ANALISA PENGARUH ALUNAN MUSIK, INTENSITAS CAHAYA DAN ARAH DATANG CAHAYA PADA BAGIAN
PENYORTIRAN TABLET PARACETAMOL 500 MG DI PT. KIMIA FARMA (Persero) Tbk.
PLANT MEDAN
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar
Sarjana Teknik Industri
Oleh : M. SYAFI’I LUBIS
NIM. : 050423010
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
ANALISA PENGARUH ALUNAN MUSIK, INTENSITAS
CAHAYA DAN ARAH DATANG CAHAYA PADA BAGIAN
PENYORTIRAN TABLET PARACETAMOL 500 MG
DI PT. KIMIA FARMA(Persero) Tbk.
PLANT MEDAN
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar
Sarjana Teknik Oleh :
M. SYAFI’I LUBIS NIM. : 050423010
Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
(Ir. Poerwanto, MSc) (Ir. Nurhayati Sembiring, MT)
P R O G R A M P E N D I D I K A N S A R J A N A E K S T E N S I
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
DAFTAR ISI
BAB HALAMAN
LEMBAR PENGESAHAN TUGAS SARJANA
KATA PENGANTAR... iv
UCAPAN TERIMA KASIH... . vi
DAFTAR ISI... viii
DAFTAR GAMBAR... xi
DAFTAR TABEL... xii
DAFTAR LAMPIRAN... xiv
RINGKASAN... xi I. Pendahuluan ... I-1
I.1. Latar Belakang Permasalahan... I-1
I.2. Rumusan Permasalahan ... I-2
I.3. Tujuan dan Sasaran Penelitian... I-2
I.4. Manfaat Penelitian ... I-3
I.5. Ruang Lingkup dan Asumsi ... I-3
I.5.1. Ruang Lingkup Penelitian ... I-3
I.5.2. Asumsi-Asumsi... I-4
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II. Gambaran Umum Perusahaan... II-1
III. Landasan Teori ... III-1
IV. Metodologi Penelitian ... IV-1
4.1. Waktu dan Lokasi Penelitian ... IV-1
4.2. Objek Penelitian ... IV-3
4.3. Rancangan Penelitian ... IV-3
4.4. Studi Pendahuluan ... IV-3
4.5. Teknik Pengumpulan Data ... IV-4
V. Pengumpulan dan Pengolahan Data ... V-1
5.1. Metode Pengumpulan Data ... V-1
5.2. Pengumpulan Data ... V-1
5.3. Pengolahan Data ... V-3
5.3.1. Penyajian Jumlah Kesalahan Hasil Penyortiran... V-3
5.3.2. Uji Kenormalan dengan Chi Square... V-4
5.4. Perhitungan Analisa Varian untuk Menguji Hipotesis ... V-9
5.5. BNJ (Uji Tukey)... V-13
5.5.1. Taraf faktor Intensitas Cahaya ... V-13
5.5.2. Taraf faktor Alunan Musik ... V-16
5.5.3. Taraf faktor Arah Datang Cahaya ... V-17
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.7. Chi Square Test... V-20
VI. Analisa dan Pembahasan Hasil ... VI-1
6.1. Hasil Pngujian Hipotesis ... VI-1
6.2. Analisis Tingkat Kesalahan Hasil Penyortiran ... VI-3
6.2.1. Hubungan Intensitas Cahaya dengan Hasil Kerja
dan Grafik... ... VI-3
6.2.2. Hubungan Arah Datang Cahaya dengan Hasil
Kerja dan Grafik... VI-5
6.2.3. Hubungan Alunan Musik dengan Hasil Kerja
dan Grafik ... VI-6
6.3. Hubungan Interaksi Ketiga Faktor dengan Hasil Kerja ... VI-8
6.4. BNJ (Uji Tukey)... VI-9
6.4.1. Intensitas Cahaya ... VI-9
6.4.2. Alunan Musik... VI-9
6.4.3. Arah Datang Cahaya ... VI-9
VII. Kesimpulan dan Saran... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran... VII-2
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Denah Bak Pengolahan Limbah Cair ... II-35
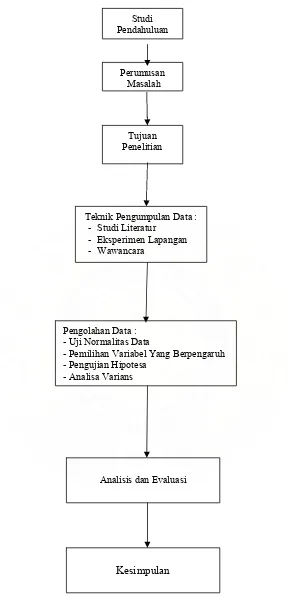
4.1. Block Diagram Metodologi Penelitian ... IV-2
6.1. Grafik Hubungan Intensitas Cahaya dengan Hasil Kerja . VI-4
6.2. Grafik Hubungan Arah Datang Cahaya dengan Hasil Kerja VI-6
6.3. Grafik Hubungan Alunan Musik dengan Hasil Kerja…… VI-7
DAFTAR TABEL
TABEL HALAMAN
2.1. Data Perincian Tenaga Kerja ...II-11
2.2. Parameter Pengukuran Limbah Cair ...II-37
3.1. Data Hasil Pengamatan ...III-10
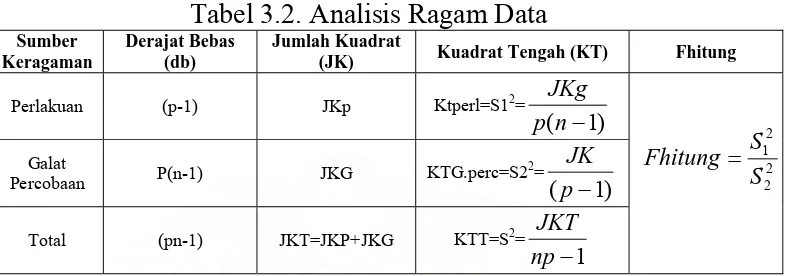
3.2. Analisis Ragam Data ...III-12
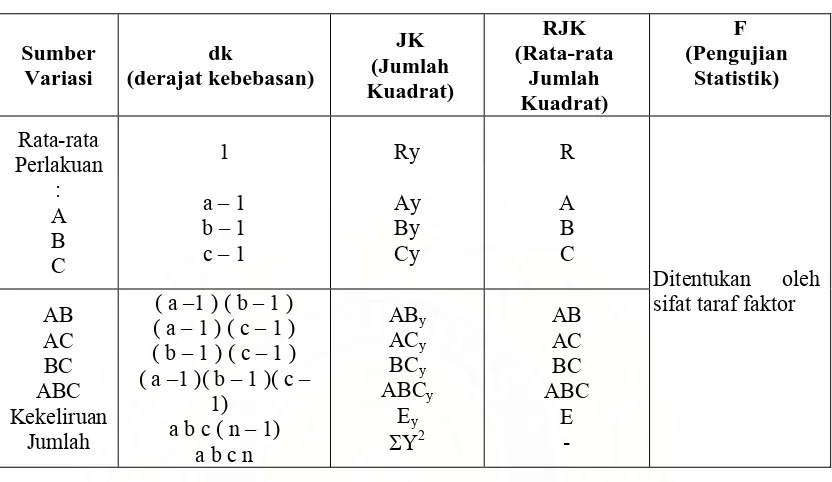
3.3. Daftar Anava Desain Eksperimen Faktorial a x b x c...III-23
3.4. Rasio F untuk Eksperimen Faktorial a x b x c ...III-24
3.5. Rasio F untuk Eksperimen Faktorial a x b x c ...III-24
5.1. Jumlah Tablet Cacat Hasil Penyortiran Tablet Paracetamol .V-2
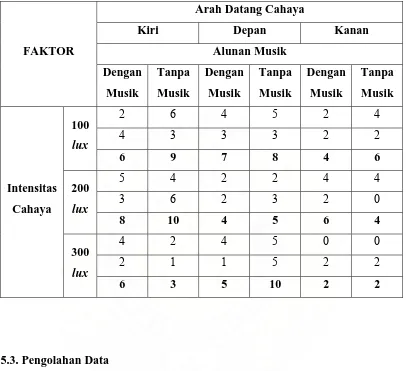
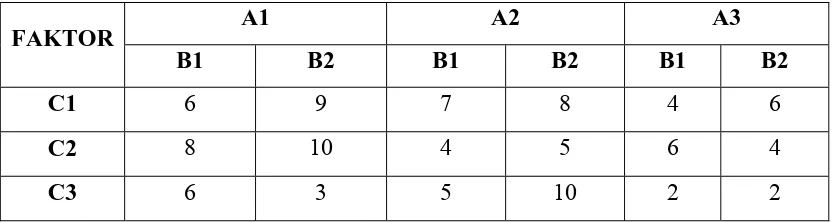
5.2. Data Hasil Observasi Eksperimen Faktorial 3 x 2 x 3 ...V-3
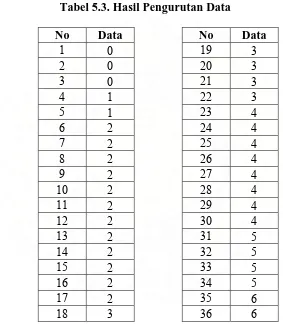
5.3. Hasil Pengurutan Data...V-4
5.4. Data Distribusi Frekuensi Penyortiran Tablet Paracetamol ..V-5
5.5. Data untuk Perhitungan Standar Deviasi dari Data
Berkelompok ...V-6
5.6. Data BKA dan BKB beserta Luas Interval ...V-7
5.7. Data Luas Kurva dan Chi Kuadrat Hasil Penyortiran...V-7
5.8. Data Revisi Luas Kurva Hasil Penyortiran ...V-8
5.9. Daftar a x c ...V-9
5.10. Daftar b x c ... V-9
5.11. Daftar b x a ...V-9
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.13. Data Taraf Faktor Intensitas Cahaya...V-14
5.14. Tabel Rata-Rata Berpasangan untuk Intensitas Cahaya...V-15
5.15. Data Taraf Faktor Alunan Musik ...V-16
5.16. Tabel Rata-Rata Berpasangan untuk Alunan Musik...V-17
5.17. Data Taraf Faktor Arah Datang Cahaya...V-17
5.18. Tabel Rata-Rata Berpasangan untuk Arah Datang Cahaya ...V-18
6.1. Perhitungan Tingkat Kesalahan Intensitas Cahaya ...VI-4
6.2. Perhitungan Tingkat Kesalahan Arah Datang Cahaya...VI-5
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Allah SWT, atas berkah rahmat
dan karunia-Nya hingga penulis dapat menyelesaikan tugas sarjana ini, yang berjudul
“Analisa Pengaruh Alunan Musik, Intensitas Cahaya Dan Arah Datang Cahaya Pada Bagian Penyortiran Tablet Paracetamol 500 mg di PT. Kimia Farma (Persero) Tbk. Plant Medan”.
Dalam Tugas Sarjana ini, Penulis bertujuan untuk mendapatkan pengaruh
faktor fisik lingkungan kerja khususnya alunan musik, intensitas cahaya dan arah
datang cahaya terhadap hasil penyortiran tablet Paracetamol 500 mg serta dengan
memberikan perlakuan berupa perubahan faktor fisik lingkungan kerja apakah
terdapat perbedaan hasil penyortiran dan perlakuan mana yang menyebabkan hal
tersebut. Pengumpulan data dilakukan dengan cara eksperimen lapangan, data yang
dikumpulkan dengan taraf faktor yang berbeda-beda yaitu alunan musik dengan taraf
memakai musik dan tanpa musik, intensitas cahaya dengan taraf 100 lux, 200 lux, 300
lux dan arah datang cahaya dengan posisi kiri, depan dan kanan dari operator.
Pengolahan data dilakukan dengan menggunakan Uji Keseragaman Data, Uji
Kenormalan Data dengan Chi Square, Analisa Varians, dan BNJ (Uji Tukey).
Dari hasil analisa diperoleh tingkat kesalahan maksimum pada taraf faktor
tanpa alunan musik, taraf faktor intensitas cahaya sebesar 100 lux dan taraf faktor
BNJ (Uji Tukey) terdapat perbedaan secara berarti antar taraf yaitu pada taraf faktor
tanpa musik dan taraf faktor arah datang cahaya dari sebelah kanan operator. Dengan
taraf faktor intensitas cahaya sebesar 100 lux, 200 lux, dan 300 lux tidak terdapat
perbedaan secara berarti antar taraf.
Tugas sarjana ini dibuat sebagai salah satu syarat untuk mendapatkan gelar
Sarjana Teknik Industri pada Departemen Teknik Industri, Fakultas Teknik,
Universitas Sumatera Utara.
Penulis telah berusaha untuk membuat yang terbaik, namun oleh
keterbatasan, penulis mengharapkan saran dan kritik yang membangun untuk lebih
menyempurnakan Tugas Sarjana ini.
Semoga Tugas Sarjana ini dapat bermanfaat bagi pembaca.
UCAPAN TERIMA KASIH
Tugas Sarjana ini tidak akan pernah terwujud tanpa bantuan dan dukungan
dari berbagai pihak. Pada kesempatan ini penulis mengucapkan terima kasih yang
tulus kepada :
1. Bapak Ir. Poerwanto, MSc. selaku pembimbing I, yang telah meluangkan
banyak waktunya untuk memberikan motivasi, bimbingan arahan dan koreksi
dalam penulisan Tugas Sarjana ini.
2. Ibu Ir. Nurhayati Sembiring, MT selaku pembimbing II, yang telah begitu
sangat sabar dan telah banyak meluangkan waktu yang sangat terbatas untuk
memberikan motivasi, bimbingan, arahan dan koreksi agar Tugas Sarjana ini
dapat selesai dengan baik.
3. Bapak Drs. Nunu Fuad Gunawan Apt. selaku Plant Manager PT. Kimia Farma
(Persero) Tbk, Plant Medan yang banyak membantu penulis selama proses
pengambilan data di lapangan dan memberikan informasi-informasi yang
sangat diperlukan dalam penulisan Tugas Sarjana ini.
4. Seluruh staf dan karyawan PT. Kimia Farma (Persero) Tbk. Plant Medan yang
telah memberikan bantuan berupa informasi dan dukungan moril selama
5. Istri dan anakku tercinta, yang senantiasa memberikan dukungan baik berupa
doa serta dukungan semangat yang sangat berarti sekali bagi terselesaikannya
Tugas Sarjana ini.
6. Ibunda tersayang, yang selalu mendoakan putranya untuk segera dapat
menyelesaikan Tugas Sarjana ini.
7. Seluruh teman-temanku khususnya anak-anak Ekstensi ‘05 yang selalu hadir
memberikan semangat untuk penulis.
8. Dan buat semua pihak yang secara langsung atau tidak langsung terlibat
dalam pembuatan Tugas Sarjana ini, terima kasih karena tanpa kalian penulis
bukan siapa-siapa.
Demikian penulis sampaikan untuk memulai pembahasan Tugas Sarjana ini.
Dalam hal ini penulis menyadari bahwa Tugas Sarjana yang disajikan masih banyak
kekurangan. Oleh karena itu penulis mengharapkan saran dan kritik yang bersifat
membangun. Semoga Tugas Sarjana ini dapat memberikan manfaat bagi kita semua.
RINGKASAN
PT. Kimia Farma (Persero) Tbk. Plant Medan merupakan salah satu Badan Usaha Milik Negara (BUMN) yang memproduksi obat Pelayanan Kesehatan Dasar (PKD), Obat Rutin, dan Obat Generik, salah satu produk yang dihasilkan adalah tablet Paracetamol 500 mg, pada saat proses produksi kecacatan produk sering terjadi sehingga untuk dapat dipasarkan produk ini harus disortir terlebih dahulu untuk menjamin produk yang kurang baik (cacat) tidak beredar dipasaran.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
PT. Kimia Farma (Persero) Tbk. Plant Medan merupakan unit poduksi
formulasi yang memproduksi obat-obatan untuk memenuhi kebutuhan obat
Pelayanan Kesehatan Dasar (PKD), Obat Rutin dan Obat Generik. Salah satu produk
yang dihasilkan adalah tablet Paracetamol 500 mg, pada saat proses produksi
kecacatan produk sering terjadi sehingga untuk dapat dipasarkan produk ini harus
disortir terlebih dahulu untuk menjamin produk yang kurang baik (cacat) tidak
beredar dipasaran. Adapun kriteria tablet yang kurang baik (cacat) dan tidak diterima
pasar adalah :
1. Bintik-bintik hitam yaitu pada tablet berbentuk bulat datar, berwarna putih
dan berbintik hitam pada tablet.
2. Pecah pada bagian pinggir (keping) yaitu pada tablet berbentuk bulat datar,
berwarna putih pada bagian pinggir tablet pecah-pecah.
3. Terbelah dua yaitu pada tablet berbentuk bulat datar, berwarna putih pada bagi-
an tengah tablet terbelah menjadi dua bagian atau lebih.
Semakin teliti seorang operator maka kesalahan hasil penyortiran dapat
diperkecil. Penelitian tentang faktor-faktor yang mempengaruhi hasil penyortiran
PT. Kimia Farma (Persero) Tbk. Plant Medan. Oleh karena itu pada proses
penyortiran tablet Paracetamol 500 mg ini perlu dilakukan penelitian untuk
mengetahui faktor-faktor apa yang mempengaruhi hasil dari penyortiran tablet
Paracetamol 500 mg tersebut, yang mana faktor-faktor yang dianggap mempengaruhi
hasil dari penelitian yang dilakukan yaitu alunan musik, intensitas cahaya dan arah
datang cahaya.
1.2. Perumusan Permasalahan
Dari penelitian ini permasalahan yang diambil adalah :
1. Bagaimanakah pengaruh alunan musik, intensitas cahaya, dan arah datang cahaya
terhadap hasil kerja operator ?
2. Faktor-faktor apa saja yang dapat mempengaruhi hasil penyortiran tablet
Paracetamol 500 mg ?
1.3. Tujuan dan Sasaran Penelitian 1.3.1. Tujuan Penelitian
Dengan melihat permasalahan diatas maka tujuan yang dicapai dalam penelitian
ini adalah :
1. Untuk mendapatkan pengaruh faktor fisik lingkungan kerja khususnya alunan
musik, intensitas cahaya, dan arah datang cahaya terhadap hasil penyortiran
2. Untuk melihat apakah dengan memberikan perlakuan berupa perubahan terhadap
faktor fisik lingkungan kerja khususnya alunan musik, intensitas cahaya dan arah
datang cahaya mempengaruhi hasil penyortiran tablet Paracetamol 500 mg, bila
hasil yang didapat ternyata terdapat perbedaan hasil penyortiran maka perlakuan
mana yang menyebabkan perbedaan tersebut.
1.3.2. Sasaran Penelitian
Sasaran yang ingin dicapai dengan adanya penelitian ini adalah :
1. Untuk menganalisis faktor-faktor apa saja yang berpengaruh terhadap hasil
penyortiran tablet Paracetamol 500 mg dengan menggunakan analisa Varians.
2. Untuk mengetahui pengaruh dari berbagai faktor perlakuan pada hasil proses
penyortiran tablet Paracetamol 500 mg.
1.4. Manfaat Penelitian
Adapun manfaat penelitian yang diharapkan dari pelaksanaan penelitian adalah
sebagai berikut :
1. Sebagai bahan masukan bagi perusahaan dalam perancangan dan pengaturan
lingkungan kerja, khususnya yang berkaitan dengan lingkungan fisik dibagian
penyortiran tablet Paracetamol 500 mg.
2. Mengusulkan memperbaiki lingkungan kerja dan kondisi kerja khususnya bagian
1.5. Ruang Lingkup dan Asumsi-Asumsi 1.5.1. Ruang Lingkup Penelitian
Untuk memfokuskan tujuan penelitian ini maka akan dijelaskan ruang lingkup
penelitian yang digunakan :
1. Objek yang dianalisa adalah proses penyortiran, diruang penyortiran tablet
Paracetamol 500 mg.
2. Faktor-faktor yang dianggap mempengaruhi hasil penyortiran tablet Paracetamol
500 mg pada penelitian ini dibatasi hanya pada alunan musik, intensitas cahaya,
dan arah datang cahaya.
3. Intensitas cahaya yang dipakai dengan taraf faktor 100 lux, 200 lux, dan 300 lux
terhadap hasil penyortiran tablet Paracetamol 500 mg.
4. Arah datang cahaya yang dipakai dengan taraf kiri, depan dan kanan operator.
5. Alunan musik yang dipakai adalah jenis musik pop dengan frekuensi 40 dB dan
taraf yang digunakan memakai musik, dan tanpa musik.
1.5.2. Asumsi-Asumsi
Beberapa asumsi yang digunakan agar pemecahan masalah dapat dilakukan
dengan baik adalah sebagai berikut :
1. Penelitian dilakukan pada pekerjaan penyortiran tablet Paracetamol 500 mg.
2. Analisa data hanya didasarkan pada saat penelitian dilakukan.
3. Operator yang dipilih adalah operator yang memiliki pengalaman dan
4. Data yang diperoleh setelah dipertimbangkan kelayakannya adalah benar.
1.6. Sistematika Penulisan
Agar lebih mudah untuk dipahami dan ditelusuri maka sistematika penulisan
tugas akhir ini akan disajikan dalam beberapa bab sebagai berikut :
BAB I : PENDAHULUAN
Berisi latar belakang penelitian, perumusan masalah, tujuan dan
sasaran penelitian, manfaat penelitian, ruang lingkup, asumsi serta
sistematika.
BAB II : GAMBARAN UMUM PERUSAHAAN
Menampilkan gambaran perusahan secara umum dan ringkas
mengenai atribut perusahan yang menjadi objek studi diantaranya
sejarah perusahaan, ruang lingkup bidang usaha, organisasi dan
manajemen serta proses produksi baik itu mengenai uraian bahan
yang digunakan, jumlah dan spesifikasi produk yang dihasilkan,
uraian proses produksi serta mesin dan peralatan yang digunakan
pada proses produksi.
BAB III : LANDASAN TEORI
Mengemukakan teori-teori dari referensi dan literatur yang sesuai
dengan materi penelitian yang dijelaskan dan mendukung terhadap
masalah-masalah yang terjadi.
Menampilkan langkah-langkah dan tahapan-tahapan yang digunakan
untuk mencapai tujuan penelitian meliputi tahapan-tahapan
penelitian dan penjelasan tiap tahapan secara ringkas disertai
diagaram alirnya.
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Memuat data hasil penelitian yang diperoleh dari perusahaan sebagai
bahan untuk melakukan pengolahan data yang digunakan sebagai
dasar pada pemecahan masalah.
BAB VI : ANALISIS PEMECAHAN MASALAH
Menganalisis hasil keseluruhan penelitian dari pengolahan data dan
pemecahan masalah.
BAB VII : KESIMPULAN DAN SARAN
Berdasarkan hasil keseluruhan penelitian dan menganalisa dapat
diambil kesimpulan dan saran untuk menjadi bahan pertimbangan
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
2.1.1. Sejarah PT. Kimia Farma (Persero) Tbk.
PT. Kimia Farma (Persero) Tbk. yang merupakan badan Usaha Milik Negara
(BUMN) dibentuk sebagai Perusahaan Perseroan pada tanggal 16 Agustus 1971.
Sejarah berdirinya PT. Kimia Farma (Persero) Tbk. terdiri atas beberapa periode,
yaitu :
a. Periode I (1957-1959)
Pada periode ini pemerintah Indonesia melakukan nasionalisasi perusahaan
farmasi milik bangsa Belanda yang ada di Indonesia. Program nasionalisasi ini
dikoordinasi oleh Badan Pengambilalihan Perusahaan Farmasi (BAPHAR), yang
meliputi :
1. NV. RATHKAMP & NV. BAVOSTA di Jakarta
2. NV. BANDOENGSCHE KININE FABRICK di Bandung
3. NV. ORDENEMING IODIUM WATUDAKON di Mojokerto.
4. NV. INDUSTRI TELLA di Surabaya.
5. CV. APOTIK MALANG di Malang
b. Periode II (1960-1968)
Pada periode ini dilakukan pembentukan Perusahaan Negara Farmasi (PNF)
dari perusahaan-perusahaan farmasi milik bangsa Belanda yang telah
dinasionalisasikan sebelumnya. Pembentukan Perusahaan Negara Farmasi (PNF)
berdasarkan PP. No. : 60/1961 dibawah koordinasi Badan Pimpinan Umum Farmasi
Negara sebagai peleburan BAPPHAR yang bernaung dibawah Departemen
Kesehatan. Perusahan-perusahaan yang didirikan adalah :
1. PNF. RADJA FARMA (ex. Rathkamp) di Jakarta
2. PNF. NURANI FARM A (ex. Van Gorkom) di Jakarta
3. PNF. NAKULA FARMA (ex. Bavosta) di Jakarta
4. PNF. BHINNEKA KINA FARMA di Bandung
5. PN. SARI HUSADA (ex. Sari Delle) di Yogyakarta
6. PN. KASSA HUSADA (ex. Varbanstaffen) di Surabaya
7. PNF. BIOFARMA (ex. Pasteur Instute) di Bandung
8. PNF. RADJA FARMA (ex. Rathkamp) di Medan
c. Periode III (1969-1970)
Pada periode ini, Pemerintah mengeluarkan Instruksi Presiden
No. : 17/1967 untuk meningkatkan efesiensi disetiap BUMN sehingga Departemen
Kesehatan melebur perusahaan-perusahaan milik negara tersebut kedalam Perusahaan
Kassa Husada di Surabaya dirubah menjadi Perusahaan Umum dan Perusahaan
Daerah, kemudian PN. Sari Husada di Yogyakarta berdiri sendiri sebagai anak
perusahaan.
d. Periode IV (1971-2001)
Periode ini dimulai tahun 1971 ditandai dengan dikelurkannya PP No. : 116
tahun 1971 yang berlaku sejak tanggal 19 Maret 1971. Perusahaan Negara Farmasi
dan alat-alat Kesehatan Bhinneka Kimia Farma dinyatakan menjadi Perseroan
Terbatas (PT) setelah lulus mengikuti proses audit yang selanjutnya disahkan pada
tanggal 16 Agustus 1971 sebagai PT. Kimia Farma (Persero) dengan Akta Notaris
dan diumumkan dalam berita negara.
e. Periode V (Juni 2001 - sekarang)
Pada tanggal 28 Juni 2001 PT. Kimia Farma (Persero) menjadi perusahaan
terbuka (Go Public) dengan nama PT. Kimia Farma (Persero) Tbk, dimana untuk
privatisasi tahap I saham yang dilepas adalah sebanyak 9% dengan rincian 3% untuk
program Kepemilikan Saham Karyawan dan Manajemen (KSKM) dan sisanya 6%
untuk masyarakat umum.
PT. Kimia Farma (Persero) Tbk. didukung oleh 5 unit produksi farmasi yang
Morawa-Medan dan 1 unit Riset dan Pengembangan di Bandung. Satu unit Riset dan
Pengembangan dan kelima pabrik yang telah memenuhi syarat Cara Pembuatan Obat
Yang Baik (CPOB) ini adalah :
1. Unit Riset dan Pengembangan di Bandung
Dengan dukungan kuat Riset & Pengembangan, segmen usaha yang dikelola oleh
perusahaan induk ini memproduksi obat jadi dan obat tradisional, yodium, kina
dan produk-produk turunannya, serta minyak nabati. Lima fasilitas produksi yang
tersebar di kota-kota besar di Indonesia merupakan tulang punggung dari segmen
industri.
2. Plant Jakarta
Memproduksi sediaan tablet, tablet salut, kapsul, sirup kering, suspensi/sirup,
tetes mata, krim, antibiotika dan injeksi. Unit ini merupakan satu-satunya pabrik
obat di Indonesia yang mendapat tugas dari pemerintah untuk memproduksi obat
golongan narkotika. Industri formulasi ini telah memperoleh sertifikat Cara
Pembuatan Obat yang Baik (CPOB) dan ISO-9001.
3. Plant Bandung
Memproduksi bahan baku kina dan turunan-turunannya, rifampisin, obat asli
indonesia dan alat kontrasepsi dalam rahim (AKDR). Unit produksi ini telah
mendapat US-FDA Approval. Selain itu, Plant Bandung juga memproduksi tablet,
telah menerima sertifikat Cara Pembuatan Obat yang Baik (CPOB) dan
ISO-9002.
4. Plant Semarang
Memproduksi minyak jarak yang banyak dipakai dalam bidang kosmetika dan
industri farmasi, juga melakukan pemurnian minyak-minyak nabati (bedak).
Pabrik ini telah mendapatkan sertifikat ISO 9001 dan Lloyd’s Register Quality
Assurance (LRQA)
5. Plant Watudakon di Jawa Timur
Merupakan satu-satunya pabrik yang mengolah tambang Yodium di Indonesia.
Unit ini memproduksi yodium dan garam-garamnya, bahan baku ferro sulfat
sebagai bahan utama pembuatan tablet besi untuk obat tambah darah, dan kapsul
lunak ”Yodiol” yang merupakan obat pilihan untuk pencegahan gondok. Plant
Watudakon juga mempunyai fasilitas produksi formulasi seperti tablet, tablet
salut, kapsul lunak, salep, sirup, dan cairan obat luar/dalam. Unit ini telah
memperoleh sertifikat Cara Pembuatan Obat yang Baik (CPOB), ISO-9002 dan
ISO-14001.
6. Plant Medan
Merupakan satu-satunya pabrik obat PT. Kimia Farma (Persero) Tbk. yang berada
di luar Jawa, yang fungsinya terutama memenuhi kebutuhan obat di wilayah
Cara Pembuatan Obat yang Baik (CPOB), yang meliputi tablet, krim, kapsul
lunak dan salep.
Pada tanggal 4 Januari 2003 PT. Kimia Farma membentuk 2 anak perusahaan yaitu :
1. PT. Kimia Farma Health & Care
2. PT. Kimia Farma Trading & Distribution
Sedangkan pabrik sebagai Holding Company.
2.1.2. Sejarah PT. Kimia Farma (Persero) Tbk Plant Medan
PT. Kimia Farma (Persero) Tbk. Plant Medan merupakan unit poduksi
formulasi yang memproduksi obat-obatan untuk memenuhi kebutuhan obat
Pelayanan Kesehatan Dasar (PKD), Obat Rutin dan Obat Generik. Pabrik ini berdiri
pada tahun 1967 dengan nama Radja Farma dan dulunya juga merupakan perusahaan
farmasi milik Belanda yang dinasionalisasikan oleh pemerintah Indonesia. Pada tahun
1971 perusahaan ini berubah nama menjadi PT. Kimia Farma dan menjadi
perusahaan cabang dari PT. Kimia Farma Jakarta. Dengan adanya SK. Direksi No. :
Kep. 14/DIR/VI/2004 pada tanggal 14 Juni 2004 maka PT. Kimia Farma (Persero)
cabang Medan berubah menjadi PT. Kimia Farma (Persero) Tbk. Plant Medan.
Distribusi obat-obatan PT. Kimia Farma (Persero) Tbk. Plant Medan dikelola oleh
Unit Logistik Sentral (ULS) yang berada di Jakarta. ULS inilah yang
PT. Kimia Farma (Persero) Tbk. Plant Medan yang terletak di jalan Medan
Tanjung Morawa Km. 9 No. 59 Medan, merupakan unit produksi obat jadi dan telah
memperoleh sertifikat Cara Pembuatan Obat yang Baik (CPOB) untuk sediaan yang
diproduksi, yaitu tablet, kapsul dan krim.
2.2. Ruang Lingkup Bidang Usaha
PT. Kimia Farma (Persero) Tbk merupakan salah satu Badan Usaha Milik
Negara (BUMN) yang berada dibawah pembinaan Menteri Negara Pendayagunaan
BUMN dalam upaya mendukung program pemerintah untuk meningkatkan
kesejahteraan rakyat khususnya di bidang kesehatan.
Produksi yang dihasilkan adalah obat-obatan yang bermutu dengan harga yang
terjangkau oleh masyarakat yang meliputi obat-obat Pelayanan Kesehatan Dasar
(PKD), Obat Generik Berlogo (OGB), obat-obat paten dan alat kontrasepsi.
Dalam menjalankan semua usahanya PT. Kimia Farma (Persero) Tbk, memiliki
3 (tiga) unit usaha, meliputi :
1. Bidang Produksi
Produk-produk andalan yang dihasilkan perusahaan ini adalah :
a. Produk etikal.
b. Produk ”Over The Counter” (OTC) yaitu obat yang dapat dijual bebas.
d. Produk lisiensi dari beberapa perusahaan asing yaitu : Sankyo (Jepang),
Heinrich (Jerman), Solvay Duphar (Belanda).
e. Produk Bahan Baku.
f. Produk Kontrasepsi.
g. Produk-produk penugasan pemerintah (narkotika)
2. Bidang Pelayanan (PT. Health & Care)
3. Bidang Distribusi (PT. Trading & Distribution) yang dijalankan oleh anak
perusahaan PT. KF Trading and Distribution.
4. Klinik Kesehatan dan Optik.
2.3. Letak dan Lokasi Perusahaan
PT. Kimia Farma (Persero) Tbk.Plant Medan terletak di Jalan Raya Medan
Tanjung Morawa Km 9 No. 59, Kotamadya Medan, Propinsi Sumatera Utara,
Indonesia. Perusahaan ini berdiri di atas lahan dengan luas 20.269 m2 yang terdiri
dari :
a. Ruang perkantoran.
b. Ruang laboratorium Pemastian Mutu & IPC.
c. Ruang produksi tablet/kapsul.
d. Ruang produksi krim/salep.
e. Ruang penimbangan sentral.
g. Gudang bahan kemas.
h. Gudang etiket.
i. Gudang obat jadi.
j. Bangunan penunjang seperti tempat pencucian, dapur, mushola, dan tempat
olahraga.
Prasarana transportasi yang tersedia di lokasi ini dapat dikatakan sangat baik,
yakni dengan adanya fasilitas jalan tol yang terletak cukup dekat dengan lokasi pabrik
(kurang dari 1 km) dan dengan tersedianya angkutan umum yang cukup banyak bagi
karyawan. Kebutuhan listrik pabrik disuplai oleh PLN, kebutuhan air disuplai oleh
PDAM TIRTANADI, dan layanan jaringan telekomunikasi dari TELKOM sudah
mencukup memadai.
2.4. Struktur Organisasi, Uraian Tugas dan tanggung Jawab
Sebelum menjalankan suatu aktifitas dalam perusahan, sangat penting untuk
mencantumkan suatu struktur organisasi, uraian tugas dan tanggung jawab bagi
seluruh pegawai yang ada dalam perusahaan.
2.4.1. Struktur Organisasi
Dalam melaksanakan kegiatannya PT. Kimia Farma (Persero) Tbk. Plant
Medan, menggunakan struktur organisasi yang disusun sedemikian rupa sehingga
jelas terlihat batas-batas tugas, wewenang dan tanggung jawab dari setiap personil
dapat dilihat pada lampiran 1, dimana di dalamnya mencakup level manager sampai pada level asisten manager dan supervisor, sedangkan untuk level karyawan tidak
digambarkan.
Berdasarkan keterangan diatas maka hubungan kerja dalam organisasi
perusahaan PT. Kimia Farma (Persero) Tbk. Plant Medan adalah hubungan campuran
lini-fungsional. Hal ini ditunjukkan dengan adanya hubungan lini pada pelimpahan
wewenang dan tanggung jawab manager pabrik kepada asisten manajer sehingga
terbentuk departemen Produksi, PPiC, dan Pemastian Mutu. Hubungan fungsional
dijumpai pada hubungan antara sesama karyawan dengan bagian personalia,
keuangan, akuntansi, gudang, pembelian, teknik dan pemeliharaan serta umum.
2.4.2. Uraian Tugas dan Tanggung Jawab
Untuk menjalankan suatu organisasi diperlukan personil-personil yang
menduduki jabatan tertentu didalam organisasi tersebut. Adapun uraian tugas,
wewenang, dan tanggung jawab pada masing-masing jabatan dalam struktur
organisasi pada PT. Kimia Farma (Persero) Tbk. Plant Medan dapat dilihat pada
2.5. Jumlah Tenaga Kerja dan Jam Kerja 2.5.1. Tenaga Kerja
PT. Kimia Farma (Persero) Tbk. Plant Medan memiliki sumber daya manusia
terdiri dari tenaga kerja tetap yang merupakan tenaga kerja langsung dan tenaga kerja
tidak langsung.
Tenaga kerja langsung adalah pekerja pada bagian produksi/pengolahan di
pabrik, sedangkan tenaga kerja tidak langsung adalah pekerja yang kerjanya tidak
berhubungan langsung dengan produksi.
PT. Kimia Farma (Persero) Tbk. Plant Medan memiliki 77 orang tenaga kerja.
Adapun data perincian tenaga kerja di PT. Kimia Farma (Persero) Tbk. Plant Medan
dapat dilihat pada tabel 2.1. pada halaman berikut.
2.5.2. Jam Kerja
Jam kerja yang berlaku pada PT. Kimia Farma (Persero) Tbk Plant Medan dari
senin sampai jum’at adalah 8 jam sehari, dengan jadwal sebagai berikut :
- Pukul 08.00 – 12.00 Wib Waktu Kerja
- Pukul 12.00 – 13.00 Wib Waktu Istirahat
- Pukul 13.00 – 16.00 Wib Waktu Kerja
Tabel 2.1. Data Perincian Tenaga Kerja pada PT. Kimia Farma (Persero) Tbk.Plant Medan.
Jabatan/Bagian Pria Wanita Total
Plant Manager 1 - 1
Asisten Manager
Produksi 1 - 1
Pemastian Mutu - - -
Supervisor :
Personalia 1 - 1
Penyimpanan - 1 1
Tablet/Kapsul - - -
Pengemasan - 1 1
PMPP - 2 2
PPiC 1 - 1
Pengadaan - 1 1
Tehnik & Pemeliharaan 1 - 1
Akutansi - 1 1
Keuangan 1 - 1
Staff :
Personalia - 1 1
Keuangan - 1 1
PPiC - 2 2
Pengadaan - - -
PMPP - 6 6
Gudang 4 1 5
Tehnik & Pemeliharaan 1 - 1
Tablet/kapsul - 23 23
Pengemasan 1 19 20
Satpam 6 - 6
Total 18 59 77
Sumber : PT. Kimia Farma (Persero) Tbk. Plant Medan
2.6. Sistem Pengupahan dan Fasilitas lainnya. 2.6.1. Sistem Pengupahan
Sistem pengupahan PT. Kimia Farma (Persero) Tbk. Plant Medan terdiri atas
3 (tiga) tahap, yaitu :
1. Gaji Dasar I, yaitu berupa gaji pokok pegawai. Gaji Dasar ini diberikan setiap
2. Gaji Dasar II, yaitu berupa tunjangan transportasi (konjungtor). Gaji Dasar ini
diberikan setiap tanggal 20 tiap bulannya.
3. Tunjangan lainnya, yaitu berupa tunjangan tertib kerja dan upah lembur.
Diberikan setiap tanggal 20 tiap bulannya.
2.6.2. Fasilitas Tenaga Kerja
Kesejahteraan Fasilitas yang diberikan oleh PT. Kimia Farma (Persero) Tbk.
Plant Medan kepada tenaga kerja atau karyawannya adalah sebagai berikut :
1. Tunjangan Hari Besar Keagamaan (THR)
Besarnya tunjangan ditentukan berdasarkan ketentuan dari perusahaan.
2. Tunjangan Dinas.
Diberikan kepada karyawan yang melakukan dinas demi kemajuan perusahaan
atau karena ditugaskan keluar kota untuk jangka waktu tertentu.
3. Tunjangan dan pelayanan kesehatan dengan menyediakan dokter perusahaan dan
memberikan rumah sakit rujukan.
4. Pemberian alat keselamatan kerja seperti : head cover, masker, sarung tangan dan
sepatu kerja.
5. Upah Lembur
Diberikan apabila karyawan harus bekerja melebihi jam kerja yang telah
ditetapkan.
6. Bonus
7. Cuti
Cuti diberikan untuk menghilangkan rasa jenuh dan bosan selama bekerja,
perusahaan memberikan cuti kepada karyawannya. Pengaturan ini dimaksudkan
agar kegiatan perusahaan dapat berjalan secara optimal.
2.7. Proses Produksi
Produksi adalah semua kegiatan pembuatan mulai dari peneriman bahan awal,
pengolahan sampai dengan menghasilkan obat jadi. Kegiatan produksi ini dilakukan
di area tertutup dan tidak berhubungan langsung dengan bagian gudang ataupun
perkantoran.
Sebelum dimulainya kegiatan produksi, petugas yang terlibat dalam kegiatan
produksi ataupun yang memasuki area produksi harus memakai pakaian bersih,
penutup kepala, mulut, dan mendesinfeksi tangan dengan desinfektan yang tersedia
sebelum memakai sarung tangan.
Hal – hal yang harus diperhatikan sebelum memulai kegiatan produksi :
1. Ruang produksi harus tetap terjaga kebersihan, dimana kegiatan pembersihan
dilakukan tiap pagi sebelum dimulai kegiatan produksi dan sore hari sesudah
selesai kegiatan produksi.
2. Temperatur dan kelembaban tiap ruangan produksi diatur sedemikian rupa
menggunakan Air Handling Unit (AHU) menggunakan AC sentral.
3. Peralatan yang digunakan harus dipastikan selalu dalam keadaan bersih sebelum
4. Ruangan produksi harus mendapat penerangan dan pertukaran udara yang cukup
agar kegitan produksi berjalan lancar.
Produksi dilaksanakan setelah adanya SPK dari bagian PPiC ke bagian
produksi, dan dilakukan produksi sesuai dengan protap yang telah ditetapkan serta
mendokumentasi setiap tindakan yang dilakukan selama produksi.
2.7.1. Standar Mutu Bahan / Produk
Industri farmasi diwajibkan menerapkan Cara Pembuatan Obat yang Baik
(CPOB) berdasarkan Keputusan Menteri Kesehatan RI No. : 43/Menkes/SK/II/1988
tentang Cara Pembuatan Obat yang Baik dan Keputusan Direktorat Jenderal
Pengawasan Obat dan Makanan Depkes RI No. : 05410/A/SK/XII/1989 tentang
Petunjuk Operasional Penerapan Cara Pembuatan Obat yang Baik.
Pengawasan mutu adalah semua pengawasan yang dilakukan selama
pembuatan dan dirancang untuk menjamin agar produk obat yang dihasilkan
senantiasa memenuhi spesifikasi, identifikasi, kekuatan, kemurnian dan karakteristik
lain yang telah ditetapkan. Pengawasan Mutu merupakan bagian yang paling penting
dari Cara Pembuatan Obat Yang Baik (CPOB) agar tiap obat yang dibuat memenuhi
persyaratan mutu yang sesuai dengan tujuan penggunaannya.
2.7.1.1. Pemeriksaan Mutu Bahan Baku dan Bahan Pengemas
Bahan baku dan bahan pemgemas datang dari pemasok ke bagian gudang,
1. Bahan baku dan bahan tambahan
a. Pemeriksaan organoleptis, meliputi bentuk, warna, bau dan rasa.
b. Pemeriksaan kimia, meliputi pemeriksaan kualitatif, kuantitatif dan pH.
c. Pemeriksaan fisika, meliputi titik lebur, kelarutan dan berat jenis.
2. Bahan Pengemas
a. Pemeriksaan kemasan, meliputi ukuran dan kebocoran wadah.
b. Pemeriksaan etiket, meliputi ukuran, kebenaran tulisan dan lambang, desain
dan warna.
2.7.1.2. Pengawasan Selama Proses (In Process Control / IPC)
Tujuan dilakukan pengawasan selama berlangsungnya proses pengolahan
yaitu untuk mencegah terlanjur diproduksinya obat yang tidak memenuhi spesifikasi.
Laboratorium pengujian IPC terletak di area produksi. Pengawasan ini dilakukan
dengan cara mengambil contoh dan mengadakan pemeriksaan dan pengujian terhadap
produk yang dihasilkan pada tahap-tahap tertentu dari proses pengolahan.
Pengawasan dalam proses pengolahan dilaksanakan oleh 2 pihak, yaitu :
1. Bagian Produksi, yang menjamin bahwa mesin dan peralatan produksi serta
proses yang digunakan akan menghasilkan produk yang memenuhi spesifikasi
yang ditetapkan.
2. Bagian Pengawasan Mutu, yang meyakinkan bahwa produk yang dihasilkan pada
tahap tertentu telah memenuhi spesifikasi yang ditetapkan sebelum dilanjutkan
dari proses pengolahan dapat dilaksanakan berdasarkan hasil pengujian yang
dilakukan.
Pengawasan dalam proses pengolahan (IPC) hendaklah meliputi pengujian
parameter kualitas antara lain :
1. Tablet : pemerian, bobot rata-rata, bobot satuan, kadar bahan aktif, kekerasan,
friabilitas, waktu hancur dan disolusi.
2. Kapsul : pemerian, bobot rata-rata, bobot satuan, kadar bahan aktif, waktu hancur
dan disolusi.
3. Krim dan salep : pemerian, pH (kecuali salep), bobot rata-rata, homogenitas dan
kadar bahan aktif.
2.7.1.3. Pengawasan dalam Proses Pengemasan
Pengawasan dalam proses pengemasan hendaklah meliputi pemeriksaan
parameter kualitas, antara lain :
a. Kerapatan tutup wadah seperti tutup botol dan tutup tube.
b. Jumlah satuan produk dalam kemasan.
c. Kebenaran dan kebersihan bahan pengemas yang dipakai.
d. Kerapian pengemasan, penulisan nomor batch, tanggal kadaluarsa.
2.7.2. Bahan yang Digunakan 2.7.2.1. Bahan Baku
Bahan baku adalah bahan-bahan yang digunakan sebagai bahan utama dalam
proses produksi, dimana bentuknya akan mengalami perubahan, yang langsung ikut di
dalam proses produksi dan terjual pada barang jadi.
Untuk pembuatan Hydrocortisone 2.5% Krim, bahan baku yang digunakan
antara lain adalah :
1. Hydrocortisone Acetas.
2. Natrii Tetraboras.
3. Methylis Parabenum.
4. Aqua Destillata.
5. Propylis Parabenum.
6. Cetyl Alcohol.
7. Acidum Stearinicum.
8. Paraffinum Liquidium.
9. Ammonia Liquidium 20 %.
10. Polysorbatum 80.
Untuk pembuatan Betametason 0.1% Krim, bahan baku yang digunakan
antara lain adalah :
1. Betamethazonum Valerat.
2. Dehydax Wax Sx.
4. Propylis Parabenum.
5. Aqua Destillata.
Untuk pembuatan tablet Antalgin 500 mg, bahan baku yang digunakan
adalah :
1. Methylis Parabenum
2. Propylis Parabenum
3. Aqua Destillata
4. Amylum Maydis
5. Methampyronum
6. Lactosum
Untuk pembuatan tablet Paracetamol 500 mg, bahan baku yang digunakan
adalah :
1. Acetaminophenum Pulvis.
2. Povidonum K-30.
3. Methylis Parabenum.
4. Aqua Destillata.
5. Amylum Maydis.
6. Lactosum.
7. Acidum Silicicum Kolloidal 200.
8. Sodium Starch Glycolate.
9. Talkum Venetum.
Untuk pembuatan kapsul Chloramphenicol 250 mg, bahan baku yang
digunakan adalah :
1. Chloramphenicolum, levo
2. Magnesii Stearas
3. Microcrystaline Cellulose (Avicel)
4. Natrii Lauryl Sulfas
5. Capsul No. II H/H
2.7.2.2. Bahan Tambahan
Bahan tambahan adalah bahan-bahan yang dibutuhkan sebagai pelengkap
bahan baku untuk bersama-sama membentuk barang jadi. Bahan-bahan ini tidak ikut
dalam proses, tetapi merupakan bagian dalam produk. Yang menjadi bahan tambahan
antara lain :
1. Kantong plastik, berfungsi sebagai media kemasan awal pada produk tablet dan
kapsul sebelum dimasukkan ke dalam botol kemasan.
2. Botol kemasan, berfungsi sebagai media kemasan akhir pada produk tablet dan
kapsul.
3. Silika Gel, berfungsi sebagai pengawet obat untuk produk tablet dan kapsul.
4. Tube, berfungsi sebagai media kemasan awal untuk produk krim.
6. Etiket, yaitu kertas yang ditempelkan pada botol kemasan untuk produk tablet dan
kapsul, yang berisikan komposisi bahan, indikasi, nama produk, expired date dan
batch number.
7. Dus, berfungsi sebagai media kemasan untuk produk krim.
8. Kotak, berfungsi sebagai media kemasan setelah dus untuk produk krim.
9. Kotak Induk, berfungsi sebagai media kemasan akhir untuk produk krim, tablet
dan kapsul.
2.7.2.3. Bahan Penolong
Bahan penolong adalah bahan-bahan yang digunakan dalam suatu proses
produksi yang dikenakan langsung atau tidak langsung terhadap bahan baku dalam
suatu proses produksi untuk mendapatkan produk yang diinginkan tetapi bahan ini
tidak ikut pada bahan jadi. Pada proses produksi krim, tablet, dan kapsul ini, tidak
terdapat bahan penolong, karena semua bahan yang digunakan dalam proses akan
terdapat pada produk jadi.
2.7.3. Uraian Proses
Setelah adanya perintah produksi dari PPiC, bagian produksi meminta bahan
baku ke bagian gudang dengan surat perintah pengeluaran bahan baku dan bahan
pengemas, petugas gudang melakukan penimbangan atau penyerahan bahan sesuai
dengan yang ditulis pada SPPBB/SPPBK tersebut. Selama produksi berlangsung,
dibuat laporan proses produksi mulai dari penimbangan bahan baku sampai
Sehingga bila terjadi kekeliruan ataupun kesalahan pada proses produksi,
dapat segera diketahui pada proses mana kesalahan tersebut terjadi dan diambil
tindakan untuk mengatasi permasalahan tersebut.
Laporan proses produksi membuat nama sediaan, No. Batch, Besar Batch,
tahapan proses, operator, tanggal, jam, hasil, pengawasan yang berguna untuk
mengetahui berapa lama waktu yang dibutuhkan untuk menghasilkan suatu batch
sediaan. Laporan proses produksi ini diisi oleh petugas yang melakukan suatu
tahapan proses produksi dan diketahui oleh supervisor produksi.
Selama proses produksi berlangsung dilakukan pengawasan dalam proses (In
Process Control/IPC). IPC yang dilakukan ada 2 macam, yaitu :
1. Dilakukan oleh pihak produksi, yaitu setiap 15 menit sekali dilakukan
pemeriksaan keseragaman bobot.
2. Dilaksanakan oleh pihak pengawasan mutu, antara lain : uji kekerasan, waktu
hancur, disolusi, friabilitas, keseragaman bobot dan kadar zat berkhasiat.
Obat yang telah selesai diproduksi akan dilakukan pengemasan primer
dibagian produksi yang selanjutnya diserahkan kebagian pengemasan melalui pass
box untuk dilakukan pengemasan sekunder sampai dihasilkan obat jadi. Obat jadi
yang telah selesai dikemas, ditimbang bobotnya dan dicatat, selanjutnya dibuat
permohonan pemeriksaan ke bagian pengawasan mutu untuk dilakukan finished pack
analysis. Obat jadi yang lulus pemeriksaan selanjutnya diserahkan ke gudang
Bagian produksi pada PT. Kimia Farma (Persero) Tbk. Plant Medan terdiri
dari :
1. Jalur Produksi Krim
Jalur produksi krim terpisah dari jalur produksi yang lain dimana pada jalur
produksi ini terdiri dari beberapa ruangan dimana setiap ruangan tersebut telah diatur
suhu, kelembaban dan tekanan dengan AHU. Adapun ruangan pada jalur produksi
krim terdiri dari :
a. Ruang penimbangan
Pada ruangan ini dilengkapi dengan beberapa alat timbangan digital, lemari asam,
dust collector, Air Handling Unit (AHU). Bahan-bahan yang telah ditimbang akan
ditempatkan pada staging area untuk kemudian diambil oleh petugas produksi
lain untuk dilakukan proses produksi selanjutnya. Ruang penimbangan ini dipakai
untuk menimbang bahan sediaan krim, tablet dan kapsul.
b. Ruang pencampuran
Pada ruangan ini dilengkapi dengan alat double jacket tank untuk memanaskan
air, ultra torrax untuk mencampur bahan aktif dengan bahan dasar krim, mixer
untuk pengadukan sehingga diperoleh produk ruahan. Alat–alat tersebut
dibersihkan setiap pagi hari sebelum digunakan dan sore hari sesudah selesai
digunakan. Bila tidak ada kegiatan produksi maka pembersihan dilakukan
seminggu sekali. Selama proses produksi dilakukan IPC oleh bagian pengawasan
c. Ruang pengisian
Ruang untuk melakukan pengisian sediaan krim ada 3 yaitu :
- Ruang Pengisian I
Dilengkapi dengan mesin pengisian krim Elemech dengan kapasitas 2400
tube/jam dan neraca analitik.
- Ruang pengisian II
Dilengakapi dengan mesin pengisi bahan Pharmech dengan kapasitas
900-2000 tube/jam dan neraca analitik.
- Ruang pengisian III
Dilengkapi dengan mesin neraca pengisi krim Pharmech dengan kapasitas
1600 tube/jam dan neraca analitik. Sebelum pengisian krim, tube kosong
yang telah dibersihkan di bagian pengemasan dimasukkan ke pass box,
dibawa oleh petugas produksi ke ruang pengisian dan disusun ke mesin
pengisian yang telah dimasukkan massa krim, kemudian dilakukan pengisian.
Setiap 15 menit dilakukan pemeriksaan bobot oleh operator dan pada awal
dan akhir pengisian dilakukan pemeriksaan oleh bagian pengawasan mutu.
d. Ruang karantina
Pada ruang ini disimpan produk ruahan untuk menunggu pemeriksaan
laboratorium. Produk ruahan yang telah selesai diperiksa oleh bagian pengemasan
melalui pass box untuk dilakukan pengemasan skunder.
2. Jalur Produksi tablet
Jalur produksi tablet terletak terpisah dari jalur produksi krim untuk
menghindari terjadinya pencemaran silang. Pada unit tablet juga terdapat beberapa
ruangan dimana setiap ruangan tersebut telah diatur suhu, kelembaban dan tekanan
dengan AHU, juga dilengkapi dengan dust collector sentral. Adapun ruangan pada
jalur produksi tablet terdiri dari :
a. Ruang pencampuran
Semua bahan tambahan dan bahan aktif dimasukkan ke dalam super mixer dan
dicampur hingga homogen, pengecualian untuk bahan pelicin dan bahan
penghancur luar. Massa di atas di granulasi dengan menggunakan alat rotary wet
granulator sehingga didapat granul basah. Untuk selanjutnya granul basah
tersebut dipindah ke ruang pengeringan.
b. Ruang pengeringan
Granul basah yang dihasilkan dikeringkan di dalam oven dengan suhu 50-60oC
selama 10 jam (tergantung pada bahan yang akan dikeringkan). Kapasitas oven
tersebut 450 kg/hari. Setelah kering dilakukan pemeriksaan laboratorium dan
selanjutnya dipindahkan ke ruangan granulasi untuk dilakukan pengayakan.
c. Ruang granulasi
Massa granul yang telah dikeringkan digranulasi dengan alat communiting fitz
d. Ruang pencampuran akhir
Massa yang telah digranulasi dimasukkan ke dalam alat V-mixer dan ditambahkan
dengan bahan pelicin dan bahan penghancur luar. Hasil yang diperoleh kemudian
diperiksa di bagian IPC. Massa yang telah memenuhi syarat dipindahkan ke ruang
pencetakan.
e. Ruang pencetakan
Ruang untuk pencetakan ada 5, masing-masing ruangan terdapat 1 alat cetak dan
juga terdapat dust collector, neraca analitis, dan AHU. Pencetakan dilakukan
misalnya dengan menggunakan mesin cetak tablet merek Cadmach (Cu) dengan
kecepatan mesin 50 ribu tablet/jam. setiap 15 menit operator harus memeriksa
keseragaman bobot. Bagian pengawasan mutu di dalam ruangan produksi
melakukan pemeriksaan/pengujian terhadap produk ruahan yang meliputi :
pemerian, friabilitas, waktu hancur, kekerasan tablet, disolusi dan keseragaman
bobot.
f. Ruang sortir
Tablet yang dihasilkan disortir oleh petugas dari debu dan juga bentuk tablet yang
tidak bagus/pecah, kemudian dipindahkan ke ruangan pengemasan.
g. Ruang pengemasan
Tablet yang telah diluluskan oleh bagian pemastian mutu dibawa ke ruang
pengemasan primer dan dikemas dalam kantong plastik. Tiap kantong berisi 1000
dilakukan pengemasan primer, tablet yang telah dikemas dipindahkan ke ruangan
melalui pass box untuk dilakukan pengemasan skunder.
Bagan proses pembuatan tablet dapat dilihat pada Lampiran 21.
3. Jalur Produksi Kapsul
Sediaan kapsul yang produksi oleh PT. Kimia Farma (Persero) Tbk. Plant
Medan adalah Chloramfenikol 250 mg kapsul. Seperti jalur produksi krim dan tablet,
jalur produksi kapsul juga terletak terpisah untuk menghindari terjadinya
pencampuran silang. Pada jalur produksi kapsul juga terdapat beberapa ruangan
dimana setiap ruangan tersebut telah diatur suhu, kelembaban dan tekanan udara, juga
dilengkapi dust collector sentral. Adapun ruangan pada unit kapsul terdiri dari :
a. Ruang pengeringan
Bahan yang akan dipakai untuk pembuatan kapsul ditimbang di ruang
penimbangan sesuai dengan SPK. Untuk bahan pengisi (Avicel) dikeringkan
terlebih dahulu di dalam oven selama ± 12 jam pada suhu 85oC. setelah itu semua
bahan dipindahkan ke ruang pencampuran.
b. Ruang pencampuran
Pada ruang ini dilakukan pencampuran bahan aktif, bahan pengisi dan bahan
tambahan lainnya dengan menggunakan alat V-mixer selama ± 15 menit. Setelah
homogen, massa dilakukan pemeriksaan oleh bagian pengawasan mutu dan
c. Ruang pengisian kapsul
Massa yang telah homogen dimasukkan ke mesin pengisi kapsul (Kwang Dah).
Pada awal dan akhir pengisian dilakukan pengujian laboratorium dan setiap 15
menit dilakukan pemeriksaan keseragaman bobot oleh operator. Setelah itu
dipindahkan ke ruang seleksi kapsul.
d. Ruang seleksi kapsul
Kapsul yang telah selesai diisi disortir dan dibersihkan dari debu–debu yang
melekat pada kapsul. Setelah itu dilakukan pemeriksaan oleh bagian pemastian
mutu dan dipindahkan ke ruang pengemasan.
e. Ruang pengemasan primer
Kapsul yang telah diluluskan oleh bagian pematian mutu dibawa keruang
pengemasan primer dan dikemas dalam kantong plastik. Tiap kantong berisi 1000
kapsul dengan menggunakan mesin penghitung dan silica gel. Setelah selesai
dilakukan pengemasan, dipindahkan ke ruangan melalui pass box untuk
dilakukan pengemasan skunder.
Bagan proses pembuatan kapsul dapat dilihat pada Lampiran 22.
4. Jalur pengemasan
Pengemasan primer untuk semua sediaan (krim, tablet, kapsul) dilakukan di
zona abu, kemudian dimasukkan ke bagian pengemasan sekunder melalui pass box
yang menghubungkan antara jalur produksi dengan jalur pengemasan. Sebelum
pengemasan yang meliputi pemeriksaan kebersihan jalur dari sisa produk, kemasan
dan etiket batch sebelumnya. Pada bagian pengemasan terdapat 3 jalur pengemasan.
Sebelum memulai pengemasan, dilakukan pemeriksaan kesesuaian produk
yang dikemas dengan kemasannya, yang meliputi etiket, penomoran batch, tanggal
kadaluarsa. Setelah pengemasan, dilaksanakan pemeriksaan kesesuaian jumlah dalam
kotaknya, ditimbang kemudian dikarantina. Sediaan obat jadi yang telah dikemas dan
diluluskan oleh bagian pengawasan mutu selanjutnya dikirim ke gudang
penyimpanan.
2.8. Mesin dan Peralatan
Dalam kegiatan produksi, PT. Kimia Farma (Persero) Tbk. Plant Medan
memiliki sarana mesin-mesin serta peralatan untuk menjalankan produksinya.
2.8.1. Mesin Produksi
PT. Kimia Farma (Persero) Tbk. Plant Medan dalam melaksanakan proses
produksi menggunakan sarana produksi berupa mesin-mesin dan peralatan sebagai
berikut :
a. Mesin Pencampuran Tablet (Super Mixer Machine)
Fungsi : Untuk mencampur bahan baku obat yang berupa serbuk
menjadi massa tablet yang homogen..
Spesifikasi Mesin :
Model : SM – 100
System : Batch
Full Volume Bowl : 300 L
Power Supply : - Tegangan : 380 Volt
- Frekuensi : 50 Hz
Dimensi (mm) : 2450 x 950 x 2430
b. Mesin Cetak Tablet (Rotary Tableting Machine)
Fungsi : Untuk mencetak massa cetak yang berupa serbuk butiran
menjadi tablet dengan sistem kempa cetak.
Spesifikasi Mesin :
Merk : Cadmach
Model : CMB-4D-27
No. Seri : 495/T/00-01
Maximum depth to fill : 11/16” – 17.5
Maximum tablet diameter : 5/8” – 16 mm
Maximum upper punch entry : 5/16” – 8 mm
Minimum upper punch entry : 1/16” – 1.5 mm
Maximum operating pressure : 6500 kg
Pressure roll diameter : 8 ” – 203 mm
Dimensi (mm) : 1790 x 1000 x 1040
Hp and speed – 50 Hz motor 3.75 Kw (5 HP)
Kapasitas : 50.000 tablet/jam
Buatan : Karnavati Engineering Ltd, India, 2000
Jumlah : 2 unit
c. Mesin Cetak Tablet (Rotary Tableting Machine)
Fungsi : Untuk mencetak massa cetak yang berupa serbuk butiran
menjadi tablet dengan sistem kempa cetak.
Spesifikasi Mesin :
Merk : Cadmach
Model : CU-20
No. Seri : 107/AL/00-01
Maximum operating pressure : 100 kN
Tamp. Pressure : 10 kN
Maximum tablet diameter : 25 mm
Maximum depth to fill : 20.5 mm
Maximum tablet thickness: 10 mm
Maximum upper punch penetration: 3 to 8 mm
Dimensi (mm) : 79 x 77 x 179 h (cm)
Net Weight : 950 kg
Kapasitas : 50.000 tablet/jam
Buatan : Karnavati Engineering Ltd, India, 2000
d. Double Jacketed Tank
Fungsi : Untuk mendidihkan aqua destillata dan melebur bahan baku
kering.
Spesifikasi Mesin :
Merk : Pharmeq
Kapasitas : 30 liter
Buatan : Pharmeq, Bandung
Jumlah : 1 unit
e. Drying Oven
Fungsi : Untuk mengeringkan granul basah yang berasal dari proses
pencampuran
Spesifikasi Mesin :
Merk : Pharmeq
Kapasitas : 250 kg
Suhu : 80 o C
Waktu : 8 jam
System : Batch
Dimensi : 162 x 100 x 220
Buatan : Pharmeq, Bandung, 1976
f. Mesin Granulator (Rotary Wet Granulator)
Fungsi : Untuk memproses bahan campuran yang berupa massa lembab
untuk diproses menjadi granul sehingga kadar air di dalam
massa tersebut berkurang.
Spesifikasi Mesin :
Merk : Pier Lih Machinery
Buatan : Pier Lih Machinery Co. Ltd, Taipeh, 2002
Tegangan : 380 Volt
Jumlah : 1 unit
2.8.2. Peralatan (Equipment)
a. Timbangan
Fungsi : Untuk menimbang bahan baku obat sebelum proses
pengolahan
Merk : EDB-SART
Kapasitas : 12 Kg
Buatan : Sartorius AG – Jerman
Jumlah : 1 unit
b. Timbangan
Fungsi : Untuk menimbang bahan baku obat sebelum proses
pengolahan
Kapasitas : Max. 150 Kg
Buatan : Sartorius AG – Jerman
Jumlah : 1 unit
c. Timbangan
Fungsi : Untuk menimbang bahan baku obat sebelum proses
pengolahan
Merk : EDB-SART
Kapasitas : 310 gr
Buatan : Sartorius AG – Jerman
Jumlah : 1 unit
d. Timbangan
Fungsi : Untuk menimbang hasil kemas
Merk : EDB-SART
Kapasitas : 35 Kg
Buatan : Sartorius AG – Jerman
Jumlah : 1 unit
2.8.3. Utilitas
a. Listrik
Penggunaan listrik yang digunakan untuk menjalankan produksi perusahaan
ini disuplai dari PLN dengan daya sebesar 865 KVA, 20000 Volt.
PDAM Tritanadi menyediakan air bersih untuk produksi, sedangkan untuk
kegiatan pendukung seperti kegiatan dapur, disediakan dari sumur bor, dimana
digunakan pompa air untuk mensuplai air dari dalam tanah dan ditampung ke dalam
bak penampungan.
2.8.4. Safety and Fire Protection
Untuk keamanan serta keselamatan para pekerja, maka para pekerja pada
perusahaan ini menggunakan :
a. Sepatu kerja
b. Baju Lab
c. Masker
d. Penutup Kepala
Perusahaan memberikan perlengkapan kepada pekerja untuk menjamin
keselamatan secara individual bagi pekerja apabila memiliki zona hitam dan zona
abu-abu.
Untuk fire protection, disediakan tabung pemadam api (fire extinguisher)
disetiap departemen agar ketika terjadi kebakaran dapat langsung diatasi.
2.9. Pengolahan Limbah
2.9.1. Pengolahan Limbah Padat
Sumber limbah padat berasal dari:
2. Debu yang berasal dari vacum cleaner yang digunakan untuk membersihkan
ruang produksi dan alat produksi.
3. Wadah, etiket yang rusak dari bagian pengemasan. Untuk tube sebelum
dimusnahkan digunting terlebih dahulu.
4. Bahan-bahan yang tidak memenuhi spesifikasi ataupun yang telah rusak yang
berasal dari bagian gudang.
Semua limbah padat tersebut dibakar oleh petugas dan sisa pembakaran
tersebut dibuang ke tempat pembuangan akhir.
2.9.2. Pengolahan Limbah Cair
Pada gambar 2.1. diperlihatkan denah bak pengolahan limbah cair PT. Kimia
Farma (Persero) Tbk. Plant Medan
A
C
B
D E
F G
H
Gambar 2.1. Denah Bak Pengolahan Limbah Cair PT. Kimia Farma (Persero) Tbk. Plant Medan
Keterangan : A = Saluran masuk E = Bak Aerasi
C = Mesin Pompa G = Bak Sedimentasi
D = Bak Netralisasi H = Bak Biokontrol
Sumber limbah cair berasal dari air cucian di ruang produksi dan air cucian
alat-alat di laboratorium.
Proses pengolahan limbah cair, yaitu :
1. Limbah cair yang dikeluarkan ditampung dalam bak penampungan selanjutnya
dipompakan dengan mesin pompa ke bak netralisasi.
2. Pada bak netralisasi ditambahkan air kapur untuk menetralkan limbah cair yang
dikeluarkan. Selanjutnya limbah cair yang telah netral dialirkan ke bak aerasi (E)
3. Pada bak aerasi (E) dilakukan aerasi dengan menggunakan aerator yang bertujuan
untuk menginjeksikan udara ke dalam bak tersebut supaya bakteri aerob yang
terdapat dalam bak tersebut dapat melakukan penguraian bahan-bahan organik
yang terdapat dalam limbah cair tersebut. Selanjutnya juga dialirkan ke bak aerasi
(F) dengan mendapatkan perlakuan yang sama. Lalu dialirkan ke bak sedimentasi.
4. Pada bak sedimentasi, limbah cair tersebut didiamkan/diendapkan beberapa hari
dan selanjutnya dialirkan ke bak biokontrol.
5. Pada bak biokontrol, dilakukan pengujian terhadap hasil pengolahan limbah cair
tersebut berupa nilai BOD (Biological Oxygen Demand) dan COD (Chemical
Oxygen Demand). Bila telah memenuhi syarat nilai BOD dan COD maka limbah
cair yang telah diolah tersebut dapat dibuang ke lingkungan. Air buangan (limbah)
digunakan menyiram tanaman di lingkungan pabrik.
Tabel 2.2. Parameter Pengukuran Limbah Cair
Sumber : Badan Pemeriksaan Obat & Makanan R.I.
Parameter
Proses Pembuatan Bahan Formula
(mg/L)
Formulasi (Pencampuran)
(mg/L)
BOD (Biological Oxygen Demand) 100 75
COD (Chemical Oxygen Demand) 300 150
TSS (Total Suspended Solid) 100 75
Total-N 30 -
Fenol 1,0 -
BAB III
LANDASAN TEORI
3.1. Manusia dan Pekerjaannya
Keadaan diri manusia sebagai pekerja sangat mempengaruhi pekerjaan
sehingga suasana kerja yang baik harus selalu diciptakan. Salah satu yang
mempengaruhi diri pekerja adalah lingkungan tempat ia bekerja.
Lingkungan kerja atau tempat kerja dikatakan baik apabila dalam kondisi
tertentu manusia dapat melakukan kegiatannya dengan optimal. Ketidaksesuaian
lingkungan kerja dengan manusia yang bekerja pada lingkungan tersebut dapat
terlihat akibatnya dalam jangka waktu tertentu, seperti turunnya produktivitas kerja,
efisiensi dan ketelitian. Keselamatan dan kesehatan kerja serta lingkungan fisik
tempat bekerja sangat berpengaruh dalam peningkatan produktivitas suatu
perusahaan.
3.1.1. Faktor-faktor yang Mempengaruhi Keberhasilan Kerja
Keberhasilan kerja manusia dipengaruhi oleh dua faktor yaitu faktor
individual dan faktor situasional. Sesuai dengan namanya, faktor pertama terdiri dari
faktor-faktor yang datang dari diri si pekerja itu sendiri dan sering kali sudah ada
sebelum si pekerja yang bersangkutan datang di pekerjaannya. Kecuali hal-hal seperti
dirubah. Artinya faktor-faktor yang sudah tetap ini adalah hal-hal yang sudah ada dan
harus dapat diterima seadanya.
Berbeda dengan yang pertama, faktor kedua terdiri dari faktor-faktor yang
hampir sepenuhnya dapat diatur dan dapat dirubah, dan faktor-faktor ini berada diluar
diri pekerja. Pemimpin perusahaan yang berhak merubahnya, karenanya faktor-faktor
ini disebut juga faktor-faktor management. Kelompok-kelompok faktor situasional
terbagi kedalam dua sub kelompok yaitu yang terdiri dari faktor-faktor sosial dan
keorganisasiannya, dan yang terdiri dari faktor-faktor fisik pekerjaan yang
bersangkutan.
Dengan dasar pengetahuan ini, adalah tugas pimpinan untuk mengatur semua
faktor-faktor yang dikuasainya dan menjalinnya dengan faktor-faktor diri pekerja
untuk menciptakan suatu keadaan yang memberikan keberhasilan tinggi.
3.1.2. Beberapa Segi Mengenai Faktor-faktor Diri
Setiap pekerjaan memiliki ciri-cirinya sendiri, dari mana timbul tuntutan
masing-masing tentang pekerjaan macam apa yang dibutuhkannya. Faktor-faktor
yang terdapat dalam diri manusia tidak dapat berubah dan untuk itu harus ada
penyesuaian dengan pekerjaan yang akan dilakukannya.
Kecocokan antara pekerja dengan pekerjaannya merupakan suatu syarat
penting karena jika diabaikan hasil pekerjaanya akan rendah. Begitu pekerja yang
bersangkutan menyadari hal ini, apalagi jika dengan demikian ia kehilangan
hasil kerjanya akan semakin rendah lagi. Hal ini jelas semakin tidak dikehendaki baik
oleh pekerja maupun perusahaan.
3.1.3. Beberapa Segi Mengenai Faktor-faktor Pekerjaan
Hubungan antara manusia pekerja dengan mesin dan peralatan-peralatan dan
lingkungan kerja dapat dilihat sebagai hubungan yang unik karena interaksi antara
hal-hal di atas yang membentuk suatu sistem kerja tidak terlampau sederhana bahkan
melibatkan berbagai disiplin ilmu.
Hal tersebut perlu diperhatikan oleh pimpinan perusahaan agar pada akhirnya
dapat mendatangkan produktivitas yang tinggi. Selain itu perlu diperhatikan
keadaan-keadaan faktor fisik lain seperti kemampuan kerja, pengaruh lingkungan fisik
terhadap lingkungan kerja, perancangan mesin dan peralatan agar cocok dengan
pemakaiannya dan cara-cara untuk menangani pemakaiannya1.
3.2. Faktor-Faktor Fisik Lingkungan Kerja (Working Environment Physic Factors)
3.2.1. Penerangan di Tempat Kerja
Penerangan sangat mempengaruhi kemampuan manusia untuk melihat
obyek-obyek secara jelas, cepat, tanpa menimbulkan kelelahan. Kebutuhan akibat adanya
penerangan yang baik, akan makin diperlukan apabila kita mengerjakan suatu
pekerjaan yang memerlukan ketelitian karena penglihatan. Penerangan yang terlalu
untuk bisa melihat, dimana lelahnya mata akan mengakibatkan kelelahan mental,
lebih jauh lagi keadaan tersebut bisa menimbulkan rusaknya mata, karena bisa
menyilaukan.
Kemampuan mata untuk bisa melihat obyek dengan jelas ditentukan oleh :
ukuran obyek, derajat kontras diantara obyek dan sekelilingnya, luminasi (brightness)
dan lamanya melihat. Yang dimaksud dengan derajat kontras adalah perbedaan
derajat terang relatif antara obyek sekelilingnya, sedangkan luminasi berarti arus
cahaya yang dipantulkan oleh obyek. Standar penerangan yang diterima adalah setara
dengan 100 sampai dengan 200 kali lilin. Penerangan harus memperhatikan tidak
timbulnya kesilauan (glare), pantulan dari permukaan yang berkilat, dan peningkatan
suhu ruangan. Ternyata lampu-lampu fluorescent (neon TL = tube luminasence) lebih
memenuhi syarat dalam hal ini2.
Manfaat lampu fluorescent adalah :
- Efisiensi yang tinggi.
- Kesilauan rendah.
- Tidak banyak bayangan.
- Terdapat dalam berbagai warna.
3.2.2. Pencahayan
Manusia sebagai makhluk yang sempurna tetapi tetap tidak luput dari
beberapa faktor. Beberapa faktor tersebut dapat datang dari diri sendiri (intern). Salah
satu faktor yang berasal dari luar adalah kondisi lingkungan kerja.
Suatu pekerjaan dapat berjalan baik apabila faktor pencahayaan dibuat sesuai
dengan kebutuhan tempat kerja. Dalam hal ini perlu diperhatikan kekuatan cahaya,
arah sumber cahaya, dan jenis sumber cahaya, dengan kebutuhan tempat kerja.
Cahaya yang menerpa mata dapat langsung berasal dari sumber sinar seperti sinar
matahari, bola lampu, nyala api, atau lilin sering disebut sinar panas, juga dapat
terjadi karena pemantulan suatu benda atau bidang.
Pencahayaan sangat mempengaruhi kemampuan manusia untuk melihat
objek-objek secara jelas, cepat, tanpa menimbulkan kesalahan. Kebutuhan akan
pencahayaan yang baik akan makin diperlukan apabila mengerjakan suatu pekerjaan
yang memerlukan ketelitian karena penglihatan pencahayaan yang terlalu suram akan
mengakibatkan mata pekerja menjadi lebih cepat lelah karena mata akan
berakomodasi lebih lanjut, dimana lelahnya mata mengakibatkan kelelahan mental,
lebih jauh lagi keadaan tersebut menimbulkan rusaknya mata.
Pencahayaan merupakan aspek lingkungan non fisik penting bagi keselamatan
kerja. Perancangan dan pengaturan pencahayaan yang baik ditempat kerja merupakan
suatu usaha preventif terhadap kelelahan dan kecelakaan3.
3.2.3. Pengaturan Pencahayaan Buatan
Penerangan yang baik memberikan kesan bagi pekerja untuk dapat melihat
lingkungan kerja menyenangkan dan menyegarkan. Permasalahan penerangan
menyangkut sifat indra penglihatan, sehingga tidak membuat silau pandangan.
Menurut Ernest W. Steel (1965), pengaturan pencahayaan buatan dapat
diklasifikasikan sistem pencahayaan pada ruang kerja yaitu :
a. Pencahayaan langsung (direct lighting)
Hampir semua cahaya langsung (90% - 100%) diarahkan pada permukaan yang
perlu diterangi, 0 – 10% diarahkan keatas. Cara ini mengakibatkan cahaya
bayangan yang mengganggu serta memungkinkan terjadinya kesilauan-kesilauan,
baik pemantulan lampunya.
b. Pencahayaan semi langsung (semi directlighting)
Distribusi cahaya terutama adalah kearah bawah (60% - 90%), langsung pada
permukaan yang diterangi, sedangkan selebihnya menerangi sekitarnya serta
dipantulkan kelangit-langit dinding. Dengan demikian dikurangi
kelemahan-kelemahan dai cahaya langsung.
c. Pencahayaan langsung tak langsung (general diffusi).
Pengaturan ini disebut juga penyebaran merata, dimana cahaya yang dipancarkan
merata keseluruh ruangan.
d. Pencahayaan semi tidak langsung (semi indirect lighting)
Cahaya yang didistribusikan kearah atas berkisar antara 60% - 90%, dan 10% -
40% diarahkan kearah bawah. Pada sistem ini pencahayaan ini pantulan
(reflectance value) dari langit-langit harus tinggi agar cahaya yang dipantulkan ke
e. Pencahayaan tidak langsung (indirect lighting)
Cahaya yang didistribusikan kearah atas sekitar 90% - 100%, untuk dipantulkan.
Kemudian menerangi keseluruhan ruangan berupa cahaya diffusi, sedangkan
0 – 10% diarahkan kepermukaan yang perlu diterangi.
3.2.4. Pengukuran Pencahayaan
Tujuan pengukuran pencahayaan didasarkan pada perancangan dan evaluasi
tempat kerja. Karena mata beradaptasi terhadap tingkat pencahayaan, maka setiap
perubahan illuminasi harus diperkirakan jumlah cahaya di area kerja yang mungkin.
Ukuran cahaya dikenal sebagai fotometri utama adalah intensitas cahaya, perubahan
cahaya, illuminasi dan luminasi.
Desain umum mengatur cahaya yang baik dan menyebar ke seluruh ruangan
kerja sehingga tidak ada ruangan gelap. Faktor pemantulan cahaya dari langit-langit
dan dinding pada jarak tertentu tidak silau dan tidak ada bayangan. Ukuran ruangan
dengan sistem pencahayaan haruslah bersesuaian, dimana indeks ruangan sangat
penting diperhatikan antara lain panjang ruangan, lebar ruangan, dan tinggi
penerangan sumber cahaya diatas permukaan yang perlu diterangi.
Untuk menghindari kesilauan perlu diperhatikan :
a. Hindarkan penempatan lampu atau sumber cahaya pada bidang visual dari
operator.
c. Pengarah sinar harus sedemikian rupa sehingga rata-rata terangnya baik untuk
penglihatan.
d. Sudut antara garis pandang horizontal dengan ketinggian sumber cahaya harus
diletakkan sedemikian rupa hingga garis pandang yang paling sering dipakai
jangan berhimpit dengan cahaya yang terpantul.
Bertitik tolak dari latar belakang tersebut maka perlu dilakukan analisis
mengenai pengaruh intensitas cahaya dan arah datang cahaya terhadap hasil kerja
manusia. Untuk pekerjaan-pekerjaan kasar dan rutin, pekerjaan-pekerjaan yang detail
berukuran besar, dan pekerjaan-pekerjaan dengan bahan yang jelas kontrasnya, cukup
dengan illuminasi 100 lux – 200 lux. Makin halus pekerjaannya dan menyangkut
inspeksi serta Quality Control, ataupun makin halus detailnya dan kurang kontrasnya,
makin tinggi illuminasi yang diperlukan, yaitu 500 lux-1000 lux. Pekerjaan yang amat
halus, tepat dan teliti seyogyanya diberi penerangan dengan