USULAN PERBAIKAN TATALETAK FASILITAS PRODUKSI DI
PT. LUCKYNDO DALAM UPAYA MEMINIMISASI
MATERIAL HANDLING DENGAN MENGGUNAKAN
METODE GRAFIK DAN ALGORITMA GENETIK
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh :
Ellise Citra
NIM. 060403069
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa, karena
atas Rahmat dan Karunia-Nya penulis dapat menyelesaikan Tugas Sarjana ini
dengan baik.
Tugas Sarjana ini berjudul “Usulan Perbaikan Tataletak Fasilitas
Produksi di PT. Luckyndo dalam upaya Meminimisasi Material Handling dengan Menggunakan Metode Grafik dan Algoritma Genetik”. Tugas Sarjana ini merupakan sarana bagi penulis untuk melakukan studi terhadap salah satu
permasalahan nyata dalam perusahaan.
Penulis menyadari bahwa dalam Tugas Sarjana ini belum sepenuhnya
sempurna. Oleh karena itu, penulis mengharapkan kritik dan saran yang
membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini. Akhir kata,
penulis berharap semoga Tugas Sarjana ini bermanfaat bagi pembaca
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS.
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini, penulis telah mendapatkan bimbingan
dan dukungan yang besar dari berbagai pihak, baik berupa materiil, spiritual,
informasi maupun administrasi. Oleh karena itu, penulis mengucapkan terima
kasih kepada :
1. Ibu Ir. Rosnani Ginting, MT. selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara.
2. Bapak Prof. Dr. Ir. A. Rahim Matondang, MSIE, selaku Dosen Pembimbing I
atas bimbingan, pengarahan, dan masukan yang diberikan dalam penyelesaian
Tugas Sarjana ini.
3. Bapak Ir. Ukurta Tarigan, MT, selaku Sekretaris Jurusan Teknik Industri dan
Dosen Pembimbing II atas bimbingan, pengarahan, dan masukan yang
diberikan dalam penyelesaian Tugas Sarjana ini.
4. Bapak Ir. Danci Sukatendel, selaku Kepala Laboratorium Tataletak Pabrik dan
Pemindahan Bahan atas bimbingan, pengarahan, dan masukan yang diberikan
dalam penyelesaian Tugas Sarjana ini.
5. Ibu Sri Yenti selaku Pimpinan Pabrik PT. Luckyndo yang memberi bantuan
berupa informasi dan data selama melakukan penelitian di perusahaan.
6. Bapak Jason dan Rudy yang telah memberi bantuan dalam pengurusan
7. Bapak William selaku Pembimbing Lapangan dan Karyawan PT. Luckyndo
yang memberi bimbingan dan pengarahan selama melakukan penelitian di
perusahaan.
8. Kedua orang tua penulis yang telah memberikan dukungan sepenuhnya dan
doa untuk kelancaran dalam penulisan laporan ini.
9. Sahabat penulis, Eddy Setiawan ST, Johnny, Varia, Erwin C, Maria, Silvia,
Dian, Christina, Yansis, Fieley.
10.Rekan seperjuangan di Laboratorium Tataletak Pabrik dan Pemindahan Bahan
(Erwin H, Hela, Mastora, Andi Bercel, Ayik, Astrina, Damayanti, Viva,
Suwandi, Marwan) atas masukan yang membantu penulis dalam
menyelesaikan Tugas Sarjana ini.
11.Bang Mijo, Kak Dina, Kak Ani, Bang Ridho atas bantuan dan tenaga yang
telah diberikan dalam memperlancar penyelesaian Tugas Sarjana ini.
Kepada semua pihak yang telah banyak membantu dalam menyelesaian
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis mengucapkan
terima kasih. Semoga laporan ini bermanfaat bagi kita semua.
Medan, Oktober 2010
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xvi
DAFTAR LAMPIRAN ... xix
ABSTRAK ... xx
I . PENDAHULUAN ... I-1
1.1. Latar Belakang Masalah ... I-1
1.2. Rumusan Masalah ... I-3
1.2.1. Identifikasi Masalah ... I-3
1.2.2. Perumusan Masalah ... I-4
1.3. Tujuan Penelitian ... I-4
1.4. Manfaat Penelitian ... I-5
1.5. Batasan dan Asumsi Penelitian ... I-5
1.6. Sistematika Penulisan Tugas Akhir ... I-6
II. GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.2. Ruang Lingkup Bidang Usaha ... II-1
2.3. Organisasi dan Manajemen ... II-4
2.3.1. Struktur Organisasi PT. Luckyndo ... II-4
2.3.2. Uraian Tugas dan Tanggungjawab... II-5
2.3.3. Tenaga Kerja dan Jam Kerja Perusahaan ... II-10
2.3.3.1.Tenaga Kerja ... II-10
2.3.3.2.Jam Kerja ... II-10
2.3.4. Sistem Pengupahan dan Fasilitas yang Digunakan ... II-11
2.3.4.1.Sistem Pengupahan ... II-11
2.3.4.2.Insentif dan Fasilitas Tenaga Kerja ... II-12
2.4. Proses Produksi ... II-13
2.4.1. Bahan yang Digunakan... II-13
2.4.1.1.Bahan Baku ... II-13
2.4.1.2.Bahan Tambahan ... II-14
2.4.1.3.Bahan Penolong ... II-14
2.4.2. Uraian Proses Produksi... II-15
2.5. Mesin dan Peralatan ... II-18
2.5.1. Mesin ... II-18
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.5.3. Tataletak Pabrik ... II-27
2.5.4. Utilitas ... II-28
2.5.5. Safety and Fire Protection ... II-30
2.5.6. Pengolahan Limbah ... II-30
III. LANDASAN TEORI ... III-1
3.1. Kerangka Teori ... III-1
3.1.1. Definisi Tataletak Fasilitas ... III-1
3.1.2. Tujuan Tataletak Pabrik ... III-2
3.1.3. Arti Penting Perencanaan Fasilitas ... III-4
3.1.4. Material Handling ... III-6
3.1.5. Teknik-teknik Analisis Aliran Bahan ... III-9
3.1.5.1.Multi Product Process Chart ... III-10
3.1.5.2.From to Chart (Travel Chart) ... III-12
3.1.6. Perancangan Tataletak dengan Metode Grafik ... III-13
3.1.7. Perancangan Tataletak dengan Metode Algoritma Genetik ... III-18
3.1.7.1.Struktur Umum Algoritma Genetik (GA) ... III-19
3.1.7.2. Permodelan Masalah dengan Algoritma Genetik ... III-20
3.1.7.3. Langkah-langkah Pemecahan Masalah dengan
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.2. Definisi Variabel Operasional ... III-26
3.3. Kerangka Konseptual ... III-27
IV. METODOLOGI PENELITIAN ... IV-1
4.1. Jenis Penelitian ... IV-1
4.2. Lokasi Penelitian ... IV-1
4.3. Metodologi Penelitian ... IV-1
4.3.1. Pengumpulan Data ... IV-1
4.3.1.1.Jenis Data ... IV-1
4.3.1.2.Alat Pengumpulan Data ... IV-2
4.3.1.3. Metode Pengumpulan Data ... IV-2
4.3.2. Metode Pengolahan dan Analisis Data ... IV-3
4.3.2.1.Metode Pengolahan Data ... IV-3
4.3.2.2. Metode Analisis Data ... IV-5
V. PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1
5.1.1. Evaluasi Tataletak Awal ... V-1
5.1.2. Ukuran Stasiun kerja Produksi... V-2
5.1.3. Produk Utama ... V-2
5.1.4. Urutan Proses Produksi ... V-4
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.1. Penggambaran Penggambaran Block Layout Stasiun kerja
Produksi ... V-10
5.2.2. Penentuan Jarak Antar Stasiun kerja ... V-14
5.2.3. Frekuensi Perpindahan Material Antar Stasiun kerja ... V-15
5.2.4. Perhitungan Total Momen Perpindahan Pada Tata Letak
Awal ... V-21
5.2.5. Pengolahan Data dengan Menggunakan Metode Grafik ... V-23
5.2.5.1. Pembentukan Multi Product Process Chart ... V-24
5.2.5.2. Pembentukan From to Chart ... V-24
5.2.5.3. Pembobotan Departemen ... V-27
5.2.6. Pengolahan Data dengan Menggunakan Metode Algoritma
Genetik ... V-38
5.2.6.1. Representasi Solusi ... V-40
5.2.6.2. Penentuan Parameter... V-40
5.2.6.3. Inisialisasi Populasi Awal ... V-41
5.2.6.4.Seleksi ... V-44
5.2.6.5. Penyilangan (Crossover) ... V-50
5.2.6.6.Mutasi ... V-56
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
VI. ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Kondisi Awal Pada Lantai Produksi ... VI-1
6.1.1. Analisis Didasarkan Jarak Antar Stasiun Kerja ... VI-2
6.1.2. Analisis Didasarkan Aliran Bahan Antar Mesin ... VI-5
6.2. Analisis Hasil Rancangan ... VI-6
6.2.1. Analisis Hasil Rancangan dengan Metode Grafik ... VI-6
6.2.1.1. Analisis Ditinjau dari Jarak Antar Stasiun Kerja ... VI-6
6.2.1.2. Analisis Ditinjau dari Jarak Antar Stasiun Kerja ... VI-12
6.2.2. Analisis Hasil Rancangan dengan Algoritma Genetik ... VI-15
6.2.2.1. Analisis Ditinjau dari Jarak Antar Stasiun Kerja ... VI-17
6.2.2.2. Analisis Ditinjau dari Jarak Antar Stasiun Kerja ... VI-22
6.3. Pemilihan Layout Terbaik ... VI-25
VII. KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan... VII-1
7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
2.1. Sebaran Tenaga Kerja Berdasarkan Jabatan ... II-10
3.1. Pembobotan untuk Memilih Departemen ke Tiga ... III-15
3.2. Pembobotan untuk Memilih Departemen ke Empat ... III-16
3.3. Pembobotan untuk Memilih Departemen ke Lima ... III-17
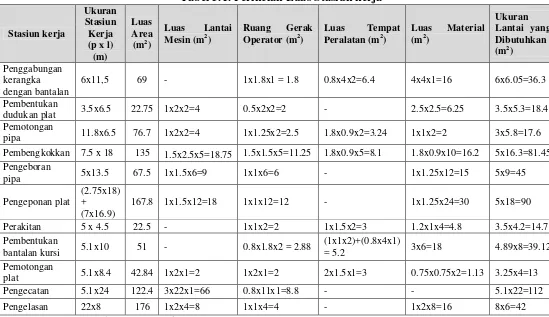
5.1. Perincian Luas Stasiun Kerja ... V-2
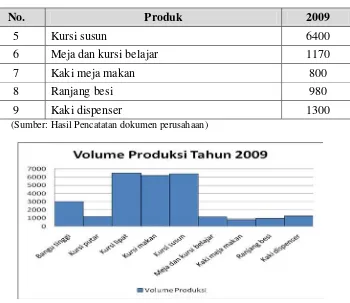
5.2. Volume Produksi pada Tahun 2009 ... V-2
5.3. Pengurutan Produk Berdasarkan Volume Produksi ... V-3
5.4. Proses dan Pengkodean Pada Lantai Produksi PT.Luckyndo ... V-9
5.5. Jenis dan Komponen Produk Serta Urutan Proses dari Setiap Jenis Produk ... V-9
5.6. Nilai Koordinat Tiap Stasiun kerja ... V-14
5.7. Jarak Antar Stasiun kerja Produksi (meter) ... V-15
5.8. Perpindahan Komponen L1 ... V-15
5.9. Perpindahan Komponen L2 ... V-16
5.10. Perpindahan Komponen L3 ... V-16
5.11. Perpindahan Komponen L4 ... V-16
5.12. Perpindahan Komponen L5 ... V-16
5.13. Perpindahan Komponen L6 ... V-16
5.14. Perpindahan Komponen L7 ... V-17
5.15. Perpindahan Komponen S1 ... V-17
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.17. Perpindahan Komponen S3 ... V-17
5.18. Perpindahan Komponen S4 ... V-17
5.19. Perpindahan Komponen S5 ... V-18
5.20. Perpindahan Komponen M1 ... V-18
5.21. Perpindahan Komponen M2 ... V-18
5.22. Perpindahan Komponen M3 ... V-18
5.23. Perpindahan Komponen M4 ... V-18
5.24. Perpindahan Komponen M5 ... V-19
5.25. Perpindahan Komponen M6 ... V-19
5.26. Perpindahan Komponen B1 ... V-19
5.27. Perpindahan Komponen B2 ... V-19
5.28. Perpindahan Komponen B3 ... V-19
5.29. Perpindahan Komponen B4 ... V-20
5.30. Frekuensi Perpindahan Material Antar Departemen per Tahun ... V-20
5.31. Perhitungan Momen Perpindahan Awal ... V-23
5.32. Pembobotan untuk Memilih Departemen ke Tiga ... V-28
5.33. Pembobotan untuk Memilih Stasiun Kerja ke Empat ... V-29
5.34. Pembobotan untuk Memilih Departemen ke Lima ... V-30
5.35. Pembobotan untuk Memilih Departemen ke Enam ... V-31
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.37. Pembobotan untuk Memilih Departemen ke Delapan ... V-31
5.38. Pembobotan untuk Memilih Departemen ke Sembilan ... V-32
5.39. Pembobotan untuk Memilih Departemen ke Sembilan ... V-32
5.40. Keterangan Stasiun Kerja ... V-39
5.41. Jarak Antar Stasiun Kerja (meter) ... V-39
5.42. Frekuensi Perpindahan Antar Stasiun Kerja ... V-40
5.43. Populasi Awal Generasi Pertama ... V-41
5.44. Nilai Fitness Relatif dan Fitness Kumulatif ... V-45
5.45. Bilangan Acak untuk Seleksi ... V-47
5.46. Kromosom Baru Hasil Seleksi ... V-48
5.47. Bilangan Acak untuk Crossover ... V-51
5.48. Kromosom yang akan Disilangkan ... V-52
5.49. Kromosom- Kromosom Setelah Penyilangan ... V-55
5.50. Bilangan Acak untuk Mutasi ... V-57
5.51. Kromosom dan Posisinya yang Terkena Mutasi ... V-59
5.52. Kromosom Hasil Mutasi ... V-60
5.53. Bilangan Acak untuk Pelestarian Kromosom ... V-61
5.54. Kromosom yang Akan Diganti ... V-61
5.55. Kromosom Pengganti... V-62
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.57. Hasil Susunan Gen pada Generasi 20 ... V-65
6.1. Nilai Koordinat Tiap Stasiun Kerja ... VI-3
6.2. Jarak Antar Stasiun kerja Produksi (meter) ... VI-3
6.3. Perhitungan Momen Perpindahan Awal ... VI-4
6.4. Perhitungan Panjang Aliran Bahan Antar Stasiun Kerja ... VI-5
6.5. Nilai Koordinat Tiap Stasiun kerja ... VI-10
6.6. Jarak Antar Stasiun kerja Produksi (meter) ... VI-10
6.7. Perhitungan Momen Perpindahan dengan Metode Grafik ... VI-11
6.8. Perhitungan Panjang Aliran Bahan Antar Stasiun Kerja dengan Metode
Grafik ... VI-13
6.9. Hasil Rekapitulasi Nilai Fitness Terbaik, Terburuk, dan Rata-rata ... VI-15
6.10. Susunan Gen Terbaik pada 20 Generasi ... VI-16
6.11. Nilai Koordinat Tiap Stasiun kerja ... VI-20
6.12. Jarak Antar Stasiun kerja Produksi (meter) ... VI-20
6.13. Perhitungan Momen Perpindahan dengan Algoritma Genetik ... VI-21
6.14. Perhitungan Panjang Aliran Bahan Antar Stasiun Kerja dengan Metode
Algoritma Genetik ... VI-23
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Luckyndo ... II-5
2.2. Mesin Potong ... II-18
2.3. Mesin Potong Plat ... II-19 2.4. Mesin Las Listrik ... II-19
2.5. Mesin Pon ... II-20
2.6. Mesin Bending... II-20
2.7. Mesin Bor ... II-21 2.8. Oven ... II-22 2.9. Mesin Dudukan Plat ... II-22
2.10. Mesin Bor Tangan ... II-23
2.11. Mesin Gerinda Tangan ... II-23
2.12. Aliran Bahan antar Mesin ... II-28
3.1. Bagan Multi-Product Process Chart ... III-11
3.2. Contoh Travel Chart (From-To Chart)... III-13
3.3. Travel Chart (From-To Chart) ... III-14
3.4. Grafik Kedekatan Departemen 1 dan 3 ... III-14
3.5. Departemen 4 Masuk dalam Grafik ... III-15
3.6. Departemen 2 Masuk dalam Grafik ... III-16
3.7. Grafik Kedekatan Terakhir... III-17
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
3.9. Kerangka Berpikir Penelitian ... III-28
4.1. Flow Diagram Pengolahan dan Analisis Data dengan Metode Grafik ... IV-6
4.2. Flow Diagram Pengolahan dan Analisis Data dengan Algoritma Genetik ... IV-7
5.1. Volume Produksi pada Tahun 2009 ... V-3
5.2. Diagram Pareto ... V-4
5.3. Urutan Proses Produksi Pembuatan Kursi Lipat ... V-5
5.4. Urutan Proses Produksi Pembuatan Kursi Susun ... V-6
5.5. Urutan Proses Produksi Pembuatan Kursi Makan ... V-7
5.6. Urutan Proses Produksi Pembuatan Bangku Tinggi ... V-8
5.7. Block Layout Awal Lantai Produksi ... V-11
5.8. Titik Koordinat Tiap Stasiun kerja ... V-13
5.9. Multi Product ProcessChart PT. Luckyndo ... V-25
5.10. From toChart PT. Luckyndo ... V-26
5.11. Grafik Kedekatan Stasiun Kerja A dan B ... V-27
5.12. Bidang Segitiga Stasiun Kerja G-A-B ... V-28
5.13. Stasiun Kerja F Masuk dalam Bidang Segitiga G-A-B ... V-29
5.14. Stasiun Kerja E Masuk dalam Bidang Segitiga G-F-B ... V-30
5.15. Stasiun Kerja D Masuk dalam Bidang Segitiga G-E-B ... V-33
5.16. Stasiun Kerja I Masuk dalam Bidang Segitiga G-A-F ... V-34
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.18. Stasiun Kerja H Masuk dalam Bidang Segitiga G-I-K ... V-35
5.19. Stasiun Kerja J Masuk dalam Bidang Segitiga G-K-A... V-36
5.20. Segitiga Akhir ... V-36
5.21. Block Layout dengan Metode Grafik ... V-37
5.22. Block Layout Lantai Produksi ... V-38
5.23. Block Layout dengan Metode Algoritma Genetik ... V-68
6.1. Block Layout Lantai Produksi ... VI-2
6.2. Aliran Bahan pada Lantai Produksi Awal ... VI-7
6.3. Block Layout dengan Metode Grafik ... VI-8
6.4. Titik Koordinat Tiap Stasiun Kerja dengan Metode Grafik... VI-9
6.5. Aliran Bahan pada Lantai Produksi dengan Metode Grafik ... VI-14
6.6. Grafik Pemrosesan dengan Algoritma Genetik ... VI-16
6.7. Block Layout dengan Metode Algoritma Genetik ... VI-17
6.8. Titik Tengah Block Layout dengan Metode Algoritma Genetik ... VI-19
6.9. Aliran Bahan pada Lantai Produksi dengan Metode Algoritma Genetik ... VI-25
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Surat Permohonan Tugas Akhir ... L-1
2. Surat Penjajakan ... L-3
3. Surat Balasan ... L-4
4. SK Tugas Akhir ... L-5
ABSTRAK
PT. Luckyndo merupakan jenis perusahaan manufaktur yang bergerak di bidang pembuatan perabot dari logam. Jenis-jenis produk yang dihasilkan oleh PT. Luckyndo yang adalah bangku tinggi, kursi putar, kursi lipat, kursi makan, kursi susun, meja dan kursi belajar, kaki meja makan, ranjang besi, dan kaki dispenser. Perusahaan ini berlokasi di yang berlokasi di Jalan Gambir Pasar VIII No. 88 Tembung Sumatera Utara. Banyaknya jenis produk dan aliran proses produksi yang berbeda dari setiap produk menyebabkan tingkat pemindahan bahan yang tinggi. Aliran produksi yang tidak beraturan, jarak perpindahan bahan yang terlalu panjang merupakan indikator kelemahan dari tataletak yang digunakan.
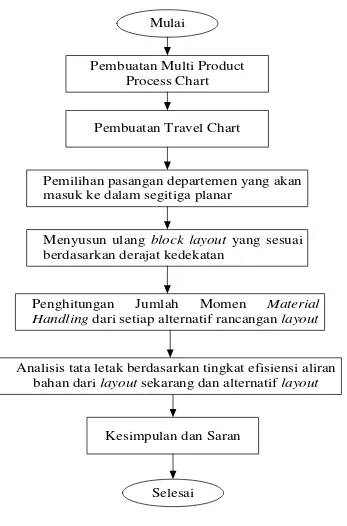
Cara yang digunakan dalam penyusunan tata letak yang baru adalah dengan menggunakan metode grafik dan algoritma genetik. Metode grafik dilakukan dengan pembuatan Multi Product Process Chart dan From to Chart. Selanjutnya dilakukan pemilihan pasangan departemen yang mempunyai bobot terbesar untuk membentuk segitiga planar. Langkah terakhir adalah menyusun ulang block layout yang sesuai. Metode algoritma genetik dilakukan dengan penyandian yang menunjukkan penempatan satu departemen pada satu fasilitas berdasarkan dari hasil dari matriks permutasi. Kemudian dilakukan seleksi dan beberapa operator GA, seperti crossover dan mutasi. Kemudian dilakukan perhitungan fungsi tujuan (fungsi fitness) untuk masing-masing individu. Populasi anak yang dihasilkan pada generasi satu akan menjadi parent untuk generasi dua. Iterasi terus dilakukan dan pada setiap generasi sampai tidak terjadi lagi kenaikan nilai fungsi fitness pada masing-masing individu.
Dari hasil perancangan yang dilakukan, baik dengan metode grafik maupun algoritma genetik didapatkan suatu tataletak usulan yang lebih baik dari tataletak sebelumnya. Tataletak awal lantai produksi perusahaan memberikan momen perpindahan sebesar 598729,9 meter perpindahan per tahun ditinjau dari jarak antar stasiun kerja dan sebesar 646571,01 meter perpindahan per tahun ditinjau dari panjang aliran bahan. Metode grafik memberikan jumlah momen perpindahan sebesar 510912,58 meter perpindahan per tahun ditinjau dari jarak antar stasiun kerja dan sebesar 631575,9meter perpindahan per tahun ditinjau dari panjang aliran bahan, sedangkan dengan algoritma genetik diperoleh jumlah momen perpindahan sebesar 509768,5 meter perpindahan per tahun ditinjau dari jarak antar stasiun kerja dan sebesar 561580,97 meter perpindahan per tahun ditinjau dari panjang aliran bahan.
ABSTRAK
PT. Luckyndo merupakan jenis perusahaan manufaktur yang bergerak di bidang pembuatan perabot dari logam. Jenis-jenis produk yang dihasilkan oleh PT. Luckyndo yang adalah bangku tinggi, kursi putar, kursi lipat, kursi makan, kursi susun, meja dan kursi belajar, kaki meja makan, ranjang besi, dan kaki dispenser. Perusahaan ini berlokasi di yang berlokasi di Jalan Gambir Pasar VIII No. 88 Tembung Sumatera Utara. Banyaknya jenis produk dan aliran proses produksi yang berbeda dari setiap produk menyebabkan tingkat pemindahan bahan yang tinggi. Aliran produksi yang tidak beraturan, jarak perpindahan bahan yang terlalu panjang merupakan indikator kelemahan dari tataletak yang digunakan.
Cara yang digunakan dalam penyusunan tata letak yang baru adalah dengan menggunakan metode grafik dan algoritma genetik. Metode grafik dilakukan dengan pembuatan Multi Product Process Chart dan From to Chart. Selanjutnya dilakukan pemilihan pasangan departemen yang mempunyai bobot terbesar untuk membentuk segitiga planar. Langkah terakhir adalah menyusun ulang block layout yang sesuai. Metode algoritma genetik dilakukan dengan penyandian yang menunjukkan penempatan satu departemen pada satu fasilitas berdasarkan dari hasil dari matriks permutasi. Kemudian dilakukan seleksi dan beberapa operator GA, seperti crossover dan mutasi. Kemudian dilakukan perhitungan fungsi tujuan (fungsi fitness) untuk masing-masing individu. Populasi anak yang dihasilkan pada generasi satu akan menjadi parent untuk generasi dua. Iterasi terus dilakukan dan pada setiap generasi sampai tidak terjadi lagi kenaikan nilai fungsi fitness pada masing-masing individu.
Dari hasil perancangan yang dilakukan, baik dengan metode grafik maupun algoritma genetik didapatkan suatu tataletak usulan yang lebih baik dari tataletak sebelumnya. Tataletak awal lantai produksi perusahaan memberikan momen perpindahan sebesar 598729,9 meter perpindahan per tahun ditinjau dari jarak antar stasiun kerja dan sebesar 646571,01 meter perpindahan per tahun ditinjau dari panjang aliran bahan. Metode grafik memberikan jumlah momen perpindahan sebesar 510912,58 meter perpindahan per tahun ditinjau dari jarak antar stasiun kerja dan sebesar 631575,9meter perpindahan per tahun ditinjau dari panjang aliran bahan, sedangkan dengan algoritma genetik diperoleh jumlah momen perpindahan sebesar 509768,5 meter perpindahan per tahun ditinjau dari jarak antar stasiun kerja dan sebesar 561580,97 meter perpindahan per tahun ditinjau dari panjang aliran bahan.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Pengaturan tataletak merupakan pengaturan dasar pada suatu perusahaan.
Pengaturan yang baik akan mengoptimumkan hubungan antara operator, mesin,
peralatan, aliran bahan, dan aliran informasi untuk mencapai tujuan usaha. Akan
tetapi, permasalahan tataletak masih sering dijumpai pada industri.
Setiap industri ingin menghasilkan produk yang mampu bersaing di
pasaran. Biaya yang dikeluarkan pada pembuatan produk diusahakan seminimal
mungkin. Kegiatan pemindahan bahan pada industri tertentu dapat mencapai 50%
hingga 70% dari biaya produksi. Pemindahan bahan yang baik akan mengurangi
waktu dan biaya produksi pembuatan produk sehingga meningkatkan keuntungan
perusahaan. Pengaturan tataletak lantai produksi meliputi pengaturan tataletak
fasilitas produksi seperti mesin-mesin, bahan-bahan, dan semua peralatan yang
digunakan dalam proses pada area yang tersedia. Perancangan tataletak fasilitas
memiliki peranan penting dalam menunjang kelancaran proses produksi
PT. Luckyndo merupakan jenis perusahaan manufaktur yang bergerak di
bidang pembuatan perabot dari logam. Jenis-jenis produk yang dihasilkan oleh
PT. Luckyndo yang adalah bangku tinggi, kursi putar, kursi lipat, kursi makan,
kursi susun, meja dan kursi belajar, kaki meja makan, ranjang besi, dan kaki
Mesin yang digunakan dalam proses produksi sebagian besar berupa mesin
mekanis, yakni mesin potong, mesin bor, mesin pon, dan mesin pembentuk
dudukan plat. Sedangkan mesin bending, oven, dan mesin las listrik merupakan
mesin semi otomatis.
Banyaknya jenis produk dan aliran proses produksi yang berbeda dari
setiap produk menyebabkan tingkat pemindahan bahan yang tinggi. Aliran
produksi yang tidak beraturan, jarak perpindahan bahan yang terlalu panjang
merupakan indikator kelemahan dari tataletak yang digunakan.
Kelemahan tataletak tersebut dapat ditinjau dari keadaan nyata lantai
produksi dimana komponen produk yang melalui stasiun kerja pengeboran lalu
menuju stasiun kerja pengelasan harus melalui stasiun perakitan dan stasiun
pengeponan (punching) terlebih dahulu yang menyebabkan kedua stasiun tersebut
terpisah sejauh 26,5 meter. Sedangkan antar stasiun kerja yang merupakan urutan
proses produksi seperti stasiun kerja pengecatan dan stasiun kerja penggabungan
kerangka terpisah sejauh 31,9 meter. Oleh karena itu, dalam melakukan
pemindahan bahan secara manual harus menempuh jarak yang panjang yang
mengakibatkan pemborosan waktu.
Jika masalah tataletak ini dibiarkan, maka lambat laun perusahaan akan
mengalami kesulitan dalam bersaing dengan perusahaan lain sejenis. Dalam
waktu yang sama, tetapi dengan proses produksi yang lebih lancar maka volume
produksi perusahaan akan meningkat, sementara dengan sistem pemindahan
bahan yang kurang sistematis dapat menganggu kelancaran proses produksi
untuk memperlancar proses produksi akan mempengaruhi volume produksi,
mengurangi biaya produksi, dan akhirnya dapat meningkatkan keuntungan
perusahaan. Selama ini pihak manajemen perusahaan belum pernah melakukan
evaluasi terhadap tataletak yang ada sekarang.
Dari permasalahan yang ada, perlu dilakukan análisa terhadap tataletak
fasilitas produksi dengan menghitung momen perpindahan dan dicari usulan
tataletak baru yang memiliki momen perpindahan yang lebih minimal. Seluruh
stasiun kerja yang ada di lantai produksi terdiri dari mesin dan peralatan yang
dapat dipindah dan tidak ada batasan dinding antar stasiun kerja. Hal ini
memungkinkan terjadinya pertukaran antar stasiun kerja untuk mendapatkan total
momen perpindahan yang optimal.
Metode yang digunakan untuk penyelesaian masalah tataletak ini adalah
metode grafik dan algoritma genetik. Dalam pengolahan dengan metode grafik,
yang ditinjau adalah aliran proses produksi dan perpindahan dari setiap komponen
produk. Oleh karena itu, tataletak yang dihasilkan menggambarkan kedekatan
antara stasiun kerja yang saling berhubungan sehingga jarak yang harus ditempuh
dalam melakukan pemindahan material menjadi lebih pendek. Sementara dengan
algoritma genetik, setiap stasiun kerja dipertukarkan posisinya dan dilihat total
momen perpindahannya. Dengan metode ini, setiap kromosom yang terdiri dari
susunan stasiun kerja melalui proses seleksi, pindah silang, mutasi, dan pelestarian
1.2. Rumusan Masalah 1.2.1. Identifikasi Masalah
Berdasarkan latar belakang permasalahan, maka yang menjadi identifikasi
masalah adalah:
1. Aliran produksi yang tidak beraturan.
2. Jarak perpindahan bahan yang panjang.
3. Susunan stasiun kerja yang kurang tepat yang ditandai dengan jarak yang jauh
antar stasiun kerja memiliki frekuensi perpindahan yang tinggi.
1.2.2. Perumusan Masalah
Berdasarkan identifikasi masalah, maka yang menjadi rumusan masalah
adalah tataletak pada lantai produksi yang digunakan oleh perusahaan masih
kurang baik sehingga perlu dilakukan penataan kembali tata letak fasilitas
produksi yang ada saat ini. Perlu dirancang suatu aliran bahan yang teratur dan
jarak pemindahan barang harus diperpendek.
Penelitian ini bertujuan untuk menjawab beberapa pertanyaan sebagai
berikut:
1. Berapakah momen perpindahan total dari tataletak yang ada di perusahaan
sekarang?
2. Bagaimanakah layout yang dapat memberikan perpindahan material yang
minimum?
3. Seberapa besar pengurangan jumlah momen perpindahan material yang
1.3. Tujuan Penelitian
Penelitian ini dilakukan dengan tujuan:
1. Menghitung momen perpindahan total dari tataletak yang ada di perusahaan
sekarang.
2. Merancang layout usulan yang dapat memberikan jarak pemindahan material
yang minimum dengan menggunakan metode grafik dan algoritma genetik.
3. Menghitung efisiensi dari alternatif layout usulan yang dihasilkan.
1.4. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah:
1. Menjadi bahan masukan bagi perusahaan di dalam melakukan pengaturan
ulang susunan stasiun kerja pada lantai produksi sehingga diperoleh jalur
lintasan terpendek dan jarak perpindahan material terkecil. Penelitian ini akan
menunjukkan jarak perpindahan material yang terjadi pada lantai pabrik
sekarang dan perbandingannya setelah dilakukan perubahan.
2. Meningkatkan keterampilan bagi penulis untuk dapat menyelesaikan
permasalahan yang berkaitan dengan analisis dan perencanaan tata letak
pabrik pada perusahaan.
1.5. Batasan dan Asumsi Permasalahan
Agar penelitian lebih fokus dan mendapatkan hasil yang tidak bias, maka
dilakukan pembatasan masalah, maka perlu dilakukan pembatasan masalah
1. Perancangan ulang hanya dilakukan pada lantai produksi di PT. Luckyndo.
2. Dalam acuan pembuatan tataletak baru digunakan momen perpindahan.
3. Bentuk dan sifat komponen yang diangkut tidak mempengaruhi kapasitas
pemindahan.
4. Metode yang digunakan untuk menghasilkan usulan layout terbaik adalah
metode grafik dan algoritma genetik.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah :
1. Tidak terjadi penambahan jenis produk baru yang selama penelitian
berlangsung.
2. Tidak ada penambahan mesin atau peralatan baru.
3. Proses produksi berlangsung secara normal dan tidak ada gangguan atau
perubahan urutan operasi yang mempengaruhi jalannya proses produksi.
4. Biaya perpindahan setiap komponen produk antar stasiun kerja per unit
adalah sama.
5. Frekuensi perpindahan material dari setiap stasiun kerja ke stasiun
penumpukan scrap dan cadangan BBM sedikit, maka stasiun ini tidak
diikutsertakan dalam rancangan.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah
sebagai berikut :
Bab ini berisi latar belakang masalah, perumusan masalah, tujuan dan
sasaran penelitian, ruang lingkup dan asumsi penelitian dan
sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini berisi sejarah dan gambaran umum perusahaan, organisasi
dan manajemen serta proses produksi.
BAB III LANDASAN TEORI
Bab ini berisi teori-teori yang digunakan dalam analisis pemecahan
masalah.
BAB IV METODOLOGI PENELITIAN
Bab ini berisi tahapan-tahapan penelitian mulai dari persiapan hingga
penyusunan laporan tugas akhir.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi data primer dan sekunder yang diperoleh dari penelitian
serta pengolahan data yang membantu dalam pemecahan masalah.
BAB VI ANALISIS PEMECAHAN MASALAH
Bab ini berisi analisis hasil pengolahan data dan pemecahan masalah.
BAB VII KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan yang didapat dari hasil pemecahan masalah
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Luckyndo berdiri dimulai pada tahun 1980 dan berlokasi di Amplas.
Pada tahun 1993, kepemilikan PT. Luckyndo berganti dan lokasi pabrik
dipindahkan ke Tembung. PT. Luckyndo didirikan oleh Bapak Harleem Halim
dan bergerak dalam bidang pembuatan perabot dari logam.
2.2. Ruang Lingkup Bidang Usaha
PT. Luckyndo memproduksi perabot dari bahan baku berupa besi.
Jenis-jenis produk yang dihasilkan oleh PT. Luckyndo yang di pasarkan adalah sebagai
berikut ini :
1. Bangku tinggi
Spesifikasi :
- Tidak ada sandaran
- Dudukan berupa jok kayu dengan ketebalan 2,5 cm dan diameter 40 cm
- Kaki kursi sebanyak 4 masing-masing dengan panjang 100 cm
- Alas kaki berbentuk lingkaran dengan diameter 50 cm
2. Kursi putar
Spesifikasi :
- Dudukan berupa bantalan yang dilapisi ram dengan diameter 40 cm dan
dapat berputar.
- Alas kaki berbentuk lingkaran dengan diameter 30 cm
3. Kursi lipat
Spesifikasi :
- Dapat dilipat
- Sandaran kursi berupa bantalan yang dilapisi ram dengan panjang 40x20
cm
- Dudukan berupa bantalan yang dilapisi ram dengan panjang 40x40 cm
4. Kursi makan
Spesifikasi :
- Desain lebih menarik
- Sandaran dibengkok dengan bagian atas yang menyempit hingga dudukan
kursi dan meluas hingga kaki kursi
- Dudukan berupa bantalan yang dilapisi ram dengan diameter 40 cm
5. Kursi susun
Spesifikasi :
- Dapat disusun ke atas antara satu kursi dengan kursi lainnya
- Sandaran berupa bantalan yang dilapisi ram dengan panjang 40 x 45 cm
- Dudukan berupa bantalan yang dilapisi ram dengan panjang 40 x 40 cm
6. Meja dan kursi belajar
Spesifikasi :
- Dudukan berupa jok kayu dengan panjang 30 x 30 cm
- Tidak mempunyai alas kaki
- Meja belajar mempunyai laci dan alas kaki
7. Kaki meja makan
8. Ranjang besi
9. Kaki dispenser
Standar mutu bahan/produk yang diterapkan PT. Luckyndo adalah suatu
sistem yang mana dapat mengendalikan produk ataupun bahan baku tidak
menjauhi spesifikasi standar yang telah ditetapkan oleh perusahaan. Standar mutu
sangat perlu untuk ditingkatkan dan dipertahankan guna menjaga standar kualitas
produk akhir. Standar yang diterapkan ini sangat mempengaruhi kualitas produk
yang ingin dipasarkan dan berani bersaing dengan perusahaan yang memproduksi
perabot dari logam. Berikut standar mutu pembuatan produk pada PT. Luckyndo.
- Pengecatan yang halus dan merata.
Semakin halus permukaan dari produk yang dihasilkan maka kualitas akan
semakin baik. Hal ini dilakukan dengan penyemprotkan cat powder kemudian
dipanaskan di dalam oven. Selama penyemprotan, dipastikan seluruh
permukaan terkena cat dengan merata.
- Kaki produk yang datar (tidak pincang).
Setiap pemotongan pipa besi dipastikan dalam ukuran yang tepat sehingga
setelah proses pengelasan selesai, kaki produk berada pada posisi datar,
demikian juga pada saat pemasangan tapak kaki. Produk akhir yang dihasilkan
- Bentuk dan spesifikasi produk
Bentuk dan spesifikasi yang sesuai dengan permintaan pelanggan adalah
bagian dari kualitas, oleh sebab itu pihak pabrik senantiasa mengadakan
kegiatan inspeksi di setiap prosesnya mulai dari masuknya bahan baku hingga
menjadi produk.
PT. Luckyndo berproduksi dengan sistem make to stock dimana produk
yang dibuat merupakan produk yang sering dipesan oleh pelanggan tetap. Jadi
apabila konsumen meminta jenis barang tersebut sudah tersedia langsung dibagian
produksi dan akan diminta pada bagian marketing perusahaan.
Disamping itu, PT. Luckyndo juga berproduksi berdasarkan pesanan dari
pelanggan (job order). Pelanggan memberikan desain dari produk yang ingin
dipesan, digambarkan sesuai dengan spesifikasinya dan dalam bentuk sketsa.
Pihak perusahaan akan membuat contoh produk yang diinginkan dan
memperlihatkan kepada pelanggan. Jika produk yang dihasilkan sudah sesuai
dengan pesanan pelanggan, maka perusahaan akan membuat produk tersebut.
2.3. Organisasi dan Manajemen
2.3.1. Struktur Organisasi PT. Luckyndo
Dalam melaksanakan kegiatannya, PT. Luckyndo menggunakan struktur
organisasi yang disusun sedemikian rupa sehingga jelas terlihat batas-batas tugas,
wewenang dan tanggung jawab dari setiap personil dalam organisasi. Dengan
demikian diharapkan adanya suatu kejelasan arah dan koordinasi untuk mencapai
perintah itu datang dan kepada siapa harus mempertanggungjawabkan hasil
pekerjaannya.
Struktur organisasi yang digunakan PT. Luckyndo adalah struktur
organisasi lini di mana wewenang dari pucuk pimpinan dilimpahkan kepada
satuan-satuan di bawahnya dalam bidang kerja tertentu. Pada level terakhir dari
struktur organisasi terlihat bahwa pembagian kerja sudah berdasarkan fungsinya
masing-masing. Struktur organisasi PT. Luckyndo dapat dilihat pada Gambar 2.1.
PIMPINAN
PIMPINAN PABRIK
FINANCE DAN STOK PRODUKSI
KEPALA PABRIK
MANDOR PEMASARAN
Gambar 2.1. Struktur Organisasi PT. Luckyndo
2.3.2. Uraian Tugas dan Tanggung Jawab
Puncak pimpinan perusahaan dipegang oleh seorang pimpinan dan dalam
memperlancar operasional harian, pimpinan pabrik dibantu oleh beberapa asisten
yang memegang bagian-bagian tertentu yaitu: manajer produksi, manajer
keuangan dan stok yang khusus memegang pabrik PT. Luckyndo. Adapun tugas,
wewenang, dan tanggung jawab masing-masing bagian organisasi sebagai berikut:
1. Pimpinan
a. Mengambil keputusan yang berhubungan dengan kegiatan operasional
perusahaan.
b. Merencanakan, menganalisa, mengevaluasi, dan menilai kegiatan-kegiatan
yang berlangsung pada perusahaan berdasarkan laporan manager dan
pengamatan langsung.
c. Merencanakan, mengorganisir, mengarahkan, serta mengawasi seluruh
kegiatan perusahaan sekaligus berwenang dalam hal pengambilan keputusan.
Tanggung Jawab:
a. Bertanggung jawab atas semua operasional perusahaan serta kontinuitas
kegiatan perusahaan.
b. Bertindak sebagai Top Management
Wewenang:
a. Memberikan keputusan yang berhubungan dengan kegiatan operasional
perusahaan.
b. Membina, mengarahkan, dan memberi perintah kepada General manager
2. Pimpinan Pabrik
Tugas:
a. Memimpin dan mengendalikan segala aktifitas yang terjadi di perusahaan.
b. Melakukan pengawasan dengan mengadakan pemeriksaan serta penilaian
seluruh kegiatan perusahaan.
Tanggung Jawab:
a. Bertanggung jawab kedalam dan keluar perusahaan dalam semua aspek yang
b. Bertanggung jawab pada pengadaan dana untuk kelancaran operasionalisasi
perusahaan.
Wewenang:
a. Membina, memberikan bimbingan, saran dan perintah pada manager
masing-masing bagian yang menyangkut pelaksanaan tugas masing-masing-masing-masing.
3. Bagian Produksi
Tugas:
a. Melakukan perencanaan proses produksi.
b. Mengkoordinir kegiatan produksi sesuai rencana produksi.
c. Mengatasi dan meminimilisasi setiap gangguan yang terjadi pada sistem
produksi.
d. Mengusahakan proses produksi yang lebih efesien dan efektif.
Tanggung Jawab:
a. Bertanggungjawab pada pimpinan pabrik atas kelancaran proses produksi dan
keselamatan kerja.
Wewenang:
a. Memberikan pengarahan pada kepala pabrik.
b. Memberikan penilaian prestasi kerja karyawan.
4. Bagian Pemasaran
Tugas:
a. Merencanakan, menyiapkan serta melaksanakan strategi-strategi pemasaran
b. Merencanakan, serta melaksanakan kiat-kiat pemasaran yang efektif dan
efisien guna mencapai target penjualan yang telah ditentukan.
c. Melakukan kegiatan analisa pasar untuk mendapatkan data tentang tingkat
kebutuhan konsumen dan tingkat persaingan sehingga dapat ditentukan
rencana volume penjualan kepada target pasar untuk kemajuan penjualan.
d. Mengelola keuangan perusahan yang meliputi biaya operasi, pemeliharaan dan
pembelian bahan-bahan yang dibutuhkan.
Tanggung jawab:
a. Bertanggung jawab atas seluruh kegiatan pemasaran perusahaan.
b. Bertanggung jawab atas peningkatan kuantitas penjualan melalui strategi-
strategi pemasaran.
Wewenang:
a. Memberikan prioritas dan kebijakan menyangkut bagian pemasaran.
5. Bagian Keuangan dan Stok
Tugas:
a. Melakukan pengendalian terhadap kegiatan pembelian bahan baku baik dari
segi kuantitas, kualitas dan administrasi.
b. Melakukan pengecekan terhadap persediaan bahan baku dan produk jadi.
c. Melakukan pembukuan kegiatan operasional perusahaan.
Tanggung jawab:
a. Bertanggung jawab kepada pimpinan pabrik atas tersedianya persediaan dan
pembukuan perusahaan.
a. Dapat menentukan sumber penerimaan bahan baku.
b. Dapat menolak bahan baku yang tidak sesuai dengan kategori yang ada.
6. Kepala Pabrik
Tugas:
a. Membawahi, mengawasi, membina dan meminta pertanggungjawaban dari
mandor yang ada di pabrik.
Tanggungjawab:
a. Bertanggungjawab pada manajer pemasaran, manajer produksi, dan manajer
keuangan dan stok.
7. Mandor
Tugas:
a. Mengatasi pekerjaan karyawan.
b. Melaporkan kerusakan yang terjadi pada kepala pabrik.
c. Melatih karyawan baru sesuai dengan bidangnya
Tanggungjawab:
a. Bertanggungjawab pada kepala pabrik untuk kelancaran bagian produksi.
Wewenang :
2.3.3. Tenaga Kerja dan Jam Kerja Perusahaan 2.3.3.1. Tenaga Kerja
Jumlah tenaga kerja yang dipekerjakan PT. Luckyndo sebanyak 21 orang
dengan sebaran tenaga kerja seperti yang ditunjukkan pada Tabel 2.1.
Tabel 2.1. Sebaran Tenaga Kerja Berdasarkan Jabatan
Jabatan Jumlah (orang)
Pimpinan Pabrik 1
Bagian Produksi 1
Bagian Keuangan dan Stok 1
Kepala pabrik 1
Mandor 2
Satpam 2
Karyawan Produksi 13
Jumlah 21
(Sumber: Bagian Umum PT. Luckyndo)
2.3.3.2. Jam Kerja
Agar perusahaan dapat berjalan dengan baik dalam melaksanakan tugas
guna mencapai tujuan, diperlukan waktu kerja yang baik. Jam kerja di perusahaan
adalah hari Senin sampai hari Sabtu dengan perincian:
1. Hari Senin - Jumat terdiri dari 7 jam kerja dan 1 jam istirahat setiap hari.
Pengaturan jam kerja karyawan setiap harinya adalah sebagai berikut:
a. Karyawan kantor (Staff).
Jam bekerja karyawan kantor mulai pukul 08.00 WIB s/d 17.00 WIB dengan
waktu istirahat pukul 12.00 WIB s/d 13.00 WIB, kecuali hari Jumat mulai
pukul 12.00 WIB s/d 13.30 WIB dan hari Sabtu jam kerja dimulai pukul 08.00
WIB s/d 15.00. Untuk hari Minggu dan hari libur nasional karyawan kantor
tidak bekerja.
b. Karyawan produksi
Jam bekerja karyawan produksi mulai pukul 08.00 WIB s/d 16.00 WIB
dengan waktu istirahat pukul 12.00 WIB s/d 13.00 WIB, kecuali hari Jumat
mulai pukul 12.00 WIB s/d 13.30 WIB dan hari Sabtu jam kerja dimulai pukul
08.00 WIB s/d 14.00. Untuk hari Minggu dan hari libur nasional karyawan
produksi tidak bekerja.
2.3.4. Sistem Pengupahan dan Fasilitas yang Digunakan 2.3.4.1.Sistem Pengupahan
Sistem pengupahan di perusahaan ini adalah sebagai berikut:
1. Karyawan Harian
Pembayaran upah untuk karyawan harian dilakukan tiap dua minggu sekali
dengan besar upah Rp. 35.000 perhari.
2. Karyawan bulanan
Untuk karyawan yang bekerja lembur, setiap jam akan dibayar upah 2 kali
upah per jam.
2.3.4.2.Insentif dan Fasilitas Tenaga Kerja
Insentif dan fasilitas yang diberikan PT. Luckyndo kepada karyawan
berupa :
a. THR (Tunjangan Hari Raya) setiap tahun tergantung performansi kerja dan
lama kerja karyawan.
b. Poliklinik untuk perawatan kesehatan di pabrik.
c. Fasilitas kerja
Untuk menunjang kelancaran tugasnya perusahaan juga menyediakan
peralatan-peralatan yang dibutuhkan oleh karyawan untuk meningkatkan
keselamatan kerja seperti kaca mata, penutup mulut, helm, sepatu pengaman
dan sebagainya.
d. Adanya jaminan sosial tenaga kerja
Perusahaan memberikan asuransi keselamatan kerja untuk melindungi
karyawan dari hal-hal yang tidak diinginkan.
e. Pemberian alat-alat keselamatan kerja (sepatu, pakaian dan sarung tangan).
2.4. Proses Produksi
2.4.1. Bahan yang Digunakan 2.4.1.1.Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk
dan memiliki persentase yang besar dalam produk dibandingkan bahan-bahan
lainnya. Bahan baku yang digunakan adalah:
1. Pipa besi merupakan bahan baku utama yang digunakan dalam proses
produksi. Jenis pipa besi yang digunakan berupa pipa bulat dengan diameter
19,1 mm, 22,2 mm, 31,8 mm, dan 48,3 mm.
2. Plat merupakan bahan yang digunakan dalam pembuatan kupingan, sandaran
dan dudukan pada kursi.
3. Busa berfungsi sebagai bantalan kursi. Ketebalan busa yang digunakan
dimulai dari 1 cm, 2 cm, dan 4 cm.
4. Kulit sebagai pelapis busa pada bantalan kursi. Busa yang sudah dibentuk
dihekter bersama ram dan kulit.
5. Baut berfungsi untuk menghubungkan bantalan dengan kursi.
6. Ram berfungsi sebagai alas bantalan kursi yang akan digabung bersama kulit
dan busa untuk dijadikan bantalan.
7. Paku klem berfungsi menghubungkan sandaran dan dudukan pada kursi lipat.
Paku klem yang digunakan berukuran kecil , sedang, dan besar.
8. Tapak kaki berfungsi sebagai alas kaki pada pada kursi. Tapak kaki dapat
berupa tapak bulat besar, tapak bulat kecil, tapak cagak, tapak colok, tapak
9. Cat powder berfungsi untuk melindungi lapisan besi dari oksidasi dan
memberikan warna kepada produk akhir yang dihasilkan.
2.4.1.2. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan untuk mempermudah
proses dan meningkatkan kualitas dari produk yang dihasilkan. Bahan tambahan
yang ditambahkan kepada produk sehingga menghasilkan suatu produk akhir yang
siap untuk dipasarkan, dapat berupa kemasan ataupun aksesoris.
Adapun bahan tambahan yang digunakan dalam proses produksi adalah:
- Kotak kemasan berfungsi untuk melindungi produk dari gesekan saat
pengiriman.
- Tali plastik berfungsi untuk mengikat produk untuk kemudahan pengiriman.
- Selotip berfungsi merekatkan kotak.
2.4.1.3.Bahan Penolong
Bahan penolong adalah bahan yang secara tidak langsung mempengaruhi
kualitas dan fungsi produk, baik itu dikenakan langsung maupun tidak
langsung terhadap bahan baku dalam suatu proses produksi. Adapun bahan
penolong yang digunakan beserta fungsinya adalah:
- Borak merupakan serbuk yang dicampur dengan kuningan untuk menutupi
pengelasan yang tidak sempurna.
- Air untuk mencuci produk hasil pengelasan.
- Kertas pasir untuk menghaluskan permukaan plat.
2.4.2. Uraian Proses Produksi
Secara umum, proses produksi yang digunakan di PT. Luckyndo dibagi
atas pemotongan pipa, pemotongan plat, pembengkokan, pengeboran pipa,
pengeponan plat, pengeringan, perendaman, pengelasan, perakitan, pengeringan,
pembentukan bantalan kursi dan penggabungan kerangka dengan bantalan.
Berikut akan dijelaskan uraian masing-masing proses:
1. Pemotongan pipa
Pada proses ini, pipa besi dipotong sesuai dengan ukuran yang diinginkan.
Pemotongan dilakukan per komponen dimana komponen sandaran kursi
dipotong terlebih dahulu hingga mencapai jumlah tertentu disusul komponen
alas kaki.
2. Pemotongan plat
Pada proses ini, plat diukur di meja kerja kemudian dipotong sesuai dengan
ukuran yang diinginkan. Plat yang sudah dipotong diukur dengan jangka
sorong dan meteran. Bila ukuran yang diinginkan sudah tepat maka proses
pemotongan plat dilanjutkan.
3. Pembentukan dudukan plat kursi lipat
Pada proses ini, plat tipis yang sudah dipotong dimasukkan ke dalam mesin
pembentukan dudukan plat. Hasil keluaran berupa pipa berbentuk U yang
kemudian diangkut ke stasiun pembengkokan untuk dibengkok lalu diangkut
4. Pembengkokan
Pada proses ini, pipa besi yang sudah dipotong dibengkokkan dengan
menggunakan mesin bengkok. Untuk lekukan yang tidak terlalu lekuk
digunakan mesin bengkok manual, sementara yang lainnya menggunakan
mesin bengkok semi otomatis. Pada stasiun ini diperiksa apakah produk yang
dibengkok sudah simetris atau tidak. Pemeriksaan dilakukan dengan
mencocokan bengkokan pipa dengan mal (cetakan) yang ada. Setelah
bentuknya simetris, pipa akan memasuki stasiun pengeboran.
5. Pengeboran pipa
Pada proses ini, pipa besi yang sudah dibengkok akan dibuat lubang agar
dapat dilakukan proses penggabungan antar komponen. Pengeboran pipa pada
komponen sandaran dilakukan pada pertengahan pipa sebanyak 2 lubang.
Kemudian komponen kaki yang sudah dipon juga dibor di bagian ujung pipa
sebanyak 2 lubang.
6. Pengeponan plat
Plat yang sudah dipotong dibuat polanya di stasiun ini. Langkah selanjutnya
adalah pemberian lubang pada plat yang sudah terbentuk. Tujuan pengeponan
adalah memberikan lubang pada dudukan kursi untuk proses perakitan.
7. Pengelasan
Penggabungan antar komponen dilakukan dengan proses pengelasan. Pada
stasiun ini, komponen yang akan dilas cukup dimasukkan ke dalam mal
(cetakan) dan dilas. Setelah pengelasan dilakukan, produk setengah jadi
8. Perakitan
Pada proses ini terjadi proses perakitan dengan paku klem antara alas kaki,
sandaran, dan dudukan kursi. Paku klem dimasukan ke lubang dan dirakit
secara manual dengan palu.
9. Perendaman
Bahan yang sudah dilas direndam dalam HCl selama 5 menit. Setelah itu,
produk dipindahkan ke bak air untuk perendaman berikutnya selama 5 menit.
Fungsi perendaman adalah untuk melepaskan karatan yang ada pada bahan.
10. Pengecatan
Setelah proses perendaman selesai, produk diangkut menuju stasiun
pengecatan. Pada stasiun ini digunakan oven dimana bahan yang akan
dikeringkan digantung pada mesin tersebut. Pengeringan pertama berfungsi
untuk menguapkan air cucian. Setelah proses pengeringan selesai, produk
dilap secara manual dengan busa. Kemudian produk digantung lagi untuk
pengecatan. Pada proses pengeringan kedua ini, cat powder disemprotkan ke
bahan secara merata. Kemudian dilanjutkan dengan pemanasan kedua.
Setelah pengecatan selesai, bahan dibawa ke stasiun berikutnya.
11. Pembentukan bantalan kursi
Pada proses ini, busa dan kulit dipotong sesuai dengan ukuran yang
diinginkan. Kemudian busa dan kulit digabungkan dengan ram kayu dan
12. Penggabungan kerangka dan bantalan
Pada proses ini, kerangka dan bantalan kemudian diberikan baut pengikat.
Setelah proses penggabungan selesai, produk akhir siap diangkut ke gudang
produk jadi.
Proses produksi secara keseluruhan dapat dilihat pada Flow Process Chart
di Lampiran.
2.5. Mesin dan Peralatan
Adapun Mesin dan peralatan yang digunakan untuk kelancaran proses
produksi di lantai produksi pada PT. Luckyndo adalah sebagai berikut:
2.5.1. Mesin
Mesin yang digunakan pada proses produksi adalah:
1. Mesin potong
Gambar 2.2. Mesin Potong
Merek : Fujiyama
Tipe : CO9214
Fungsi : memotong pipa besi.
Daya : 2000 W
Berat : 17 kg
Diameter batu gerinda : 355 mm
Jumlah :2 buah
[image:50.595.242.401.196.316.2]2. Mesin potong plat (guillotine shearing)
Gambar 2.3. Mesin Potong Plat
Fungsi : memotong plat besi
Tebal maksimum : 3 mm
Lebar maksimum : 1200 mm
Jumlah : 1 buah
3. Mesin las listrik
Gambar 2.4. Mesin Las Listrik
Merek : Safmig
Tipe : 321C
Dimensi : 690x510x800 mm
Berat : 107 kg
Jumlah : 8 buah
4. Mesin pon
Gambar 2.5. Mesin Pon
Merek : Power Brand
Tipe : J23-10B
Fungsi : untuk mencetak pola dan melubangi plat
Tekanan nominal : 160 kN
Ukuran meja kerja : 410 mmx260 mm
Jumlah : 12 buah
5. Mesin bending
Merek : Jan Far
Tipe : JF-450 L
Fungsi : untuk membengkokkan pipa besi
Tekanan Maksimum : 21 T
Tegangan Maskimum : 415 mm
Lama pembengkokkan : 4-5 detik
Sudut : 0-2000
Berat : 250 kg
Jumlah : 5 buah
6. Mesin Bor
Gambar 2.7. Mesin Bor
Merek : Rong Fu
Tipe :RF-30
Fungsi : untuk melubangi pipa besi yang telah dipotong
Tegangan : 380 volt
Berat : 300 kg
Kecepatan : 150-2100 rpm
Kedalaman pemakanan : 150 mm
Jumlah : 7 buah
7. Oven
Gambar 2.8. Oven
Fungsi : mengeringkan produk hasil perendaman dan
pengecatan.
Kapasitas : 40 kursi
Temperatur maksimum : 400oC
Jumlah : 1 buah
[image:53.595.238.402.166.364.2]8. Mesin dudukan plat kursi lipat
Gambar 2.9. Mesin Dudukan Plat
Fungsi : untuk membuat plat tipis menjadi berbentuk U.
Jumlah : 2 buah
9. Mesin Bor tangan
Gambar 2.10. Mesin Bor Tangan
Merek : Bosch
Fungsi : untuk memasukkan baut pada plat
Berat : 1,2 kg
Daya : 550 W
Kecepatan : 1600 rpm
Jumlah : 2 buah
10.Mesin Gerinda tangan
Gambar 2.11. Mesin Gerinda Tangan Fungsi : untuk menghaluskan permukaan besi
Berat : 1,8 kg
Diameter batu gerinda : 125 mm
Kecepatan : 5500 rpm
2.5.2. Peralatan
Peralatan yang terdapat pada PT. Luckyndo adalah ssebagai berikut :
1. Bak Penampungan
Fungsi : sebagai tempat penampungan HCl dan air untuk
proses perendaman bahan hasil pengelasan
Ukuran bak air : 2,5 m x 2 m x 1 m
Bahan : semen
Jumlah : 1 buah
Ukuran HCl : 4 m x 1,5 m
Bahan : semen
Jumlah : 1 buah
2. Meja kerja
Fungsi : Sebagai tempat pengeringan manual produk hasil
pengeringan pertama.
Ukuran meja kerja : 3 m x 1,5 m x 1 m
Bahan : kayu
Jumlah : 1 buah
3. Meja bantalan
Fungsi : Sebagai tempat pembentukan bantalan kursi
Ukuran meja kerja : 3 m x 1,5 m x 1 m
Bahan : kayu
4. Meja plat
Fungsi : Sebagai tempat pengukuran plat yang akan
dipotong
Ukuran meja kerja : 3 m x 1,5 m x 1 m
Bahan : kayu
Jumlah :1 buah
5. Alat penyangga
Fungsi : Sebagai tempat penyangga kerangka kursi yang
dirakit dengan paku klem
Ukuran : 1 m x 1 m x 1 m
Bahan : besi
Jumlah : 2 buah
6. Hekter tembak
Fungsi : Untuk menggabungkan atau menghekter bantalan
kursi dengan kulit dan ram
Jumlah : 2 buah
7. Alat pres
Fungsi : sebagai tempat pengepresan busa dan kulit dengan
ram
kayu saat digabung
Jumlah meja : 1 buah
Ukuran meja : 0,5 m x 0,5 m x 1 m
Jumlah alat pres : 4 buah
8. Jangka sorong
Fungsi : mengukur lebar plat
Jumlah : 2 buah
9. Meteran
Fungsi : mengukur panjang pipa yang dipotong
Jumlah : 2 buah
10. Palu
Fungsi : untuk memaku paku klem
Jumlah : 4 buah
11. Pisau
Fungsi : memotong kulit
Jumlah : 1 buah
12. Gunting
Fungsi : menggunting kulit
Jumlah : 1 buah
13. Rak
Fungsi : menampung pipa besi
Ukuran : 1m x 0,4m x 1,5 m
2.5.3. Tataletak Pabrik
PT. Luckyndo memiliki tipe process layout dimana mesin-mesin yang
sejenis dikelompokkan pada stasiun kerja yang sama. Jenis mesin yang digunakan
merupakan mesin yang berfungsi untuk umum dan produk yang dikerjakan juga
dalam berbagai model. Pengelompokkan mesin didasarkan pada fungsi mesin
sehingga stasiun kerja pada lantai produksi terbagi atas beberapa stasiun kerja
yaitu stasiun kerja pemotongan pipa, stasiun kerja pembengkokkan, stasiun kerja
pengeboran, stasiun kerja pembentukan bantalan kursi, stasiun kerja pemotongan
plat, stasiun kerja pengecatan, stasiun kerja pengeponan, stasiun kerja
penggabungan bantalan dengan kerangka kursi, stasiun kerja pengelasan, stasiun
kerja pembentukan dudukan plat kursi lipat, stasiun kerja perakitan, dan stasiun
kerja perendaman. Jarak antar mesin yang satu dengan yang lain diatur dengan
memperhatikan penumpukan bahan setengah jadi yang akan diproses. Tataletak
yang ada saat ini sudah memperhatikan keterkaitan kegiatan terencana. Akan
tetapi, masih ada beberapa susunan mesin yang belum memperhatikan aliran
bahan.
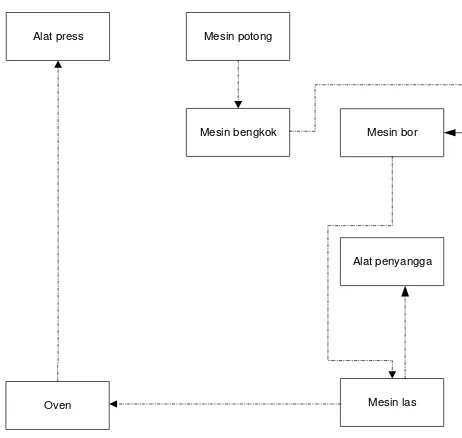
Proses produksi yang digunakan di PT. Luckyndo melalui beberapa mesin
yaitu mesin potong pipa, mesin potong plat, mesin bengkok, mesin bor, mesin
pon, mesin las listrik, oven, dan mesin pembentukan dudukan plat. Aliran bahan
Mesin potong
Mesin bengkok Mesin bor
Mesin las Alat penyangga
[image:59.595.191.422.108.327.2]Oven Alat press
Gambar 2.12. Aliran Bahan antar Mesin
Dari mesin potong hingga mesin las aliran berbentuk garis lurus. Akan
tetapi terjadi overlapping pada alat penyangga, dimana bahan yang selesai
diproses di mesin bor langsung ke mesin las, baru menuju ke alat penyangga.
Aliran bahan dari mesin bengkok ke mesin bor melalui lintasan yang memutar.
Dari alat penyangga ke oven dan alat press, alirannya berbentuk huruf U.
Tataletak lantai produksi PT. Luckyndo dapat dilihat pada Lampiran.
2.5.4. Utilitas
Utilitas merupakan fasilitas penunjang untuk kelancaran melakukan proses
produksi pada lantai produksi. Adapun fasilitas penunjang yang digunakan pada
PT. Luckyndo adalah sebagai berikut :
a. Listrik
Pada PT. Luckyndo tenaga listrik bersumber dari PLN dan generator
sumber utama yang digunakan dalam kegiatan proses produksi, penerangan
area kerja dan kantor dengan kapasitas terpasang 865 KVA, 380 Volt.
Sedangkan tenaga listrik yang dibangkitkan oleh generator berfungsi untuk
cadangan jika listrik dari PLN mengalami gangguan atau pemutusan secara
tiba-tiba. Mesin generator yang dimiliki perusahaan berjumlah 1 unit dengan
kapasitas 125 KVA, 380 Volt.
b. Air
Pada PT Luckyndo, air yang digunakan adalah air bersih disediakan dari
sumur bor, dimana pompa air untuk mensupplai air dari dalam tanah dan
ditampung ke dalam bak penampungan yang disediakan pada masing-masing
stasiun kerja yang diperlukan untuk kelancaran proses produksi, air ini juga
digunakan oleh operator.
2.5.5. Safety and Fire Protection
Untuk keamanan dan keselamatan para pekerja PT. Luckyndo, perusahaan
juga menyediakan berbagi alat pelindung guna untuk mengatasi kecelakaan kerja
pada lantai produksi. Adapun alat pelindung tersebut diantaranya :
1. Kacamata kerja dan sarung tangan untuk operator bagian pemotongan guna
untuk mencegah terjadinya kecelakaan kerja pada operator.
2. Penutup muka untuk operator bagian pengelasan guna untuk mencegah
Kedua hal ini diberikan perusahaan kepada pekerja supaya tidak terjadi
kecelakaan kerja pada operator saat proses produksi berlangsung di lantai
produksi. Hal ini menjamin keselamatan secara individual bagi pekerja.
Akan tetapi, PT. Luckyndo belum menyediakan program pelatihan
keselamatan operator yang bertujuan untuk memberikan bimbingan dan arahan
pada operator mengenai keselamatan dan resiko kecelakaan kerja.
Di samping itu juga, adanya fire protection disediakan berupa tabung
pemadam api (fire extinguisher) untuk mencegah terjadinya kebakaran pada
setiap stasiun kerja. Fire esxtinguisher ini merupakan langkah awal untuk
mencegah kebakaran yang terjadi.
2.5.6. Pengolahan Limbah
Pengolahan limbah pada PT. Luckyndo dapat dimanfaatkan untuk proses
produksi berikutnya. Hampir pada setiap stasiun kerja menghasilkan limbah
berupa scrap yang akan dijual kepada perusahaan lain untuk dilebur. Sementara
pada stasiun pembentukan bantalan kursi, limbahnya berupa sisa busa, kulit, dan
plastik hasil potongan. Limbah tersebut kemudian dijual ke pihak lain untuk
BAB III
LANDASAN TEORI
3.1. Kerangka Teori
3.1.1. Defenisi Tataletak Fasilitas 1
1
Hari Purnomo, Perencanaan dan Perancangan Fasilitas (Yogyakarta: Graha Ilmu, 2004), hal 117-118
Definisi tataletak secara umum ditinjau dari sudut pandang produksi
adalah susunan fasilitas-fasilitas produksi untuk memperoleh efisiensi pada suatu
produksi. Perancangan tataletak meliputi pengaturan tataletak fasilitas-fasilitas
operasi dengan memanfaatkan area yang tersedia untuk penempatan mesin-mesin,
bahan-bahan, perlengkapan untuk operasi, personalia, dan semua peralatan serta
fasilitas yang digunakan dalam proses produksi. Perancangan tataletak juga harus
menjamin kelancaran aliran bahan-bahan, penyimpanan bahan, baik bahan baku,
bahan setengah jadi, maupun produk-produk jadi.
Tataletak fasilitas yang dirancang dengan baik pada umumnya akan
memberi kontribusi yang positif dalam optimalisasi proses operasi perusahaan dan
pada akhirnya akan menjaga kelangsungan hidup perusahaan serta keberhasilan
perusahaan. Perancangan sistem fasilitas, perancangan tataletak, dan perancangan
material handling pada dasarnya mempunyai kaitan yang tidak dapat dipisahkan.
Pada dasarnya tujuan perancangan tataletak adalah optimasi pengaturan
fasilitas-fasilitas operasi sehingga nilai yang diciptakan oleh sistem produksi akan
3.1.2. Tujuan Tataletak Pabrik2
Untuk mendapatkan gabungan interrelasi yang baik dan efektif antara
pekerja, peralatan dan bahan-bahan maka perlu diterapkan sasaran tataletak pabrik
seperti diuraikan sebagai berikut:
1. Memperlancar proses pengolahan
Untuk mendapatkan ini harus diperhatikan faktor-faktor berikut:
a. Susunan mesin-mesin dan peralatan
b.Mengurangi delay pada proses produksi
c. Merencanakan kegiatan perawatan
2. Menyederhanakan alat pemindahan bahan (material handling). Susunan
tataletak pabrik yang baik harus direncanakan sedemikian rupa sampai batas
minimum. Didalam pemindahan harus diusahakan agar gerakan bahan selalu
menuju daerah pengiriman.
3. Menjaga fleksibilitas susunan peralatan yang digunakan. Tataletak pabrik
yang baik akan dapat dengan mudah diubah-ubah sesuai dengan keperluan dan
biaya sekecil mungkin.
4. Menghindari terjadinya turn over yang tinggi pada work in process. Efisiensi
operasi yang besar akan diperoleh apabila waktu yang diperlukan selama
pengolahan dapat dipersingkat. Hal ini berarti menghindarkan terjadinya
waktu menunggu. Waktu menunggu ini dapat dikurangi dan juga
keseimbangan antara mesin-mesin dan operator.
2
5. Mengurangi investasi peralatan melalui pengaturan yang tepat antara
mesin-mesin dan peralatan dengan bagian-bagian yang memerlukannya.
6. Pemakaian luas lantai yang ekonomis.
Tataletak yang tepat dicirikan oleh jarak yang mínimum antar mesin, setelah
keleluasaan yang diperlukan bagi gerakan orang dan barang ditentukan.
Dengan perhitungan yang tepat tentang jarak antar mesin sehubungan dengan
berbagai faktor, banyak luas lantai yang dapat dihemat.
7. Memelihara pemakaian tenaga kerja seefektif mungkin. Tataletak pabrik yang
tidak baik akan memboroskan sejumlah tenaga kerja yang ada dan sebaliknya
tataletak yang baik akan meningkatkan efektivitas kerja yang ada. Beberapa
usaha yang dapat dilakukan:
a. Mengurangi pemindahan bahan-bahan yang dilakukan secara manual
sampai seminimal mungkin.
b. Mengurangi faktor-faktor yang mengakibatkan buruh banyak
berjalan-jalan di pabrik.
c. Membuat keselarasan antara mesin-mesin sehingga baik mesin maupun
operator tidak mengganggur.
d. Memberikan pengawasan yang seefektif mungkin terhadap
pekerja-pekerja secara teoritis, dimana pengawasan akan berada di tengah grup
pekerja, dengan demikian dapat mengadakan kontak dengan pekerja.
8. Menciptakan suasana kerja yang menyenangkan dan menjamin keselamatan
karyawan selama bekerja. Untuk mencapai hal ini perlu diperhatikan
keselamatan kerja, peralatan-peralatan yang menimbulkan kebisingan apabila
mungkin hendaknya diisolasikan pada ruangan tertutup.
3.1.3. Arti Penting Perencanaan Fasilitas3
Perencanaan fasilitas sangat berarti pula dalam manajemen fasilitas. Jika
suatu organisasi secara kontinu memperbaiki operasi produksinya ke arah yang
lebih efektif dan efisien, maka harus selalu mengadakan relayout dan menyusun
kegiatan yang sedang berjalan. Karena fakta menunjukkan bahwa perubahan yang
sangat cepat di bidang teknologi produksi dan peralatan, memaksa manajemen
untuk selalu mengadakan reevaluasi dan pengenalan terhadap sistem, personal dan Perencanaan fasilitas mempunyai pengaruh yang sangat besar di dalam
proses operasi perusahaan. Pengaruh yang paling besar adalah pada sistem dan
peralatan pemindahan bahan.
Pada proses produksi suatu industri manufaktur, untuk mengubah bahan
baku menjadi barang jadi, akan memerlukan aktivitas perpindahan dari suatu
tempat ke tempat lainnya, dari satu proses ke proses lainnya. Aktivitas
perpindahan meliputi perpindahan bahan, personal/pekerja ataupun
peralatan/mesin produksi, dalam hal ini perpindahan bahan yang paling sering
dilakukan. Biaya proses pemindahan bahan ini pada beberapa kasus bisa mencapai
70% dari total biaya produksi. Diperkirakan 15% sampai 70% dari total biaya
operasi dalam proses produksi digunakan untuk pemindahan bahan. Untuk
mengurangi biaya pemindahan bahan perencanaan fasilitas sangat besar artinya.
3
peralatan yang ada. Mesin-mesin baru yang lebih menjamin peningkatan produk
tivitas dan proses penangannya, mau tidak mau membuat mesin dan metode yang
sudah ada menjadi usang. Untuk itu diperlukan perencanaan ulang fasilitas dengan
melakukan pengurangan atau mengeliminir kegiatan-kegiatan dan
peralatan-peralatan yang tidak perlu yang sudah tidak efektif lagi.
Seperti dikemukakan di atas, bahwa perubahan sangat cepat terjadi di
bidang teknologi produksi dan peralatan. Hal ini menjadi kendala utama dalam
proses perencanaan fasilitas. Sistem dan peralatan pemindahan bahan yang telah
ditetapkan, dan tata letak yang telah dirancang sedemikian rupa, kadang-kadang
harus dilakukan perbaikan, perubahan, bahkan yang lebih parah lagi harus
dilakukan penggantian untuk semua sistem dan peralatannya. Perencanaan
fasilitas yang baik harus memberi kemungkinan yang besar bahwa fasilitas yang
dirancang dapat menyesuaikan dengan kebutuhan di masa mendatang.
Menurut Hari Purnomo dan Sri Kusumadewi (2008) bahwa, pengaturan
fasilitas pabrik memegang peranan penting dalam kelancaran proses produksi,
sehingga akan tercapai suatu aliran kerja yang teratur, aman, dan nyaman.
Keberhasilan perusahaan secara profit salah satunya merupakan refleksi langsung
dari kelancaran proses produksi dan pemindahan bahan yang ditangani secara
3.1.4. Material Handling4
Masalah utama dalam produksi ditinjau dari segi kegiatan/proses produksi
adalah bergeraknya material dari satu tingkat ke tingkat proses produksi
berikutnya. Untuk memungkinkan proses produksi dapat berjalan dibutuhkan
adanya kegiatan pemindahan material yang disebut material handling. Material
handling merupakan penanganan material dalam jumlah yang tepat dari material
yang sesuai dalam kondisi yang baik pada tempat yang cocok, pada waktu yang
tepat dalam posisi yang benar, dalam urutan yang sesuai dan biaya yang murah
dengan menggunakan metode yang benar.Perencanaan material handling penting
sekali dipelajari karena kenyataan yang ada menunjukkan bahwa biaya material
handling menyerap sebagian biaya produksi.
Tujuan utama dari perencanaan material handling adalah sebagai berikut:
a. Menjaga atau mengembangkan kualitas produk, mengurangi kerusakan, dan
memberikan perlindungan terhadap material.
b. Meningkatkan keamanan dan mengemba