terhadap bambu untuk dapat bersaing dengan barang-barang yang dinilai lebih modern oleh masyarakat dari segi desain yang inovatif serta sentuhan tangan manusianya sehingga bambu dapat berfungsi dan mampu menjadi daya pikat sebuah susunan tata ruang masa kini yang akan lebih disukai.
milik rakyat di pulau Jawa. Kedua jenis bambu ini merupakan bambu yang paling banyak dimanfaatkan untuk keperluan bangunan rumah dan bahan kerajinan.
Gunawan (2008) telah melakukan penelitian mengenai sifat finishing
anyaman bambu Tali dengan menampilkan serat alami dari bambu tersebut. Untuk mendapatkan informasi yang lebih lengkap maka dalam hal ini dicobakan metode finishing teknik batik. Sebelumnya telah dilakukan oleh Kurniawan (2006) aplikasi teknik batik pada beberapa jenis kayu cepat tumbuh dengan karakteristik hasil finishing yang baik.
1.2. Tujuan Penelitian
Tujuan dari penelitian ini adalah mencari tahapan finishing teknik batik yang memberi hasil optimum, mengetahui karakteristik dan kualitas finishing
teknik batik yang diterapkan pada anyaman bambu. Penelitian ini juga bertujuan untuk mengembangkan seni batik yang merupakan warisan nenek moyang sebagai benteng watak dan kekuatan sosial budaya masyarakat Indonesia. Tujuan jangka panjang dari penelitian ini adalah mendayagunakan bambu yang ketersediaannya cukup banyak dengan meningkatkan kualitas penampilannya. 1.3. Manfaat Penelitian
BAB II
TINJAUAN PUSTAKA
2.1. Bambu Secara Umum
Bambu merupakan sumberdaya hutan bukan kayu yang termasuk dalam keluarga Graminae, suku Bambuseae, dan sub famili Bambusoideae. Bambu memiliki karakteristik seperti kayu. Bambu terdiri atas batang, akar rhizoma yang kompleks dan mempunyai sistem percabangan dan tangkai daun yang menyelubungi batang (Dransfield dan Widjaja 1995).
Bambu merupakan tumbuhan yang batangnya berbentuk buluh, beruas, berongga, mempunyai cabang, berimpang, dan mempunyai daun buluh yang menonjol (Heyne 1987). Barly (1999) menyatakan bahwa bambu memiliki bentuk batang bulat, lancip, dan tidak ada pertumbuhan ke samping (radial growth) seperti pada kayu. Batangnya melengkung di bagian ujung sebagai akibat beban dari daun. Bagian batang yang lurus kurang lebih 2/3 dari keseluruhan panjang batang. Kulit batang tidak mengelupas, melekat kuat dan sukar ditembus oleh cairan. Dalam keadaan utuh, bambu relatif sukar atau lambat kering. Apabila pengeringan terlalu cepat akan mengalami pecah atau retak.
Bambu merupakan tanaman serbaguna yang pertumbuhannya cepat dan mudah dalam pengerjaannya (Dransfield dan Widjaja 1995). Bambu dapat berkembang baik di daerah tropis dan sub tropis dengan preferensi iklim yang disukai adalah wilayah yang memiliki hujan lebat. Tanaman bambu di Indonesia ditemukan mulai dari dataran rendah sampai pegunungan. Pada umumnya ditemukan di tempat-tempat terbuka dan daerahnya bebas dari genangan air. 2.1.1. Sifat Anatomis
penghubung antar buku memiliki kecenderungan bertambah besar dari bawah ke atas sementara parenkimnya berkurang (Dransfield dan Widjaja 1995).
2.1.2. Sifat Fisis
Kadar air cenderung bertambah dari bawah ke atas pada bambu yang berumur 1 - 3 tahun dan lebih banyak presentasenya saat musim penghujan dibandingkan dimusim kemarau. Biasanya bila batang bambu sudah berumur lebih dari tiga tahun akan mengalami penurunan kadar air. Kadar air batang bambu muda berkisar antara 50 - 99% dan dewasa berkisar 80 - 150% sedangkan pada batang bambu tua bervariasi antara 12 - 18% (Dransfield dan Widjaja 1995).
Hasil penelitian Hadjib dan Karnasudirdja (1986) menunjukkan berat jenis bambu berkisar antara 0.55 - 0.71 kg/cm2. Nuriyatin (2000) menujukkan bahwa berat jenis bagian ujung bambu lebih tinggi daripada bagian pangkal bambu. Distribusi ikatan vaskuler dapat dijadikan sebagai indikasi nilai berat jenis bambu. Menurut Dransfield dan Widjaja (1995), dimensi digunakan sebagai parameter dalam penentuan berat jenis.
2.1.3. Sifat Kimia
Penelitian sifat kimia bambu telah dilakukan oleh Gusmailina dan Sumadiwangsa (1988) meliputi penetapan kadar selulosa, lignin, pentosan, kadar abu, silika, serta kelarutan dalam air dingin, air panas, dan alokhol benzen. Hasil pengujian menunjukan bahwa kadar selulosa berkisar antara 42.4% - 53.6%. Kadar lignin bambu berkisar antara 19.8 -26.6%, sedangkan kadar pentosan 1.24% - 3.77%. Kadar abu 1.24% – 3.77%, kadar silika 0.10% - 1.78%, kadar ekstraktif (kelarutan dalam air dingin) 4.5% - 9.9%, kadar ekstraktif (kelarutan dalam air panas) 5.3% - 11.8 %, kadar ekstraktif (kelarutan dalam alkohol benzen) 0.9% - 6.9%.
2.2. Bambu Tali (Giganthochloa apus BI. Ex (Schult.f.) Kurz)
2001). Bambu Tali dapat tumbuh di dataran rendah sampai pegunungan dengan ketinggian 1000 m di atas permukaan air laut. Buluhnya mencapai tinggi 10 – 20 m, ruas 45 – 65 cm, diameter 5 – 8 cm, tebal 3 – 15 mm. Jenis bambu ini kuat dan lurus, baik untuk kerajinan anyaman karena seratnya panjang, kuat, dan lentur (Morisco 2005).
2.3. Bambu Betung (Dendrocalamus asper (Schult. F.) Backer ex Heyne) Bambu dengan nama botani Dendrocalamus asper (Schult. F.) Backer ex Heyne di Indonesia dikenal dengan nama bambu Petung. Di berbagai daerah, bambu yang termasuk jenis ini dikenal dengan nama buluh petong, buluh sawanggi, bambu batueng, pering betung, betong, bula lotung, awi bitung, jajang betung, pring petung, pereng petong, tiing petung, au petung, bulo paturig, dan awo petung.
Bambu Betung mempunyai rumpun agak rapat, dapat tumbuh di dataran rendah sampai pegunungan dengan ketinggian 2000 m di atas permukaan air laut. Pertumbuhan cukup baik khususnya untuk daerah yang tidak terlalu kering. Warna kulit batang hijau kekuning-kuningan. Batang dapat mencapai panjang 10 – 14 m, panjang ruas berkisar antara 40 – 60 cm, dengan diameter 6 – 15 cm, tebal dinding 10 – 15 mm. Bambu Betung banyak dipakai sebagai bahan bangunan, perahu, kursi, dipan, saluran air, penampung air aren hasil sadapan, dinding (gedek), dan berbagai jenis kerajinan (Morisco, 2005).
2.4. Kerajinan Bambu
2.5. Finishing Kayu
Finishing merupakan lapisan paling akhir pada permukaan kayu. Proses
ini bertujuan antara lain untuk memberikan nilai estetika yang lebih baik pada
perabot kayu, menutupi beberapa kelemahan kayu dalam hal warna, tekstur atau
kualitas ketahanan permukaan pada material tertentu, dan juga untuk melindungi
kayu dari kondisi luar, seperti cuaca, suhu udara ataupun benturan dengan barang
lain. Dengan kata lain finishing dapat menambah daya tahan dan keawetan produk
kayu itu sendiri. Material yang digunakan untuk finishing bisa bermacam-macam,
cara aplikasinya pun berbeda-beda dilihat dari jenis material bahan yang
digunakan. Pada dasarnya ada 2 macam jenis finishing untuk kayu atau material
yang terbuat dari kayu, yaitu finishing bahan padat dan finishing bahan cair.
Finishing bahan padat, merupakan material yang 100% bahannya
menutupi permukaan kayu dan menyembunyikan tampak aslinya. Fisik bahan ini
berupa lembaran atau rol. Paling baik dengan aplikasi secara masinal 100% dan
populer untuk pemakaian mebel dalam ruangan dengan bahan dasar kayu lapis,
MDF, hardboard, softboard, dan jenis lembaran lainnya. Finishing bahan cairan, sangat banyak jenis dan variasi aplikasinya. Paling populer digunakan pada
hampir seluruh jenis mebel kayu. Bahan finishing ini bersifat lebih fleksibel
daripada finishing dari jenis bahan yang padat. Sangat baik untuk finishing
permukaan bidang lebar ataupun yang melengkung. Pada teknologi terbaru
sekarang ini, jenis finishing akhir cairan bisa memiliki kualitas yang sama kuatnya
pada permukaan yang lebar pada kayu lapis atau MDF(Anonim 2008).
Jenis bahan finishing cair yang telah digunakan saat ini antara lain Minyak
(Oil), Politur, Nitro Cellulose (NC), Melamin, Poly Urethane (PU), dan yang
sedang populer saat ini adalah Waterbased Lacquer. Semua bahan finishing cair di
atas membutuhkan minyak sebagai bahan pelarutnya kecuali Water Based
Lacquer yang menggunakan air sebagai bahan pelarutnya. Penjelasan detail dan
perbedaan dari masing-masing jenis finishing akan dibahas pada bagian lain dari
2.5.1. Bahan Finishing
Aplikasi bahan finishing memberikan efek tampilan yang berbeda, dengan
karakteristik yang khas. Dalam menentukan jenis bahan finishing, perlu
diperhatikan dan ditentukan hasil akhir yang diinginkan. Dengan kata lain alasan
mana yang paling menjadi prioritas dalam penerapan finishing pada sebuah
produk kayu dilihat dari aspek keawetan, estetika, kemudahan aplikasi, biaya atau
lingkungan. Ada beberapa bahan finishing dikategorikan pada beberapa jenis yang
sederhana sebagai berikut:
2.5.1.1.Minyak(Oil)
Merupakan jenis bahan finishing paling sederhana dan mudah dalam
aplikasinya. Bahan ini tidak membentuk lapisan film pada permukaan kayu.
Minyak meresap ke dalam pori-pori kayu dan tinggal di dalamnya untuk
mencegah air keluar atau masuk pori-pori kayu. Cara aplikasinya mudah, yaitu
dengan cara menyiram, merendam atau melumuri benda kerja dengan minyak
kemudian dibersihkan dengan kain kering. Bahan ini tidak memberikan keawetan
pada aspek benturan, goresan ataupun benturan fisik lainnya.
2.5.1.2. Politur
Bahan dasar finishing ini adalah shellac yang berwujud serpihan atau
batangan kemudian dicairkan dengan alkohol. Bahan ini dapat diperoleh dalam
bentuk siap pakai (sudah dicampur alkohol pada proporsi yang tepat). Di sini
alkohol bekerja sebagai pelarut (solvent). Setelah diaplikasikan ke benda kerja,
alkohol akan menguap. Aplikasinya dengan cara membasahai kain (sebaiknya
yang mengandung katun) dan memoleskannya secara berkala pada permukaan
kayu hingga mendapatkan lapisan film yang tipis pada permukaan kayu. Semakin
banyak polesan akan membuat lapisan semakin tebal.
Jenis yang saat ini populer dan mudah diaplikasikan adalah NC (Nitro
Cellulose) lacquer. Bahan finishing ini terbuat dari resin Nitrocellulose/alkyd
yang dicampur dengan bahan pelarut yang cepat kering, yang dikenal dengan
sebutan thinner. Bahan ini tahan air (tidak rusak apabila terkena air) tapi masih
belum kuat menahan goresan. Kekerasan lapisan film NC tidak cukup keras untuk
menahan benturan fisik. Bahkan walaupun sudah kering, NC bisa dikupas dengan
menggunakan bahan pelarutnya (solvent/thinner). Cara aplikasinya dengan sistem
semprot (spray) dengan tekanan udara.
2.5.1.4. Melamin
Sifat melamin hampir sama dengan bahan NC. Memiliki tingkat kekerasan
lapisan film lebih tinggi dari NCakan tetapi bahan kimia yang digunakan
akhir-akhir ini menjadi sorotan para konsumen karena berbahaya bagi lingkungan.
Melamin mengandung bahan formaldehid paling tinggi di antara bahan finishing
yang lain. Formaldehid ini digunakan untuk menambah daya ikat molekul bahan
finishing. Pewarnaan juga lebih bervariasi pada bahan ini.
2.5.1.5. PU (PolyUrethane)
Lebih awet dibandingkan dengan jenis finishing sebelumnya dan lebih
tebal lapisan filmnya. Bahan finishing membentuk lapisan yang benar-benar
menutup permukaan kayu sehingga terbentuk lapisan seperti plastik, memiliki
daya tahan terhadap air dan panas sangat tinggi. Sangat baik untuk finishing
produk di luar ruangan, kusen, dan pintu luar atau pagar. Proses pengeringannya
juga menggunakan bahan kimia cair yang cepat menguap.
2.5.1.6. UV Lacquer
Satu-satunya aplikasi yang paling efektif saat ini dengan 'curtain method'. Suatu
metode aplikasi seperti air curahan yang membentuk tirai. Benda kerja
diluncurkan melalui 'tirai' tersebut dengan kecepatan tertentu sehingga
membentuk lapisan yang cukup tipis pada permukaan kayu. Disebut UV lacquer
karena bahan finishing ini hanya bisa dikeringkan oleh sinar Ultra Violet (UV).
2.5.1.7. Waterbased Lacquer
Jenis finishing yang paling populer akhir-akhir ini bagi para konsumen di
Eropa. Menggunakan bahan pelarut air murni (yang paling baik) dan resin akan
tertinggal di permukaan kayu. Proses pengeringannya otomatis lebih lama dari
jenis bahan finishing yang lain karena penguapan air jauh lebih lambat daripada
penguapan alkohol ataupun thinner. Namun kualitas lapisan film yang diciptakan
tidak kalah baik dengan NC atau melamin. Tahan air dan bahkan sekarang sudah
ada jenis water based lacquer yang tahan goresan. Keuntungan utama yang
diperoleh dari bahan jenis ini adalah lingkungan dan sosial.
2.5.2. Tahap Finishing
Agar hasil proses finishing maksimal, perlu diperhatikan proses tahapan aplikasi bahan finishing (Sunaryo 1997). Berikut tahapan yang dilakukan dalam proses finishing:
2.5.2.1. Persiapan Permukaan atau Pengampelasan
Persiapan permukaan adalah proses menghilangkan bagian kasar,
meratakan, dan menghaluskan permukaan kayu sehingga tampak lebih indah dan
dapat menerima bahan finishing dengan lebih rata. Prinsip pertama dan yang
utama pada persiapan kayu sebelum finishing adalah untuk membersihkan defect
dan cacat kayu sebersih mungkin. Walaupun pada kayu akan tetap ada cacat yang
tidak bisa dihilangkan sama sekali.
Alat yang digunakan biasanya berupa kertas ampelas dengan berbagai
tingkat kehalusan (dalam satuan grit atau nomor). Pengampelasan dilakukan
secara bertahap berdasarkan grit ampelas. Setelah melalui proses mesin atau alat
tukang kayu (ketam, serut dll), grit ampelas pertama yang optimal bisa
menggunakan no 80/100 untuk memotong serat besar, marking mesin, dan
ujung-ujung kasar lainnya. Kemudian dilanjutkan dengan grit 120, 220/240. Pada level
ini garis-garis kasar serat sudah tidak terlihat lagi. Apabila perlu dilanjutkan
dengan grit 320, tergantung dari jenis kayu yang digunakan. Beberapa jenis kayu
keras memerlukan pengampelasan hingga grit 320 sebelum finishing.
Pengampelasan dapat berlawanan arah serat hanya pada pengampelasan
berfungsi untuk mempercepat dan memotong serat kayu yang kasar dan
membersihkannya dari cacat-cacat kayu lebih cepat, kemudian pengampelasan
harus dilanjutkan searah serat kayu hingga sebelum bahan finishing diaplikasikan.
Apabila pengamplasan dilakukan secara manual, sebaiknya menggunakan
sebatang kayu yang dilapis dengan bahan lebih lunak dengan ukuran sekitar (80 x
40 x 20) mm sebagai 'klos' amplas. Klos ini akan membantu membuat alur
pengamplasan lebih rata dan datar.
2.5.2.2. Pengisian Permukaan Atau Pendempulan (Filling)
Filler merupakan bahan yang dibutuhkan untuk menutup pori-pori yang memiliki serat terbuka (open-grained woods) sebelum lapisan akhir diaplikasikan agar bahan finishing tidak meresap kedalam pori-pori kayu dan juga untuk menghasilkan permukaan bidang kerja yang rata dan seragam. Filler yang dipakai boleh berpelarut air (water base) atapun berpelarut minyak (oil base).
2.5.2.3. Pewarnaan Dasar (Staining)
Stain digunakan untuk mewarnai kayu tanpa menghilangkan corak permukaan kayu. Pewarna ini meresap bersama-sama dengan bahan finishing
sehingga efek yang ditimbulkan adalah transparasi warna. Serat kayu masih bisa
terlihat jelas apabila menggunakan metode pewarnaan dengan stain. Semakin
tebal lapisan warna yang diaplikasikan pada benda kerja hanya akan membuat
hasil warna finishing menjadi lebih gelap tetapi tidak menutup serat kayu.
Stain bisa diaplikasikan pada dua tahap yang berbeda. Saat awal sebelum
lapisan pertama, yaitu pada saat kayu masih mentah atau dicampur dengan bahan
finishing. Warna stain bisa diaplikasikan pada permukaan kayu dengan
menggunakan kuas, kain, atau semprot langsung. Dengan cara ini warna akan
meresap ke dalam serat kayu dan lebih mudah mengatur warna yang dihasilkan.
Pada cara pewarnaan dengan stain dengan dicampur bahan pelapis, sebaiknya
campuran dilakukan pada lapisan dasar sedikit, kemudian ditambahkan pada
lapisan tengah. Tidak disarankan untuk mencampur bahan pewarna pada lapisan
paling akhir.
Sealer diberikan dengan tujuan untuk membatasi antara stain dengan bahan pelapis akhir (top coat) sehingga dapat mencegah perpindahan bahan lapisan akhir ke dalam kayu atau sebaliknya. Sealer juga dapat menebalkan lapisan film sehingga mempunyai kemampuan menutup lekukan atau mengisi permukaan kayu yang tidak rata. Fungsi lainnya yaitu menebalkan lapisan film supaya dapat diampelas dengan renyah dan tidak lengket pada kertas ampelas. Karena itu, hasilnya rata dan halus, siap sebagai dasar lapisan tahap berikutnya.
Sealer yang mengandung filler disebut sanding sealer. 2.5.2.5. Pengecatan Akhir (Top Coating)
Top coat adalah bahan pelapis yang diberikan pada urutan terakhir proses
fnishing yang membentuk lapisan tipis yang melindungi dan memberikan kesan indah terhadap permukaan yang dilapisi. Bahan-bahan untuk top coat dapat berupa varnish, lacquer atau cat. Varnish merupakan kelompok top coat yang memberikan lapisan film transparan pada permukaan bahan yang terdiri dari copal gum dan linseed oil yang dicampur dengan terpentin sebagai pelarutnya. Lacquer
merupakan produk yang dihasilkan dari bagian gubal kayu Renghas yang memiliki sifat bersih transparan dan tembus cahaya. Cat adalah bahan pelapis yang mengandung pigmen.
2.6. Teknik Batik Sebagai Metode Finishing 2.6.1. Sejarah Batik
Batik adalah kerajinan yang memiliki nilai seni tinggi dan telah menjadi bagian dari budaya Indonesia (khususnya Jawa) sejak lama. Teknik membatik telah dikenal sejak ribuan tahun silam. Tidak ada keterangan sejarah yang cukup jelas tentang asal usul batik. Ada yang menduga teknik ini berasal dari bangsa Sumeria, kemudian dikembangkan di Jawa setelah dibawa oleh para pedagang India. Saat ini batik bisa ditemukan di banyak negara seperti Indonesia, Malaysia, Thailand, India, Sri Lanka, dan Iran. Selain di Asia, batik juga sangat populer di beberapa negara di benua Afrika. Walaupun demikian, batik yang sangat terkenal di dunia adalah batik yang berasal dari Indonesia, terutama dari Jawa.
menggunakan canting atau cap dan pencelupan kain dengan menggunakan bahan perintang warna corak yaitu malam (wax) yang diaplikasikan di atas kain, sehingga menahan masuknya bahan pewarna. Dalam bahasa Inggris teknik ini dikenal dengan istilah wax-resist dyeing. Jadi kain batik adalah kain yang memiliki ragam hias atau corak yang dibuat dengan canting dan cap dengan menggunakan malam sebagai bahan perintang warna. Teknik ini hanya bisa diterapkan di atas bahan yang terbuat dari serat alami seperti katun, sutra, wol dan tidak bisa diterapkan di atas kain dengan serat buatan (polyester).
2.6.2. Alat-Alat dan Bahan Membatik 2.6.2.1. Canting
Canting merupakan alat menggambar, yaitu untuk menuliskan cairan malam pada media batik dalam membuat corak. Canting terbuat dari tembaga ringan, mudah dilenturkan, tipis namun kuat yang berbentuk seperti teko kecil dan mempunyai corong berlubang sebagai tempat mengalirnya cairan malam. Tembaga ini dipasangkan pada gagang buluh bambu atau kayu yang ramping. 2.6.2.2. Lilin/Malam (Wax)
Lilin atau malam digunakan pada pembuatan batik sebagai media penerapan ragam hias desain batik dan berfungsi sebagai bahan perintang warna atau resist agent. Jenis lilin batik bermacam-macam sesuai dengan fungsi dan kegunaannya dilihat dari segi kekuatan dan luas bidang yang akan dirintangi. Macam-macam lilin adalah:
a. Lilin batik klowong
dalam rendaman air, dan tidak meninggalkan bekas setelah dikerok maupun dilorot.
b. Lilin batik tembokan (popokan)
Lilin ini berfungsi menutup bagian motif yang akan tetap putih, menutup dasaran kain agar tetap putih (disebut nembok/mopok), menutup pinggiran pada kain panjang (seret). Lilin tembok mempunyai sifat antara lain, lama mencair dan cepat membeku, daya lekatnya sangat kuat sehingga tidak mudah lepas/remuk, mudah meresap pada kain, tahan terhadap larutan alkali, tidak mudah lepas dalam rendaman air, sukar dilorot, dan tidak meninggalkan bekas setelah dilorot.
c. Lilin batik tutupan/biron
Lilin ini berfungsi menutup bagian motif yang akan dipertahankan warnanya setelah dicelup atau dicolet, menutupi warna biru wedel/biru tua (mbironi) setelah sebagain lilin dikerok atau dilorot, merining yaitu memberi efek titik-titik/cecek pada bagian kerangka motif/klowongan. Lilin batik tutupan/biron mempunyai sifat antara lain, mudah mencair dan membeku, daya lekat cukup, mudah tembus dalam kain, tidak tahan dalam larutan alkali, dan mudah dilorod.
Sifat-sifat lilin batik sesuai jenisnya tersebut sangat tergantung dan dipengaruhi oleh sifat-sifat bahan sebagai unsur campuran pembentuk lilin batik seperti damar mata kucing, gondorukem, parafin, lilin lebah/kote/lilin gombal, lilin mikro, dan lemak binatang atau minyak nabati. Komposisi bahan lilin tersebut disesuaikan menurut fungsinya dan kegunaannya, karenanya unsur bahan lilin batik mempunyai peranan penting untuk mendapatkan spesifikasi lilin serta ikut menentukan kualitas batiknya.
2.6.2.3. Bahan Pewarna
langsung dari alam seperti kulit kayu tingi, kayu tegeran, dan daun tom/nila. Pewarna buatan didapat dari zat warna yang dibuat menurut reaksi-reaksi kimia tertentu. Jenis zat warna sintetis untuk tekstil cukup banyak, namun hanya beberapa diantaranya yang dapat digunakan sebagai pewarna batik. Hal ini dikarenakan dalam proses pewarnaan batik suhu pencelupan harus pada suhu kamar. Adapun zat warna yang biasa dipakai untuk mewarnai batik antara lain:
a. Zat warna reaktif
Zat warna reaktif umumnya dapat bereaksi dan mengadakan ikatan langsung dengan serat sehingga merupakan bagian dari serat tersebut. Jenisnya cukup banyak dengan nama dan struktur kimia yang berbeda tergantung pabrik yang membuatnya. Salah satu yang saat ini sering digunakan untuk pewarnaan batik adalah remazol. Ditinjau dari segi teknis praktis pewarnaan batik dengan remazol dapat digunakan secara pencelupan, coletan maupun kuasan. Zat warna ini mempunyai sifat antara lain, larut dalam air, mempunyai warna yang briliant dengan ketahanan luntur yang baik, dan daya afinitasnya rendah. Untuk memperbaiki sifat tersebut pada pewarnaan batik dapat diatasi dengan cara kuasan dan fixasi menggunakan Natrium Silikat.
b. Zat warna indigosol
Zat warna indigosol adalah jenis zat warna bejana yang larut dalam air. Larutan zat warnanya merupakan suatu larutan berwarna jernih. Pada saat kain dicelupkan ke dalam larutan zat warna belum diperoleh warna yang diharapkan. Setelah dioksidasi atau dimasukkan ke dalam larutan asam (HCl atau H2SO4) akan diperoleh warna yang dikehendaki. Obat pembantu yang diperlukan dalam pewarnaan dengan zat warna indigosol adalah Natrium Nitrit (NaNO2) sebagai oksidator. Warna yang dihasilkan cenderung warna-warna lembut atau pastel. Dalam pembatikan zat warna indigosol dipakai secara celupan maupun coletan.
c. Zat warna napthol
naptholnya sendiri (penaptholan). Pada pencelupan pertama ini belum diperoleh warna atau warna belum timbul. Kemudian dicelup tahap kedua atau dibangkitkan dengan larutan garam diazodium, maka akan diperoleh warna yang dikehendaki. Tua muda warna tergantung pada banyaknya napthol yang diserap oleh serat. Dalam pewarnaan batik zat warna ini digunakan untuk mendapatkan warna-warna tua dan hanya dipakai secara pencelupan. Jenis tampilan warna napthol dapat dilihat pada Gambar 1. d. Zat warna rapid
BAB III
BAHAN DAN METODE
3.1. Waktu dan Tempat
Penelitian ini dilakukan selama 2 bulan, mulai dari bulan Juni sampai dengan bulan Juli 2009. Penelitian bertempat di Pusat Batik Desa Jarum Kecamatan Bayat Kabupaten Klaten Jawa Tengah, Laboratorium Rekayasa dan Desain Bangunan Kayu, Laboratorium Kimia Hasi Hutan, Laboratorim Anatomi dan Fisika Kayu Fakultas Kehutanan IPB Darmaga.
3.2. Alat dan Bahan
Alat-alat yang digunakan pada penelitian ini adalah lakban, kertas ampelas nomor 180, gelas, pengaduk, ember, kompor, wajan, canting, gayung, panci, dan sarung tangan untuk proses pembatikan. Selain itu juga dibutuhkan kertas ampelas nomor 400 dan 1000, spray gun, kompresor, water bath, penggaris, alat tulis, kuas, kain lap, dan jam.
Bahan-bahan yang digunakan antara lain anyaman bambu Tali dan Betung, bahan-bahan pembatik seperti pewarna napthol (ASG, ASOL, dan Soga 91), garam diazodium (merah B dan merah GG), TRO (Turkish Red Oil), kostik soda, malam, dan soda abu. Bahan finishing yang digunakan antara lain, Wood Filler SH-113, Impra Aqua Wood Filler AWF-911, Impra Melamine Sanding Sealer MSS-123, Sanding Sealer SS-121, Impra Aqua Sanding Sealer ASS-941,
Melamine Lack ML-131, Top Coat Meuble Lack NC-141, Impra Aqua Lacquer
AL-961. Untuk pengujian sifat finishing, bahan-bahan yang digunakan adalah minyak sayur, kecap, saos, serbuk gergaji, jerami dan air.
3.3. Metode Penelitian
Gambar 2. Variasi jenis dan pola anyaman bambu Betung dan bambu Tali. Keterangan:
A = Anyaman bambu Betung berbahan campuran daging dan kulit bambu. B = Anyaman bambu Betung berbahan daging bambu.
C = Anyaman bambu Tali berbahan campuran daging dan kulit bambu. D = Anyaman bambu Tali berbahan daging bambu.
Masing-masing contoh uji diberi perlakuan pembatikan dan finishing
dengan urutan kerja dan penggunaan bahan finishing yang berbeda. Dalam hal ini bahan finishing yang digunakan adalah melamin, nitroselulosa dan aqua. Hasil dari pengaplikasian bahan finishing yang berbeda tersebut akan dibandingkan secara visual, kemudian dilanjutkan dengan pengujian sifat finishing-nya. Pada penelitian ini dilakukan tiga jenis pengujian, yaitu pengujian terhadap bahan kimia rumah tangga, asap, dan uap air. Pengujian juga dilakukan untuk mengetahui apakah terjadi reaksi antara bahan pembatik dengan bahan-bahan finishing. Adapun urutan proses finishing-nya dijelaskan pada sub pokok berikut.
3.3.1. Persiapan Permukaan Bambu
Pengapian atau pembakaran beberapa saat dilakukan pada setiap contoh uji untuk menghilangkan bulu-bulu halus yang menempel, serta kumbang penggerek perusak anyaman bambu. Kemudian setiap contoh uji diampelas dengan kertas ampelas nomor 180. Pengampelasan bertujuan meratakan serta
B
A
menghaluskan permukaan bambu dan membersihkan permukaan bambu dari segala kotoran yang menempel. Anyaman yang telah diampelas kemudian dibersihkan dengan menggunakan kuas.
3.3.2. Pemberian Filler
Pemberian filler bertujuan untuk menutup pori-pori dan merataan permukaan bambu. Ada dua jenis filler yang digunakan , yaitu Wood Filler SH-113 yang berpelarut minyak dan Impra Aqua Wood Filler AWF-911 yang berpelarut air. Cara pengaplikasiannya dengan menggunakan kuas setelah filler
dicampur dengan pelarutnya masing-masing. 3.3.3. Pembatikan
Tahapan proses pembatikan adalah:
a. Anyaman bambu terlebih dahulu diampelas halus kemudian diberi gambar dengan pola yang diinginkan. Kegiatan membuat pola ini disebut mola.
b. Anglo atau kompor kecil dan wajan yang berisi malam disiapkan. Malam harus mencair sempurna agar lancar keluar dari cucuk canting dan dapat menempel dengan baik pada permukaan anyaman bambu.
c. Pembatikan dimulai dengan mengambil malam yang telah mencair dengan canting. Canting harus ditiup terlebih dahulu sebelum dibatikkan. Peniupan ini dilakukan untuk mengembalikan cairan malam dari cucuk ke nyamplung sehingga malam tidak meleleh sebelum ditempelkan pada permukaan anyaman bambu. Selain itu canting ditiup untuk membebaskan cucuk dari sumbatan atau kotoran malam.
e. Anyaman bambu yang telah selesai dimalam terlebih dahulu dibersihkan menggunakan kuas. Setelah itu dapat langsung diwarnai. Pada penelitian ini pewarna yang digunakan adalah jenis naphtol dengan cara pencelupan dingin. Garam yang digunakan ada 2 tiga jenis, yaitu merah B dan merah GG sedangkan napthol yang digunakan terdiri dari 3 jenis, yaitu ASG, ASOL dan soga 91. Pewarna disiapkan dengan melarutkan kostik soda, ASG, dan TRO dalam air panas. Setelah itu dicampur dengan 1 liter air dingin dan dimasukkan ke dalam ember. Larutan pewarna didiamkan beberapa menit sampai dingin. Setelah itu anyaman dicelup dalam larutan pewarna sambil disiram agar seluruh permukaan anyaman terkena pewarna. Pencelupan ini tidak membutuhkan waktu yang lama.
f. Anyaman bambu dapat diproses lebih lanjut untuk membangkitkan warnanya melalui pencelupan dalam garam diazodium jenis merah B. Lamanya pencelupan tergantung pada tingkatan warna yang diinginkan. Semakin lama anyaman berada dalam larutan ini maka warna yang dihasilkan akan semakin tua. Konsentrasi garam diazodium harus diperhatikan setelah digunakan untuk membangkitkan warna beberapa kali. Konsentrasi garam diazodium dapat dilihat dari warna yang berhasil dibangkitkan. Anyaman bambu yang telah dicelup kemudian dijemur untuk mengeringkan larutan garam diazodium. g. Tahapan selanjutnya adalah pencantingan kembali (kedua). Langkah ini sama
halnya dengan poin d-e, namun pada pewarnaan pertama larutan yang digunakan adalah kostik soda, ASOL, dan TRO sedangkan pada larutan kedua menggunakan garam diazodium jenis merah GG. Pada pewarnaan tahapan ketiga, setelah pencantingan kembali (ketiga) pewarnaan pertama larutan yang digunakan adalah kostik soda, soga 91, dan TRO sedangkan pada larutan kedua menggunakan garam diazodium jenis merah B.
Setelah permukaan anyaman bersih, anyaman diangkat dan langsung dimasukan dalam air dingin untuk dibersihkan. Anyaman bambu yang telah bersih dari malam kemudian dijemur kembali dan siap untuk mendapat perlakuan finishing selanjutnya.
3.3.4. Pemberian Sealer
Sanding sealer diaplikasikan menggunakan spray gun untuk menutupi pori-pori. Sesuai petunjuk penggunaan produk propan raya, MSS-123 diaplikasikan dengan perbandingan campuran MSS-123 : Hardener : Thinner
adalah 9 : 1 : 6, sedangkan SS-121 diaplikasikan dengan perbandingan campuran SS-121 : Thinner adalah 1 : 1, dan ASS-941 diaplikasikan dengan perbandingan campuran ASS-941 : Air adalah 1 : 1. Selanjutnya anyaman bambu di ampelas dengan kertas amplas nomor 400 untuk meratakan permukaan lapisan sealer. Pemberian sealer dapat dilakukan 1 atau 2 kali tergantung hasil permukaan yang dihasilkan.
3.3.5. Pengecatan Akhir (Top Coating)
Pemberian top coat diaplikasikan dengan menggunakan spray gun. Top coat dapat dilakukan sampai 2 kali dengan terlebih dahulu dilakukan pengampelasan ambang menggunakan ampelas nomor 1000. Pengampelasan ini bertujuan untuk meratakan permukaan tanpa merusak lapisan filmnya. Kemudian anyaman bambu diangin-anginkan sampai kering. ML-131 diaplikasikan dengan perbandingan campuran ML-131 : Hardener : Thinner adalah 9 : 1 : 6, NC-141 diaplikasikan dengan perbandingan campuran NC-141 : Thinner adalah 1 : 1, dan AL-961 diaplikasikan dengan perbandingan campuran AL-961 : Air adalah 1 : 1. 3.4. Pengujian Contoh Uji
Setelah proses finishing selesai maka dilakukan pengujian terhadap lapisan
finishing-nya, antara lain uji ketahanan lapisan finishing terhadap bahan kimia rumah tangga, uji ketahanan terhadap pengasapan, dan uji ketahanan terhadap uap air panas. Pembagian bahan uji pada lembaran anyaman yang telah di-finishing
Gambar 3. Skema pembagian contoh uji pada pengujian daya tahan terhadap bahan kimia rumah tangga, pengasapan, dan uap air panas. Keterangan:
A = Uji ketahanan lapisan finishing terhadap bahan kimia rumah tangga pada interval waktu 1 jam (1 = Uji minyak sayur, 2 = Uji kecap, 3 = Uji saos, 4 = Kontrol).
B = Uji ketahanan lapisan finishing terhadap bahan kimia rumah tangga pada interval waktu 24 jam(1 = Uji minyak sayur, 2 = Uji kecap, 3 = Uji saos, 4 = Kontrol).
C = Uji ketahanan terhadap pengasapan. D = Uji ketahanan terhadap uap air panas.
3.4.1. Uji Ketahanan Lapisan Finishing Terhadap Bahan Kimia Rumah Tangga
Standar yang digunakan dalam pengujian ini adalah ASTM D 1308-02. Adapun bahan kimia rumah tangga yang digunakan adalah minyak sayur, kecap, dan saos. Sebelum dilakukan pengujian, contoh uji harus dikering udarakan terlebih dahulu selama 1 minggu. Adapun urutan pengujian yang dilakukan adalah sebagai berikut:
a. Permukaan contoh uji yang akan diuji dibagi menjadi empat bagian. Tiga bagian untuk melaburkan bahan kimia rumah tangga, sementara satu bagian sebagai kontrol.
b. Setiap bagian tersebut kemudian dilabur dengan bahan kimia rumah tangga yang sudah dipersiapkan sebelumnya. Pelaburan dilakukan pada seluruh permukaan anyaman bambu lalu didiamkan selama 1 jam.
c. Setelah itu contoh uji dibersihkan dengan kain lap bersih kemudian diamati perubahan fisik yang terjadi, kemudian diklasifikasikan dalam 10 kelas seperti tersaji pada Tabel 1. Pengamatan yang sama dilakukan pada interval waktu selama 24 jam.
C
D
A
1A
2A
4A
3B
1B
2Tabel 1. Klasifikasi kondisi permukaan dalam 10 kelas
Persentase Permukaan Bercacat (%) Kelas Tidak bercacat
0 – 1 2 – 3 4 – 6 7 – 10 11 – 20 21 – 30 31 – 40 41 – 55 56 – 75 > 75
10 9 8 7 6 5 4 3 2 1 0 Sumber: ASTM D 1654-92 (2000)
3.4.2. Uji Ketahanan Terhadap Pengasapan
Pengujian ini mengacu pada ASTM D 1308-02. Pengujian dilakukan dengan menggunakan asap yang diperoleh dari pembakaran serbuk gergaji dan jerami. Sebelum dilakukan pengujian, contoh uji dikering udarakan terlebih dahulu selama 1 minggu. Adapun urutan pengujiannya adalah sebagai berikut:
a. Asap yang dibuat dari pembakaran serbuk gergaji dan jerami kemudian diarahkan pada permukaan contoh uji dengan menggunakan cerobong. Pengujian dilakukan selama 5-10 menit.
3.4.3. Uji Ketahanan Terhadap Uap Air Panas
Pengujian dengan uap air panas ini mengacu pada ASTM D 1308-02. Uap air panas diperoleh dari perebusan air pada water bath. Sebelum dilakukan pengujian, contoh uji dikering udarakan terlebih dahulu selama 1 minggu. Adapun urutan pengujiannya sebagai berikut:
a. Contoh uji diletakkan diatas water bath selama 5-10 menit.
BAB IV
PEMBAHASAN
4.1. Pembentukan Lapisan Film dengan Teknik Batik
Penelitian mengenai finishing dengan menggunakan teknik batik ini menerapkan kombinasi beberapa urutan proses pengerjaan. Pada kombinasi pertama tahapan awal yang dilakukan adalah dengan mengaplikasikan woodfiller
berpelarut oil pada permukaan anyaman bambu sebelum proses pembatikan. Pada proses pembatikan tahapan yang dilakukan adalah pemalaman, pewarnaan dan penglorotan. Hasil yang diperoleh pada kombinasi ini ternyata tidak bagus. Wood filler yang diberikan menutup pori-pori dari anyaman bambu sehingga pewarna napthol tidak dapat menyerap secara sempurna ke dalam pori-pori anyaman yang mengakibatkan tampilan warna yang dihasilkan kurang baik.
Gambar 4. Tahapan proses finishing kombinasi pertama dan kedua.
Ampelas dengan kertas ampelas nomer 180 untuk menghilangkan debu, kotoran dan
bulu-bulu pada anyaman
ANYAMAN BAMBU
Wood filler oil base SH 113 diaplikasikan dengan kuas kemudian diampelas dengan
kertas ampelas nomer 240
FILLING (oil base)
Wood filler water base AWF 911 diaplikasikan dengan kuas kemudian diampelas dengan kertas ampelas nomer 240
FILLING (water base)
Menggunakan alat berupa canting, malam, dan kompor
NYANTING
Pembuatan motif dengan pensil
Pewarnaan dilakukan 3 tahap:
1. Pewarna napthol ASG, soda kostik dan TRO dengan bahan pembangkit merah B. 2. Pencantingan kembali, lalu pewarnaan
kedua dengan pewarna napthol ASOL, soda kostik dan TRO dengan bahan pembangkit merah GG.
3. Pencantingan kembali, lalu pewarnaan kedua dengan pewarna napthol Soga 91, soda kostik dan TRO dengan bahan pembangkit merah B.
PEWARNAAN
NGLOROT
Proses penghilangan malam dengan perebusan dengan air mendidih yang
dicampur soda abu
Pembuatan motif dengan pensil
Menggunakan alat berupa canting, malam, dan kompor
NYANTING
Pewarnaan dilakukan 3 tahap:
1. Pewarna napthol ASG, soda kostik dan TRO dengan bahan pembangkit merah B. 2. Pencantingan kembali, lalu pewarnaan
kedua dengan pewarna napthol ASOL, soda kostik dan TRO dengan bahan pembangkit merah GG.
3. Pencantingan kembali, lalu pewarnaan kedua dengan pewarna napthol Soga 91, soda kostik dan TRO dengan bahan pembangkit merah B.
PEWARNAAN
Proses penghilangan malam dengan perebusan dengan air mendidih yang
dicampur soda abu
Gambar 5. Penampilan permukaan anyaman bambu hasil proses finishing teknik batik kombinasi pertama dan kedua.
Tampilan anyaman bambu setelah pemberian filler oil base
(kiri) dan filler water base (kanan)
Tampilan anyaman bambu setelah proses nyanting
Tampilan anyaman bambu setelah proses pewarnaan
Penampilan penggunaan wood filler pada Gambar 5 mengindikasikan bahwa wood filler pada finishing dengan menggunakan teknik batik tidak dapat diterapkan, hal ini sesuai dengan penelitian Kurniawan 2006. Selanjutnya dicobakan kombinasi tahapan yang tidak diawali dengan pemberian wood filler
melainkan langsung dengan pembatikan pada media anyaman bambu, yaitu pemalaman, pewarnaan, dan penglorotan. Hasil yang ditampilkan pada proses ini sangat baik yaitu pewarna napthol dapat meresap secara sempurna ke dalam anyaman bambu dan menghasilkan warna yang tegas. Hasil pewarnaan ini dapat memberi saran bahwa bahan pembatik harus berikatan langsung dengan lapisan bambu dan tidak boleh ada lapisan lain yang menghalanginya.
Pada tahapan finishing selanjutnya diaplikasikan 3 jenis bahan finishing
yang berbeda, yaitu Melamin, NC (Nitro Cellulose), dan Aqua (Water Based Lacquer). Ketiga jenis bahan ini dipilih karena banyak digunakan oleh perusahaan-perusahaan mebel dan juga untuk mengetahui kualitas tampilan akhir dari ketiga jenis bahan finishing. Berbeda dengan Kurniawan 2006, pada anyaman bambu tidak dibutuhkan pemberian sanding sealer yang banyak dengan pertimbangan pori-pori bambu tidak terlalu besar. Sanding sealer hanya diaplikasikan 1 kali saja dan tidak diperlukan juga pengaplikasian microfiller
Gambar 6. Tahapan proses finishing kombinasi ketiga, keempat, dan kelima.
Ampelas dengan kertas ampelas nomer 180 untuk menghilangkan debu, kotoran dan bulu-bulu pada
anyaman
Pembuatan motif dengan pensil
Menggunakan alat berupa canting, malam, dan kompor
NYANTING
Pewarnaan dilakukan 3 tahap:
1. Pewarna napthol ASG, soda kostik dan TRO dengan bahan pembangkit merah B. 2. Pencantingan kembali, lalu pewarnaan kedua
dengan pewarna napthol ASOL, soda kostik dan TRO dengan bahan pembangkit merah GG. 3. Pencantingan kembali, lalu pewarnaan kedua
dengan pewarna napthol Soga 91, soda kostik dan TRO dengan bahan pembangkit merah B.
PEWARNAAN
Proses penghilangan malam dengan perebusan dengan air mendidih yang dicampur soda abu
NGLOROT ANYAMAN BAMBU
Melamine sanding sealer
diaplikasikan menggunakan spray gun SEALING (Melamine) SEALING (Nitrocellulose)
Nitrocellulose sanding sealer diaplikasikan menggunakan spray gun
SEALING (Aqua)
Aqua sanding sealer
diaplikasikan menggunakan
spray gun
Pengampelasan dengan kertas ampelas 400
Pengampelasan dengan kertas ampelas 400
Pengampelasan dengan kertas ampelas 400
Gunakan spray gun untuk aplikasinya, lakukan 1-2 kali untuk hasil akhir yang lebih baik
(gunakan ampelas nomer 1000)
TOP COATING (Melamine Lacquer)
Gunakan spray gun untuk aplikasinya, lakukan 1-2 kali untuk hasil akhir yang lebih baik
(gunakan ampelas nomer 1000)
Gunakan spray gun untuk aplikasinya, lakukan 1-2 kali untuk hasil akhir yang lebih baik
(gunakan ampelas nomer 1000)
TOP COATING (Nitroselulosa Lacquer)
[image:30.595.106.505.78.674.2]
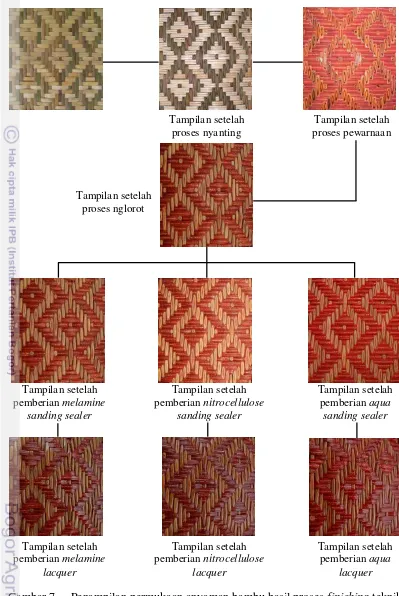
Gambar 7. Penampilan permukaan anyaman bambu hasil proses finishing teknik batik kombinasi ketiga, keempat, dan kelima.
Tampilan setelah proses nyanting
Tampilan setelah proses pewarnaan
Tampilan setelah proses nglorot
Tampilan setelah pemberian melamine
sanding sealer
Tampilan setelah pemberian nitrocellulose
sanding sealer
Tampilan setelah pemberian aqua
sanding sealer
Tampilan setelah pemberian melamine
lacquer
Tampilan setelah pemberian nitrocellulose
lacquer
Tampilan setelah pemberian aqua
[image:31.595.95.492.72.682.2]
Gambar 8 . Penampilan anyaman bambu yang telah di finishing. Keterangan:
A = Anyaman bambu betung berbahan daging bambu yang diaplikasikan melamin.
B = Anyaman bambu betung berbahan daging bambu yang diaplikasikan nitroselulosa.
C = Anyaman bambu betung berbahan daging bambu yang diaplikasikan aqua. D = Anyaman bambu betung berbahan campuran daging dan kulit bambu yang
diaplikasikan melamin.
E = Anyaman bambu betung berbahan campuran daging dan kulit bambu yang diaplikasikan nitroselulosa.
D
E
F
G
H
I
J
K
L
F = Anyaman bambu betung berbahan campuran daging dan kulit bambu yang diaplikasikan aqua.
G = Anyaman bambu tali berbahan daging bambu yang diaplikasikan melamin. H = Anyaman bambu tali berbahan daging bambu yang diaplikasikan
nitroselulosa.
I = Anyaman bambu tali berbahan daging bambu yang diaplikasikan aqua. J = Anyaman bambu tali berbahan campuran daging dan kulit bambu yang
diaplikasikan melamin.
K = Anyaman bambu tali berbahan campuran daging dan kulit bambu yang diaplikasikan nitroselulosa.
L = Anyaman bambu tali berbahan campuran daging dan kulit bambu yang diaplikasikan aqua.
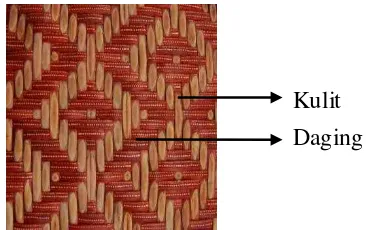
4.2. Pengaruh Jenis dan Bahan Bambu Terhadap Penampilan Finishing-nya Jenis bambu yang digunakan pada penelitian ini adalah bambu Betung dan bambu Tali dengan 2 jenis variasi bahan yaitu daging bambu serta campuran daging dan kulit bambu. Dari finishing dengan teknik batik didapatkan hasil bahwa bambu Betung menghasilkan warna yang lebih gelap dibandingkan dengan bambu Tali (Gambar 9). Hal ini disebabkan karena anyaman bambu Betung memiliki warna yang lebih terang dibandingkan dengan bambu Tali sehingga pewarna napthol dapat dengan baik diserap oleh bahan anyman bambu Betung. Dari variasi yang digunakan, kulit bambu menghasilkan warna yang tidak bagus atau warna yang dihasilkan tidak begitu jelas (Gambar 10). Hal ini disebabkan karena kulit bambu memiliki lapisan seperti lilin sehingga cairan tidak dapat menembus kulit termasuk pewarna napthol.
Gambar 9. Penampilan finishing batik pada anyaman berbahan daging bambu Betung (A) dan bambu Tali (B).
Gambar 10. Perbedaan penampilan finishing batik antara kulit bambu dan daging bambu.
4.3. Berat Labur Bahan Finishing yang Digunakan
Dari penelitian yang dilakukan didapatkan hasil bahwa wood filler kurang cocok diaplikasikan pada finishing teknik batik karena penggunaan wood filler
menghasilkan warna yang kurang tegas pada bahan yang dibatik. Dengan demikian penggunaan wood filler tidak disarankan pada finishing teknik batik. Hal ini berbeda dengan teknik finishing pada umumnya yang mensyaratkan penggunaan wood filler terlebih dahulu untuk mencapai hasil yang baik. Berat labur rata-rata wood filler untuk kedua jenis bambu dan variasinya berkisar antara 0.0058 - 0.0067 gr/cm2.
Pada penelitian ini digunakan 3 jenis sanding sealer, yaitu impra
Melamine Sanding Sealer MSS-123, Sanding Sealer SS-121, dan Impra Aqua Sanding Sealer ASS-941. Sanding sealer dipilih karena tampilan akhir yang diinginkan adalah flat atau close pore. Sanding sealer memiliki lebih banyak talc
dibandingkan dengan sealer. Sanding sealer dipergunakan untuk membantu meratakan permukaan sehingga dapat berfungsi pula sebagai pengganti wood filler. Pada penelitian ini sanding sealer diaplikasikan 1 kali. Berat labur sanding sealer yang digunakan disajikan pada Tabel 2.
Tabel 2. Berat labur sanding sealer.
No. Sampel Berat Labur (gr/cm
2 )
Melamin Nitroselulosa Aqua
1 BD 0.0033 0.0032 0.0024
2 BC 0.0036 0.0022 0.0011
3 TD 0.0026 0.0023 0.0028
4 TC 0.0035 0.0026 0.0020
Keterangan: Bambu Betung (B), bambu Tali (T); bahan daging bambu (D), bahan campuran daging dan kulit bambu (C).
Berat labur sanding sealer pada masing-masing aplikasi tidak jauh berbeda, hal ini disebabkan pengaplikasian sanding sealer sama-sama menggunakan spray gun dengan tekanan 4.5 kg/cm2. Dari hasil tabel di atas didapatkan berat labur rata-rata sanding sealer untuk jenis melamin sebesar 0.0033 gr/cm2, untuk nitroselulosa sebesar 0.0026 gr/cm2, dan aqua sebesar 0.0021 gr/cm2. Pada sistem melamin berat labur yang didapatkan lebih tinggi dibandingkan yang lain. Hal ini disebabkan kadar padatan melamin cukup tinggi, yaitu 52-58 % untuk komponen A dan ± 29 % untuk komponen B (hardener) dengan jumlah pelarut (thinner) 6/16 dari campuran total. Pada sistem nitoselulosa kadar padatannya sebesar 33-35 % dengan jumlah pelarut (thinner) 1/2 dari campuran total. Pada sistem aqua pelarut yang diberikan berupa air dengan jumlah pelarut sebesar 1/2 dari campuram total, berbeda dengan kedua sistem yang lain pada sistem aqua penguapan pelarut lebih lama karena penguapan air lebih lama bila dibandingkan dengan thinner.
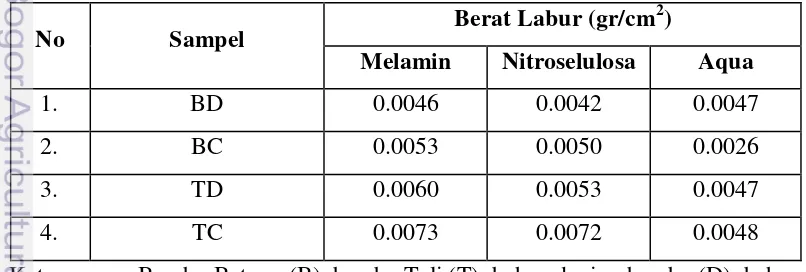
Tabel 3. Berat labur top coat.
No Sampel Berat Labur (gr/cm
2 )
Melamin Nitroselulosa Aqua
1. BD 0.0046 0.0042 0.0047
2. BC 0.0053 0.0050 0.0026
3. TD 0.0060 0.0053 0.0047
4. TC 0.0073 0.0072 0.0048
[image:34.595.109.512.591.727.2]Hasil pada Tabel 3 menyajikan berat labur rata-rata top coat untuk jenis melamin tidak berbeda jauh dengan nitroselulosa, yaitu 0.0058 gr/cm2 untuk melamin dan 0.0054 gr/cm2 untuk nitroselulosa. Sedangkan pada aqua berat labur rata-rata yang didapat adalah sebesar 0.0042 gr/cm2.
Pada produk impra melamine lacquer mempunyai beberapa kelebihan, yaitu lapisan film keras dan tebal hingga dapat menutup serat substrat, tahan
solvent dan air, harga relatif murah, namun produk ini juga memiliki kekurangan yaitu bahannya bersifat racun. Pada produk impra nitrocellulose lacquer memiliki beberapa kelebihan, yaitu tidak beracun, terlihat alami, dan mudah di-refinish
sedangkan kekurangan pada produk ini adalah daya tahan mekanis dan kimia rendah, sensitif terhadap kelembaban, dan solid content-nya rendah. Impra aqua wood finish merupakan produk dari PT. Propan Raya dengan sistem finishing
kayu yang ramah lingkungan dan aman bagi kesehatan manusia. Impra aqua wood finish terdiri dari serangkaian produk finishing kayu water based (berpelarut air) yang diformulasikan dari bahan-bahan yang tidak mengandung logam berat (heavy metal) seperti timah hitam (lead, Pb) dan air raksa (mercury, Hg), dan bahan kimia lain yang dapat menyebabkan kanker, gangguan pernapasan, gangguan sistem hormonal, dan gangguan kesehatan lainnya. Produk impra aqua wood finish mengandung kadar VOC (Volatile Organic Compound) yang sangat rendah, disebut “Low VOC”. VOC yang terlepas ke udara bebas, baik pada saat pengecatan maupun saat pengeringan, akan berdampak pada kerusakan lingkungan dan gangguan kesehatan manusia. Karena menggunakan air sebagai pelarutnya, produk impra aqua wood finish hanya mengeluarkan emisi pelarut organik yang sangat rendah, di bawah ambang batas yang ditetapkan oleh peraturan internasional. Selain itu, impra aqua wood finish juga tidak berbau, dan tidak mengandung formaldehida.
4.4. Cacat yang Terjadi Selama Proses Finishing
Ada beberapa jenis cacat yang ditemukan setelah proses finishing. Hal ini disebabkan kurangnya penguasaan teknik aplikasi bahan finishing. Beberapa cacat
4.4.1. Poor Adhesion
Poor Adhesion merupakan cacat finishing yang disebabkan oleh adanya benda-benda asing pada substrat seperti minyak, debu, lilin, dan oli. Ada beberapa contoh uji yang permukaannya kasar, hal ini bisa diakibatkan karena penyemprotan dilakukan pada tempat yang dilalui orang yang dapat menimbulkan penghamburan debu. Cacat ini juga dapat disebabkan oleh pengampelasan yang tidak sempurna, pengaplikasian bahan finishing yang tidak merata dan recoating time yang terlalu cepat.
Untuk menghindari timbulnya cacat ini sangat ideal apabila tersedia ruang yang tertutup dan dilengkapi dengan pemanas mencapai suhu ruang 40ºC untuk penyimpanan sementara benda kerja yang baru saja disemprot (Sunaryo 1997). 4.4.2. Orange Peel
Orange peel merupakan cacat pada finishing akhir yang memberikan kesan raba yang kasar dengan tampilan seperti kulit jeruk. Orange peel dapat disebabkan oleh 3 aspek utama yaitu suhu dan kelembaban udara, tingkat kekentalanbahan finishing, serta ketebalan lapisan pada saat proses semprot.
Salah satu komponen penyusun bahan finishing yaitu material bahan pelarut (solvent). Bahan pelarut tersebut ada yang terbuat dari thinner atau air (waterbased lacquer). Solvent tersebut, karena sifatnya yang mudah menguap,
akan menguap ketika bahan finishing disemprotkan pada benda kerja sehingga
akan meninggalkan resin atau bahan utama finishing pada permukaan benda kerja.
Kecepatan penguapan inilah yang akan mempengaruhi kualitas permukaan
finishing. Orange peel disebabkan karena penguapan yang terlalu lambat dan
yang mempengaruhi kecepatan penguapan paling besar adalah suhu udara. Oleh
karena itu perlu dijaga kelembaban udara di sekitar benda kerja yang sedang
dikeringkan. Udara yang terlalu lembab tidak memiliki ruang untuk menampung
penguapan.
Bahan finishing yang terlalu kental memiliki resiko orange peel walaupun
suhu udara cukup panas. Maka sangat penting untuk terlebih dahulu mengatur
tingkat kekentalan bahan finishing yang akan digunakan sebelum aplikasi
disebabkan apabila lebih rendah memungkin memiliki resiko cacat finishing yang
lain, yaitu bintik gelembung udara.
Pengaplikasian bahan finishing dengan beberapa lapisan harus dijaga
waktu intervalnya. Permukaan kedua hanya dilakukan pada saat lapisan pertama
cukup waktu untuk melepaskan solvent-nya ke udara. Begitu pula proses untuk
lapisan berikutnya. Bahan yang telah menumpuk tidak memiliki waktu untuk
menyebar ke seluruh permukaan secara merata namun sudah ditutupi dan ditahan
gerakannya oleh lapisan berikutnya sehingga terbentuklah orange peel seperti
tampak pada Gambar 11.
Selain 3 hal utama tersebut di atas ada beberapa hal yang ikut berperan
pada proses terbentuknya orange peel, yaitu tekanan udara dari kompresor yang
terlalu rendah, pengadukan bahan finishing yang belum benar-benar merata, dan
ukuran nozzle pada spray gun yang kurang tepat (terlalu kecil).
Tindakan pencegahan dan perbaikan agar tidak terjadi orange peel adalah
dengan menelaah proses penyemprotan terlebih dahulu, usahakan jarak ideal
kepala spray gun dengan benda kerja adalah antara 18 - 23 cm dengan kecepatan
tertentu. Jaga agar sudut kepala spray gun selalu cenderung tegak lurus dengan
permukaan yang disemprot. Coba spray gun pada benda kerja lain untuk
mengukur dan melihat hasil awal sehingga apabila terjadi kesalahan atau resiko
cacat tidak akan terjadi pada benda kerja utama. Lakukan pengetesan setiap kali
mengganti bahan finishing baru atau sebelum menambah bahan baru.
[image:37.595.164.428.542.660.2]
4.5. Daya Tahan Finishing Terhadap Bahan Kimia Rumah Tangga
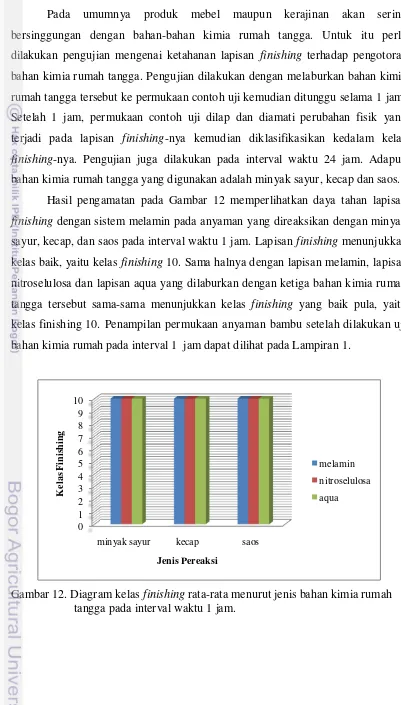
Pada umumnya produk mebel maupun kerajinan akan sering bersinggungan dengan bahan-bahan kimia rumah tangga. Untuk itu perlu dilakukan pengujian mengenai ketahanan lapisan finishing terhadap pengotoran bahan kimia rumah tangga. Pengujian dilakukan dengan melaburkan bahan kimia rumah tangga tersebut ke permukaan contoh uji kemudian ditunggu selama 1 jam. Setelah 1 jam, permukaan contoh uji dilap dan diamati perubahan fisik yang terjadi pada lapisan finishing-nya kemudian diklasifikasikan kedalam kelas
finishing-nya. Pengujian juga dilakukan pada interval waktu 24 jam. Adapun bahan kimia rumah tangga yang digunakan adalah minyak sayur, kecap dan saos.
Hasil pengamatan pada Gambar 12 memperlihatkan daya tahan lapisan
[image:38.595.103.504.100.805.2]finishing dengan sistem melamin pada anyaman yang direaksikan dengan minyak sayur, kecap, dan saos pada interval waktu 1 jam. Lapisan finishing menunjukkan kelas baik, yaitu kelas finishing 10. Sama halnya dengan lapisan melamin, lapisan nitroselulosa dan lapisan aqua yang dilaburkan dengan ketiga bahan kimia rumah tangga tersebut sama-sama menunjukkan kelas finishing yang baik pula, yaitu kelas finishing 10. Penampilan permukaan anyaman bambu setelah dilakukan uji bahan kimia rumah pada interval 1 jam dapat dilihat pada Lampiran 1.
Gambar 12. Diagram kelas finishing rata-rata menurut jenis bahan kimia rumah tangga pada interval waktu 1 jam.
0 1 2 3 4 5 6 7 8 9 10
minyak sayur kecap saos
Hasil pengujian daya tahan lapisan finishing setelah bahan kimia rumah tangga dilaburkan dan didiamkan dengan interval waktu 24 jam disajikan pada Gambar 13. Penampilan anyaman bambu setelah dilakukan uji bahan kimia rumah pada interval waktu 24 jam secara lengkap disajikan pada Lampiran 2.
Gambar 13. Diagram kelas finishing rata-rata menurut jenis bahan kimia rumah tangga pada interval waktu 24 jam.
Hasil pengamatan pada Gambar 13 menunjukan bahwa daya tahan lapisan bahan finishing sistem melamin, nitroselulosa, dan aqua setelah dilaburkan dengan minyak sayur, kecap, dan saos termasuk ke dalam kelas finishing 10 yang merupakan kelas finishing terbaik menurut ASTM D 1654-92. Hal ini diindikasikan dengan tidak adanya reaksi ataupun kerusakan pada lapisan film akibat bahan kimia rumah tangga. Bahan kimia rumah tangga tidak dapat masuk dan merusak struktur lapisan film dari ketiga jenis lapisan tersebut. Cacat pada lapisan finishing akan terjadi apabila suatu zat kimia tertentu bereaksi secara kimiawi yang dapat menyebabkan lapisan film menjadi kasar atau tidak rata dan meninggalkan noda.
4.6. Daya Tahan Lapisan Finishing Terhadap Asap
Pada pengujian dengan asap, daya tahan lapisan bahan finishing melamin, nitroselulosa, dan aqua pada anyaman bambu Betung dan bambu Tali baik dari bahan daging bambu maupun campuran daging dan kulit memiliki kelas finishing
0 1 2 3 4 5 6 7 8 9 10
minyak sayur kecap saos
10 (Gambar 14). Hal ini diindikasikan dengan tidak adanya kerusakan atau noda yang terjadi pada lapisan finishing akibat bahan penguji asap. Bahan yang terkandung dalam asap tidak dapat merusak struktur lapisan film pada sistem melamin, nitroselulosa, maupun aqua. Penampilan permukaan lapisan finishing
[image:40.595.117.486.207.423.2]anyaman bambu setelah dilakukan uji terhadap asap dapat dilihat pada Lampiran 3.
Gambar 14. Diagram kelas finishing rata-rata menurut jenis perlakuan dengan uji asap.
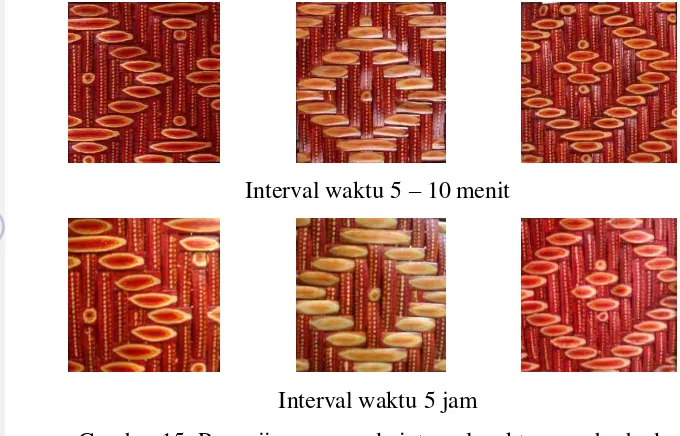
Kelas finishing yang dihasilkan oleh lapisan melamin, nitroselulosa, dan aqua pada anyaman bambu Betung dan bambu Tali baik dari bahan daging bambu maupun campuran daging dan kulit merupakan kelas finishing yang terbaik karena tidak ditemukannya kerusakan atau noda. Hal ini dimungkinkan karena waktu pengujian yang relatif singkat, yaitu 5-10 menit. Untuk itu dilakukan pengujian tambahan dengan waktu yang lebih lama, yaitu selama 5 jam. Hasil menunjukkan bahwa lapisan melamin tidak menunjukan perubahan yang berarti, lapisan nitroselulosa terlihat agak kusam, dan lapisan aqua terlihat kusam (Gambar 15). Hal ini berkaitan dengan kadar padatan yang terkandung pada masing-masing bahan finishing, dimana kadar padatan melamin lebih tinggi dibandingkan dengan nitroselulosa maupun aqua. Bahan finishing aqua memiliki kadar padatan yang paling rendah sehingga dapat dikatakan bahwa lapisan finising-nya tidak terlalu tebal atau berifat porous sehingga asap dapat masuk kedalam celah-celah lapisan dan menyebabkan lapisan terlihat kusam.
0 1 2 3 4 5 6 7 8 9 10
melamin nitroselulosa aqua
Interval waktu 5 – 10 menit
[image:41.595.123.463.99.317.2]Interval waktu 5 jam
Gambar 15. Pengujian asap pada interval waktu yang berbeda. Keterangan: (A) Melamin, (B) Nitroselulosa, (C) Aqua.
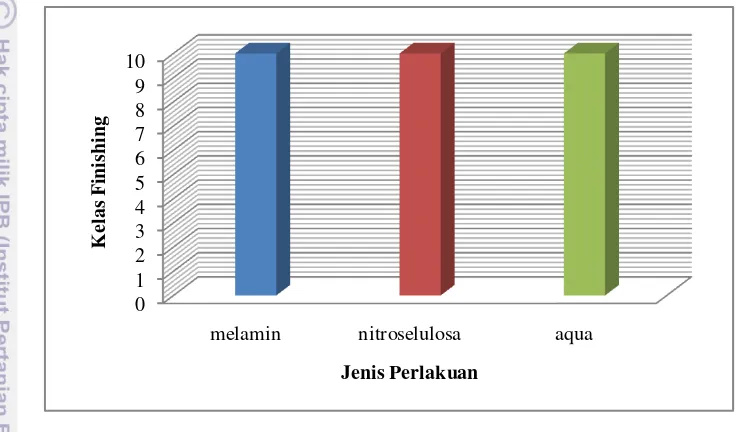
4.7. Daya Tahan Lapisan Finishing Terhadap Uap Air Panas
Pada pengujian dengan menggunakan uap air panas lapisan finishing pada anyaman bambu Betung dan bambu Tali baik yang berbahan daging bambu maupun berbahan campuran daging dan kulit bambu dengan sistem melamin, nitroselulosa, dan aqua tidak menunjukan perubahan yang berarti. Ketiga sistem
finishing tidak mengalami kerusakan sehingga ketiganya dapat dikategorikan ke dalam kelas finishing 10 seperti yang terlihat pada Gambar 16. Uap air panas yang dihasilkan oleh water bath tidak dapat merusak lapisan film dari ketiga lapisan
Gambar 16. Diagram kelas finishing rata-rata menurut jenis perlakuan dengan uji uap air panas.
Kelas finishing yang dihasilkan oleh lapisan melamin, nitroselulosa, dan aqua pada anyaman bambu Betung dan bambu Tali baik dari bahan daging bambu maupun campuran daging dan kulit adalah kelas finishing yang terbaik karena tidak ditemukannya kerusakan atau noda. Hal ini dimungkinkan karena waktu pengujian yang relatif singkat, yaitu 5-10 menit. Untuk itu dilakukan pengujian tambahan dengan wahtu yang lebih lama, yaitu selama 24 jam. Hasil menunjukkan bahwa lapisan melamin dan nitroselulosa tidak mengalami perubahan sedangkan pada lapisan aqua mengalami perubahan, yaitu warna lapisan finishing-nya berubah menjadi putih susu seperti warna asal bahan
finishing-nya, namun perubahan ini tidak bersifat permanen karena setelah didiamkan beberapa saat warna kembali lagi seperti awal sebelum diuji (Gambar 17). Hal ini dikarenakan bahan finishing aqua memiliki kadar padatan yang rendah sehingga lapisan finising-nya tidak terlalu tebal atau berifat porous, dengan demikian uap air dapat masuk ke dalam celah-celah lapisan dan menyebabkan perubahan warna, namun ketika air itu menguap warna kembali lagi seperti sebelum diuji.
0 1 2 3 4 5 6 7 8 9 10
melamin nitroselulosa aqua
Interval waktu 5 – 10 menit
[image:43.595.128.464.83.303.2]Interval waktu 24 jam
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Berdasarkan data-data hasil pengamatan dan pengujian, maka dapat ditarik beberapa kesimpulan sebagai berikut :
1. Penerapan finishing teknik batik pada anyaman bambu menggunakan wood filler memberikan tampilan warna yang kurang jelas pada bahan yang dibatik.
2. Urutan proses finishing yang baik dengan teknik batik pada anyaman bambu adalah pengapian sesaat untuk meghilangkan bulu-bulu halus serta kumbang penggerek perusak anyaman bambu, pengampelasan untuk menghaluskan permukaan, pemalaman (menorehkan malam pada permukaan anyaman dengan canting), pewarnaan, penglorotan (penghilangan malam), pemberian sanding sealer, kemudian top coating. 3. Bambu Betung menghasilkan warna yang lebih gelap dibandingkan dengan
bambu Tali. Anyaman kulit bambu menghasilkan warna yang tidak bagus atau warna yang dihasilkan tidak begitu jelas.
4. Lapisan finishing melamin, nitroselulosa, dan aqua memiliki kelas finishing
10 untuk pengujian ketahanan lapisan finishing terhadap bahan kimia rumah tangga selama 1 jam dan 24 jam, uji ketahanan terhadap pengasapan, dan uji ketahanan terhadap uap air panas selama 5-10 menit.
5. Kadar padatan melamin lebih tinggi dibandingkan dengan nitroselulosa maupun aqua. Bahan finishing aqua memiliki kadar padatan yang paling rendah sehingga dapat dikatakan bahwa lapisan finising-nya tidak terlalu tebal atau berifat porous sehingga asap maupun uap air dapat masuk kedalam celah-celah lapisan.
5.2. Saran
Saran-saran yang dapat diberikan pada penelitian ini adalah:
1. Finishing batik dapat diterapkan dan dikembangkan pada industri kerajinan sehingga dapat menjadi desain yang inovatif dengan tetap mempertahankan budaya tradisional.
PENINGKATAN
NILAI ESTETIKA ANYAMAN BAMBU
MELALUI FINISHING TEKNIK BATIK
RITA RAHMAWATI
DEPARTEMEN HASIL HUTAN
FAKULTAS KEHUTANAN
INSTITUT PERTANIAN BOGOR
DAFTAR PUSTAKA
[Anonim]. 2008. Semua Tentang Kayu. http://www.tentangkayu.com diakses pada 21 Juli 2009.
[Anonim]. 2008. Peran Lilin dalam Proses Membatik. http//loemboengbatik.multiply.com/journal/item/13 diakses pada 17 Juli 2009.
[Anonim]. 2008. Pewarna Batik. http//loemboengbatik.multiply.com/journal/item/ 14 diakses pada 17 Juli 2009.
[Anonim]. 2009. Batik. http://id.wikipedia.org/wiki/Batik diakses pada 17 Juli 2009.
[ASTM] American Society for Testing and Material. 2000. ASTM D 1308-02: West Conshohocken: ASTM.
[ASTM] American Society for Testing and Material. 2000. ASTM D 1654-92: West Conshohocken: ASTM.
ASEAN Timber Technology Center. 1992. Wood Finishing. ATTC. Kuala Lumpur, Malaysia.
Barly. 1999. Pengawetan Bambu Untuk Bahan Konstruksi Bangunan dan Mebel. Bogor: Badan Penelitian dan Pengembangan Kehutanan dan Perkebunan Pusat Penelitian dan Pengembangan Hasil Hutan dan Sosial Ekonomi Kehutanan.
Dransfield S dan Widjaja E A (Editor). 1995. Plant Resources of South-East Asia No.7 : Bamboos. Backhuys Publisher. Leyden.
Gunawan. 2008. Kajian Sifat Finishing Anyaman Banbu Tali (Gigantochloa apus
(J.A & J. H. Schultes) Kurz) [skripsi]. Bogor: Fakultas Kehutanan. Institut Pertanian Bogor.
Gusmailina dan Sumadiwangsa S. 1988. Analisis Kimia Sepuluh Jenis Bambu dari Jawa Timur. Jurnal Penelitian Hasil Hutan 5 (5): 290-293.
Hadjib N dan Karnasudirdja S. 1986. Sifat Fisis dan Mekanis Bambu Andong (Gigantochloa verticillata Mur.), Bitung (Dendrocalamus asper Back.) dan Ater (Gigantochloa ater Kurz.). Laporan intern Pusat Penelitian dan Pengembangan Hasil Hutan dan Sosial Ekonomi Kehutanan, Bogor.
Kurniawan D S. 2006. Peningkatan Nilai Estetis Kayu Melelui Finishing Teknik Batik Kayu [skripsi]. Fakultas Kehutanan. Institut Pertanian Bogor.
Liese W. 1985. Anatomy of Bamboo. Di dalam: Prosiding Workshop Bamboo Research in Asia, Singapore 28-30 May 1980. Ottawa: International Development Research Center.
Morisco. 2005. Teknologi Bambu. Program magister teknologi bahan bangunan. UGM. Yogyakarta.
Nuriyatin N. 2000. Studi Analisa Sifat-Sifat Dasar Bambu Pada Beberapa Tujuan dan Penggunaan [tesis]. Bogor: Program Pascasarjana Institut Pertanian Bogor.
Sunaryo A. 1997. Reka Oles Mebel Kayu. Kanisius. Yogyakarta.
PENINGKATAN
NILAI ESTETIKA ANYAMAN BAMBU
MELALUI FINISHING TEKNIK BATIK
RITA RAHMAWATI
DEPARTEMEN HASIL HUTAN
FAKULTAS KEHUTANAN
INSTITUT PERTANIAN BOGOR
PENINGKATAN
NILAI ESTETIKA ANYAMAN BAMBU
MELALUI FINISHING TEKNIK BATIK
RITA RAHMAWATI
E24051099
Skripsi
Sebagai salah satu syarat untuk memperoleh gelar
Sarjana Kehutanan pada Fakultas Kehutanan
Institut Pertanian Bogor
DEPARTEMEN HASIL HUTAN
FAKULTAS KEHUTANAN
INSTITUT PERTANIAN BOGOR
RINGKASAN