TESIS
RANCANGAN PERBAIKAN FAKTOR PENYEBAB TERJADINYA HUMAN ERROR
PADA DIVISI PABRIK KANTONG PT. SEMEN PADANG
Oleh :
Y
Y
U
U
S
S
R
R
I
I
Z
Z
A
A
L
L
B
B
A
A
K
K
A
A
R
R
057025007 / TISEKOLAH PASCA SARJANA
UNIVERSITAS SUMATERA UTARA
Judul Penelitian : RANCANGAN PERBAIKAN FAKTOR PENYEBAB TERJADINYA
HUMAN ERROR PADA DIVISI PABRIK KANTONG PT. SEMEN PADANG
Nama : YYUUSSRRIIZZAALLBBAAKKAAR R
Nomor Pokok : 057025007 Program Studi : Teknik Industri
Menyetujui Komisi pembimbing
P
Prrooff..DDrr..IIrr..SSuukkaarriiaaSSiinnuulliinnggggaa,,MM..EEnngg Ketua
A
AuulliiaaIIsshhaakkSS,,SSTT..,,MMTT
Anggota
Ketua Program Studi Direktur
P
KATA PENGANTAR
Syukur Alhamdulillah kehadirat Allah SWT, hanya atas rahmat dan
hidayah-Nya tesis ini dapat diselesaikan dengan segala upaya yang cukup berarti bagi penulis.
Tesis ini disusun sebagai salah satu syarat untuk menyelesaikan Program Magister
Teknik Industri Sekolah Pasca Sarjana Univeristas Sumatera Utara.
Dalam pelaksanaan penulisan tesis ini, penulis banyak mendapatkan bantuan
baik moril ataupun materil dari berbagai pihak. Untuk itu pada kesempatan ini penulis
ingin menyampaikan terima kasih yang sedalam-dalamnya kepada :
− Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng, selaku ketua Program Studi sekaligus Pembimbing Utama dalam penulisan tesis ini, yang telah bersedia
membimbing.
− Bapak Ir. Harmein Nasution, MSIE selaku Sekretaris Program pada Magister
Teknik Industri, atas semua pengetahuan yang diberikan selama mengikuti
pendidikan magister.
− Bapak Aulia Ishak, ST., MT, selaku selaku pembimbing II sekaligus koordinator Program Studi Magister Teknik Industri, terima kasih atas bantuan dan arahan yang
diberikan selama mengikuti pendidikan.
− Bapak Prof. Dr. Yunazar Manjang, selaku Rektor Universitas Bung Hatta, atas izin
pendidikan yang diberikan kepada penulis.
− Bapak Prof. Dr. Ir. Rahim Matondang, MSIE dan Bapak Ir. Mangara Tambunan,
M.Sc dan Ibu Ir. Nazlina, MT selaku komisi pembanding atas masukan guna
penyempurnaan tesis ini.
− Seluruh staf pengajar pada Program Magister Teknik Industri, terima kasih atas semua pengetahuan yang diberikan.
− Bapak Irfansyah, selaku Kepala Bidang Pabrik Kantong PT. Semen Padang, dan
Bapak Jarjis selaku Kepala Urusan atas semua kemudahan dan fasilitas yang
diberikan selama penelitian dilaksanakan.
− Ayahanda H. Bakar dan Ibunda Hj. Nurhayati, beserta kakanda Salmi Bahar,
Ridwan Bahar dan Syaiful Bahar terima kasih atas segala kasih dan sayang yang
diberikan.
− Istriku Nikke Yolanda, ST beserta putri tercinta Faza Haniyah Firsrtrizanda dan
Afra Fatthiya Honesty, terima kasih atas semua kasih sayang dan kesabarannya.
− Papa H. Risnaldi dan Mama Hj. Hilda Dewita, terima kasih atas semua perhatian dan kasih sayangnya.
− Keluarga besar Karya 249 – Medan khusunya Om Al (Dr. Sjahrial R. Anas, MHA)
dan Tachi (Geta Feziyenti), serta Egy’ terima kasih atas semua bantuan dan fasilitas
yang diberikan selama pendidikan.
− Seluruh pihak yang pernah memberikan bantuan dan dukungan kepada penulis yang namanya tidak dapat penulis sebutkan satu persatu.
Penulis menyadari bahwa tulisan ini masih jauh dari kesempurnaan, oleh sangat
diharapkan saran dan masukan yang konstruktif sehingga berguna bagi para pembaca.
Medan, September 2007
Penulis,
DAFTAR RIWAYAT HIDUP
Nama : Yusrizal Bakar
Tempat/Tgl. Lahir : Duri / 01 Pebruari 1976
Agama : Islam
Alamat : Jl. Darma No. 4 Komplek Darma Panda Kelurahan Kota Lalang
Kecamatan Lubuk Kilangan – Padang.
Telp : (0751) 4770176
Pekerjaan : Staf Pengajar Tetap Yayasan Pendidikan Bung Hatta – Padang
Orang Tua : H. Bakar / Hj. Nurhayati
Istri : Nikke Yolanda, ST
Anak : Faza Haniyah Firstrizanda
Afra Fatthiya Honesty
Riwayat Pendidikan
• Pendidikan Tinggi
Program Strata 1 Jurusan Teknik Industri, Fakultas Teknologi Industri, Universitas
Bung Hatta (1999)
• SMA Negeri 02 Simpang Padang Duri – Riau (1994) • SMP Negeri 01 Simpang Padang Duri – Riau (1991) • SD Negeri 040 Simpang Padang Duri – Riau (1988)
Riwayat Pekerjaan
DAFTAR ISI
Halaman Pengesahan... i
Kata Pengantar... ii
Daftar Riwayat Hidup... iv
Daftar Isi ... v
Daftar Tabel... viii
Daftar Gambar ... ix
Daftar Lampiran ... x
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah ... 1
1.2 Perumusan Masalah... 5
1.3 Tujuan dan Sasaran Penelitian... 6
1.4 Manfaat Penelitian... 6
1.4.1 Bagi Perusahaan ... 6
1.4.2 Bagi Mahasiswa... 6
1.4.3 Bagi Perguruan Tinggi ... 7
1.5 Batasan dan Ruang Lingkup... 7
1.6 Asumsi-Asumsi ... 8
BAB II TINJAUAN LITERATUR 2.1 Ergonomi ... 9
2.2 Human Error... 9
2.3 Klasifikasi Human Error... 10
2.4 Pendekatan untuk Mengurangi Human Error... 11
2.5 Keandalan Manusia ... 12
2.6 Model Rook Untuk Kejadian Human Error... 13
2.7 Metoda-metoda Human Reliability Assessment (HRA) ... 14
2.7.1 Metoda THERP ... 14
2.7.2 Metoda HECA ... 15
2.7.4 Metoda JHEDI... 16
2.8 Metoda Pengumpulan dan Pengujian Data... 16
2.8.1 Kuesioner... 16
2.8.2 Wawancara ... 17
2.8.3 Pengujian Validitas dan Realibilitas... 18
2.9 Sistem Manusia Mesin Mekanistik ... 19
2.10 Aspek-aspek Sistem Pencahayaan... 20
2.10.1 Intensitas dan Luminansi Cahaya ... 20
2.10.2 Keuntungan Pencahayaan yang Baik ... 24
BAB III GAMBARAN UMUM OBJEK STUDI 3.1 Sejarah Singkat Perusahaan... 25
3.2 Aktivitas Produksi ... 26
3.2.1 Kapasitas Produksi ... 26
3.2.2 Bahan Mentah... 26
3.3 Pabrikasi dan Konstruksi ... 26
3.4 Pemasaran... 27
3.5 Produk... 28
3.6 Unit Pabrik Kantong... 29
3.6.1 Struktur Organisasi ... 29
3.6.2 Tenaga Kerja ... 30
3.6.3 Jam Kerja... 30
3.6.4 Hasil Produksi ... 31
3.6.5 Bahan Baku Kantong... 32
3.6.6 Jenis Kerusakan Kantong ... 33
3.6.7 Pengujian Material Kantong... 33
3.6.8 Spesifikasi Ukuran Kantong... 35
3.6.9 Proses Produksi Kantong Tipe Sewing Bag... 36
BAB IV METODOLOGI PENELITIAN 4.1 Metode Penelitian ... 38
4.2 Metoda Pengumpulan Data ... 39
4.2.2 Data Sekunder ... 41
4.2.3 Metoda Analisis... 41
4.2.4 Metoda Pengujian ... 43
BAB V PENGEMBANGAN MODEL PEMECAHAN MASALAH 5.1 Analisis Masalah ... 45
5.2 Asumsi dalam Pengembangan Model ... 48
5.3 Model Pemecahan Masalah ... 48
BAB VI PEMECAHAN MASALAH 6.1 Hasil Pemecahan Masalah ... 54
6.1.1 Dekomposisi Pekerjaan dan Human Error Mode... 54
6.1.2 Estimasi λ, β, γ... 58
6.1.3 Perhitungan HEP (Human Error Probability) ... 59
6.1.4 Probabilitas Kegagalan Tiap Aktivitas ... 60
6.1.5 Probabilitas Sukses Tiap Aktivitas ... 62
6.1.6 Perhitungan Keandalan Operator... 62
6.1.7 Identifikasi Faktor Dominan Penyebab Human Error... 62
6.1.8 Rancangan Sistem Pencahayaan... 64
6.1.9 Rancangan Model Pemberian Bonus... 74
6.1.10 Rancangan Analisis Kebutuhan Pelatihan... 79
6.2 Analisis Hasil Pemecahan Masalah... 83
BAB VII DISKUSI DAN EVALUASI HASIL 7.1 Kendala Dalam Penggunaan Hasil ... 91
7.2 Metode Pendekatan Dalam Mengatasi Kendala... 93
BAB VIII KESIMPULAN DAN SARAN 8.1 Kesimpulan... 94
8.2 Saran dan Tindak Lanjut ... 96
DAFTAR TABEL
Tabel 1.1 Jenis cacat produk kantong tipe Sewing Bag ... 3
Tabel 1.2 Faktor penyebab kegagalan/penyimpangan produksi... 4
Tabel 2.1 Kebutuhan Cahaya Untuk Pekerjaan Visual ... 23
Tabel 3.1 Pengujian Material Craft Paper... 34
Tabel 3.2 Pengujian PP Woven R. Lamination ... 34
Tabel 3.3 Pengujian Tinta... 34
Tabel 3.4 Pengujian Tepung Lem... 34
Tabel 3.5 Pengujian Benang Alas ... 35
Tabel 3.6 Pengujian Benang Multilamint Merah ... 35
Tabel 3.7 Pengujian Benang Multilamint Putih ... 35
Tabel 3.8 Ukuran dan Toleransi Kantong PT. Semen Padang ... 36
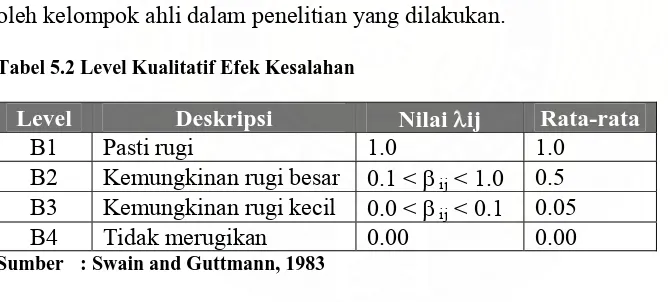
Tabel 5.1 Kategori Probabilitas Hazard... 50
Tabel 5.2 Level Kualitatif Efek Kesalahan... 50
Tabel 6.1 Uraian Pekerjaan, Human Error, Efek Error dan Estimasi λ, β, γ. 56 Tabel 6.2 Hasil Perhitungan Human Error Probability... 59
Tabel 6.3 Kejadian Human Error dengan HEP terbesar ... 60
Tabel 6.4 Probabilitas Kegagalan dan Sukses tiap Aktivitas ... 61
Tabel 6.5 Jenis Perbaikan yang Mesti Dilakukan... 64
Tabel 6.6 Skor Tiap Parameter ... 66
Tabel 6.7 Evaluasi Pemilihan Jenis Lampu... 68
DAFTAR GAMBAR
Gambar 2.1 Semi Automatic Man-Machine System... 19
Gambar 2.8 Kuat Penerangan... 22
Gambar 3.1 Spesifikasi Ukuran Kantong PT. Semen Padang ... 35
Gambar 5.1 Beberapa Faktor Penyebab Kegagalan/Penyimpangan ... 47
Gambar 5.2 Kerangka Konseptual ... 53
Gambar 6.1 Pemecahan Masalah Tahap I ... 54
Gambar 6.2 Pemecahan Masalah Tahap II... 55
Gambar 6.3 Rancangan Sistem Pencahayaan... 64
Gambar 6.4 Pembobotan Tiap Parameter... 67
Gambar 6.5 Pitting Lampu Pemantul Penyebar ... 70
Gambar 6.6 Tahapan Penentuan Jumlah Lampu... 70
Gambar 6.7 Posisi Penenpatan Lampu... 71
Gambar 6.8 Rancangan Sistem Pembayaran Insentif... 75
Gambar 6.9 Insentif Dengan Tingkat Efisiensi dan Partisipasi Rendah ... 77
Gambar 6.10 Insentif Berdasarkan Prestasi Kerja Kelompok... 78
DAFTAR LAMPIRAN
Lampiran 1 Kuesioner Penelitian... L-1
Lampiran 2 Data Mentah Hasil Penyebaran Kuesioner... L-2
Lampiran 3 Pengolahan Frekuensi dengan SPSS ... L-3
BAB I
PENDAHULUAN
1.1Latar Belakang Masalah
PT. Semen Padang merupakan pabrik semen tertua di Indonesia yang didirikan
pada tanggal 18 Maret 1910 dengan nama NV Nederlandsch Indische Portland Cement
Maatschappi (NV NIPCM). Pabrik mulai berproduksi pada tahun 1913 dengan
kapasitas 22.900 ton pertahun, dan pernah mencapai produksi sebesar 170.000 ton pada
tahun 1939 yang merupakan produksi tertinggi pada waktu itu. Hingga saat ini total
kapasitas produksi PT Semen Padang dari empat pabrik yang dimiliki mencapai
5.240.000 ton/tahun.
Meskipun perkembangan perusahaan sudah cukup pesat, namun tidak sedikit
permasalahan yang muncul, baik untuk aktivitas pemasaran ataupun produksinya.
Untuk pemasaran PT. Semen Padang dihadapkan pada persoalan semakin tajamnya
persaingan karena krisis ekonomi yang melanda Indonesia sehingga terjadinya hostile
take-over oleh perusahaan asing multinasional dan semakin sempitnya daerah-daerah
ekspor perusahaan karena adanya kebijakan ekspor produsen semen nasional dengan
dikeluarkannya perjanjian yang disebut dengan Export Cooperation Agreement/ECA.
Sedangkan untuk kegiatan dan aktivitas produksi salah satu masalah yang cukup
serius adalah tingginya pemborosan pada salah satu divisi yang ada, yaitu divisi pabrik
kantong. Divisi pabrik kantong yang dimiliki oleh PT. Semen Padang adalah salah satu
divisi yang mempunyai peranan penting dalam mendukung kelancaran proses produksi
Saat ini kemampuan produksi divisi pabrik kantong milik PT. Semen Padang
mampu menutupi kebutuhan perusahaan hampir 80% dan sisanya didatangkan dari
Gresik. Kantong yang diproduksi terdiri dari dua jenis, diantaranya sewing bag dan
pasted bag. Kedua jenis ini dibedakan berdasarkan daerah pemasaran, biasanya untuk
daerah pasar lokal Sumatera Barat kantong yang digunakan adalah jenis pasted bag,
sedangkan untuk jenis sewing bag lebih diprioritaskan pada daerah penjualan yang
berada diluar Sumatera Barat, terutama daerah yang jalur transportasinya mesti melalui
laut.
Berdasarkan data produksi yang diperoleh dari divisi pabrik kantong rata-rata
kantong yang dapat dihasilkan untuk setiap bulan khususnya untuk kantong jenis sewing
bag mencapai 1.138.755 helai (laporan periode Mei 2006 – Mei 2007). Dari jumlah
tersebut sekitar 2.97% (33.971 helai) kantong yang dihasilkan tidak mampu memenuhi
persyaratan yang telah ditetapkan pihak pengguna (dalam hal ini adalah divisi
pengantongan), Tabel 1.1 dibawah ini memperlihatkan jenis-jenis penyimpangan yang
terdapat pada kantong tipe sewing bag yang dikelompokkan berdasarkan proses
Tabel 1.1 : Jenis Cacat Produk Kantong Tipe Sewing Bag
Tubing Unit Sewing Unit
• Hasil printing logo dan teks yang ada pada kantong tidak jelas
• Pengeleman yang tidak sempurna sehingga
mengakibatkan terbukanya bagian woven dan craft paper
• Pemotongan kantong yang tidak simetris
• Tidak meratanya jahitan miring pada kantong sehingga kantong yang sudah berbentuk tube menjadi berkerut
• Benang jahitan putus dari kantong semen yang telah berbentuk tube, dan tidak mengikuti alur
• Kertas pita yang dijahitkan pada tube sebagai penutup pinggir bawah tube lepas atau tidak terjahit
• Valve miring (lobang atau klep memasukkan
semen pada packer miring)
• Polyamida tidak terpasang (benang alas yang
digunakan untuk menguatkan jahitan pada kantong dan untuk menutupi lobang jahitan)
Sumber : Penelitian Pendahuluan, 2007
Dengan tidak segera ditanggulanginya penyimpangan tersebut diatas, maka
perusahaan akan mengalami kerugian financial sebesar Rp. 2.712 (dua ribu tujuh ratus
dua belas rupiah) perlembar kantong. Sehingga rata-rata pemborosan yang terjadi setara
dengan nilai Rp 152.813.064. Berbagai upaya telah dilakukan sebelumnya oleh
perusahaan, namun hasil yang diperoleh tidak cukup signifikan, perusahaan hanya
mampu menekan pemborosan sebesar 24%, hal ini dilakukan dengan cara memberikan
pelatihan dan sosialisasi kepada pekerja tentang upaya-upaya peningkatan efisiensi dan
profitabilitas perusahaan melalui organisasi non struktural yang dibentuk oleh divisi
pabrik kantong.
Berdasarkan hasil pengamatan pada penelitian pendahuluan dapat disimpulkan
bahwa kegagalan/penyimpangan yang terjadi disebabkan oleh beberapa faktor, antara
Tabel 1.2 : Faktor Penyebab Kegagalan/Penyimpangan Produk
Faktor Penyebab Uraian
Manusia • Melakukan pekerjaan yang tidak sesuai dengan instruksi kerja.
• Pengaturan dan set-up mesin kurang tepat
• Motivasi dan rasa memiliki karyawan masih rendah. Mesin
dan Fasilitas Produksi
• Umur pakai mesin hampir melebihi batas ekonomis.
• Pola perawatan mesin belum efektif.
• Design beberapa instrument display belum ergonomis. Metoda
dan Cara Kerja
• Kontrol supervisi kurang terlaksana sehingga settingan temperatur ekstruder dan speed pada main motor tidak sesuai..
• Penempatan lebar dan panjang kertas tidak pada posisi yang benar.
Material • Pengadukan material lem dan cat yang kurang tepat karena kesalahan operator dalam melakukan pekerjaan. Lingkungan Kerja • Sirkulasi udara yang kurang memadai karena ventilasi
udara tidak cukup.
• Design sistem pencahayaan yang kurang ergonomis sehingga intensitas cahaya tidak cukup.
Sumber : Penelitian pendahuluan, 2007
Informasi pada tabel 1.2 diatas diperoleh melalui elaborasi data pada hasil
penelitian pendahuluan serta dengan memanfaatkan tool’s yang relevan, dengan
menggunakan analisis diagram tulang ikan (analisis rinci dapat dilihat pada bab lima).
Dari kelima faktor tersebut diatas maka dalam penelitian ini akan dibahas secara lebih
komprehensif tentang faktor penyebab yang bersumber dari manusia-nya yang
dikaitkan dengan probabilitas kesalahan yang dilakukan oleh manusia dalam melakukan
pekerjaannya (human error). Beberapa hal yang dijadikan alasan dalam pembahasan ini,
antara lain: penyimpangan hasil produksi yang terjadi salah satunya disebabkan oleh
faktor manusia yang dalam hal ini dimaksudkan adalah sesuatu yang berkaitan dengan
human error selain beberapa faktor lain yang juga didefinisikan oleh perusahaan,
misalnya faktor mesin, lingkungan kerja dsb (hasil wawancara yang dilakukan dengan
yang telah dilakukan oleh Lee pada tahun 1988 yang menyimpulkan bahwa kegagalan
sistem yang disebabkan oleh human error mencapai angka 70%-90%.
1.2Perumusan Masalah
Berdasarkan uraian latar belakang masalah diatas, maka permasalahan yang
akan dicari pemecahannya melalui penelitian ini adalah masih terdapatnya human error
pada proses pembuatan kantong jenis sewing bag. Jika permasalahan tersebut tidak
segera ditanggulangi oleh perusahaan (dalam hal ini adalah divisi pabrik kantong), maka
dapat dipastikan bahwa divisi akan mengalami kerugian yang cukup berarti karena
biaya produksi semakin tinggi dan pemborosan masih tetap terjadi.
Untuk itu perlu dicarikan suatu metoda yang mampu menjawab kebutuhan dari
kondisi saat ini sehingga kedepannya biaya produksi dapat ditekan dan pemborosan
akan berkurang. Salah satu cara yang memungkinkan untuk dilakukan adalah melalui
rancangan perbaikan terhadap beberapa hal yang menyebabkan terjadinya human error.
1.3Tujuan dan Sasaran Penelitian
Penelitian ini bertujuan untuk menghasilkan suatu rancangan perbaikan terhadap
beberapa aspek/faktor penyebab terjadinya human error yang efektif digunakan untuk
meminimasi munculnya penyimpangan hasil produksi pada masa yang akan datang.
Untuk mendapatkan tujuan seperti yang telah dijelaskan tersebut, maka sasaran
penelitian ini adalah :
2. Mengidentifikasi aktivitas-aktivitas dengan probabilitas kegagalan (human error)
paling besar yang nantinya akan menjadi fokus dalam rancangan yang akan
dilakukan.
3. Membuat rancangan perbaikan untuk beberapa faktor yang didefinisikan sebagai
penyebab terjadinya human error.
1.4Manfaat Penelitian
Manfaat yang diharapkan dari penelitian ini adalah :
1.4.1 Bagi Perusahaan
Implementasi dari hasil penelitian ini akan memberikan suatu manfaat bagi
perusahaan dalam upaya peningkatan produktifitas pada divisi pabrik produksi kantong,
hal ini diperoleh karena dengan adanya rancangan yang dimaksud maka jumlah kantong
yang tidak sesuai dengan spesifikasi perusahaan dapat dikurangi.
1.4.2 Bagi Mahasiswa
Penelitian ini akan bermanfaat bagi mahasiswa terutama dalam mempertajam
kemampuan analisis dan berfikir yang lebih sistematis, memberikan dan menambah
pemahaman tentang cara melakukan suatu penelitian dalam menghasilkan karya ilmiah
yang bermanfaat.
1.4.3 Bagi Perguruan Tinggi
Penelitian ini dapat bermanfaat bagi institusi perguruan tinggi khususnya untuk
pengembangan ilmu pengetahuan yang akan memberikan nilai tambah sehingga
peranan perguruan tinggi akan lebih terasa oleh masyarakat khususnya masyarakat
1.5Batasan dan Ruang Lingkup
Guna mempermudah pelaksanaan penelitian ini, maka perlu diberikan suatu
batasan yang menjelaskan tentang kegiatan dan waktu cakupan penelitian, yaitu :
• Pembahasan yang akan dilakukan hanya difokuskan pada proses pembuatan kantong
jenis sewing bag, hal ini disebabkan karena jenis ini merupakan produk andalan
perusahaan, disamping itu juga karena jumlah produk cacat relatif lebih banyak
dibandingkan dengan tipe kantong pasted bag.
• Faktor-faktor penyebab terjadinya human error didasari dari hasil penelitian yang
telah dilakukan sebelumnya oleh Meister yang kemudian disesuaikan dengan
kondisi ril perusahaan melalui penjajagan opini dari karyawan terkait.
• Hasil dari penelitian ini dapat digunakan pada kondisi yang normal dengan
parameter-parameter yang telah ditetapkan.
1.6Asumsi-asumsi
Untuk memperoleh hasil yang lebih optimal tentunya penelitian ini mesti
dilakukan secara komprehensif dengan mempertimbangkan semua parameter dan
aspek-aspek terkait, namum oleh karena keterbatasan yang dimiliki maka perlu diberikan
beberapa asumsi-asumsi yang sangat relevan dengan cakupan penelitian ini, antara lain :
• Kualitas dan kuantitas bahan baku sesuai menurut spesifikasi yang telah ditetapkan
dan dianggap tidak menjadi salah satu penyebab munculnya human error.
• Penyebab kegagalan/penyimpangan yang bersumber dari faktor lain seperti mesin,
metoda/cara kerja, lingkungan kerja dan material tidak dibahas secara lebih
mendalam, terkecuali jika hal ini nantinya adalah merupakan bagian yang menjadi
• Semua karyawan memiliki pemahaman yang sama tentang pentingnya upaya untuk
memperbaiki dan meminimasi pemborosan salah satunya melalui peningkatan
keandalan manusianya.
• Data dan informasi yang diperoleh dianggap sudah sangat cukup untuk menjelaskan
BAB II
TINJAUAN LITERATUR
2.1 Ergonomi
Istilah ergonomi pertama kali dipakai oleh ilmuwan Polandia W. Joustrzebowski
pada tahun 1857. Walaupun ergonomi dianggap sebagai suatu disiplin ilmu ilmiah yang
baru, tetapi ergonomi telah mengalami perkembangan yang sangat pesat pada dekade
delapan puluhan (Heinz Schmidtke). Salah satu bentuk perkembangan yang bisa
dirasakan dengan adanya ilmu ergonomi antara lain bahwa di industri-industri telah
memikirkan atau memperkenalkan suatu kondisi kerja manusia, artinya suatu kondisi
kerja dimana merupakan suatu pencegahan pada penyalahgunaan tenaga kerja manusia
sebagai ”mesin yang multi guna”
Dalam disiplin ilmu teknik industri, ergonomi lebih dikenal dengan human
factors engineering. Ergonomi merupakan bidang ilmu yang mencakup pemanfaatan
informasi, kemampuan, kebolehan dan batasan manusia untuk merancang alat, mesin,
cara, sistem, tugas, organisasi dan lingkungan sehingga terdapat kondisi kerja dan
lingkungan yang sehat, aman, nyaman dan efisien demi tercapainya produktivitas yang
setinggi-tingginya.
2.2 Human Error
Sehubungan dengan keterbatasan yang dimiliki oleh manusia, maka akan jelas
mempunyai probabilitas untuk menghasilkan ”kesalahan” atau dikenal dengan human
Menurut Meister, beberapa alasan yang menyebabkan terjadinya human error adalah
sebagai berikut :
No Alasan Terjadinya Human Error 1 Penerangan di area kerja yang kurang memadai
2 Pelatihan dan kecapakapan sumber daya yang kurang memadai. 3 Rancangan peralatan yang kurang baik.
4 Temperatur ditempat kerja yang kurang memadai. 5 Kebisingan di area kerja yang tinggi.
6 Tempat kerja yang kurang representatif. 7 Motivasi rendah.
8 Prosedur operasi dan maintenance yang kurang baik. 9 Kompleksitas perkerjaan yang tinggi.
2.3 Klasifikasi Human Error
Dhillon mengelompokkan human error kedalam enam kelompok, antara lain :
1. Kesalahan operasi (operating errors), kesalahan jenis ini terdiri dari dua kategori,
yaitu errors of mission dan error of commission. Kategori pertama meliputi
kesalahan karena kurang perhatian (error of attention) dan kesalahan karena lupa
(error of memory), sedangkan kategori kedua meliputi kesalahan operasi (error of
operation), kesalahan identifikasi (error of identification) dan kesalahan interpretasi
(error of interpretation).
2. Kesalahan perakitan (assembly errors), merupakan kesalahan yang terjadi selama
perakitan produk.
3. Kesalahan perancangan (design errors), jenis kesalahan ini dibedakan menjadi tiga
kelompok yaitu: kegagalan dalam mengimplementasikan kebutuhan manusia dalam
desain, penugasan fungsi yang tidak sesuai pada seseorang, dan kegagalan dalam
4. Kesalahan inspeksi (inspection errors), merupakan kesalahan yang berhubungan
dengan inspeksi dimana kesalahan ini muncul karena inspeksi tidak 100% akurat.
5. Kesalahan instalasi (installation errors), kesalahan ini terjadi selama tahapan
instalasi dan merupakan kesalahan sementara. Kesalahan ini muncul karena proses
instalasi dilaksanakan tidak sesuai dengan instruksi yang ada.
6. Kesalahan perawatan (maintenance errors), kesalahan ini diakibatkan oleh tidak
tepatnya perbaikan terhadap suatu item.
2.4 Pendekatan Untuk Mengurangi Human Error
Terdapat tiga pendekatan untuk mengurangi terjadinya kesalahan manusia
(human errors), antara lain :
1. Pemilihan personil
Upaya ini dianggap mampu untuk mengurangi human errors karena orang-orang
dipilih berdasarkan kemampuan dan keterampilan yang sesuai dengan kebutuhan
pekerjaan. Hal-hal seperti kemampuan persepsi, intelektual dan skill motorik harus
dipertimbangkan dalam pemilihan personil. Pendekatan ini memiliki keterbatasan,
antara lain :
a) Tidak selalu mudah menentukan kemampuan dan keterampilan yang diperlukan.
b) Tidak selalu tersedia metoda tes yang handal dan valid untuk mengukur
kemampuan dan keterampilan yang dibutuhkan.
2. Pelatihan
Pelatihan yang cocok dengan kebutuhan personil dapat mengurangi terjadinya
human errors , namun pada kenyataannya orang tidak selalu menunjukkan
performansi sebagaimana yang telah diberikan dalam pelatihan, hal ini disebabkan
karena kebiasaan pada saat sebelum diberikan pelatihan
3. Perancangan
Dengan merancang peralatan kerja, prosedur dan lingkungan kerja yang tepat akan
dapat mengurangi terjadinya human errors karena performansi seseorang telah
menjadi lebih baik.
2.5 Keandalan Manusia (Human Reliability)
Secara umum performansi keandalan manusia sebagai fungsi waktu kontinyu
dari aktivitas manusia dapat dikembangkan dengan cara yang sama seperti fungsi
keandalan klasik. Laju kesalahan manusia (human error rate, he(t)) didefinisikan
sebagai berikut :
dt t d t t
he Re( )
) ( Re
1 )
( = − ... (2.1)
Dimana Re(t) adalah keandalan performansi manusia pada waktu t. Persamaan 2.1 dapat
ditulis sebagai berikut :
) ( Re ) ( Re 1 )
( d t
t dt
t
he = − ... (2.2)
Dengan mengintegralkan kedua ruas persamaan diatas pada interval waktu (0,t) maka
akan diperoleh persamaan berikut :
∫
∫
= − ) ( Re ) 0 ( Re 0 ) ( Re ) ( Re 1 ) ( t t t d t dt tDimana Re(t) = 1 pada t=0, maka : ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ − =
∫
t dt t he t 0 ) ( exp ) (Re ... (2.4)
Persamaan keandalan diatas berlaku untuk laju kesalahan manusia konstan atau non
konstan. Dengan kata lain berlaku untuk laju kesalahan manusia yang mengikuti suatu
distribusi statistik, misalnya eksponensial, gamma, normal atau bathtub dsb. Persamaan
umum untuk mendapatkan mean time to human error (MTHE) adalah :
dt dt t he MTHE t ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ − =
∫
∞∫
0 0 ) (exp ... (2.5)
2.6 Model Rook Untuk Kejadian Human Error
Model matematis dari kejadian error diformulasikan oleh Rook. Model ini
digunakan untuk menghitung probabilitas total dari kerusakan fungsi dari sejumlah tipe
aktivitas. Asumsi-asumsi yang berhubungan dengan model ini adalah sebagai berikut :
• Sejumlah aktivitas yang berbeda dilakukan untuk menyelesaikan suatu fungsi
tujuan.
• Tiap aktivitas dapat terjadi lebih dari satu kali dan satu atau lebih kesalahan yang
berasosiasi dengan suatu aktivitas.
• Mode error adalah independent.
• Fungsi tujuan kemungkinan dapat gagal secara total karena suatu error.
Probabilitas kegagalan fungsi yang disebabkan oleh k mode error dari i aktivitas
operasional dinyatakan dengan persamaan :
ki ki ki q Q
F = ... (2.6)
qki : probabilitas aktivitas ke-i terjadi dengan mode error ke-k
Qki : probabilitas kondisional jika mode error ke-k dari aktivitas ke-i terjadi akan
menghasilkan kegagalan fungsi total.
Probabilitas fungsi berjalan sukses atau tidak gagal (Rnf) dapat ditentukan
dengan persamaan dibawah ini ;
) 1
( ki
nf F
R = − ... (2.7)
Dengan persamaan diatas dapat diperoleh probabilitas sukses yang dihasilkan
dari satu aktivitas ke-i (Rnfi) dari seluruh Mi mode error yang berbeda adalah :
) 1 ( 1
∏
= − = Mi k ki kinfi q Q
R ... (2.8)
Sementara probabilitas sukses total (RT) dari seluruh aktivitas independen adalah
:
∏
= = Zi i nfi R RT 1 ... (2.9)2.7 Metoda-metoda Human Reliability Assessment (HRA) 2.7.1 Metoda THERP
Metoda ini dikembangkan oleh Swain & Guttmann (1983) dengan menggunakan
basis data probabilitas kesalahan yang dimodifikasi oleh penilai melalui pertimbangan
dari ahli dengan memperhatikan status dan berbagai factor yang menentukan
performansi. Tahapan analisis dengan menggunakan metoda ini secara garis besar
adalah sebagai berikut :
a) Dekomposisi aktivitas menjadi elemen-elemennya.
c) Penilaian efek dan faktor performansi untuk tiap elemen.
d) Perhitungan human error probability untuk seluruh aktivitas.
Metoda THERP memiliki kemampuan untuk menganalisis aktivitas-aktivitas
dengan probabilitas rendah, dimana didalamnya terdapat tingkat motivasi dan
infrastruktur tinggi untuk mencapai keandalan tinggi. Beberapa penilai meyakini bahwa
metoda ini sesuai untuk aktivitas berbasis pengetahuan (diagnosis) namun tetap saja
perlu dicoba melalui beberapa alternatif.
2.7.2 Metoda HECA
Metoda ini digunakan untuk mengidentifikasi aktivitas kritis manusia yang
terkait dengan human error dan akan memberikan informasi tentang keandalan dan
keamanan sistem. Metoda HECA pertama kali dikembangkan oleh National Tsing-Hua
University dan Chung Shan of Science and Technology pada tahun 1995. Proses analisis
metoda ini terdiri dari empat langkah utama, diantaranya adalah: analisis aktivitas,
pembuatan pohon kejadian, estimasi HEP dan analisis lembar kerja HECA. Berbeda
dengan metoda sebelumnya, proses analisis dengan metoda ini dilakukan berdasarkan
2.7.3 Metoda HEART
Pada langkah awal perhitungan dengan metoda HEART, dilakukan kategorisasi
aktivitas menjadi kategori generik oleh peniliai (William, 1986). Versi komputerisasi
dari perhitungan ini dikembangkan oleh Cullen (1995), yang memungkinkan
perhitungan secara otomatis, sehingga peniliai dapat langsung melihat efek dari
penilaian proporsi. Disamping itu fluktuasi acak yang ditimbulkan oleh kesalahan
perhitungan akan dapat dicegah dengan penjaminan kualitas prosedur dan validasi serta
verifikasi dari program komputer yang dikembangkan.
2.7.4 Metoda JHEDI
JHEDI merupakan metoda HRA yang dikembangkan oleh Kirwan et.al (1990).
Metoda ini valid untuk aktivitas-aktivitas dengan signifikasi tinggi, termasuk
didalamnya pengendalian administratif. Untuk aktivitas dengan kategori kesalahan
error of commision, analisis dengan metoda ini memberikan performansi yang buruk.
2.8 Metoda Pengumpulan dan Pengujian Data 2.8.1 Kuesioner
Kuesioner adalah alat yang sangat berguna untuk mendapatkan data atau
informasi mengenai suatu gejala. Penelitian dengan menggunakan kuesioner harus
beranggapan bahwa :
1. Responden atau pengisi kuesioner adalah pihak yang paling mengetahui tentang
dirinya.
3. Interprestasi responden terhadap pertanyaan yang diajukan dalam kuesioner adalah
sama dengan interprestasi dari penanya.
Dilihat dari bentuk pernyataannya, maka ada dua jenis pertanyaan antara lain :
1. Pertanyaan terbuka
Pertanyaan terbuka adalah bentuk pertanyaan yang tidak diikuti pilihan jawaban,
dan jawaban pertanyaan diisi menurut kehendak responden secara penuh.
Keuntungan pertanyaan terbuka adalah kebebasan yang diberikan kepada responden
untuk mengisinya dan dengan mudah untuk ditanyakan. Kelemahannya responden
akan mengalami kesulitan dalam menjawab dan hasil jawaban sulit dianalisa.
2. Pertanyaan tertutup
Pertanyaan tertutup adalah bentuk pertanyaan yang telah diarahkan karena jawaban
sudah ada, responden tinggal memilih pertanyaan yang paling sesuai dengan
keinginannya. Keuntungan pertanyaan tertutup adalah mudah untuk dijawab dan
memerlukan waktu relatif singkat, serta mudah dianalisa. Kelemahannya antara lain
kehilangan sifat spontanitas dan penekanan dari responden, serta peneliti tidak
mengetahui apa yang terpikir oleh responden.
2.8.2 Wawancara.
Wawancara merupakan suatu langkah dalam penelitian ilmiah berupa penggunaan proses komunikasi verbal, untuk mengumpulkan informasi dari seseorang
ataupun sekelompok orang. Pengklasifikasian wawancara dapat ditinjau dari
bermacam-macam aspek, antara lain saat penggunaan, jenis penelitian, penggunaan wawancara,
2.8.3 Pengujian Validitas dan Reabilitas A. Validitas Instrument Penelitian
Pengujian validitas dimaksudkan untuk melihat sejauh mana tingkat ketepatan instrumen dalam mengukur apa yang akan diukur dengan menggunakan kuesioner. Hasil dari penyebaran kuesioner kemudian dianalisa, tiap butir pertanyaan disiapkan 5 butir pilihan jawaban. Pengujian validitas tiap butir digunakan analisa yaitu
mengkorelasi skor tiap-tiap butir dengan skor total yang merupakan jumlah tiap skor butir. Item yang mempunyai korelasi positif dengan skor total serta korelasi yang tingi menunjukkan item tersebut mempunyai validitas yang tinggi pula. Biasanya syarat minimum untuk dianggap memenuhi syarat adalah kalau r = 0,3. Korelasi yang digunakan adalah Product Moment dari Karl Pearson (1857-1936) yang dikutip dari Hadi (1997:114) sebagai berikut :
( )( )
( )
( )
⎥⎦⎤ ⎢⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ ∑ − ∑ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ ∑ − ∑ ∑ ∑ − ∑ = Γ 2 y 2 y N 2 x 2 x N y x xy Nxy ... (2.10)
(
)(
)
(
) (
)(
)(
[
Vy Vx 2 xy SBy SBx)
]
SBx SBy xy bt − + − = ... (2.11)
B. Keandalan Alat Ukur (Reliability)
Koofesien keandalan alat ukur menunjukkan mutu seluruh proses pengumpulan data dalam suatu penelitian, dalam hal ini adalah kuesioner penelitian. Tujuan dari uji keandalan alat ukur ini adalah untuk mengetahui ketepatan, kemantapan, dan
homogenitas alat ukur. Pengujian ini dilakukan dengan menggunakan metode
Cronbach. Besar koefesien cronbach antara 0 (nol)dan 1 (satu). Makin besar nilai
keandalannya maka semakin tinggi keandalan alat ukur yang digunakan. Perhitungan keandalan ini bertujuan untuk mengetahui tingkat konsistensi jawaban responden.
2.9 Sistem Manusia Mesin Mekanistik/Semi Otomatik
Adanya revolusi industri dan perkembangan teknologi maka telah berhasil
ditemukan berbagai mesin dan peralatan kerja yang semakin kompleks. Sistem manusia
mesin hubungan semi otomatik ini akan ada suatu mekanisme khusus untuk mengolah
input/informasi dari luar sebelum masuk kedalam sistem kerja manusia dan demikian
pula reaksi yang berasal dari manusia ini akan diolah atau dikontrol terlebih dahulu
dengan adanya human error maka fungsi manusia dalam hubungan ini terlihat sangat
tergantung sekali kepada kemampuannya untuk melaksanakan fungsi kontrol melalui
sensing input yang dimiliki oleh manusia. Gambar dibawah ini menunjukkan hubungan
dan keterkaitan man-machine system untuk semi otomatik yang dikaitkan dengan
[image:30.595.95.443.280.458.2]kejadian-kejadian human error dalam sebuah pekerjaan.
Gambar 2.1 Semi Automatic Man-Machine System
2.10 Aspek-Aspek Sistem Pencahayaan 2.10.1 Intensitas dan Luminansi Cahaya
Daya dari sumber cahaya disebut intensitas iluminasi (I). Menurut sejarahnya,
sumber cahaya adalah lilin dan sekarang ini merupakan standar yang disetujui yang
disimpan di laboratorium Fisika Nasional. Lilin (candela) adalah satuan intensitas dari
sebuah titik sumber yang memancarkan energi cahaya kesemua arah. Sumber titik
merupakan suatu pengertian yang relatif karena dianggap sangat kecil dibandingkan
terhadap sekelilingnya.
Aliran cahaya atau fluksi iluminasi (F) yang dipancarkan oleh sumber cahaya
diukur dalam lumen. Satu lumen adalah fluksi cahaya yang dipancarkan dalam sudut
pejal satuan dari sebutah titik sumber sebesarr 1 lilin. Iluminasi (E) adalah cahaya yang
jatuh pada sebuah permukaan. Hal ini diukur terhadap penerangan yang diterima pada
mengikuti hukum kuadrat terbalik sehingga jika permukaan yang diterima berpindah
sejauh dua kali dari posisi semula, maka iluminasi menjadi seperempat dari harga
semula. Iluminasi dapat dihitung dengan menggunakan formulasi sebagai berikut :
lux d
I
E = 2
... (2.12)
Dimana :
E : Iluminasi (kekuatan penerangan) dalam Lux.
I : Intensitas cahaya (kuat cahaya) dalam lilin atau kandela.
d : Jarak dalam menghasilkan luminasi dalam m.
Menurut sumber lainnya menyatakan bahwa kekuatan cahaya dari sumber
cahaya yang serba sama disimbolkan dengan I. Sedangkan arus cahaya yang
dipancarkan oleh sumber cahaya dalam suatu bidang kerucut dengan sudut ruang
ω(omega) dinyatakan dengan φ maka dapat dituliskan rumus untuk kekuatan cahaya
adalah :
ω φ
=
I
... (2.13)
Dimana :
I : Kekuatan cahaya dalam satuan lilin.
φ : Arus cahaya dalam satuan lumen.
ω : Besar sudut dalam ruangan kerucut.
Kalau suatu cahaya menyinggung sebuah tabir dengan luas S, maka pada tabir
itu ditimbulkan suatu kekuatan penerangan tertentu. Besarnya kekuatan penerangan
satuan bidang dari permukaan itu, dan kekuatan penerangannya disingkat dengan huruf
E, dan dinyatakan dengan :
S
E = φ
... (2.14)
Dimana :
E : Kekuatan penerangan diukur dengan Lux.
S : Luas bidang diukur dengan m2.
φ : Arus cahaya diukur dengan lumen.
Adapun yang dimaksudkan diatas bahwa tiap-tiap saluran bidang jatuh suatu
cahaya yang sama besar. Hal ini akan dapat terjadi demikian jika tabir itu berbentuk
bulatan. Sedangkan sumber cahayanya ditempatkan dalam titik pusat dari bulatan itu.
Kalau sebuah titik sumber cahaya diletakkan diatas 2 permukaan bulatan yang sepusat
dengan jarak (r1 dan r2) tertentu dan jari-jari R1 dan R2. titik sumber tadi dihubungkan
dengan sisi-sisi dan bidang bulat yang akan membentuk sebuah kerucut.
Jelaslah karena bidang bulat tadi terletak didalam kerucut, maka dapat dikatakan
bahwa bidang saling berpotongan (lihat gambar berikut) :
R2
R1 A
C B
Gambar 2.2 Kuat Penerangan
Jika φ merupakan arus cahaya yang dipancarkan didalam kerucut, maka
kekuatan penerangan dari permukaan S 2
r E
ω φ
= ... (2.15)
Sebagai energi radiasi yang dipancarkan dari sebuah sumber dan memancarkan
ke berbagai macam medium, intensitasnya akan menurun, dengan kata lain intensitas
yang mencapai di permukaan penglihatan akan lebih kecil dibandingkan dengan
intensitas asli yang dipancarkan. Illuminasi didefenisikan perbandingan antara tingkat
perubahan energi yang dihasilkan dengan area tempat cahaya tersebut dipancarkan
(lumens/ft2 atau lumen/m2). Dalam berbagai lingkungan jumlah cahaya yang jatuh
diatas suatu permukaan tergantung pada beberapa faktor, antara lain : intensitas cahaya
ke permukaan, sudut sumber cahaya terhadap permukaan, jarak sumber cahaya ke
permukaan, jumlah dari sumber cahaya dan pemantulan cahaya di lingkungan sekitar.
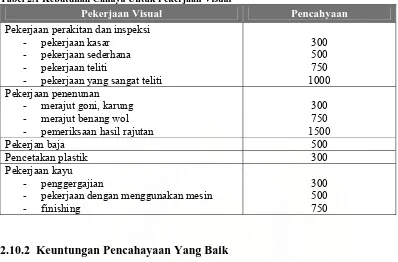
The Chartered Institution of Building Services merekomendasikan range pencahyaan
yang dilakukan berjalan lancar tanpa menimbulkan kesalahan disebabkan oleh
[image:34.595.85.483.176.438.2]pencahayaan. Range pencahyaaan tersebut dapat dilihat dari tabel berikut ini
Tabel 2.1 Kebutuhan Cahaya Untuk Pekerjaan Visual
Pekerjaan Visual Pencahyaan
Pekerjaan perakitan dan inspeksi - pekerjaan kasar
- pekerjaan sederhana - pekerjaan teliti
- pekerjaan yang sangat teliti
300 500 750 1000 Pekerjaan penenunan
- merajut goni, karung - merajut benang wol - pemeriksaan hasil rajutan
300 750 1500
Pekerjan baja 500
Pencetakan plastik 300
Pekerjaan kayu - penggergajian
- pekerjaan dengan menggunakan mesin - finishing
300 500 750
2.10.2 Keuntungan Pencahayaan Yang Baik
Syarat psikology dari pencahayaan artifical untuk kenyamanan penglihatan performansi optik yang bagus, adalah sebagai berikut :
1. Lavel illuminasi yang sesuai.
2. Luminansi permukaan benda-benda yang imbang.
3. Temporal pencahayaan seragam.
4. Menghindari efek silau.
Pada 60 tahun lalu luminansi 50-500 lux sangat umum direkomundasikan untuk bengkel dan kantor. Antara tahun 1960 sampai dengan 1968 Blackwell menggunakan tes optik yang mengukur jumlah cahaya, ukuran objek, kontras dan kecepatan persepsi. Hasilnya dirangkum dalam American
Illumination Engineering Social (IES) dan dipakai
sebagai standar pencahayaan di AS.
Menurut Grandjean, untuk pekerjaan teliti maka perlu memperhatikan hal-hal
halangi lampu agar tidak terlihat secara langsung, lampu harus mempunyai layar
penyebar sinar, penyebaran sinar harus merata dan seragam, pilih lampu neon dengan
emisi panas lebih sedikit dari lampu pijar.
Penerangan yang baik adalah penerangan yang memungkinkan seorang tenaga
kerja melihat pekerjaan dengan teliti. Menurut Suma’mur sifat-sifat penerangan yang
baik ditentukan oleh, pembagian luminansi dalam daerah penglihatan, pencegahan
BAB III
GAMBARAN UMUM OBJEK STUDI
3.1 Sejarah Singkat Perusahaan.
PT. Semen Padang merupakan pabrik semen tertua diIndonesia yang didirikan
pada tanggal 18 Maret 1910 dengan nama NV Nederlandsch Indische Portland Cement
Maatschappi (NV NIPCM). Pabrik mulai berproduksi pada tahun 1913 dengan
kapasitas 22.900 ton pertahun, dan pernah mencapai produksi sebesar 170.000 ton pada
tahun 1939 yang merupakan produksi tertinggi pada waktu itu.
Berdasarkan PP No.50 tanggal 5 Juli 1958, tentang penentuan perusahaan
perindustrian dan pertambangan milik Belanda dikenakan nasionalisasi, maka NV
Padang Portland Cement Maatschappij dinasionalisasikan dan selanjutnya ditangani
oleh Badan Pengelola Perusahaan Industri dan Tambang (BAPPIT) Pusat. Setelah tiga
tahun dikelola oleh BAPPIT Pusat, berdasarkan Peraturan Pemerintah No.135 tahun
1961 status perusahaan diubah menjadi PN (Perusahaan Negara). Akhirnya pada tahun
1971 melalui Peraturan Pemerintah Nomor 7 menetapkan status Semen Padang menjadi
Persero dengan Akta Notaris No. 5 tanggal 4 Juli, dan kemudian pemerintah melakukan
konsolidasi atas 3 Pabrik semen milik Pemerintah yaitu PT Semen Tonasa, PT Semen
Padang dan PT Semen Gresik, yang terealisir pada tanggal 15 September 1995,
sehingga saat ini PT Semen Padang berada dibawah PT Semen Gresik (Semen Gresik
3.2 Aktivitas Produksi 3.2.1 Kapasitas Produksi
Total kapasitas produksi PT Semen Padang hingga saat ini mencapai 5.240.000
ton/tahun yang diperoleh dari 4 (empat) pabrik yang dimiliki. Dalam mendukung mutu
produk dan pelayanan pelanggan, perusahaan memiliki fasilitas laboratorium yang telah
diakreditasi oleh Komite Akreditasi Nasional (KAN) sesuai standar sistem manajemen
mutu laboratorium pengujian dan kalibrasi SNI-19-17025-2000 dengan nomor
akreditasi LP-280-IDN.
3.2.2 Bahan Mentah
Bahan mentah yang digunakan dalam pembuatan semen adalah batu kapur, batu
silika, tanah liat dan pasir besi. Dari total kebutuhan bahan mentah, batu kapur yang
depositnya terdapat di Bukit Karang Putih (± 2 km dari pabrik) digunakan sebanyak ±
81 %. Batu silika yang depositnya berasal dari Bukit Ngalau (± 1,5 km dari pabrik)
digunakan sebanyak ± 9 % dan tanah liat yang terdapat di sekitar pabrik digunakan
sejumlah ± 9 %. Sedangkan kebutuhan pasir besi ± 1% didatangkan dari Cilacap. Pada
penggilingan akhir digunakan gipsum 3-5% yang didatangkan dari Thailand.
3.3 Pabrikasi & Konstruksi
Bengkel Pabrikasi dan Konstruksi mempunyai kemampuan memproduksi
peralatan pabrik dan telah mendapat penghargaan Internasional ISO 9001 dari QCB
(Quality Certification Bureau Inc) dalam bidang design, development, production,
installation and servicing of equipment for industries. Akreditasi ini merupakan modal
yang sangat berharga bari keberadaan Bengkel Pabrikasi dan Konstruksi tersebut.
terdapat peralatan modern seperti Automatic Welding Machine for Hard Facing of
Roller Tire dan CNC (Computerized Numerical Control) Machine.
3.4 Pemasaran
Daerah pemasaran PT. Semen Padang untuk produk Semen Portland Tipe I dan
Super Masonry Cement (SMC) meliputi seluruh wilayah Provinsi di Pulau Sumatera,
DKI Jakarta, Jawa Barat, Jawa Timur, Kalimantan Barat, dan Sumatera Selatan.
Sedangkan untuk produk-produk lainnya seperti Semen Portland Tipe II, III, V dan Oil
Well Cement (OWC) disamping dipasarkan ke daerah yang disebut diatas juga daerah
lain yang memerlukannya. Selain untuk memenuhi kebutuhan dalam negeri, PT Semen
Padang juga mengekspor diantaranya ke Bangladesh, Myanmar, Vietnam, Maldives,
Philipina, Singapura, Brunai, Timor Timur, dan lain-lain.
PT. Semen Padang hampir 63% mendistribusikan semen melalui angkutan laut
dan kemasan zak dan curah, sedangkan selebihnya menggunakan angkutan darat, dalam
kemasan zak, big bag dan curah. Distribusi ke daerah pasar melalui angkutan darat
seperti ke daerah Sumatera Barat, Tapanuli Selatan, Riau Daratan, Bengkulu, dan Jambi
dikantongkan di Pabrik Pengantongan Indarung dan distribusi angkutan melalui laut
dikantongkan di Pabrik Pengantongan Teluk Bayur. Disamping pengantongan di Teluk
Bayur, PT Semen Padang juga mempunyai packing plant di Belawan, Batam dan juga
Tanjung Priok.
3.5 Produk
1. Semen Portland, adalah perekat hidrolis yang dihasilkan dengan cara menggiling
dengan bahan tambahan berupa satu atau lebih bentuk kristal senyawa kalsium
sulfat.
2. Cement Portland Type I, semen ini dipakai untuk keperluan konstruksi umum yang
tidak memerlukan persyaratan khusus terhadap panas hidrasi dan kekuatan tekan
awal. Cocol dipakai pada tanah dan air yang mengandung sulfat antara 0,0%-0,10%
dan dapat digunakan untuk bangunan rumah pemukimam, gedung-gedung
bertingkat dan lain-lain.
3. Cement Portland Tipe II, semen ini dipakai untuk konstruksi bangunan dari beton
massa(tebal) yang memerlukan ketahan sulfat (pada lokasi tanah dan air yang
mengandung sulfat antara 0,10%-0,20%) dan panas hidrasi sedang, misalkan
bangunan dipinggir laut, bangunan di bekas tanah rawa, saluran irigasi, beton massa
dan dam-dam dan landasan jembatan.
4. Cement Portland Type III, semen ini dipakai untuk konstruksi bangunan yang
memerlukan kekuatan tekan awal tinggi pada fase permulaan setelah pengikatan
terjadi, misalnya untuk pembuatan jalan beton, bangunan-bangunan tingkat tinggi,
bangunan-bangunan dalam air yang tidak memerlukan ketahanan terhadap serangan
sulfat.
5. Cement Portland Type V, semen ini dipakai untuk konstruksi bangunan pada
tanah/air yang mengandung sulfat melebihi 0,20% dan sangat cocok untuk instalasi
pengolahan limbah pabrik, konstruksi dalam air, jembatan, terowongan, pelabuhan
dan pembangkit tenaga nuklir.
6. Super Masonry Cement, semen ini dapat digunakan untuk konstruksi perumahan
digunakan untuk bahan baku pembuatan Genteng Beton, Hollow Brick, Paving
Block, Tegel dan bahan bangunan lainnya.
7. Oil Well Cement, Class G-HSR (High Sulfate Resistant), merupakan semen khusus
yang digunakan untuk pembuatan sumur minyak dan gas alam di bawah permukaan
laut dan daratan. OWC yang telah diproduksi adalah Class G - HSR (High Sulfate
Resistant) atau disebut juga sebagai "Basic OWC". Aditif dapat ditambahkan untuk
pemakaian pada berbagai kedalaman dan temperatur.
3.6 Unit Pabrik Kantong
Unit kantong PT. Semen Padang berlokasi di jalan By Pass km 10, Bukit Putus.
Lokasi pabrik kantong ini terletak di pinggiran kota sehingga membuat proses produksi
tidak terlalu menganggu pemukiman penduduk dan dapat dengan mudah dicapai oleh
kendaraan serta terletak di pinggir jalan besar.
3.6.1 Struktur Organisasi
Dalam suatu perusahaan harus memiliki suatu manajemen atau organisasi yang
baik agar dalam pelaksanaan suatu pekerjaan dapat berjalan dengan lancar. Struktur
organisasi dalam sebuah perusahaan sangatlah diperlukan karena dapat memudahkan
dalam melaksanakan tugas-tugas yang akan dilakukan. Maka dengan adanya struktur
organisasi para pekerja atau bawahan dapat digerakan secara bersama-sama untuk
mencapai tujuan yang telah ditetapkan oleh perusahaan. Struktur organisasi yang
dipakai oleh Divisi Pabrik Kantong PT. Semen Padang adalah struktur organisasi garis
3.6.2 Tenaga kerja
Sumber daya manusia merupakan hal yang terpenting di dalam sebuah
perusahan. Sumber daya manusia yang berkualitas akan menjadikan perusahan
berkualitas pula. PT. Semen Padang merupakan sebuah perusahaan besar yang
memiliki sumber daya manusia yang beraneka ragam dari segi jenjang pendidikannya
seperti SLTP, SLTA, Strata satu dan dua, dimana tenaga kerja pada pabrik kantong PT.
Semen Padang ini berjumlah 103 orang dan didominasi oleh laki-laki.
3.6.3 Jam Kerja
Keadaan kerja normal di bidang kantong PT. Semen Padang yaitu 5 hari kerja @
8 jam/hari dan 40 jam seminggu, dimana jam kerja yang berlaku adalah :
A. Bagian administrasi
• Senin s/d kamis : pukul 07.00 – 16.00 WIB.
• Jum’at : pukul 07.00-16.00 WIB.
• Sabtu dan minggu ditetapkan sebagai hari libur.
B. Jam kerja untuk shift
• Shift 1 : pukul 07.00-14.00 WIB.
• Shift II : pukul 14.00 s/d 21.00 WIB.
3.6.4 Hasil Produksi
Pabrik kantong merupakan salah satu unit yang terpenting bagi PT. Semen
Padang. Pabrik ini berada di bawah Departemen Utilitas dan bertugas memproduksi
kantong semen. Tipe kantong semen yang diproduksi disesuaikan dengan jenis semen
yang diproduksi pada saat itu. Adapun jenis kantong yang diproduksi oleh pabrik
1. Sewing bag
Jenis sewing bag ini terdiri dari beberapa tipe berdasarkan helainya yaitu :
a. Kantong @ 40 kg, terdiri dari SMC Merah Biru 3 ply dan PPC Merah Biru 4
ply
b. Kantong @ 50 kg, terdiri dari Tipe I Merah biru 4 ply, Tipe I Merah 4 ply dan
Tipe I Biru 4 ply
2. Pasted Bag
Jenis kantong ini lebih efisien cara pembuatan dan bahan serta kantong bekasnya
lebih mudah didaur ulang karena tidak menggunakan bahan selain kertas. Beberapa
jenis kantong tipe ini antara lain :
a. Kantong 40 kg, terdiri dari PPC DW 4 ply
b. Kantong 50 kg, terdiri dari DW 3 ply strip biru, DW 3 ply strip merah dan DW
3.6.5 Bahan Baku kantong
Bahan baku yang digunakan untuk pembuatan kantong sewing bag terdiri atas :
1. Kertas kraft, material ini diimport dari Rusia dan Swedia yang berupa gulungan
(roll) dengan diameter 1 m, berat 667 kg sampai 870 kg.
2. Lem tapioka (perekat).
3. Benang multifilament
Jenis benang jahit yang digunakan untuk menjahit kantong semen yaitu jenis
multifilament, yang didatangkan dari Gresik (Surabaya). Benang ini mempunyai
kekutan tarik yang cukup baik yaitu > 10 kg, yang artinya benang tersebut
direnggang dengan beban 10 kg baru akan putus. Warna benang jahit yang
digunakan saat ini adalah merah dan putih.
4. Polyamida Rope
Benang alas yang dipakai sejenis plastik yang disebut polyamida rope yang
digunakan untuk menguatkan jahitan pada kantong dan untuk menutup lobang
jahitan supaya udara keluar dari lubang jahitan sewaktu diisi semen.
5. Tinta
Tinta yang digunakan di datangkan dari Jakarta yang bermerek Indo Ink. Warna
yang digunakan adalah merah dan biru. Untuk pabrik kantong digunakan tinta
3.6.6 Jenis Kerusakan Kantong
Jenis ketidaksesuain hasil produksi kantong menurut perusahaan dibedakan atas
atas beberapa bentuk, antara lain :
1. Hasil printing logo dan teks yang ada pada kantong tidak jelas.
2. Pengeleman yang tidak sempurna sehingga mengakibatkan terbukanya bagian
woven dan kraft paper.
3. Pemotongan kantong yang tidak simetris
4. Tidak meratanya jahitan miring pada kantong sehingga kantong yang sudah
berbentuk tube menjadi berkerut.
5. Benang jahitan putus dari kantong semen yang telah berbentuk tube, dan tidak
mengikuti alur yang mengakibatkan kantong bergelombang.
6. Kertas pita yang dijahitkan pada tube sebagai penutup pinggir bawah tube lepas atau
tidak terjahit.
7. Valve miring (lobang atau klep memasukkan semen pada packer miring akibat
pengelemen kurang rata)
8. Polyamida tidak terpasang (benang alas yang digunakan untuk menguatkan jahitan
pada kantong dan untuk menutupi lobang jahitan)
3.6.7 Pengujian Material Kantong Semen
Pengujian yang dilakukan terhadap material kantong semen yang dilakukan pada
Laboratorium Pengujian Kualitas oleh Biro Jaminan Kualitas Pihak Semen Padang.
Pengujian material kantong dilakukan untuk melihat kesesuaian spesifikasi material
menjatuhkan kantong yaitu dari ketinggian ± 10 meter. Berikut standarisasi pengujian
material kantong :
Tabel 3.1 Pengujian Material Kraft Paper
No Uraian Satuan Standar Intern SP
1 2 3 4 5 Gramature Cobb-60 Reel Width Reel Core Reel Diameter g/m2 g/m2 mm mm inch
70 ± 3 26 ± 4 1018 ± 2
76 ± 1 42.5 + 2.5
No Uraian Satuan Standar Intern SP
[image:45.595.86.486.186.639.2]1 Tingkat ketahanan (drop test) % 75 ± 5
Tabel 3.2 Pengujian PP Woven R. Laminasi
No Uraian Satuan Standar Intern SP
1 2 3 4 5 Gramature
Jumlah Anyaman per inch Reel Width (PP W / K. Kraft) Reel Core Reel Diameter g/m2 - mm mm inch
168 ± 5 (9x9) ± 1
- - -
No Uraian Satuan Standar Intern SP
1 Tingkat ketahanan (drop test) % 95 ± 5
Tabel 3.3 Pengujian Tinta
No Uraian Satuan Standar Intern SP
1 2 3 4 5 6 7
Viscositas (zun cup Ringhosa No. 3) Indek per kantong
Warna pada Kantong Operasi di mesin Endapan & gumpalan Bau pH g/m2 - - - - - -
17.5 ± 1.5 0.70 ± 0.05
Baik Lancar Tidak Ada Tidak Berbau
[image:45.595.88.482.676.735.2]9.0 ± 0.5 *)
Tabel 3.4 Pengujian Tepung Lem
No Uraian Satuan Standar Intern SP
1 2 3
Indek per ply
Daya Rekat setelah 24 jam Operasi dimesin
g/ply - -
Tabel 3.5 Pengujian Benang Alas Polyamida Rope Putih
No Uraian Satuan Standar
Intern SP 1
2 3
Berat per meter Indeks per kantong Operasi dimesin
g/m g/kantong
-0.60 ± 0.10 0.73 ± 0.02
[image:46.595.86.483.249.435.2]Lancar
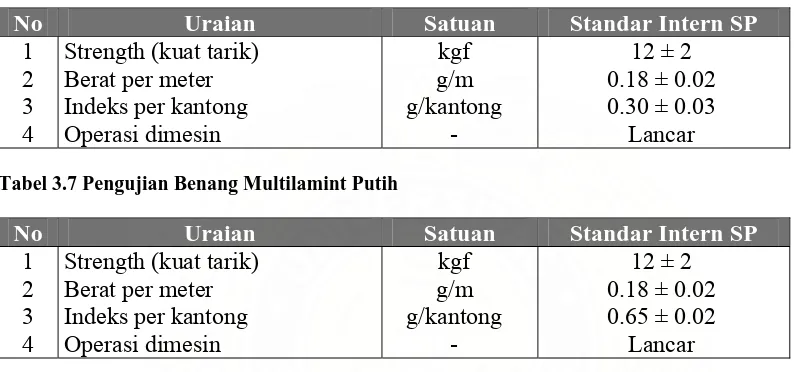
Tabel 3.6 Pengujian Benang Multilamint Merah
No Uraian Satuan Standar Intern SP
1 2 3 4
Strength (kuat tarik) Berat per meter Indeks per kantong Operasi dimesin
kgf g/m g/kantong
-
12 ± 2 0.18 ± 0.02 0.30 ± 0.03
[image:46.595.133.428.534.749.2]Lancar
Tabel 3.7 Pengujian Benang Multilamint Putih
No Uraian Satuan Standar Intern SP
1 2 3 4
Strength (kuat tarik) Berat per meter Indeks per kantong Operasi dimesin
kgf g/m g/kantong
-
12 ± 2 0.18 ± 0.02 0.65 ± 0.02
Lancar
Sumber : Biro Jaminan Kualitas Dept. Jaminan Kualitas & Perwakilan Manajemen, 2007
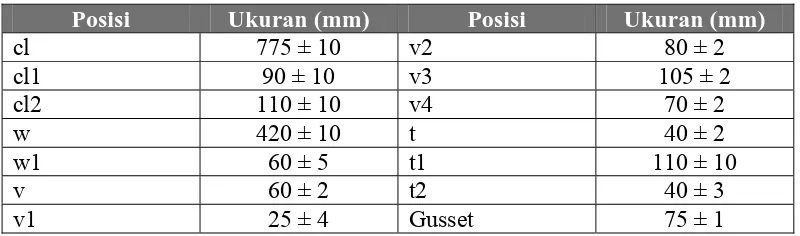
3.6.8 Spesifikasi Dimensi Kantong
Spesifikasi kantong yang diproduksi oleh divisi pabrik kantong dapat dilihat
Gambar 3.1 Spesifikasi Ukuran Kantong PT. Semen Padang Tabel 3.8 Ukuran dan Toleransi Kantong PT Semen Padang
Posisi Ukuran (mm) Posisi Ukuran (mm)
cl 775 ± 10 v2 80 ± 2
cl1 90 ± 10 v3 105 ± 2
cl2 110 ± 10 v4 70 ± 2
w 420 ± 10 t 40 ± 2
w1 60 ± 5 t1 110 ± 10
v 60 ± 2 t2 40 ± 3
v1 25 ± 4 Gusset 75 ± 1
Sumber : Biro Jaminan Kualitas Dept. Jaminan Kualitas & Perwakilan Manajemen, 2007
3.6.9 Proses Produksi Kantong Sewing Bag
Proses pembuatan kantong tipe sewing bag ini dilakukan dengan tahapan
sebagai berikut ;
A. Proses Tubing
Proses tubing merupakan proses awal pembuatan atau membentuk kertas kraft paper
menjadi tube dengan tahapan sebagai berikut :
1. Unwind
Proses awal pembuatan kantong semen dimulai dengan settingan material paper
dan woven pada unwind mesin dengan melakukan pengaturan akan lebar dan
panjang material yang akan diproses agar sesuai dengan jalurnya.
2. Printing
Proses printing atau pencetakan logo dan teks pada bagian permukaan kantong.
3. Longitudinal Glue
Merupakan proses pasting glue (perekat) pada woven dibagian sisi tengah dari
kantong sesuai dengan spesifikasi yang ditetapkan oleh perusahaan.
Merupakan proses pemotongan kertas kraft dan woven sesuai dimensi yang telah
ditetapkan oleh perusahaan.
5. Separating
Separating unit berfungsi untuk memisahkan tube yang sudah selesai dipotong,
pengaturan ini diset sedemikian rupa sehingga penumpukan pada masing-masing
counter dapat dihindarkan.
B. Proses Sewing
Pada stasiun penjahitan, meskipun proses produksinya bersifat otomatis tetapi masih
memerlukan peran operator dalam melakukan penggantian needle guide pada
BAB IV
METODOLOGI PENELITIAN
4.1. Metode Penelitian
Metode yang digunakan dalam penelitian ini adalah lebih diarahkan pada
penelitian deskriptif yang bertujuan untuk memberikan suatu model perbaikan
berdasarkan temuan-temuan kondisi eksisting. Hal ini dilakukan dengan cara
mengkombinasikan beberapa pendekatan baik secara kualitatif ataupun kuantitatif.
Analisis kualitatif dilakukan untuk menjelaskan fenomena dengan pola pikir ilmiah
yang diterapkan secara sistematis tanpa menggunakan model kuantitatif. Sementara
untuk pendekatan kuantitatif penulis mencoba untuk menggali dan mengumpulkan data
produksi beberapa periode sebelumnya. Data-data tersebut kemudian akan dielaborasi
sedemikian rupa sehingga diperoleh suatu keterkaitan yang sangat jelas dengan dugaan
awal penelitian.
Disamping itu untuk menjelaskan secara ilmiah bahwa pembahasan yang
dilakukan sudah merupakan satu tahapan proses yang sistematik dan logis maka
beberapa jurnal dan tulisan-tulisan ilmiahpun dikupas secara lebih dalam, terutama
untuk hal-hal yang sangat terkait dengan hasil dugaan dari pendekatan kualitatif
sebelumnya.
Analisis dan pembahasan yang akan dilakukan dijelaskan berdasarkan pola pikir
yang disusun sedemikian rupa sehingga akan memberikan kemudahan dalam
melakukan pemecahan terhadap persoalan yang telah dijelaskan pada tahap sebelumnya.
disebut sebagai suatu pendekatan dalam menemukan jawaban dari tujuan penelitian
yang akan dilakukan, tahapan yang dimaksud, yaitu :
4.2. Metode Pengumpulan Data
Dalam penelitian ini metode pengumpulan data yang akan digunakan meliputi :
1. Kuesioner, dalam hal ini kuesioner yang dirancang dikelompokkan menjadi dua
model berdasarkan informasi yang akan digali, yaitu penilaian tingkat kepentingan
karyawan terhadap hal-hal yang mesti dilakukan oleh perusahaan dalam rangka
meminimasi terjadinya human error (probabilitas kesalahan manusia) dalam
melakukan pekerjaan selama ini dan gambaran terhadap upaya yang sudah
dilakukan oleh pihak perusahaan terutama yang berkaitan dengan tindakan untuk
mencapai hasil produksi yang optimum
2. Wawancara (interview), yaitu teknik pengumpulan data yang dilakukan melalui
tatap muka dan wawancara antara pengumpul data (pencacat) dengan responden.
Wawancara dilakukan baik secara langsung maupun dengan menggunakan pedoman
“daftar pertanyaan” dari kuesioner sebagai instrumen penelitian.
3. Pengamatan (observasi), yaitu teknik pengumpulan data melalui pengamatan
langsung kepada obyek penelitian. Menurut Soeratno dan Lincolin Arsyad (1993),
pengamatan atau observasi merupakan “cara pengumpulan data dengan jalan
melakukan pencatatan secara cermat dan sistematik”. Teknik observasi biasanya
dilakukan bersamaan dengan teknik lain untuk mengamati keadaan fisik, lokasi atau
daerah penelitian secara sepintas lalu (on the spot) dan dengan melakukan
4.2.1 Data Primer
Data primer dalam penelitian ini adalah data yang dikumpulkan melalui
pengamatan langsung dengan menggunakan beberapa instrumen dan alat ukur yang
sesuai dengan jenis data. Berikut jenis data yang dikategorikan sebagai data primer
adalah :
• Penilaian responden terhadap beberapa faktor yang merupakan penyebab terjadinya
human error. Penilaian ini digali dengan menyusun beberapa pertanyaan melalui
sebuah instrument penelitian yang berupa kuesioner. Pertanyaan-pertanyaan yang
terdapat dalam kuesioner tersebut adalah merupakan elaborasi dari hasil penelitian
yang pernah dilakukan sebelumnya, yaitu penelitian yang menghasilkan beberapa
faktor/alasan terjadinya human error.
• Penilaian tingkat kepentingan pekerja terhadap beberapa hal yang mereka inginkan
untuk dapat bekerja dengan baik dan benar sehingga kemungkinan untuk melakukan
kesalahan dalam bekerja dapat diminimasi sebaik mungkin.
• Kondisi lingkungan fisik kerja, seperti intensitas kebisingan, pencahayaan,
4.2.2 Data Sekunder
Berbeda halnya dengan data primer, data sekunder diperoleh dari
laporan-laporan perusahaan yang meliputi :
• Hasil uji kantong (kertas kraft dan drop test)
• Petunjuk/instruksi kerja setiap stasiun kerja.
• Rencana dan realisasi produksi kantong tahun 2006 dan 2007.
• Laporan jumlah produk rusak (defect) perperiode untuk tahun 2006 dan 2007.
• Rekapitulasi biaya produksi kantong jenis sewing bag tahun 2006 dan 2007
4.2.3 Metode Analisis
Pendekatan kuantitatif dalam penelitian ini di dukung dengan penggunaan
analisis “statistik deskriptif”. Teknik analisis deskriptif dalam hal ini antara lain
penyajian data melalui tabel atau grafik. Untuk mempermudah fokus rancangan
nantinya, maka analisis didasari dari beberapa ketentuan dibawah ini :
• Jika jawaban yang paling sering dipilih adalah sangat penting atau penting (pada
kuesioner model 1) dan sangat baik atau baik (pada kuesioner model 2), maka
jawaban tersebut merupakan aspek yang perlu diperbaiki.
• Jika jawaban yang sangat penting atau penting (pada kuesioner model 1) dan sangat
baik atau baik (pada kuesioner model 2) mempunyai jumlah yang sama maka
masing-masing indikator tersebut merupakan aspek yang perlu diperbaiki.
• Jika jawaban yang paling sering dipilih yaitu berdasarkan nilai frekuensi adalah
sangat tidak penting atau tidak penting (pada kuesioner model 1) dan sangat tidak
masing-masing variabel maka indikator tersebut bukan merupakan aspek yang
dikembangkan.
Disamping analisis yang dilakukan seperti diatas, maka untuk mendapatkan nilai
keandalan seperti yang telah dijelaskan pada tahap sebelumnya, analisis dilakukan
dengan cara perhitungan untuk mendapatkan probabilitas kesalahan manusia dan
keandalan manusia. Tahapan analisis meliputi:
A. Perhitungan HEP (Human Error Probability)
Nilai HEP untuk masing-masing aktivitas ditentukan berdasarkan hasil estimasi λij,
β ij, χ ij yang diperoleh dengan mengalikan masing-masing nilai probabilitas seperti
formulasi dibawah ini :
HEPij = λij x β ij x χ ij ... (4.1)
B. Analisis Human Reliability
Analisis human reliability dilakukan berdasarkan pohon kejadian yang telah dibuat
pada tahapan sebelumnya. Dari jalur gagal pada pohon kejadian tersebut dapat
dihitung probabilitas kegagalan untuk tiap aktivitas (Fi) melalui persamaan berikut :
Fi = 1 – ∏ (1 – HEPij ) ... (4.2)
Dari nilai pada persamaan tersebut, maka probabilitas sukses untuk aktivitas ke-I
(Ri) adalah sebagai berikut :
Ri = 1 – Fi... (4.3)
Sedangkan probabilitas sukses untuk keseluruhan aktivitas/keandalan manusia untuk
keseluruhan aktivitas ditentukan dengan menggunakan formulasi :
4.2.4 Metoda Pengujian
A. Uji Validitas
Validitas menurut Azwar (1997) didefinisikan sebagai seberapa cermat suatu
alat tes melakukan fungsi ukurnya atau menurut Singarimbun & Effendi (1989:124)
adalah sejauhmana suatu alat ukur dapat mengukur apa yang ingin diukur. Pengukuran
ini dilakukan dengan menggunakan teknik korelasi Product Moment dari Pearson.
Teknik ini bertujuan untuk menguji apakah tiap item atau butir pernyataan benar-benar
mampu mengungkap faktor yang akan diukur atau konsistensi internal tiap item alat
ukur dalam mengukur suatu faktor. Nilai korelasi yang diperoleh (nilai korelasi per item
dengan total item yang diperoleh setelah dikorelasikan secara statistik per individu) lalu
dibandingkan dengan tabel nilai korelasi (r) Product Moment untuk mengetahui apakah
nilai korelasi yang diperoleh signifikan atau tidak. Jika indeks nilai yang diperoleh dari
perhitungan tersebut memiliki nilai yang lebih besar dari nilai tabel korelasi maka item
itu dinyatakan valid demikian juga sebaliknya. Dalam penelitian ini terdapat
keterbatasan menguji validitas alat ukur maka yang dilakukan adalah mengukur
B. Uji Reliabilitas
Reliabilitas dapat diartikan sebagai suatu petunjuk sejauhmana alat ukur yang
digunakan dapat dipercaya atau dapat diandalkan. Dengan kata lain, sejauhmana alat
ukur yang digunakan dapat memberi hasil yang relatif tidak berbeda jika dilakukan
pengukuran ulang.
Dalam penelitian ini pengukuran reliabilitas alat ukur dilakukan dengan teknik
sekali ukur One Shot Technique, yang kemudian diuji dengan pendekatan alpha