BERDASARKAN MINIMASI ONGKOS MATERIALHANDLING (OMH) DI PT NUSANTARA TURBIN DAN PROPULSI BANDUNG
Saepul Bahri NIM. 10311022
PT Nusantara Turbin dan Prolulsi (NTP) selaku perusahaan yang bergerak dalam bisnis rekayasa, perawatan, perbaikan dan overhaul dalam bidang turbin dan
rotating equipment dalam hal ini mesin pesawat terbang dan turbin gas industri.
Dalam pengaturan perancangan tata letak lantai produksi faktor jarak pengangkutan material antar departemen bisa mempengaruhi besar kecilnya ongkos material
handling yang terjadi.
Untuk meminimasi ongkos materialhandling dengan menghilangkaan transportasi tidaklah mungkin bisa dilakukan, maka caranya adalah dengan melakukan hand off, yaitu menekan jumlah ongkos yang digunakan untuk biaya transportasi. Dimana menekan ongkos material handling dapat dilakukan dengan cara menghapus langkah transportasi yang tidak perlu ataupun dengan meminimasi jarak antar departemen.
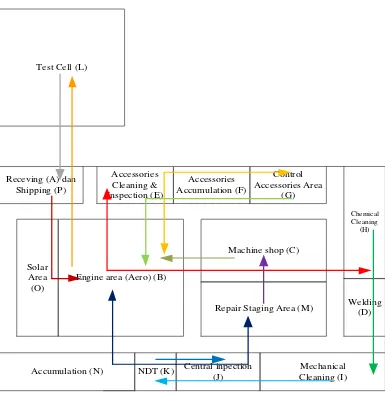
Dari pengolahan data yang dilakukan dengan meminimasi jarak antar depertemen yang berhubungan didapatkan penurunan nilai ongkos material handling. Perubahan yang terjadi di lantai produksi dimana shipping dipindahkan berdekatan dengan test cell, control accessories area dipindahkan diantara accessories
cleaning & inspection dan accessories accumulation, dan chemical cleaning
dipindahkan mendekati mechanical cleaning sehingga perubahan ini dapat meminimasi jarak angkut material di beberapa departemen.
Dengan melihat hasil pengolahan data dan analisis dapat diketahui bahwa dengan mengurangi jarak pengakutan bisa meminimasi ongkos material handling yang terjadi. Dimana bisa mengurangi biaya operasional perusahaan dalam satu kali perbaikan engine CT7.
1.1. Latar Belakang Masalah
Sejak pendirian awal dengan nama UMC (Universal Maintenance Center) salah
satu divisi PT IPTN dahulu, sekarang PT Dirgantara Indonesia pada 23 Agustus
1986, NTP memang telah diproyeksikan sebagai bisnis rekayasa, perawatan,
perbaikan dan overhaul dalam bidang turbin dan rotating equipment. Baru pada 23
Juni 1998, UMC berubah nama menjadi PT Nusatara Turbin dan Propulsi (NTP)
sebagai anak perusahaan PT Dirgantara Indonesia.
PT NTP berkantor pusat di sekitar Bandara Husein Sastranegara, Bandung, Jawa
Barat-Indonesia. Guna memenuhi kebutuhkan pelanggan, PT NTP memiliki dua
unit usaha strategis yang diupayakan agar tetap mampu menjaga kepuasan
pelanggan. Kedua unit usaha strategis tersebut adalah SBU Aero Engine Services
dan SBU IndustrialTurbineServices (unit usaha strategi ini fokus pada manufaktur,
layanan perawatan, perbaikan dan overhaul mesin pesawat terbang dan turbin gas
industri).
Material handling merupakan suatu jenis transportasi atau pengangkutan yang
dilakukan dalam perusahaan industri, dimana memindahkan bahan baku, barang
setengah jadi, atau barang jadi dari satu mesin ke mesin atau dari satu departemen
ke departemen lainya yang sudah ditetapkan dalam proses produksi. Pemindahan
material dalam hal ini adalah bagaimana cara yang terbaik untuk memindahkan
material dari suatu tempat proses produksi ketempat proses produksi yang lain.
Secara garis besar material handling adalah memindahkan bahan dari mobil
pengangkut ke gudang bahan mentah, kemudian dipindahkan ke bagian operasi
pertama, dan selanjutnya ke tempat operasi yang lain, dan akhirnya menuju gudang
Dalam melakukan perancangan tata letak fasilitas, aktivitas dalam pemindahan
bahan material merupakan salah satu faktor yang penting untuk diperhatikan dan
diperhitungkan. Kegiatan pemindahaan material tersebut dapat ditentukan dengan
terlebih dahulu memperhatikan proses aliran bahan yang terjadi, menekan jumlah
ongkos transportasi, dan meminimasi jarak sehingga mendapatkan ongkos material
handling terkecil (Panduan Praktikum Tata Letak Fasilitas, 2014: 36).
Dari pengamatan awal yang dilakukan di lantai produksi PT Nusantara Turbin dan
Propulsi, adanya beberapa kekurangan di lantai produksi yaitu berupa pengaturan
tata letak fasilitas pada departeman yang belum sesuai, karena belum
memperhitungkan kedekatan antar departeman. Hal ini terlihat pada departeman
final assembling dan engine test yang ditempatkan berjauhan padahal langkah
proses operasi tersebut berurutan, adanya sebagian part dan material yang di
simpan di pinggir jalur transportasi dan hal ini dapat menghambat gerak alat angkut.
Oleh karena itu perlu adanya pertimbangan - pertimbangan bagaimana membuat
atau merubah tata letak fasilitas yang lebih efisien seperti memperpendek jarak
antar departemantanpa mengabaikan faktor kenyaman dan keamanan pekerja.
Dilatarbelakangi oleh permasalahan diatas, dalam penelitian ini, peneliti
mengambil judul “Usulan Perancangan Tata Letak Lantai Produksi Berdasarkan Minimasi Ongkos Material Handling (OMH) Di PT Nusantara Turbin dan Propulsi Bandung”
1.2. Identifikasi Masalah
Permasalahan yang dapat di identifikasi pada penelitian ini adalah sebagai berikut:
1. Berapakah ongkos material handling yang terjadi pada luas lantai produksi?
2. Bagaimana evaluasi yang akan dilakukan terhadap hasil ongkos material
handling?
3. Berapakah minimasi ongkos material handling yang terjadi pada luas lantai
1.3. Tujuan Penelitian
Tujuan dari penelitian ini adalah sebagai berikut:
1. Menghitung ongkos material handling yang terjadi pada luas lantai produksi.
2. Melakukan evaluasi terhadap perhitungan ongkos material handling.
3. Merancang tata letak lantai produksi berdasarkan minimasi ongkos material
handling.
1.4. Pembatasan Masalah
Dari penjelasan diatas untuk memperkuat pembahasan tema tugas akhir ini, maka
peneliti membatasi masalah agar lebih terarah dan sesuai dengan yang diharapkan.
Adapun batasan masalahnya adalah sebagai berikut:
1. Ruang lingkup pengambilan data hanya pada pekerjaan engine CT7.
2. Pekerjaan engine di tiap departemen digambarkan secara garis besarnya saja.
3. Dimensi dan luas departemen tidak berubah untuk layout usulan.
4. Alat angkut yang ada digunakan untuk mengatasi semua aktivitas.
5. Nilai sisa alat angkut untuk perhitungan depresiasi alat angkut adalah Rp. 0.
6. Untuk layout usulan adanya batasan hubungan antar departemen seperti faktor
kesehatan untuk para pekerja dan aspek teknis lainya.
1.5. Sistematika Penulisan
Adapun sistematika penulisan dalam penyusunan penelitian ini adalah sebagai
berikut:
Bab 1 Pendahuluan
Berisikan Latar Belakang Masalah, Identifikasi Masalah, Tujuan Penelitian,
Pembatasan Masalah, Asumsi dan Sistematika Penulisan.
Bab 2 Tinjauan Pustaka
Bagian ini memuat tentang landasan teori yang berkaitan langsung dengan
Bab 3 Kerangka Pemecahan Masalah
Memuat uraian tentang bagaimana cara sistematika penelitian yang dilakukan,
variabel dan data yang dikaji dan cara analisis melalui flowchart penelitian dan
langkah-langkah pemecahan masalah.
Bab 4 Pengumpulan dan Pengolahan Data
Berisikan pengumpulan data-data yang diambil dan memuat tentang bagaimana
melakukan pengolahan terhadap data-data yang telah diambil dengan melakukan
pendekatan yang sesuai dengan metode yang dipergunakan.
Bab 5 Analisis
Berisi analisis dari hasil pengolahan data serta pengajuan usulan pengambilan
keputusan terhadap hasil yang didapat.
Bab 6 Kesimpulan dan Saran
Berisikan tentang kesimpulan yang merupakan jawaban atas permasalahan yang
2.1. Perancangan Fasilitas
Menurut Apple (1990), perancangan fasilitas merupakan kegiatan menganalisis,
membentuk konsep, merancang, dan mewujudkan sistem dalam pembuatan barang
atau jasa. Rancangan ini umumnya digambarkan sebagai rencana lantai, yaitu suatu
susunan fasilitas fisik (perlengkapan, tanah, bangunan, dan sarana lain) untuk
mengoptimumkan hubungan antara petugas pelaksana, aliran barang, aliran
informasi, dan tata cara yang diperlukan untuk mencapai tujuan usaha secara
efisien, ekonomis, dan aman. Umumnya tujuan keseluruhan rancang fasilitas adalah
membawa masukan (bahan, pasokan, dan lain – lain.) melalui setiap fasilitas dalam
waktu tersingkat yang memungkinkan, dengan biaya yang wajar. Dalam batasan
industri, makin singkat sepotong bahan berada dalam pabrik, makin kecil keharusan
pabrik menaggung beban buruh dan ongkos tidak langsung.
2.1.1. Peranan Perancangan Fasilitas
Pentingnya rancang fasilitas bagi operasi satu perusahaan yang efisien tidak dapat
ditunjukan. Harus diketahui bahwa aliran barang biasanya merupakan tulang
punggung fasilitas produksi, dan harus dirancang dengan cermat. Konsep ini dapat
diringkaskan sebagai berikut:
1. Suatu perencanaan efisien bagi aliran barang adalah prasyarat bagi produksi
yang ekonomis.
2. Pola aliran barang menjadi dasar bagi penyusunan fasilitas yang efektif.
3. Pemindahan barang merubah pola aliran statis kedalam satu kenyataan cergas,
memberikan cara bagaimana barang dipindahkan.
4. Susunan fasilitas yang efisien disekitas pola aliran barang dapat menghasilkan
pelaksanaan berbagai proses yang berkaitan secara efisien.
5. Penyelesaian proses yang efisien dapat meminimumkan biaya produksi.
2.1.2. Ruang Lingkup Rancangan Fasilitas
Ruang lingkup pekerjaan rancang fasilitas mencakup satu kajian yang cermat paling
tidak dari bidang – bidang berikut; pengangkutan, peneriamaan, gudang bahan
baku, produksi, perakitan, pengemasan dan pengepakan, pemindahan barang,
pelayanan pegawai, kegiatan produski penunjang, pergudangan, pengiriman,
perkantoran, fasilitas luar (penunjang), bangunan, lokasi, keamana, dan buangan.
2.2. Tata Letak Pabrik
Tata letak pabrik dapat didefinisikan sebagai tata cara penganturan fasilitas –
fasilitas pabrik guna menunjang kelancaran proses produksi. Pengaturan tersebut
akan memanfaatkan luas luas area untuk penempatan mesin atau fasilitas penunjang
prduksi lainya, kelancaran gerakan – gerakan material, penyimpanan material
(storage) baik yang bersifat temporer maupun permanen, personil pekerja dan
sebagainya. Terdapat dua hal yang diatur dalam tata letak pabrik yaitu penganturan
mesin (machine layout) dan pengaturan departemen (departement layout).
Menurut Heizer dan Render (2006), tata letak memiliki banyak dampak strategis
karena tata letak menentukan daya saing perusahaan dalam hal kapasitas, proses,
fleksibilitas, dan biaya, serta kulaitas lingkungan kerja, kontak pelanggan dan citra
perusahaan. Tata letak yang efektif dapat membantu organisasi mencapai sebuah
strategi yang menunjang diferensiasi, biaya rendah, atau respon yang cepat. Tujuan
strategi tata letak adalah membangun tata letak yang ekonomis yang memenuhi
kebutuhan persaingan perusahaan dan desain tata letak harus mempertimbangkan
utilitas ruang dan peralatan, aliran informasi dan orang, kondisi lingkungan kerja
yang lebih aman.
2.2.1. Tujuan Tata Letak
Secara umum tujuan dari perancangan tata letak adalah untuk mendapatkan susunan
tata letak yang paling optimal dari fasilitas – fasilitas produksi yang tersedia
didalam perusahaan. Dan tujuan utama tata letak yang baik adalah memberikan
1. Memudahkan Proses Manufaktur
Tata letak harus dirancang sedemikaian rupa seperti susunan mesin, peralatan,
dan tempat kerja hingga barang dapat bergerak dengan lancar sepanjang suatu
jalur, hilangkan hambatan – hambatan yang ada, rencanakan aliran, dan jaga
mutu pekerjaan.
2. Meminimumkan Pemindahan Barang
Tata letak yang baik harus dirancang sedemikian sehingga pemindahan barang
diturunkan sampai batas minimum, seperti pemindahan harus mekanis, dan
pemindahan semua harus dirancang untuk memindahkan komponen menuju
daerah pengiriman.
3. Menghemat Pemakaian Rung Bangunan
Setiap meter persegi luas lantai dalam sebuah pabrik memakai biaya, akan
tetapi apabila tiap meter persegi ini digunakan dengan sebaik – baiknya maka
ongkos tak langsung untuk tiap produk dapat ditekan.
4. Menurunkan Penanaman Modal Dalam Peralatan
Susunan mesin yang tepat dan departemen yang tepat dapat membantu
menurunkan jumlah peralatan yang diperlukan.
5. Memberi Kemudahan, Keselamatan, dan Kenyamanan Pada Pegawai
Untuk memenuhi tujuan ini diperlukan perhatian atas hal – hal seperti
penerangan, pergantian udara, keselamatan, pembuangan lembaban, debu,
kotoran, dan sebagainya.
6. Memelihara Perputaran Barang Setengah Jadi yang Tinggi
Setiap menit yang dilewatkan komponen dalam fasilitas akan menambah
ongkos, melalui modal kerja yang tertanam.
7. Menaikan Output Produksi
Suatu tata letak yang baik akan memberikan produk (output) yang lebih besar
atau lebih sedikit, man hours yang lebih kecil dan atau mengurangi jam kerja
mesin.
8. Proses Manufacturing yang Lebih Singkat
Dengan memperpendek jarak antar operasi satu dengan operasi berikutnya dan
waktu yang diperlukan bahan baku untuk berpindah dapat diperpendek
sehingga secara total waktu produksi akan dapat juga diperpendek.
9. Mengurangi Waktu Tunggu (Delay)
Pengaturan tata letak yang terkoordinir dan terencana baik akan dapat
mengurangi waktu tunggu (delay) yang berlebihan.
10.Menguruangi Faktor yang Bisa Merugikan dan Mempengaruhi Kualitas Bahan
baku ataupun Produk Jadi
Tata letak yang direncanakan dengna baik akan dapat mengurangi kerusakan –
kerusakan yang bisa terjasi pada bahan baku atau produk jadi. Getaran –
getaran, debu, panas, dan lain – lain dapat secara mudah merusak kulaitas
material ataupun produk yang dihasilkan.
11.Minimasi Material handlingCost
Penyusunan tata letak pabrik yang tepat diharapkan dapat memperoleh intensif
dan kontribusi terhadap penurunan material handling cost. Di sisi lain, tata
letak yang baik itu akan menunjang pelaksanaan proses produksi secara efisien.
12.Memudahkan Komunikasi
Dari berbagai hasil peneliitian diperoleh simpulan bahwa rancangan tata letak
yang membatasi komunikasi antara sesama pekerja, pekerja dengna
supervisisnya, dan antar supervisi yang ada, akan memiliki produktivitas yang
rendah. Sehubungan dengna itu, rancangan tata letak harus dibuat sedemikian
rupa sehingga menghilangkan kendala komunikasi antara sesama pekerja,
pekerja dengna supervisisnya, serta antara sesama supervisi.
2.2.2. Tipe Tata Letak Lantai Produksi dan Pola Aliran Material
Pemilihan dan penempatan layout merupakan langkah yang kritis dalam proses
perencanaan fasilitas produksi, karena layout yang dipilih akan menentukan
hubungan fisik dari aktivitas – aktivitas produksi yang saling berhubungan.
Beberapa jenis tata letak fasilitas berdasarkan aliran produksinya, diantaranya:
1. Tata Letak Fasilitas Berdasarkan Aliran Produksi (Product Layout atau
Product layout dapat didefinisikan sebagai metode atau cara pengaturan dan
penempatan fasilitas produksi yang diperlukan ke dalam suatu departemen. Suatu
produk dapat diproduksi sampai selesai di dalam departemen tersebut. Bahan baku
dipindahkan dari satu mesin ke mesin lainya didalam departemen tersebut, dan
tidak perlu dipindah – pindahkan ke departemen yang lainya. Dalam Product
layout, mesin – mesin atau alat bantu disusun menurut urutan proses dari produk
tersebut. Produk – produk bergerak secara terus menerus dalam satu garis perakitan.
Product layout akan digunakan bila volume produksi cukup tinggi dan variasi
produk tidak banyak dan sangat sesuai untuk produksi yang kontinyu. Tujuan dari
tata letak ini adalah untuk mengurangi proses pemindahan bahan dan memudahkan
pengawasan di dalam aktivitas produksi, sehingga pada akhirrnya akan terjadi
penghematan biaya. Gambaran aliran produksi product layout dapat dilihat pada
gambar 2.1.
Gambar 2.1. Contoh aliran produksi product layout
Keuntungan tipe product layout adalah:
1. Layout sesuai dengan urutan operasi, sehingga proses berbentuk garis.
2. Pekerjaan dari suatu proses secara langsung dikerjakan pada proses berikutnya,
sebagai akibat inventory barang setengah jadi menjadi kecil.
4. Mesin dapat ditempatkan pada jarak yang minimal, konsekuensi dari operasi
ini adalah material handling dapat dikurangi.
5. Lokasi yang tidak begitu luas dapat digunakan untuk transit dan penyimpanan
barang sementara
6. Memerlukan aktivitas yang sedikit selama proses produksi berlangsung.
Sedangkan kekurangan dari product layout adalah:
1. Kerusakan dari satu mesin akan mengakibatkan terhentinya proses produksi.
2. Layout ditentukan oleh produk yang diproses, perubahan desain produk
memerlukan penyusunan layout ulang.
3. Kecepatan produksi ditentukan oleh mesin yang beroperasi paling lambat
4. Membutuhkan investasi yang besar karena mesin yang sejenis akan dipasang
lagi kalau proses yang sejenis diperlukan.
Layout yang Berposisi Tetap (Fixed Position Layout)
Sistem berdasarkan product layout maupun proses layout, produk bergerak menuju
mesin sesuai dengan urutan proses yang dijalankan. Layout yang berposisi tetap
ditunjukan bahwa mesin, manusia serta komponen – komponen bergerak menuju
lokasi material untuk menhasilkan produk. Layout ini biasanya digunakan untuk
memproses barang yang relatif besar dan berat sedangkan peralatan yang digunakan
mudah untuk dipindahkan. Contoh dari industri ini adalah industri pesawat terbang,
pengalangan kapal, pekerjaan kontruksi bangunan. Keuntungan tata letak tipe ini
yaitu; karena yang berpindah adalah fasilitas – fasilitas produksi, maka perpindahan
material dapat dikurangi, sedangkan kerugiannya adalah memerlukan pengawasan
dann koordnasi kerja yang ketat khususnya dalam penjadwalan produksi.
Gambaran aliran produksi Fixed Position Layout
dapat dilihat pada gambar 2.2.
2. Tata Letak Fasilitas Berdasarkan Aliran Proses (Process Layout)
Dalam tata letak fasilitas berdasarka aliran proses, pekerjaan dalam proses
produksi mengalir melewati departemen – departemen dan departemen tersebut
pekerjaan mesin, mesin bor akan ditempatkan pada satu departemen, mesin bubut
pada departemen lain lagi, mesin frais pada departemen lain dan seterusnya.
Berikut ini contoh tata letak fasilitas berdasarkan aliran poses dapat dilihat pada
gamabar 2.3.
Gambar 2.2. Contoh aliran produksi fixed position layout
Mesin Bubut
Gambar 2.3. Tata letak fasilitas berdasarkan aliran proses
3. Pola Aliran Bahan Untuk Proses Produksi (Pabrikasi)
Pola aliran yang dipakai untuk pengaturan aliran bahan dalam proses produksi
yang terdiri dari:
Pola aliran garis lurus umum dipakai pada proses produksi pendek, relatif
sederhana, dan hanya mengandung sedikit komponen atau beberapa peraltan
produksi. Pola aliran bahan berdasarkan garis lurus ini akan memberikan:
Jarak terpendek antara dua titik.
Proses atau aktivitas produksi berlangsung sepanjang garis lurus.
Jarak perpindahan bahan secara total akan kecil karena jarak antara masing
– masing mesin adalah yang sependek – pendeknya.
1 2 3 4 5 6
Gambar 2.4. Contoh aliran produksi straight line
2. Zig – zag (S –Shaped)
Pola aliran ini sangat baik diterapkan pada lintasan aliran produki lebih panjang
dari ruangan yang tersedia. Untuk itu aliran bahan akan dibelokan untuk
menambah panjangnya garis aliran yang ada dan secara ekonomis hal ini dapat
mengatasi segala keterbatasan dari area, dan ukuran dari bangunan yang ada.
1
2 3
4 5
6
Gambar 2.5. Contoh aliran produksi s –shaped
3. Bentuk U (U –Shaped)
Pola aliran ini dapat diterapkan apabila akhir proses produksi akan berada pada
lokasi yang sama dengan awal proses produksinya. Pola ini akan
mempermudah pemanfaatan fasilitas transportasi dan juga sangat
1
6 5
2 3
4
Gambar 2.6. Contoh aliran produksi u –shaped
4. Melingkar (Circular)
Pola aliran berdasarkan bentuk lingkaran sangat baik digunakan untuk proses
produksi yang berulang dimana material atau produk harus kembali pada titik
awal aliran produksi beralangsung. Seperti digunakanya mesin dengan
rangkaian yang sama untuk kedua kalinya.
3
2
1
6
4
5
Gambar 2.7. Contoh aliran produksi circular
5. Sudut ganjil (Old Angle)
Pola aliran sudut ganjil sering disebut juga dengan pola tak tentu, dan pada
dasarnya pola ini sangat umum dan baik digunakan untuk kondisi – kondisi
seperti:
Jika tujuan utamanya untuk memperpendek lintasan aliran antar kelompok
dari wilayanh yang berdekatan.
Jika pemindahanya mekanis.
Jika keterbatasan ruangan menyebabkan pola aliran lain tidak dapat
diterapkan.
2
1
6
5 3
4
Gambar 2.8. Contoh aliran produksi old angle
2.3. Material handling
Material handling adalah salah satu jenis transportasi (pengangkutan) yang
dilakukan dalam perusahaan industri, yang artinya memindahkan bahan baku,
barang setengah jadi, atau barang jadi, dari tempat asal ke tempat tujuan yang telah
ditetapkan. Pemindahan material dalam hal ini adalah bagaimana cara yang terbaik
untuk memindahkan material dari satu tempat proses produksi ke tempat proses
produksi yang lain. Menghilangkaan transportasi tidaklah mungkin bisa
dihilangkan, maka caranya adalah dengan melakukan hand off, yaitu menekan
jumlah ongkos yang digunkan untuk biaya transportasi. Menekan ongkos
transportasi dapat dilakukan dengan cara menghapus langkas transportasi,
mekanisasi, atau minimasi jarak.
Ongkos material handling adalah suatu ongkos yang timbul akibat adanya aktivitas
material dari satu mesin ke mesin lainya atau dari satu departemen ke departemen
lain yang besarnya ditentukan sampai pada suatu tertentu. Satuan yang digunakan
adalah rupiah/meter gerak. Tujuan dibuatnya perencanaan material handling ini
adalah:
1. Meningkatkan kapasitas
2. Memperbaiki kondisi kerja
3. Memperbaiki pelayanan konsumen
4. Meningkatkan kelengkapan dan kegunaan ruangan
Secara umum biaya material handling akan terbagi dalam tiga klasifikasi:
a. Biaya yang berkaitan dengan transportasi dari sumber asalnya menuju pabrik
dan pengiriman produk jadi ke konsumen yang membutuhkanya. Biaya
transportasi disini merupakan fungsi yang berkaitan langsung dengan
pemilihan lokasi pabrik dengan memperhatikan sumber material berada.
b. In–PlantReceivingandStrorage, yaitu biaya – biaya yang diperlukan untuk
pemindahan material dari satu proses ke proses berikutnya sampai ke
pengiriman produk akhir.
c. Handling materials yang dilakukan oleh operator pada mesin kerjanya serta
proses perakitan yang berlangsung diatas meja perakitan.
Dalam usaha menganalisa biaya material handling, perlu memperhatikan faktor
material; seperti harga pembelian alat angkut dan direct power cost (kilo watt hour,
bbm), dan juga faktor salary. Untuk mendapatkan perhitungan besaran ongkos
material handling per meter, dilakukan perhitungan sebagai berikut (Hadiguna,
Rika Ampuh, M.T. (2009). Manajemen Pabrik; Pendekatan Sistem untuk Efisiensi
dan Efektivitas. Jakarta; Bumi Aksara. 137 – 139.):
Ongkos material handling dikonversikan kedalam satuan detik kemudian dikalikan
dengan detik per meter geraknya.
Upah Operator = Upah OperatorWaktu kerja
OMH Manusia = Upah Operator x detik per meter
(2.1. Ongkos materialhandling per meter gerak untuk manusia)
Harga handfallet = Harga Alat Angkut
Umur pakai x 1 tahun hari kerja
OMH HandFallet = (Upah Operator x harga handfallet) x detik per meter
(2.2. Ongkos materialhandling per meter gerak untuk handfallet)
Directpowercost = Waktu kerjaTarif /bulan
OMH Forklift = (Upah Operator + Harga forklift + BBM) x detik per meter
(2.3. Ongkos materialhandling per meter gerak untuk forklift)
2.3.1. Peralatan Pemindah Bahan
Keseimbangan pemindahan bahan yang akan dipindahkan haruslah menunjukan
sebuah tata cara yang benar dan tepat. Sebelum melakukan pemilihan peralatan,
pengenalan singkat pada konsep alat pemindah bahan akan berguna dalam
menyatukan tujuan menyeluruh analisis pemindahan dalam merancang tata cara
pemindahan. Dalam memilih tata cara pemindahan, harus selalu diingat bahwa
untuk suatu fasilitas fisik atau lingkungan haruslah memperhatikan biaya yang
terkait, melibatkan kesesuaian antara karakteristik bahan dan kebutuhan
pemindahan
Peralatan tidak sepenuhnya selalu dibutuhkan dalam memecahkan masalah
pemindahan barang, terkadang cara yang paling sederhana dan paling ekonomis
tidak membutuhkan peralatan sama sekali. Pendekatan penyederhanaan kerja
menyarankan prosedur umum sebagai berikut:
1. Kurangi pemindahan
2. Kombinasikan pemindahan dengan fungsi lain, seperti pemprosesan,
pemeriksaan, dan penyimpanan.
3. Ubah urutan kegiatan, pendekkan, kurangkan, atau ubah kebutuhan
pemindahan.
4. Sederhanakan pemindahan, untuk mengurangi cakupan, luas atau jarak atau
untuk memperbaiki cara atau pemilihan peralatan.
Terdapat empat jenis peralatan pemindah, yaitu sebagai berikut:
1. Penghantar, yaitu peralatan yang menggunakan gaya berat atau tenaga (mesin)
biasanya digunakan untuk memindahkan muatan merata dan jujuh dari tempat
contoh; roda penghantar, sabuk penghantar, corong, rantai penghantar,
keranjang penghantar, dan penghantar pneumatic.
2. Derek dan Kerekan, yaitu peralatan layang digunakan untuk memindahkan
berbagai beban atau muatan secara serentak antar dua tempat yang tetap dengan
dukungan dan pengarahan rel dengan fungsi utama memindahkan, contoh;
derek – layang pemindah, derek jembatan, derek dingding, kerekan, derek
pneumatic, dan monorel.
3. Truk Industri, yaitu kendaaraan tangan atau bermesin (bukan kendaraan jalan
raya) yang digunakan untuk memindahkan beban campuran atau sejenis secara
serentak sepanjang berbagai lintasan yang mempunyai permukaan yang dapat
dijalani (dilalui), dengan fungsi utama mengangkut, conoh; truk pengangkut,
truk anjungan (landasan), truk – tangan beroda dua, kerekta traktor – gandeng,
truk tangan – penumatik, dan truk dorong.
4. Perlengkapan tambahan, yaitu peralatan atau penunjang yang digunakan
dengan peralatan pemindah agar lebih mudah dalam pemakaianya, contoh;
palet, gerobak, petikemas, peralatan kait, penunjang truk pengangkut, papan
galangan, pemuat dan penururn muatan palet, penempat, peletak, dan peralatan
penimbang.
2.3.2. Metode – Metode Perhitungan Jarak
Ada beberapa macam cara perhitungan jarak yang sering digunakan pada
perancangan tata letak pabrik, yaitu sebagai berikut:
1. Euclidean
Metode Euclidean mengukur garis lurus yang terbentuk dari titik pusat fasilitas.
Perhitungan dilakukan secara langsung terhadap masing – masing titik pusat
ataupun dengan bantuan perhitungan garis sumbu untuk mendapatkan garis tangen.
Metode ini dapat diaplikasikan pada jenis material handling yang bergerak
mendekati arah tangensial seperti conveyor dan juga jaringan transportasi dan
distribusi. Untuk menentukan jarak euclidean fasilitas satu dengan fasilitas lainya
menggunakan formula sebagai berikut:
Dimana: dij = jarak antara pusat fasilitas i dan j
Xi = koordinat x pada pusat fasilitas i
Yi = koordinat y pada pusat fasilitas i
Perhitungan jarak euclidean antara i dan j seperti pada gamabar 2.9. adalah
sebagai berikut: dij= [(4 -1) + (3 -1) ] / =3,6
1 2 3 4
x y
1 2 3 4
(Xi, Yi)
(Xj, Yj)
Gambar 2.9. Jarak euclidean
2. SquaredEuclidean
Metode squared euclidean mirip dengan euclidean, tapi squared euclidean
merupakan pangkat dua dari hasil euclidean. Metode ini digunakan untuk masalah
jarak yang membutuhkan asumsi beban pada pergerakan sumbu. Formula yang
digunakan dalam squaredeuclidean:
dij= [(Xi -Xj) + (Yi -Yj) ] ... (2.5. Squaredeuclidean)
3. Rectilinear
Metode rectilinear adalah cara perhitungan jarak menggunakan jumlah jarak
tempuh pada setiap garis sumbu dengan kata lain jarak yang mengukur mengikuti
jalur tegak lurus. Metode ini diterapkan pada alat material handling sejenis
overheadcrane yang bergerak secara rectangular. Formula yang digunakan dalam
perhitungan rectilinear adalah sebagai berikut:
dij= |Xi -Xj|+|Yi -Yj|... (2.6. Rectilinear)
dij= |4-1|+|3-1|= 5
Gambar 2.10. Jarak rectilinear
4. Aisle Distance
Metode Aisle Distance merupakan perhitungan jarak aktual yang dialami material,
berdasarkan akumulasi jarak sumbu. Metode ini digunakan pada jenis material
handling yang bergerak secara rectangular. Pada gambar 2.3 (a) ukuran jarak aisle
antara departemen K dan M merupakan jumlah dari a, b, dan d. Sedang gambar
2.12 (b) jarak aisle departemen 1 dengan departemen 3 merupakan jumlah dari a,
c, f, dan h. Aisle Distance pertama kali diaplikasikan pada masalah tata letak dari
5. Jarak Berdasarkan Luas Departemen
Untuk menentukan jarak berdasarkan luas lantai, diperlukan data lintasan yang
dilalui material dari satu departemen ke departemen berikutnya. Sehingga jarak
antar departemen dapat dihitung berdasarkan luas lantai asal, departemen yang
dilalui, dan departemen tujuan.
Dept. 1 Dept. 2 Dept. 3
Gamabr 2.12. Jarak berdasarkan luas departemen
Jarak departemen1 ke departemen2 yaitu:
½ √luas lantai departemen1 + ½ √luas departemen2
Sedangkan jika jarak departemen1 ke departemen3 yaitu:
½ √luas lantai departemen1 + √luas lantai departemen2 + ½ √luas
departemen3
(2.7. Jarak berdasarakan luas departemen)
2.3.3. Cara Pengangkutan
Beberapa hal yang perlu diperhatikan dalam menentukan cara pengangkutan adalah
sebagai berikut:
a. Telusuri OPC sejak proses paling awal, kemudian dapat ditentukan urutan
proses pengangkutan dari mana ke mana.
b. Isi kolom dari, maka sebelum mengisi yang berikutnya terlebih dahulu diisi
kolom ke yang merupakan kelompok tujuan, misalnya dari Receiving ke:
Kelompok mesin A
Kelompok mesin B
Kelompok mesin C
Dalam mengisi kolom ke yang merupakan daerah tujuan pengangkutan, sebelum
mencantumkan aktivitas lainnya, maka aktivitas pertama harus telah selesai
mencantumkan semua material yang akan diterima dari sumber (kolom dari) yang
diuraikan pada kolom (3) untuk nama komponen serta kolom (4) untuk bentuk
materialnya.
Dari hal-hal tersebut, maka dapat digambarkan mengenai cara pengangkutan
tersebut, yaitu setiap pengangkutan dilakukan dari sumber yang sama mengangkut
beberapa bahan menuju tujuan yang sama, kemudian dari sumber yang sama
menuju tujuan yang lainnya. Setelah diperhitungkan faktor yang mempengaruhi
perhitungan ongkos material handling, maka selanjutnya perhitungan OMH
tersebut dapat segera dilakukan. Pada dasarnya setelah ditentukan alat angkut serta
jarak untuk setiap pengangkutan maka ongkos material handling dapat segera
diketahui, dimana:
“Total OMH = Ongkos alat angkut permeter gerakan x jarak tempuh pengangkutan”
(2.8. Tota ongkos materialhandling)
Tabel 2.1. Ongkos material handling
Dari Ke Komponen Produk/jam Berat Bentuk
Berat
Total
Alat
Angkut OMH Jarak
Total
Ongkos
Setelah ditentukan alat angkut yang dilakukan serta jarak untuk setiap
pengangkutan, maka ongkos material handling dapat segera diketahui, dimana
contoh perhitungannya seperti dibawah ini:
1. Untuk pengisian kolom pertama sampai kolom ketiga didapat dari OPC atau
Routing Sheet.
2. Kolom keempat yaitu kolom Produksi/Jam didapat dari perhitungan yang
dilakukan pada pembuatan Routing Sheet.
3. Kolom kelima berisi berat bentuk dari komponen yang datanya diperoleh dari
2.3.4. Operation Proses Chart (OPC)
Peta – peta kerja merupakan salah satu alat yang sistematis dan jelas untuk
berkomunikasi secara luas. Melalui peta – peta kerja ini juga kita mendapatkan
informasi – informasi yang diperlukan untuk memperbaiki suatu metode kerja.
Operation proses chart (OPC) adalah suatu diagram yang menggambarkan langkah
– langkah proses yang akan dialami material (bahan baku) dalam urutan – urutan operasi dan pemeriksaan sejak dari awal sampai menjadi produk jadi. Serta memuat
informasi – informasi yang diperlukan untuk analisis yang lebih lanjut, seperti
waktu yang dihabiskan, tempat atau mesin yang di pakai dan material yang
digunakan. Manfaat pembuatan operation process chart antara lain:
a. Untuk mengetahui kebutuhan mesin, operator dan penganggaranya.
b. Bisa memperkirakan kebutuhan bahan baku (dengan memperhitungkan
efisiensi di tiap operasi/ pemeriksaan).
c. Alat untuk menentukan tata letak pabrik.
d. Alat untuk perbaikan cara kerja.
e. Alar untuk pelatihan kerja.
Lambang – lambang yang digunakan untuk membuat operation proses chart antara
lain adalah:
1. Operasi merupakan suatu kegiatan benda kerja yang mengalami perubahan
sifat, baik fisik maupun kimiawi. Mengambil informasi maupun memberikan
informasi pada suatu keadaan juga termasuk operasi. Adapun contoh dari
proses operasi, yaitu:
Pekerjaan menyerut kayu dengan mesin serut.
Pekerjaan mengeraskan logam.
Pekerjaan merakit.
2. Pemeriksaan merupakan kegiatan yang terjadi pada benda kerja atau peralatan
mengalami pemeriksaan baik untuk segi kualitas maupun kuantitas. Lambang
ini digunakan jika kita melakukan pemeriksaan terhadap suatu objek atau
membandingkan objek tertentu dengan suatu standar. Adapun contoh dari
proses pemeriksaan, yaitu:
Mengukur dimensi benda.
Memeriksa warna benda.
Membaca alat ukur tekanan uap pada suatu mesin uap.
Gambar 2.14. Lambang pemeriksaan
3. Aktivitas Gabungan, kegiatan ini terjadi apabila antara aktivitas operasi dan
pemeriksaan dilakukan bersamaan atau dilakukan pada suatu tempat kerja.
Gambar 2.15. Lambang aktivitas gabungan
4. Penyimpanan, lambang ini digunakan untuk menyatakan suatu objek yang
mengalami penyimpanan permanen, yaitu ditahan atau dilindungi terhadap
pengeluaran tanpa prosedur perizinan tertentu. Adapun contoh dari proses
penyimpanan, yaitu:
Dokumen-dokumen atau catatan-catatan disimpan dalam brankas.
Bahan baku disimpan dalam gudang.
Agar diperoleh gambar operation process chart yang baik, bagian produk yang
paling banyak memerlukan operasi, dipetakan terlebih dahulu, dan dilakukan pada
peta bagian peta sebelah kanan. Contoh operation process chart terlihat pada (Penggaris, Cutter, Meja Potong) (Penggaris, Cutter, Meja Potong) 813"
O-21
Diiris (Penggaris, Cutter, Meja Iris)
(Kuas, Meja Cat Biru Tua)
: Fikri Maulana S dan Saepul Bahri
0%
Gambar 2.17. Operation process chart
Keterangan:
Diukur = Proses operasi pada produk
Meja ukur = Menunjukan mesin atau tempat dimana kegiatan dilakukan
487” = Waktu yang dibutuhkan untuk suatu proses operasi atau
pemeriksaan
O-1 = Nomor urut kegitaran operasi tersebut
2.3.5. Routing Sheet
Routing sheet berguna untuk menghitung jumlah mesin yang dibutuhkan, dan juga
sejumlah produk yang diinginkan. Data yang dibutuhkan dalam pembuatan routing
sheet ini diataranya adalah:
Operation Process Chart (OPC)
Kapasitas mesin
Persentase scrap
Kapasitas produksi terpasang (KPT)
Cara perhitungan
1) Kapasitas mesin atau Produksi/ jam (unit/jam)
Kapasitas mesin adalah kemampuan mesin dalam menghasilkan komponen/
produk per jamnya.
Kapasitas mesin (Unit/jam) = 60 menit / waktu proses dalam menit (lihat OPC)
(2.9. Kapasitas mesin)
2) Material yang diminta (DM)
DM pada proses akhir = KPT = Jumlah demand selama 1 tahun (unit/jam)
DM proses sebelumnya = jumlah material yang disiapkan (DS) pada proses
sesudahnya x kuantitas komponen yang bersangkutan. (pengkalian kulaitas
hanya dilakukan satu kali diawal perhitungan)
(2.10. Material yang diminta)
3) Material yang disiapkan (DS)
Material yang disiapkan (DS) adalah jumlah material yang diminta (DM) pada
proses selanjutnya.
Material yang disipakan (DS) = KPT atau material yang diminta / (1 - % scrap)
DS = DM / (1 - % scrap) ... (2.11. Material yang disiapkan)
4) Jumlah mesin teoritis
Jumlah mesin yang didapat dari hasil perhitungan tanpa pembulatan.
Mesin Teoritis (unit) = DS / kapasitas mesin / efisiensi mesin
5) Jumlah mesin actual
Jumalah mesin sebenarnya yang dibutuhkan setelah dilakukan pembulatan
keatas dari jumlah mesin teoritis.
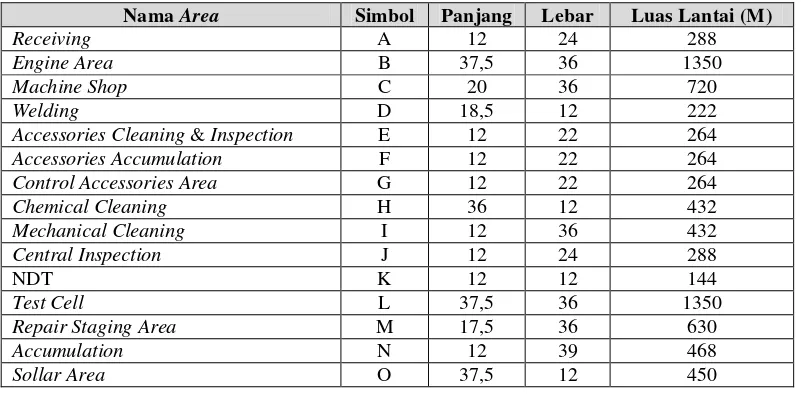
2.4. Luas Lantai Produksi
Luas lantai produksi digunakan untuk mengetahui luas lahan yang akan digunakan
dalam perencanaan tata letak pabrik dan pemindahan bahan dari perusahaan yang
akan didirikan. Perhitungan luas lantai produksi dimulai dari luas kebutuhan akan
lahan sampai perkantoran dengan memperhatikan segala fasilitas pendukungnya.
Dalam melakukan suatu perencanaan tata letak pabrik dan pemindahan bahan,
dibutuhkan beberapa kebutuhan lahan/luas lantai untuk kegiatan produksi pabrik
yang akan didirikan, serta fasilitas-fasilitas pendukung lainnya. Dengan demikian
perlu dihitung berapa luas lahan yang harus disiapkan, terutama untuk kegiatan
bagian produksi. Perhitungan luas lantai ini didasarkan pada bahan baku yang akan
disiapkan. Berdasarkan hal tersebut maka akan didapat luas lantai receiving model
tumpukan dan rak. Tumpukan digunakan untuk material yang rata-rata mempunyai
dimensi yang besar sehingga tidak memungkinkan untuk dimasukan ke dalam suatu
wadah/tempat tertentu. Sedangkan untuk material yang menggunakan model
penyimpanan menggunakan rak, digunakan untuk material yang mempunyai
dimensi kecil.
Dalam menghitung kebutuhan luas lantai, dilibatkan pula masalah-masalah yang
berkaitan dengan kegiatan lainnya yang akan mempengaruhi terhadap lahan/luas
lantai tersebut, yaitu:
1. Alat angkut
2. Cara Pengangkutan
3. Cara Penyimpanan Bahan Baku (ditumpuk di rak)
Semuanya harus diperhitungkan dalam penentuan luas lantai dengan menambah
harga allowance tertentu. Dengan demikian perlu dihitung beberapa luas lahan yang
disiapkan, terutama untuk kegiatan bagian produksi ini, yang didasarkan pada:
1. Bahan baku yang akan disiapkan
2. Mesin atau peralatan yang akan digunakan
3. Barang jadi yang dihasilkan
Tujuan menghitung luas lantaiadalah untuk memperkirakan kebutuhan luas lantai
bagian produksi, yang meliputi:
1. Receiving (gudang bahan baku model tumpukan dan rak)
2. Pabrikasi dan Assembling (mesin dan peralatan)
3. Shipping (gudang barang jadi, kemasan isi dan kemasan kosong)
Kegunaan luas lantai adalah digunakan dalam membantu untuk perhitungan
OngkosMaterial handling (OMH) antar departemen, sesuai dengan luas lantai hasil
perhitungan.
2.4.1. Luas Lantai Gudang Bahan Baku
Luas lantai gudang bahan baku (receiving) adalah luas lantai yang digunakan untuk
menyimpan bahan baku atau material yang akan digunakan dalam produksi. Luas
lantai gudang bahan baku (receiving) ini terdiri dari model tumpukan dan model
rak. Untuk memberi gambaran dari cara penyimpanan bahan baku di gudang, maka
diperlukan gambar cara penyimpanan material tersebut (baik model tumpukan
maupun model rak), sehingga luas lantai yang dipakai sesuai dengan hasil
perhitungan. Ruangan gambar yang dibuat harus memberi penjelasan mengenai:
1. Tinggi memuat berapa tumpukan
2. Lebar memuat berapa tumpukan
2.4.2. Luas Lantai Barang Jadi
Data yang diperlukan dalam perhitungan luas lantai gudang barang jadi (shipping)
antara lain adalah: nomor komponen, nama komponen, dan tipe barang jadi.
Langkah-langkah perhitungan luas lantai barang jadi adalah sebagai berikut:
1. Tentukan ukuran kemasan yaitu ukuran atau dimensi dari kemasan untuk
tempat produk jadi perusahaan.
2. Tentukan produk jadi per satuan periode, yaitu produk yang dihasilkan untuk
periode tertentu, berdasarkan produk per jam dari perusahaan.
3. Tentukan volume kemasan total, yaitu volume kebutuhan untuk produk jadi per
periode tertentu.
4. Tentukan luas lantai yaitu lahan yang dibutuhkan berdasarkan volume kemasan.
5. Tentukan allowance.
6. Tentukan total luas lantai.
2.4.3. Luas Lantai Mesin
Luas lantai mesin (pabrikasi dan assembly) juga perlu diperhitungkan dalam
perencanaan tata letak pabrik dan pemindahan bahan. Data yang diperlukan dalam
perhitungan luas lantai ini antara lain adalah:
1. Nama mesin/peralatan
2. Jumlah peralatan
3. Ukuran Peralatan
Data ini dapat diperoleh dari Multi Product Process Chart (MPPC), Pada luas lantai
mesin juga perlu diperhatikan luas toleransi dan allowance. Luas toleransi diberikan
untuk jalannya aliran produksi sehingga tidak mengalami kesulitan sewaktu proses
produksi berjalan, luas allowance diberikan untuk jalannya alat-alat pengangkut
bahan dan barang.
2.4.3.1. Luas Lantai Mesin Departeman Pabrikasi
Karena pada pembuatan produk dilakukan pembuatan layout Pabrik dengan Tipe
pembentuknya, yaitu produknya. Dalam melakukan perhitungan luas lantai
departemen pabrikasi ini maka diperlukan data mentah berupa luas masing-masing
jenis mesin dan jumlah mesin yang dipergunakan. Untuk mesin yang dipergunakan
dalam proses pabrikasi haruslah dikelompokkan kedalam departemen pabrikasi dan
pada departemen pabrikasi ini juga dikelompokkan mesin-mesin yang sejenis,
karena tipe layout yang digunakan adalah layout by process.
2.4.3.2. Luas Lantai Mesin Departemen Assembling
Departemen assembling pada pembuatan produk ini berisikan semua mesin yang
digunakan dalam kegiatan assembling (perakitan). Begitu pula pada departemen ini,
semua mesin yang sejenis dikelompokan kedalam satu area tertentu.
2.4.4. Luas Lantai Fasilitas
Besarnya luas fasilitas ini disesuaikan dengan kebutuhan dari kegiatan produksi.
Sebagai contoh apabila sebuah perusahaan manufaktur yang bersekala besar yang
mempunyai hasil limbah yang tidak dapat didaur ulang langsung, maka dipelukan
suatu fasilitas khusus untuk mengatasi permasalahan ini. Selain itu juga diperlukan
fasilitas – fasilitas penunjang lainya, seperti area parker, kantin, kakus, dan lain
sebagainya. Tetapi dilain hal, penentuan jumlah dan jenis fasilitas yang diperlukan
haruslah dilakukan suatu prioritas terhadap alternatif – alternatif yang ada.dan tidak
perlu dilupakan satu hal bahwa lokasi atau adanya fasilitas ini bukanlah merupakan
faktor yang mutlak harus ada dalam suatu perusahaan baik dari segi kuantitas
maupun jenis fasilitasnya. Ketentuan dalam pemilihan fasilitas layanaan haruslah
disesuaikan dengan kondisi manajemen perusahaan yang direncanakan, dalam arti
bahwa dalam perusahaan besar jelas memiliki jenis dan ukuran fasilitas yang
berbeda dengan perusahaan kecil.
2.5. Activity Relation Chart (ARC)
Activity Relation Chart adalah peta yang menggambarkan tingkat hubungan antar
kerja yang ada dalam industri sangat penting dan perlu mendapatkan perhatian guna
menunjang jalanya suatu kegiatan fasilitas suatu industri.
Setiap kegiatan tersebut saling berintegrasi antar satu dengan yang lainya dan paling
penting diketahui bahwa setiap kegiatan tersebut membutuhkan space
(ruang/tempat) untuk melaksanakan aktivitas atau kegiatan produksi, adminitrasi,
assembling, inventory, dan sebagainya. Sebagaimana diketahui bahwa pada setiap
kegiatan atau aktivitas tersebut saling berhubungan antara satu dengan yang lainnya
ditinjau dari beberapa kriteria, maka dalam perencanaan tata letak fasilitas harus
dilakukan penganalisisan yang secara optimal.
Teknik yang digunakan sebagai alat untuk menganalisis huubungan antar aktivitas
yang ada adalah Activity Relation Chart. Hubungan ini digambarkan dengan
menggunakan lambang, warna dan huruf.
Hubugnan antara aktivitas ditunjukan dengan tingkat kepetingan hubungan
antara aktivitas tersebut yang dikonversikan dalam bentuk huruf seperti pada
tabel 2.2. Hubungan Antara Aktivitas.
Tabel 2.2. Hubungan antara aktivitas
No Tingkat Kepentingan Kode Warna
1 Mutlak Penting A Merah
2 Penting Tertentu E Kuning
3 Penting I` Hijau
4 Biasa U Biru
5 Tidak Penting O Putih
6 Tidak Diinginkan X Coklat
Alasan untuk menyatakan tingkat kepetingan adalah sebagai berikut:
1. Menggunakan catatan yang sama
2. Menggunakan personil yang sama
3. Menggunakan ruang yang sama
5. Tingkat hubungan kerja
6. Urutan aliran kerja yang sama
7. Melakukan aliran kerja yang sama
8. Menggunakan peralataan dan fasilitas yang sama
9. Ribut, kotor, getaran, debu dan lain-lain
10.Lain-lain yang mungkin perlu.
Dengan diketahuinya keterangan diatas, maka penganalisisan dilakukan dengan
menggunakan peta hubungan aktivitas dalam mempermudah penganalisaan
selanjutnya, maka hubungan antar aktivitas tersebut dikonversikan kedalam kertas
kerja (Work Sheet) yang berfungsi dalam mempermudah menganalisis dan melihat
aktivitas yang ada.
2.6. From To Chart
From To Chart (FTC) merupakan penggambaran tentang berapa total OMH, dari
suatu bagian aktivitas dalam pabrik menuju aktivitas dalam pabrik lainnya.
Sehingga dari peta ini dapat dilihat total ongkos material handling secara
keseluruhan, mulai dari gudang bahan baku (Receiving) menuju Pabrikasi,
Assembling sampai terakhir menuju gudang barang jadi (Shipping). Cara pengisian
From To Chart (FTC):
1. Perhatikan total ongkos dari tabel ongkos Material handling, kemudian
masukkan nilai total ongkos tersebut disesuaikan dengan pengangkutan bahan
dari satu tempat ke tempat lainnya.
2. Jumlah total ongkos setiap baris dan setiap kolom juga total ongkos secara
keseluruhan.
Berdasarkan perhitungan ongkos material handlling, maka didapat tabel from to
Tabel 5.3.From to chart
From/To A B C D E F G Shipping
A
B
…
Shipping
2.7. Inflow dan Outflow
Perhitungan selanjutnya yang akan kita lakukan adalah perhitungan inflow –
outflow. Data yang diperlukan diperoleh dari Ongkos Material handling (OMH)
dan From To Chart (FTC).
Mengenai arti dari Inflow-Outflow dapat didefinisikan dengan gambar berikut:
Inflow Outflow
M M
Gambar 2.18. Inflow - outflow
Outflow kegunaannya untuk mencari koefisien ongkos yang keluar dari suatu area
(M) ke beberapa area lain. Sedang inflow untuk mencari koefisien ongkos yang
masuk ke suatu area dari beberapa area lain.
Referensi perhitungan Outflow-Inflow yaitu dari OMH dan FTC, yaitu ongkos yang
dibutuhkan untuk Material handling dari satu mesin ke mesin yang lainnya. Untuk
cara perhitungan Outflow adalah didasarkan pada tabel perhitungan FTC, dimana
harga C adalah merupakan perbandingan dari harga OMH mesin A pada kolom
yang bersangkutan dibagi dengan total harga OMH mesin A pada baris yang
bersangkutan. Sedangkan untuk cara perhitungan Inflow adalah bahwa harga C
mesin A pada kolom yang sama. Untuk lebih jelasnya lihat rumus perhitungan
sebagai berikut:
Inflow dari mesin A ke B = Total ongkos masuk ke mesin BNilai ongkos dari A ke B ...(2.13. Inflow)
Outflow dari mesin A ke B = Nilai ongkos dari A ke B
Total ongkos keluar ke mesin B ...(2.14. Outflow)
2.8. Tabel Skala Prioritas (TSP)
Tabel skala prioritas (TSP) adalah suatu tabel yang menggambarkna urutan
prioritas antara departemen atau mesin dalam suatu lintasan atau layout pabrik. TSP
didapat dari perhitungan outflow–inflow, dimana prioritas diurutkan berdasarkan
harga koefesien ongkosnya, yang mana harga koefesien yang terbesar yang akan
menjadi prioritas satu dan begitu selanjutnya untuk prioritas dua, tiga dan
selanjutnya.
Tabel 2.4. Tabel skala prioritas (tsp)
Departemen Kode
Prioritas
I II III IV
Departemen A
Departemen B
Departemen C
.
Shipping
2.9. Activity Relationsip Diagram (ARD)
Activity Relationsip Diagram adalah diagram hubungan antar aktivitas
(departemen/mesin) berdasarkan tingkat prioritas kedekatan, sehingga diharapkan
ongkos handling minimum. Dasar untuk ARD yaitu TSP, jadi yang menempati
prioritas pertama pada TSP harus didekatkan letaknya lalu diikuti prioritas
3.1. Flowchart Penelitian
Mulai
Identifikasi Masalah
Tujuan Penelitian
Pengumpulan Data:
Layout awal lantai produksi
Activity process
Data departemen yang saling berhubungan
Luas lantai produksi
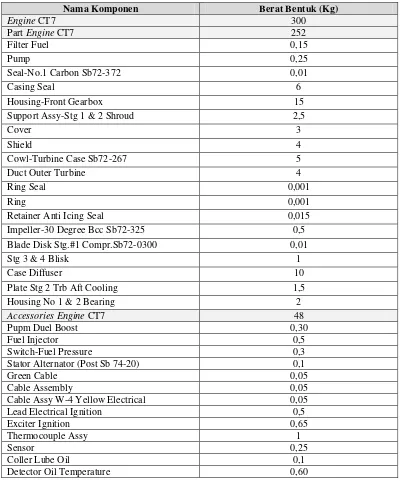
Daftar berat bentuk
Ketentuan alat angkut
Pengolahan Data:
Activity process chart
Perhitungan jarak antar departemen
Perhitungan material yang disiapkan
Ongkos material handling per meter gerak
Ongkos material handling
From To Chart, Inflow–Outflow, Tabel skala prioritas
Usulan perbaikan material handling: analisis usulan layout, layout
perbaikan, perhitungan jarak perbaikan, ongkos material handling
perbaikan.
Analisis
Kesimpulan dan Saran
Selesai
Studi Pustaka Penelitian Pendahuluan
3.2. Langkah – langkah Pemecahan Masalah Penelitian
Pada bab ini akan diberikan gambaran umun mengenai langkah – langkah yang
dilakukan peneliti dalam memecahkan masalah berdasarkan urutan pelaksanaanya.
Langkah – langkahnya sebagai berikut:
1. Penelitian Pendahuluan
Tahap penelitian pendahuluan di PT Nusantara Turbin dan Propulsi dengan
melakukan wawancara dengan pembimbing di departemen PPIC untuk
mendaptkan informasi mengenai masalah – masalah yang ada di perusahaan
serta membahas tema dan judul apa yang akan dibahas dalam penelitian tugas
akhir yang berakitan dengan permasalahan yang ada.
2. Identifikasi Masalah
Dari hasil penelitian pendahuluan dapat disimpulkan bahwa adanya beberapa
kekurangan di lantai produksi yaitu berupa pengaturan tata letak fasilitas pada
work station yang belum sesuai, karena belum memperhitungkan kedekatan
antar work station dan adanya sebagian part dan material yang di simpan di
pinggir jalur transportasi hal ini dapat menghambat gerak alat angkut. Dengan
dilakukan pembahasan terhadap ongkos material handling diharapkan dapat
diketahui mengenai berapa ongkos material handling, bagaimana evaluasi
terhadap hasil perhitungan ongkos material handling, dan berapakah minimasi
ongkos material handling terhadap evaluasi yang sudah dilakukan.
3. Studi Pustaka
Studi pustaka dilakukan untuk mencari teori – teori yang mendukung peneliti
dalam menyelesaikan permasalahan yang ada diperusahaan. Studi pustaka
diperoleh dari buku referensi yang berkaitan dengan ongkos material handling,
tata letak pabrik dan pemindahan bahan.
4. Tujuan Penelitian
Adapun tujuan penelitian di PT Nusantara Turbin dan Propulsi adalah sebagai
Menghitung ongkos material handling yang terjadi pada luas lantai
produksi.
Melakukan evaluasi terhadap perhitungan ongkos material handling.
Merancang tata letak lantai produksi berdasarkan minimasi ongkos material
handling.
5. Pengumpulan Data
Pada tahapan ini peneliti mengumpulkan data – data seperti layout awal lantai
produksi, activityprocessengine , data departemen yang saling berhubungan,
luas lantai produksi, berat bentuk bahan baku, alat angkut apa saja yang
digunakan dalam proses produksi berdasarkan ketentuan beratnya.
6. Pengolahan Data
Pengolahaan data dilakukan setelah pegumpulan data selesai dilakukan, yaitu
dengan:
Activity process chart.
Perhitungan jarak antar departemen.
Perhitungan material yang disiapkan.
Menghitung ongkos matrerialhandling per meter gerak.
Ongkos materialhandling.
Fromtochart, inflow–outflow, tabel skala prioritas.
Usulan perbaikan material handling dengan melakukan analisis usulan
layout, membuat layout perbaikan, melakukan perhitungan jarak kembali,
dan menghitung kembali ongkos materialhandling.
7. Analisis
Pada tahap ini peneliti melakukan analisis terhadap perancangaan tata letak
lantai pabrik PT Nusantara Turbin dan Propulsi dan analisis terhadap
8. Kesimpulan dan Saran
Pada tahap terakhir yang diambil adalah menarik kesimpulan dari semua
penelitian yang dilakukan, mulai dari pengumpulan data, pengolahan data dan
analisis data yang telah diperoleh untuk menemukan pemecahan dari masalah
yang akan dicapai. Dan memberikan saran-saran yang dapat berguna bagi
perusahaan sebagai masukan dan bahan pertimbangann untuk penelitian lebih
Bab 4
Pengumpulan dan Pengolahan Data
4.1. Pengumpulan Data
Pada tahap pengumpulan data ini peneliti mengumpulkan dua tipe data, yaitu data
umum perusahaan dan data untuk pengolahan yang sesuai dengan topik Tugas
Akhir yaitu ongkos material handling.
4.1.1. Data Umum Perusahaan 4.1.1.1. Sejarah Perusahaan
Sesunguhnya sebuah reputasi yang patut dipertahankan, jika orientasi bisnis PT
Nusantara Turbin dan Propulsi (NTP) selalu mengacu pada kepuasan pelanggan.
Sejak pendirian awal dengan nama UMC (Universal Maintenance Center salah satu
divisi PT IPTN dahulu, sekarang PT Dirgantara Indonesia, NTP memang telah
diproyeksikan sebagai bisnis rekayasa, perawatan, perbaikan dan overhaul dalam
bidang turbin dan rotating equipment.
Berkantor pusat di sekitar Bandara Husein Sastranegara, Bandung-Indonesia. PT.
Nusantara Turbin dan Propulsi menjalankan usahanya di area seluas 45000 m²
dengan jumlah karyawan 374 orang. Didukung oleh sumber daya yang
berketerampilan tinggi, professional, berpengalaman serta dilengkapi dengan
peralatan canggih, PT NTP dikenal luas dan eksis sebagai perusahaan yang
memfasilitasi perbaikan mesin turbin terbaik juga mampu melayani mitra dan
pelangan di lebih 60 perusahaan dari berbagai Negara di kawasan Asia Pasifik,
Timur Tengah, Afrika, dan Amerika.
Sejak didirikan 23 Agustus 1986, degan nama UMC, perusahaan ini mengawali
roda usahanya sebagai sebuah divisi pendukung investasi di PT Industri Pesawat
PT. Nusatara Turbin dan Propulsi (NTP) sebagai anak perusahaan PT. Dirgantara
Indonesia.
Selain itu, guna menjaga kualitas skill, PT NTP secara reguler mengirimkan
karyawan berpotensi untuk mengikuti training baik yang diselengarakan di dalam
maupun di luar negeri. Hal ini dilakukan agar PT NTP senatiasa berada pada barisan
depan dalam pengembangan mutu dan kepedulian pada kepuasan pelanggan.
4.1.1.2.Tentang Perusahaan, Visi, dan Misi
PT. Nusantara Turbin dan Propulsi (NTP) merupakan pusat unggulan yang
terpecaya dalam bidang rekayasa, perawatan, perbaikan dan overhaul sistem turbin
gas dan rotating equipment terkemuka di Asia Tenggara. Dibangun denga satu
tekad yang kuat untuk menghantarkan NTP sebagai tim yang tangguh dengan
profesiaonalisme dan integritas menjadikan NTP pemimpin disetiap ruang
bisnisnya. NTP tidak pernah ragu terhadapa kemampuan, kualitas dan kompetisi
untuk menciptakan karya yang bernilai tinggi bagi kepentingan customer.
Profesionalisme NTP dan sumber daya manusianya telah diakui oleh sistem
manajeman mutu ISO 9001: 2000 of DNV, Netherlands. Sertifikasi dari Original
EngineManufacture (OEM), dan lembaga otoritas dunia penerbangan diantaranya
FederalAviationAdministration (FAA)-USA dan EASA –EuropeanUnion adalah
bukti kemampuan SDM kami yang unggul.
Penghargaan tersebut memacu kami untuk senatiasa meningkatkan kualitas untuk
memenuhi kepuasan customer. Inilah fakta yang menjadikan kami tetap menjaga
komitmen untuk menjadi perusahaan yang berkualitas tinggi dan terpecaya, serta
menjadi mitra yang kompetitif dan berpengaruh di kawasan Asia Pasifik.
Visi perusahan menjadi pusat unggulan yang terpecaya dalam bidang rekayasa,
manufacture, perawatan, perbaikan dan overhaul sistem turbin dan rotating
Misi Perusahaan:
Memaksimalkan keuntungan bagi pemangku kepentingan dalam bisnis turbin
dan rotating equipment.
Percaya diri di pasar domestic dan regional sebagai dasar pertumbuhan.
Memiliki budaya safety dan kewaspadaan yang tinggi, dijalankan dengan
integritas, transparansi dan GCG (Good Corporate Governance).
4.1.1.3. Unit Usaha Strategis
Pelayanan sangatlah penting dan bermakna terutama dalam menjalankan sebuah
usaha. Guna memenuhi kebutuhkan pelanggan, PT NTP memiliki dua unit usaha
strategis yang diupayakan agar tetap mampu menjaga kepuasan pelanggan. Kedua
unit usaha strategis tersebut adalah:
A. SBU UMC Aero Engine Services
Didukung oleh SDM yang handal dan fasilitas yang canggih, unit usaha strategis
ini fokus pada layanan perawatan, perbaikan dan overhaul mesin pesawat terbang
dan sebagian besar perusahaan penerbangan komersil nasional dan militer adalah
customer kami. Saat ini PT NTP memiliki fasilitas untuk Enginetesting diantaranya
2 unit dynamometer berkapasitas sampai 6000 SHP, fasilitas testing mesin jet
berkekuatan sampai 100000 LB thrust serta fasilitas testing Solar Gas Turbin.
Didukung oleh fasilitas yang cangih dan skill SDM yang kami miliki serta biaya
pemeliharaan dan perbaikan yang rasional dan kompetitif, PT NTP telah teruji di
dunia industri kedirgantaraan dan bersinergi dalam sebuah tim untuk menjadi yang
terdepan dalam kehandalan layanan, inovatif dan persaingan efisiensi harga di
kawasan Asia Pasifik.
B. SBU UMC Industrial Turbin Services
Unit usaha strategi ini fokus pada manufaktur, layanan perawatan, perbaikan dan
overhaul turbin gas industri. Sejak tahun 1986 PT NTP telah menjalin kerjasama
dengan Solar Gas Turbin sehingga mendapatkan kepercayaan tinggi dari customer
domestik maupun regional. Kemudian layanan perawatan lainya fokus pada pompa
serta agro industri. Adapun layanan lainya adalah perawatan turbin uap,
turbocharger, peremajaan bantalan dan reparasi umum yang meliputi layanan
electroplating, plasma spray, machining, Welding, balancing dan sermetal coating.
NTP dipercaya oleh Textron-David Brown Union Pump sebagai mitra resmi untuk
mereparasi semua jenis pompa sentrifugal, baik dilakukan di dalam maupun luar
negri. Selain perawatan pompa mesin sentrifugal, PT NTP juga memfokuskan
layanan perawatan kompresor sentrifugal sebagai salah satu lini usahanya, selain
itu sejak tahun 2005 PT NTP bekerjasama dengan BPPT (Badan Pengkajian dan
Penerapan Teknologi) serta didukung oleh Departemen Perindustrian RI, telah
berhasil membuat dan mengembangkan turbin uap berkapasitas 450 HP sampai
dengan 4 MW dan terus dikembangkan untuk mencapai kapasitas 7 MW.
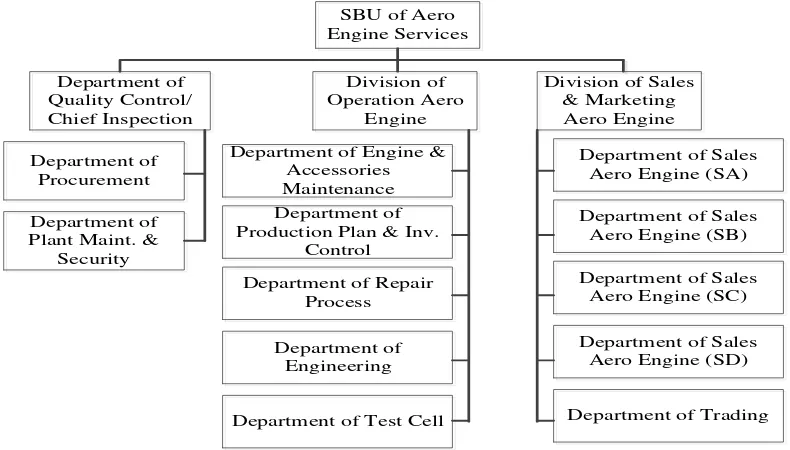
4.1.1.4. Struktur Organisai
Dengan daya dukung personil yang handal di tingkat manajemen, PT NTP berupaya
keras untuk menjalankan usahanya agar senatias fokus dan profesional dalam
pengelolaanya sehingga mampu mencapai misi visi perusahaaan. Strukur
manajeman yang jelas merupakan satu kekuatan bagi perusahaan, tidak hanya kuat
bagi internal tapi juga kuat bagi eksternal dalam hal ini adalah pihak-pihak yang
terkait dengan PT NTP. Struktur organisasi PT NTP bisa dilihat pada gambar 4.1.
4.1.1.5. DepartemantProductionPlanning & InventoryControl (PPIC)
Production Planning & Inventory Control atau sering disebut PPIC merupakan
suatu department dalam perusahaan yang berfungsi merencanakan dan
mengendalikan rangkaian produksi agar berjalan sesuai dengan rencana yang sudah
ditetapkan serta mengendalikan jumlah inventory agar sesuai dengan kebutuhan
yang ada. PPIC merupakan bagian dari organisasi perusahaan yang menjembatani
2 department yaitu: marketing & produksi. PPIC menterjemahkan kebutuhan
marketing kedalam bentuk rencana produksi & ketersediaan bahan baku yang akan
dijalankan agar order yang diterima marketing bisa dikirim tepat waktu dan tepat
gambaran umum strukutr organisasinya bisa dilihat pada gambar 4.2. dibawah. Dan
job desk departmen PPIC diantaranya sebagai berikut:
Menerima order dari marketing dan membuat rencana produksi sesuai order
yang diterima.
Memenuhi permintaan sample dari marketing dan memantau proses
pembuatan sample sampai terkirim ke pelanggan.
Membuat rencana pengadaan bahan berdasarkan forecast dari marketing
dengan memperhatikan kondisi stock dengan menghitung kebutuhan material
produksi menurut standard stock yang ideal.
Memonitor semua inventory baik untuk proses produksi, stock yang ada di
gudang maupun yang akan didatangkan sehingga proses produksi dan
penerimaan order bisa berjalan lancar dan seimbang.
Menyusun jadwal proses produksi pada waktu, routing & quantity yang tepat sehingga barang bisa dikirim tepat waktu dan sesuai dengan permintaan
pelanggan.
Menjaga keseimbangan lini kerja di produksi agar tidak ada mesin yang
overload sementara mesin lain tunggu order.
Menginformasikan ke bagian marketing jika ada masalah di proses produksi
yang menyebabkan delay delivery.
Aktif berkomunikasi dengan semua pihak yang terkait sehinggga diperoleh informasi akurat dan up to date.
Output kerja yang dikerjakan departemen PPIC diantaranya adalah:
Laporan kegiatan produksi
Master Production Schedule (MPS)
Target produksi
ProductionPlan & Accomplishment (AERO)
Engineproductionstatus
Department of Legal Unit of Quality Assurance &
Safety
President Director
Department of Healty, Safety & Environment
Directorate of Operation Directorate of Commerce Directorate of Finance
& Administration
Department of Engine & Accessories Maintenance Department of Production Plan & Inv.
Control
Gambar 4.1. Struktur Organisasi PT. Nusantara Turbin dan Propulsi
SBU of Aero
Department of Engine & Accessories Maintenance Department of Production Plan & Inv.
Control