TESIS
oleh
RISMA SINAGA
097025009/ TI
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
TESIS
Diajukan Sebagai Salah Satu Syarat untuk Memperoleh Gelar Magister Teknik
dalam Program Studi Teknik Industri pada Fakultas Teknik Universitas Sumatera Utara
oleh
RISMA SINAGA
097025009/ TI
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
PANITIA PENGUJI TESIS
Ketua
: Prof. DR. Ir. Rahim Matondang, MSIE
Anggota
: Ir. Nazlina, MT
Prof. DR. Ir. Sukaria Sinulingga, M.Eng Ir. Rosnani Ginting, MT
Hal tersebut dapat dilakukan dengan penyusunan jadwal penggunaan mesin yang tepat dan teratur.
PT. Atmindo merupakan perusahaan yang bergerak dalam bidang pembuatan boiler untuk industri manufaktur. Perusahaan ini beroperasi sesuai dengan order (make to order) sebagai penggerak proses produksi, sehingga produk harus selesai sesuai dengan due date yang telah ditentukan.
Sistem penjadwalannya yang berlangsung PT. Atmindo pada saat ini menggunakan aturan First Come First Serve (FCFS). Hal tersebut mengakibatkan penggunaan mesin yang kurang optimal karena mesin yang beropesasi hanya ditujukan untuk menyelesaikan order yang datang terlebih dahulu. Dan juga sistem pengawasan yang kurang baik mengharuskan perusahaan melakukan overtime.
Berdasarkan kondisi tersebut, maka penelitian ditujukan untuk merancang penjadwalan produksi khusus pembuatan boiler dengan metode heuristic pour. Analisis dilakukan dengan melakukan perhitungan Efficiency Index (EI), Relative Error (RE), dan biaya overtime. Hasil yang diperoleh dari penjadwalan tersebut dibuat suatu perencaaan jadwal produksi yang optimal
can be done by rescheduling the regular and proper use of machines..
PT. Atmindo is a company engaged in manufacturing boiler for manufacturing industry. This company is operating based on the order to generate the process of its production that the product they manufactured must be finished in accordance with the due date determined.
The existing scheduling system applied by PT. Atmindo is based on the regulation of First Come First Serve (FCFS). This resulted in the less optimal use of machines because the operating machines are Scheduling system that lasted PT. Atmindo currently using the rule First Come First Serve (FCFS). This resulted in the less optimal use of machines because the operating machines are only intended to finish the order that came earlier. The control/supervision system was also deficient because the company performed overtime.
Based on the condition above, the purpose of this study was to design the production schedule especially for the manufacturing of boiler through heuristic pour method. The analysis was carried out by calculating the Efficiency Index (EI), relative Error (RE), and cost of overtime. The result gained from the scheduling is made into an optimal production schedule planning.
almarhuma Reni Nainggolan. Penulis menyelesaikan pendidikan sekolah dasar di SD. Kristen Nasrani pada tahun 1968, Menyelesaikan Sekolah Menengah Pertama (SMP) di SMP Katolik Putri Cahaya jalan Hayam Wuruk Medan pada tahun 1971, dan menyelesaikan Sekolah Menengah Atas (SMA) di SMA Katolik St. Thomas di jalan S. Parman Medan pada Tahun 1974.
Pada tahun 1975 penulis melanjutkan pendidikan S1 di Jurusan Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara (USU) dan menyelesaikan pendidikan pada tahun 1984. Pada Tahun 2009 penulis mendapatkan beasiswa BPPS dari pemerintah untuk mengukuti pendidikan S2 di program studi Magister Teknik, di Fakultas Teknik, Universitas Sumatera Utara (USU).
senantiasa memberikan rahmat-Nya kepada penulis sehingga dapat menyelesaikan laporan Tesis ini dengan baik.
Laporan Tesis ini merupakan salah satu syarat bagi penulis untuk mengikuti ujian tesis dalam memperoleh gelar Magister Teknik di Magister Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Peneliti melaksanakan penelitian di PT. Atmindo yaitu suatu perusahaan yang bergerak dalam bidang pembuatan boiler untuk industri manufaktur. Laporan ini membahas tentang perancangan penjadwalan produksi pada pembuatan boiler di PT. Atmindo. Adapun judul dari penelitian ini adalah “Analisis Perbandingan aturan Prioritas Penjadwalan Produksi Di PT. Atmindo”.
Pada kesempatan ini, penulis menyampaikan rasa terima kasih kepada berbagai pihak yang telah memberikan bantuan kepada penulis yaitu: Bapak Prof. Dr. Ir. Bustami Syam, MSME selaku dekan Fakultas Teknik USU, Bapak Prof. Dr. Ir. Sukaria Sinulingga, M. Eng selaku Ketua Program Studi Magister Teknik Industri USU dan dosen pembanding I, Ibu Ir. Rosnani Ginting, MT., selaku Sekretaris Magister Teknik Industri dan dosen pembanding yang telah memberikan arahan kepada penulis dan dosen pembanding II. Bapak Prof. Dr. Ir. A. Rahim Matondang, MSIE., Selaku dosen pembimbing I yang telah memberikan arahan dan bimbingan kepada penulis, Ibu Ir. Nazlina, MT., selaku dosen pembimbing II penulis yang telah memberikan arahan dan bimbingan kepada penulis serta para Staf pengajar program magister Teknik Industri USU.
Penulis juga menyadari bahwa laporan tesis ini masih belum sempurna, maka penulis sangat mengharapakan saran ataupun kritis yang membangun dari pembaca demi penyempurnaan tesis ini. Akhir kata, penulis berharap agar Laporan ini bermanfaat bagi semua pihak.
Medan, Oktober 2012
ABSTRAK ... i
2.1.2. Ukuran Performansi Penjadwalan ... 13
2.1.3. Beberapa Jenis Metode Penjadwalan... 16
2.1.4. Jenis-jenis Penjadwalan Berdasarkan Sistem Produksi dan Parameter Performansi... 17
2.1.5. Kendala-kendala dalam Penjadwalan ... 20
2.1.6. Aturan Prioritas ... 23
2.2. Penjadwalan dengan Metode Heuristic Pour ... 25
2.3. Review Hasil Penelitian ... 27
3.1. Sejarah Berdirinya PT. Atmindo ... 34
3.8. Struktur Organisasi dan Manajemen ... 41
3.9. Pembagian Tugas dan Tanggung Jawab... 45
BAB 4 METODOLOGI PENELITIAN ... 52
5.1.1. Sistem Penjadwalan Mesin Sekarang ... 69
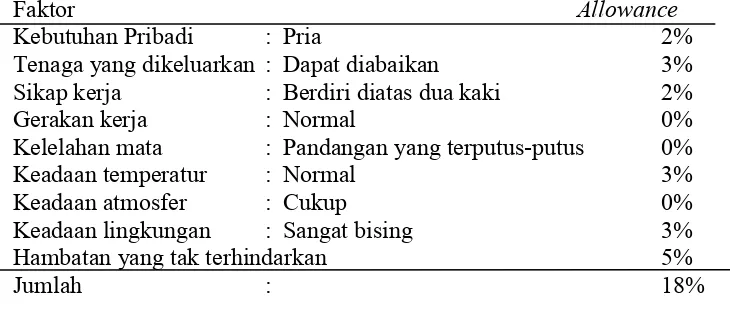
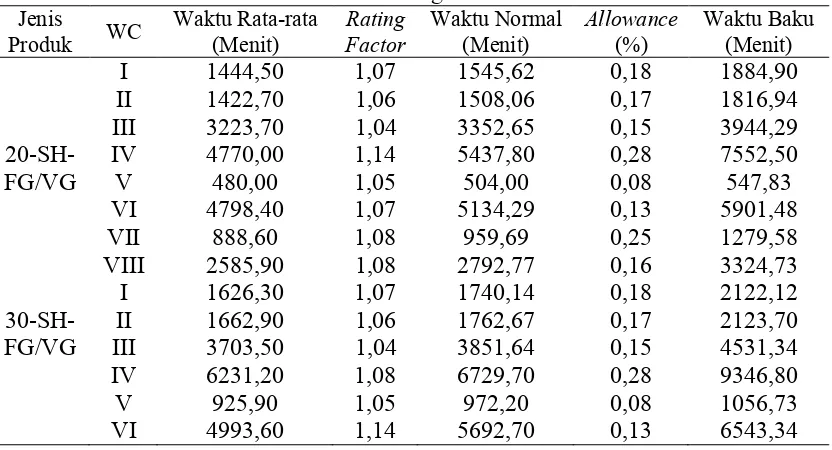
5.1.2. Menghitung Waktu Baku ... 71
6.1.1. Analisis Penjadwalan dengan metode First Come
First Serve (FCFS) dengan Heuristic Pour ... 80
6.1.2. Perbandingan Metode First Come First Serve dengan Heuristic Pour ... 86
6.2. Perancangan Prosedur Penjadwalan Produksi ... 89
BAB 7 KESIMPULAN SARAN ... 96
7.1. Kesimpulan ... 96
7.2. Saran ... 97 DAFTAR PUSTAKA
3.1. Daftar Jumlah Tenaga Kerja Staf pada PT. Atmindo ... 39
3.2. Rincian Hari Kerja dan Jam Kerja Pada PT. Atmindo ... 40
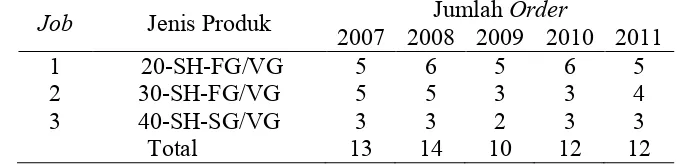
4.1. Spesifikasi Setiap Jenis Produk ... 60
4.2. Permintaan Produk Produk Tiap Section Pada Tahun 2007-2011 .. 60
4.3. Data Mesin ... 65
5.8. Perhitungan Sum Of Completion Time Berdasarkan Job 2 ... 75
5.9. Perhitungan Fmax Berdasarkan Job 2... 75
5.10. Penempatan Job 3 Pada Urutan Pertama ... 76
5.11. Perhitungan Sum Of Completion Time Berdasarkan Job 3 ... 76
5.12. Perhitungan Fmax Berdasarkan Job 3... 77
5.13. Perhitungan Fmax alternative 1 ... 77
5.14. Perhitungan Fmax alternative 2 ... 78
6.4. Hasil penjadwalan dengan urutan job 1 – job 2 – job 3 ... 83
6.5. Hasil penjadwalan dengan urutan job 1 – job 3 – job 2 ... 83
6.6. Hasil penjadwalan dengan urutan job 2 – job 1 – job 3 ... 84
6.7. Hasil penjadwalan dengan urutan job 2 – job 3 – job 1 ... 84
6.8. Hasil penjadwalan dengan urutan job 3 – job 1 – job 2 ... 84
6.9. Hasil penjadwalan dengan urutan job 3 – job 2 – job 1 ... 85
6.10. Perbandingan Metode FCFS dengan Metode Heuristik pour ... 87
6.11. Perbandingan Total Biaya Overtime Sebelum dan Sesudah Penjadwalan Mesin ... 89
3.1. Struktur Organisasi PT. Atmindo ... 44
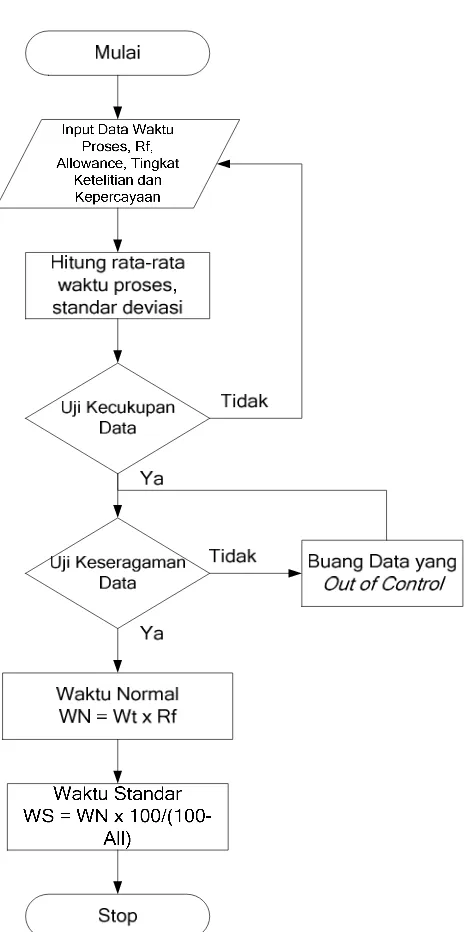
4.1. Flowchart Perhitungan Waktu Standar ... 55
4.2. Blok Diagram Pengolahan Data dengan Algoritma Heuristic Pour ... 57
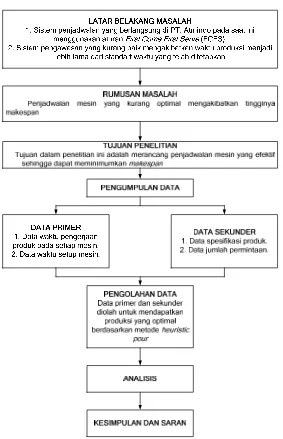
4.3. Tahapan-Tahapan Penelitian ... 59
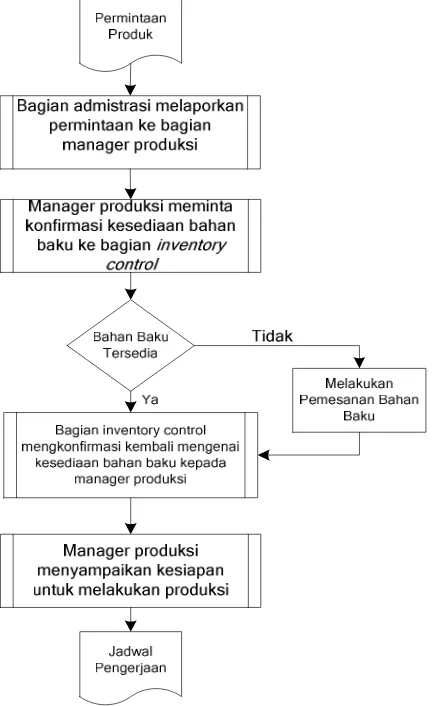
5.1. Flowchart Persiapan Produksi ... 70
5.2. Gantt Chart Penjadwalan Mesin ... 79
6.1. Flowchart Prosedur Persediaan Bahan Baku ... 92
Hal tersebut dapat dilakukan dengan penyusunan jadwal penggunaan mesin yang tepat dan teratur.
PT. Atmindo merupakan perusahaan yang bergerak dalam bidang pembuatan boiler untuk industri manufaktur. Perusahaan ini beroperasi sesuai dengan order (make to order) sebagai penggerak proses produksi, sehingga produk harus selesai sesuai dengan due date yang telah ditentukan.
Sistem penjadwalannya yang berlangsung PT. Atmindo pada saat ini menggunakan aturan First Come First Serve (FCFS). Hal tersebut mengakibatkan penggunaan mesin yang kurang optimal karena mesin yang beropesasi hanya ditujukan untuk menyelesaikan order yang datang terlebih dahulu. Dan juga sistem pengawasan yang kurang baik mengharuskan perusahaan melakukan overtime.
Berdasarkan kondisi tersebut, maka penelitian ditujukan untuk merancang penjadwalan produksi khusus pembuatan boiler dengan metode heuristic pour. Analisis dilakukan dengan melakukan perhitungan Efficiency Index (EI), Relative Error (RE), dan biaya overtime. Hasil yang diperoleh dari penjadwalan tersebut dibuat suatu perencaaan jadwal produksi yang optimal
can be done by rescheduling the regular and proper use of machines..
PT. Atmindo is a company engaged in manufacturing boiler for manufacturing industry. This company is operating based on the order to generate the process of its production that the product they manufactured must be finished in accordance with the due date determined.
The existing scheduling system applied by PT. Atmindo is based on the regulation of First Come First Serve (FCFS). This resulted in the less optimal use of machines because the operating machines are Scheduling system that lasted PT. Atmindo currently using the rule First Come First Serve (FCFS). This resulted in the less optimal use of machines because the operating machines are only intended to finish the order that came earlier. The control/supervision system was also deficient because the company performed overtime.
Based on the condition above, the purpose of this study was to design the production schedule especially for the manufacturing of boiler through heuristic pour method. The analysis was carried out by calculating the Efficiency Index (EI), relative Error (RE), and cost of overtime. The result gained from the scheduling is made into an optimal production schedule planning.
1.1. Latar Belakang Masalah
Persaingan dunia industri yang semakin maju menuntut perusahaan untuk
memiliki keunggulan yang kompetitif, sehingga dapat bertahan atau dapat
memenangkan persaingan tersebut. Keunggulan kompetitif ini bukan hanya dapat
diperoleh dari segi finansial tetapi dapat juga diperoleh dari peningkatan
produktivitas. Peningkatan produktivitas dapat dilakukan dengan penyusunan jadwal
penggunaan mesin dan peralatan yang tepat dan teratur.
PT. Atmindo merupakan perusahaan yang bergerak dalam bidang pembuatan
boiler untuk industri manufaktur yang beralamat di jalan K.L. Yos Sudarso, Medan. Perusahaan ini beroperasi sesuai dengan order (make to order) sebagai penggerak proses produksi. Konsumen dari perusahaan ini ada yang berasal dari dalam negeri
dan ada juga yang berasal dari luar negeri yang kebanyakan merupakan negara di
Afrika.
Dalam sistem penjadwalannya, PT. Atmindo pada saat ini menggunakan
Dengan sistem penjadwalan seperti itu, perusahaan masih menemukan
beberapa jadwal yang tidak tepat. Sehingga berakibat besarnya makespan dalam penyelesaian produk dan work in process dibeberapa stasiun kerja. Makespan yang ada tidak dapat memenuhi batas waktu pekerjaan selesai (duedate) maka terjadi keterlambatan penyelesaian produk. Apabila masalah tersebut tidak segera diatasi
maka perusahaan akan kehilangan order dan permintaan yang semakin menurun dan dapat juga menerima klaim dari komsumen akibat keterlambatan penyelesaian
produk.
Penjadwalan pada PT. Atmindo merupakan penjadwalan yang memiliki
urutan job-job pada setiap mesin adalah sama. Sehingga ketergantungan antara job
satu dengan job berikutnya harus disesuaikan dengan penggunaan mesin yang ada. Selain itu, penggunaan mesin yang tidak optimal menyebabkan waktu penyelesaian
produk (makespan) yang rendah. Pada kenyataan, terjadi waktu penyelesaian produk lebih lama dari seharusnya dan pemborosan waktu akibat ketidakefektifan dalam
penjadwalan mesin pada bagian keseluruhan proses produksi. Salah satunya dapat
disebabkan oleh sistem pengawasan terhadap operator yang kurang baik. Sebagai
contoh pengelasan yang menghubungkan plat satu dengan plat yang lain (Joint Round Shell) membutuhkan waktu 16 jam akan tetapi diselesaikan dalam waktu kurang lebih 20 jam. Untuk mengatasi hal tersebut, maka perusahaan diharuskan melakukan
diluar waktu standart yang telah ditetapkan. Lamanya waktu overtime tidak tentu setiap produk, yang biasanya sebesar kurang lebih 3 jam perhari selama 2 minggu
sebelum tanggal penyelesaian produk. Jumlah pekerja yang melakukan overtime
adalah 4 orang dengan biaya tiap orang adalah Rp. 25.000 tiap jam. Berikut
merupakan contoh penyelesaian produk dengan biaya overtime yang dapat dilihat pada Tabel 1.1.
Tabel 1.1. Waktu Penyelesaian Produk dengan Biaya Overtime
No. Produk Waktu memberikan dampak terhadap total biaya produksi yang dikeluarkan oleh perusahaan,
semakin besar waktu lembur maka semakin besar biaya produksi. Selain itu, hal yang
terpenting yang perlu diperhatikan perusahaan adalah memungkinkan terjadinya
keterlambatan dalam penyelesaian produk yang berakibat pada penurunan tingkat
kepercayaan/kredibilitas konsumen terhadap waktu pemenuhan pesanan yang sesuai
dengan jadwal yang telah ditentukan.
Untuk mengatasi masalah diatas dilakukan analisis perbandingan penjadwalan
produksi dengan menggunakan metode heuristic pour. Metode heuristic pour
makespan dilakukan dengan cara mengganti setiap job dengan job yang lain dengan urutan sampai dikombinasi urutan yang dapat memenuhi kriteria tujuan yaitu
makespan terkecil. Metode heuristic pour ini memiliki beberapa kelebihan antara lain adalah tahapan yang digunakan lebih sederhana dan efesien, serta menghasilkan hasil
yang optimal dibandingkan dengan menggunankan metode heuristic lainnya seperti algoritma genetic, heuristicgupta dan lain-lain.
1.2. Rumusan Masalah
Rumusan masalah dalam penelitian ini adalah penjadwalan mesin yang
kurang optimal mengakibatkan tingginya waktu makespan serta seringnya terjadi keterlambatan yang berdampak pada waktu pemenuhan produk (due date) yang tidak sesuai dengan tanggal penyelesaian produk.
1.3. Tujuan Penelitian
Tujuan dalam penelitian ini adalah merancang penjadwalan mesin yang
efektif sehingga dapat meminimumkan overtime (waktu lembur) yang dapat mengakibatkan keterlambatan penyelesaian produk. Adapun sasaran yang akan
dicapai dalam penelitian ini antara lain:
2. Meminimisasi waktu proses pengerjaan seluruh jenis produk (makespan) sehingga dapat mengatasi keterlambatan.
3. Meminimumkan biaya overtime.
1.4. Manfaat Penelitian
Sesuai dengan tujuan yang ingin dicapai, maka hasil penelitian ini diharapkan
dapat memberikan manfaat sebagai berikut:
1. Secara ilmiah
a. Hasil penelitian ini diharapkan dapat dijadikan sebagai bahan kajian
penelitian selanjutnya dan memberikan sumbangan pemikiran khususnya
bagi pengambil keputusan.
b. Bagi peneliti adalah penerapan ilmu pengetahuan (knowledge applied) dan metode ilmiah dalam mengatasi permasalahan.
c. Bagi perguruan tinggi dapat bermanfaat sebagai pengembangan ilmu
pengetahuan yang relevan dengan kebutuhan dunia industri.
2. Secara praktis
Hasil penelitian diharapkan dapat dijadikan bahan pertimbangan dan
masukan serta sebagai informasi dan rekomendasi untuk selanjutnya
menjadi referensi bagi perusahaan dalam menjadwalkan mesin sehingga
1.5. Ruang Lingkup dan Batasan Penelitian
Agar pemecahan masalah dapat diarahkan secara benar dan tidak
menyimpang dari tujuan yang ingin dicapai maka ruang lingkup yaitu penelitian
dilakukan di lantai produksi khusus pembuatan boiler, dengan batasan penelitian adalah:
1. Penelitian dilakukan pada seluruh work center (WC) pembuatan boiler. 2. Pembahasan penelitian tidak membahas masalah finasial secara mendetail.
1.6. Asumsi-Asumsi
Asumsi-asumsi yang digunakan dalam penyelesaian permasalahan
penjadwalan antara lain:
a. Mesin dan peralatan tidak mengalami perawatan (perbaikan) selama jam
kerja normal.
b. Urutan job pada masing-masing mesin sama.
c. Hanya satu tugas yang dapat dikerjakan pada satu mesin pada satu saat.
d. Metode kerja tidak berubah selama penelitian.
e. Karyawan yang mengoperasikan mesin merupakan orang yang telah
BAB 2
TINJAUAN PUSTAKA
2.1. Penjadwalan
Penjadwalan merupakan alat ukur yang baik bagi perencanaan agregat. Pesanan-pesanan aktual pada tahap ini akan ditugaskan pertama kalinya pada
sumberdaya tertentu (fasilitas, pekerja dan peralatan), kemudian dilakukan pengurutan kerja pada tiap-tiap pusat pemrosesan sehingga dicapai optimalitas utilisasi kapasitas yang ada. Pada penjadwalan ini, permintaan akan produk-produk
yang tertentu (jenis dan jumlah) dari Master Production Schedulling (MPS) akan ditugaskan pada pusat-pusat pemrosesan untuk periode harian.
Penjadwalan (scheduling) menurut Conway adalah pengurutan pembuatan produk secara menyeluruh yang dikerjakan pada beberapa buah mesin. Sedangkan menurut Kenneth R. Baker, penjadwalan didefinisikan sebagai proses pengalokasian
sumber daya untuk memilih sekumpulan tugas dalam jangka waktu tertentu.
Berdasarkan kedua definisi diatas, maka pengertian penjadwalan secara umum
dapat diartikan sebagai pengalokasian sumber daya terbatas untuk mengerjakan suatu pekerjaan. Unit dasar dari sebuah proses penjadwalan adalah operasi yang harus dikerjakan pada mesin. Sedangkan job (pekerjaan) merupakan suatu susunan yang
mempunyai due date dan memerlukan waktu set-up sebelum diproses pada mesin.
Input dari suatu penjadwalan mencakup urutan ketergantungan antar operasi
(routing), waktu proses untuk masing-masing operasi serta fasilitas yang dibutuhkan untuk setiap operasi.
Dalam proses penjadwalan terdapat dua elemen penting yakni urutan
(sequence) job yang memberikan solusi optimal dan pengalokasian sumber daya (resource). Karakteristik sumber daya meliputi kapasitas kualitatif dan kuantitatif,
yakni jenis apa dan dalam jumlah berapa sumber daya yang dimiliki. Pekerjaan (job order) yang diterima diuraikan dalam bentuk kebutuhan akan sumber daya, waktu proses, waktu dimulai dan waktu berakhir proses.
Masalah penjadwalan seringkali muncul jika terdapat n job yang akan diproses pada m buah mesin, yang harus ditetapkan mana yang harus dikerjakan lebih
dahulu dan bagaimana urutan proses, pengalokasian operasi pada mesin sehingga diperoleh suatu proses produksi yang terjadwal. Masalah penjadwalan dapat diselesaikan dengan bantuan model matematis yang akan memberikan solusi optimal.
Model-model penjadwalan akan memberikan rumusan masalah yang sistematik berikut dengan solusi yang diharapkan. Sebagai alat bantu yang digunakan dalam
menyelesaikan masalah penjadwalan dikenal satu model yang sederhana dan umum digunakan secara luas yakni peta Gantt (Gantt Chart) yang merupakan grafik hubungan antara alokasi sumber daya dengan waktu.
meliputi unit-unit produksi (resources) yang berkaitan langsung pada proses produksi, seperti yang dikemukakan berikut ini:
“... each activity requires certain amounts of specified resources for a specified time
called process time. Resources also have elementary parts called machine, cells,
transport, delay and so on.”
Yang artinya, setiap aktivitas yang membutuhkan sejumlah sumber daya tertentu untuk suatu waktu tertentu disebut waktu proses. Sumber daya juga memiliki
bagian-bagian dasar yang disebut mesin, sel, transportasi, penundaan dan sebagainya. Hal ini menunjukkan bahwa penjadwalan tidak terbatas pada mesin saja tetapi setiap elemen kerja yang membutuhkan waktu.
Untuk mencapai tujuan di atas, dilakukan pengurutan pekerjaan pada proses produksi. Pada kenyataannya, seringkali masalah yang dihadapi bersifat kompleks
sehingga sulit sekali untuk melakukan pendekatan yang optimal.
Secara garis besar, pengurutan pekerjaan pada mesin terdiri atas dua jenis: 1. Pengurutan n pekerjaan terhadap 1 mesin.
2. Pengurutan n pekerjaan terhadap m mesin.
Pengurutan n pekerjaan terhadap m mesin juga terdiri atas dua jenis,
disesuaikan dengan kondisi permasalahan yaitu:
1. m mesin paralel maksudnya masing-masing pekerjaan (job) diproses pada 1 mesin yang disusun secara paralel.
Pada kasus ataupun permasalahan yang terjadi di PT. Atmindo adalah penggunaan mesin paralel yang terdiri dari dua mesin automatic welding yang
digunakan untuk pembuatan/ pengelesan plat logam dalam pembuatan boiler yang memiliki spesifikasi produk yang berbeda sesuai dengan permintaan konsumen.
Masalah penjadwalan adalah murni pengalokasian sumber daya dengan model
matematis. Model-model penjadwalan akan memberikan solusi yang optimal dan sistemik. Sebagai alat bantu yang digunakan dalam penjadwalan adalah Gantt Chart.
Gantt chartt adalah grafik hubungan antara pengalokasian sumber daya dengan waktu yang dibutuhkan. Dari Gantt Chart kemudian ditentukan urutan (sequence) dari job
yang memberikan kriteria penjadwalan terbaik, misalnya waktu pemrosesan
tersingkat, utilitas mesin atau peralatan tertinggi, idle time minimum dan lain-lain. Model penjadwalan dapat diklasifikasikan berdasarkan lingkungan yang
dihadapi oleh sistem produksi yang bersangkutan. Model penjadwalan dapat dikelompokkan berdasarkan kondisi-kondisi berikut:
1. Proses dengan mesin tunggal atau dengan mesin jamak.
2. Pola aliran proses yang identik atau sembarang. 3. Pola kedatangan sejumlah pekerjaan.
4. Informasi yang lengkap atas pekerjaan dan mesin atau adanya ketidakpastian pada salah satu atau kedua elemen diatas.
Pada model pertama, sejumlah mesin dapat dibedakan atas mesin tunggal dan
pada sebuah mesin tunggal. Sedangkan penjadwalan mesin jamak merupakan pengurutan serangkaian pekerjaan yang hendak diproses pada beberapa mesin baik
seri, paralel, maupun kombinasinya.
Pada model kedua, pola aliran dapat dibedakan atas flowshop dan jobshop. Setiap pekerjaan dalam jobshop mempunyai aliran yang berbeda, sedangkan dalam
flowshop hanya dijumpai pola aliran yang identik dari satu mesin ke mesin yang lain. Pada model ketiga, pola kedatangan pekerjaan dapat dibedakan atas pola
kedatangan statis dan dinamis. Pada pola statis, tugas datang secara bersamaan dan siap dikerjakan pada mesin-mesin yang tidak bekerja. Disisi lain, pola dinamis mempunyai sifat kedatangan tugas yang tidak tentu, jadi dijumpai adanya variabel
waktu.
Pola model keempat, perilaku elemen-elemen penjadwalan dapat dibedakan
atas deterministik dan stokastik. Model deterministik dapat dilihat dengan adanya kepastian atas informasi tentang elemen-elemen yang ada. Sedangkan pada model stokastik, mengandung unsur ketidakpastian. Dengan demikian, informasi ini hanya
dapat diramal dengan metode stokastik. Elemen-elemen yang dimaksud adalah sebagai berikut:
1. Karakteristik tugas dari segi batas waktu penyelesaian dan perbedaan kepentingan diantara tugas.
2. Karakteristik tugas dari segi banyaknya operasi, susunan mesin, waktu
Karakteristik mesin dari segi jumlah dan kepastian mesin yang dipunyai, dan kemampuan serta kecocokan tiap mesin dengan tugas yang diberikan.
Untuk memastikan suatu aliran kerja yang lancar akan melalui tahapan produksi, maka sistem penjadwalan harus membentuk aktivitas-aktivitas output
sebagai berikut:
1. Pembebanan (Loading)
Loading melibatkan penyesuaian kebutuhan kapasitas untuk order-order
yang diterima dan diperkirakan dengan kapasitas yang tersedia. Pembebanan dilakukan dengan menugaskan order-order pada fasilitas, operator dan peralatan tertentu.
2. Pengurutan (Sequencing)
Pengurutan merupakan penugasan tentang order-order mana yang
diprioritaskan untuk diproses dahulu bila suatu fasilitas harus memproses banyak job.
3. Prioritas Job (Dispatching)
Merupakan prioritas kerja tentang job-job mana yang diseleksi dan diprioritaskan untuk diproses.
4. Pengendalian Kinerja Penjadwalan
Pengendalian kinerja penjadwalan dilakukan dengan:
a. Meninjau kembali status order-order pada saat melalui sistem tertentu.
Updating jadwal dilakukan sebagai refleksi kondisi operasi yang terjadi dengan merivisi prioritas-prioritas.
2.1.1. Tujuan Penjadwalan
Bedworth (1987) mendefinisikan beberapa tujuan dari aktivitas penjadwalan adalah sebagai berikut
1. Meningkatkan penggunaan sumber daya atau mengurangi waktu tunggunya sehingga total waktu proses dapat berkurang dan produksivitasnya dapat meningkat.
2. Mengurangi persediaan barang setengah jadi atau mengurangi sejumlah pekerjaan yang menunggu dalam antrian ketika sumber daya yang ada masih mengerjakan tugas yang lain.
3. Mengurangi beberapa keterlambatan pada pekerjaan yang mempunyai batas waktu penyelesaian sehingga akan meminimasi penalti cost.
4. Membantu pengambilan keputusan mengenai perencanaan kapasitas pabrik dan jenis kapasitas yang dibutuhkan sehingga penambahan biaya yang mahal dapat dihindarkan.
2.1.2. Ukuran Performansi Penjadwalan
Sebelum membahas kriteria-kriteria maupun teknik yang digunakan dalam penjadwalan terlebih dahulu harus diketahui beberapa pengertian/definisi yang
1. Waktu proses (ti), yaitu waktu yang dibutuhkan untuk menyelesaikan suatu operasi dari pekerjaan i. Dalam waktu proses ini sudah termasuk
waktu yang dibutuhkan untuk persiapan dan pengaturan (set up).
2. Ready time (ri), yaitu waktu yang menunjukkan saat job siap untuk dikerjakan.
3. Waiting time (Wi), yaitu waktu yang dilalui suatu pekerjaan sebelum mulai diproses.
4. Due date (di), yaitu batas waktu dimana operasi terakhir dari suatu pekerjaan harus sudah selesai.
5. Flow time (Fi), yaitu besarnya waktu yang diperlukan untuk suatu job
pada lantai produksi. Jadi merupakan hasil penjumlahan antara lama waktu job menunggu sebelu diproses dengan lamanya job diproses.
Fi = ti + Wi ... (2.1) 6. Completion time (Ci), yaitu saat selesai pemprosesan suatu job.
Ci = Fi + ri... (2.2)
7. Lateness (Li), yaitu penyimpangan waktu penyelesaian due date.
Li = Ci - di... (2.3)
Bila: Li < 0, maka saat penyelesaian job sebelum due date (early).
Li = 0, maka saat penyelesaian job tepat sesuai due date.
Li > 0, maka saat penyelesaian job setelah due date (tardy).
SLi = di - ti... (2.4) Ukuran performansi merupakan tujuan dari penjadwalan mesin yang sesuai
dengan hasil yang diinginkan. Kriteria ukuran performansi yang digunakan untuk mengevaluasi penjadwalan mesin dapat diklasifikasikan menjadi 3 bagian, yaitu:
1. Kriteria berdasarkan atribut tugas.
a. Minimisasi Completion time, yaitu saat selesai pemprosesan job. Cmax = max (Ci)... (2.5)
b. Minimisasi Mean Flow time, yaitu waktu yang dihabiskan job i di lantai pabrik.
c. Minimisasi Mean Weight Flow time, memiliki arti yang hampir sama
dengan Mean Flow time, hanya saja mempertimbangkan prioritas pengerjaan setiap job dalam perhitungannya.
d. Minimisasi Maksimum Lateness, yaitu besarnya simpangan maksimum atau selisih waktu penyelsaian seluruh job yang dijadwalkan terhadap batas waktu penyelesaian job-job tersebut (due
date).
Lmax = max (Li)... (2.6)
e. Minimisasi Mean Tardiness, yaitu rata-rata keterlambatan seluruh job
yang dijadwalkan.
f. Minimisasi Mean Weight Tardiness, yaitu rata-rata keterlambatan
2. Kriteria berdasarkan atribut shop/pabrik
a. Maksimisasi Utilitas mesin (Un), yaitu rasio dari seluruh waktu
proses yang dibebankan pada mesin dengan rentang waktu untuk menyelesaikan seluruh tugas pada semua mesin.
b. Minimisasi makespan, yaitu jangka waktu penyelesaian seluruh job
yang dijadwalkan yang merupakan jumlah dari seluruh waktu proses. c. Pemenuhan due date, yaitu batas waktu penyerahan produk oleh
produsen yang ditetapkan oleh konsumen. Produsen selalu bersedia memenuhi due date tersebut.
2.1.3. Beberapa Jenis Model Penjadwalan
Model penjadwalan dapat diklasifikasikan berdasarkan lingkungan yang
dihadapi oleh sistem produksi yang bersangkutan. Model penjadwalan dapat dikelompokkan berdasarkan kondisi-kondisi berikut (Baker, 1974):
1. Pola aliran proses
a. Penjadwalan flowshop, dimana job-job yang akan diproses seluruhnya mengalir pada arah/jalur produk yang sama.
2. Mesin yang digunakan dalam proses
a. Penjadwalan mesin tunggal, merupakan salah satu model pengurutan
job dimana job yang hendak diurutkan sedang menunggu untuk diproses pada sebuah mesin tunggu.
b. Penjadwalan mesin jamak, dimana serangkaian job hendak diproses
pada beberapa mesin baik seri, paralel maupun kombinasinya. 3. Pola kedatangan job
a. Penjadwalan statis, dimana job yang hendak diurutkan datang dan tiba pada satu mesin pada saat yang bersamaan serta siap dikerjakan pada mesin yang menganggur.
b. Penjadwalan dinamis, dimana kedatangan job tidak menentu. 4. Karakteristik informasi
a. Deterministik, dimana sifat informasi yang diterima relatif pasti. b. Stokastik, dimana sifat informasi yang diterima relatif tidak pasti.
2.1.4. Jenis-jenis Penjadwalan Berdasarkan Sistem Produksi dan Parameter Performansi
2.1.4.1.Penjadwalan Flow shop
Penjadwalan flow shop (Rosnani, 2009) merupakan suatu pergerakan unit-unit yang terus- menerus melalui suatu rangkaian stasiun-stasiun kerja yang disusun berdasarkan produk. Susunan suatu proses produksi jenis flow shop dapat diterapkan
banyak (volume produk), sehingga investasi dengan tujuan khusus (specialpurpose) yang dapat secepatnya kembali. Masalah yang kritis pada flow shop adalah sebagai:
1. Pengelompokkan tugas-tugas yang dibutuhkan dalam stasiun kerja sehingga dicapai kesetimbangan pada tingkat output dan memenuhi pembatasan urutan.
2. Ketegangan yang diakibatkan susunan aliran lini terhadap pekerja. Pekerja akan bosan karena terbatasnya variasi kerja pada tiap stasiun dan panjang
rentang pengendalian sepanjang lintasannya.
3. Prioritas order pada flow shop dipengaruhi pada pengirimannya dibandingkan tanggal pemrosesan. Dengan syarat flow shop digunakan
khusus hanya untuk satu jenis produk.
2.1.4.2. Penjadwalan Batch
Pada proses produksi batch, produk-produk yang berbeda diproduksi pada fasilitas-fasilitas yang umum. Kuantitas dari batch dan frekuensi produksi akan
mempengaruhi tingkat persediaan dan biaya setup yang lebih panjang, maka dibutuhkan persediaan lebih banyak tetapi dengan setup yang lebih sedikit.
Produksi batch adalah beberapa jumlah produksi di dalam setiap batchnya berikut urutannya atau perintah mengenai produk-produk mana saja yang harus dibuat secara batch. Kuantitas batch yang optimal dihitung dengan model Economic
Batch Production memproduksi barang dalam batch atau lot yang kecil dengan berbagai tahap pengerjaan, setiap tahap pengerjaan dilakukan untuk seluruh
batch sebelum menuju tahap pengerjaan berikutnya. Sistem produksi harus cukup fleksibel dan menggunakan peralatan multiguna agar mampu memenuhi berbagai persyaratan dan fluktuasi permintaan. Batch production dapat dilihat sebagai suatu
situasi antara jobbing shop production dan mass production, volume produksi cukup besar, tetapi masih belum cukup untuk memenuhi produksi masal. Sistem ini lebih
ekonomis dibandingkan dengan jobbing shop production karena dapat mengurangi
set-up cost.
Prosedur yang diikuti dalam proses batch adalah memecah-mecah tugas
manufacturing ke dalam serangkaian operasi yang diperlukan dan bersama-sama menghasilkan produk. Hal ini dilakukan untuk menentukan langkah manufakturing
yang paling efektif agar biaya rendah yang dituntut volume yang berulang dan besar dapat tercapai dengan baik. Pada tahap ini, peralatan dan perkakas yang diperlukan ditentukan untuk mengurangi jumlah waktu proses.
2.1.4.3.Penjadwalan Jobshop
Penjadwalan pada proses produksi tipe jobshop lebih sulit dibandingkan dengan penjadwalan flowshop. Hal ini disebabkan oleh 3 alasan, yaitu:
1. Jobshop menangani variasi produk yang sangat banyak, dengan pola
2. Peralatan pada jobshop digunakan bersama-sama oleh bermacam-macam
order prosesnya, sedangkan peralatan pada flowshop digunakan khusus
untuk satu jenis produk.
3. Pekerjaan yang berbeda mungkin ditentukan oleh prioritas yang berbeda pula. Hal ini mengakibatkan produk tertentu yang dipilih harus diproses
seketika pada saat order tersebut ditugaskan pada suatu pusat kerja. Sedangkan pada flowshop tidak terjadi permasalahan seperti tersebut
karena keseragaman output yang diproduksi untuk persediaan. Prioritas
order pada flowshop dipengaruhi terutama pada pengirimannya dibandingkan tanggal pemrosesan.
Adapun masalah jobshop tersebut adalah:
1. Jobshop loading artinya pemutusan pusat-pusat kerja yang mana suatu
job harus ditugaskan. Menggunakan gantt chart dan metode penugasan. 2. Jobshop sequencing artinya kita harus menentukan bagaimana urutan
proses dari bermacam-macam job yang ditugaskan pada mesin-mesin
tertentu atau pusat kerja tertentu.
2.1.5. Kendala-Kendala dalam Penjadwalan
Dalam pelaksanaannnya, penjadwalan proses produksi di tingkat shop floor akan mengalami gangguan atau hambatan. Dengan adanya
1. Mesin Rusak (Kerusakan Mesin)
Pada saat mesin rusak, maka operasi-operasi yang akan menggunakan
mesin tersebut tidak dapat dikerjakan dan harus menunggu sampai mesin selesai diperbaiki. Hal ini mengakibatkan terhentinya proses produksi dan penjadwalan produksi yang semula telah dijadwalkan tidak dapat
terpenuhi. Oleh karena itu, perlu dilakukan penyesuaian pada jadwal semula sehingga diperoleh kembali jadwal produksi yang fisibel.
Prinsip yang dapat digunakan untuk mengembangkan algoritma penjadwalan ulang untuk kasus mesin rusak telah dikembangkan oleh Santoso, yaitu:
a. Penjadwalan ulang dilakukan dari titik waktu terjadinya gangguan. b. Operasi-operasi yang telah selesai dikerjakan sebelum titik waktu
terjadinya gangguan, tidak diperhatikan lagi.
c. Setelah mengidentifikasi mesin yang rusak, penjadwalan ulang dilakukan dengan mengundur waktu operasi sesuai dengan lama waktu
perbaikan mesin.
d. Penjadwalan ulang dilakukan untuk operasi-operasi yang belum
dikerjakan.
2. Penambahan Order Baru
Pada saat produksi berjalan, tidak tertutup kemungkinan akan terjadi
penambahan order baru. Hal ini mengakibatkan pelaksanaan penjadwalan yang belum memperhitungkan pesanan baru tersebut akan mengalami gangguan atau kekacauan. Oleh karena itu perlu dilakukan rescheduling
dengan mempertimbangkan order baru.
Prinsip yang telah dikembangkan Santoso berupa algoritma penjadwalan
ulang untuk kasus masuknya order baru yaitu:
a. Penjadwalan ulang dilakukan dari titik waktu terjadinya gangguan. b. Operasi-operasi yang telah selesai dikerjakan sebelum titik waktu
terjadinya gangguan, tidak diperhatikan lagi.
c. Penjadwlan ulang dilakukan untuk operasi-operasi yang belum tentu
dikerjakan
d. Operasi yang sedang dikerjakan pada saat terjadinya gangguan tidak mengalami perubahan
3. Perubahan Prioritas
Perubahan prioritas pembuatan suatu produk akan mempengaruhi
penjadwalan yang telah ditentukan. Prinsip yang telah dikembangkan Santoso untuk algoritma penjadwalan ulang untuk kasus perubahan prioritas sama dengan prinsip yang digunakan untuk kasus adanya
4. Perubahan due date
Perubahan due date ada dua macam, yaitu due date semakin maju atau
due date yang semakin mundur. Penjadwlan produksi yang semakin mundur tidak akan mengubah penjadwalan produksi dan tidak akan mengakibatkan perubahan penjadwalan pada performansi penjadwalan
semula. Tetapi, perubahan due date yang semakin maju akan mengubah penjadwalan produksi awal agar criteria performansi yang dipilih dapat
tetap dipertahankan dengan adanya perubahan due date tersebut.
2.1.6. Aturan Prioritas
Aturan prioritas memberikan panduan urutan-urutan pekerjaan yang harus dilaksanakan. Aturan prioritas mencoba untuk mengurangi waktu penyelesaian,
jumlah pekerjaan dalam sistem, dan keterlambatan kerja sementara penggunaan fasilitas bisa maksimum. Ada beberapa cara penentuan prioritas yang dapat digunakan sebagai simulasi untuk menetapkan pedoman dispatching prioritas yang
terbaik. Beberapa pedoman atau metode yang dapat digunakan adalah sebagai berikut:
1. FCFS (First Come First Serve).
Adalah metode yang melakukan urutan penyelesaian waktu proses produksi berdasarkan urutan kedatangannya, dimana job yang datang
2. EDD (Earliest Due Date).
Adalah metode yang melakukan urutan penyelesaian waktu proses
produksi berdasarkan tanggal dimana barang harus diselesaikan. Diurutkan berdasarkan due date yang terkecil.
3. SPT (Shortest Processing Time).
Adalah sebuah metode yang mendahulukan penyelesaian proses produksi berdasarkan waktu proses yang tercepat.
4. LPT (Longest Processing Time).
Adalah sebuah metode yang mendahulukan penyelesaian proses produksi berdasarkan waktu proses yang paling lama.
5. LS (Least Slack).
Waktu longgar didefinisikan sebagai waktu tersisa sampai tanggal
penyelesaian dikurangi dengan waktu pemprosesan. Pekerjaan dengan waktu longgar paling kecil atau nol akan diproses terlebih dahulu.
6. PCO (Preferred Customer Order).
Adalah sebuah metode yang memilih pekerjaan berdasarkan pada prioritas pentingnya langganan bagi perusahaan.
7. RS (Random Selection).
Pekerjaan berikutnya yang akan diproses dipilih secara acak. 8. HEP (Highest Expected Profitability).
9. CR (Critical Ratio).
Aturan ini akan mengurutkan pekerjaan dengan menghitung waktu sisa
sampai dengan batas waktu pengerjaannya.
2.2. Penjadwalan dengan Metode Heuristic Pour
Hamid david pour (2001) mengembangkan algoritma heuristic baru di dalam menyelesaikan penjadwalan mesin dengan tujuan meminimalkan makespan (flow
time maksimum) yaitu berdasarkan pendekatan kombinasi. Hal itu dilakukan dengan cara mengganti setiap job dengan job lainnya dalam urutan sampai ditemukan kombinasi urutan yang dapat memenuhi kriteria tujuan.
Dalam metode ini diasumsikan bahwa semua job diproses secara terpisah dan independent untuk setiap mesinnya. Berikut adalah notasi yang digunakan:
1. Pij = waktu proses dari job I pada mesin j.
2. Cij = rentang waktu antara saat job I pada mesin j dimulai (t=0) sampai job
itu selesai.
3. Ci = sum of completion time untuk job ke i pada semua mesin.
4. Fmax = rentang waktu antara saat pekerjaan tersedia atau dapat dimulai
sampai pekerjaan itu selesai (makespan).
Langkah-langkah pengerjaan Algoritma Heuristic Pour:
1. Memilih job satu sebagai urutan pertama sementara dalam urutan
2. Menempatkan job lain (selain job yang sudah dipilih sebagai urutan pertama, yaitu job 1) pada urutan berikutnya.
3. Memilih waktu proses terkecil untuk masing-masing mesin.
4. Melakukan penambahan waktu proses (completion time) pada setiap Pij dengan aturan increasing processing time, yaitu dengan menambahkan
waktu proses secara kumulatif dari yang terkecil menuju yang terbesar pada setiap Pij.
5. Menghitung sum of completion time (ΣCi) untuk setiap job yang ada. 6. Mengurutkan ΣCi dengan aturan increasing order (yaitu pengurutan yang
dimulai dari yang terkecil hingga yang terbesar untuk diletakkan pada
setiap urutan setelah job yang sudah dipilih pada urutan pertama sementara
(yaitu job 1).
7. Setelah didapatkan urutan sementara dimana job 1 sebagai urutan pertama,
maka hitunglah Fmax-nya dari urutan sementara tersebut.
8. Melakukan ulang langkah 1-7 untuk setiap job yang ada yang akan ditempatkan sebagai urutan pertama dan urutan pengerjaan job sampai
didapat nilai Fmax paling minimal.
9. Melakukan ulang langkah 1-8 untuk job yang akan menempatkan posisi berikutnya yaitu posisi kedua, ketiga dan seterusnya setelah terpilih job
2.3. Review Hasil Penelitian
Sesuai dengan permasalahan penelitian yang berhubungan dengan
penjadwalan mesin maka ada beberapa penelitian sebelumnya yang dapat digunakan sebagai literature tambahan peneliti dalam melaksanakan penelitian ini antara lain:
1. Ika Munika (2006) dalam penelitian yang berjudul “Studi Perbandingan
Performance Algoritma Heuristik Pour Terhadap Mixed Integer Programming Dalam Menyelesaikan Penjadwalan Flowshop”. Dalam
penelitian ini Algoritma Heuristik Pour menunjukkan performance yang cukup baik dalam menyelesaikan permasalahan penjadwalan flowshop
dengan tujuan meminimalkan makespan jika dibandingkan dengan salah
satu metode optimasi Mixed Integer Programming (MIP). Hal ini terlihat dari hasil ketiga performance parameter yaitu Efficiency Index yang
mendekati 1, Relative Error yang berkisar 5% dan Elapsed Runtime
yang lebih singkat.
2. Sakine Batun (2006) dalam penelitian yang berjudul “machine scheduling
with preventive maintenances”. Penelitian yang berisikan tentang penjadwalan mesin yang berhubungan dengan kegiatan perawatan. Operasi
mesin bergantung kepada beberapa hal seperti kegiatan pemeliharaan mesin secara berkala dan ketersediaan bahan baku. Di antara alasan-alasan ini, pemeliharaan preventive, yang didefinisikan sebagai kegiatan
menemukan pemecahan masalah yang optimal. Kemudian dilakukan ekstensif komputasi secara acak pada uji sampel yang dihasilkan
menunjukkan bahwa algoritma yang dibuat dapat memecahkan masalah berukuran besar. Selain itu juga mempelajari dua-alternatif perawatan ringan dan pemeliharaan utama. Hasil dari penelitian memberikan sebuah
algoritma yang mengoptimalkan waktu pemeliharaan dalam kondisi urutan pekerjaan tetap.
3. Jeffrey Setiawan Sutanto, dkk dalam penelitian yang berjudul “Algoritma
Branch and Bound untuk Masalah Penjadwalan pada Mesin Paralel”. Penelitian ini yang berisikan tentang algoritma Branch and Bound yang
dipresentasikan untuk menyelesaikan masalah minimisasi waktu penyelesaian maksimum Cmax pada mesin paralel tidak berelasi dengan
batasan kelayakan job preemption (interupsi yang dilakukan pada pekerjaan yang sedang diproses saat itu, untuk melakukan pekerjaan yang lain tidak diperbolehkan). Suatu kostumisasi batas bawah (Lower Bound),
strategi pencarian dan pencabangan dikembangkan untuk algoritma Branch and Bound ini. Faktor kelayakan mesin juga dimasukkan untuk
merepresentasikan persentasi kelayakan pekerjaan pada seluruh mesin. Masalah yang muncul dengan mesin yang berbeda, pekerjaan yang berbeda, dan faktor kelayakan dipecahkan di sini. Algoritma Branch and
performansi dari algoritma ini, sejumlah simpul diperiksa dengan suatu ukuran performansi. Performansi dari algoritma Branch and Bound
meningkat seiring dengan meningkatnya faktor kelayakan. Hasil dari penelitian ini berupa algoritma Branch and Bound dikembangkan untuk meminimisasi waktu pada mesin paralel tidak berelasi dengan kelayakan
mesin. Performansi dari algoritma ini diekspresikan dengan jumlah simpul rata-rata yang diperiksa. Hal ini diuji dengan berbagai konfigurasi
permasalahan yang berbeda (m, n, dan ρ). Performansi Branch and Bound
meningkat secara signifikan ketika faktor kelayakan berada dibawah 0.5. Penelitian ke depan dapat difokuskan untuk memperoleh kualitas batas
bawah (LB) yang lebih baik untuk meningkatkan performansi algoritma
Branch and Bound ini secara keseluruhan.
2.4. Sistem Penjadwalan Mesin Existing
Sistem penjadwalan mesin yang ada sekarang pada PT. Atmindo adalah
menggunakan aturan First Come First Serve (FCFS). Pada aturan FCFS, order yang datang terlebih daluhu menjadi prioritas untuk dikerjakan dan apabila order yang
datang bersamaan maka order-order tersebut dikerjakan melalui antrian. Sehingga apabila ada order yang dapat dikerjakan dalam waktu yang cepat tidak dapat diselesaikan lebih dahulu. Untuk itu diperlukan suatu penjadwalan mesin agar semua
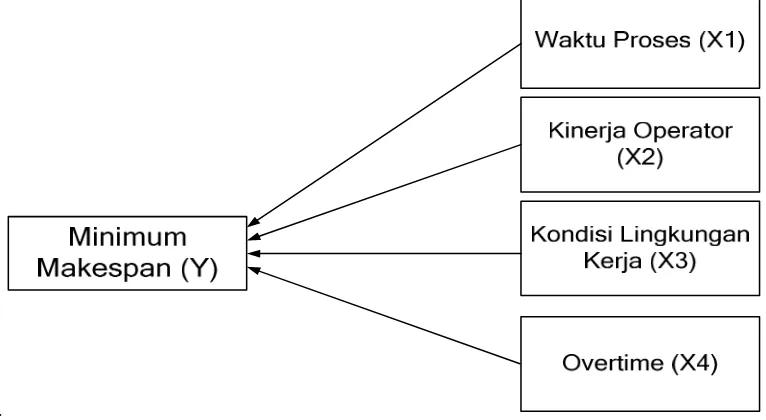
2.5. Kerangka Konseptual
Kerangka konseptual yang merupakan cara berpikir yang logis dan sistematis
dengan melihat hubungan setiap variabel yang telah diidentifikasi sebelumnya yang digunakan dalam menganalisis masalah penelitian sehingga pemaparan dari konsep penelitan lebih mudah dipahami. Kerangka konseptual penelitian yang dapat dilihat
pada Gambar 2.1.
.
Gambar 2.1. Kerangka Konseptual Penelitian Keterangan:
1. Masalah dalam penelitian ini yaitu tingginya makespan pengerjaan produk boiler sehingga dapat menyebabkan ketidaktepatan jadwal pengiriman
produk kepada konsumen/due date terlambat. Besarnya makespan
b. Kemampuan operator (X2). c. Kondisi Lingkungan kerja (X3). d. Overtime (X4).
2. Untuk mengatasi permasalahan keterlambatan waktu penyelesaian produk dari yang seharusnya maka diperlukan penjadwalan mesin pada bagian
mesin las timbul (automatic welding) sehingga keterlambatan dapat dihindari (meminimumkan makespan).
2.5. Definisi Variabel
Sesuai dengan kerangka konseptual pada Gambar 2.1. maka variabel
operasional antara lain:
1. Variabel bebas (independent)
Penelitian ini memiliki beberapa variabel bebas antara lain:
a. Kemampuan operator merupakan skill atau kecakapan yang dimiliki operator dalam mengoprasikan mesin.
b. Waktu proses merupakan waktu yang dibutuhkan untuk menyelesaikan satu operasi.
c. Kondisi lingkungan kerja merupakan kondisi/ suasana lingkungan yang terjadi di lantai produksi seperti panas, kebisingan.
d. Overtime merupakan waktu lembur yang dipergunakan untuk
2. Variabel terikat (dependent)
Penelitian ini memiliki variabel terikat adalah menimimumkan makespan
yang merupakan jangka waktu penyelesaian seluruh job yang dijadwalkan yang merupakan jumlah dari seluruh waktu proses.
2.5.2. Definisi Operasional
Waktu penyelesaian produk (due date) merupakan salah satu tolak ukur
kinerja suatu perusahaan yang bersifat make to order, sehingga untuk mengatasi permasalahan penyelesaian produk maka dilakukan penjadwalan mesin. Penjadwalan mesin memperhatikan beberapa kriteria yaitu meminimalkan shop time (flowtime dan
makespan), memaksimalkan utilization (minimasi idle time), meminimasi work in process (minimasi flow time dan earliness) dan menimasi customer waiting time
(number of tardy jobs, mean lateness, maximum latenes).
Berdasarkan beberapa kriteria tersebut maka definisi operasional yang dipilih adalah meminimumkan makespan dan flowtime. Parameter performansi yang dapat
digunakan yaitu:
1. Efficiency Index (EI), yaitu perbandingan antara metode usulan dengan
metode yang digunakan perusahaan. Apabila EI = 1, maka kedua metode memiliki performance yang sama, bila EI < 1, maka metode usulan yang diberikan memiliki performance yang kurang baik dibanding dengan
2. Relative Error (RE) digunakan untuk mengetahui seberapa jauh perbedaan
makespan yang dihasilkan oleh kedua metode.
BAB 3
GAMBARAN UMUM PERUSAHAAN
3.1. Sejarah Berdirinya PT. Atmindo
Pendirian PT. Atmindo dimulai sekitar tahun 1920, dengan nama Medan
Schine Machine oleh perusahaan Belanda. Perusahaan ini awalnya merupakan perbengkelan khusus untuk pembuatan dan perbaikan peralatan dan mesin-mesin
perkebunan di Sumatera Utara.
Setelah berakhirnya Perang Dunia II, perbengkelan ini milik PT. Socfindo,
yaitu sebuah perusahaan Belgia yang bergerak di bidang perkebunan dan memberi
nama Socamee (societe ateliers mechanique) kepada bengkel tersebut. Kegiatan
bengkel ini meluas hingga pemasangan dan perbaikan lokomotif-lokomotif diesel
untuk perkebunan dan alat-alat industri mekanis, pembuatan dan pembangunan
kerangka besi, hangar pengalangan kapal tunda dan pabrik kelapa sawait lengkap.
Perbengkelan ini mendapat nama baik karena hasil pekerjaan yang mutu dan
kualitasnya baik, sehingga berkembang menjadi unit perbengkelan terbesar di
Sumatera.
Pada tahun 1971 berdasarkan surat persetujuan pemerintah No.
B11/PRES/1/71 tertanggal 28 januari 1971, bengkel ini beralih menjadi perusahaan
PT. Atmindo merupakan perusahaan patungan dengan struktur permodalan
dibiayai oleh pemerintah sebesar 37%, Plantation North Sumatera S.A. sebesar 37%,
deutsches investition-UND sebesar 13%.
Pendirian PT. Atmindo diresmikan pada tanggal 24 Maret 1972 berdasarkan
surat keputusan menteri perindustrian No. 102/M/SK/III/1971, tentang perizinan
pembuatan alat-alat pertanian, peralatan pengolahan hasil perkebunan dan boiler di
Sumatera Utara.
Pada tahun 1974 ditandatangani perjanjian lisensi antara PT.Atmindo dengan
deutsches Babcock Werke A.G. Germany yang selanjutnya program utama Indonesia yang memproduksi dua jenis boiler yaitu boiler jenis pipa air (water tube boiler) tipe
SPFO (Solid Fuel Oil) dengan bahan bakar minyak atau gas. Sekarang perusahaan hanya memproduksi boiler tipe SFMW, karena banyaknya permintaan perusahaan
untuk boiler tipe SFMW.
3.2. Ruang Lingkup Bidang Usaha
Produk utama yang dihasilkan PT. Atmindo adalah boiler dan sterilizer. Selain itu perusahaan juga menerima perbaikan dan pemasangan boiler yang bukan
dihasilkan oleh perusahaan, antara lain:
1. Alat perlengkapan untuk pabrik pengolahan kelapa sawit.
2. Alat perlengkapan untuk pabrik pengolahan karet.
3. Tangki pengangkutan minyak sawit.
Sistem produksi yang dijalankan oleh perusahaan adalah menghasilkan
barang berdasarkan pesanan (make to order), sehingga barang yang dihasilkan tidak
tetap jenisnya. Meskipun produk yang dihasilkan banyak jenisnya pada saat ini
perusahaan lebih memfokuskan pekerjaannya pada pembuatan boiler dan pembuatan
pintu perebusan (Sterilizer door) untuk pabrik kelapa sawit.
3.3. Lokasi Perusahaan
PT. Atmindo berlokasi di Jalan Komodor Laut Sudarso No. 100 Medan.
Seluruh kegiatan administrasi maupun pabrikasi terpusat pada lokasi ini. Kegiatannya
mulai dari penerimaan (order) dari konsumen, pembuatan, pengiriman produk,
hingga pemesanan bahan baku serta kegiatan administrasi lainnya.
Beberapa produk yang dihasilkan oleh PT. Atmindo berukuran sangat besar
sehingga perusahaan mengirimkan karyawannya ke lokasi untuk pemasangan produk
di lapangan dan bertanggung jawab penuh hingga produk tersebut dapat beroperasi
dengan baik.
Letak geografis perusahaan ini dibatasi oleh:
a. Sebelah Timur: Rel Kereta Api
b. Sebelah Barat: Jalan Komodor Laut Yos Sudarso
c. Sebelah Utara: PT.SOCFINDO
3.4. Visi dan Misi PT Atmindo
Visi PT Atmindo adalah to be the market and technology leader in boilers and preassure vessles manufacturing in Indonesi. Sedangkan misi PT Atmindo yaitu:
a. Mengirimkan produk kepada komsumen lebih cepat, lebih mudah dan
lebih baik.
b. Memperbaiki kemampuan personal dalam cara yang berlanjut terus
menerus.
c. Membangun kerja sama/kemitraan yang kokoh dengan supplier/
pemasok.
3.5. Bisnis Core Perusahaan
Hasil produksi dipasarkan untuk memenuhi kebutuhan pasar baik dalam
maupun luar negeri. Banyak perusahaan besar di dalam negeri yang menggunakan
boiler dan sterilizer door produk PT. Atmindo seperti PT. ABC Central Food, PT. DANONE Biscuit Indonesia (untuk daerah Jakarta), PT. SOCFINDO, PT.
Arribhawana Utama. Perusahaan di luar negeri yang menggunakan produk PT.
Atmindo adalah Greenways Industries yang berpusat di Bangladesh dan CHD Company yang berpusat di Malaysia.
Proses pembuatan produk PT. Atmindo memang dapat dikatakan proses
1. Material yang digunakan pada pembuatan produk tidak mengandung zat
kimia yang membahayakan kesehatan, selain itu juga material mempunyai
standart yang telah ditentukan.
2. Pada proses pengujian mutu dari pada pengelasan dengan menggunakan
X-Ray dilakukan oleh orang yang benar-benar ahli dan dikerjakan dengan
sangat hati-hati.
3. Limbah yang dihasilkan seperti sisa material yang berbentuk
potongan-potongan besi dapat dijual ke pabrik peleburan besi, selain itu yang
berbentuk lempengan (lembaran) masih bisa digunakan sebagai bahan
baku pembuat aksesoris dari boiler bila ukurannya masih mencukupi,
sedangkan limbah yang berbentuk serbuk-serbuk besi dikumpulkan dan
dibuang ketempat pembuangan sampah.
4. Suara bising yang ditimbulkan oleh mesin bubut, kempa hidrolik,
pembengkokan plat/pipa dan lain-lain tidak terlalu bising dan
penggunaanya tidak secara terus menerus sehingga menimbulkan penyakit
berupa gangguan pendengaran bagi lingkungan sekitarnya.
5. Para pekerja yang bekerja di lantai produksi wajib menggunakan Alat
Pelindung Diri (APD) sehingga kecelakaan kerja yang terjadi sangatlah
3.6. Tenaga Kerja
Berdasarkan peranannya dalam kegiatan produksi tenaga kerja dibedakan
atas:
1. Tenaga kerja langsung yaitu pekerja yang terlibat langsung dalam proses
pembuatan boiler mulai dari awal dan sampai menjadi sebuah produk
yang ada di pabrik.
2. Tenaga kerja tidak langsung yaitu adalah tenaga kerja yang tidak terlibat
langsung dalam proses produksi.
Tenaga kerja yang ada di PT. Atmindo pada bagian workshop terdiri dari
113 orang tenaga kerja kontrak dan 34 orang tenaga kerja tetap.
Sedangkan jumlah tenaga kerja staff yang ada pada PT. Atmindo ini dapat
dilihat pada Tabel 3.1.
Tabel 3.1 Daftar Jumlah Tenaga Kerja Staf pada PT. Atmindo
No Departemen Jumlah
1 Quality Control 3
Tabel 3.2. Rincian Hari Kerja dan Jam Kerja Pada PT. Atmindo
Sistem pengupahan pada PT.Atmindo dilakukan berdasarkan golongan atau
jabatan masing-masing karyawan. Adapun sistem pengupahan dalam yang digunakan
dalam PT. Atmindo adalah sebagai berikut:
1. Untuk golongan A (Manager) = Gaji Pokok + Uang makan + Fasilitas
Kendaraan.
2. Untuk Golongan B (Supervisor) = Gaji pokok + Uang Makan + Bonus.
3. Untuk Golongan C (karyawan) = Gaji pokok + Uang Makan + Intensif.
4. Untuk Setiap Karyawan tetap maka akan diberikan tunjangan hari raya
yang besarnya tergantung pada jabatan dan lama bekerja pada
perusahaan.
Untuk karyawan yang berprestasi maka akan diberikan berupa bonus dari
perusahaan. Selain itu karyawan perusahaan juga didaftarkan sebagai peserta
Jamsostek. Sedangkan untuk karyawan tidak tetap hanya mendapatkan gaji saja tanpa
3.8. Struktur Organisasi dan Manajemen
Organisasi adalah merupakan sekelompok orang yang bekerjasama untuk
mencapai suatu tujuan. Dengan adanya organisasi, setiap tugas dan kegiatan dapat di
distribusikan dan dikerjakan oleh setiap anggota kelompok secara efisien sehingga
tujuan yang ditetapkan dapat tercapai. Organisasi juga dapat diartikan
sebagai salah satu alat manajemen. Sedangkan manajemen adalah suatu proses yang
melibatkan perencanaan, pengorganisasian, pengarahan dan pengawasan dari sumber
daya yang ada untuk mendapatkan suatu tujuan yang diinginkan. Sumber daya
haruslah dapat dikelola dengan baik dalam sistem organisasi yang tepat agar tercipta
kerjasama yang baik dalam mencapai tujuan yang diinginkan.
Hubungan kerja sama dalam organisasi dapat digambarkan dalam suatu
struktur organisasi. Struktur organisasi pada intinya menggambarkan batasan-batasan,
wewenang, dan tanggung jawab. Dan memperlihatkan susunan fungsifungsi,
departemen-departemen dalam organisasi dan menunjukkan bagaimana hubungan
kerja baik secara horizontal maupun vertikal. Sehingga masing-masing personal
organisasi dapat mengetahui dari mana ia mendapat tugas dan kepada siapa harus
bertanggung jawab.
Organisasi perusahaan telah disusun sedemikian rupa dan mempunyai
struktur organisasi dalam bentuk organisasi garis atau lini, fungsional dan staf.
1. Lurus
Organisasi berbentuk lurus adalah membagi dan mengelompokkan
pekerjaan-pekerjaan yang secara langsung dan penuh, wewenang dan
tanggung jawab dilakukan langsung oleh pemimpin. Bentuk lurus adalah
tipe organisasi yang paling banyak dipakai, terutama pada perusahaan yang
relatif kecil.
2. Fungsional
Organisasi berbentuk fungsional adalah organisasi yang disusun
berdasarkan sifat dan macam fungsi yana harus dilaksanakan. Struktur
organisasi fungsional sesuai untuk suatu organisasi yang mempunyai
masalah utama menuntut adanya keahlian fungsional, efisiensi dan mutu
pekerjaan yang baik. Pada umumnya digunakan dalam
perusahaan-perusahaan dimana pembidangan tugas secara tegas dapat digariskan.
3. Staf
Dimana struktur ini memiliki seorang atau sekelompok ahli yang tugasnya
hanya memberi saran atau nasehat kepada atasannya.
4. Campuran Fungsional, Staf dan Lini
Organisasi staf dan lini adalah suatu sistem yang dapat mengatasi
keburukan-keburukan sistem garis maupun fungsional dengan dibentuk staf
yang terdiri dari tenaga ahli dan masih mempertahankan kebaikan kesatuan
keahlian yang berbeda-beda dan tidak saling mempengaruhi antara satu
bagian dengan bagian yang lain.
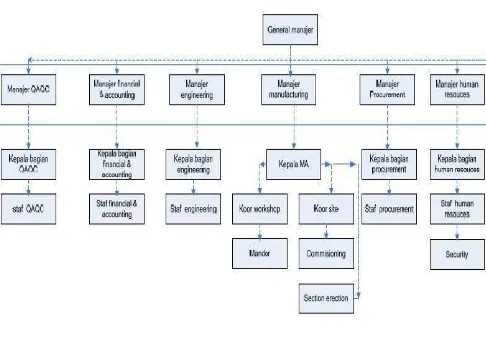
Struktur organisasi yang digunakan pada perusahaan PT. Atmindo adalah
struktur organisasi fungsional dan lini. Adapun gambar dari struktur organisasi dari
PT. Atmindo dapat dilihat pada Gambar 3.1. Hubungan lini dapat dijumpai pada:
1. General manajer dengan Manajer QAQC, Manager Financial and accounting, Manager Engineering, Manager Manufacturing, Manajer
Procurement, Manager Human Resouces, Manajer Marketing and Sales. 2. Manajer Human Resouces dengan kepala bagian Human Resouces, staf
Human Resouces dan security.
3. Manajer Financial and accounting dengan kepala bagian Financial and accounting dan staf Financial and accounting.
4. Manager Enginerring dengan kepala bagian Enginerring dan staf
Enginerring.
5. Manajer QAQC dengan kepala bagian QAQC dan staf QAQC.
6. Manager Manufacturing, dengan kepala MA, koordinator workshop, koordinator site, mandor, commissioning dan section erection.
7. Manajer Marketing and Sales dengan kepala bagian Marketing and Sales
dan staf Marketing and Sales.
8. Manajer Procurement dengan kepala bagian Procurement dan staf
Hubungan fungsional dapat dilihat pada kelompok Manajer QAQC,
Manager Financial and accounting, Manager Engineering, Manager Manufacturing,
Manajer Procurement, Manager Human Resouces dan Manajer Marketing and Sales. Adapun alasan struktur organisasi yang digunakan bentuk campuran fungsional dan
lini pada PT. Atmindo adalah karena:
a. Pembidangan tugas yang sesuai dengan lingkungan yang stabil dan
mempertinggi efisiensi kerja.
b. Memberi kesempatan bagi karyawan spesialisasi yang dapat memperingan
tugas karena hanya bertugas disesuaikan dengan keahliannya.
c. Hanya memerlukan koordinasi minimal karena masing-masing sudah
mempunyai pengertian yang mendalam mengenai bidangnya.
3.9. Pembagian Tugas dan Tanggung Jawab
Pada perusahaan PT. Atmindo memiliki pembagian tugas dan tanggung
jawab dari masing-masing bagian yaitu sebagai berikut:
1. Pimpinan.
a. Memimpin dan menjalankan perusahaan bersama-sama dengan anggota
organisasi sesuai dengan arah dan tujuan yang telah ditetapkan.
b. Menetapkan apa yang harus dilakukan oleh setiap bagian serta cara-cara
pelaksanaannya.
c. Mengangkat dan memberhentikan karyawan dan menetapkan besarnya gaji
2. Manager Human Resouces.
a. Memberikan bimbingan dan arahan kepada karyawan.
b. Mengkoordinir dan memberikan pengesahan atas nota dan surat yang
berhubungan dengan masalah kepegawaian.
c. Mengatur sistem kerja.
d. Mengawasi pelaksanaan kerja dari karyawan.
3. Kepala Bagian Human Resouces.
a. Mengatur jam kerja para karyawan.
b. Menyusun dan merencanakan penempatan karyawan.
c. Membuat laporan mingguan.
4. Staf Human Resouces.
a. Menghitung jumlah jam kerja para karyawan.
b. Menghitung gaji dan bonus insentif para karyawan.
c. Membuat laporan harian.
5. Manajer Financial and accounting.
a. Bertanggung jawab atas administrasi keuangan perusahaan.
b. Menyusun dan merencanakan anggaran perusahaan.
c. Membuat laporan keuangan.
6. Kepala Bagian Financial and accounting.
a. Bertanggung jawab pembukuan perusahaan.
b. Menyusun dan mencairkan panjar dinas luar.
7. Staf Financial and accounting.
a. Menyusun laporan keuangan kepada atasan secara berkala.
b. Menyusun pendapatan dan belanja perusahaan.
c. Memberikan laporan keuangan kepada pihak pemerintah untuk penetapan
besarnya pajak perusahaan.
8. Manager Manufacturing.
a. Melakukan pengawasan tehadap pelaksanaan kerja pada bagian produksi.
b. Membuat loporan hasil produksi.
c. Bertanggung jawab atas pelaksanan produksi.
9. Kepala MA.
a. Melakukan pengawasan tehadap pelaksanaan kerja pada lantai produksi.
b. Membuat loporan kemajuan hasil produksi.
c. Bertanggung jawab atas waktu penyelesaian produksi.
10. Koordinator Workshop.
a. Mengawasi dan mengontrol perencanaan produksi.
b. Membantu manager produksi dalam melakukan perencanaan produksi.
c. Mengatur penempatan operator produksi dalam pekerjaannya.
11. Koordinator Site.
a. Memastikan kelancaran peralatan kerja.
b. Mengawasi jalannya pekerjaan yang berjalan dilapangan.
c. Membuat laporan harian kemajuan pekerjaan kekantor pusat.