PENGENDALIAN PERSEDIAAN METANOL SEBAGAI BAHAN PENOLONG DENGAN MODEL STOKASTIK DI PABRIK BIODIESEL KERJA SAMA OPERASI (KSO) PT. PAMINA
ADOLINA – PT. GANESHA ENERGY 77
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
AIYN BIPSA HIDAYAT 070423005
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
ABSTRAK
Kerja Sama Operasi (KSO) PT. Pamina Adolina – PT. Ganesha Energy 77 merupakan kerja sama usaha dalam memproduksi biodiesel yang didasarkan pada instruksi Presiden kepada Menteri Negara BUMN melalui Inpres Nomor 1 tahun 2006 untuk mendorong BUMN mengembangkan bahan bakar nabati. Ruang lingkup bidang usaha KSO adalah mengolah CPO dan/atau stearin menjadi biodiesel dengan kapasitas produksi 8.000 liter/hari.
Permasalahan yang terdapat pada pabrik biodiesel KSO adalah terjadinya keterlambatan pemesanan metanol yang dilakukan oleh KSO sehingga produksi biodiesel mengalami penurunan dan keuntungan yang diperoleh KSO juga menurun. Permasalahan lain yang dialami pabrik biodiesel KSO adalah terjadinya kelebihan persediaan metanol yang menyebabkan terjadinya pemborosan metanol sehingga mengakibatkan dana yang dikeluarkan perusahaan semakin besar. Model stokastik pada persediaan metanol adalah lead time permintaan atau pemesanan metanol yang dilakukan KSO bervariasi karena hal ini berkaitan dengan jadwal pengoperasian pabrik yang tidak tentu sehingga jumlah kebutuhan metanol dan jadwal pemesanan metanol yang akan dilakukan tidak diketahui.
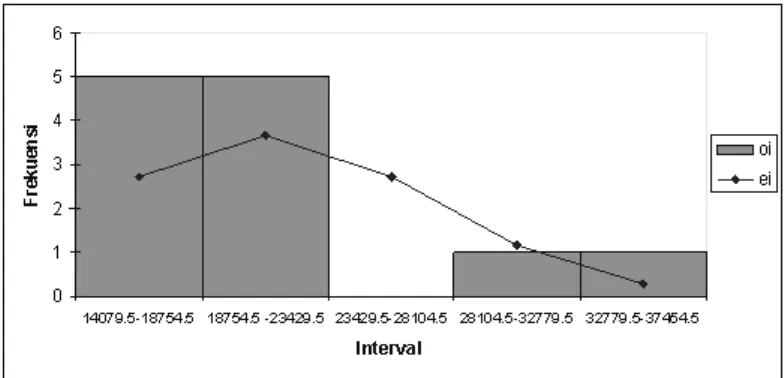
Berdasarkan hasil uji kenormalan terhadap kebutuhan metanol, menunjukkan bahwa kebutuhan metanol berdistribusi normal. Perhitungan persediaan metanol dilakukan dengan metode MRP dengan menghasilkan dua metode terpilih, yaitu metode LTC dan PPB. Total biaya persediaan metanol untuk kedua metode tersebut adalah sebesar Rp. 705.336.395, sedangkan total biaya persediaan yang dilakukan perusahaan adalah sebesar Rp. 773.794.712. Berdasarkan total biaya persediaan yang dihasilkan dengan metode MRP terpilih, menunjukkan bahwa metode yang diusulkan lebih baik daripada metode yang digunakan KSO, karena menghasilkan total biaya persediaan yang lebih rendah dibandingkan metode perusahaan. Penghematan yang dapat dilakukan perusahaan dengan menggunakan metode MRP yang terpilih adalah sebesar Rp. 68.458.317 dan hal ini menunjukkan bahwa metode MRP diusulkan dapat diterapkan KSO.
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Esa atas karunia-Nya yang telah memberikan pengetahuan, pengalaman, kekuatan dan kesempatan kepada penulis sehingga dapat menyelesaikan Laporan Tugas Sarjana ini pada waktunya. Laporan ini merupakan syarat wajib bagi setiap mahasiswa untuk mendapatkan gelar Sarjana Teknik.
Penelitian ini dilakukan di pabrik KSO (Kerja Sama Operasi) PT. Pamina Adolina – PT. Ganesha Energy 77 Perbaungan yang bergerak di bidang pengolahan stearin menjadi biodiesel dengan kapasitas produksi 8000 liter per hari. Adapun judul tugas sarjana yang dilakukan adalah “Pengendalian Persediaan Metanol Sebagai Bahan Penolong dengan Model Stokastik di Pabrik Biodiesel Kerja Sama Operasi (KSO) PT. Pamina Adolina – PT. Ganesha Energy 77”.
Laporan Tugas Sarjana ini disusun berdasarkan Buku Pedoman Tugas Sarjana Departemen Teknik Industri, dan penulis sadari bahwa laporan ini jauh dari kesempurnaan sehingga penulis mengharapkan saran dari berbagai pihak demi kesempurnaan laporan Tugas Sarjana ini.
UNIVERSITAS SUMATERA UTARA Penulis
Medan, Juni 2010
UCAPAN TERIMA KASIH
Laporan ini tidak akan pernah terwujud tanpa bantuan dan dukungan dari berbagai pihak. Pada kesempatan ini penulis mengucapkan terima kasih yang tulus kepada:
1. Ibu Ir. Rosnani Ginting, MT, selaku Ketua Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
2. Bapak Ir. Aulia Ishak, MT selaku Koordinator Tugas Akhir Jurusan Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
3. Bapak Prof. Dr. Ir. A. Rahim Matondang, MSIE, selaku Ketua Bidang Manajemen Rekayasa dan Produksi Jurusan Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
4. Bapak Ir. Poerwanto, MSc, sebagai Dosen Pembimbing I yang telah banyak memberikan bimbingan dan arahan kepada penulis untuk menyelesaikan Laporan Tugas Sarjana.
5. Bapak Ir. Ukurta Tarigan, MT, sebagai Dosen Pembimbing II yang telah banyak memberikan bimbingan dan arahan kepada penulis untuk menyelesaikan Laporan Tugas Sarjana.
6. Kedua Orangtua dan saudara-saudara penulis yang selalu memberikan do’a dan dukungan yang luar biasa selama pengerjaan Laporan Tugas Sarjana. 7. Bapak Andi W. Tobing, selaku Kepala Unit KSO yang telah memberikan ijin
8. Bapak Misnan Slamet, selaku Administrasi Keuangan yang telah memberikan bimbingan dalam penyelesaian Laporan Tugas Akhir.
9. Bapak Zabedt, selaku Administrasi Produksi yang telah memberikan bimbingan kepada penulis.
10. Bapak Ahmad Zul Amri, selaku pegawai Administrasi yang telah banyak membantu penulis dalam pengumpulan data Laporan Tugas Akhir.
11. Rekan-rekan yang berpartisipasi dalam proses penyelesaian laporan ini.
DAFTAR ISI
BAB HALAMAN
LEMBAR SAMPUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KEPUTUSAN SIDANG KOLOKIUM... iv
ABSTRAK ... v
KATA PENGANTAR ... vi
UCAPAN TERIMA KASIH ... vii
DAFTAR ISI ... ix
DAFTAR TABEL ... xv
DAFTAR GAMBAR ... xxv
DAFTAR LAMPIRAN ... xxvi
I PENDAHULUAN
DAFTAR ISI (Lanjutan)
BAB HALAMAN
1.4.2. Asumsi ... I-4 1.5. Sistematika Penulisan Laporan Tugas Sarjana ... I-5 II GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.7.3. Uraian Proses ... II-25 2.7.3.1. Unit Metoksida ... II-25 2.7.3.2. Unit Transesterifikasi ... II-26 2.7.3.3. Unit Pemurnian ... II-27 2.7.3.4. Unit Penyimpanan ... II-30 2.8. Mesin dan Peralatan ... II-30 2.8.1. Mesin Produksi ... II-31 2.8.2. Peralatan (Equipment) ... II-34 III LANDASAN TEORI
DAFTAR ISI (Lanjutan)
BAB HALAMAN
IV METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian ... IV-1 4.2. Rancangan Penelitian ... IV-1 4.3. Objek Penelitian... IV-3 4.4. Variabel Penelitian ... IV-3 4.5. Instrumen Penelitian ... IV-4 4.6. Pelaksanaan Penelitian ... IV-4 4.7. Pengolahan Data ... IV-4 4.8. Analisis Pemecahan Masalah ... IV-5 4.9. Kesimpulan dan Saran ... IV-5 V PENGUMPULAN DAN PENGOLAHAN DATA
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.2. Pengujian Distribusi pada Persediaan Stokastik... V-12 5.2.3. Pengendalian Persediaan Metanol ... V-16 5.2.4. Perencanaan Pengendalian Biodiesel ... V-18 5.2.5. Perencanaan Pengendalian Metanol ... V-31
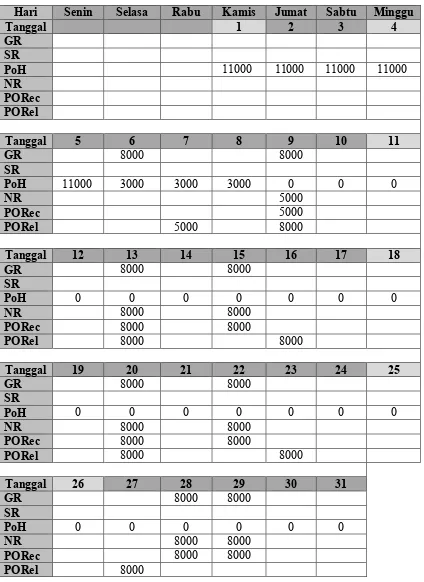
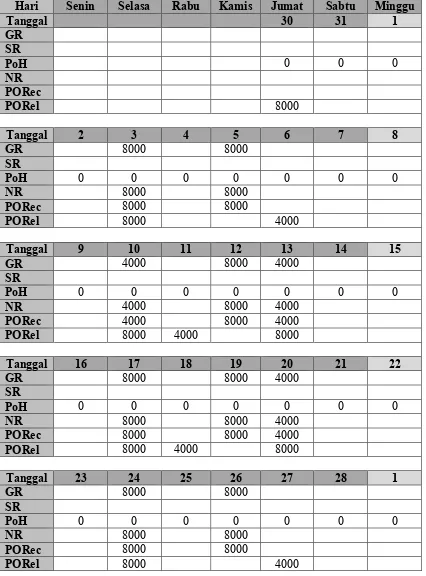
5.2.5.1. Perhitungan MRP Kebutuhan Metanol pada Bulan Januari 2009 ... V-31 5.2.5.2. Perhitungan MRP Kebutuhan Metanol pada Bulan
Februari 2009 ... V-39 5.2.5.3. Perhitungan MRP Kebutuhan Metanol pada Bulan
Maret 2009 ... V-47 5.2.5.4. Perhitungan MRP Kebutuhan Metanol pada Bulan
April 2009 ... V-56 5.2.5.5. Perhitungan MRP Kebutuhan Metanol pada Bulan
Mei 2009 ... V-64 5.2.5.6. Perhitungan MRP Kebutuhan Metanol pada Bulan
Juni 2009 ... V-73 5.2.5.7. Perhitungan MRP Kebutuhan Metanol pada Bulan
Juli 2009 ... V-82 5.2.5.8. Perhitungan MRP Kebutuhan Metanol pada Bulan
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.5.9. Perhitungan MRP Kebutuhan Metanol pada Bulan September 2009 ... V-99 5.2.5.10. Perhitungan MRP Kebutuhan Metanol pada Bulan
Oktober 2009 ... V-107 5.2.5.11. Perhitungan MRP Kebutuhan Metanol pada Bulan
November 2009 ... V-116 5.2.5.12. Perhitungan MRP Kebutuhan Metanol pada Bulan
Desember 2009 ... V-125 VI ANALISA PEMECAHAN MASALAH
6.1. Analisa Perhitungan Total Biaya Persediaan Metanol ... VI-1 6.2. Perbandingan Persediaan yang Diterapkan Perusahaan dengan
Metode yang Diusulkan ... VI-2 VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2 DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.15. Perhitungan MRP untuk Biodiesel pada Bulan Mei 2009 ... V-23 5.16. Perhitungan MRP untuk Biodiesel pada Bulan Juni 2009 ... V-24 5.17. Perhitungan MRP untuk Biodiesel pada Bulan Juli 2009 ... V-25 5.18. Perhitungan MRP untuk Biodiesel pada Bulan Agustus 2009 ... V-26 5.19. Perhitungan MRP untuk Biodiesel pada Bulan September 2009 ... V-27 5.20. Perhitungan MRP untuk Biodiesel pada Bulan Oktober 2009 ... V-28 5.21. Perhitungan MRP untuk Biodiesel pada Bulan November 2009 ... V-29 5.22. Perhitungan MRP untuk Biodiesel pada Bulan Desember 2009 ... V-30 5.23. Perhitungan MRP Metanol dengan Ukuran Lot 7000 liter untuk Bulan
Januari 2009 ... V-31 5.24. Penentuan Ukuran Lot Metanol untuk Metode LUC pada Bulan
Januari 2009 ... V-33 5.25. Perhitungan MRP Metanol dengan Metode LUC untuk Bulan Januari
2009 ... V-34 5.26. Penentuan Ukuran Lot Metanol untuk Metode LTC pada Bulan
Januari 2009 ... V-35 5.27. Perhitungan MRP Metanol dengan Metode LTC untuk Bulan Januari
2009 ... V-36 5.28. Penentuan Ukuran Lot Metanol untuk Metode PPB pada Bulan
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.29. Perhitungan MRP Metanol dengan Metode PPB untuk Bulan Januari
2009 ... V-38 5.30. Perhitungan MRP Metanol dengan Ukuran Lot 7000 liter untuk Bulan
Februari 2009 ... V-40 5.31. Penentuan Ukuran Lot Metanol untuk Metode LUC pada Bulan
Februari 2009 ... V-41 5.32. Perhitungan MRP Metanol dengan Metode LUC untuk Bulan
Februari 2009 ... V-42 5.33. Penentuan Ukuran Lot Metanol untuk Metode LTC pada Bulan
Februari 2009 ... V-43 5.34. Perhitungan MRP Metanol dengan Metode LTC untuk Bulan Februari
2009 ... V-44 5.35. Penentuan Ukuran Lot Metanol untuk Metode PPB pada Bulan
Februari 2009 ... V-45 5.36. Perhitungan MRP Metanol dengan Metode PPB untuk Bulan Februari
2009 ... V-46 5.37. Perhitungan MRP Metanol dengan Ukuran Lot 7000 liter untuk Bulan
Maret 2009 ... V-47 5.38. Penentuan Ukuran Lot Metanol untuk Metode LUC pada Bulan Maret
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.39. Perhitungan MRP Metanol dengan Metode LUC untuk Bulan Maret
2009 ... V-50 5.40. Penentuan Ukuran Lot Metanol untuk Metode LTC pada Bulan
Maret 2009 ... V-52 5.41. Perhitungan MRP Metanol dengan Metode LTC untuk Bulan Maret
2009 ... V-52 5.42. Penentuan Ukuran Lot Metanol untuk Metode PPB pada Bulan Maret
2009 ... V-54 5.43. Perhitungan MRP Metanol dengan Metode PPB untuk Bulan Maret
2009 ... V-54 5.44. Perhitungan MRP Metanol dengan Ukuran Lot 7000 liter untuk Bulan
April 2009 ... V-56 5.45. Penentuan Ukuran Lot Metanol untuk Metode LUC pada Bulan April
2009 ... V-58 5.46. Perhitungan MRP Metanol dengan Metode LUC untuk Bulan April
2009 ... V-59 5.47. Penentuan Ukuran Lot Metanol untuk Metode LTC pada Bulan April
2009 ... V-60 5.48. Perhitungan MRP Metanol dengan Metode LTC untuk Bulan April
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.49. Penentuan Ukuran Lot Metanol untuk Metode PPB pada Bulan April
2009 ... V-62 5.50. Perhitungan MRP Metanol dengan Metode PPB untuk Bulan April
2009 ... V-63 5.51. Perhitungan MRP Metanol dengan Ukuran Lot 7000 liter untuk Bulan
Mei 2009 ... V-64 5.52. Penentuan Ukuran Lot Metanol untuk Metode LUC pada Bulan Mei
2009 ... V-66 5.53. Perhitungan MRP Metanol dengan Metode LUC untuk Bulan Mei
2009 ... V-67 5.54. Penentuan Ukuran Lot Metanol untuk Metode LTC pada Bulan Mei
2009 ... V-69 5.55. Perhitungan MRP Metanol dengan Metode LTC untuk Bulan Mei
2009 ... V-69 5.56. Penentuan Ukuran Lot Metanol untuk Metode PPB pada Bulan Mei
2009 ... V-71 5.57. Perhitungan MRP Metanol dengan Metode PPB untuk Bulan Mei
2009 ... V-71 5.58. Perhitungan MRP Metanol dengan Ukuran Lot 7000 liter untuk Bulan
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.59. Penentuan Ukuran Lot Metanol untuk Metode LUC pada Bulan Juni
2009 ... V-75 5.60. Perhitungan MRP Metanol dengan Metode LUC untuk Bulan Juni
2009 ... V-76 5.61. Penentuan Ukuran Lot Metanol untuk Metode LTC pada Bulan Juni
2009 ... V-77 5.62. Perhitungan MRP Metanol dengan Metode LTC untuk Bulan Juni
2009 ... V-78 5.63. Penentuan Ukuran Lot Metanol untuk Metode PPB pada Bulan Juni
2009 ... V-80 5.64. Perhitungan MRP Metanol dengan Metode PPB untuk Bulan Juni
2009 ... V-80 5.65. Perhitungan MRP Metanol dengan Ukuran Lot 7000 liter untuk Bulan
Juli 2009 ... V-82 5.66. Penentuan Ukuran Lot Metanol untuk Metode LUC pada Bulan Juli
2009 ... V-84 5.67. Perhitungan MRP Metanol dengan Metode LUC untuk Bulan Juli
2009 ... V-85 5.68. Penentuan Ukuran Lot Metanol untuk Metode LTC pada Bulan Juli
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.69. Perhitungan MRP Metanol dengan Metode LTC untuk Bulan Juli
2009 ... V-87 5.70. Penentuan Ukuran Lot Metanol untuk Metode PPB pada Bulan Juli
2009 ... V-88 5.71. Perhitungan MRP Metanol dengan Metode PPB untuk Bulan Juli
2009 ... V-89 5.72. Perhitungan MRP Metanol dengan Ukuran Lot 7000 liter untuk Bulan
Agustus 2009 ... V-90 5.73. Penentuan Ukuran Lot Metanol untuk Metode LUC pada Bulan Agustus
2009 ... V-92 5.74. Perhitungan MRP Metanol dengan Metode LUC untuk Bulan Agustus
2009 ... V-94 5.75. Penentuan Ukuran Lot Metanol untuk Metode LTC pada Bulan
Agustus 2009 ... V-95 5.76. Perhitungan MRP Metanol dengan Metode LTC untuk Bulan Agustus
2009 ... V-95 5.77. Penentuan Ukuran Lot Metanol untuk Metode PPB pada Bulan Agustus
2009 ... V-97 5.78. Perhitungan MRP Metanol dengan Metode PPB untuk Bulan Agustus
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.79. Perhitungan MRP Metanol dengan Ukuran Lot 7000 liter untuk Bulan September 2009 ... V-99 5.80. Penentuan Ukuran Lot Metanol untuk Metode LUC pada Bulan
September 2009 ... V-101 5.81. Perhitungan MRP Metanol dengan Metode LUC untuk Bulan
September 2009 ... V-102 5.82. Penentuan Ukuran Lot Metanol untuk Metode LTC pada Bulan
September 2009 ... V-103 5.83. Perhitungan MRP Metanol dengan Metode LTC untuk Bulan
September 2009 ... V-104 5.84. Penentuan Ukuran Lot Metanol untuk Metode PPB pada Bulan
September 2009 ... V-105 5.85. Perhitungan MRP Metanol dengan Metode PPB untuk Bulan
September 2009 ... V-106 5.86. Perhitungan MRP Metanol dengan Ukuran Lot 7000 liter untuk Bulan
Oktober 2009 ... V-107 5.87. Penentuan Ukuran Lot Metanol untuk Metode LUC pada Bulan
Oktober 2009 ... V-109 5.88. Perhitungan MRP Metanol dengan Metode LUC untuk Bulan
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.89. Penentuan Ukuran Lot Metanol untuk Metode LTC pada Bulan
Oktober 2009 ... V-112 5.90. Perhitungan MRP Metanol dengan Metode LTC untuk Bulan
Oktober 2009 ... V-112 5.91. Penentuan Ukuran Lot Metanol untuk Metode PPB pada Bulan
Oktober 2009 ... V-114 5.92. Perhitungan MRP Metanol dengan Metode PPB untuk Bulan Oktober
2009 ... V-115 5.93. Perhitungan MRP Metanol dengan Ukuran Lot 7000 liter untuk Bulan
November 2009 ... V-116 5.94. Penentuan Ukuran Lot Metanol untuk Metode LUC pada Bulan
November 2009 ... V-118 5.95. Perhitungan MRP Metanol dengan Metode LUC untuk Bulan
November 2009 ... V-119 5.96. Penentuan Ukuran Lot Metanol untuk Metode LTC pada Bulan
November 2009 ... V-221 5.97. Perhitungan MRP Metanol dengan Metode LTC untuk Bulan
November 2009 ... V-221 5.98. Penentuan Ukuran Lot Metanol untuk Metode PPB pada Bulan
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.99. Perhitungan MRP Metanol dengan Metode PPB untuk Bulan
November 2009 ... V-123 5.100. Perhitungan MRP Metanol dengan Ukuran Lot 7000 liter untuk
Bulan November 2009 ... V-125 5.101. Perhitungan MRP Metanol dengan Metode LUC untuk Bulan
Desember 2009 ... V-126 5.102. Perhitungan MRP Metanol dengan Metode LTC untuk Bulan
Desember 2009 ... V-127 5.103. Perhitungan MRP Metanol dengan Metode PPB untuk Bulan
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
ABSTRAK
Kerja Sama Operasi (KSO) PT. Pamina Adolina – PT. Ganesha Energy 77 merupakan kerja sama usaha dalam memproduksi biodiesel yang didasarkan pada instruksi Presiden kepada Menteri Negara BUMN melalui Inpres Nomor 1 tahun 2006 untuk mendorong BUMN mengembangkan bahan bakar nabati. Ruang lingkup bidang usaha KSO adalah mengolah CPO dan/atau stearin menjadi biodiesel dengan kapasitas produksi 8.000 liter/hari.
Permasalahan yang terdapat pada pabrik biodiesel KSO adalah terjadinya keterlambatan pemesanan metanol yang dilakukan oleh KSO sehingga produksi biodiesel mengalami penurunan dan keuntungan yang diperoleh KSO juga menurun. Permasalahan lain yang dialami pabrik biodiesel KSO adalah terjadinya kelebihan persediaan metanol yang menyebabkan terjadinya pemborosan metanol sehingga mengakibatkan dana yang dikeluarkan perusahaan semakin besar. Model stokastik pada persediaan metanol adalah lead time permintaan atau pemesanan metanol yang dilakukan KSO bervariasi karena hal ini berkaitan dengan jadwal pengoperasian pabrik yang tidak tentu sehingga jumlah kebutuhan metanol dan jadwal pemesanan metanol yang akan dilakukan tidak diketahui.
Berdasarkan hasil uji kenormalan terhadap kebutuhan metanol, menunjukkan bahwa kebutuhan metanol berdistribusi normal. Perhitungan persediaan metanol dilakukan dengan metode MRP dengan menghasilkan dua metode terpilih, yaitu metode LTC dan PPB. Total biaya persediaan metanol untuk kedua metode tersebut adalah sebesar Rp. 705.336.395, sedangkan total biaya persediaan yang dilakukan perusahaan adalah sebesar Rp. 773.794.712. Berdasarkan total biaya persediaan yang dihasilkan dengan metode MRP terpilih, menunjukkan bahwa metode yang diusulkan lebih baik daripada metode yang digunakan KSO, karena menghasilkan total biaya persediaan yang lebih rendah dibandingkan metode perusahaan. Penghematan yang dapat dilakukan perusahaan dengan menggunakan metode MRP yang terpilih adalah sebesar Rp. 68.458.317 dan hal ini menunjukkan bahwa metode MRP diusulkan dapat diterapkan KSO.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Sistem persediaan adalah serangkaian kebijaksanaan dan pengendalian yang memonitor tingkat persediaan dan menentukan tingkat persediaan yang harus dijaga, kapan persediaan harus diisi, dan berapa besar pesanan yang harus dilakukan. Sistem ini bertujuan untuk menetapkan dan menjamin tersedianya sumber daya yang tepat dalam kuantitas yang tepat dan pada waktu yang tepat. 1
Salah satu faktor yang dapat meningkatkan efisiensi dalam menghasilkan produk yang berkualitas adalah dengan memfokuskan pada manajemen persediaan yang dalam hal ini adalah masalah kebutuhan bahan. Perusahaan sering melakukan kesalahan dengan kurang tepatnya melakukan persediaan bahan untuk menghasilkan produk-produk industri sehingga mengakibatkan jalannya aktivitas industri menjadi lambat dan tidak dapat memproduksi suatu produk dengan tepat waktu. 2
Masalah produksi merupakan masalah yang sangat penting bagi perusahaan karena hal tersebut sangat berpengaruh terhadap laba yang diperoleh perusahaan. Apabila proses produksi berjalan dengan lancar maka tujuan
1) Handoko, T. Hani, Dasar-dasar Manajemen Produksi dan Operasi, Edisi Pertama, Penerbit BPFE, Yogyakarta, 1987.
perusahaan dapat tercapai, tetapi apabila proses produksi tidak berjalan dengan lancar maka tujuan perusahaan tidak akan tercapai. 3
Permasalahan yang terdapat pada pabrik biodiesel KSO adalah terjadinya keterlambatan pemesanan metanol yang dilakukan oleh KSO pada saat produksi sehingga menyebabkan proses produksi biodiesel menjadi terhambat. Dengan adanya keterlambatan metanol ini, jumlah kebutuhan metanol untuk proses produksi yang selanjutnya tidak terpenuhi sehingga produksi biodiesel mengalami penurunan dan keuntungan yang diperoleh KSO juga menurun. Permasalahan lain yang dialami pabrik biodiesel KSO adalah terjadinya kelebihan persediaan metanol yang dilakukan KSO pada saat melakukan pengisian ulang, sehingga mengakibatkan pemborosan metanol dan dana yang dikeluarkan perusahaan semakin besar. Model stokastik pada persediaan metanol adalah lead time
permintaan atau pemesanan metanol yang dilakukan KSO bervariasi karena hal ini berkaitan dengan jadwal pengoperasian pabrik yang tidak tentu sehingga jumlah kebutuhan dan jadwal pemesanan metanol yang akan dilakukan tidak diketahui.
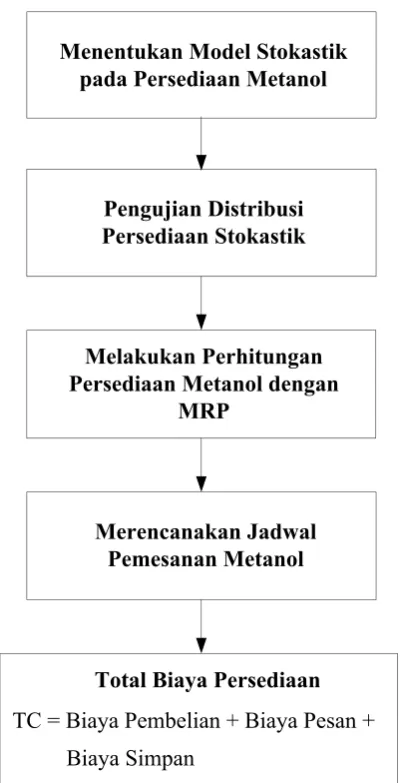
Berdasarkan permasalahan tersebut, penulis melakukan penelitian mengenai pengendalian persediaan metanol dengan menggunakan metode MRP atau Material Requirement Planning, dimana metode MRP bertujuan untuk merencanakan kebutuhan bahan dan merencanakan jadwal pemesanan bahan yang akan dilakukan.
1.2. Perumusan Masalah
Berdasarkan latar belakang yang dikemukakan di atas, maka perumusan masalah yang diperoleh antara lain:
1. Merencanakan bagaimana mengendalikan persediaan metanol agar tidak terjadi keterlambatan dalam pemesanan.
2. Mengetahui berapa besar penghematan yang dapat dilakukan dengan menggunakan metode yang diusulkan.
1.3. Tujuan dan Manfaat Penelitian 1.3.1. Tujuan Penelitian
Adapun tujuan umum dari penelitian ini adalah mampu mengendalikan persediaan metanol agar tidak terjadi keterlambatan dalam melakukan pemesanan.
Tujuan khusus dari penelitian ini adalah:
1. Menentukan model stokastik pada persediaan metanol.
2. Merencanakan pengendalian persediaan metanol yang tepat untuk dilakukan. 3. Membandingkan metode yang digunakan perusahaan dengan metode yang
diusulkan.
1.3.2. Manfaat Penelitian
Adapun manfaat penelitian yang dapat diperoleh antara lain:
2. Mengoptimumkan persediaan metanol agar tidak terjadi keterlambatan dalam pemesanan.
3. KSO PT. Pamina Adolina – PT. Ganesha Energy 77 dapat menentukan kebijaksanaan dalam penyusunan anggaran yang lebih baik.
1.4. Batasan Masalah dan Asumsi 1.4.1. Batasan Masalah
Adapun batasan masalah yang digunakan pada penelitian ini antara lain: 1. Penelitian dilakukan di pabrik biodiesel KSO PT. Pamina Adolina – PT.
Ganesha Energy 77 Perbaungan.
2. Perhitungan pengendalian persediaan hanya dilakukan terhadap bahan penolong berupa metanol.
3. Perhitungan dan pengolahan data dilakukan berdasarkan data permintaan biodiesel tahun 2009.
4. Ukuran lot untuk sekali pemesanan metanol adalah sebesar 7000 liter.
5. Metode yang digunakan untuk merencanakan pengendalian persediaan adalah metode MRP.
1.4.2. Asumsi
Asumsi-asumsi yang digunakan dalam penelitian antara lain: 1. Biaya pemesanan dan penyimpanan diketahui.
2. Harga bahan selama penghitungan konstan.
4. Bahan yang dipesan diterima dalam satu kelompok.
1.5. Sistematika Penulisan Laporan Tugas Sarjana
Penulisan laporan tugas akhir ini nantinya akan dikelompokkan ke dalam beberapa bab. Adapun sistematika penulisan laporan tersebut antara lain:
BAB I : PENDAHULUAN
Berisikan latar belakang permasalahan, perumusan masalah, tujuan dan manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian, serta sistematika penulisan laporan.
BAB II : GAMBARAN UMUM PERUSAHAAN
Menguraikan secara singkat gambaran perusahaan secara umum meliputi sejarah perusahaan, struktur organisasi, proses produksi, dan informasi lainnya.
BAB III : LANDASAN TEORI
Menjelaskan teori-teori yang digunakan dalam pengambilan data maupun untuk mendapatkan pemecahan dari masalah yang diteliti.
BAB IV : METODOLOGI PENELITIAN
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Memuat dan mengumpulkan data detail yang berasal dari perusahaan dan literatur mengenai penelitian yang dilakukan, serta pengolahan data yang dilakukan sebagai dasar pada pembahasan masalah.
BAB VI : ANALISA PEMECAHAN MASALAH
Menganalisa hasil perhitungan dari pengolahan data yang telah dilakukan sebelumnya dan kemudian mendapatkan pemecahan masalah.
BAB VII : KESIMPULAN DAN SARAN
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Kerja Sama Operasi (KSO) PT. Pamina Adolina – PT. Ganesha Energy 77 merupakan kerja sama usaha dalam memproduksi biodiesel antara PT. Pamina Adolina dengan PT. Ganesha Energy 77. PT. Pamina Adolina merupakan anak perusahaan PT. Perkebunan Nusantara IV (Persero) yang bergerak di bidang pengolahan Crude Palm Oil (CPO) menjadi minyak goreng, sedangkan PT. Ganesha Energy 77 merupakan produsen biodiesel Indonesia.
Kerja sama ini merupakan perwujudan pembangunan industri biodiesel di Indonesia. Setelah merasakan beban berat subsidi Bahan Bakar Minyak (BBM) pada Anggaran Pendapatan Belanja Negara (APBN) dan pukulan telak terhadap ekonomi akibat kenaikan BBM pada tanggal 1 Oktober 2005, terlihat kesadaran bersama telah tumbuh untuk mewujudkan industri biodiesel. Presiden, Wakil Presiden, Menteri, para CEO BUMN dan banyak pihak lainnya telah bersepakat bahwa industri biodiesel layak diprioritaskan. Berdasarkan instruksi Presiden kepada Menteri Negara BUMN melalui Inpres Nomor 1 tahun 2006 mendorong BUMN untuk mengembangkan bahan bakar nabati. Melihat perkembangan situasi tersebut, PT. Perkebunan Nusantara IV (Persero) bersinergi dengan PT. Ganesha Energy 77 untuk segera mewujudkan industri biodiesel.
PT. Perkebunan Nusantara IV (Persero) dan investasi pabrik biodiesel tersebut akan menjadi lingkup kerja PT. Ganesha Energy 77. Untuk lokasi pabrik, bahan baku dan utilitas disuplai oleh pihak PTPN IV. Dalam hal ini PT. Pamina Adolina Perbaungan dipilih sebagai pabrik biodiesel KSO. Semula PT. Pamina Adolina merupakan pabrik yang bergerak di bidang produksi CPO menjadi minyak goreng, tetapi karena semakin tingginya persaingan minyak goreng di Sumatera Utara menyebabkan produksi minyak goreng PT. Pamina Adolina mengalami penurunan sehingga pendapatan PT. Pamina Adolina juga mengalami penurunan. Dengan alasan tersebut, PT. Pamina Adolina dipilih untuk menjadi pabrik biodiesel KSO yang nantinya diharapkan mampu menghasilkan pendapatan yang tinggi dengan hasil penjualan biodiesel.
Pabrik dengan kapasitas 8.000 liter/hari dimaksudkan sebagai tahap kerjasama awal dan merupakan bagian tak terpisahkan dengan rencana pembangunan pabrik serupa dengan kapasitas yang lebih besar. Pabrik biodiesel ini mulai dibangun pada bulan April 2006 dan produksi perdana (commissioning)
pada bulan Agustus 2006. Pabrik mulai berproduksi pada bulan September 2006 dan produknya telah digunakan di seluruh pabrik kelapa sawit PTPN IV.
2.2. Ruang Lingkup Bidang Usaha
Penamaan biodiesel mengikuti rasio antara biodiesel dengan petroleum diesel yang dipergunakan untuk menjalankan mesin-mesin. B-2 berarti campuran antara 2% biodiesel dengan 98% petroleum diesel, demikian pula B-20 adalah campuran antara 20% biodiesel dengan 80% petroleum diesel.
Biodiesel yang diproduksi oleh KSO PT. Pamina Adolina – PT. Ganesha Energy 77 dengan kapasitas produksi 8.000 liter/hari terhitung sangat kecil dalam industri bahan bakar. Dibandingkan dengan tingkat konsumsi nasional yang mencapai 73 juta liter/hari. Konsumsi minyak diesel PTPN IV sendiri saat ini berkisar 1,5 juta liter/bulan atau 50 ribu liter/hari. Dengan adanya biodiesel B-20, PTPN IV akan mampu menyerap 10 ribu liter/hari. Dengan kalkulasi tersebut, produksi biodiesel diperkirakan seluruhnya dapat diserap oleh kebutuhan PTPN IV sendiri.
Untuk kedepannya, pabrik biodiesel KSO berencana untuk memasarkan biodiesel ke tataran nasional, yaitu kepada Pertamina sebagai produsen tunggal petroleum diesel nasional dengan harga yang mengacu kepada harga solar impor. Disamping itu, produk biodiesel juga memiliki peluang untuk pasar ekspor antara lain Jepang dan negara-negara Eropa.
2.3. Lokasi Perusahaan
seluas 3,5 hektar dimana lokasi ini juga merupakan lokasi PT. Pamina Adolina. Pemilihan lokasi ini didasarkan pada beberapa hal, antara lain:
1. Terletak di tepi jalan raya lintas Sumatera, sehingga mempermudah pengangkutan bahan baku dan produk.
2. Mempunyai sumber air yang cukup untuk memenuhi kebutuhan pabrik, karena lokasi pabrik sekitar 1,5 km dari Sungai Ular.
3. Keadaan tanahnya rata dan keras serta tidak dijumpai daerah rawa dan perbukitan.
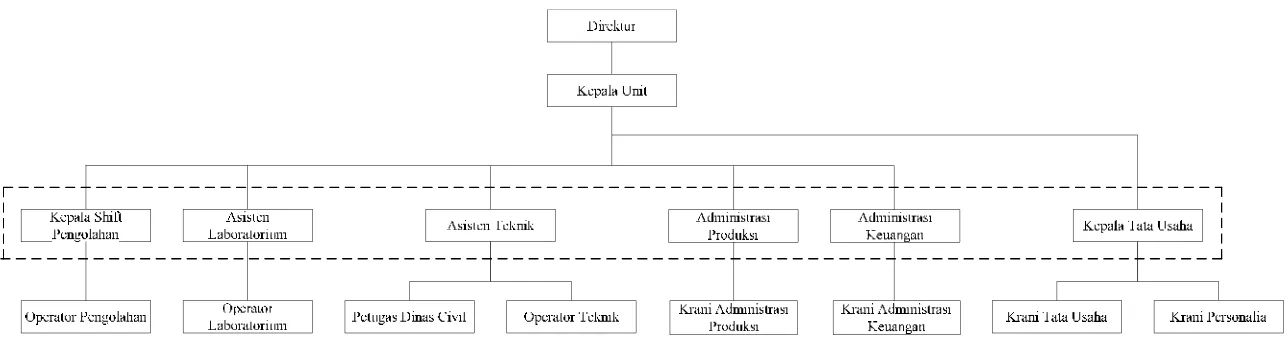
2.4. Organisasi dan Manajemen Perusahaan 2.4.1. Struktur Organisasi
2.4.2. Uraian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab dari masing-masing bagian yang terdapat pada struktur organisasi KSO PT. Pamina Adolina – PT. Ganesha Energy 77 dijelaskan sebagai berikut :
1. Direktur
Direktur merupakan pimpinan tertinggi yang diangkat oleh dewan komisaris. Adapun tugas dan tanggung jawab direktur antara lain:
a. Memimpin dan membina perusahaan secara efektif dan efisien.
b. Menyusun dan melaksanakan kebijakan umum pabrik sesuai dengan kebijakan RUPS (Rapat Umum Pemegang Saham).
c. Memelihara kekayaan perseroan terbatas.
d. Mewakili perusahaan mengadakan perjanjian-perjanjian, merencanakan dan mengawasi pelaksanaan tugas personalia yang bekerja pada perusahaan.
e. Menetapkan besarnya deviden perusahaan. f. Mengangkat dan memberhentikan karyawan.
2. Kepala Unit
Tugas dan tanggung jawab kepala unit antara lain:
a. Merencanakan kegiatan operasional yang berhubungan dengan proses produksi.
b. Mengarahkan kegiatan-kegiatan kepada masing-masing asisten.
d. Mengorganisir dan mengendalikan semua kegiatan yang berhubungan dengan proses produksi.
e. Melaporkan data kegiatan produksi kepada direksi.
f. Menandatangani dan mengecek dokumen, formulir dan laporan sesuai dengan sistem prosedur yang berlaku.
3. Kepala Shift Pengolahan
Kepala shift pengolahan memiliki tugas dan tanggung jawab sebagai berikut:
a. Mengawasi semua aktivitas proses pengolahan yang dilakukan personil pengolahan.
b. Mengidentifikasi semua kegiatan yang berhubungan dengan proses pengolahan.
c. Bertanggung jawab terhadap semua aktivitas pengolahan. d. Membuat laporan kerja harian proses pengolahan.
e. Membuat daftar kebutuhan bahan dan peralatan yang diperlukan pada proses pengolahan.
f. Mengajukan saran dan usulan kepada kepala unit untuk meningkatkan efesiensi pabrik.
g. Mengendalikan proses pengolahan sesuai dengan spesifikasi yang telah ditetapkan.
4. Asisten Laboratorium
Asisten laboratorium memiliki tugas dan tanggung jawab sebagai berikut: a. Mengawasi dan mengidentifikasi penerimaan bahan baku dan proses
pengolahan produksi.
b. Memeriksa mutu bahan baku dan hasil produksi.
c. Membimbing semua personil yang ada di laboratorium.
d. Melaksanakan penelitian dan pengujian terhadap proses untuk menghasilkan produk baru.
e. Memeriksa hasil laporan dan pengujian penerimaan bahan baku dan produk akhir.
f. Memeriksa peralatan yang terdapat di laboratorium dan memonitor pemakaian bahan kimia.
5. Asisten Teknik
Asisten teknik memiliki tugas dan tanggung jawab sebagai berikut:
a. Menjamin bahwa semua aktivitas yang dilakukan di bagian teknik dan dinas civil sesuai dengan prosedur.
b. Mengajukan permintaan peralatan untuk kepentingan teknik. c. Bertanggung jawab terhadap pemakaian spare part.
d. Bertanggung jawab terhadap pelaksanaan perbaikan mesin dan peralatan pabrik.
6. Administrasi Produksi
Administrasi produksi memiliki tugas dan tanggung jawab sebagai berikut: a. Mengecek laporan harian produksi.
b. Mengecek laporan jam kerja produksi.
c. Bertanggung jawab terhadap pemakaian peralatan produksi. d. Bertanggung jawab terhadap laporan produksi.
e. Mengawasi proses permintaan barang, penyimpanan dan pengeluaran produk dari gudang.
f. Mengkoordinir pekerjaan personel administrasi produksi.
7. Administrasi Keuangan
Administrasi keuangan memiliki tugas dan tanggung jawab sebagai berikut:
a. Mengecek laporan harian keuangan produksi. b. Mengecek laporan biaya peralatan produksi.
c. Bertanggung jawab terhadap laporan keuangan produksi. d. Mengkoordinir pekerjaan personel administrasi keuangan. e. Melaksanakan administrasi kas dan bank.
8. Kepala Tata Usaha
Kepala tata usaha (KTU) memiliki tugas dan tanggung jawab sebagai berikut:
b. Membuat laporan keuangan bulanan.
c. Mengkoordinir pekerjaan bidang keuangan.
d. Mengkoordinir proses pembukuan untuk laporan bulanan. e. Melaksanakan evaluasi bulanan, semesteran dan tahunan. f. Melaksanakan dan mengawasi proses financial.
9. Operator Pengolahan
Operator pengolahan memiliki tugas dan tanggung jawab sebagai berikut: a. Menjalankan semua aktivitas proses pengolahan dari bahan baku masuk
sampai menghasilkan produk jadi.
b. Bertanggung jawab terhadap aktivitas pengolahan kepada Kepala Shift Pengolahan.
c. Membuat laporan kerja harian proses pengolahan.
d. Mengajukan saran dan usulan kepada Kepala Shift Pengolahan untuk meningkatkan efesiensi pabrik.
10. Operator Laboratorium
Operator laboratorium memiliki tugas dan tanggung jawab sebagai berikut:
a. Melakukan analisa sampel terhadap bahan yang akan diproduksi. b. Membuat laporan harian analisa laboratorium.
d. Bertanggung jawab terhadap penggunaan peralatan laboratorium.
11. Petugas Dinas Civil
Petugas dinas civil memiliki tugas dan tanggung jawab sebagai berikut: a. Mengatur kendaraan bagi pimpinan dan karyawan perusahaan.
b. Mengecek kendaraaan dan melaporkan kerusakan kapada Asisten Teknik. c. Membuat permintaan spare partkendaraan.
d. Membuat laporan pemakaian BBM dan pelumas. e. Menjaga kebersihan perusahaan.
12. Operator Teknik
Operator teknik memiliki tugas dan tanggung jawab sebagai berikut: a. Mengajukan permintaan bahan dan barang kelistrikan.
b. Mengecek pemeliharaan panel pabrik dan instalasi listrik perusahaan. c. Mengajukan kebutuhan alat kerja teknik listrik.
d. Bertanggung jawab terhadap pemakaian peralatan kelistrikan. e. Bertanggung jawab terhadap peralatan gudang.
13. Krani Administrasi Produksi
Krani administrasi produksi memiliki tugas dan tanggung jawab sebagai berikut:
c. Membuat laporan penerimaan bahan.
d. Bertanggung jawab terhadap pemakaian peralatan produksi.
14. Krani Administrasi Keuangan
Krani administrasi keuangan memiliki tugas dan tanggung jawab sebagai berikut:
a. Membuat laporan harian keuangan produksi. b. Membuat laporan biaya peralatan produksi.
c. Bertanggung jawab terhadap laporan keuangan produksi.. d. Melaksanakan administrasi kas dan bank.
15. Krani Tata Usaha
Krani tata usaha memiliki tugas dan tanggung jawab sebagai berikut: a. Membuat bukti penerimaan uang dari Kantor Pusat.
b. Membuat bukti pengeluaran kas dari bank. c. Membuat daftar premi dan lembur.
d. Memeriksa biaya pemeliharaan pabrik.
e. Membuat evaluasi pemakaian biaya per bulan. f. Bertanggung jawab kepada kepala tata usaha.
16. Krani Personalia
b. Menyimpan dan memelihara catatan-catatan arsip dan dokumen surat-surat bidang Personalia/Umum.
c. Menyelesaikan data-data penilaian karyawan untuk kenaikan golongan setiap akhir tahun dan membuat surat teguran, peringatan dan PHK.
d. Mengkoordinir urusan kegiatan sosial dan kunjungan tamu. e. Mengkoordinir kegiatan personil securitydan poliklinik.
2.5. Jumlah Tenaga Kerja dan Jam Kerja
Tenaga kerja yang digunakan pada pabrik biodiesel KSO PT. Pamina Adolina – PT. Ganesha Energy 77 merupakan gabungan tenaga kerja dari KSO, Pamina dan outsourcing dengan jam kerja yang disesuaikan dengan ketetapan perusahaan. Berikut uraian jumlah tenaga kerja dan jam kerjanya.
2.5.1. Jumlah Tenaga Kerja
Tabel 2.1. Pembagian Karyawan di Pabrik Biodiesel KSO
No. Bagian Karyawan
KSO Pamina Outsourcing
1 Pimpinan 1 -
-2 Administrasi 2 1
-3 Produksi 2 4
-4 Laboratorium - 3 1
5 Gudang - 1
-13 Cleaning Service - 3 1
Jumlah 5 22 16
Sumber : Administrasi Produksi KSO Pamina-GE 77
Berdasarkan pembagian karyawan di atas, diperoleh bahwa jumlah keseluruhan karyawan pabrik biodiesel KSO PT. Pamina Adolina – PT. Ganesha Energy 77 adalah sebanyak 43 orang.
2.5.2. Jam Kerja
a. Karyawan kantor, yang terdiri dari karyawan administrasi, tata usaha, teknik, poliklinik, timbangan dan bengkel mulai bekerja pada pukul 08.00 – 17.00 WIB dengan waktu istirahat pukul 12.00 – 14.00 WIB.
b. Karyawan produksi dan laboratorium dibagi atas dua shift kerja dan dilakukan pertukaran shift setiap minggunya. Pembagian shift kerja karyawan produksi dan laboratorium antara lain:
1. Shift I, bekerja pada pukul 08.00 – 16.00 WIB dengan waktu istirahat selama 2 jam yang disesuaikan oleh karyawan sendiri secara bergantian. 2. Shift II, bekerja pada pukul 16.00 – 24.00 WIB dengan waktu istirahat
selama 2 jam yang disesuaikan oleh karyawan sendiri secara bergantian. Pekerjaan yang dilakukan di luar jam kerja dinyatakan sebagai kerja lembur dan banyaknya lembur tergantung pada proses pengolahan yang dibutuhkan. c. Security mempunyai 3 shift kerja setiap harinya. Tiap 1 shift terdapat 3
personil security yang bertugas menjaga keamanan pabrik. Pembagian shift tersebut antara lain:
1. Shift I, bekerja pada pukul 08.00 – 16.00 WIB dengan waktu istirahat selama 1 jam yang disesuaikan oleh karyawan sendiri secara bergantian. 2. Shift II, bekerja pada pukul 16.00 – 24.00 WIB dengan waktu istirahat
selama 1 jam yang disesuaikan oleh karyawan sendiri secara bergantian. 3. Shift III, bekerja pada pukul 24.00 – 08.00 WIB dengan waktu istirahat
2.6. Sistem Pengupahan dan Fasilitas yang Digunakan
Sistem pengupahan dan fasilitas yang diperoleh karyawan pabrik biodiesel KSO PT. Pamina Adolina – PT. Ganesha Energy 77 disesuaikan dengan kebijakan perusahaan penyedia tenaga kerja masing-masing. Berikut uraian sistem pengupahan dan fasilitas yang diperoleh karyawan.
2.6.1. Sistem Pengupahan
Sistem pengupahan yang dilakukan pada pabrik biodiesel KSO PT. Pamina Adolina – PT. Ganesha Energy 77 disesuaikan dengan kebijakan perusahaan penyedia tenaga kerja masing-masing. Setiap perusahaan mempunyai kebijakan yang berbeda dalam sistem pengupahan karyawannya. Kebijakan masing-masing perusahaan dalam sistem pengupahan antara lain:
1. KSO (Kerja Sama Operasi)
Sistem pengupahan dilakukan dengan melihat absensi karyawan per harinya. Pengupahan karyawan dilakukan setiap bulannya oleh pihak KSO kecuali untuk karyawan honor. Pengupahan karyawan KSO dibedakan menjadi 3 bagian, antara lain:
a. Gaji untuk pimpinan per bulannya sebesar Rp. 6.000.000
b. Gaji untuk karyawan administrasi dan produksi per bulannya sebesar Rp. 1.100.000
2. PT. Pamina Adolina
Karyawan PT. Pamina Adolina yang bekerja di pabrik biodiesel KSO adalah karyawan golongan IA dan karyawan pensiunan. Untuk karyawan yang masih produktif (golongan IA) diberikan gaji pokok per bulannya ditambah dengan tunjangan tetap sebesar 25% dari gaji pokok serta tunjangan khusus yang mendukung kegiatan produksi. Untuk karyawan yang bekerja di luar jam kerja dan hari libur memperoleh uang lembur sesuai dengan golongan pekerjanya.
Untuk karyawan pensiunan, upah diberikan sesuai dengan UMP (Upah Minimum Provinsi) sebesar Rp. 905.000 dan ditambah dengan tunjangan khusus yang mendukung kegiatan produksi.
3. Perusahaan Outsourcing
Sistem pengupahan yang dilakukan perusahaan outsourcing kepada karyawannya mengacu kepada UMP (Upah Minimum Provinsi) sesuai dengan Keputusan Gubernur No. 561/4213/K/2008 yaitu sebesar Rp. 905.000. Bagi karyawan outsourcing tidak diberlakukan jam lembur sehingga upah lembur dan tunjangan karyawan ditiadakan.
2.6.2. Fasilitas Lainnya
KSO dan PT. Pamina Adolina memberikan fasilitas-fasilitas penunjang kegiatan produksi untuk kesejahteraan karyawannya. Sedangkan perusahaan
Adapun fasilitas-fasilitas yang diberikan KSO dan PT. Pamina Adolina kepada karyawannya antara lain:
1. Jaminan Sosial Tenaga Kerja (Jamsostek)
Karyawan KSO dan PT. Pamina Adolina diikutsertakan dalam program Jamsostek sesuai dengan ketentuan UU No. 3 Tahun 1992 tentang Jamsostek. Program Jamsostek untuk karyawan terdiri dari jaminan kecelakaan kerja, jaminan hari tua dan jaminan kematian.
2. Koperasi Karyawan
KSO dan PT. Pamina Adolina menyediakan koperasi bagi karyawannya. Koperasi tersebut berfungsi untuk membantu keuangan dan penyediaan pangan bagi karyawan.
3. Tunjangan Hari Raya Keagamaan
KSO dan PT. Pamina Adolina memberikan tunjangan hari raya keagamaan bagi karyawan yang merayakannya. Tunjangan tersebut tidak termasuk ke dalam gaji pokok dan tunjangan tetap lainnya.
4. Program Pensiun
Karyawan KSO dan PT. Pamina Adolina diikutsertakan dalam program jaminan hari tua atau pensiun yang diselenggarakan oleh Dana Pensiun Perkebunan (Dapenbun).
5. Pembinaan Rohani dan Jasmani
masing-masing karyawan. Dan juga perusahaan menyediakan sarana olah raga untuk menjaga kebugaran para karyawan.
6. Pemilikan Rumah Karyawan
KSO dan PT. Pamina Adolina memberikan tempat tinggal berupa rumah karyawan selama karyawan tersebut masih bekerja di pabrik biodiesel KSO PT. Pamina Adolina – PT. Ganesha Energy 77.
2.7. Proses Produksi
Biodiesel adalah senyawa ester alkil dari minyak nabati dengan alkohol yang dihasilkan melalui proses transesterifikasi/esterifikasi dan mempunyai sifat fisika mendekati minyak solar/diesel. Minyak nabati atau lemak hewan yang direaksikan dengan alkohol akan menghasilkan senyawa kimia yang disebut sebagai Fatty Acid Methyl Esters(FAME).
Biodiesel (methyl ester) terbentuk melalui reaksi antara senyawa ester (CPO) dengan senyawa alkohol (metanol) sehingga terbentuk senyawa ester baru (methyl ester). Produksi biodiesel atau alkil ester sudah banyak dikenal, terdapat dua cara pembuatan biodiesel dari minyak atau lemak, yaitu:
1. Reaksi transesterifikasi minyak dan alkohol dengan katalis basa. 2. Reaksi esterifikasi minyak dan alkohol dengan katalis asam.
reaksi ke kanan biasanya menggunakan alkohol berlebihan. Menurut Ari Rahmadi (2004) mekanisme reaksinya adalah sebagai berikut:
Reaksi esterifikasi adalah suatu reaksi antara asam karboksilat dan alkohol membentuk ester. Turunan asam karboksilat membentuk ester asam karboksilat. Ester asam karboksilat ialah suatu senyawa yang mengandung gugus CO2R
dengan R dapat berupa alkil maupun aril. Esterifikasi dikatalisis asam dan bersifat dapat balik. Reaksi esterifikasi mengkonversi asam lemak bebas yang terkandung di dalam trigliserida menjadi metil ester. Adapun mekanisme reaksinya sebagai berikut:
1. Suhu operasi rendah (650C) dan tekanan operasi juga rendah (1,36 atm) 2. Konversi tinggi (98%) dengan waktu reaksi dan reaksi samping minimal. 3. Konversi langsung metil ester tanpa ada reaksi antara.
4. Bahan konstruksi pabrik yang diperlukan murah.
Dalam proses produksi biodiesel terdapat 2 cara yang umum dilakukan, yaitu:
1. Proses batch, yaitu proses pengolahan biodiesel yang dilakukan setelah sejumlah bahan telah dikumpulkan dalam waktu dan tempat yang telah ditentukan. Proses ini digunakan untuk skala kecil dan biasanya skala industri rumah tangga.
2. Proses kontinu, yaitu proses pengolahan untuk melanjutkan proses pengolahan biodiesel sebelumnya yang sudah berjalan. Proses ini digunakan untuk skala menengah dan besar, dan biasanya untuk skala industri dan produknya sebagai bahan bakar mesin diesel.
Pada pabrik biodiesel KSO PT. Pamina Adolina – PT. Ganesha Energy 77 menggunakan proses produksi dengan sistem batch.
2.7.1. Standar Mutu Produk
Kualitas bahan baku yang digunakan sangat menentukan kualitas produk yang dihasilkan. Oleh karena itu, bahan baku berupa Crude Palm Oil (CPO) dan stearin harus memenuhi standar mutu yang telah ditetapkan perusahaan. Standar mutu bahan baku yang ditetapkan KSO PT. Pamina Adolina – PT. Ganesha Energy 77 dapat dilihat pada Tabel 2.2.
Tabel 2.2. Standar Mutu Bahan Baku Biodiesel
No. Komponen Syarat Mutu
CPO RBD Stearin 1 Free Fatty Acid (FFA) Max. 5% Max. 0,05%
2 Kadar Air (Moisture) Max. 0,2% Max. 0,2%
3 Kadar Kotoran (Impurities) Max. 0,05% Max. 0,05%
4 Bilangan Iodium (IV) 49-51 Min. 30
Sumber : Laboratorium PT. Pamina Adolina
Produk berupa biodiesel yang dihasilkan harus memenuhi standar mutu biodiesel nasional (National Biodiesel Standard), yaitu SNI 04-7182-2006. Parameter-parameter yang digunakan untuk memenuhi standar tersebut dapat dilihat pada Tabel 2.3.
Tabel 2.3. National Biodiesel StandardSNI 04-7182-2006
No. Parameter Unit Value Method
Tabel 2.3. National Biodiesel Standard... (Lanjutan)
No. Parameter Unit Value Method
8 Water and Sediment %-vol. Max. 0,05 ASTM D 2709 or ASTM D 1796
9
Carbon Residu
1. Sample
2. 10% dist. residu
%-massa
Max. 0,05 Max. 0,3
ASTM D 4530
10 Distillation Temperature, 90% recovered
0
C Max. 360 ASTM D 1160
11 Copper Strip Corrosion
(3 hr, 500C) Max. 3 ASTM D 130 14 Free Glycerin %-massa Max. 0,02 AOCS Ca 14-56
orASTM D 6584 15 Ester Content %-massa Min. 96,5 Calculated
16 Total Glycerin(Gttl) %-massa Max. 0,24
AOCS Ca 14-56
orASTM D 6584 17 Iodine Number %-massa
(g-I2/100 g) Max. 115 AOCS Cd 1-25 18 Halphen Test Negative AOCS Cb 1-25 Sumber : Tim Studi Pengembangan Teknologi Biodiesel
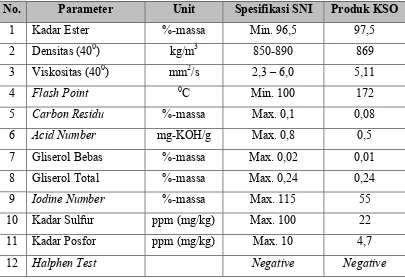
Tabel 2.4. Standar Biodiesel Produk KSO dengan SNI Biodiesel
No. Parameter Unit Spesifikasi SNI Produk KSO
1 Kadar Ester %-massa Min. 96,5 97,5
2 Densitas (400) kg/m3 850-890 869
3 Viskositas (400) mm2/s 2,3 – 6,0 5,11
4 Flash Point 0C Min. 100 172 5 Carbon Residu %-massa Max. 0,1 0,08 6 Acid Number mg-KOH/g Max. 0,8 0,5
7 Gliserol Bebas %-massa Max. 0,02 0,01
8 Gliserol Total %-massa Max. 0,24 0,24
9 Iodine Number %-massa Max. 115 55
10 Kadar Sulfur ppm (mg/kg) Max. 100 22
11 Kadar Posfor ppm (mg/kg) Max. 10 4,7
12 Halphen Test Negative Negative
Sumber : Laboratorium KSO Pamina – GE 77
2.7.2. Bahan yang Digunakan
Bahan-bahan yang digunakan dalam proses produksi biodiesel di KSO PT. Pamina Adolina – PT. Ganesha Energy 77 diklasifikasikan ke dalam dua jenis, yaitu bahan baku dan bahan penolong.
2.7.2.1. Bahan Baku
2.7.2.2.Bahan Penolong
Bahan penolong adalah bahan-bahan yang diperlukan dalam memperlancar penyelesaian suatu produk dimana keberadaan bahan penolong tidak mengurangi nilai tambah produk yang dihasilkan dan bahan penolong ini tidak terdapat pada produk akhir atau tidak dapat dibedakan secara jelas pada produk jadi. Bahan penolong yang digunakan pada proses pengolahan biodiesel antara lain:
1. Metanol, berfungsi sebagai pelarut dalam campuran. 2. Sodium Methylate, berfungsi sebagai katalis basa.
3. Asam sitrat atau asam posfat, berfungsi untuk mempercepat pH air menjadi normal pada unit pencucian biodiesel.
4. Air, berfungsi sebagai pencuci biodiesel.
2.7.3. Uraian Proses
Proses pengolahan biodiesel melalui beberapa tahapan pokok, yang terdiri atas unit metoksida, unit transesterifikasi, unit pemurnian dan unit penyimpanan.
2.7.3.1. Unit Metoksida
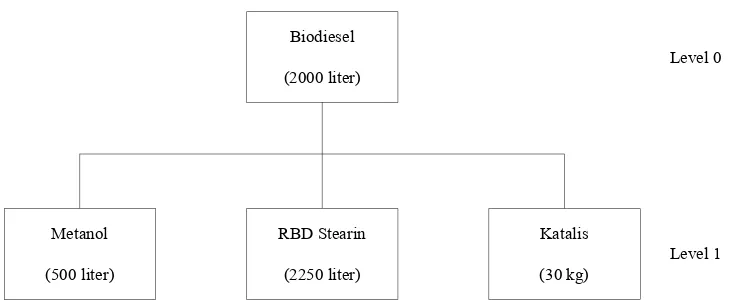
Unit ini diperuntukkan sebagai sarana untuk mempersiapkan pencampuran antara metanol dan katalis basa, yaitu sodium methylate. Metanol yang berasal dari tangki metanol (T-423) dialirkan ke tangki mixer sebanyak 500 liter dengan menggunakan pompa sentrifugal, kemudian dimasukkan sodium methylate
antara metanol dengan sodium methylate selama 15-30 menit sehingga terbentuklah metoksida yang kemudian dialirkan ke tangki penyimpanan metoksida (T-115).
2.7.3.2. Unit Transesterifikasi
Terdapat dua tahapan proses pada unit transesterifikasi, yaitu transesterifikasi tahap pertama dan transesterifikasi tahap kedua. Adapun tahapan prosesnya antara lain:
1. Transesterifikasi I
2. Transesterifikasi II
Biodesel yang telah dialirkan ke reaktor R-114 mengalami penyempurnaan kembali, yaitu dengan mengalirkan sisa metoksida dari tangki metoksida sebanyak 100 liter ke dalam reaktor R-114. Temperatur reaktor tetap terjaga pada 50-600C dan tidak lebih dari 600C. Kemudian dihidupkan agitator untuk melakukan pengadukan selama 1 jam. Setelah itu agitator dihentikan dan dilakukan settling kembali selama 1 jam hingga terjadi pemisahan antara fase biodiesel dengan fase gliserol. Pemisahan ini dapat juga dilakukan dengan melihat perbedaan warna, dimana gliserol berwarna merah kecoklatan sedangkan biodiesel berwarna putih kebeningan. Selanjutnya fase gliserol yang sudah terpisah dialirkan ke tangki T-121 dan kemudian dialirkan ke tangki gliserol
storage (T-287), sedangkan fase biodiesel dialirkan ke tangki T-280 untuk dilakukan tahap pencucian.
2.7.3.3. Unit Pemurnian
Unit pemurnian terdiri dari tangki pencucian dan tangki pengeringan dengan menggunakan vakum.
1. Tangki Pencucian
diketahui berdasarkan tingkat kebeningan air hasil pencucian. Untuk mempercepat pencapaian pH normal dan mengurangi terbentuknya emulsi pada biodiesel, pada larutan tersebut ditambahkan larutan asam lemah, yaitu asam sitrat (citric acid) atau asam posfat (phosphoric acid).
Masalah utama dalam proses pencucian ini adalah terbentuknya emulsi sabun pada larutan biodiesel yang sangat mengganggu dalam proses pemisahan sehingga hal-hal yang menyebabkan terjadinya kemungkinan terbentuknya sabun harus dihindari.
Adapun tahapan-tahapan pencucian sebagai berikut: a. Tahap Pertama
Biodiesel dari reaktor R-114 dialirkan ke tangki T-280 dengan menggunakan pompa sentrifugal. Sebelumnya disiapkan terlebih dahulu air hangat ke dalam 2 drum atau sekitar 500 liter dan ditambahkan asam sitrat sebanyak 500 ml kemudian dialirkan ke tangki T-280 tanpa diaduk. Dilakukan penyettlingan selama 30 menit. Setelah 30 menit, kran tangki T-280 dibuka untuk mengeluarkan air kotor yang dialirkan ke drum penampungan, kemudian dicek apakah jumlah air yang keluar sama dengan jumlah air yang masuk dan apakah terbentuk emulsi atau tidak, kemudian dicatat pH air. Jika masih terbentuk sabun atau emulsi dan pH air belum mencapai 7, maka dilakukan pencucian kembali. b. Tahap Kedua
penyettlingan selama 30 menit. Setelah 30 menit kran tangki T-280 dibuka kembali untuk mengeluarkan air kotor yang langsung dialirkan ke bak penampungan air kotor. Dicek juga apakah jumlah air yang keluar sama dengan jumlah air yang masuk dan apakah terbentuk emulsi atau tidak kemudian dicatat pH air. Jika masih terbentuk sabun atau emulsi dan pH air belum mencapai 7, maka diulangi pencucian.
c. Tahap Ketiga
Proses tahap ketiga ini sama dengan proses pada tahap pertama dan tahap kedua. Dimasukkan air hangat sebanyak 2 drum yang telah ditambahkan asam sitrat ke dalam tangki T-280 sambil diaduk. Dilakukan juga penyettlingan selama 30 menit. Setelah 30 menit, kran tangki T-280 dibuka untuk mengeluarkan air kotor dengan mengecek apakah jumlah air yang keluar sama dengan jumlah air yang masuk dan apakah terbentuk emulsi atau tidak kemudian dicatat pH air. Jika pH air mendekati 7 atau antara 6-8, biodiesel ditransfer ke tangki T-281 (buffer tank). Jika masih terbentuk sabun atau emulsi dan pH air belum mencapai 7, maka ulangi pencucian dengan pengadukan.
d. Tahap Keempat
dilanjutkan ke tangki pengeringan (evaporator tank). Buffer tank ini mampu menampung biodiesel sebanyak 10.000 liter atau sekitar 5 batch.
2. Tangki Pengeringan
Biodiesel yang berasal dari T-281 dialirkan secara gravitasi ke tangki
evaporator (V-282) yang dioperasikan dalam keadaan vakum yaitu 40 cmHg dengan pompa vakum tipe liquid ring, kemudian tangki V-282 dipanaskan sampai temperatur 90-1000C dengan steam. Uap air yang terbentuk akan terisap oleh vakum sehingga biodiesel tetap terjaga kemurniannya. Setelah biodiesel dalam keadaan bening atau kandungan air sekitar 500 ppm, biodiesel selanjutnya dialirkan menuju biodiesel storageuntuk penyimpanan.
2.7.3.4. Unit Penyimpanan
Unit penyimpanan berfungsi untuk menyimpan produk biodiesel sebelum dipasarkan. Setelah biodiesel dalam keadaan bening pada tangki evaporator, biodiesel selanjutnya dialirkan ke unit penyimpanan dengan menggunakan pompa sentrifugal. Unit penyimpanan ini terdiri dari 3 tangki, yaitu 284, 285, dan T-286 dan kapasitas masing-masing tangki ini adalah 90.000 liter.
2.8. Mesin dan Peralatan
2.8.1. Mesin Produksi
Adapun spesifikasi mesin yang dipergunakan dalam proses pengolahan biodiesel dapat dilihat pada Tabel 2.5.
Tabel 2.5. Mesin Produksi Biodiesel
No. Nama Mesin Spesifikasi Fungsi
1 Pompa Esterifikasi
Tahun Pembelian 2006
Mengalirkan stearin dari tangki stearin menuju reaktor esterifikasi
Merek Grundfos
Tipe Sentrifugal
Cap. 15 m3/hr
Tekanan 0,84 kg/cm2
Jumlah 1 unit
2 Pompa
Transesterifikasi
Tahun Pembelian 2006
Mengalirkan biodiesel hasil transesterifikasi I ke reaktor transesterifikasi II
Merek Grundfos
Tipe Sentrifugal
Cap. 15 m3/hr
Tekanan 1,2 kg/cm2
Jumlah 1 unit
3 Pompa Air Proses
Tahun Pembelian 2006
Tekanan 1 kg/cm2
Jumlah 1 unit
4 Pompa Air
Pencuci Biodiesel
Tahun Pembelian 2006
Mengalirkan air pencuci biodiesel ke tangki pencucian biodiesel
Merek Grundfos
Tipe Sentrifugal
Cap. 1,5 m3/hr
Tekanan 1,4 kg/cm2
Tabel 2.5. Mesin Produksi ... (Lanjutan)
No. Nama Mesin Spesifikasi Fungsi
5 Pompa Biodiesel
Tahun Pembelian 2006
Mengalirkan biodiesel dari tangki pengeringan ke tangki penyimpanan biodiesel
Merek Grundfos
Tipe Sentrifugal
Cap. 1,5 m3/hr
Tekanan 2,1 kg/cm2
Jumlah 1 unit
6 Pompa Buffer Biodiesel
Tahun Pembelian 2006
Mengalirkan biodiesel dari hasil proses transesterifikasi II ke tangki bufferbiodiesel
Merek Grundfos
Tipe Sentrifugal
Cap. 3 m3/hr
Tekanan 0,9 kg/cm2
Jumlah 1 unit
7 Pompa Metanol
Tahun Pembelian 2006
Mengalirkan metanol ke tangki
mixer untuk dicampur dengan katalis
Merek Grundfos
Tipe Sentrifugal
Cap. 4,5 m3/hr
Tekanan 1,1 kg/cm2
Jumlah 1 unit
8 Pompa Metoksida
Tahun Pembelian 2006
Mengalirkan metoksida menuju reaktor esterifikasi untuk dicampur dengan stearin
Merek Grundfos
Tipe Sentrifugal
Cap. 4,5 m3/hr
Tekanan 1,1 kg/cm2
Tabel 2.5. Mesin Produksi ... (Lanjutan)
No. Nama Mesin Spesifikasi Fungsi
9
Pompa Penyimpanan
Gliserol
Tahun Pembelian 2006
Mengalirkan gliserol dari tangki timbun menuju tangki penyimpanan gliserol
Merek Grundfos
Tipe Sentrifugal
Cap. 0,5 m3/hr
Tekanan 1,1 kg/cm2
Jumlah 1 unit
10 Pompa Vakum
Tahun Pembelian 2006
Mengalirkan tekanan vakum ke tangki evaporator
Mengaduk stearin dengan metoksida di reaktor esterifikasi
Tipe Turbin
Mengaduk biodiesel dengan metoksida di reaktor transesterifikasi II
Mengaduk biodiesel dengan air pencuci di tangki pencucian
Tipe Turbin
Temp. 1200C
Putaran 80 rpm
Tabel 2.5. Mesin Produksi ... (Lanjutan)
No. Nama Mesin Spesifikasi Fungsi
14 AgitatorMetoksida
Tahun Pembelian 2006
Mengaduk metanol dengan katalis menghasilkan metoksia di tangki mixer
Tipe Turbin
Memberikan penerangan pada pabrik dan menggerakkan peralatan pabrik
Merek A. Van Kaick
Frekuensi 50 Hz
Mengangkat dan memindahkan drum bahan
Merek Yale
Kapasitas 3 ton
Jumlah 1 unit
2.8.2. Peralatan (Equipment)
Tabel 2.6. Peralatan Produksi Biodiesel
No. Nama Alat Spesifikasi Fungsi
1 Biodiesel
Storage Tank
Tahun Perolehan 2006
Sebagai tangki penyimpanan biodiesel
Kode Tangki T-284, T-285, T-286
Kapasitas 90 ton
Jumlah 3 unit
2 Gliserol
Storage Tank
Tahun Perolehan 2006
Sebagai tangki penyimpanan gliserol
Sebagai tangki penyimpanan stearin
Sebagai tangki penyimpanan metanol
Sebagai tangki cadangan penyimpanan metanol
Sebagai tangki pengeringan biodiesel
Kode Tangki V-282
Kapasitas 1 ton
Jumlah 1 unit
7 Buffer Biodiesel
Tank
Tahun Perolehan 2006
Sebagai tangki penyimpanan sementara biodiesel sebelum dialirkan ke washing tank
Kode Tangki T-281
Kapasitas 10 ton
Tabel 2.6. Peralatan Produksi ... (Lanjutan)
No. Nama Alat Spesifikasi Fungsi
8 Reaktor
Esterifikasi
Tahun perolehan 2006
Mencampur metoksida dengan stearin
Kode Tangki R-111
Merek PT. Astajaya
Kapasitas 3566 liter Temperatur design 1000C
Jumlah 1 unit
Mencampur biodiesel dengan metoksida
Kode Tangki R-113
Merek PT. Astajaya
Kapasitas 3566 liter Temperatur design 1000C
Jumlah 1 unit
Mencampur biodiesel dengan metoksida
Kode Tangki R-114
Merek PT. Astajaya
Kapasitas 3566 liter Temperatur design 1000C
Jumlah 1 unit
11 Mixer Tank
Tahun perolehan 2006 Sebagai tangki pencampur metanol dengan sodium methylate
Sebagai tangki penyimpanan metoksida
Sebagai tangki penyimpanan air proses
Kode Tangki T-240
Kapasitas 12 ton
Tabel 2.6. Peralatan Produksi ... (Lanjutan)
No. Nama Alat Spesifikasi Fungsi
14 GliserolTank
Tahun Perolehan 2006
Sebagai tangki penyimpanan sementara gliserol
Sebagai tangki pencucian biodiesel
Kode Tangki T-280
Kapasitas 3 ton
Jumlah 1 unit
16 Tangki Timbun Gliserol
Tahun Perolehan 2006
Sebagai tangki timbun gliserol
Kapasitas 3,5 ton
Jumlah 2 unit
17 Drum
Penampungan
Tahun Perolehan 2006
Sebagai drum penampungan gliserol
Untuk menimbang sodium methylate
Kapasitas 50 kg
Jumlah 1 unit
20 Drum Kaleng
Tahun Perolehan 2006
BAB III
LANDASAN TEORI
3.1. Peranan Persediaan
Persediaan adalah bahan atau barang yang disimpan yang akan digunakan untuk memenuhi tujuan tertentu, misalnya untuk digunakan dalam proses produksi atau perakitan, untuk dijual kembali, atau untuk suku cadang dari suatu peralatan atau mesin. Persediaan dapat berupa bahan mentah, bahan pembantu, barang dalam proses, barang jadi, ataupun suku cadang. Bisa dikatakan tidak ada perusahaan yang beroperasi tanpa persediaan, meskipun sebenarnya persediaan hanyalah suatu sumber dana yang menganggur, karena sebelum persediaan digunakan berarti dana yang terikat di dalamnya tidak dapat digunakan untuk keperluan yang lain.
Sistem pengendalian persediaan dapat didefinisikan sebagai serangkaian kebijakan pengendalian untuk menentukan tingkat persediaan yang harus dijaga, kapan pesanan untuk menambah persediaan harus dilakukan dan berapa besar pesanan harus diadakan. Sistem ini menentukan dan menjamin tersedianya persediaan yang tepat dalam kuantitas dan waktu yang tepat.
Mengendalikan persediaan yang tepat bukanlah hal yang mudah. Apabila jumlah persediaan terlalu besar mengakibatkan timbulnya dana menganggur yang besar (yang tertanam dalam persediaan), meningkatnya biaya penyimpanan, dan resiko kerusakan barang yang lebih besar. Namun, jika persediaan terlalu sedikit mengakibatkan resiko terjadinya kekurangan persediaan (stockout) karena seringkali bahan/barang tidak dapat didatangkan secara mendadak dan sebesar yang dibutuhkan, yang menyebabkan terhentinya proses produksi, tertundanya penjualan, bahkan hilangnya pelanggan.
Sebagaimana keputusan manajemen operasi lainnya, kebijaksanaan yang paling efektif ialah dengan mencapai keseimbangan di antara berbagai kepentingan dalam perusahaan. Pengendalian persediaan harus dilakukan sedemikian rupa agar dapat melayani kebutuhan bahan/barang dengan tepat dan dengan biaya yang rendah.1
Pengendalian dilaksanakan dengan tujuan untuk memenuhi suatu rencana yang sebelumnya sudah dibuat. Pengendalian dilaksanakan pada masa sekarang sedang rencana dibuat untuk suatu masa yang akan datang. Baik perencanaan maupun pengendalian mempergunakan teori-teori yang merupakan pengalaman
dari masa lampau yang sudah diklasifikasikan. Jadi manajemen yang fungsinya terutama ditekankan pada pandangan ke muka atau ke masa yang akan datang, bertumpu pada masa lampau yang diproyeksikan ke masa yang akan datang.2
Pada prinsipnya persediaan mempermudah atau memperlancar jalannya operasi suatu pabrik yang harus dilakukan secara berturut-turut untuk memproduksi barang-barang serta menyampaikannya kepada para pelanggan atau konsumen. Persediaan memungkinkan produk-produk dihasilkan pada tempat yang jauh dari pelanggan dan atau sumber bahan mentah. Dengan adanya persediaan, produksi tidak perlu dilakukan khusus buat konsumen, atau sebaliknya tidak perlu konsumsi didesak supaya sesuai dengan kepentingan produksi.
3.1.1. Alasan Diperlukannya Persediaan
Adapun alasan diperlukannya persediaan oleh suatu perusahaan adalah: a. Dibutuhkannya waktu untuk menyelesaikan operasi produksi dan untuk
memindahkan produk dari suatu tingkat proses ke tingkat proses lainnya yang disebut persediaan dalam proses dan pemindahan.
b. Alasan organisasi, untuk memungkinkan satu unit atau bagian membuat jadwal operasinya secara bebas, tidak tergantung dari yang lainnya.
Persediaan yang diadakan mulai dari bentuk bahan mentah sampai barang jadi antara lain berguna untuk dapat:
a. Menghilangkan resiko keterlambatan datangnya barang atau bahan-bahan yang dibutuhkan perusahaan.
b. Menghilangkan resiko dari materi yang dipesan berkualitas tidak baik sehingga harus dikembalikan.
c. Untuk mengantisipasi bahan-bahan yang dihasilkan secara musiman sehingga dapat digunakan bila bahan itu tidak ada di pasaran.
d. Mempertahankan stabilitas operasi perusahaan atau menjamin kelancaran arus produksi.
e. Mencapai penggunaan mesin yang optimal.
f. Memberikan pelayanan kepada pelanggan dengan sebaik-baiknya dimana keinginan pelanggan pada suatu waktu dapat dipenuhi dengan memberikan jaminan tetap tersedianya barang jadi tersebut.
g. Membuat pengadaan atau produksi tidak perlu sesuai dengan penggunaan atau penjualannya.
Persediaan merupakan salah satu unsur paling aktif dalam operasi perusahaan yang secara terus menerus diperoleh, diubah, yang kemudian dijual kembali. Sebagian besar sumber perusahaan juga sering dikaitkan di dalam persediaan yang akan digunakan dalam pabrik. Nilai persediaan harus dicatat, digolongkan menurut jenisnya, kemudian dibuat perincian masing-masing barangnya dalam suatu periode yang bersangkutan.
penentuan posisi keuangan perusahaan sebagai suatu unit usaha. Kegagalan dalam mengalokasikan biaya akan menimbulkan kegagalan dalam mengetahui posisi keuangan dan kemajuan yang telah dicapai oleh suatu perusahaan secara layak.3
3.1.2. Jenis-jenis Persediaan
Setiap jenis persediaan mempunyai karakteristik khusus tersendiri dan cara pengelolaannya yang berbeda. Menurut jenisnya, persediaan dapat dibedakan atas: 1. Persediaan bahan mentah (raw material), yaitu persediaan barang-barang
berwujud seperti baja, kayu, dan komponen-komponen lainnya yang digunakan dalam proses produksi. Bahan mentah dapat diperoleh dari sumber-sumber alam atau dibeli dari para supplier dan atau dibuat sendiri oleh perusahaan untuk digunakan dalam proses produksi selanjutnya.
2. Persediaan komponen-komponen rakitan (purchased parts/components), yaitu persediaan barang-barang yang terdiri dari komponen-komponen yang diperoleh dari perusahaan lain, dimana secara langsung dapat dirakit menjadi suatu produk.
3. Persediaan bahan pembantu atau penolong (supplies), yaitu persediaan barang-barang yang diperlukan dalam proses produksi, tetapi tidak merupakan bagian atau komponen barang jadi.
4. Persediaan barang dalam proses (work in process), yaitu persediaan barang-barang yang merupakan keluaran dari tiap-tiap bagian dalam proses produksi