Optimasi Masalah Penjadwalan Job-Shop untuk Industri Peralatan Pengolahan Hasil Pertanian dengan Menggunakan Algoritma Genetika
Teks penuh
Gambar


Garis besar
Dokumen terkait
travelling saleman problem (TSP). Program Job Shop Application dengan menggunakan bahasa pemrograman PHP mampu menyelesaikan permasalahan penjadwalan job shop dan
The Development of Simulated Annealing Algorithm for Hybrid Flow shop Scheduling Problem to Minimize Makespan and Total Tardiness.. Proceedings of the 2014
Flexible Job Shop adalah bentuk umum dari Job Shop yang memperbolehkan setiap operasi untuk diproses oleh setiap mesin dalam suatu himpunan, dengan kata lain terdapat suatu
Pada skripsi ini akan dibangun perangkat lunak untuk menyelesaikan permasalahan job shop dengan mengimplementasikan gabungan dari Algoritma Genetik dan Algoritma Firefly..
Beberapa penelitian yang membahas penjadwalan job shop kelompok mesin paralel homogen dan heterogen dengan kriteria minimasi makespan diantaranya, Puryani (2003)
harmony search algorithm for the no-wait flow shop scheduling problem with total flow
Puji syukur kehadirat Allah SWT atas limpahan Rahmat dan Karunia-Nya sehingga penulis dapat merampungkan skripsi dengan judul: Penjadwalan Job Shop
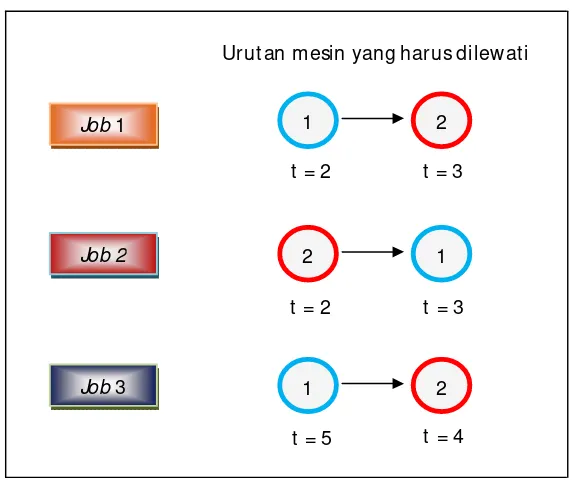
Penjadwalan job shop dinamis non deterministik yang akan diimplementasikan memakai algoritma genetik dibatasi sebagai berikut : tiap job diproses oleh sebuah mesin maksimal satu
