LAMPIRAN 1
Uraian Tugas dan Tanggung Jawab PT Wijaya Karya Beton PPB Sumut
1. Manajer Pabrik
a. Memimpin seluruh kegiatan di dalam pabrik
b. Sebagai pengambil keputusan ”decision maker” dalam pelaksanaan kegiatan.
c. Mengendalikan dan mengevaluasi produksi dari segi biaya, mutu dan
waktu secara berkala.
d. Melaksanakan fungsi perencanaan dan pengawasan produksi sehingga
tujuan perusahaan akan tercapai secara efektif.
e. Bertanggung jawab atas pengadaan lokasi dan pengendalian persediaan
suku cadang, bahan baku, bahan penunjang dan produk jadi.
f. Mengupayakan peningkatan kualitas hasil kerja meliputi biaya, mutu dan
waktu sesuai standar yang telah ditetapkan.
g. Mengupayakan terlaksananya Kesehatan dan Keselamatan Kerja (K3).
h. Bertanggung jawab atas keamanan semua harta perusahaan yang ada di
bawah pengelolaannya.
i. Mengupayakan tertib administrasi dan menyajikan laporan seluruh
kegiatan pabrik secara berkala.
j. Mengupayakan terlaksananya pengolahan dan pemanfaatan sumber daya
yang menjadi tanggung jawabnya secara efektif dan efisien.
k. Mengupayakan terlaksananya upaya peningkatan efisiensi produksi
merekomendasikan penerapannya kepada unit kerja terkait
2. Seksi Teknik dan Mutu
a. Menyusun rencana teknik untuk mencapai sasaran mutu produk susuai
dengan persyaratan teknis didalam dokumen yang telah disepakati oleh
pelanggan dan perusahaan.
b. Bertanggung jawab atas tercapainya tingkat efektifitas pemanfaatan
sumber daya di pabrik melalui optimalisasi desain dan metode produksi.
c. Bertanggung jawab terlaksananya dukungan dan pelayanan jasa rekayasa
diperlukan di pabrik dan wilayah penjualan dalam rangka pengupayaan
percepatan penyelesaian proses produksi dan distribusi.
d. Melaksanakan pengujian standar yang dihasilkan gugus kendali mutu di
pabrik dan merekomendasikan hasil pengujian tersebut sebagai standar
produk dalam lingkungan pabrik.
e. Menyusun rencana pengawasan dan pengujian berupa prosedur, sistem dan
pedoman lingkungan pabrik, antara lain meliputi:
1) Menetapkan kendali mutu
2) Merumuskan kegiatan-kegiatan yang perlu dilakukan pada saat
pengendalian.
3) Merumuskan kriteria kendali mutu.
4) Merumuskan sistem dokumentasi/sistem informasi
5) Merumuskan alat kendali mutu.
f. Menerapkan Sistem Manajemen Mutu ISO 2000 dan Sistem Manajemen
perusahaan.
g. Melaksanakan penelitian terhadap metode produksi serta rekomendasi
peningkatan sistem produksi agar dicapai kualitas yang diinginkan.
h. Melaksanakan pembinaan bawahan yang meliputi tanggung jawab sesuai
dengan perkembangan perusahaan.
3. Seksi Perencanaan dan Evaluasi Produksi
a. Melaksanakan dan mengelola administrasi produksi secara berkala.
b. Bertanggung jawab tersusunnya produksi dan kebutuhan sumber daya
untuk keperluan seluruh jalur yang ada di pabrik.
c. Mengumpulkan, mengelola dan menyimpan surat permintaan produk
beton dari unit penjualan produk beton secara tertib dan mengadminitrasi
surat perintah produksi secara tertib dan baik.
d. Menerima pesanan dari langganan-langganan dan konsumen.
e. Menyusun rencana produksi produk beton yang disesuaikan dengan
rencana distribusi dengan rencana distribusi unit penjualan produk beton.
f. Melaksankan pengendalian, evaluasi dan analisa biaya produksi dan
pemanfatan sumber daya pabrik.
g. Mengupayakan peningkatan efektivitas dan efisiensi biaya produksi dan
pemanfatan sumber daya tanpa mengurangi waktu yang telah ditetapkan.
h. Menyusun anggaran biaya produksi untuk keperluan seluruh jalur yang
ada di pabrik.
i. Melaksanakan administrasi persediaan gudang yang meliputi persediaan
jadi dan suku cadang secara tertib.
j. Membuat dan menyajikan laporan produksi secara berkala.
k. Bertanggung jawab atas keterpaduan jadwal produksi dengan rencana
penyerahan dan distribusi dari waktu ke waktu.
4. Seksi Peralatan
a. Merencanakan dan melaksanakan pengawasan program perawatan mesin
dan peralatan pabrik sesuai dengan standar.
b. Mengupayakan pemanfaatan mesin dan peralatan pabrik secara optimal
serta memantau produktivitas pemanfaatan mesin dan peralatan pabrik.
c. Merencanakan, mengendalikan dan mengevaluasi kebutuhan suku cadang
mesin dan peralatan pabrik.
d. Bertanggung jawab atas keberadaan mesin dan peralatan pabrik.
e. Mempersiapkan sumber daya cetak sesuai dengan rencana produksi yang
telah ditetapkan.
f. Bertanggung jawab atas beroperasinya mesin dan peralatan pabrik sebelum
dan selama proses produksi.
g. Mengendalikan dan mengevaluasi biaya peralatan pabrik.
h. Bertanggung jawab atas kelengkapan dan berfungsinya mesin dan
peralatan yang akan dimobilisasikan ke pabrik.
i. Mengatur pembagian shift kerja regu peralatan dan menentapkan kepala
regunya.
5. Seksi Keuangan dan Personalia
b. Melaksanakan pembayaran kepaa pihak ketiga sesuai dengan persyaratan
yang telah ditetapkan.
c. Melaksanakan pengendalian dan evaluasi biaya langsung dan tidak
langsung serta anggaran kas secara berkala.
d. Mengadakan pengadaan lokal dan memantau perkembangan harga dari
pemasok agar didapat harga yang bersaing.
e. Mengelola secara tertib kas dan bank, jaminan bank, perpajakan, serta
mengendalikan persekot.
f. Melaksanakan administrai persediaan kantor yang meliputi persediaan
bahan baku dan penunjang, persediaan dalam proses, persediaan barang
jadi dan suku cadang secara tertib.
g. Membuat dan menyajikan laporan keuangan yang meliputi neraca dan
membuat perhitungan laba rugi secara berkala.
h. Melaksanakan pencatatan, klasifikasi data keuangan serta evaluasinya
menjadi info yang akurat.
i. Melaksanakan pengawasan penerapan sistem informasi dalam arti
seluas-luasnya.
6. Seksi Prduksi
a. Merencanakan jadwal induk produksi dan kebutuhan sumber daya
keperluan jalur-jalur produksinya.
b. Mengatur pembagian shift kerja kepala-kepala shift.
c. Memimpin regu-regu produksi dalam melaksanakan produksi sesuai
d. Melaksanakan pengaduan lokal dan memantau perkembangan harga.
e. Bertanggung jawab atas kualitas hasil kerja yang meliputi biaya, mutu,
waktu sesuai standar.
f. Bertanggung jawab atas tercapainya jadwal dan mutu produk yang telah
ditetapkan pada jalur-jalur produksinya.
g. Berdiskusi dengan seksi teknik dan mutu bila terjadi kegagalan produksi.
h. Membuat laporan secara rutin dan tahunan untuk hasil produksi.
LAMPIRAN 2
Penentuan Rating factor dengan Menggunakan Metode Westinghouse Faktor Kelas Lambang Penyesuaian
Keterampilan
Superskill A1 + 0,15
A2 + 0,13
Excelent B1 + 0,11
B2 + 0,08
Good C1 + 0,06
C2 + 0,03
Average D 0,00
Fair E1 - 0,05
E2 - 0,10
Poor F1 - 0,16
F2 - 0,22
Usaha
Excessive A1 + 0,13
A2 + 0,12
Excellent B1 + 0,10
B2 + 0,08
Good C1 + 0,05
C2 + 0,02
Average D 0,00
Fair E1 - 0,04
E2 - 0,08
Poor F1 - 0,12
F2 - 0,17
Kondisi Kerja
Ideal A + 0,06
Excellenty B + 0,04
Good C + 0,02
Average D 0,00
Fair E - 0,03
Poor F - 0,07
Konsistensi
Perfect A + 0,04
Excellent B + 0,03
Good C + 0,01
Average D 0,00
Fair E - 0,02
DAFTAR PUSTAKA
Bashori, Hasan. 2015. Penjadwalan Flow Shop dengan Penerapan Cross
Entropy-Genetic Algorithm untuk Meminimasi Makespan: JEMIS. NO. 1,
VOL. 3, 36-42.
Bashori, Hasan. 2015. Upaya Meminimasi Makespan dengan Penerapan
Algoritma Cross Entropy pada Penjadwalan Flow Shop: Jurnal Widya
Teknika No.1, Vol.23, 10-14.
Basori, Sayid dan Suparno. 2011. Pendekatan Cross Entropy untuk Minimasi
Bikriteria Makespan dan Total Tardiness pada Penjadwalan Produksi
Flowshop dengan Mesin Paralel. Jurusan Teknik Industri: ITS Surabaya.
Fadlisyah. 2009. Algoritma Genetik. Yogyakarta: Graha Ilmu.
Ginting, Rosnani. 2009. Penjadwalan Mesin. Yogyakarta: Graha Ilmu.
Kusumadewi, Sri. 2005. Penyelesaian Masalah Optimasi dengan Teknik-teknik
Heuristik. Yogyakarta: Graha Ilmu.
Morton, Thomas E. 1993. Heuristic Schedulling System With Aplication to
Production System and Project Management. New York: A Wiley
Interscience Publication.
Nahmias. 2000. Production and Operation Analysis. McGrew-Hill.
Rahmawati, Nur dan Santosa, B. 2016. Penerapan Algoritma Hybrid Cross
Entropy-Genetic Algorithm dalam Penyelesaian Resource-Constrained
Project Scheduling Problem. Jurusan Teknik Industri, Fakultas
Rubinstein, R.Y. 2004. The Cross-Entropy Method: A Unified Approach to
Combinatorial Optimization, Monte Carlo Simulation and Machine
Learning. New York: Springer-Verlag.
Santosa, B. dan Willy, P. 2011. Metoda Heuristik Konsep dan Implementasi.
Guna Widya: Surabaya.
Santosa, B, dkk. 2011. A Cross Entropy-Genetic Algorithm for m-Machines
No-Wait Job-Shop Scheduling Problem: Journal of Intelligent Learning
Systems and Applications. No. 3. 171-180.
Sinulingga, Sukaria. 2014. Metode Penelitian. Medan: USU Press.
Sutalaksana, Iftikar. Z. 2005. Teknik Tata Cara Kerja. Bandung: ITB.
Widodo, Dian Setiya. 2014. Pendekatan Algoritma Cross Entropygenetic
Algorithm untuk Menurunkan Makespan pada Penjadwalan Flow Shop.
JEMIS. NO. 1, VOL. 2, 41-49.
Wignjosoebroto,Sritomo. 2003. Ergonomi Studi Gerak dan Waktu. Jakarta: Guna
BAB III
TINJAUAN PUSTAKA
3.1. Penjadwalan
Penjadwalan adalah pengurutan pembuatan atau pengerjaan produk secara
menyeluruh yang dikerjakan pada beberapa buah mesin.1 Dengan demikian masalah sequencing senantiasa melibatkan pengerjaan sejumlah komponen yang
sering disebut dengan istilah job. Job sendiri masih merupakan komposisi dari
sejumlah elemen-elemen dasar yang disebut aktivitas atau operasi. Tiap aktivitas
atau operasi ini membutuhkan alokasi sumber daya tertentu selama periode waktu
tertentu yang sering disebut dengan waktu proses.
Penjadwalan merupakan alat ukur yang baik bagi perencanaan agregat.
Pesanan-pesanan aktual pada tahap ini akan ditugaskan pertama kalinya pada
sumberdaya tertentu (fasilitas, pekerja, dan peralatan), kemudian dilakukan
pengurutan kerja pada tiap-tiap pusat pemrosesan sehingga dicapai optimalitas
utilisasi kapasitas yang ada. Pada penjadwalan ini, permintaan akan
produk-produk yang tertentu (jenis dan jumlah) dari MPS akan ditugaskan pada
pusat-pusat pemrosesan tertentu untuk periode harian.
Salah satu masalah yang cukup penting dalam sistem produksi adalah
bagaimana melakukan pengaturan dan penjadwalan pekerjaan (jobs), agar pesanan
dapat selesai sesuai dengan kontrak.2 Disamping itu sumber-sumber daya yang tersedia dapat dimanfaatkan seoptimal mungkin. Salah satu usaha untuk mencapai
1
Rosnani Ginting.Penjadwalan Mesin.(Yogyakarta, Graha Ilmu: 2009).Hal. 1
2
tujuan di atas adalah melakukan penjadwalan proses produksi yang terencana.
Penjadwalan proses produksi yang baik dapat mengurangi waktu menganggur
(idle time) pada unit-unit produksi dan meminimumkan barang yang sedang
dalam proses (work in process).
Penjadwalan (scheduling) menurut Conway adalah pengurutan pembuatan
produk secara menyeluruh yang dikerjakan pada beberapa buah mesin. Sedangkan
menurut Kenneth R. Baker, penjadwalan didefinisikan sebagai proses
pengalokasian sumber daya untuk memilih sekumpulan tugas dalam jangka waktu
tertentu. Dari defenisi di atas, maka terdapat dua elemen penting dalam proses
penjadwalan, yakni urutan (sequence) job yang memberikan solusi optimal dan
pengalokasian sumber daya (resources). Karakteristik sumber daya yang
dibicarakan adalah kapasitas kualitatif dan kuantitatif, yakni jenis apa dan jumlah
berapa sumber daya yang dimiliki. Pekerjaan (job order) yang diterima diuraikan
dalam bentuk kebutuhan akan sumber daya, waktu proses, waktu dimulai dan
waktu berakhirnya proses.
Masalah penjadwalan sebenarnya masalah murni pengalokasian dan
dengan bantuan model matematis akan dapat ditentukan solusi optimal.
Model-model penjadwalan akan memberikan rumusan masalah yang sistematik berikut
dengan solusi yang diharapkan. Sebagai alat bantu yang digunakan dalam
menyelesaikan masalah penjadwalan dikenal satu model yang sederhana dan
umum digunakan secara luas yakni Gantt Chart. Gantt Chart merupakan grafik
hubungan antara alokasi sumber daya dengan waktu. Dari Gantt Chart kemudian
terbaik misalnya waktu pemrosesan tersingkat, utilitas mesin/peralatan tertinggi,
idle time minimum dan lain-lain.
3.1.1. Tujuan Penjadwalan
Bedwort (1987), mengidentifikasikan beberapa tujuan dari aktivitas
penjadwalan adalah sebagai berikut:3
1. Meningkatkan penggunaan sumber daya atau mengurangi waktu tunggunya,
sehingga total waktu proses dapat berkurang dan produktivitas dapat
meningkat.
2. Mengurangi persediaan barang setengah jadi atau mengurangi sejumlah
pekerjaan yang menunggu dalam antrian ketika sumberdaya yang ada masih
mengerjakan tugas yang lain. Teori Baker mengatakan, jika aliran kerja suatu
jadwal konstan maka antrian yang mengurangi rata-rata waktu alir akan
mengurangi rata-rata persediaan setengah jadi.
3. Mengurangi beberapa keterlambatan pada pekerjaan yang mempunyai batas
waktu penyelesaian sehingga akan meminimasi penalty cost (biaya
keterlambatan).
4. Membantu pengambilan keputusan mengenai perencanaan kapasitas pabrik
dan jenis kapasitas yang dibutuhkan sehingga penambahan biaya yang mahal
dapat dihindarkan.
3
3.1.2. Terminologi Penjadwalan
Beberapa defenisi yang digunakan dalam penjadwalan adalah sebagai
berikut:4
1. Processing Time (ti)
Processing Time adalah waktu yang dibutuhkan untuk mengerjakan suatu
pekerjaan. Dalam waktu proses ini sudah termasuk waktu yang dibutuhkan
untuk persiapan dan pengaturan (set up) selama proses berlangsung.
2. Due-date (di)
Due-date adalah batas waktu dimana operasi terakhir dari suatu pekerjaan
harus selesai.
3. Slack time (SLi)
Slack time adalah waktu tersisa yang muncul akibat dari waktu prosesnya
lebih kecil dari due- datenya.
SLi = di - ti
4. Flow time (Fi)
Flow time adalah rentang waktu antara saat pekerjaan dapat dimulai (tersedia)
dan saat pekerjaan selesai. Jadi flow time sama dengan processing time
dijumlahkan dengan waktu tunggu sebelum pekerjaan diproses.
5. Completion time (Ci)
Completion time adalah saat selesainya pekerjaan. Completion time
disimbolkan dengan Ci.
4
6. Lateness (Li)
Lateness adalah selisih antara completion time (Ci) dengan due-date-nya (di).
Suatu pekerjaan memiliki lateness yang bernilai positif apabila pekerjaan
tersebut diselesaikan setelah due-date-nya.
7. Tardiness (Ti)
Tardiness adalah lateness positif dimana pekerjaan diselesaikan lebih lambat
dari due date yang telah ditetapkan. Tardiness disimbolkan dengan Ti.
8. Makespan (M)
Makespan adalah total waktu penyelesaian pekerjaan mulai dari urutan
pertama yang dikerjakan pada mesin atau work center pertama sampai kepada
urutan-urutan pekerjaan terakhir pada mesin atau work center terakhir.
3.1.3. Klasifikasi Penjadwalan
Penjadwalan produksi dapat diklasifikasi berdasarkan beberapa kriteria
sebagai berikut (Nahmias, 2000):
1. Penjadwalan produksi secara umum, yaitu:
a. Penjadwalan maju (forward scheduling)
Operasi penjadwalan dimulai dari tanggal penerimaan order secara maju.
Konsekuensinya terjadi persediaan bahan baku sampai pada gilirannya
b. Penjadwalan mundur (backward scheduling)
Teknik penjadwalan dimulai dari waktu penyelesaian operasi terakhir.
Keuntungannya adalah mengurangi persediaan barang setengah jadi (work
in process).
2. Penjadwalan produksi berdasarkan mesin yang digunakan, yaitu:
a. Model Single-Machine
Model ini hanya berisi sejumlah m mesin yang sejenis, yang harus
memproses sejumlah job yang terdiri dari satu operasi. Setiap job dapat
dikerjakan pada salah satu mesin yang ada tersebut. Model ini banyak
digunakan pada penjadwalan yang menggunakan metode dekomposisi,
yaitu suatu model penjadwalan yang memecahkan permasalahan
penjadwalan yang kompleks ke dalam sejumlah permasalahan yang lebih
sederhana dalam bentuk single-machine.
b. Model Paralle-Machine
Merupakan suatu bentuk umum dari model single-machine. Model ini
terdapat pada industri yang proses produksinya terdiri dari berbagai
tahapan, di mana tiap tahapan tersebut terdiri dari sejumlah mesin sejenis
yang tersusun secara paralel. Setiap job dapat dikerjakan pada salah satu
mesin yang ada. Ada suatu kondisi dimana mesin-mesin yang tersusun
secara paralel tersebut tidak identik satu sama lain dalam hal kemampuan
c. Model Flow shop
Suatu proses manufaktur seringkali harus melewati banyak operasi yang
membutuhkan jenis mesin yang berbeda pada tiap operasinya. Jika rute
yang harus dilewati untuk setiap job adalah sama, maka bentuk
konfigurasi ini disebut juga model flow shop. Mesin-mesin pada model ini
disusun secara seri dan pada saat sebuah job selesai diproses pada sebuah
mesin, maka job tersebut akan meninggalkan mesin tersebut untuk
kemudian mengisi antrian pada mesin berikutnya untuk diproses.
d. Model Job Shop
Dalam suatu proses manufaktur yang memerlukan banyak operasi,
seringkali rute yang harus dilalui setiap job adalah tidak sama. Model
seperti ini disebut juga model job shop. Bentuk sederhana dari model ini
mengasumsikan bahwa setiap job hanya melewati satu jenis mesin
sebanyak satu kali dalam rutenya pada proses tersebut. Namun ada juga
model lainnya di mana setiap job diperbolehkan untuk melewati mesin
sejenis lebih dari satu kali pada rutenya. Model ini disebut juga job shop
dengan recirculation (pengulangan).
3. Penjadwalan produksi berdasarkan pola kedatangan pekerjaan, yaitu:
a. Penjadwalan statis
Pekerjaan datang bersamaan dan siap dikerjakan pada mesin yang tidak
bekerja. Kondisi semua stasiun kerja dan perlengkapannya selalu tersedia
b. Penjadwalan dinamis
Pekerjaan datang terus-menerus pada waktu yang berbeda-beda.
Pendekatan yang sering digunakan pada penjadwalan ini adalah
penggunaan aturan dispatching yang berbeda untuk setiap stasiun kerja.
4. Penjadwalan produksi berdasarkan sifat informasi yang diterima, yaitu:
a. Penjadwalan deterministic
Informasi yang diperoleh bersifat pasti seperti waktu kedatangan job,
waktu setup, dan waktu proses.
b. Penjadwalan stokastik
Informasi yang diperoleh tidak pasti tetapi memiliki keCEnderungan yang
jelas atau menyangkut adanya distribusi probabilitas tertentu, misalnya
kedatangan pekerjaan bersifat acak.
3.1.4. Penjadwalan Flow shop
Menurut Baker (1974) model penjadwalan dapat dibedakan menjadi 4
jenis keadaan, yaitu:
1. Mesin yang digunakan, dapat berupa proses dengan mesin tunggal atau proses
dengan mesin majemuk.
2. Pola aliran proses, dapat berupa aliran identik atau sembarang.
3. Pola kedatangan pekerjaan, statis atau dinamis.
4. Sifat informasi yang diterima, dapat berupa determinastik atau stokastik.
Pada jenis keadaan pertama, jumlah mesin dapat dibedakan atas mesin
biasanya dapat diterapkan dalam kasus mesin majemuk. Pada model kedua, pola
aliran dapat dibedakan atas flow shop dan job shop. Pada flow shop dijumpai pola
aliran pemrosesan dari suatu mesin ke mesin lainnya dalam urutan (routing)
tertentu. Semua pekerjaan yang mengalir pada alat produksi yang sama tanpa
boleh melewatinya disebut dengan pure flow shop. Tetapi jika pekerjaan yang
datang kedalam flow shop tidak harus dikerjakan pada semua mesin, jenis flow
shop ini disebut dengan generalflow shop.
3.2. Makespan
Makespan untuk flow shop dan job shop merupakan kriteria sederhana yan
secara jangka panjang dapat digunakan secara maksimal, hal ini dikarenakan
makespan merupakan satu-satunya fungsi tujuan yang sederhana namun memiliki
hasil yang analitik untuk permasalahan mesin tunggal ataupun paralel.5 Masalah
makespan memang akan lebih sulit pada permasalah mesin paralel.
Pendekatan minimasi makespan pada penjadwalan flow shop pada m
mesin dapat digunakan formulasi sebagai berikut:
B = max {b1, b2, b3, … , bk, … , bm} dimana bm = qm + Tm
bm-1 = qm-1 + Tm-1 + min {pjm} jЄσ’
bm-2 = qm-2 + Tm-2 + min {pj.m-1 + pj.m } jЄσ’
. .
. .
. .
5
bk = qk + Tk + min {pj.k+1 + pj.k+2 + … + pj.m} jЄσ’
. .
. .
. .
b1 = q1 + T1 + min {pj.2 + pj.3 + … + pj.m} jЄσ’
3.3. Pengukuran Waktu (Time Study)
Pengukuran waktu ditujukan untuk mendapatkan waktu baku penyelesaian
pekerjaan yaitu waktu yang dibutuhkan secara wajar oleh seorang pekerja normal
untuk menyelesaikan suatu pekerjaan yang dijalankan dalam sistem kerja terbaik.6 Ini dimaksudkan untuk menunjukkan bahwa waktu baku yang dicari bukanlah
waktu penyelesaian yang diselesaikan secara tidak wajar seperti terlalu cepat atau
terlalu lambat.
Secara garis besar, metode pengukuran waktu terbagi ke dalam dua
bagian, yaitu:
1. Pengukuran secara langsung
Pengukuran yang dilakukan secara langsung di tempat dimana pekerjaan yang
bersangkutan dijalankan. Dua cara yang termasuk pengukuran langsung adalah
cara jam henti (stopwatch time study) dan sampling kerja (work sampling).
2. Pengukuran secara tidak langsung
Pengukuran secara tidak langsung merupakan pengukuran waktu tanpa harus
berada ditempat kerja yaitu dengan membaca tabel-tabel yang tersedia asalkan
6
mengetahui jalannya pekerjaan melalui elemen pekerjaan atau
elemen-elemen gerakan. Yang termasuk pengukuran tidak langsung adalah data waktu
baku dan data waktu gerakan.
Dengan salah satu cara ini, waktu penyelesaian pekerjaan yang dikerjakan
dengan suatu sistem kerja tertentu dapat ditentukan. Sehingga jika pengukuran
dilakukan terhadap beberapa alternatif sistem kerja, kita dapat memilih yang
terbaik dari segi waktu yaitu sistem yang membutuhkan waktu penyelesaian yang
tersingkat.
3.3.1 Pengukuran Waktu Jam Henti
Pengukuran waktu jam henti adalah pekerjaan mengamati pekerja dan
mencatat waktu kerjanya baik setiap elemen ataupun siklus dengan menggunakan
alat yang telah disiapkan. Sesuai dengan namanya, maka pengukuran waktu ini
menggunakan jam henti (stop watch) sebagai alat utamanya. Cara ini tampaknya
merupakan cara yang paling banyak digunakan.
Tahapan dalam melakukan pengukuran waktu adalah sebagai berikut:
1. Penetapan Tujuan Pengukuran
Dalam melakukan pengukuran waktu kerja, tujuan pengukuran harus
ditetapkan terlebih dahulu dan untuk apa hasil pengukuran digunakan. Dalam
penentuan tujuan tersebut, dibutuhkan adanya tingkat kepercayaan dan
tingkat ketelitian yang digunakan dalam pengukuran jam henti.
2. Melakukan Penelitian Pendahuluan
mengidentifikasi kondisi kerja dan metode kerja. Dalam penelitian ini perlu
dianalisis hasil pengukuran waktu kerja, apakah masih ada kondisi yang tidak
optimal, jika perlu dilakukan perbaikan kondisi kerja dan cara kerja yang
baik.
3. Memilih Operator
Operator yang akan melakukan pekerjaan harus dipilih yang memenuhi
beberapa persyaratan agar pengukuran dapat berjalan baik, dan dapat
diandalkan hasilnya. Syarat tersebut yang dibutuhkan berkemampuan normal
dan dapat bekerja sama menjalankan prosedur kerja yang baik.
4. Melatih Operator
Operator harus dilatih terlebih dahulu agar terbiasa dengan kondisi dan cara
yang telah ditetapkan dan telah dibakukan untuk menyelesaikan pekerjaan
secara wajar.
5. Menguraikan Pekerjaan Atas Beberapa Elemen Pekerjaan
Pekerjaan dibagi menjadi beberapa elemen pekerjaan yang merupakan
gerakan bagian dari pekerjaan yang bersangkutan. Pengukuran waktu
dilakukan atas elemen pekerjaan. Ada beberapa pedoman yang harus
diperhatikan dalam melakukan pemisahan menjadi beberapa elemen
pekerjaan yaitu:
a. Uraikan pekerjaan tersebut, tetapi harus dapat diamati oleh alat ukur dan
dapat dicatat dengan menggunakan jam henti.
b. Jangan sampai ada elemen yang tertinggal karena jumlah waktu elemen
c. Antara elemen satu dengan elemen yang lain pemisahannya harus jelas.
Hal ini dilakukan agar tidak timbul keraguan dalam menentukan kapan
berakhirnya atau mulainya suatu pekerjaan.
6. Menyiapkan Alat Pengukuran
Alat yang digunakan melakukan pengukuran waktu baku tersebut yaitu:
a. Jam henti (stopwatch)
b. Lembar pengamatan
c. Pena atau pensil
d. Papan pengamatan
3.3.2. Tingkat Ketelitian dan Tingkat Keyakinan
Tingkat ketelitian dan tingkat keyakinan adalah pencerminan tingkat
kepastian yang diinginkan oleh pengukur setelah memutuskan untuk melakukan
sampling dalam pengambilan data.
Tingkat ketelitian menunjukkan penyimpangan maksimum hasil
pengukuran dari waktu penyelesaian sebenamya. Hal ini biasanya dinyatakan
dengan persen (dari waktu penyelesaian sebenamya, yang seharusnya dicari).
Sedangkan tingkat keyakinan menunjukkan besarnya keyakinan pengukur akan
hasil yang diperoleh telah memenuhi syarat ketelitian yang ditentukan. Jadi
tingkat ketelitian 5% dan tingkat keyakinan 95% berarti bahwa penyimpangan
hasil pengukuran dari hasil sebenamya maksimum 5% dan kemungkinan berhasil
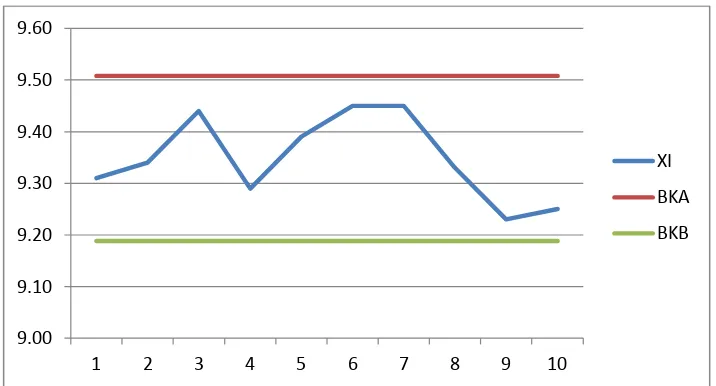
3.3.3. Pengujian Keseragaman Data
Pengujian keseragaman data adalah suatu pengujian yang berguna untuk
memastikan bahwa data yang dikumpulkan berasal dari satu sistem yang sama.7 Melalui pengujian ini kita dapat mendeteksi adanya perbedaan-perbedaan dan
data-data yang di luar batas kendali (out of control) yang dapat kita gambarkan
pada peta kontrol. Data-data yang demikian dibuang dan tidak dipergunakan
dalam perhitungan selanjutnya. Langkah-langkah pengujian keseragaman data
adalah sebagai berikut:
1. Menghitung harga rata-rata pengamatan (N)
2. Menghitung standar deviasi (σ)
Rumus untuk menghitung standar deviasi adalah sebagai berikut:
σx =
√
∑ ̅Keterangan :
σ = Standar deviasi
X = Data yang diperoleh dari pengamatan
̅ = Rata-rata dari data pengamatan N = Jumlah pengamatan yang dilakukan
3. Menentukan batas kontrol atas (BKA) dan batas kontrol bawah (BKB)
Untuk menguji keseragaman data, digunakan peta kontrol dengan
persamaan berikut :
BKA = X + kσ
BKB = X - kσ
Jika X min > BKB dan X max < BKB, maka data seragam
7
Jika X min < BKB dan X max > BKB, maka data tidak seragam
3.3.4. Menghitung Jumlah Data Pengamatan yang Diperlukan (N’)
Uji kecukupan data dilakukan untuk mengetahui apakah data yang diambil
dari lapangan telah mencukupi untuk digunakan dalam menyelesaikan
permasalahan yang ada. Uji kecukupan data dapat dihitung dengan menggunakan
rumus umum sebagai berikut:
2 2 2 ' i i i X X X N s k N Keterangan :
N = Jumlah pengamatan yang dilakukan
N’ = Jumlah pengamatan yang harus dilakukan
ΣXi = Jumlah seluruh data
ΣXi2 = Jumlah kuadrat data
K = Nilai absis pada tabel distribusi normal untuk luasan sebesar tingkat kepercayaan
s = Tingkat ketelitian
Apabila N’ < N, maka jumlah data pengamatan sudah mencukupi dan
apabila N’ > N, maka jumlah data pengamatan belum mencukupi.
3.3.5. Menentukan Waktu Terpilih, Waktu Normal dan Waktu Standar
Waktu terpilih yang digunakan adalah harga rata-rata data yang telah
seragam dan cukup di tiap stasiun kerja. Harga rata-rata tersebut diperoleh dari
data pengamatan waktu siklus operasi yang telah berada pada batas kontrol yang
ditentukan seperti yang terlihat pada perhitungan sebelumnya. Untuk menghitung
Wn = Waktu terpilih x Rating Factor
Untuk menentukan Rf (Rating Factor) digunakan metode Westinghouse system of
rating yang terdiri dari empat faktor yang mempengaruhi penentuan rating yaitu
keterampilan, kondisi kerja, usaha dan konsistensi. Penentuan Rf (Rating Factor)
adalah sebagai berikut:
Rf = 1 + Westinghousefactor
Waktu baku dihitung setelah mengetahui allowance. Persentase allowance
merupakan kelonggaran untuk istirahat yang diberikan kepada tenaga kerja.
Allowance Wn
Wb
% % 100
% 100
3.3.6. Penyesuaian dan Kelonggaran
Setelah pengukuran berlangsung, pengukur harus mengamati kewajaran
kerja yang diitujukkan operator.8 Ketidakwajaran dapat saja terjadi misalnya
bekerja tanpa kesungguhan, sangat cepat seolah-olah diburu waktu, atau karena
menjumpai kesulitan-kesulitan seperti kondisi ruangan yang buruk. Penyebab
seperti diatas mempengaruhi kecepatan kerja yang berakibat terlalu singkat atau
terlalu panjangnya waktu penyelesaian. Hal ini jelas tidak diinginkan karena
waktu baku yang dicari adalah waktu yang diperoleh dari kondisi dan cara kerja
baku yang diselesaikan secara wajar.
1. Konsep tentang bekerja wajar
Ketidakwajaran pekerja harus diwajarkan untuk mendapatkan waktu normal.
Pertanyaan yang timbul adalah bagaimana yang disebut wajar itu. Dengan
8
standar apa pengukur menilai wajar tidaknya kerja seorang operator. Biasanya,
melalui pengamatan pengukur dapat melihat cara kerja operator. Dalam
kehidupan sehari-hari pun hal ini sering bisa dirasakan, yaitu bila suatu waktu
melihat seorang yang sedang bekerja. Dalam waktu yang tidak terlalu lama,
dapat menyatakan bahwa orang tersebut bekerja dengan lambat atau sangat
cepat. Ketepatan pengukur akan lebih teliti apabila dia telah cukup
berpengalaman bagi jenis pekerjaan yang sedang diukur. Semakin
berpengalaman seseorang pengukur, indera yang dimiliki akan semakin peka
melakukan penyesuaian. Untuk memudahkan pemilihan konsep wajar, seorang
pengukur dapat mempelajari cara kerja seorang operator yang dianggap normal
yaitu jika seorang operator yang dianggap berpengalaman, bekerja tanpa
usaha-usaha yang berlebihan sepanjang hari kerja, menguasai cara kerja yang ditetapkan
dan menunjukkan kesungguhan dalam menjalankan pekerjaannya. Disamping
konsep-konsep yang dikemukakan oleh International Labour Organization ini,
terdapat juga konsep yang lebih terperinci yaitu yang dikemukakan oleh Lawry,
Maynard, dan Stegemarten melalui cara penyesuaian Westinghouse. Ada empat
faktor yang menyebabkan kewajaran atauketidakwajaran dalam bekerja, yaitu
keterampilan, usaha, kondisi kerja, dan konsistensi. Walaupun usaha-usaha
membakukan konsep bekerja wajar telah dilakukan, namun penyesuaian tetap
tampak sebagai hal yang subjektif.
2. Cara Menentukan Faktor Penyesuaian
Cara Westinghouse (Westinghouse Factors) mengarahkan penilaian pada 4
faktor yang dianggap menentukan kewajaran atau ketidakwajaran dalam
terbagi dalam kelas-kelas dengan nilainya masing-masing. Keterampilan atau
skill didefenisikan sebagai kemampuan mengikuti cara kerja yang ditetapkan.
Latihan dapat meningkatkan keterampilan, tetapi hanya sampai ke tingkat
tertentu saja, tingkat yang merupakan kemampuan maksimal yang dapat
diberikan pekerja yang bersangkutan. Keterampilan juga dapat menurun, yaitu
bila terlampau lama tidak menangani pekerjaan tersebut. Atau karena
sebab-sebab lain seperti karena kesehatan yang terganggu, rasa fatigue yang
berlebihan, pengaruh lingkungan sosial dan sebagainya. Faktor lain yang harus
diperhatikan adalah konsistensi atau consistency. Faktor ini perlu diperhatikan
karena pada setiap pengukuran waktu angka-angka yang dicatat tidak pernah
semuanya sama, waktu penyelesaian yang ditunjukkan pekerja selalu
berubah-ubah dari siklus ke siklus lainnya, dari jam ke jam, bahkan dari hari ke hari.
Selama ini masih dalam batas kewajaran, masalah tidak timbul tetapi jika
variabilitisnya tinggi maka hal tersebut harus diperhatikan. Sebagaimana
halnya faktor-faktor lain, konsistensi juga dibagi enam kelas yaitu perfect,
exCEllent, good, average, fair dan poor. Westinghouse factors dilihat pada
Tabel 3.1. Westinghouse Factors
Faktor Kelas Lambang Penyesuaian
Keterampilan Superskill A1 + 0,15
Excellent A2 + 0,13
B1 + 0,11
Good B2 + 0,08
C1 + 0,06
Average C2 + 0,03
D 0,00
Fair E1 - 0,05
Poor E2 - 0,10
F1 - 0,16
Usaha Excessive F2 - 0,22
A1 + 0,13
Excellent A2 + 0,12
B1 + 0,1
Good B2 + 0,08
C1 + 0,05
Average C2 + 0,02
D 0,00
Fair E1 - 0,04
E2 - 0,08
Poor F1 - 0,12
F2 - 0,17
Kondisi Kerja Ideal A + 0,06
ExCEllenty B + 0,04
Good C + 0,02
Average D 0,00
Fair E - 0,03
Poor F - 0,07
Konsistensi Perfect A + 0,04
ExCEllenty B + 0,03
Good C + 0,01
Average D 0
Fair E - 0,02
3. Kelonggaran (Allowance)
Kelonggaran (allowance) diberikan kepada tiga hal yaitu untuk kebutuhan
pribadi, menghilangkan kelelahan dan hambatan yang tidak dapat dihindarkan.
Ketiganya merupakan hal yang secara nyata dibutuhkan oleh pekerja selama
pengamatan karenanya setelah mendapatkan waktu normal perlu ditambahkan
kelonggaran. Dalam menghitung besarnya allowance, keadaan yang dianggap
wajar diambil harga allowance=100 %. Sedangkan bila terjadi penyimpangan
dari keadaan ini, allowance harus ditambah dengan faktor-faktor berpengaruh
terhadap kegiatan kerja yang dilakukan. Kelonggaran diberikan untuk tiga hal,
yaitu:
a. Kelonggaran untuk kebutuhan pribadi (personal)
Yang termasuk didalam kebutuhan pribadi adalah hal-hal sepeti minum
sekedarnya untuk menghilangkan rasa haus, ke kamar kecil, berbicara
dengan teman untuk menghilangkan ketegangan ataupun kejenuhan dalam
bekerja.
b. Kelonggaran untuk menghilangkan rasa fatique
Fatique merupakan hal yang akan terjadi pada diri seseorang sebagai akibat
dari melakukan suatu pekerjaan.
c. Kelonggaran untuk hambatan-hambatan tidak terhindarkan (delay)
Hambatan-hambatan tidak terhindarkan terjadi karena berada diluar
3.4. Cross Entropy
Metode Cross Entropy termasuk teknik yang cukup baru. Awalnya
diterapkan untuk simulasi kejadian langka (rare event).9 Lalu dikembangkan untuk beberapa kasus seperti optimasi kombinatorial, optimasi berlanjut, machine
learning dan beberapa kelas masalah lain. Metoda CE termasuk dalam keluarga
teknik Monte Carlo yang bisa digunakan untuk menyelesaikan kasus estimasi
maupun optimasi. Dalam hal estimasi, CE memberikan cara yang adaptif untuk
menemukan distribusi sampling yang optimal untuk beberapa problem yang
cukup luas cakupannya. Jika masalah optimasi bisa kita formulasikan sebagai
masalah estimasi maka metoda CE menjadi sangat handal dan berlaku umum
sebagai algoritma search stokhastik.
Metode CE awalnya digunakan sebagai alat untuk mengestimasi
probabilitas dari kejadian langka (rare event) dengan penerapan algoritma
adaptive untuk pada peristiwa stokhastik yang kompleks dengan cara meminimasi
variansi (varian CE minimization).10 Pada perkembangan selanjutnya, ditemukan bahwa modifikasi sederhana terhadap metoda CE dapat digunakan tidak hanya
untuk mengestimasi probabilitas kejadian langka, tetapi juga untuk menyelesaikan
permasalahan optimasi kombinatorial yang kompleks dengan cara meminimasi
cross entropy. Hal ini dilakukan dengan menerjemahkan masalah optimasi
deterministic menjadi stokhastik kemudian menggunakan teknik rare event
simulation.
9
R.Y. Rubinstein and D.P. Kroese. The Cross-Entropy Method: A Unified Approach to Combinatorial Optimization, Monte Carlo Simulation and Machine Learning, (New York: Springer-Verlag. 2005), hlm. 32-35
10
Metoda CE melibatkan prosedur iterasi, dimana tiap iterasi dapat dipecah
menjadi dua fase yaitu:
1. Melakukan pembangkitan sampel random (x) dengan menggunakan
mekanisme atau distribusi tertentu.
2. Memperbaharui parameter (ν) dari mekanisme random berdasarkan data
sampel elit untuk menghasilkan sampel yang lebih baik pada iterasi
berikutnya.
Sampel elit adalah berapa persen dari sampel yang kita pilih untuk
memperbaiki atau mengupdate parameter ν yang digunakan. Proses tersebut
secara matematis dapat ditulis sebagai berikut
1. Tentukan nilai N, yaitu banyaknya sampel, ν0, ρ dan α.
2. Bangkitkan sampel sebanyak N dengan mekanisme tertentu, memanfaatkan
parameter ν0.
3. Evaluasi sampel ini dengan memasukkan ke dalam fungsi tujuan. Lalu
urutkan nilai fungsi tujuan. Ini dilakukan dengan cara memasukan nilai x
yang dibangkitkan ke dalam fungsi tujuan f(x). Jika ada N sampel maka
didapatkan sebanyak N nilai f. Lalu kita urutkan nilai f ini dari yang terbesar
ke yang terkecil. Pilih 1 − ρ persentil dari N sampel x yang menghasilkan
nilai f terkecil. Ini bisa dijelaskan, misalnya N =10, ρ =0,1, maka 1 – 0,1=0,9
persentil dari 10 sampel adalah titik sampel ke 9 dan ke 10 setelah nilai f
diurutkan. Kedua sampel ini yang disebut sampel elit. Ingat bahwa yang kita
mencari nilai x mana yang memberikan f terkecil. Sejumlah nilai x terbaik ini
gunakan untuk memperbaharui parameter ν.
4. Memperbaharui γt secara adaptif. Untuk ν yang sudah diperbaharui, gunakan
untuk membangkitkan nilai x yang baru. Kemudian masukkan ke dalam γt
dan νt−1 yang telah ditetapkan.
Algoritma utama CE untuk optimasi adalah sebagai berikut:
1. Tentukan parameter awal ν = u, α,dan ρ.Tetapkan iterasi it =1.
2. Bangkitkan sampel random X1, XN dari fungsi probabilitas distribusi tertentu
f(−; u) dan pilih sampel (1−ρ) quantile dari performansi setelah diurutkan.
3. Gunakan sampel yang sama untuk memperbarui nilai parameter.
4. Aplikasikan persamaan untuk memuluskan vektor ν = u.Kembali ke langkah
2 dengan nilai parameter yang baru, tetapkan it = it +1.
5. Jika stopping criteria sudah dipenuhi, berhenti.
Perlu dicatat bahwa stopping criteria, vektor solusi awal, ukuran sampel N
dan nilai ρ harus dinyatakan secara spesifik dari awal iterasi. Parameter ν
diperbaharui hanya berdasarkan sejumlah (1 − ρ) sampel terbaik. Sampel yang
digunakan untuk memperbaharui parameter ini dinamakan sampel elit.
3.4.1. Ide Dasar Cross Entropy
Konsep Cross Entropy dikembangkan untuk mengukur distribusi referensi
ideal dan pendistribusian yang sebenarnya. Metode ini umumnya memiliki dua
langkah dasar, menghasilkan sampel dengan mekanisme parameter dan
diusulkan oleh Reuven Rubinstein dengan menggabungkan konsep Kullback-
Leibler dan teknik simulasi Monte Carlo.
Cross Entropy (CE) telah diterapkan di berbagai macam masalah. Salah
satunya untuk memecahkan masalah optimasi. Aplikasi CE telah diadopsi secara
luas dalam kasus kombinasi yang sulit seperti masalah maksimisasi, Traveling
Salesman Problem (TSP), masalah penugasan kuadrat dan berbagai macam
masalah penjadwalan dan Buffer Allocation Problem (BAP).
Untuk memecahkan masalah optimasi, cross entropy dilibatkan dalam dua
fase berulang berikut:
1. Generasi sampel data acak (lintasan dan vektor) sesuai dengan mekanisme
acak probabilitas dengan fungsi kepadatan.
2. Memperbarui parameter dari mekanisme random, biasanya parameter atas
dasar data untuk menghasilkan sampel yang lebih baik pada iterasi
berikutnya.
Misalkan ingin meminimalkan beberapa fungsi biaya S(z) atas semua z di
beberapa set Z. Maka minimum oleh γ * akan ditunjukkan sebagai berikut:
γ * = min S(z) xeZ
Masalah deterministik tersebut diacak dengan mendefinisikan {f(;v),v V}
dan persamaan masalah estimasi di atas untuk skalar γ dapat diberikan:
Pu(S(Z)≤ γ) = Eu [Is(z)≤γ] yang disebut masalah stokastik.
Di sini, Z adalah vektor acak dengan (;.u), untuk beberapa u V (misalnya Z
menjadi vektor acak Bernoulli). Untuk memperkirakan, metode CE menghasilkan
optimal γ*v*, di mana γ* adalah solusi dari permasalahan, dan v* yang
menekankan nilai-nilai di Z dengan solusi optimal.
Fraksi sampel ditunjukkan oleh ρ yang digunakan untuk mencari batasan γ.
Proses didasarkan pada sampel data stochastic. Jumlah sampel dalam setiap tahap
stochastic dilambangkan dengan N, yang merupakan parameter yang telah
ditetapkan.
3.4.2. Cross Entropy Sebagai Kombinasi Optimisasi
Dalam kasus penjadwalan diperlukan parameter P di tempat v. P adalah
matriks transisi di mana setiap entri pi,jmenunjukkan probabilitas ke-j, untuk i = 1,
2 , .. , n , j = 1 , 2 , ... , n , di mana n adalah jumlah pekerjaan. Untuk P awal dapat
ditempatkan nilai-nilai yang sama dengan semua entri yang berarti bahwa
probabilitas dari pekerjaan ke tempat j didistribusikan merata.
Berdasarkan matriks P, akan menghasilkan N urutan pekerjaan. Setiap
urutan (Zi) akan dievaluasi berdasarkan S(zi) di mana S = nilai Cmax untuk setiap
urutan. Dari urutan N dapat diambil ρN sampel elit persen dengan S terbaik
(bukan menggunakan sebagai batas untuk memilih sampel elit). Rumus ES =
ρN, diberikan oleh Pt(i,j)sebagai berikut:
∑
Algoritma utama Cross Entropy (CE) yang digunakan dalam penjadwalan
adalah sebagai berikut: (R.Y. Rubinstein dan D. P. Kroese ,2014)
1. Pilih referensi transisi/inisiasi awal matriks P0, semua entri sama dengan 1/n,
2. Dihasilkan sampel Z1, … , ZN urutan pekerjaan melalui algoritma dengan P =
t - 1 dan pilih ρN sampel elit dengan kinerja terbaik dari S(z).
3. Gunakan sampel elit untuk memperbarui Pt
4. Terapkan untuk menghasilkan matriks Pt
5. Jika untuk beberapa t ≥ d, misalkan d = 5 , t = t-1 = … = t-d kemudian
berhenti, jika tidak diatur t = t + 1 dan ulangi dari langkah 2.
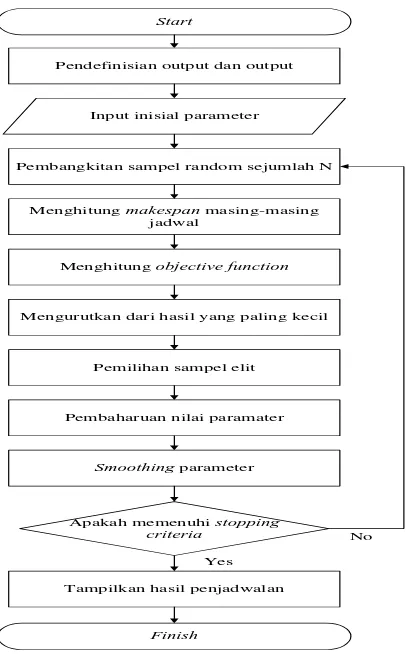
[image:36.595.202.405.342.669.2]Langkah-langkah algoritma cross entropy secara umum ditunjukkan pada
Gambar 3.1.(Sayid Basori,2011)
Start
Pendefinisian output dan output
Pembangkitan sampel random sejumlah N Input inisial parameter
Menghitung makespan masing-masing
jadwal
Menghitung objective function
Mengurutkan dari hasil yang paling kecil
Pemilihan sampel elit
Pembaharuan nilai paramater
Smoothing parameter
Tampilkan hasil penjadwalan
Apakah memenuhi stopping
criteria
Finish
No
Yes
Gambar 3.1. Flowchart Algoritma Cross Entropy
3.5. Algoritma Genetika
atas mekanisme biologis.11 Keberagaman pada evolusi biologis adalah variasi dari kromosom antar individu organisme untuk tetap hidup. Pada dasarnya ada 4
kondisi yang sangat memengaruhi proses evaluasi yakni sebagai berikut:
1. Kemampuan organisme untuk melakukan reproduksi.
2. Keberadaan populasi organisme yang bisa melakukan reproduksi.
3. Keberagaman organisme dalam suatu populasi.
4. Perbedaan kemampuan untuk survive.
Individu yang lebih kuat akan memiliki tingkat survival dan tingkat
reproduksi yang lebih tinggi jika dibandingkan dengan individu yang kurang fit.
Pada kurun waktu tertentu (sering dikenal dengan istilah generasi), populasi
secara keseluruhan akan lebih banyak memuat organisme yang fit. Algoritma
genetika pertama kali dikembangkan oleh John Hollan mengatakan bahwa setiap
masalah yang berbentuk adaptasi (alami maupun buatan) dapat diformulasikan
dalam terminologi genetika. Algoritma genetika adalah simulasi dari proses
evolusi Darwin dan operasi genetika atas kromosom.
Kebanyakan permasalahan optimasi pada dunia industri (secara khusus
dapat dikatakan sistem manufacturing) memiliki kompleksitas yang sangat tinggi
dan sulit untuk dilaksanakan dengan teknik-teknik optimisasi konvensional.12 Semenjak tahun 1960-an, peningkatan minat para ilmuwan yang memfokuskan
pada bidang pengimitasian kehidupan, telah menghasilkan berbagai teknik atau
pendekatan optimisasi yang dapat disebut juga dengan algoritma evolusioner,
sehingga memungkinkan untuk menyelesaikan permasalahan-permasalahan
11
Sri Kusumadewi. Penyelesaian Masalah Optimasi dengan Teknik-teknik Heuristik. (Yogyakarta: Graha Ilmu. 2005), hlm. 231
12
optimisasi yang kompleks secara lebih mudah dan akurat. Algoritma genetik
merupakan teknik search stochastic yang berdasarkan mekanisme seleksi alam
dan genetika natural. Yang membedakan algoritma genetik dengan berbagai
algoritma konvensional lainnya adalah bahwa algoritma genetik memulai dengan
suatu himpunan penyelesaian acak awal yang disebut populasi.
3.5.1. Struktur Umum Algoritma Genetika
Pada algoritma ini, teknik pencarian dilakukan sekaligus atas sejumlah
solusi yang mungkin dikenal dengan istilah populasi. Individu yang terdapat
dalam satu populasi disebut dengan istilah kromosom.13 Kromosom ini merupakan suatu solusi yang masih berbentuk simbol. Populasi awal dibangun
secara acak, sedangkan populasi berikutnya merupakan hasil evolusi
kromosom-kromosom melalui iterasi yang disebut dengan istilah generasi. Pada setiap
generasi, kromosom akan melalui proses evaluasi dengan menggunakan alat ukur
yang disebut dengan fungsi fitness. Nilai fitness dari suatu kromosom akan
menunjukkan kualitas kromosom dalam populasi tersebut.
Generasi berikutnya dikenal dengan istilah anak (off-spring) terbentuk dari
gabungan dua kromosom generasi sekarang yang bertindak sebagai induk (parent)
dengan menggunakan operator penyilangan (crossover). Selain operator
penyilangan, suatu kromosom dapat juga dimodifikasi dengan menggunakan
operator mutasi. Populasi generasi yang baru dibentuk dengan cara menyeleksi
nilai fitness dari kromosom induk (parent) dan nilai fitness dari kromosom anak
13
(offspring), serta menolak kromosom-kromosom yang lainnya sehingga ukuran
populasi (jumlah kromosom dalam suatu populasi) konstan. Setelah melalui
beberapa generasi, maka algoritma ini akan konvergen ke kromosom terbaik.
3.5.2. Istilah dalam Genetic Algorithm
Beberapa istilah yang sering digunakan dalam Genetic Algorithm adalah
sebagai berikut:
1. Individu, salah satu solusi yang mungkin dilakukan pada metode genetic
algorithm. Sama seperti dalam kehidupan sehari-hari, individu terdiri dari
sekumpulan gen.
2. Genotype (gen), sebuah nilai yang menyatakan satuan dasar yang membentuk
satu kesatuan yang disebut kromoson. Dalam genetic algorithm gen ini dapat
berbentuk nilai biner, float, integer maupun karakter, atau kombinational.
3. Alel, nilai dari gen.
4. Kromosom, gabungan dari beberapa gen yang membentuk nilai-nilai tertentu.
5. Populasi, sekumpulan individu yang akan diproses dalam satu siklus evolusi.
6. Generasi, satu siklus proses evolusi atau dalam genetic algorithm disebut satu
proses iterasi.
7. Fitness, suatu nilai yang menyatakan keadaan dari suatu solusi permasalahan
yang dicari. Nilai fitness menjadi acuan terhadap baik buruknya sebuah solusi
untuk diterapkan pada permasalahan. Dalam genetic algorithm akan dicari
3.5.3. Komponen Utama Dalam Genetic Algorithm
Algoritma genetik memiliki lima buah komponen utama dalam proses
penyelesaiannya, yaitu:
1. Teknik Pengkodean
Teknik pengkodean adalah bagaimana proses mengkodekan gen dari
kromoson, dimana gen merupakan bagian dari kromoson. Satu gen biasanya
akan mewakili satu variabel. Gen dapat direpresentasikan dalam bentuk bit,
bilangan real, daftar aturan, elemen permutasi, elemen program atau
representasi lainnya yang dapat diimplementasikan untuk operator genetika.
2. Membangkitkan Populasi Awal
Membangkitkan populasi awal adalah proses membangkitkan sejumlah
individu secara acak atau melalui prosedur tertentu. Ukuran untuk populasi
tergantung pada masalah yang akan diselesaikan dan jenis operator genetika
yang akan diimplementasikan. Setelah ukuran populasi ditentukan, kemudian
dilakukan pembangkitan populasi awal. Syarat-syarat yang harus dipenuhi
untuk menunjukkan suatu solusi harus benar-benar diperhatikan dalam setiap
pembangkitan individunya.
Teknik dalam pembangkitan awal ini ada beberapa cara, diantaranya adalah:
a. Random generator
Inti dari cara ini adalah melibatkan pembangkitan bilangan random untuk
setiap gen sesuai dengan representasi kromoson yang digunakan. Jika
generator adalah penggunaan rumus berikut untuk pembangkitan populasi
awal.
IPOP = round{random[Nipop, Nbits]}
Dimana ipop adalah gen yang nantinya berisi pembulatan dari bilangan
random yang dibangkitkan sebanyak Nipop (jumlah populasi) x Nbits (jumlah gen tiap kromoson).
b. Pendekatan tertentu (memasukan nilai tertentu ke dalam gen)
Cara ini adalah dengan memasukan nilai tertentu ke dalam gen populasi
awal yang dibentuk.
c. Permutasi Gen
Permutasi gen dalam pembangkitan awal adalah penggunaan permutasi
Josephus dalam permasalahan kombinatorial seperti TSP.
3. Seleksi
Seleksi digunakan untuk memilih individu-individu mana saja yang akan
dipilih untuk proses kawin silang dan mutasi. Seleksi digunakan untuk
mendapatkan calon yang baik. Induk yang baik akan menghasilkan keturunan
yang baik. Semakin tinggi nilai fitness suatu individu semakin besar
kemungkinannya untuk terpilih.
Langkah pertama yang dilakukan dalam seleksi ini adalah pencarian nilai
fitness. Nilai fitness ini yang nantinya akan digunakan pada tahap-tahap
seleksi berikutnya. Masing-masing individu dalam wadah seleksi akan
sendiri terhadap nilai objektif dari semua individu dalam wadah seleksi
tersebut.
a. Seleksi dengan Mesin Roulette
Metode seleksi dengan mesin roulette ini merupakan metode yang paling
sederhana dan sering dikenal dengan nama stochastic sampling with
replaCEment. Cara kerja metode ini adalah sebagai berikut:
1). Dihitung nilai fitness dari masing-masing individu (fi dimana i adalah
individu ke-1 sampai ke-n).
2). Dihitung total fitness semua individu.
3). Dihitung probabilitas masing-masing individu.
4). Dari probabilitas tersebut, dihitung jatah masing-masing individu pada
angka 1 sampai 100.
5). Dibangkitkan bilangan random antara 1 sampai 100.
6). Dari bilangan random yang dihasilkan, ditentukan individu mana yang
terpilih dalam proses seleksi.
b. Seleksi dengan Turnamen
Pada seleksi dengan turnamen, ditetapkan nilai suatu tour untuk
individu-individu yang dipilih secara random dari suatu populasi. Individu-individu-individu
yang terbaik dalam kelompok ini akan diseleksi sebagai induk. Parameter
yang digunakan pada metode ini adalah ukuran tour yang bernilai antara 2
sampai N (jumlah individu dalam suatu populasi).
Kawin silang (crossover) adalah operator dari algoritma genetika yang
melibatkan dua induk untuk membentuk kromoson baru. Crossover
menghasilkan titik baru dalam ruang pencarian yang siap diuji. Operasi ini
tidak selalu dilakukan pada semua individu yang ada. Individu dipilih secara
acak untuk dilakukan crossing dengan Pc antara 06 sampai dengan 0,95. Jika
crossover tidak dilakukan, maka nilai dari induk akan diturunkan kepada
keturunan. Prinsip dari crossover ini adalah melakukan operasi (pertukaran,
aritmatika) pada gen-gen yang bersesuaian dari dua induk untuk
menghasilkan individu baru. Proses crossover dilakukan pada setiap individu
dengan probabilitas crossover yang ditentukan.
Untuk proses crossover dengan gen berbentuk permutasi metode yang
digunakan adalah Partial-Mapped Crossover (PMX) seperti pada Gambar
3.2. PMX diciptakan oleh Goldberg dan Lingle. PMX merupakan rumusan
modifikasi dari kawin silang 2 point. Hal yang penting dalam PMX adalah
kawin silang 2 point ditambah dengan beberapa prosedur tambahan. PMX
mempunyai langkah kerja sebagai berikut:(Entin, 2010)
a. Langkah 1: tentukan 2 posisi pada kromoson dengan aturan acak.
Substring yang berada dalam dua posisi ini dinamakan daerah pemetaan.
b. Langkah 2: tukar kedua substring antar induk untuk menghasilkan
protochild.
c. Langkah 3: tentukan hubungan pemetaan diantara 2 daerah pemetaan.
d. Langkah 4: tentukan kromoson keturunan dengan mengacu pada
Gambar 3.2. Ilustrasi Prosedur PMX
5. Mutasi
Operator berikutnya pada algoritma genetika adalah mutasi gen. Operator ini
berperan untuk menggantikan gen yang hilang dari populasi akibat proses
seleksi yang memungkinkan munculnya kembali gen yang tidak muncul pada
inisialisasi populasi. Kromoson anak dimutasi dengan menambahkan nilai
random yang sangat kecil (ukuran langkah mutasi), dengan probabilitas yang
rendah. Peluang mutasi Pm didefinisikan sebagai persentasi dari total gen
pada populasi yang mengalami mutasi. Peluang mutasi mengendalikan
banyaknya gen baru yang akan dimunculkan untuk dievaluasi. Jika peluang
mutasi terlalu kecil, banyak gen yang mungkin berguna tidak pernah
dievaluasi. Tetapi bila peluang mutasi ini terlalu besar, maka akan terlalu
banyak gangguan acak sehingga anak akan kehilangan kemiripan dari
induknya dan juga algoritma kehilangan kemampuan untuk belajar dari
Ada beberapa pendapat mengenai laju mutasi ini. Ada yang berpendapat
bahwa laju mutasi sebesar 1/n akan menghasilkan hasil yang cukup baik. Ada
juga yang beranggapan bahwa laju mutasi tidak tergantung pada ukuran
populasinya. Kromoson hasil mutasi harus diperiksa, apakah masih berada
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT Wijaya Karya Beton PPB SUMUT yang
bergerak dalam bidang produksi beton. Perusahaan ini berlokasi di Jl.
Medan-Binjai Km 15,5 Desa Sei Semayang, Kecamatan Sunggal, Kabupaten Deli
Serdang, Sumatera Utara. Penelitian dilakukan pada bulan April 2016 sampai
dengan Juni 2016.
4.2. Jenis Penelitian
Jenis penelitian ini adalah penelitian terapan (applied research) karena
penelitian ini bertujuan untuk memecahkan masalah penjadwalan produksi yang
dihadapi perusahaan (Sukaria Sinulingga, 2014) dan memberikan jawaban atas
permasalahan tersebut yaitu rancangan sistem penjadwalan yang tepat.
4.3. Objek Penelitian
Objek yang diamati adalah urutan proses produksi dan sistem penjadwalan
4.4. Variabel Penelitian
Variabel yang digunakan pada penelitian ini adalah sebagai berikut:
1. Permintaan produk (Order)
Variabel ini menunjukkan banyaknya unit produk yang diminta oleh
konsumen pada periode tertentu dalam rentang waktu 1 bulan dengan ukuran
satuan unit.
2. Total waktu proses
Variabel ini menunjukkan banyaknya waktu yang dibutuhkan untuk
menyelesaikan suatu pekerjaan dari awal sampai akhir dengan ukuran satuan
waktu.
3. Waktu standar proses pengerjaan job
Variabel ini menunjukkan waktu yang dibutuhkan untuk menyelesaikan satu
siklus kegiatan dengan metode tertentu, pada kecepatan normal dan
mempertimbangkan faktor penyesuaian dan kelonggaran untuk kepentingan
pribadi dengan ukuran satuan waktu.
4. Tipe produk
Variabel ini menunjukkan banyaknya jenis produk yang dihasilkan oleh
perusahaan.
5. Kapasitas stasiun kerja
Variabel ini menunjukkan banyaknya produk yang dihasilkan dalam satu
siklus kerja pada masing-masing Work Center.
6. Urutan penjadwalan produksi
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
5.1.1. Data Permintaan Produk
Data permintaan produk diambil dari data order pada bulan April 2016.
[image:48.595.138.486.333.470.2]Data permintaan produk dapat dilihat pada Tabel 5.1
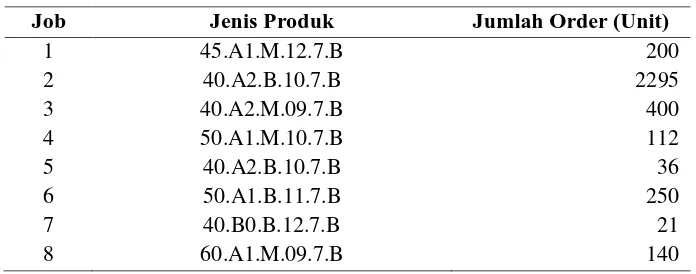
Tabel 5.1. Data Permintaan Tiang Pancang Bulan April 2016
Job Jenis Produk Jumlah Order (Unit)
1 45.A1.M.12.7.B 200
2 40.A2.B.10.7.B 2295
3 40.A2.M.09.7.B 400
4 50.A1.M.10.7.B 112
5 40.A2.B.10.7.B 36
6 50.A1.B.11.7.B 250
7 40.B0.B.12.7.B 21
8 60.A1.M.09.7.B 140
5.1.2. Data Mesin
Data mesin yang diambil merupakan mesin yang digunakan pada lantai
produksi untuk pembuatan tiang pancang yang dapat dilihat pada Tabel 5.2.
Tabel 5.2. Data Mesin Pembuatan Produk Tiang Pancang
Stasiun Kerja Nama Mesin Jumlah Mesin (Unit) Kapasitas
I Mesin Cutting 2 DIA. 7,4-11 mm
Mesin Heading 2 7 / 9 mm dan 7,4 / 9,2 / 11 mm
Mesin WireCaging 2 DIA. 300-600 mm
II - - -
III Mesin Batching 1 1,5 m3
Mesin Hoper Saple 2 1,5 m3
IV Mesin Hoper Distribusi 3 1,5 m3
V Mesin Stressing 2 300 ton
[image:48.595.79.564.598.749.2]5.1.3. Uraian Proses Produksi
Proses produksi pembuatan tiang pancang pada PT. Wijaya Karya Beton
adalah sebagai berikut:
9. Stasiun Kerja Pembuatan Rakitan Tulangan (WC I)
Satu siklus pada stasiun kerja ini dimulai dari pemotongan PC bar dan dilanjutkan
dengan proses heading. Setelah proses heading selesai maka dilanjutkan dengan
proses caging yang menghasilkan satu rakitan tulangan.
10. Stasiun Kerja Penulangan (WC II)
Satu siklus pada stasiun kerja ini dimulai dari proses pembersihan cetakan
dilanjutkan dengan proses pelumasan cetakan. Setelah proses pelumasan selesai
rakitan dimasukkan dalam cetakan. Langkah terakhir adalah pengencangan baut
tahan plat sambung.
11. Stasiun Kerja Pengadukan Beton (WC III)
Satu siklus pada stasiun kerja ini dimulai dari proses penimbangan material yang
terdiri dari batu split, pasir, air, semen, dan zat additive, dilanjutkan dengan
pengadukan beton. Setelah proses pengadukan, maka adukan beton dituang kedalam
hoper saple. Dan langkah terakhir adalah penuangan hasil adukan beton kedalam
hoper distribusi.
12. Stasiun Kerja Pengecoran (WC IV)
Satu siklus pada stasiun kerja ini dimulai dari hoper distribusi berada di atas cetakan
sampai dengan pendistribusian adukan beton kedalam cetakan menggunakan hoper
distribusi.
13. Stasiun Kerja Stressing (WC V)
Satu siklus pada stasiun kerja ini dimulai dari pembersihan bibir cetakan,
terakhir adalah proses pemberian gaya tegangan (stressing) sesuai dengan tipe
tulangan.
14. Stasiun Kerja Spining/Pemadatan (WC VI)
Satu siklus pada stasiun kerja ini dimulai dari pendistribusian adukan beton,
pembentukan beton sesuai dengan cetakan, dan langkah terakhir adalah pemadatan.
15. Stasiun Kerja penguapan (WC VII)
Satu siklus pada stasiun kerja ini dimulai dari pembuangan limbah dengan
menggunakan hoist crane, proses pengangkatan cetakan ke bak uap dengan
menggunakan hoist crane, penutupan bak uap sampai dengan proses penguapan.
16. Stasiun Kerja Pengeluaran Produk dari Cetakan (WC VIII)
Satu siklus pada stasiun kerja ini dimulai dari pembukaan baut cetakan
menggunakan impact tool, pengangkatan tutup cetakan, pemberian label (logo
perusahaan, tipe produk, tanggal produksi, nomor produksi), pembukaan baut tahan
plat sambung dan langkah terakhir pelepasan/pengeluaran produk dari cetakan.
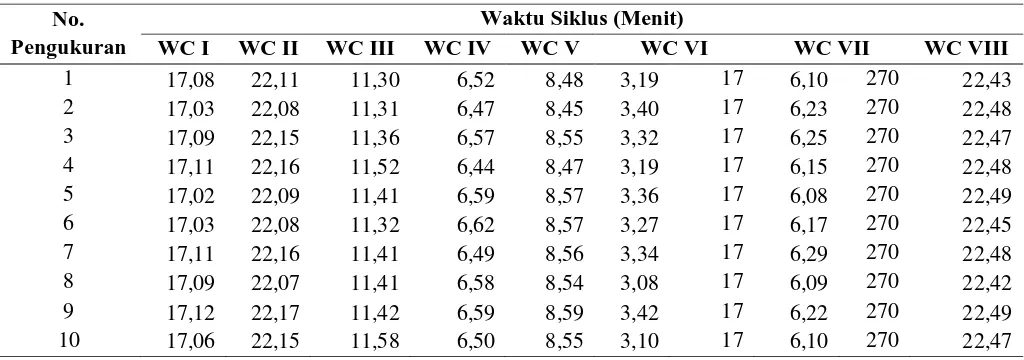
5.1.4. Data Pengukuran Waktu
Waktu proses pengerjaan setiap job untuk setiap stasiun kerja diperoleh
dari pengukuran waktu dengan menggunakan metode jam henti (stopwatch). Data
pengukuran waktu siklus dilakukan 10 kali pengamatan karena waktu siklus lebih
dari 2 menit (Barnes, 1972). Data pengukuran waktu untuk job 2 dan job 5 adalah
sama karena jenis produk yang diorder adalah sama yaitu tipe produk
40.A2.B.10.7.B.
Dari hasil pengamatan untuk WC VI dan WC VII, pengukuran waktu
dan WC VII ada waktu proses pengerjaan hanya dikerjakan oleh mesin. Waktu
standar pada WC VI dan WC VII diperoleh dengan penjumlahan waktu mesin dan
waktu operator yang sudah dinormalkan. Data hasil pengukuran waktu untuk
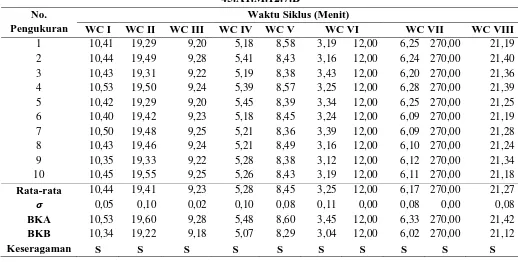
[image:51.595.56.571.250.429.2]untuk tiap stasiun kerja dapat dilihat pada Tabel 5.3 - Tabel 5.9.
Tabel 5.3. Waktu Siklus untuk Tiang Pancang Tipe 40.A2.M.09.7.B
No. Pengukuran
Waktu Siklus (Menit)
WC I WC II WC III WC IV WC V WC VI WC VII WC VIII
1 9,31 18,39 6,21 3,58 7,50 3,39 12 6,15 270 20,18
2 9,34 18,50 6,16 3,54 7,31 3,30 12 6,20 270 20,27
3 9,44 18,45 6,24 3,51 7,44 3,41 12 6,23 270 20,29
4 9,29 18,47 6,21 3,58 7,41 3,14 12 6,15 270 20,12
5 9,39 18,23 6,19 3,53 7,43 3,26 12 6,10 270 20,18
6 9,45 18,05 6,13 3,55 7,49 3,34 12 6,05 270 20,21
7 9,45 18,08 6,23 3,55 7,38 3,13 12 6,25 270 20,28
8 9,33 18,28 6,19 3,54 7,37 3,16 12 6,03 270 20,19
9 9,23 18,44 6,17 3,57 7,44 3,33 12 6,18 270 20,18
10 9,25 18,19 6,16 3,54 7,43 3,29 12 6,15 270 20,22
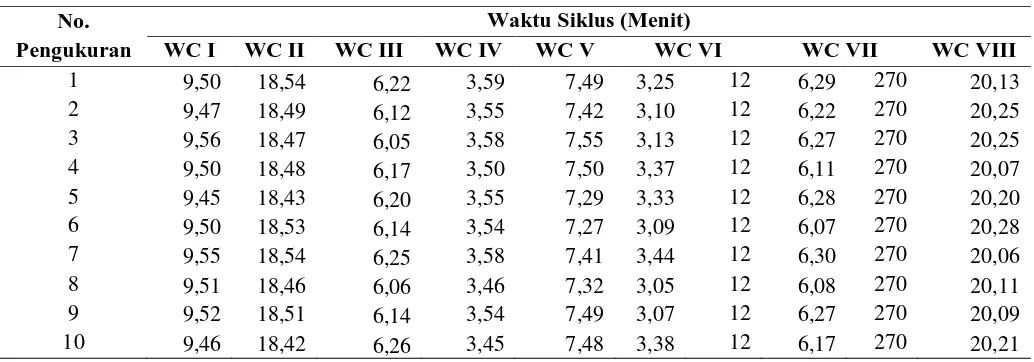
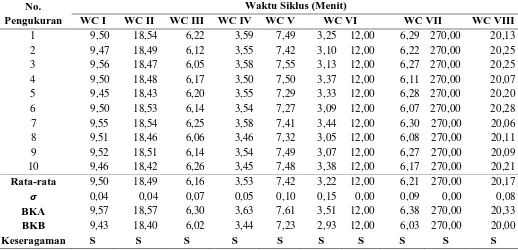
Tabel 5.4. Waktu Siklus untuk Tiang Pancang Tipe 40.A2.B.10.7.B
No. Pengukuran
Waktu Siklus (Menit)
WC I WC II WC III WC IV WC V WC VI WC VII WC VIII
1 9,50 18,54 6,22 3,59 7,49 3,25 12 6,29 270 20,13
2 9,47 18,49 6,12 3,55 7,42 3,10 12 6,22 270 20,25
3 9,56 18,47 6,05 3,58 7,55 3,13 12 6,27 270 20,25
4 9,50 18,48 6,17 3,50 7,50 3,37 12 6,11 270 20,07
5 9,45 18,43 6,20 3,55 7,29 3,33 12 6,28 270 20,20
6 9,50 18,53 6,14 3,54 7,27 3,09 12 6,07 270 20,28
7 9,55 18,54 6,25 3,58 7,41 3,44 12 6,30 270 20,06
8 9,51 18,46 6,06 3,46 7,32 3,05 12 6,08 270 20,11
9 9,52 18,51 6,14 3,54 7,49 3,07 12 6,27 270 20,09
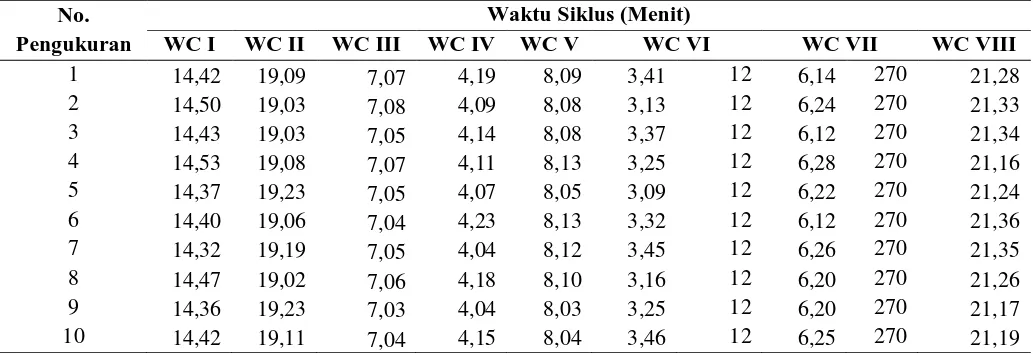
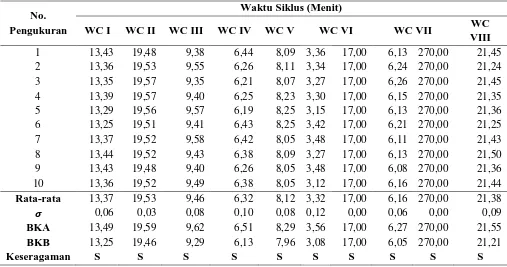
[image:51.595.54.571.480.661.2]Tabel 5.5. Waktu Siklus untuk Tiang Pancang Tipe 40.B0.B.12.7.B
No. Pengukuran
Waktu Siklus (Menit)