C14.1
PERANCANGAN ULANG TATA LETAK PADA LANTAI PRODUKSI
UNTUK PERCEPATAN PRODUKSI
Dessi Mufti1), Padri Zulma Putra2)
1),2) Teknik Industri, Universitas Bung Hatta
Jl. Gajah Mada No 19, Gunung Pangilung, padang, Sumatera Barat
Email :dessimufti@bunghatta.ac.id
Abstrak. PT. Avesta adalah perusahaan yang tidak hanya memproduksi kemasan fleksibel dari perusahaan
farmasi saja tetapi juga makanan, minuman, jamu, kosmetik, obat untuk hewan dan pestisida. Bentuk kemasan yang dihasilkan PT. Avesta adalah roll dan kantong. Proses produksi kertas di PT. Avesta Continental Pack menggunakan tipe tata letak process layout. Ada beberapa tahapan yang dilalui dalam pembuatan kemasan yaitu proses pembuatan cylinder, proses printing, Laminating, Slitting, Bag making dan finishing. Setiap pembuatan kemasan diawali dengan proses pembuatan cylinder. Urutan pembuatan cylinder untuk setiap kemasan adalah sama, sehingga khusus pada tahapan pembuatan cylinder layout existing bisa menggunakan product layout. Transportasi yang sebenarnya tidak mendatangkan nilai tambah bagi produk harus diminimasi. Relayout pada penelitian dengan menggunakan pendekatan peta aliran proses. Hasil yang diperoleh dari hasil relayout ini adalah penurunan jarak transportasi sebesar 54%, pola aliran bahan dari bentuk zig zag berobah menjadi U line dan ini berarti perusahaan bisa mempercepat waktu produksi. Hal ini meningkatkan pemanfaatan fasilitas transportasi dan mudah untuk mengawasi keluar masuknya material dan produk jadi.
Kata kunci: Relayout, process layout, poduct layout, transportasi
1. Pendahuluan
PT. Avesta Continental Pack adalah perusahaan yang tidak hanya memproduksi kemasan fleksibel dari perusahaan farmasi saja tetapi juga memproduksi kemasan untuk makanan, minuman, jamu, kosmetik, obat untuk hewan dan pestisida. Pembuatan produk kemasan pada PT. Avesta Continental Pack Ada beberapa tahapan proses yang harus di lewati diantaranya : proses pembuatan cylinder, proses Printing, Laminating, Slitting, bag making dan finishing. Secara umum, layout pada perusahaan ini berbentuk process layout. Pengaturan fasilitas produksi sangat penting karena dapat menimbulkan masalah dan memperlambat produksi. Untuk itu dirasakan perlunya pengaturan fasilitas yang efektif sehingga jalan produksi tidak terganggu. Plant layout atau tata letak pabrik adalah perancangan susunan unsur unsur fisik suatu kegiatan dan biasanya berhubungan dengan industri manufaktur yang menghasilkan gambar rancangan tata letak pabrik.Tata letak pabrik yang baik selalu melibatkan tata cara pemindahan bahan atau material di pabrik [5].
Desain tata letak telah menjadi dasar fundamental dari pabrik/industri saat ini karena dapat mempengaruhi dari efisiensi kerja [4]. Sebuah tata letak yang baik adalah yang memungkinkan aliran material dengan cepat dan langsung untuk diproses. Ini mengurangi penanganan transportasi dan biaya lainnya per unit, kebutuhan ruang dan mesin idle diminimalkan dan waktu manusia menganggur juga harus dikurangi[2].
Setelah dilakukan survey, pada tahapan pembuatan cylinder untuk tiap jenis kemasan adalah
sama. Artinya tata letak pada pembuatan cylinder ini dapat menggunakan product layout.
Secara garis besar tujuan utama dari tata letak pabrik Ialah mengatur area kerja dan segala fasilitas produksi yang paling ekonomis untuk beroperasi produksi yang aman dan nyaman sehingga akan dapat menaikkan moral kerja dan performance dari operator. Lebih spesifik lagi tata letak yang baik akan dapat memberikan keuntungan–keuntungan dalam sistem produksi, yaitu antara lain sebagai berikut :1. Menaikkan output produksi. 2. Mengurangi waktu tunggu (delay).
3. Mengurangi proses pemindahan bahan (material handling).
C14.2
Relayout pada penelitian ini dilakukan dengan pertimbangan dapat mengurangi jarak tempuh (transportasi) dan minimasi flow time. Pendekatan yang digunakan untuk relayout ini adalah dengan menggunakan activity relationship chart. Dengan pendekatan ini diharapkan jarak perpindahan bahan dapat diminimalkan, tidak menimbulkan arus bolak balik sehingga tingkat keamanan dan performansi operator serta dapat menghemat penggunaan space yang berlebihan. Selain itu dengan pengaturan tata letak fasilitas yang baik akan banyak membantu pendayagunaan elemen–elemen produksi secara lebih efektif dan lebih efisien [5].
1. Mengurangi inventory in process. 2. Proses manufacturing yang lebih singkat.
3. Mengurangi resiko bagi kesehatan dan keselamatan kerja dari operator. 4. Memperbaiki moral dan kepuasan kerja.
5. Mempermudah aktivitas supervise.
6. Mengurangi kemacetan dan kesimpangsiuran.
7. Mengurangi faktor yang bisa merugikan dan mempengaruhi kualitas dari bahan baku atau pun produk jadi.
Pekerjaan layout tidak dapat dikerjakan sendiri oleh satu orang. Pekerjaan ini membutuhkan suatu usaha dan pemikiran bersamaan dan terkoordinir baik antara semua bagian-bagian di dalam pabrik. Sebenarnya pekerjaan layout itu tidak sukar tetapi memerlukan suatu pendekatan (approach) yang sistematis dan konsisten. Dalam kegiatan manufaktur, pemindahan bahan mengambil porsi 25% dari jumlah pekerja, 55% dari luas lantai yang digunakan, dan 87% dari waktu produksi yang digunakan [1]. Dalam membuat layout yang baru, semua faktor-faktor yang disebutkan di atas harus diperhatikan benar-benar dan dipertimbangkan, terutama faktor-faktor yang penting seperti : Flow
material, Product, Peralatan/mesin-mesin (equipment), Minimum movement dan Sequence
(urutan) dari operasi produksi [3] . Penelitian ini, relayout akan diperbaiki hanya pada space untuk pembuatan cylinder.
2. Pembahasan
Pada proses pembuatan cylinder ditemukan alian back tracking dan simpang siur. Hal ini mengakibatkan jarak total material handling menjadi sangat panjang sehingga berdampak pada flow time yang lebih lama Karena urutan pada pembuatan cylinder ini sama untuk tiap kemasan, dipertimbangkan lebih baik menggunakan product layout., untuk itu perlu dilakukan penataan kembali tata letak mesin-mesin tersebut agar jarak total material handling lebih pendek sehingga dapat meminimumkan flow time.
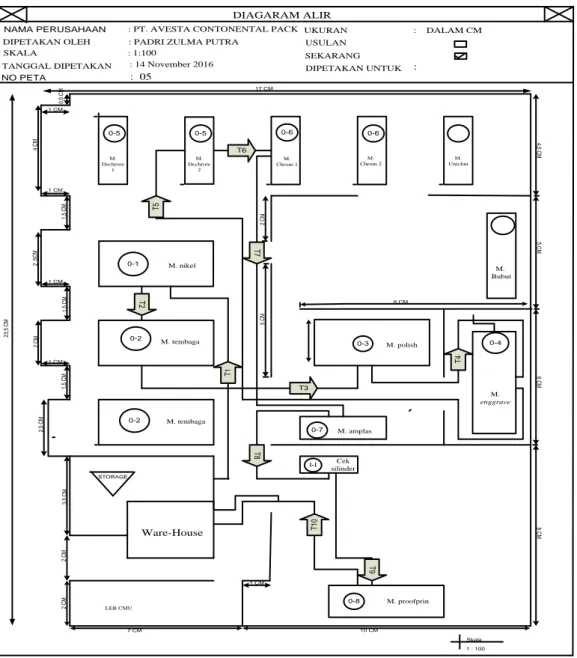
Gambar 1 berikut merupakan diagram alir untuk pembuatan cylinder, ditemukan aliran bahan yang bolak balik(back tracking) dengan waktu transportasi yang ditempuh seperti pada tabel 1:
Tabel 1 : Waktu transportasi pada proses pembuatan cylinder No Trasporta
si
Mesin Jarak Temp Waktu
Dari Ke Operasi(m) proses(m)
1 T1 Storage M. Nikel 11,5 5
2 T2 M. Nikel M.Tembaga 1,5 10
3 T3 M.Tembaga M. Polish master 7,5 5
4 T4 M. Polish master M. Engrave 10 5
5 T5 M. Engrave M. Dechrom 25 5 6 T6 M. Dechrom M. Crom 2 10 7 T7 M. Crom M. Amplas 14 2,5 8 T8 M. Amplas Inspeksi 6 5 9 T9 Inspeksi M. Proftprin 6 2,5 10 T10 M. Proftprin Ware-hose 9 - Jarak Total 92,5 60
C14.3 M. Chrom 1 0-5 0-5 0-6 0-4 0-3 I-I M. nikel M. Bubut M. Dechrore 2 M. Dechrore 1 0-1 0-8 M. polish M. enggrave Cek silinder M. proofprin 17 CM 23 ,5 C M Skala 1 : 100 STORAGE 0-6 M. Chrom 2 M. Unicfan M. tembaga 0-2 M. tembaga 0-2 0-7 M. amplas LEB CMU 2 C M 1 CM 7 CM 10 CM DIAGARAM ALIR TANGGAL DIPETAKAN USULAN SEKARANG DIPETAKAN UNTUK : PT. AVESTA CONTONENTAL PACK
: 14 November 2016 :
: 05
SKALA : 1:100
UKURAN : DALAM CM
DIPETAKAN OLEH : PADRI ZULMA PUTRA
NO PETA NAMA PERUSAHAAN Ware-House 4,5 C M 5 C M 6 C M 8 C M 2 C M 5 C M 8 CM 1 CM 1 CM 1 CM 1 CM 1, 5 C M 1, 5 C M 1, 5 C M 3, 5 C M 2, 5 C M 2 C M 2 ,5 C M 4 C M 2 C M 0, 5 C M T 1 T 2 T3 T 4 T 5 T6 T 7 T 8 T 9 T 10
Gambar 1: Diagram Alir Proses Pembuatan Cylinder
Jarak perpindahan produk ini bisa dipersingkat dengan menggunakan menggunakan tolak ukur derajat kedekatan hubungan antara suatu fasilitas (departemen) dengan fasilitas lainnya. Metode kualitatif yang digunakan adalah dengan menggunakan Activity Relationship Chart (ARC).
1 2 5 3 4 5 10 9 8 7 6 11 1 11 10 9 8 7 6 5 4 3 2 4 4 4 6 4 6 2,3 1,2 6 4 6 5 5 4 4 4 4 4 4 2 4 4 4 4 4 4 4 4 4 4 4 4 4 6 6 4 4 4 4 6 1 5 4 6 5 4 4 6 4 4 4 6 4 4 1 2 3 4 5 6 7 8 9 10 11 No KOMPONEN Dept. Nikel Storage Dept. Tembaga Dept. Dhecrom Dept. Enggarve Dept. Polish Master
Dept. Chrom Dept. inspeksi Dept. Amplas Ware house Dept. proofprin A = MUTLAK PERLU E = SANGAT PENTING I = PENTING O = BIASA U = TIDAK PERLU X = TIDAK DIHARAPKAN Sandi Alasan Pentingnya berhubungan Memudahkan perpindahaan barang Memudahkan pengawasan Tidak ada atau sedikit hubungan Dibutuhkan karyawan Disukai karyawan 1. 2. 3. 4. 5. 6. 1 2,3 1 2,3 2 1,2
NAMA PRODUK : CETAKAN KEMASAN PADA SILINDER
NO. PETA : 07
DIPETAKAN OLEH : PADRI ZULMA PUTRA
TANGGAL DIPETAKAN : 27 DESEMBER 2016
DIPETAKAN UNTUK : PERANCANGAN ULANG TATA LETAK MESIN
C14.4
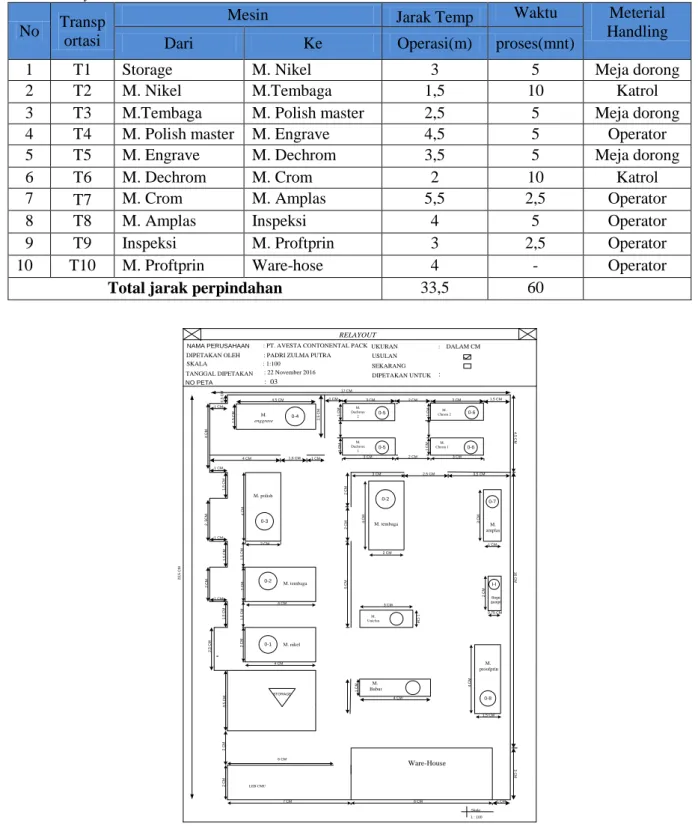
Tabel 2 memperlihatkan pengurangan jarak perpindahan material dan Gambar 3 memperlihatkan usulan relayout.
No Transp ortasi
Mesin Jarak Temp Waktu Meterial
Handling
Dari Ke Operasi(m) proses(mnt)
1 T1 Storage M. Nikel 3 5 Meja dorong
2 T2 M. Nikel M.Tembaga 1,5 10 Katrol
3 T3 M.Tembaga M. Polish master 2,5 5 Meja dorong
4 T4 M. Polish master M. Engrave 4,5 5 Operator
5 T5 M. Engrave M. Dechrom 3,5 5 Meja dorong
6 T6 M. Dechrom M. Crom 2 10 Katrol
7 T7 M. Crom M. Amplas 5,5 2,5 Operator
8 T8 M. Amplas Inspeksi 4 5 Operator
9 T9 Inspeksi M. Proftprin 3 2,5 Operator
10 T10 M. Proftprin Ware-hose 4 - Operator
Total jarak perpindahan 33,5 60
0-5 0-5 0-6 0-4 0-3 I-I 2 CM 2 CM 1 ,5 C M M. Bubut M. Dechrore 2 M. Dechrore 1 4 C M 3 CM 3 CM 3 CM 3 CM 3 CM 1 C M 1 C M 1 C M 4 CM 2 CM 4 C M 1 ,5 C M 4,5 CM 1 CM 0,75 CM 3 C M 2 C M 0-8 M. polish M. enggrave M. proofprin 17 CM 2 3 ,5 C M Skala 1 : 100 1,5 CM STORAGE 0-6 M. Chrom 2 M. Unicfan M. tembaga 0-2 4 CM 1 ,5 C M M. tembaga 0-2 1 C M 1 C M 0-7 M. amplas 4 C M LEB CMU 2 C M 7 CM 8 CM 6 CM 3,5 CM 3 CM RELAYOUT TANGGAL DIPETAKAN USULAN SEKARANG DIPETAKAN UNTUK : PT. AVESTA CONTONENTAL PACK
: 22 November 2016 :
: 03 SKALA : 1:100
UKURAN : DALAM CM
DIPETAKAN OLEH : PADRI ZULMA PUTRA
NO PETA NAMA PERUSAHAAN 4 CM 2 C M 2 C M 2 CM Ware-House 4 ,5 C M 2,5 CM 2 C M 5 C M 1 CM 1 CM 1 CM 1 CM 1 CM 1 ,5 C M 1 ,5 C M 1 ,5 C M 3 ,5 C M 2 ,5 C M 2 C M 2 , 5 C M 4 C M 2 C M 0 ,5 C M 0-1 M. nikel M. Chrom 1 Boge guage 2 C M 2 ,5 C M 1 CM 1 C M 1,5 CM 4 CM 1,5 CM 1 CM 3 C M 1 6 C M
Gambar 3: Relayout usulan
Pada Tabel 1 diatas dapat dilihat jarak tempuh sekarang(existing) sebesar 92,5 meter, sedangkan pada kondisi usulan Tabel 2 didapatkan jarak yang lebih singkat yaitu 33,5 m. Ini terjadi penurunan jarak sebesar 54 %. Diharapkan dengan penurunan jarak transportasi waktu penyelesaian produk bisa lebih cepat karena pola aliran menjadi lebih singkat, memudahkan operator dalam memindahkan bahan, kurangnya tingkat kecelakaan kerja, mudah melakukan pengawasan terhadap operator material
C14.5 3. Simpulan
Ada beberapa kesimpulan yang diperoleh dari penelitian yaitu sebagai berikut:
1. Pada tahapan proses pembuatan cylinder diusulkan untuk perubahan dari process layout menjadi
product layout.
2. Jarak transportasi dapat diminimasi dari 92,5 m menjadi 33,5 m atau berkurang sebesar 54% 3. Diharapkan dengan minimasi jarak transportasi pola aliran menjadi lebih singkat, flow time lebih
pendek, dan biaya material handling bisa dikurangi Daftar Pustaka
[1]. Hadiguna, R.A., Setiawan, Heri., 2008, Tata Letak Pabrik, Andi, Yogyakarta.
[2]. Patil, Subodh B., S.S. Kuber. (2014), International Journal of Research in Engineering and Technology, eISSN:2319-1163, pISSN:2321-7308, Vol. 3 (4), pp. 770-775.
[3]. Tompkins, J.A., White, J.A., Bozer, Y.A., Frazelle, E.H., Tanchoco, J.M., & Trevino, J. 1996, Facilities Planning, New York, Wiley.
[4]. Vaidya, R.D. 2013, The International Journal of Business & Management, ISSN 2321-8916, Vol. 1 (2), pp.1-9.
[5]. Wignjosoebroto, S., 2003, Tata Letak Pabrik dan Pemindahan Bahan, Guna Widya, Surabaya.Wignjosoebroto, S., 2003, Tata Letak Pabrik dan Pemindahan Bahan, Guna Widya, Surabaya.