Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
ANALISIS PERBANDINGAN KINERJA ANTARA ALGORITMA HEURISTIC POUR DAN ALGORITMA NAWAZ, ENSCORE DAN HAM
(NEH) DALAM MENYELESAIKAN PENJADWALAN FLOWSHOP PADA PT CAKRA COMPACT ALUMINIUM INDUSTRIES MEDAN
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
(Anggiat H O Siregar) (040403066)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
ABSTRAK
Penjadwalan Flow Shop merupakan suatu pergerakan unit-unit yang terus-menerus melalui suatu rangkaian stasiun-stasiun kerja yang disusun berdasarkan produk. Pada penjadwalan flowshop, sumber daya yang dialokasikan akan dilewati oleh setiap job secara berurutan atau dengan kata lain setiap job memiliki rute atau urutan tahap pengerjaan yang sama. Ukuran performansi penjadwalan tergantung pada kriteria yang digunakan. Kriteria yang digunakan pada peneitian ini adalah minimisasi makespan (waktu penyelesaian).
PT. Cakra Compact Aluminium Industries Medan yang berlokasi di Jl Raya Tanjung Morawa-Tanjung Morawa Km 11,5 merupakan perusahaan penanaman modal asing yang bergerak di bidang industri aluminium dengan jenis
billet, ekstrusi, dan fabrikasi. Saat ini perusahaan menggunakan aturan First Come First Serve (FCFS). Pada penjadwalan FCFS ini order yang telah tiba lebih
dahulu akan dilayani lebih dahulu. Aturan ini tidak mempersoalkan singkat atau lamanya waktu proses. PT Cakra Compact Aluminium Industries Medan masih menemukan beberapa jadwal yang tidak tepat. Hal ini diakibatkan karena besarnya makespan (waktu penyelesaian) yang terdapat di lantai pabrik. Dampak lain yang diakibatkan oleh hal tersebut adalah besarnya waktu idle dan besarnya
work in process (WIP) yang terdapat pada stasiun kerja yang mempunyai
kapasitas yang rendah seperti stasiun kerja ekstruding.
Untuk itu model penjadwalan yang digunakan sekarang perlu dianalisis dan dievaluasi. Hasil analisis tersebut akan menimbulkan pertanyaan apakah ada alternatif model yang lebih akurat dalam menyelesaikan masalah tersebut? Dan dari sekian model yang ada manakah yang paling sesuai digunakan oleh perusahaan tersebut? Dalam hal ini beberapa alternatif model yang akan dianalisis adalah model penjadwalan Algoritma Heuristic Pour dan Algoritma
Nawaz, Enscore dan Ham (NEH).
Dari pengolahan data diperoleh kesimpulan bahwa metode Heuristic Pour dan metode NEH dapat digunakan oleh perusahaan sebagai alternatif model dalam meminimumkan makespan. Penjadwalan dengan menggunakan metode
Heuristic Pour menghasilkan makespane sebesar 506.46 jam dan lebih cepat 5.09
% dari metode FCFS yang menghasilkan makespane sebesar 533.63 jam. Demikian juga metode Nawaz, Encore, dan Ham (NEH) menghasilkan makespan sebesar 449.25 jam atau 19.41 % lebih cepat dari metode FCFS. Berdasarkan kriteria ini metode yang paling digunakan dalam perusahaan adalah metode
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
KATA PENGANTAR
Puji dan syukur kita panjatkan kepada Tuhan Yang Maha Esa karena atas penyertaaNYa sehingga laporan penelitian ini dapat diselesaikan dengan baik.
Laporan tugas sarjana ini dibuat sebagai persyaratan untuk meraih gelar sarjana di Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara. Judul yang dibawakan pada penelitian ini adalah “Analisis Perbandinagn Kinerja Antara Algoritma Heuristic Pour dan Algoritma Nawaz, Enscore dan
Ham (NEH) dalam Menyelesaikan Penjadwalan Flowshop pada PT.Cakra
Compact Aluminium Industries Medan”. Dalam laporan ini dijelaskan tentang
berbagai permasalahan-permasalahan yang terdapat pada PT.Cakra Compact
Aluminium Industries Medan. Permasalahan-permasalahan yang ditemukan akan
dianalisis dan didentifikasi untuk dicari solusi pemecahan masalah yang ada pada perusahaan tersebut. Solusi pemecahan masalah yang ditawarkan kepada perusahaan adalah dengan menggunakan model penjadwalan Heuristik yaitu metode Algoritma Heuristic Pour dan Algoritma Nawaz, Enscore dan Ham
(NEH). Kemudian diperoleh hasil satu model yang paling baik digunakan pada
perusahaan tersebut dengan membandingkan keduanya dengan criteria Eficiency
Index (IE) dan Relatif Error (RE).
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
Penelitian ini diharapkan dapat berguna bagi perkembangan ilmu pengetahuan khususnya di bidang Teknik Industri. Atas perhatiaany, terimakasih.
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
UCAPAN TERIMAKASIH
Banyak orang-orang yang mengambil bagian dalam penelitian ini, khususnya dalam pengerjaan laporan ini. Untuk itu dalam kesempatan ini penulis ingin mengucapkan terimakasih kepada :
1. Tuhan Yesus Kristus yang menjadi Raja dalam hidupku dan yang menjadi inspirasi dalam hari-hariku. Aku percaya segala sesuatu yang aku peroleh sekarang itu berasal dari Dia. Aku persembahkan seluruh hidupku kepada Dia…Amen.
2. Kedua Orangtuaku (Bapak dan Mama). Terimakasih atas doa dan didikan yang sangat luar biasa. Aku persembahkan ini untuk kedua orangtuaku. 3. Kepada abang dan kakakku (K’juniar dan Lae, B”Nixon dan K’Ani,
B’Joel dan Calon kakak Ipar, K’Tini). Terimakasih atas arahan dan motivasi serta dana khususnya b”joel yang membiaya kuliahku.
4. Prof.Dr.Ir.Sukaria Sinulingga, M.Eng selaku pembimbing I. Aku bersyukur atas segala arahan dan bimbingan beliau. Satu perkataan beliau yang sangat memotivasi hidupku adalah “Tidak ada yang kita peroleh tanpa ada pengorbanan”.
5. Aulia Ishak,ST,MT selaku pembimbing II. Terimasih atas bimbingan dan arahan beliau.
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
7. Staft dan karyawan Departemen Teknik Industri (B’Bowo, B’Mijo, K’Dina, B’Kumis dll). Terimakasih telah mengurus surat-suratnya dengan baik.
8. Seluruh teman-teman stambuk 2004. Mari kita berjuang dengan semangat dan pengharapan yang tidak putus-putusnya sebab kita pasti akan mendapatkan kemenangan yang sesungguhnya.
9. P’Richard dan B’Kotto (Guru Spiritualku). Terimakasih atas arahan yang akan membuat aku sampai kepada Destiny hidupku.
10.Untuk adik-adik satu kost (Eca, Ati, Despi , dan Kio). Terimakasih atas perhatiannya.
11.Teman-teman satu pelayanan di PIJAR. Terimakasih atas dukungan doanya.
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
DAFTAR ISI
BAB Hal ABSTRAK ...
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
2.3. Organisasi dan Manajemen ... 2.3.1. Struktur Organisasi Perusahaan ...
2.3.2. Uraian Tugas dan Tanggung Jawab ...
2.4. Tenaga Kerja dan Jam Kerja ...
2.5. Sistem Pengupahan dan Jaminan Sosial ...
2.6. Bahan Baku, Bahan Tambahan dan Bahan Penolong ...
2.6.1. Bahan Baku ... 2.6.2. Bahan Tambahan ... 2.6.2.1. Bagian Bilet ...
2.6.2.2. Bagian Ekstrusi ...
2.6.3. Bahan Penolong ... 2.6.3.1. Bagian Billet ... 2.6.3.2. Bagian Ekstrusi ... 2.7. Proses Produksi Pembuatan Profil Aluminium ... 2.8. Utilitas ...
2.8.1. Pengadaan air... 2.8.2. Pengadaan Listrik ... III LANDASAN TEORI ...
3.1. Definisi Penjadwalan ... 3.2. Jenis-jenis Model penjadwalan ...
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
DAFTAR TABEL
TABEL HAL
2.1. Rincian Tenaga Kerja pada PT Cakra Compact
Aluminium Industries Medan ...
2.2. Jam Kerja Karyawan Kantor PT Cakra Compact
Aluminium Industries Medan ...
2.3. Jam Kerja Karyawan Produksi PT Cakra
Compact Aluminium Industries Medan ...
2.4. Tunjangan Jabatan pada PT Cakra Compact
Aluminium Industries Medan ...
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
3.11. Penjadwalan Parsial Urutan Job 3-1-4-2 ... 3.12. Penjadwalan Parsial Urutan Job 3-4-1-2 ... 3.13. Penjadwalan Parsial Urutan Job 4-3-1-2 ... 3.14 Data Waktu Proses Kombinasi 5 job dan 5 Mesin ... 3.15Job 1 sebagai urutan pertama ... 3.16 Langkah 3) dan 4) ... 3.17 Tabel Waktu Urutan J1-J3-J2-J4-J5 ... .5.1. Penjualan Produk untuk setiap Section pada Bulan Januari 2009 ... .5.2. Jumlah Mesin di Setiap Stasiun Kerja... 5.3. Waktu Siklus untuk Section 53351 ...
5.4. Waktu Siklus untuk Section 2168 ... 5.5. Waktu Siklus untuk Section 40167 ... 5.6. Waktu Siklus untuk Section 52361 ... 5.7. Waktu set up mesin ... 5.8. Rating Factor untuk masing-masing
Operator pada setiap Stasiun Kerja ... 5.9. Allowance untuk masing-masing Operator di setiap Stasiun Kerja ....
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
.5.16. Uji keseragaman data untuk section 2168 ... .5.17. Uji keseragaman data untuk section 40167 ... .5.18. Uji keseragaman data untuk section 52361 ... 5.19. Data waktu siklus di setiap stasiun kerja ... 5.20. Data Normal siklus di setiap stasiun kerja... 5.21. Waktu baku untuk masing-masing job pada setiap stasiun kerja... .5.22. Kapasitas Mesin per satu Siklus Kerja ... .5.23. Hasil perhitungan waktu penyelesaian untuk
masing-masing job pada setiap mesin ... 5.24. Waktu Penyelesaian setelah dikonversikan Dalam Satuan Jam ... 5.25. Daftar pengurutan untuk job 1 sebagai Urutan Pertama ... 5.26. Pemilihan Waktu Proses Terkecil untuk setiap Stasiun Kerja ... 5.27. Penambahan Waktu Proses Produk 1 Sebagai Urutan Petama ... 5.28. Perhitungan Complation Time Produk 1 Sebagai Urutan Petama .... 5.29. Perhitungan Maximum Flowtime Job 1 Sebagai Urutan Pertama .... .5.30. Daftar Pengurutan untuk Penentuan Urutan Pertama ... .5.31. Daftar Pengurutan untuk Penentuan Urutan Kedua ... .5.32. Daftar Pengurutan untuk Penentuan Urutan Ketiga ... .5.33. Perhitungan maximum flowtime Penjadwalan
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
5.37 Penjadwalan Parsial Urutan Job 3-1 ... 5.38 Daftar Pengurutan Job-Job ke-2 ... .5.39. Penjadwalan Parsial Urutan Job 1-3-2 ... .5.40. Penjadwalan Parsial Urutan Job 1-2-3 ... .5.41. Penjadwalan Parsial Urutan Job 2-1-3 ... .5.41. Penjadwalan Parsial Urutan Job 2-1-3 ... .5.42.Daftar Pengurutan Job-Job ke-3 ... .5.43. Penjadwalan Parsial Urutan job 1-3-2-4... .5.44. Penjadwalan Parsial Urutan job 1-3-4-2... .5.45. Penjadwalan Parsial Urutan job 1-4-3-2... .5.46. Penjadwalan Parsial Urutan job 4-1-3-2... .6.1. Pengurutan setiap job dengan metode FCFS ...
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
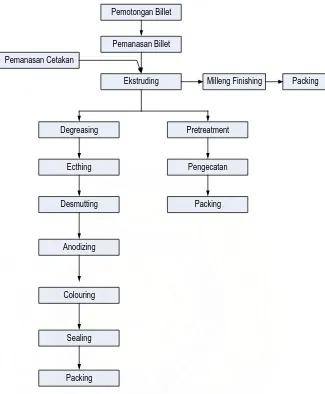
GAMBAR HAL
2.1. Block Diagram Proses Pembuatan Aluminium Ekstrusi ... 4.1. Blok Diagram Kerangka Berpikir Penelitian ... 4.2. Flow Procces Chart Metode NEH ... 4.3. Flow Procces Chart Metode Heuristic Pour ... .5.1. Uji keseragaman data pada stasiun pemotongan
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Penjadwalan Flow Shop merupakan suatu pergerakan unit-unit yang terus-menerus melalui suatu rangkaian stasiun-stasiun kerja yang disusun berdasarkan produk. Pada penjadwalan flowshop, sumber daya yang dialokasikan akan dilewati oleh setiap job secara berurutan atau dengan kata lain setiap job memiliki rute atau urutan tahap pengerjaan yang sama. Ukuran performansi penjadwalan tergantung pada kriteria yang digunakan, antara lain total waktu untuk penyelesaian semua job minimum (makespan), rata-rata keterlambatan yang minimum (mean tardiness), rata-rata waktu penyelesaian setiap job yang minimum (mean flow time), dan sebagainya. Penentuan jadwal yang memenuhi seluruh kriteria yang ada sangat sulit dilakukan. Untuk itu diambil kriteria yang dapat mewakili seluruh kriteria yang ada yaitu minimisasi makespan yaitu meminimumkan panjang waktu keseluruhan operasi dalam proses secara lengkap. Minimisasi makespan cenderung menghasilkan idle time yang pendek, persediaan barang setengah jadi rendah dan utilitas mesin yang tinggi.
PT. Cakra Compact Aluminium Industries Medan yang berlokasi di Jl Raya Tanjung Morawa-Tanjung Morawa Km 11,5 merupakan perusahaan penanaman modal asing yang bergerak di bidang industri aluminium dengan jenis
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
barang industri yang dijual kepada perusahaan-perusahaan untuk digunakan membuat barang lain. Untuk itu unsur Timeliness of Delivery (ketepatan waktu) sangat mempengaruhi perusahaan dalam mempertahankan konsumennya.
PT Cakra Compact Aluminium Industries Medan merupakan perusahaan
yang menggunakan sistem flowshop. Sebagai perusahaan yang permintaannya bersifat make to order, perusahaan menyadari pentingnya ketepatan waktu penyelesaian dalam mempertahankan konsumen. Saat ini perusahaan menggunakan aturan First Come First Serve (FCFS). Pada penjadwalan FCFS ini order yang telah tiba lebih dahulu akan dilayani lebih dahulu. Aturan ini tidak mempersoalkan singkat atau lamanya waktu proses. Apabila ada order yang tiba pada saat yang bersamaan maka mereka akan dikerjakan melalui antrian. Aturan ini sering tidak menguntungkan bagi order yang membutuhkan waktu proses yang pendek karena apabila order tersebut berada di belakang antrian akan mengakibatkan waktu menganggur yang lama sebelum diproses pada mesin tersebut di lantai pabrik.
PT Cakra Compact Aluminium Industries Medan masih menemukan beberapa jadwal yang tidak tepat. Hal ini diakibatkan karena besarnya makespan (waktu penyelesaian) yang terdapat di lantai pabrik. Dampak lain yang diakibatkan oleh hal tersebut adalah besarnya waktu idle dan besarnya work in
process (WIP) yang terdapat pada stasiun kerja yang mempunyai kapasitas yang
rendah seperti stasiun kerja ekstruding. Rendahnya utilitas mesin yang terdapat pada stasiun kerja Aging juga disebabkan hal itu. Dalam hal ini stasiun kerja
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
yang belum akurat membuat stasiun kerja tersebut belum mempunyai utilitas 100%.
PT Cakra Compact Aluminium Industries Medan menyadari beberapa
kekurangan-kekurangan tersebut. Apabila tidak segera diperbaiki maka perusahaan akan kehilangan order dari konsumen. Konsumen kecewa dengan tidak sesuainya jadwal seperti yang sudah ditetapkan. Hal ini akan berakibat buruk bagi perusahaan karena dengan menurunnya permintaan akan membuat menurunnya produksi perusahaan dan akan berdampak pada pemutusan hubungan kerja (PHK) terhadap banyak karyawan.
Terdapat banyak model penjadwalan yang dapat menyelesaikan penjadwalan flowshop seperti pada PT Cakra Compact Aluminium Industries
Medan misalnya CDS (1970), Dannenbring (1977), NEH (1983) dan Heurustic
Pour dan lain-lain dengan tujuan meminimumkan waktu penyelesaian job
(makespan). Dari sekian banyak model penjadwalan yang ada ingin diketahui perbandingan performance dari model-model tersebut. Dalam hal ini model penjadwalan yang ingin dianalisis adalah algorima Heuristic pour dan algoritma
Nawaz, Enscore dan Ham (NEH) dengan kriteria meminimalkan makespan.
1. 2. Rumusan Permasalahan
Berdasarkan latar belakang di atas, rumusan permasalahan yang ada pada penelitian ini adalah model penjadwalan yang saat ini digunakan oleh PT. Cakra
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
penjadwalan yang terdapat pada perusahaan tersebut. Ketidakakuratan tersebut telah membuat makespan yang terdapat pada perusahaan terlalu lama.
Untuk itu model penjadwalan yang digunakan sekarang perlu dianalisis dan dievaluasi. Hasil analisis tersebut akan menimbulkan pertanyaan apakah ada alternatif model yang lebih akurat dalam menyelesaikan masalah tersebut? Dan dari sekian model yang ada manakah yang paling sesuai digunakan oleh perusahaan tersebut? Dalam hal ini beberapa alternatif model yang akan dianalisis adalah model penjadwalan Algoritma Heuristic Pour dan Algoritma
Nawaz, Enscore dan Ham (NEH).
1.3. Tujuan dan Manfaat Penelitian
Tujuan umum dari penelitian ini adalah untuk menganalisis kinerja algoritma Heuristic Pour dan algoritma Nawaz, Enscore dan Ham (NEH) dalam menyelesaikan penjadwalan Flowshop pada PT Cakra Compact Aluminium
Industries Medan serta membandingkan keduanya berdasarkan nilai Efficiency
Index (EI) dan Relative Error (RE).
Tujuan khusus yang mendukung terhadap tujuan umum dalam penelitian ini adalah :
1. Meminimumkan nilai makespan pada PT Cakra Compact Aluminium
Industries Medan.
2. Mendapatkan urutan job yang terbaik yang dapat digunakan oleh PT Cakra
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah: 1. Bagi Mahasiswa
Menerapkan dan mengembangkan ilmu pengetahuan yang diperoleh di perkuliahan dan membandingkan antara teori yang diperoleh dengan permasalahan pada perusahaan.
2. Bagi Departemen Teknik Industri USU
Menambah cakrawala dunia keilmuan, yaitu kaitan antara teoritis dengan aplikasi dan mempererat kerjasama antara perusahaan dengan Departemen Teknik Industri, Fakultas Teknik USU
3. Bagi Perusahaan
Memberikan masukan bagi perusahaan seputar masalah penjadwalan produk dengan mengajukan beberapa alternatif model penjadwalan yang bisa digunakan oleh perusahaan.
1.4. Batasan Masalah dan Asumsi
Untuk mengarahkan pembahasan yang dilakukan, maka ditentukan beberapa hal yang menjadi batasan-batasan, yaitu :
1. Metode penjadwalan yang dianalisis dan dibandingkan hanyalah metode algoritma Nawaz, Enscore dan Ham (NEH) dan metode algoritma
Heuristic Pour.
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
3. Penilaian performance dilakukan berdasarkan nilai Efficiency Index (EI) dan Relative Error (RE).
4. Penelitian hanya dilakukan pada produk ekstrusi (profil aluminium) yang melalui proses anodizing.
5. Penelitian hanya dilakukan untuk profil section 53351, 2168, 40167, dan 52361 karena jenis ini yang banyak diminta oleh konsumen.
Untuk mendukung batasan-batasan tersebut diatas diperlukan asumsi-asumsi sebagai berikut :
1. Tidak dilakukan penambahan atau pengurangan terhadap mesin-mesin atau peralatan produksi pada waktu penelitian.
2. Setiap mesin selalu siap untuk mengerjakan job-job yang ada tanpa adanya gangguan, seperti machine breakdown atau perawatan
3. Waktu yang diperlukan untuk menyelesaikan pekerjaan terdiri atas waktu
set up dan waktu proses.
4. Tidak terjadi hal-hal yang dapat mengganggu kegiatan perusahaan seperti bencana alam atau demonstrasi.
5. Job-job yang diteliti dipesan pada saat yang bersamaan
6. Pengadaan bahan baku dianggap sanggup memenuhi kebutuhan sehingga tidak mengganggu proses produksi.
1.5. Sistematika Penulisan
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
merupakan pendahuluan. Bab ini berisi latar belakang masalah, perumusan masalah, tujuan dan manfaat penelitian, pembatasan masalah dan asumsi penelitian, serta sistematika penulisan tugas akhir. Bab II merupakan gambaran umum perusahaan. Bab ini memuat secara singkat dan berbagai atribut dari perusahaan yang menjadi objek penelitian, sejarah perusahaan, ruang lingkup bidang usaha, lokasi perusahaan, organisasi dan manajemen serta proses bisnis PT. Cakra Compact Aluminium Industries Medan.
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT Cakra Compact Alluminium Industries Medan merupakan perusahaan
penanaman modal asing (PMA) yang bergerak dibidang aluminium dengan jenis produk billet, ekstrusi dan pabrikasi. PT Cakra Compact Alluminium Industries
Medan resmi berdiri pada tanggal 24 agustus 1990 dan terdaftar pada Panitia
Teknis Penanaman Modal Sub Penanaman Modal Dalam Negeri. Luas areal perusahaan ini adalah 2,4 Ha.
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
untuk penggunaan kayu ini diharapkan secara lambat laun dapat diganti oleh aluminium seperti yang dilakukan oleh negara-negara maju di dunia.
PT Cakra Compact Alluminium Industries Medan mulai dibangun (masa
konstruksi) adalah bulan Oktober 1990, dimana pada waktu itu nama perusahaan adalah PT Cakra Mantaputama dengan status perizinan dari Badan Koordinasi Penanaman Modal (BKPM) berupa Penanaman Modal Dalam Negeri (PMDN) No.1134/I/PMDN/1990 tanggal 02 November 1990 dengan status Hukum Perseroan Terbatas (PT) yang dikuatkan dengan Akta Notaris dengan No. 177 tanggal 24 agustus 1990. Tepat sekitar setahun berikutnya proses konstruksinya selesai dan berproduksi secara komersial.
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
Medan berlokasi di jalan Raya Medan-Tanjung Morawa Km 11,5 Tanjung Morawa, kabupaten Deli Serdang Sumatera Utara.
Berdasarkan jenis usaha yang lebih mengarah ke modal, bangunan pabrik berkonstruksi permanen berdiri di atas tanah seluas 2,4 Ha. Areal ini digunakan untuk bangunan kantor, pabrik, laboratorium, gudang, tempat parkir, tempat perawatan mesin dan bengkel serta ruang kesejahteraan karyawan seperti kantin, mushola, ruang ganti pakaian, kamar mandi dan lain sebagainya.
Produk ekstrusi aluminium berupa profil-profil yang mempunyai kemurnian 99,50 %. Ingot aluminium diolah dan dipadu dengan logam-logam dan zat kimia lainnya untuk mendapatkan sifat-sifat tertentu sesuai dengan produk yang akan dibuat kedalam bentuk aluminium billet, sebelum diproses lebih lanjut menjadi barang jadi.
Perusahaan mulai berproduksi pada bulan juli 1991 dan pemasaran perdana ekspor ke Singapore pada bulan November 1991. pada perkembangannya, perusahaan melakukan pelebaran (penambahan fasilitas) untuk mesin ekstruksi berkapasitas 2000 ton dan workshop untuk pabrikasi. Adapun
workshop pabrikasi ini bertujuan untuk merakit langsung bagian-bagian profil
sesuai dengan yang dibutuhkan oleh pelanggan.
2.2. Ruang Lingkup Perusahaan
PT Cakra compact Alluminium Industries Medan merupakan perusahaan
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
Adapun spesifikasi dapat dijelaskan sebagai berikut :
a. Billet
Billet merupakan produk aluminium yang peruapakan hasil dari peleburan aluminium ingot dengan menambahkan bahan seperti Mg, Si, Mn, Cr, Cu, dan Ti yang bertujuan untuk menambah ataupun meningkatkan fungsi khusus (seperti tahan korosi, sifat mekanik, dan kekerasan) yang diharapkan sebagai bahan baku untuk pembuatan aluminium ekstruksi maupun industri yang mengolah billet menjadi peralatan-peralatan yang mengolah billet menjadi peralatan-peralatan yang terbuat dari aluminium. PT Cakra compact Alluminium Industries Medan membuat biller dalam berbagai tipe aluminium alloy dan diameter. Tipe dari alloy dikelompokkan berdasarkan standart spesifikasi unsur-unsur di dalamnya. Sedangkan diameter billet yang selama ini diproduksi untuk semua tipe aluminium alloy adalah 4”, 4.5”, 6”, dan 8”. Namun saat ini produksi billet sudah mulai berkurang karena perusahaan kebanyakan membeli bahan billet dari pemasok di luar negeri.
b. Aluminium Ekstrusi (profil )
Aluminium Ekstrusi adalah hasil dari pengolahan aluminium yang setelah melalui beberapa tahapan proses yaitu ekstrusi, aging, anodizing dan powder
coating menjadi batangan profil aluminium dengan bentuk yang disesuaikan
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
c. Aluminium Pabrikasi
Aluminium pabrikasi adalah hasil perakitan aluminium ekstruksi yang dipotong dan dirakit sesuai dengan bentuk yang diinginkan oleh konsumen, misalnya kosen jendela, kosen pintu, rak, meja, sarang lampu, dan lain-lain.
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi Perusahaan
Dalam menjalankan usahanya yang kompleks perusahaan mempunyai karyawan-karyawan yang mempuyai tugas dan fungsi yang berbeda-beda. Keberhasilan suatu perusahaan sangat ditentukan dengan struktur organisasi yang terdapat dalam perusahaan tersebut.
PT Cakra Compact Aluminium Industries Medan menggunakan struktur
organisasi berbentuk staff, garis dan fungsional dengan seorang pemimpim tertinggi dipengang oleh board of commosioners sebagai pelaksana operasional program kerja perusahaan. Bentuk ini ditunjukkan dengan adanya spesialis tugas, wewenang dan tanggung jawab pada setiap unit organisasi sehingga pelimpahan wewenang dalam bidang pekerjaan tertentu dapat langsung dilimpahkan kepada unit organisasi yang menangani pekerjaan tersebut.
2.3.2. Uraian Tugas dan Tanggung Jawab
Uraian tugas, wewenang dan tangung jawab pada PT Cakra Compact
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
1. Board of Commisionaris
a. Sebagai pemimpin tertinggi perusahaan
b. Melakukan pengawasan dan evaluasi berdasarkan laporan President
Director maupun dari pengamatan langsung.
c. Memilih dan menentukan serta mengangkat Board of Director
2. Board of Director
a. Bertanggung jawab penuh atas jalannya perusahaan
b. Merencanakan, mengkoordinir, menyerahkan dan mengawasi kegiatan-kegiatan yang berlangsung di perusahaan agar dapat dicapai sasaran yang dituju seefektif mungkin.
d. Membuat peraturan-peraturan intern pada perusahaan
3. Advisor
a. Membantu general Manager dalam melakukan perencanaan atas segala sesuatu untuk mendukung rencana yang telah diatur Board of
Commesioners baik di bidang maupun manajerial.
b. Mengevaulasi dan memberikan saran kepada general manager untuk mengatasi sesuatu masalah yang timbul di dalam perusahaan.
4. General Menager
a. Pelaksana program kerja perusahaan yang telah direncanakan oleh
Board of Commesionaris yang bertanggung jawab penuh dalam
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
b. Memiliki wewenang dan tanggung jawab dalam mengambil keputusan yang berhubungan dengan rencana operasional, rencanan pemasaran, masalah keuangan dan pengembangan perusahaan utnuk mendukung rencana yang telah diatur oleh Board of Director
c. Bertanggung jawab atas segala aktivitas yang ada di perusahaan baik ke dalam maupun ke luar perusahaan
d. Memberikan kekuasaan kepada para manager serta menerima laporan pertanggungjawaban manager bagian.
5. Billet Plant Manager
a. Menyusun dan melaksanakan kebijaksanaan umum pada billet plant dengan pedoman dan instruksi General Manager
b. Bertanggung jawab penuh terhadap kegiatan operasional billet plant dan kegiatan lainnya yang berkaitan dengan produksi Billet.
c. Mangatur, mangarahkan dan mengawasi seluruh kegiatan-kegiatan di
billet plant
d. Bertanggung jawab kepada General Manager. e. Membawahi beberapa supervisor.
6. Extrution Plant Manager
a. Menyusun dan melaksanakan kebijaksanaan umum pada Extrution
Plant dengan pedoman dan instruksi General manager.
b. Bertanggung jawab penuh terhadap kegiatan operasional Extrution
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
c. Mengatur, mengarahkan dan mengawasi seluruh kegiatan-kegiatan di
Extrution Plant
d. Bertanggung jawab kepada General Menager
e. Membawahi seksi Production Adm, Wire Cut/CAM, Die making,
Extrution dan Die Correction, Anodizing dan Powder Coating
7. Sales Adiministration Manager
a. Menyusun rencana bisnis perusahaan dalam arti yang luas secara efektif dan efisien sesuai dengan pedoman dan instruksi kerja dari
General Manager
b. Membina hubungan baik dengan pemasok material dan komponen dari dalam dan luar negeri
c. Mengawasi stok material dan komponen yang ada di perusahaan serta barang jadi
d. Menyusun dan memberikan laporan eksport produk dan import material ataupun komponen dari dalam dan luar negeri.
e. Membawahi seksi local Purcase, Import handling, Material and Part
Stock, Profile design, Sales Adm, Extrusi Export, dan Finished Good
Stock.
8. Quality Control And Assurance Manager
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
b. Melakukan pengontrolan yang ketat produk yang akan dijual dari setiap proses produksi.
c. Membawahi Quality Control dan Quality Assurance.
9. Finance and Accounting Manager
a. Membuat anggaran perusahaan dan hal yang berkaitan dengan hutang piutang perusahaan serta transaksi pembeliaan segala sesuatu yang dibutuhkan pabrik
b. Bertanggung jawab kepada General Manager dalam hal keuangan perusahaan
c. Mengeluarkan uang perusahaan dengan seizin General Menager. d. Membawahi Casier, Account Executive, Seksi Taxation dan Bank
Affair dan Seksi Import Document.
10. Personal General Affair
a. Bertanggung jawab terhadap masalah-masalah yang berkaitan dengan ketenagakerjaan, baik itu perekrutan, pelatihan peraturan /kebijaksanaan perusahaan, kesejahteraan administrasi, gaji, dan lembur.
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
11. Billet Plant Superintendent
a. Membawahi dan megkoordinasikan karyawan Billet Plant b. Bertangungjawab terhadap kelancaran kerja di Billet Plant c. Menjalankan tugas yang diberikan oleh Billet Palnt Menager
d. Memimpin kegiatan pemeliharaan dan perbaikan peralatan bagian
Billet Plant
e. Mengurus semua administrasi pada Billet Plant
12. Production Administration Superintendent
a. Bertanggung jawab kepada semua urusan yang berhubungan dengan
Administrasion Extrution plant
b. Mengelola dan menyimpan data pada Extrution Plant. 13. Extrution and Die Correction Superintendent
a. Mengawasi segala kegiatan proses untuk semua mesin extrusi b. Mengawasi semua kegiatan pada die correction
c. Membawahi supervisor pada masing-masing mesin ekstrusi 14. Anodizing Superintendent
a. Mengawasi semua kegiatan yang ada pada anodizing
b. Membuat dan menyusun kebutuhan bahan pada bagian anodizing
c. Mengawasi dan mengendalikan limbah proses anodizing khususnya kandungan zat kimia yang terdapat pada limbah tersebut
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
a. Mengawasi semua kegiatan yang ada pada powder coating
b. Mebuat/menyusun laporan mengenai kebutuhan bahan untuk proses
powder coating
c. Membawahi Powder Coating Supervisor 16. Wire Cut/Cam Supervisor
a. Mengawasi proses wire cut agar sesuai dengan spesifikasi yang telah ditetapkan pada design (gambar teknik)
b. Bertanggung jawab kepada Ekstrution Plant Manager 17. Die Making Supervisor
a. Mengawasi perancangan gambar teknik die sesuai dengan spesifikasi yang ditetapkan oleh konsumen.
b. Bertanggung jawab kepada Extrution Plant Manager 18. Extrution Machine Supervisor
a. Mengawasi segala kegiatan operasional pada mesin ekstrusi masing-masing
b. Mengadakan pengendalian mutu pada ekstrusi
c. Bertanggungjawab kepada Extrution and Die Correstoin Superintendent.
19. Anodizing Line Supervisor
a. Mengawasi proses anodizing tahap demi tahap
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
a. Melakukan analisa larutan proses anodizing agar memenuhi spsifikasi mutu yang telah ditetapkan
b. Bertanggung jawab kepada anodizing Superintendent 21. Waste Control Supervisor
a. Mengendalikan limbah yang ditimbulkan proses anodizing b. Bertanggung jawab kepada anodizing Superintendent. 22. Powder Coating Supervisor
a. Mengawasi proses powder coating sekaligus melakukan quality control b. Bertanggung jawab kepada Powder Coating Superintendet
23. Packing Supervisor
a. Mengawasi kegiatan operasional proses packing
b. Membuat / menyusun laporan penggunaan dan kebutuhan bahan untuk
packing
c. Bertanggung jawab kepada Extrution Plant Superintendent 24. Maintenance Supervisor
a. Mengadakan perbaikan dan pemeliharaan terhadap peralatan dan mesin pada Extrution Plant
b. Menyampaikan laporan tentang spare part mesin kepada Extrution
Plant Manager
25. Electrical Supervisor
a. Mengontrol dan mengawasi listrik pada Extrution Plant guna menjaga kelancaran produksi.
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
c. Bertanggung jawab kepada Extrution Plant Manager 26. Local Purchase Officer
a. Melakukan pembelian material pada part berasal dari pemasok lokal b. Menyusun laporan pembelian material dan part serta administrasi yang
berkaitan dengan pembeliannya.
c. Bertanggung jawab kepada Business Manager d. Membawahi Purchasing Adminitration Clerk
27. Import Handling Officer
a. Menerima material dan part import sesuai instruksi Business manager serta berkoordinasi dengan Administration Clerk.
b. Bertanggung jawab kepada business Manager 28. Material and Stock Keeper
a. Mengawasi dan mengendalikan stock dari material dan part untuk prosuksi
b. Menyusun laporan kondisi stock secara rutin kepada Business Manager c. Membawa assistance.
29. Profie Design
a. Mendokumentasikan profil guna diperlihatkan kepada konsumen atau calon konsumen
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
a. Melakukan kegiatan administrasi penjualan produk
b. Melakukan koordinasi dengan local Marketing Manager berkaitan dengan pemasaran lokal
c. Bertanggung jawab kepad Business Manager 31. Extrution Export Handling Officer
a. Mempersiapkan dokumen eksport produk extruksi b. Bertanggung jawab kepada Business Manager 32. Billet Export Handling Officer
a. Mempersiapkan dokumen export produk billet b. Bertanggung jawab kepada Business Manager 33. Finishing Good Stock Keeper
a. Mengawasi kondisi stock seluruh finished good
b. Menyusun laporan kondisi stock kepada Business Manager 34. Local Sales Officer.
a. Melaksanakan pedoman aktifitas pemasaran local berdasarkan pedoman dan instruksi kerja local Marketing
b. Bertanggung jawab kepada local Marketing manager 35. Cashier
a. Mengeluarkan unag akuntasi sehari-hari
b. Bertanggung jawab kepad Financial and Account Manager 36. Account Executive
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
b. Membawahi inventory dan general ledger, account payable dan
account receivable
c. Menyusun laporan akuntasi guna diberikan kepada finance and
accounting manager
d. Bertanggung jawab kepada finance and accounting manager 37. Inventory and General Ledger
a. Mencatat kondisi persediaan dan melaporkan kepada account Executive b. Menyusun general ledger perusahaan
c. Bertanggung jawb kepada accounting executive
38. Account Payable
a. Melaksanakan pembayaran hutang perusahaan
b. Mencatat dan menyusun laporan hutang perusahaan sesuasi dengan instruksi kerja Account Executive
39. Account Receivable
a. Menyusun laporan penerimaan hutang perusahaan guna diberikan kepada Account Executive
b. Bertanggung jawab kepada Account Executive 40. Taxation and bank affair
a. Melakukan perhitungan pajak dan membuat laporan untuk Financial
and Account Manager
b. Menyelesaikan masalah yang berasal dari bank
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
41. Import Document Handling Officer
a. Mempersiapkan dokumen guna kelancaran barang-barang import b. Bertanggung jawab kepada Finacial and Account Manager 42. Personel Officer Internal
a. Mengawasi kegiatan internal kantro, seperti fotocopy, transportasi, keamanan, dan kebersihan lingkungan
b. Menyampaikan pesan, berita dari dalam dan luar perusahaan kepada personel dan General Affair Manager
c. Bertanggung jawab kepada personel dan General Affair Manager
43. Personel Officer Administration
a. Melaksanakan adminintrasi kepegawaian seperti izin cuti, perlengkapan kerja dan surat menyurat kepegawaian
b. Bertanggung jawab kepada personel dan General Affair Manager 44. General Affair
a. Melaksanakan pedoman dan instruksi kerja yang berkaitan dengan permasalahan umum perusahaan seperti memberikan pelayanan informasi tentang perusahan bagi yang membutuhkan
b. Bertanggung jawab kepada Personel dan General Affair Manager
2.4. Tenaga Kerja dan Jam Kerja
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
langsung. Tenaga kerja langsung pada bagian produksi/pengolahan, sedangkan tenaga kerja tidak langsung adalah tenaga kerja yang bekerja di luar bagian produksi. Jumlah tenaga kerja pada PT Cakra Compact Aluminium Industries
Medan pada tahun 2003-2004 adalah 363 orang. Rincian tanaga kerja pada PT
Cakra Compact Aluminium Industries Medan dapat dilihat pada Tabel.2.1.
Tabel 2.1. Rincian Tenaga Kerja pada PT Cakra Compact Aluminium
Industries Medan
Jenis Kelamin Jumlah
Wanita 40 orang
Pria 323 orang
Jumlah 363 orang
Sumber : PT Cakra Compact Aluminium Industries Medan
Jam kerja pada PT Cakra Compact Aluminium Industries Medan dapat dibagi menjadi dua bagian, yaitu jam kerja pengawai perkantoran dan jam kerja karyawan bagian produksi. Pengaturan jam kerja di PT Cakra Compact
Aluminium Industries Medan untuk karyawan kantor dapat dilihat pada Tabel.2.2.
Tabel. 2.2. Jam Kerja Karyawan Kantor PT Cakra Compact Aluminium
Industries Medan
Hari Jam Keterangan
Senin-Kamis
08.00-12.00 wib Kerja aktif 12.00-13.00 wib Istirahat 13.00-16.30 wib Kerja aktif Jumat
08.00-12.00 wib Kerja aktif 12.00-14.00 wib Istirahat 14.00-16.30 wib Kerja aktif
Sabtu 08.00-12.00 wib Kerja Aktif
Sumber : PT Cakra Compact Aluminium Industries Medan
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
[image:40.595.158.445.285.557.2]USU Repository © 2009
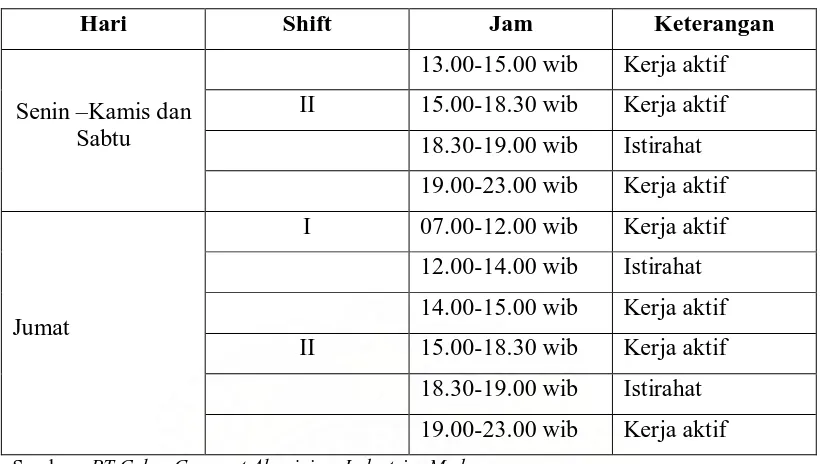
Tabel. 2.3. Jam Kerja Karyawan Produksi PT Cakra Compact Aluminium
Industries Medan
Hari Shift Jam Keterangan
Senin –Kamis dan Sabtu
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
[image:41.595.107.518.129.361.2]USU Repository © 2009
Tabel. 2.3. Jam Kerja Karyawan Produksi….(Lanjutan)
Hari Shift Jam Keterangan
Senin –Kamis dan Sabtu
13.00-15.00 wib Kerja aktif II 15.00-18.30 wib Kerja aktif
18.30-19.00 wib Istirahat 19.00-23.00 wib Kerja aktif
Jumat
I 07.00-12.00 wib Kerja aktif 12.00-14.00 wib Istirahat 14.00-15.00 wib Kerja aktif II 15.00-18.30 wib Kerja aktif
18.30-19.00 wib Istirahat 19.00-23.00 wib Kerja aktif Sumber : PT Cakra Compact Aluminium Industries Medan
Hari minggu dan hari-hari besar lainnya merupakan hari libur. Namun pada hari libur kadang-kadang pabrik juga beroperasi. Pelaksanaan kerja pada hari libur dan diluar ketentuan di atas dikatagorikan ke dalam jam kerja lembur. Kerja lembur diakukan apabila order dari konsumen cukup besar dan harus dikirim dalam jangka waktu yang relatif singkat.
2.5. Sistem Pengupahan dan Jaminan Sosial
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
atau pemindah bukuan melalui bank. Tempat pembayaran upah dilakukan dimana buruh bekerja atau melalui proses transfer bank. Pengusaha dalam hal pembayaran upah tidak boleh melakukan diskriminasi antara buruh laki-laki dengan buruh perempuan, suku, ras, agama maupun golongan untuk suatu pekerjaan yang sama.
Sistem pengupahan yang diberikan di PT Cakra Compact Aluminium
Industries Medan adalah setiap karyawan menerima gaji pada setiap bulannya
dihitung dari tanggal 27 samapai tanggat 28 bulan berikutnya atau pada tanggal berikutnya apabila tanggal 27 tersebut jatuh pada hari libur, sabtu dan minggu. Upah terdiri dari upah pokok , tunjangan tetap dan tunjangan tidak tetap.
Upah pokok dasar upah yang diberikan tidak boleh kurang dari ketentuan upah minimum sektoral provinsi (UMSP). Dalam hal UMSP naik, maka upah pokok akan dinaikkan proporsional sesuai dengan tingkatan upah yang dimiliki berdasarkan penyesuaian biaya hidup atau penilaian prestasi kerja.
Tunjangan tetap adalah tunjagan yang diberikan perusahaan yang sifanya tetap dan tidak berpengaruh kepada kehadiran buruh dalam melakukan pekerjaanya. Tunjangan tetap ini terdiri dari tunjangan jabatan.
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
yang bersangkutan tidak lagi memegangang jabatan tersebut termasuk karena mutasi oeh perusahaan. Besarnya tunjangan jabatan tersebut secara umum dapat dilihat pada Tabel.2.4.
Tabel.2.4. Tunjangan Jabatan pada PT Cakra Compact Aluminium Industries
Medan
Jabatan Nilai
Manager Rp 800.000,- s/d Rp 1.000.000,-
Executive/Engineer Rp 400.000,- s/d Rp 600.000,-
Superintendent Rp 200.000,- s/d Rp 300.000,-
Supervisor/Officer Rp 100.000,- s/d Rp 150.00,-
Coordinator/Leader Rp 65.000,- s/d Rp 95.000,-
Operator/Inspector Rp 15.000,- s/d Rp 60.000,-
Sumber : PT Cakra Compact Aluminium Industries Medan
Untuk beberapa posisi tertentu, berdasarkan pertimbangan perusahaan tunjangan jabatan diatur berbeda pelaksanaannya. Tunjangan tidak tetap ialah tunjangan yang diberikan oleh perusahaan yang sifatnya tidak tetap dan sangat berpengaruh kepada kehadiran buruh bekerja dalam melakukan pekerjaannya. Tunjangan tidak tetap ini terdiri dari :
a. Tunjangan Trasport
Tunjagan transport ini ditentukan sebesar Rp. 65.000,- per bulan per orang ketentuan akan dipotong sebesar 1/30 untuk setiap hari ketidakhadiaran. Tunjangan transport ini akan disesuaikan dengan kenaikan ongkos pengangkutan/estafet.
b. Tunjangan Kerajinan
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
saat ini ditetapkan sebesar Rp 20.000,-. Gaji karyawan pada perusahaan ini berkisar antara Rp. 600.000,- s/d Rp. 1.400.000,-. Selain upah, pengusaha juga memberikan bantuan beras sebanyak 15 kg per orang untuk buruh yang mempunyai penghasilan Rp. 600.000,- ke bawah.
Selain upah resmi di atas perusahaan juga memberikan upah lain berupa :
1. Upah Lembur
Upah lembur yaitu upah yang diberikan apabila karyawam bekerja melebihi jan kerja yang ditetapkan. Komponen upah sebagai dasar perhitungan upah lembur adalah upah pokok dan tunjangan tetap. Upah lembur dibayarkan sesuai dengan ketentuan perundang-undangan yang berlaku.
a. Pelaksanaan lembur tanggal 1 s/d 15 pembayaran upah lembur selambat-lambatnya tanggal 20 pada bulan berjalan.
b. Pelaksanaan lembur tanggal 15 s/d 31 pembayaran upah lembur dibayarkan selambat-lambatnya tanggal 5 pada bulan berikutnya.
2. Upah Kerja Shift
3.250,-Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
/hari/orang. Dan jumlah ini dapat berubah-ubah sewaktu-sewaktu melalui musyawarah antara pengusaha dan karyawan.
3. Tunjangan Hari Raya (THR)
Yaitu tunjangan yang diberikan kepada karyawan yang telah bekerja lebih dari 3 bulan. Tunjangan ini diberikan setiap menjelang hari raya dimana tunjangan tersebut diberikan selambat-lambatnya 2 minggu sebelum pelaksanaan hari raya. Komonen upah untuk menentukan THR adalah terdiri dari upah pkok dan tunjagan tetap. Besarnya THR ditentukan dengan masa kerja buruh yang bersangkutan, diatur dengan ketentuan sebagai berikut :
a. Masa kerja lebih 3 bulan (lulus masa percobaan), kurang dari satu tahun, akan diberikan secara proporsional dengan perhitungan sebagai berikut : THR = masa kerja /12 x upah
b. Masa kerja 1 tahun atau lebih kurang dari 3 tahun, diberikan 1 bulan upah.
c. Masa kerja 3 tahun atau leih kurang 5 tahun diberikan 1,5 bulan upah. d. Masa kerja 5 tahun tau lebih kurang 8 tahun, diberikan 2 bulan upah. 4. Tunjangan Insentif
Tunjangan yang diberikan setiap bulannya kepada karyawan yang tidak pernah absen dalam satu bulan yang besarnya ditetapkan sebesar Rp.20.000,-
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
Ketentuan pembayaran biaya perjalanan dinas hanya berlaku bagi buruh yang melakukan perjalanan dinas di atas 50 km.
6. Bonus Tahunan
Sistem bonus tahunan dirancang dengan dasar pengertian agar buruh ikut menikmati kemajuan perusahaan. Perusahaan memberikan bonus tahunan bila perusahaan mampu meningkatkan produksi terus-menerus mampu menjual produk di tas target yang telah ditepakan secara akumulasi telah melewati batas Break Even Point yang diketehui dari audit peruhaan secara tahunan. Sistem bonus tahunan diberikan dengan mempertimbangkan produktivitas, efisiensi, kualitas, dan kuantitas serta kerusakan/kehilangan barang. Nilai total bonus tahunan ditentukan oleh pengusaha untuk seluruh buruh sebagai kesatuan, pembagian kepada masing-masing buruh akan di atur sesuai ketentuan yang ditetapkan pengusaha.
Usaha-usaha yang dilakukan PT Cakra Compact Aluminium Industries
Medan yang bertujuan untuk meningktkan kesejahteraan karyawan sebagai
berikut :
1. Jaminan Sosial Tenaga Kerja (JAMSOSTEK)
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
2. Asuransi Kesehatan (ASKES)
ASKES adalah asuransi kesehatan bagi karyawan perusahaan dengan ketentuan-ketentuan yang telah ditetapkan ASKES.
3. Cuti
Untuk menghilangkan ras jenuh dan bosan selam kerja, perusahaan memberikan cuti yang diberikan oleh perusahaan adalah 12 hari kerja setiap tahunnya dengan rincian 6 hari cuti massal dan 6 hari cuti individu.
4. Usia dan Uang Pensiun
Bagi buruh yang telah mencapai usia 55 tahun, perusahaan dapat memberhentikannya secara hormat karena buruh telah mencapai usia pensiun. Buruh dapat mengajukan pensiun dipercepat 5 tahun 5 tahun lebih awal dari batas usia pensiun karena alasan kesehatan atau alas an lainnya yang dapat diterima oleh perusahaan bila sudah mempunyai masa kerja di perusahaan di atas 10 tahun.
2.6. Bahan Baku, Bahan Tambahan dan Bahan Penolong 2.6.1. Bahan Baku
Pada bagia billet bahan utama yang digunakan adalah aluminium ingot dan
scrap. Bahan baku tersebut berasal dari dalam dan luar negeri. Untuk bahan baku
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
Aluminium Ingot yang dipergunakan mempunyai berat rata-rata 22 kg /batang dengan ukuran panjang 25 cm, lebar 20 cm, dan tebalnya 7,5 cm. Adapun komposisi dari aluminum ingot dapat dilihat pada Tabel 2.5.
Tabel 2.5. Komposisi Aluminium Ingot Unsur Persentase (%) Silicon (Si) 3,400
Iron (Fe) 16,400
Cooper (Cu) 0,030 Manganase (Mn) 0,360
Zinc (Zn) 11,200
Titanium (Ti) 0,677 Cromanium (Cr) 0,183 Aluminium (Al) 67,750 Sumber : PT Cakra Compact Aluminium Industries Medan
Scrap yang digunakan pada PT Cakra Compact Aluminium Industries
Medan selain dari luar negeri juga berasal pada bagian billet, ekstrusi dan
pabrikasi. Scrap tersebut dibagi menjadi :
1. Saw, merupakan aluminium yang berasal dari pembuangan cairan aluminium ketika akan casting untuk menghindari penurunan bulan dari cairan aluminium .
2. Block of mini kemelt, merupakan sisa aluminium yang diperoleh dari pembuangan kotoran pada bagian melter
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
4. Butt end of old billet plant, merupakan sisa dari pemotongan sesuai dengan ukuran yang ditentukan
5. Butt end of old remelt, merupakan sisa dari pemotongan bagian ekstrusi 6. Slug of Ekstrusion, merupakan lempengan aluminium yang merupakan sisa
dari mesin ekstrusi
7. Ekstrusion Scrap, merupakan scrap yang berasal dari bagian ekstrusi yang berupa profil yang tidak memenuhi standart karena rusak, bengkok, dll 8. Fabrication Scrap, merupakan scrap yang berasal bagian fabrikasi yang
berupa sisa potongan-potongan profil aluminium.
Untuk bagian ekstrusi bahan baku yang digunakan adalah hasil dari produksi bagian billet, sedangkan untuk bagian pabrikasi adalah hasil produksi bagian ekstrusi.
2.6.2. Bahan Tambahan 2.6.2.1. Bagian Bilet
Secara umum terdapat dua pengerjaan utama pada bagian billet ini yaitu peleburan dan pencetakan billet. Guna menunjang kedua pengerjaan utama ini didukung oleh bahan-bahan tambahan yang ada pada Tabel. 2.6.
Tabel.2.6. Bahan Tambahan Untuk Bagian Bilet
No Nama Zat Rumus
Kimia
Fungsi
1 Magnesium Mg 1.Menyebabkan benda menjadi lebih ringan 2.Meningkatkan ketahanan terhadap impact. 2 Aluminium silicon Al Si 1.Meningkatkan kekerasan
2.Ketahanan terhadap korosi
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
4 Aluminium Copper AlCu Untuk meningkatkan sifat mekanik 5 Aluminium Manganese Al Mn 1. Unsur dioksida
2.Meningkatkan fluiditas
3.Kekuatan dan kekerasan aluminium sehingga dapat menigkatkan kekuatan tarik dan ketahanan aus
6 Aluminium Titanium Boron
AlTiB Untuk meningkatkan sifat mekanik
Sumber : PT. Cakra Compact Aluminium Industries Medan
2.6.2.2. Bagian Ekstrusi
Bahan tambahan yang digunakan pada bagian ekstrusi dapat dilihat pada Tabel.2.7.
Tabel.2.7. Bahan Tambahan Pada Bagian Ekstrusi
No Nama Zat Rumus
Kimia
Fungsi
1 Stanal Stater - Sebagai zat aditif yang mempercepat reaksi fungsi
2 Hardwall 3 Cold Seal NiF2XH2O Untuk menutup pori-pori pada
permukaan profil agar lebih tahan terhadap goresan
3 Serbuk cat - Sebagai cat untuk melapisi aluminium Sumber : PT Cakra Compact Aluminium Industries Medan
2.6.3. Bahan Penolong 2.6.3.1. Bagian Billet
Bahan Penolong yang digunakan pada bagian billet dapat dilihat pada Tabel.2.8.
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
No Nama Zat Rumus Kimia
Fungsi
1 Serbuk Coverall - Untuk memunculkan kotoran pada cairan aluminium ke permukaan
2 Nitrogen N2 Untuk mengikat gas hydrogen sehinga
terbentuk gas HNO2
3 Lubricant Oil - Untuk melicinkan permukaan billet serta meminyaki ring pada cast table sehingga proses casting dapat berjalan dengan lancar
4 Air - Untuk membantu proses percetakan billet Sumber : PT Cakra Compact Aluminium Industries Medan
2.6.3.2. Bagian Ekstrusi
[image:51.595.105.518.298.728.2]Bahan Penolong yang digunakan pada bagian ekstrusi dapat dilihat pada Tabel.2.9.
Tabel.2.9. Bahan Penolong Pada Bagian Ekstrusi No Nama Zat Rumus
Kimia
Fungsi
1 Asam Sulfat H2 SO4 Sebagai larutan elektrolit pada proses anodizing
2 Poschelene 41
- Untuk menghilangkan lemak padat profil 3 Caustic soda NaOH Sebagai etchant dalam proses etching 4 Alexis oxidal
HT
- Sebagai zat aditif untuk mempercepat reaksi
5 Stanal Sulfat - Sebagai stailisator untuk mencegah pengendapan Sn
6 Afinal 270 - Untuk membersihkan kotoran serta membentuk pori pada permukaan aluminium pada proses
pickling
7 Alfisid 18 - Untuk membersihkan kotoran serta pori pada permukaan aluminium pada proses pisking 8 Alfipas 731 - Untuk membersihkan aluminium dari lemak
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
2.7. Proses Produksi Pembuatan Profil Aluminium
Tahapan-tahapan proses pembuatan profil dimulai dari bahan baku billet sampai menjadi prpfil aluminium dapat diuraikan dibawah ini:
1. Ekstrusi terdiri dari : a. Pemotongan Billet b. Pemanasan Billet
c. Ekstruding
d. Aging
2. Anodizing
a. Degreasing
b. Etching
c. Desmutting
d. Anodizing
e. Colouring
f. Cool Sealing
3. Powder Coating terdiri dari : a. Pre Treatment
b. Pengecatan 4. Packing
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009 1. Ekstrusi
a. Pemotongan Billet
Billet dipootng terlebih dahulu sebelum dibawa ke mesin ekstrusi dengan menggunakan cut of machine sesuai dengan keperluan proses. Biasanya billet dipotong dengan ukuran panjang 42 atau 52 cm.
b. Pemanasan Billet
Dalam oven dilakukan pemanasan billet dengan suhu 460-530 C. Dari pintu belakang yang dirancang sedemikian rupa bilet dimasukkan ke dalam dan meluncur tepat di tengah-tengah oven dan setelah mencapai suhu 460-530 C billet dikeluarkan dari pintu depan menggunakan pengait yang dibawa ke mesin ekstrusi.
c. Pemanasan Cetakan
Cetakan dimasukkan ke dalam oven. Cetakan yang dimasukkan diperoleh dari stasiun pembuatan cetakan yang terdapat pada billet plan. Cetakan yang dimasukkan tersebut akan dikeluarkan sesuai dengan suhu yang sudah diatur sebelumnya.
d. Ekstruding
Ekstruding adalah suatu proses yang terjadi di dalam mesin ekstrusi
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
hasil yang dikeluakan tersebut tidak bengkok. Profil kemudian didinginkan selam 15 menit kemudian dilakukan stretching dengan tujuan meluruskan profil tersebut. Proses selanjutnya adalah pemotongan sesuai dengan ukuran yang diinginkan.
d. Aging
Aging/harding yaitu suatu proses heat treatment yang betujuan
mengeraskan dan menghilangkan tegangan sisa akibat gaya dan temperatur pada proses ekstusi yang bertujuan untuk menjadikan profil tidak mudah bengkok. Temperatur pada proses aging ini sebesar 185-190 oC. Setelah proses aging selesai maka profil diuji kekerasan (SI:11-12 HRC) dan kehalusan permukaannya. Selanjutnya profil didinginkan, untuk profil yang tidak diberi warna langsung kirim ke bagian anodizing.
2. Anodizing
Proses ini terdiri dari tahapan-tahapan sebagai berikut :
a. Degreasing
Hal yang dilakukan disini adalah :
1. Profil aluminium hasil ekstrusi terlebih dahulu diikat kedua ujungnya pada dua buah jig dan ditarik dengan electric carine hoist, kemudian dicelup ke dalam bak degreasing untuk menghilangkan mingak yang ada permukaan aluminium ekstrusi.
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009 b. Etching
Proses Etching ini melalui tahap :
1. Profil aluminium dicelupkan ke dalam etching tank yang berisi
bahan di atas dengan tujuan untuk menghaluskan dan mengkilatkan
profil aluminium.
2. Profil dicuci dengan air bersih sebanyak 2 kali dan diteruskan ke desmutting tank.
c. Desmutting
Proses ini dilakukan dengan :
1. Ke dalam bak ini diisikan/ dimasukkan bahan di atas yang berguna untuk membersihkan sisa NaOH.
2. Profil selanjutnya dicuci dengan air bersih sebanyak 2 kali dan
dilanjutkan ke anodizing tank.
e. Anodizing
Proses ini dilakukan dengan :
1. Ke dalam bak ini diisikan asam sulfat (H2SO4 ) yang berguna untuk
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
2. Profil keudian dicusi dengan air bersih sebanyak 2 kali. Untuk profil
yang disebut dengan warna Natural Anodizing (NA) setelah proses
anodizing dilanjutkan ke prose sealing sedang untuk profil Medium
3. Bonze (MB), Drak Bonze, dan Black (BL) dilanjutkan dengan proses colouring.
f. Colouring
Proses ini dilkaukan dengan cara :
1. Bak Colouring ini berisi zat stanal sulfat (SnSO4) sebanyak 15-18
gr/l, nikrl sulfat (NiSO4) sebanyak 10 ge/ l , H2SO4 sebanyak 20 gr/l,
serta zat additive stana starter sebanyak 20 gr/l yang berguna untuk pemberian warna. Jenis warna yang dibuat terdir dari warna light
bronze (LB), Medium Bonze (MB), Drak Bonze (DB, dan Black (BL).
Semakin gelap warna yang diinginkan maka waktu yang dibutuhkan akan semakin lama.
2. Profil yang telah diwarnai kemudian dicuci dengan air bersih
sebanyak dua kai dan dilanjutkan dengan proses cool Sealing.
g. Cool Sealing
Proses ini dilakukan :
1. Profil yang tidak berwarna (natural anodizing) dan Profil yang
Anggiat H.O. Siregar : Analisis Perbandingan Kinerja Antara Algoritma Heuristic Pour Dan Algoritma Nawaz, Enscore Dan Ham (NEH) Dalam Menyelesaikan Penjadwalan Flowshop Pada PT Cakra Compact Aluminium Industries Medan, 2009.
USU Repository © 2009
film oksida dengan menutupi pori-pori hasil proses anodizing, yang
lamanya tergantung pada julah micron (1 micron lamanya 1 menit). 2. Profil kemudian dicuci dengan air sebanyak 2 kali.
3. Terakhir profil idicelupkan ke dalam bak air yang suhunnya 60 0C. Keasaman dari air bak ini dipertahankan pada p