BAB IV
HASIL
A. Gambaran Lokasi Penelitian
1. Gambaran umum
Perusahaan pada tahun 1968 dengan nama aneka karya merupakan perusahaan perseorangan milik bapak H.M.Husnun H.S. Ketika itu Aneka Karya masih sejenis industri kecil dengan kegiatan meliputi pengecoran awal, penanganan perantara serta usaha-usaha kecil lainnya. Di samping itu produksinya masih berupa wajan atau tempat penggorengan, kerekan sumur, komponen mesin jahit dan produk lainnya. Pada perintisan awal ini seluruh permodalan masih dibiayai oleh bapak H.M. Husnun H.S dan masih menerapkan teknologi pengecoran sederhana seperti dapur tangki. Pengadaan bahan bakunya masih local serta hasil produksinya masih sempit.
42 CV Aneka Karya mendapat bimbingan terkait dari MIDC (Metal Industri Development Centre) dan departemen perindustrian. Mulai tahun 1982 proses peleburan besi dilakukan dengan menggunalkan dapur kapola.sedangkan untuk kebutuhan permodalan CV Aneka Karya mendapat bantuan dari Bank Bumi Daya cabang surakarta. Perusahaan ini untukmendapatkan kepercayaan dalam mengejar tender maka perusahaan harus memperoleh pinjaman untuk memperkuat kedudukan perusahaan. Maka pada tanggal 23 desember 1980 perusahaan ini diubah bentuknya menjadi Perseroan Terbatas (PT) dengan akta notary Subekti, SH dengan nama PT Aneka Karya. Selanjutnya perusahaan ini mengalami peningkatan permintaan terus menerus sehingga perusahaan menjadi sulit mengimbanginnya. Untuk mengatasihal tersebut maka perusahaan mendirikan PT Aneka Karya Unit II yang diresmikan oleh Dirjen Industri Kecil Departemen Perindustrian pada tanggal 28 Juni 1986 sehingga perusahaan menjadi PT Aneka Karya Unit I dan Unit II.
Pada tahun 1992 pemerintah mengeluarkan peraturan bahwa badan usaha perseroan harus memiliki lebih dari 3 kata, maka atas keputusan itu nama perusahaan menjadi PT Aneka Adhilogam Karya pada pertengahan bulan April 1994. Pada tahun ini juga perusahaan mulai menerapkan teknologi peleburan Induction Furnace dengan kapasitas 1,1 ton/tungku/jam dan perusahaan ini memiliki dua unit tungku peleburan.
43 nasional. produk baru yang dibuat adalah pelekracing dan blok mesin dengan adanya produk itu perusahaan mengekspansikan perusahaan menjadi III Unit dan PT Aneka Adhilogam Karya mendapat standar produksi ISO 9000 dan penghargaan dari pemerintah.
2. Jenis produk dan pemasarannya
Jenis produk yang dihasilkan di PT Aneka Adhilogam Karya mempunyai variasi jenis yang beraneka ragam, tetapi tetap dalam batasan benda-benda cor dengan spesifikasi sambungan pipa. Jenis produksi yang dihasilkan antara lain;
a. Collar f. Box Street k. Coupling universal
b. Flage Socket g. Reducer l. DLL
c. Flage Spigot h. Tee
d. AllFlange Tae i. Bend
e. allSocket Tae j. Gibauk joint
produk tersebut diproduksi dalam berbagai ukuran sesuai dengan pemesanan. pemesanan produknya selain menerima order atau pesanan dalam negeri juga mengeksport ke berbagai negara seperti malaysia, singapore, filipina dan korea.
3. Proses produksi
44 a. Pembuatan cetakan
1) Bahan baku cetakan antara lain:
a) Pasir silika dan pasir kwarsa, syarat pasir yang digunakan: (1) Ukuran dan bentuk butiran
(2) Memiliki permeabilitas
(3) Stabil,tidak bersenyawa dengan bahan logam coran (komposisi tidak berubah)
(4) Tahan temperatur tinggi 2) Bentonit
Berbentuk abu vulkanik yang telah lapuk, bermanfaat untuk meningkatkan daya ikat cetakan pada pasir bayah, dipakai jika cetakan pasir biasa dirasa kurang kuatuntuk mencetak logam
3) Tetes
Berfungsi sebagai bahan pengikat, tetes ini memiliki kekuatan adheit yang tinggi, tahan panas, tahan kelembaban, dengan hasil permukaan rata, dapat mengeras di udara, murah harganya dan mudah dibuat, tetes dipakai untuk cetakan semen proses.
4) Thiner
Digunakan untuk mempercepat proses pengeringan 5) Semen
45 6) Tanah penimbun cetakan tanah liat
Tanah penimbun sendiri terdiri dari pasir, tanah liat, serbuk gergaji dan sekam.
7) Air
Kadar air pada cetakan adalah 3,7% - 4%, setelah mengering kadar air dalam cetakan kira tinggal 0,7%.
b. Pengolahan dan pembuatan cetakan
Secara garis besar proses pembuatan cetakan terdiri dari tiga jenis yaitu:
1) Cetakan pasir basah
(a) Bahan dan alat : pasir kwarsa, air, dan tanah anti air, pola dan alat penumbuk
(b) Proses yaitu:
(1) Pasir kwarsa ditambah air sambil diaduk-aduk lalu di diamkan selama10 menit
(2) Kemudian mulai membuat cetakan sesuai rangka atau pola yang telah dibuat, dan hasil cetakan diolesi oleh bahan anti air
(3) Cetakan siap dituangi logam cair
(c) Kriteria produk yang menggunakan cetakan pasir basah adalah:
46 (2) Menda kerja tidak memerlukan sifat mekanik yang
sempurna
(3) Untuk prouksi dalam jumlah banyak atau masal 2) Cetakan semen
(a) Bahan dan alat pasir silika, tetes tebu, semen dengan perbandingan 10:1:4, rangka cetakan, pisau untuk merapikan cetakan.
(b) Proses, yaitu:
(1) Pasir silika, tetes debu dan semen dicampur sesuai perbandingan denganm menggunakan mixer menjadi adonan
(2) Adonan mulai dibuat cetakan sesuai dengan pola/rangfka yang telah disiapkan
(3) Untuk mempercepat pengeringan, cetakan diolesi dengan bubuk granit yang dicampur thiner atau spirtus dengan kuas lalu dibakar
(4) Setelah pembakaran cetakan diikat dengan tali kawat agar lebih kuat saat diberi cairan logam dan tidak retak saat di pindahkan
(c) Kriteria yang produk menggunakan cetakan semen (1) Benda kerja berbentuk rumit dan berukuran sedang (2) Benda kerja yang memerlukan sifat mekanik yang
47 (3) Untuk pemesana yang cepat karena proses pengeringan
coran yang cepat denga cetakan ini 3) Cetakan tapel
(a) Bahan dan alat: tanah liat, pasir kwarsa perbandingan 30:70 gambar atau contoh produk yang akan dibuat
(b) Proses yaitu:
(1) Membuat adonan tanah liat dan pasir kwarsa sesuai perbandingan
(2) Membentuk cetakan dari adonan tersebut sesuai dengan bentuk yang diinginkan
(3) Cetakan dikeringkan dibawah sinar matahari sampai kering
(4) Setelah cetakan kering, lalu ditanam ditemnpat tanam cetakan taper kemudian siap dituang logam cair
(c) Kriteria produk yang menggunakan cetak tapel
(1) Untuk benda kerja ukuran sedang dan besar biasanya diatas diameter 250 mm
(2) Untuk benda kerja yang bentuk rumit untuk dibuat kerangka atau pola
(3) Untukkerja yang tidak begitu memperhitungkan kesamaan presisis produk satu dengan lainnya
48 c. Peleburan dengan dapur induksi
Proses peleburan di PT Aneka Adhilogam Karya menggunakan tanur induksi jenis kras dengan frekuensi rendah. Tahap proses peleburan yaitu :
1) Menghidupkan dapur listrik selama 3 jam untuk pemanasan 2) Bahan yang akan dilebur dimasukkan, tetapi sebelumnya
dilakukan penimbangan untuk mengetahui presentase berat bahan yang akan dilebur
3) Mengatur power yang akan digunakan pada proses peleburan dengan cara memutar tombol saklar. Dengan variasi daya 0-625 kW, daya yang biasa digunakan adalah 550 kVA dengan total daya 865 kVA.
4) Bahan baku terus ditambahkan sesuai dengan kapasitas dapurnya sambil diaduk menggunakan batang pengaduk. penambahan unsur paduan dilakukan sebelum besi cor dituangkan laddle dan kompisisinya diperiksa/dikontrol dengan komputer. Bahan paduan yang dicampur antara lain:
(a) Bahan baku utama
49 (c) Setelah logam mencair ditunggu sampai logam mencapai suhu 15700 C, hal ini dilakukan agar didapatkan sifat logam yang baik, dan juga memperkirakan perbandingan logam pada saat pengecoran.
d. Proses penuangan logam cair
Setelah peleburan besi dan cetakan siap dipakai, dilanjutkan dengan proses penuangan. Penuangan menggunakan laddle, laddle ini dilapisi batu tahan api untuk menjaga temperatur besi dan juga untuk memperkuat laddle menahan cairan logam yang sangat panas. Proses penuangan dilakukan dengan manual walaupun proses peleburan menggunakan dapur induksi. yang perlu diperhatikan dalam proses penuangan adalah:
1) Laddle yang digunakan harus benar-benar kering karena kalau tidak kering akan menyebabkan penurunan suhu besi cair secara drastis, hal ini dapat menyebabkan catnya logam yang akan dibentuk
2) Terak yang terbentuk oleh pemberian slag di atas coran yang berada di laddle tidak dibuang karena dapat mempertahankan suhu coran, dan sebagai filter pada saat penuangan, karena slag dapat mengikat kerak yang ada, maupun kotoran yang ada di dalam coran
50 jika lebih dari itu maka coran akan dibuang (didaur ulang), karena menurut pengalaman, jika lebih dari 10menit maka logam yang terbentuk akan cacat
4) Penuangan harus dilakukan dengan cepat dan tepat. Dengan mempertimbangkan berat dan tebal coran, dapat dibantu dengan alata yang berupa ember yang diberi pasir tahan panas, dengan pegangan dari kayu yang dapat dibawa oleh satu orang.
e. Pembongkaran cetakan (mokling)
Proses pembongkaran cetakan dilakukan untuk pemisahan cetakan dengan benda kerja, sehingga dapat dikerjakan proses selanjutnya. pembongkaran dilakukan dengan cara manual dan pakai mesin. Dengan manual dilakukan dengan cara pemukulan cetakan dengan alat pukul sehingga cetakan retak dan pecah, sedangkan penggunaan mesin dilakukan dengan menggoncangkan pada mesin penggonceng atau mesin penggetar sehingga cetakan pecah dan sisa pasir akan rontok.
f. Pembersihan logam hasil coran
Setelah dibongkar maka akan dilakukan pembersihan darisisa pasir yang menempel dan ini digunakan menggunakan mesin shoot blast yang merupakan mesin pembersih atau secara manual dengan dipukul g. Proses pemeriksaan bentuk dan ukuran
51 menjamin coran yang dibuat benar-benar baik. coran yang baik, maka percetakan akan lebih mudah dan menghasilkan barang yang baik. Selain pemeriksaan visual dengan pengetukan selanjutnya dilakukan pemeriksaan sambungan pipa secara visual dilakukan terhadap kelompok produksi yaitu pemeriksaan ukuran dan bentuk dengan meteran. Dari hasil ini produk cor dikelompokkan menjadi 3 kelompok yaitu:
1) Hasil cor tidak dapat dipakai bila prosentase bias yang kecil sekitar 5%.
2) Hasil cor harus diperbaiki kualitasnya.
3) Hasil cor yang baik bila tidak perlu perbaikan lagi.
Pada proses pengecoran dapat terjadi bermacam-macam cacat. Adapun cacat yang ditemui seperti retak, sumbat dinding, porositas, lubang, dan penyusunan dimensi
h. Pembubutan
Pembubutan dilakukan untuk memberikan ketepatan ukuran diameter sambungan agar sesuai dengan yang dikehendaki dan untuk menghaluskan permukaan yang melintang agar didapat kesesuaian presisi ketika dilakukan penyambungan
i. Pengeboran
52 j. Penggerindaan
Penggerindaan bertujuan untuk menghilangkan sirip-sirip bekas cetakan dan penghalusan bekas saluran pengecoran yang masih tersisa. Proses penggeringaan dapat dilakukan berulang sperti proses pembubutan dan pengeboran yang permukaan benda kerja masih kasar agar dapat dihaluskan dengan gerinda.
k. Pemeriksaan sifat mekanik
Pemeriksaan sifat mekanik yang dilakukan antara lain: 1) Pemeriksaan kedap air dan kebocoran
Untuk menjamin bebas darikebocoran, produk sambungan pipa dialiri air dengan tekanan tertentu, jika ada kebocoran maka akan terlihat dengan adanya rembesan air pada permukaan produk 2) Uji tarik dan kekerasan hasil coran
Untuk mengetahui kekuatan tarik besi corbahan sambungan pipa air maka dilakukan pengujian tarik dengan cara memberikan beban tarik pada batang uji secara perlahan-lahan sampai patah, dengan pengujian ini dapat diketahui batas mulur, kekuatan tarik, perpanjangan, pengecilan luas dan sebagainya
l. Pengecatan
53 untuk menghindari korosi dan agar benda kerja tampak indah dan sewarna sesuai pesanan.
m. Perakitan
Perakitan ini meliputi pemasangan dua atau lebih komponen produk hasilcoran yang dirangkai menjadi satu produk, misal produk collar dirangkai dengan pemasangan rubber ring dan gland ring sebagai penyambung dan dikunci dengan mur-baut.
4. Pembagian jadwal kerja karyawan PT. Aneka Adhilogam Karya yaitu: a. Hari senin-sabtu masuk jam 08.00-15.00 dengan 1 jam istirahat yaitu
jam 12.00-13.00
b. Hari jum’at masuk jam 08.00-15.00 dengan 2 jam istirahat yaitu jam 11.00-13.00
5. Upaya Keselamatan dan Kesehatan Kerja
54 Penerapan K3 tersebut hanya bisa terlaksana sampai pada tahun 2004. Berbagai hal yang mempengaruhi tidak berlangsungnya penerapan K3 tersebut adalah komitmen dari perusahaan yang kurang, kesadaran dari tenaga kerja untuk peduli akan K3 masih rendah. Tenaga kerja sering tidak menggunakan APD dengan alasan mengganggu, jarang melaporkan kecelakaan kerja dengan alasan hanya luka kecil, bekerja tidak sesuai dengan instruksi yang di berikan.
6. Ventilasi
Tata rungan di PT Aneka Adhilogam Karya Ceper memiliki ventilasi alami berupa pintu besar yang ukuran lebih dari 3 meter dan ventilasi buatan dari exhauser sistem seperti kipas angin.
B. Karakteristik Responden
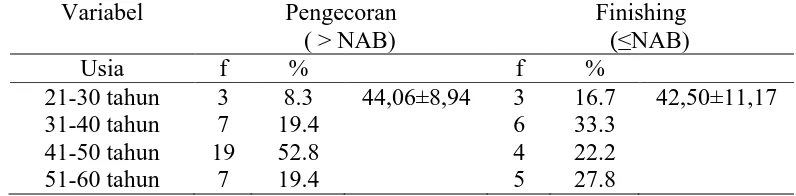
Gambaran umum karakteristik responden akan menyajikan data yang diperoleh dari penelitian yang di lakukan. Karakteristik responden ini akan disajikan data mengenai profil responden yang dikelompokkan berdasarkan umur, pendidikan, lama kerja, dan riwayat kesehatan. Hasil penelitian secara lengkap tentang karakteristik responden dapat dilihat pada tabel berikut ini: Tabel 4 Distribusi Frekuensi Karakteristik Responden pada Tenaga Kerja
terpapar Panas di PT Aneka Adhilogam Karya Ceper Klaten Variabel Pengecoran
( > NAB)
Finishing (≤NAB)
Usia f % f %
21-30 tahun 3 8.3 44,06±8,94 3 16.7 42,50±11,17
31-40 tahun 7 19.4 6 33.3
41-50 tahun 19 52.8 4 22.2
55
Total 36 100 18 100
Pendidikan
SD 11 30.6 2 11.1
SMP 16 44.4 8 44.4
SMA 9 25.0 8 44.4
Total 36 100 18 100
Masa Kerja
0-10 tahun 10 27.8 14,63±7,06 8 44.4 14,53±8,16
11-20 tahun 19 52.8 6 33.3
11- 30 tahun 7 19.4 4 22.2
Total 36 100 18 100
Jenis Kelamin
Laki-laki 36 100 18 100
Perempuan 0 0 0 0
Total 36 100 18 100
Kondisi Kesehatan
Sehat 36 100 18 100
Tidak sehat 0 0 0 0
Total 36 100 18 100
Sumber: Data Primer Terolah September 2016
Pada tabel 4 dapat diketahui distribusi menurut usia responden pada kelompok pengecoran (>NAB) sebagian besar dengan usia 41-50 tahun sebanyak 19 responden (52,8%) dan kelompok finishing (≤NAB) sebagian besar dengan usia 31-40 tahun sebanyak 6 responden (33,3%).
Pendidikan responden pada tabel 4 dapat diketahui pada kelompok pengecoran (>NAB) sebagian besar dengan penididikan SMP sebanyak 16 responden (44,4%) dan kelompok finishing (≤NAB) sebagian besar dengan pendidikan SMP sebanyak 8 responden (44,4%).
56 Pada tabel 4 menunjukkan semua responden dengan jenis kelamin laki-laki dan semua responden dengan kondisi kesehatan sehat.
C. Pengukuran Tekanan Panas
Hasil pengukuran pada lingkungan kerja di PT. Aneka Adhilogam Karya Ceper Klaten yang dilakukan pada Kamis, 29 September 2016 dengan Area Heat Stress Monitor merk Quest Temp, adapun hasil penelitian sebagai berikut:
Tabel 5 Hasil Pengkuran Tekanan darah Pada Lingkungan Kerja Bagian Pengecoran
Titik Pengukuran Hasil Keterangan
Titik I 29,73 °C >NAB
Titik II 30,93 °C >NAB
Titik III 30,89 °C >NAB
Rata - rata 30,52 °C >NAB
Sumber: Data Primer Terolah September 2016
Hasil pengukuran pada bagian pengecoran dengan suhu tekanan panas tertinggi pada titik II yaitu 30,93 °C dan terendah pada titik I yaitu 29,73 °C dengan rata-rata suhu tekanan panas 30,52 °C.
Tabel 6 Hasil Pengkuran Tekanan Pada Pada Lingkungan Kerja Bagian Finishing
Titik Pengukuran Hasil Keterangan
Titik I 28,19 °C ≤NAB
Titik II 28,82 °C ≤NAB
Titik III 28,23 °C ≤NAB
Rata - Rata 28,62 °C ≤NAB
57 Hasil pengukuran pada bagian finishing dengan suhu tekanan panas tertinggi pada titik II yaitu 28,82 °C dan terendah pada titik I yaitu 28,19 °C dengan rata-rata suhu tekanan panas 28,62 °C.
D. Analisa Univariat
1. Pengukuran Tekanan Darah
a. Kelompok Bagian Pengecoran (> NAB)
Distribusi data hasil pengukuran tekanan darah dari 36 responden dengan hasil sebagai berikut:
Tabel 7 Distibusi Hasil Pengukuran Tekanan Darah pada Pekerja Bagian Pengecoran di PT Aneka Adhi Logam Ceper Klaten
No Resp
Sebelum Keterangan Sesudah Keterangan
Sistole Diastole Sistole Diastole
1 130 85 Pre hipertensi 136 88 Pre hipertensi
2 120 75 Normal 129 80 Normal
3 120 81 Normal 132 85 Pre hipertensi
4 138 85 Pre hipertensi 150 90 Hipertensi
stadium 1
5 135 86 Pre hipertensi 138 89 Pre hipertensi
6 139 89 Pre hipertensi 149 92 Hipertensi
stadium 1
7 120 75 Normal 132 85 Pre hipertensi
8 145 82 Hipertensi
stadium 1
153 95 Hipertensi
stadium 1
9 140 90 Hipertensi
stadium 1
155 95 Hipertensi
stadium 1
58
11 132 85 Pre hipertensi 135 88 Pre hipertensi
12 139 85 Pre hipertensi 142 90 Hipertensi
stadium 1
13 150 92 Hipertensi
stadium 1
155 95 Hipertensi
stadium 1
14 125 80 Normal 133 85 Pre hipertensi
15 130 85 Pre hipertensi 133 88 Pre hipertensi
16 120 78 Normal 125 86 normal
17 135 86 Pre hipertensi 138 89 Pre hipertensi
18 130 85 Pre hipertensi 133 88 Pre hipertensi
19 128 80 Normal 131 83 Pre hipertensi
20 120 80 Normal 130 85 Pre hipertensi
21 130 85 Pre hipertensi 133 88 Pre hipertensi
22 118 75 Normal 127 78 Normal
23 128 80 Normal 135 85 Pre hipertensi
24 129 80 Normal 135 83 Pre hipertensi
25 131 85 Pre hipertensi 134 88 Pre hipertensi
26 135 88 Pre hipertensi 138 89 Pre hipertensi
27 150 92 Hipertensi
stadium 1
158 95 Hipertensi
stadium 1
28 120 75 Normal 125 78 Normal
29 138 86 Pre hipertensi 150 92 Pre hipertensi
30 133 85 Pre hipertensi 136 88 Pre hipertensi
31 109 77 Normal 125 83 Normal
32 142 92 Hipertensi
stadium 1
152 98 Hipertensi
stadium 1
33 135 88 Pre hipertensi 138 89 Pre hipertensi
34 129 83 Normal 135 86 Pre hipertensi
59
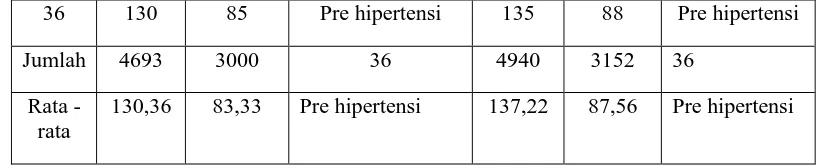
36 130 85 Pre hipertensi 135 88 Pre hipertensi
Jumlah 4693 3000 36 4940 3152 36
Rata - rata
130,36 83,33 Pre hipertensi 137,22 87,56 Pre hipertensi
Tabel 8 Rata-rata Pengukuran Tekanan Darah pada Pekerja Bagian Pengecoran di PT Aneka Adhi Logam Ceper Klaten Statistik
Deskriptif
Sebelum Kerja Sesudah Kerja Sistole Diastole Sistole Diastole Nilai rata-rata 130,36 83,33 137,22 87,56
Nilai tertinggi 150 92 158 98
Nilai terendah 109 75 125 78
Standar deviasi 9,39 4,86 9,40 4,66 Sumber: Data Primer Terolah September 2016
Pada tabel 8 menunjukkan distribusi data pengukuran tekanan darah pada kelompok pengecoran (> NAB), dengan hasil sebelum kerja rata-rata 130,36/83,33 mmHg dengan nilai teetinggi 150/92 mmHg dan nilai terndah 109/75 mmHg. Hasil pengukuran tekanan darah sesudah kerja rata-rata 137,22/87,56 mmHg dengan nilai tertinggi 158/98 mmHg dan nilai terndah 125/78 mmHg.
Kategori hasil pengukuran tekanan darah sebelum dan seudah kerja dapat dilihat pada tabel berikut ini:
Tabel 9 Distibusi Data Kategori Pengukuran Tekanan Darah pada Pekerja Bagian Pengecoran di PT Aneka Adhilogam Karya Ceper Klaten
Kategori
Sebelum kerja Sesudah kerja
f % f %
Normal (< 130/<85
mmHg) 15 41,7 6 16,7
Pre Hipertensi
60 Hipertensi (140-159/90-99
mmHg) 5 13,9 8 22,2
Total 36 100 36 100
Sumber: Data Primer Terolah September 2016
Tabel 9 menunjukkan setelah bekerja tekanan darah mengalami kenaikan dari rata-rata 130,36/83,33 mmHg naik menjadi 137,22/87,56 mmHg. Yang Hipertensi dari 5 naik menjadi 8 orang, sedangkan yang pre hipertensi dari 16 naik menjadi 22 orang, sedangkan yang tekanan darah normal mengalami penurunan dari 15 orang menjadi 6 orang.
b. Kelompok Bagian Finishing (< NAB)
Distribusi data hasil pengukuran tekanan darah dari 18 responden dengan hasil sebagai berikut:
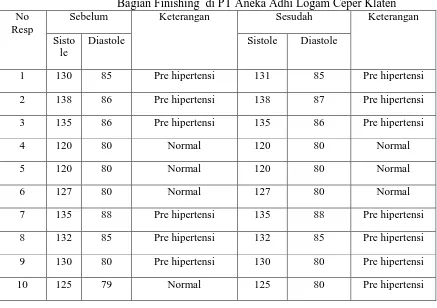
Tabel 10 Distibusi Hasil Pengukuran Tekanan Darah pada Pekerja Bagian Finishing di PT Aneka Adhi Logam Ceper Klaten
No Resp
Sebelum Keterangan Sesudah Keterangan
Sisto le
Diastole Sistole Diastole
1 130 85 Pre hipertensi 131 85 Pre hipertensi
2 138 86 Pre hipertensi 138 87 Pre hipertensi
3 135 86 Pre hipertensi 135 86 Pre hipertensi
4 120 80 Normal 120 80 Normal
5 120 80 Normal 120 80 Normal
6 127 80 Normal 127 80 Normal
7 135 88 Pre hipertensi 135 88 Pre hipertensi
8 132 85 Pre hipertensi 132 85 Pre hipertensi
9 130 80 Pre hipertensi 130 80 Pre hipertensi
61
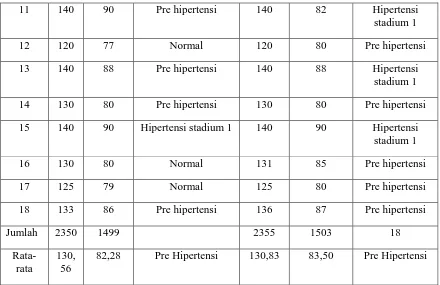
11 140 90 Pre hipertensi 140 82 Hipertensi
stadium 1
12 120 77 Normal 120 80 Pre hipertensi
13 140 88 Pre hipertensi 140 88 Hipertensi
stadium 1
14 130 80 Pre hipertensi 130 80 Pre hipertensi
15 140 90 Hipertensi stadium 1 140 90 Hipertensi
stadium 1
16 130 80 Normal 131 85 Pre hipertensi
17 125 79 Normal 125 80 Pre hipertensi
18 133 86 Pre hipertensi 136 87 Pre hipertensi
Jumlah 2350 1499 2355 1503 18
Rata-rata
130, 56
82,28 Pre Hipertensi 130,83 83,50 Pre Hipertensi
Tabel 11 Rata-rata Pengukuran Tekanan Darah pada Pekerja Bagian Finishing di PT Aneka Adhilogam Karya Ceper Klaten Statistik
Deskriptif
Sebelum Kerja Sesudah Kerja Sistole Diastole Sistole Diastole Nilai rata-rata 130,56 82,28 130,83 83,50
Nilai tertinggi 140 90 140 90
Nilai terendah 120 77 120 80
Standar deviasi 6,77 4,23 6,87 3,60 Sumber: Data Primer Terolah September 2016
62 Kategori hasil pengeukuran tekanan darah sebelum dan seudah kerja dapat dilihat pada tabel berikut ini:
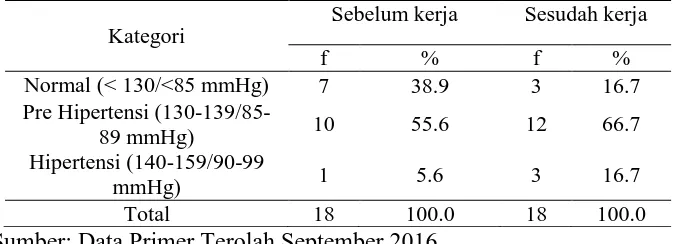
Tabel 12 Distibusi Data Kategori Pengukuran Tekanan Darah pada Pekerja Bagian Finishing di PT Aneka Adhilogam Karya Ceper Klaten
Kategori
Sebelum kerja Sesudah kerja
f % f %
Normal (< 130/<85 mmHg) 7 38.9 3 16.7
Pre Hipertensi
(130-139/85-89 mmHg) 10 55.6 12 66.7
Hipertensi (140-159/90-99
mmHg) 1 5.6 3 16.7
Total 18 100.0 18 100.0
Sumber: Data Primer Terolah September 2016
Tabel 12 menunjukkan setelah bekerja tekanan darah mengalami kenaikan dari rata-rata 130,56/83,50 mmHg naik menjadi 130,83/83,50 mmHg. Yang Hipertensi dari 1 naik menjadi 3 orang, sedangkan yang pre hipertensi dari 10 naik menjadi 12 orang, sedangkan yang tekanan darah normal mengalami penurunan dari 7 orang menjadi 3 orang. Berdasarkan hasil tersebut menunjukkan rata-rata kenaikan sangat kecil
2. Hasil Pengukuran Kelelahan Kerja
a. Kelompok Bagian Pengecoran (> NAB)
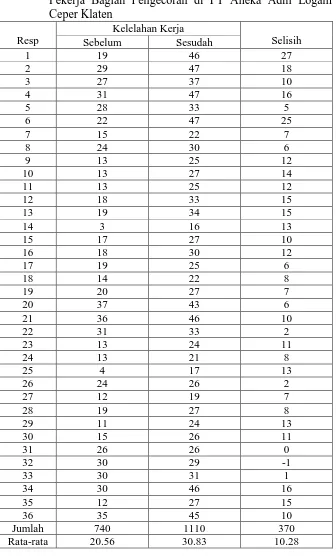
63 Tabel 13 Distibusi Hasil Pengukuran Kelelahan Kerja pada Pekerja Bagian Pengecoran di PT Aneka Adhi Logam Ceper Klaten
Resp
Kelelahan Kerja
Selisih
Sebelum Sesudah
1 19 46 27
2 29 47 18
3 27 37 10
4 31 47 16
5 28 33 5
6 22 47 25
7 15 22 7
8 24 30 6
9 13 25 12
10 13 27 14
11 13 25 12
12 18 33 15
13 19 34 15
14 3 16 13
15 17 27 10
16 18 30 12
17 19 25 6
18 14 22 8
19 20 27 7
20 37 43 6
21 36 46 10
22 31 33 2
23 13 24 11
24 13 21 8
25 4 17 13
26 24 26 2
27 12 19 7
28 19 27 8
29 11 24 13
30 15 26 11
31 26 26 0
32 30 29 -1
33 30 31 1
34 30 46 16
35 12 27 15
36 35 45 10
Jumlah 740 1110 370
64 Tabel 14 Rata-rata Pengukuran Kelehahan Kerja pada Pekerja Bagian Pengecoran di PT Aneka Adhilogam Karya Ceper Klaten
Statistik Deskriptif Sebelum Kerja Sesudah Kerja
Nilai rata-rata 20,55 30,83
Nilai tertinggi 37 47
Nilai terendah 3 16
Standar deviasi 8,74 9,31
Sumber: Data Primer Terolah September 2016
Pada tabel 14 menunjukkan distribusi data pengukuran kelelahan kerja pada kelompok pengecoran (> NAB), dengan hasil sebelum kerja 20,55 dengan nilai teetinggi 37 dan nilai terndah 3. Hasil pengukuran kelelahan sesudah kerja rata-rata 30,83 dengan nilai tertinggi 47 dan nilai terndah 16.
Kategori hasil pengukuran kelelahan kerja sebelum dan seudah kerja dapat dilihat pada tabel berikut ini:
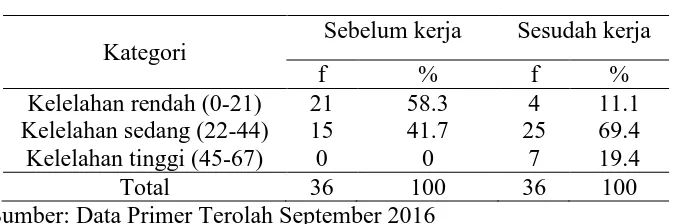
Tabel 15 Distibusi Data Kategori Pengukuran Kelelahan pada Pekerja Bagian Pengecoran di PT Aneka Adhilogam Karya Ceper Klaten
Kategori
Sebelum kerja Sesudah kerja
f % f %
Kelelahan rendah (0-21) 21 58.3 4 11.1 Kelelahan sedang (22-44) 15 41.7 25 69.4 Kelelahan tinggi (45-67) 0 0 7 19.4
Total 36 100 36 100
Sumber: Data Primer Terolah September 2016
65 b. Kelompok Bagian Finishing(≤ NAB)
Distribusi data hasil pengukuran kelelahan kerja dengan hasil sebagai berikut:
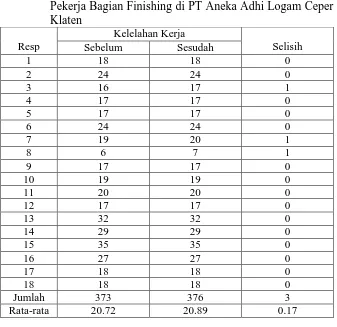
Tabel 16 Distibusi Hasil Pengukuran Kelelahan Kerja pada Pekerja Bagian Finishing di PT Aneka Adhi Logam Ceper Klaten
Resp
Kelelahan Kerja
Selisih
Sebelum Sesudah
1 18 18 0
2 24 24 0
3 16 17 1
4 17 17 0
5 17 17 0
6 24 24 0
7 19 20 1
8 6 7 1
9 17 17 0
10 19 19 0
11 20 20 0
12 17 17 0
13 32 32 0
14 29 29 0
15 35 35 0
16 27 27 0
17 18 18 0
18 18 18 0
Jumlah 373 376 3
Rata-rata 20.72 20.89 0.17
Tabel 17 Rata-rata Pengukuran Kelelahan Kerja pada Pekerja Bagian Finishing di PT Aneka Adhilogam Karya Ceper Klaten
Statistik Deskriptif Sebelum Kerja Sesudah Kerja
Nilai rata-rata 20,72 20,89
Nilai tertinggi 35 6
Nilai terendah 35 7
Standar deviasi 6,79 6,61
Sumber: Data Primer Terolah September 2016
66 sebelum kerja 20,72 dengan nilai tertinggi 35 dan nilai terndah 6. Hasil pengukuran kelelahan sesudah kerja rata-rata 20,89 dengan nilai tertinggi 35 dan nilai terndah 7.
Kategori hasil pengukuran kelelahan kerja sebelum dan seudah kerja dapat dilihat pada tabel berikut ini:
Tabel 18 Distibusi Data Kategori Pengukuran Kelelahan pada Pekerja Bagian Finishing di PT Aneka Adhilogam Karya Ceper Klaten
Kategori
Sebelum kerja Sesudah kerja
f % f %
Kelelahan rendah (0-21) 12 66.7 12 66.7 Kelelahan sedang (22-44) 6 33.3 6 33.3 Kelelahan tinggi (45-67) 0 0 0 0
Total 18 100 18 100
Sumber: Data Primer Terolah September 2016
Tabel 18 menunjukkan setelah bekerja tingkat kelelahan mengalami kenaikan dari rata-rata 20,72 menjadi 20,89. Setelah bekerja dari rata-rata tingkat kelelahan tidak mengalami kenaikan.
E. Analisa Bivariat
67 mengetahui perbedaan dalam kelompok dan uji Mann Whit/ney untuk mengetahui perbedaan antar kelompok.
1. Uji Normalitas Data
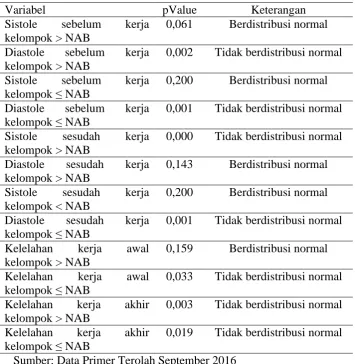
Uji normalitas data menggunakan kolomogorov smirnov dengan hasil sebagai berikut:
Tabel 19 Hasil Uji Normalitas Data
Variabel pValue Keterangan
Sistole sebelum kerja kelompok > NAB
0,061 Berdistribusi normal Diastole sebelum kerja
kelompok > NAB
0,002 Tidak berdistribusi normal
Sistole sebelum kerja kelompok ≤ NAB
0,200 Berdistribusi normal Diastole sebelum kerja
kelompok ≤ NAB
0,001 Tidak berdistribusi normal Sistole sesudah kerja
kelompok > NAB
0,000 Tidak berdistribusi normal Diastole sesudah kerja
kelompok > NAB
0,143 Berdistribusi normal Sistole sesudah kerja
kelompok < NAB
0,200 Berdistribusi normal Diastole sesudah kerja
kelompok ≤ NAB
0,001 Tidak berdistribusi normal Kelelahan kerja awal
kelompok > NAB
0,159 Berdistribusi normal
Kelelahan kerja awal kelompok ≤ NAB
0,033 Tidak berdistribusi normal Kelelahan kerja akhir
kelompok > NAB
0,003 Tidak berdistribusi normal Kelelahan kerja akhir
kelompok ≤ NAB
0,019 Tidak berdistribusi normal Sumber: Data Primer Terolah September 2016
68 statistik non parametrik yaitu menggunakan uji wilcoxon data berpasangandan uji Mann Whitney (Tidak berpasangan).
2. Uji Perbedaan Tekanan Darah Pada Tenaga Kerja Terpapar Panas di atas dan di bawah NAB di PT. Aneka Adhilogam Karya Ceper Klaten
a. Sebelum Kerja
Tabel 20 Hasil Uji T Mann Whitney Tekanan darah Sebelum Terpapar Panas > NAB
Tekanan darah Nilai z Nilai Mann Whitney pValue Rerata Kelompok > NAB Rerata Kelompok < NAB Systole 0,231 311,5 0,817 130,36 130,56 Diastole 0,019 323,0 0,985 83,33 82,28 Sumber: Data Primer Terolah September 2016
Berdasarkan tabel 20 diketahui nilai diketaui untuk systole p 0,817 > 0,05 dan diastole p 0m985 > 0,05 sehingga tidak ada perbedaan signifikan tekanan darah sebelum terpapar panas di atas dan di bawah NAB di PT. Aneka Adhilogam Karya Ceper Klaten. Hasil tersebut menunjukkan kedua kelompok sebelum dilakukan terpapar tekanan panas dalam kondisi yang sama atau seimbang. b. Sesudah Kerja
Tabel 21 Hasil Uji T Mann Whitney Tekanan darah Sesudah Terpapar Panas > NAB
Tekanan darah Nilai z Nilai Mann Whitney pValue Rerata Kelompok > NAB Rerata Kelompok
69 Berdasarkan tabel 21 diketahui nilai diketaui untuk systole p 0,044 < 0,05 dan diastole p 0,003 < 0,05 sehingga ada perbedaan signifikan tekanan darah sesudah terpapar panas di atas dan di bawah NAB di PT. Aneka Adhilogam Karya Ceper Klaten. Hasil tersebut menunjukkan setelah terpapar panas kedua kelompok >NAB mengalami kenaikan tekanan darah yang lebih besar dibandingkan dengan kelompok ≤ NAB.
3. Uji Perbedaan Tekanan Darah Pada Tenaga Kerja Terpapar Panas di atas dan di bawah NAB di PT. Aneka Adhilogam Karya Ceper Klaten
a. Sebelum Bekerja
Tabel 22 Hasil Uji T Mann Whitney Kelelahan Sebelum Terpapar Panas > NAB
Nilai z
Nilai Mann
Whitney pValue
Rerata Kelompok >
NAB
Rerata Kelompok
≤NAB
0,221 312 0,825 20,56 20,72
Sumber: Data Primer Terolah September 2016
70 b. Sesudah Bekerja
Tabel 23 Hasil Uji T Mann Whitney Kelelahan Sesudah Terpapar Panas > NAB
Nilai z
Nilai Mann
Whitney pValue
Rerata Kelompok
> NAB
Rerata Kelompok ≤
NAB
3,174 122 0,000 30,83 20,89
Sumber: Data Primer Terolah September 2016