UNIVERSITI TEKNIKAL MALAYSIA MELAKA
STUDY ON DEEP CAVITY MACHINING
USING EDM DIE SINKING
This report submitted in accordance with requirement of the Universiti Teknikal Malaysia Melaka (UTeM) for the Bachelor Degree of Manufacturing Engineering
(Manufacturing Design) with Honours.
By
MUHAMMAD AZFAR BIN ABDULLAH B050610140
UTeM Library (Pind.1/2007)
mengaku membenarkan tesis (PSM/Sarjana/Doktor Falsafah) ini disimpan di Perpustakaan Universiti Teknikal Malaysia Melaka (UTeM) dengan syarat-syarat kegunaan seperti berikut:
1. Tesis adalah hak milik Universiti Teknikal Malaysia Melaka .
2. Perpustakaan Universiti Teknikal Malaysia Melaka dibenarkan membuat salinan untuk tujuan pengajian sahaja.
3. Perpustakaan dibenarkan membuat salinan tesis ini sebagai bahan pertukaran antara institusi pengajian tinggi. atau kepentingan Malaysia yang termaktub di dalam AKTA RAHSIA RASMI 1972)
* Tesis dimaksudkan sebagai tesis bagi Ijazah Doktor Falsafah dan Sarjana secara penyelidikan, atau disertasi bagi pengajian secara kerja kursus dan penyelidikan, atau Laporan Projek Sarjana Muda (PSM). ** Jika tesis ini SULIT atau TERHAD, sila lampirkan surat daripada pihak berkuasa/organisasi berkenaan dengan menyatakan sekali sebab dan tempoh tesis ini perlu dikelaskan sebagai SULIT atau TERHAD.
2008 / 2009
STUDY ON DEEP CAVITY MACHINING USING EDM DIE SINKING
MUHAMMAD AZFAR BIN ABDULLAH
DECLARATION
I hereby, declare this thesis entitled “Study on Deep Cavity Machining Using
EDM Die Sinking” is the result of my own research except as cited in the reference.
Signature : ___________________________________
Author’s Name : MUHAMMAD AZFAR BIN ABDULLAH
APPROVAL
This report is submitted to the Faculty of Manufacturing Engineering of UTeM as a partial fulfillment of the requirements for the degree of Bachelor of Manufacturing Engineering (Manufacturing Design) with Honours. The member of the supervisory committee is as follow:
……….
EN. ABD. HALIM HAKIM BIN ABD. AZIZ
Supervisor
ABSTRACT
ABSTRAK
Mesin Menyahcaskan Elektrik (EDM) adalah salah sebuah pendahuluan memesin proses untuk memotong bahan. Projek ini telah dibincangkan mengenai
keberkesanan “debris” terlibat atas bahan yang telah dipotong. Pada masa yang sama,
saya belajar proses Mesin Menyahcaskan Elektrik (EDM) Die Sinking (Sodick AQ35L) di Makmal EDM. Projek ini mewakili contoh rongga dalam memesin
mengenai bagaimana “debris” berlaku. Dalam fasa pengenalan, projek ini
ACKNOWLEDGEMENT
I would like to convey my appreciation and indebtedness to those who has been great surprised and helpful for the completion at the project to bring it to success in respect with favorable advice and feasible solution.
Thank god to ALLAH S.W.T because have inspirit to finish up this project
perfectly and just in time it’s. I take this golden time to say appreciation to my
supervisor, Mr. Abdul Halim Hakim guidance and his advice during this project is completed. He has also given criticisms which built and settlement process to solve problems which arise when making this project. This tribute is aimed also to Mr. Fauzi (CNC Lab Technician) And Mr. Fairuz (MRP Technician) because has given space in terms of time and machine utilization to together in achieving objective of this project.
TABLE OF CONTENTS
2.2General Operating Principle of EDM 10
2.3Dielectric Fluid 22
2.4The Types of EDM Usage 26
2.4.1 Micro EDM 27
2.4.2 EDM Drilling 28
2.4.3 Wire EDM 29
2.4.4
Abrasive Electro Discharge Grinding (AEDG) 302.5Electrode 31
3.4 Understanding the EDM Die Sinking and the Parameter 41
3.5 Tool and Workpiece Preparation 42
3.6 EDM Parameter Setup and Data Collection 42
3.7 Measurement Process and Data Collection 43
3.8 Discussion, Recommendation and Conclusion 45
3.9 Submitted Thesis and Final Presentation 45
CHAPTER 4: EXPERIMENTAL SETUP
4.1 Overview of the experiment 46
4.2 Experimental Equipment and Apparatus 47
4.2.1 EDM Machine 47
4.2.2 Machine Construction and Nomenclature 48
4.2.3 Description of Machine Components 49
4.2.4 EDM Machine Specification 51
4.3 Copper Tool 53
4.3.1 Tool Properties 54
4.4 Workpiece 55
4.4.1 Workpiece Preparation 55
4.5 Machining Process 57
4.5.1 Experimental Procedure for EDM 57
4.6 Measurement Equipment 59
4.6.1 Dimensional Accuracy 59
4.6.2 3D Scanner 63
4.6.3 Surface Roughness Measurement 66
CHAPTER 5: RESULT AND DISCUSSIONS
5.0 Data Collections 68
5.1 Dimensional Accuracy on CMM 68
5.2 Dimensional Accuracy on Laser FaroArm Scanner 70
5.3 Surface Roughness 74
5.4 Side Overcut 79
CHAPTER 6: CONCLUSIONS AND RECOMMENDATIONS
6.1 Conclusions 83
6.2 Recommendations in the Future Work 84
REFERENCES 85
LIST OF FIGURES
1
Figure 2.1.1: Diagram of EDM Die Sinking Machine 72 Figure 2.2.1: Electrical discharge machine 10
3 Figure 2.2.2: Schematic of EDM process 11
4 Figure 2.2.1.1: The voltage increased in die electric fluid 15 5 Figure 2.2.1.2: The voltage is constant for the time being 15
6 Figure 2.2.1.3: The current start to increased 16
7 Figure 2.2.1.4: The spark occur at heat vaporized 16
8 Figure 2.2.1.5: The spark rise extremely 17
9 Figure 2.2.1.6: The current and voltage is stabilized 18 10 Figure 2.2.1.7: The temperature decrease rapidly 18
11 Figure 2.2.1.8: Quenching the surface 19
12 Figure 2.2.1.9: The metal solidifies into tiny spheres 20
13 Figure 2.3.1: Diagram of EDM machine 22
14 Figure 2.3.2: Combination of Dielectric Oil 23
15 Figure 2.4.1: Micro Electrical Discharge Machine (MEDM) 27 16 Figure 2.4.2: Drilling Electric Discharge Machine 28 17 Figure 2.4.3: Wire Electric Discharge Machine (WEDM) 29 18 Figure 2.4.4: Abrasive Electro Discharge Grinding (AEDG) 30
19 Figure 2.6.1: EDM Die Sinker (Sodick AQ35L) 36
20 Figure 2.6.2: Nomenclature of EDM Die Sinker (Sodick AQ35L) 37 21 Figure 3.2: Process Flow of Project Methodology 40 22 Figure 3.4: Nomenclature of EDM Die Sinker (Sodick AQ35L) 41
23 Figure 3.7.1: Platinum FaroArm Scanner 43
24 Figure 3.7.3: Coordinate Measuring Machine (CMM) 44 25 Figure 4.2.1: Sodick(NC Electrical Discharge Machine)model AQ35L 47 26 Figure 4.2.2: Nomenclature of EDM Die Sinker (Sodick AQ35L) 48
27 Figure 4.3: Copper Electrode 53
28 Figure 4.4: Aluminum material 55
29 Figure 4.4.1.1: Band Saw Machine 55
31 Figure 4.4.1.3: Aluminum is ready for machining 56 32 Figure 4.5.1.1: Setup the height of the machining 57
33 Figure 4.5.1.2: Start machining 58
34 Figure 4.5.1.3: Coordinate Measuring Machine (CMM) at left side and Platinum FaroArm Scanner at the right side. 58 35 Figure 4.6.1.1: Coordinate Measuring Machine (CMM) 59
36 Figure 4.6.2.1: Platinum FaroArm Scanner 63
37 Figure 4.6.2.2: Laser scanning operation 64
38 Figure 4.6.2.3: Point phase – unordered point – multiple scan 65 39 Figure 4.6.3: Portable Surface Roughness Tester SJ – 301 66 40 Figure 5.2.1: Reducing noise using Geomagic Studio software 72 41 Figure 5.2.2: Analysis for dimensional accuracy using Geomagic
Studio software 72
42 Figure 5.3.1: The surface roughness of depth 2mm of specimen 1.
Ra = 3.89. 75
43 Figure 5.3.2: The surface roughness of depth 2mm of specimen 2.
Ra = 3.63. 75
44 Figure 5.3.3: The surface roughness of depth 2mm of specimen 3.
Ra = 3.23. 75
45 Figure 5.3.4: The surface roughness of depth 3mm of specimen 1.
Ra = 4.55. 76
46 Figure 5.3.5: The surface roughness of depth 3mm of specimen 2.
Ra = 4.44. 76
47 Figure 5.3.6: The surface roughness of depth 3mm of specimen 3.
Ra = 4.20. 77
48 Figure 5.3.7: The surface roughness of depth 4mm of specimen 1.
Ra = 5.11. 77
49 Figure 5.3.8: The surface roughness of depth 4mm of specimen 2.
Ra = 4.75. 77
50 Figure 5.3.9: The surface roughness of depth 4mm of specimen 3.
Ra = 4.66. 77
LIST OF GRAPHS
1 Graph 5.1: Dimensional accuracy versus parameter on
Coordinate Measuring Machine 69
2 Graph 5.2: Dimensional accuracy versus parameter on
Laser FaroArm Scanner 73
3 Graph 5.3: Surface roughness versus parameter 78 4 Graph 5.4.1: Side Overcut vs. Parameter (Coordinate
Measuring Machine) 81
LIST OF TABLES
1 Table 2.5.1: Properties of Copper Electrode 32
2 Table 2.5.2: Properties of Graphite Electrode 33
3 Table 2.5.3: Properties of Brass Electrode 34
4 Table 2.5.4: Properties of stainless steel 35
5 Table 2.6.1: Part name of the basic components 38
6 Table 4.2.2: Basic Components of EDM Machine 48
7 Table 4.2.4: EDM Sodick Die Sinking 51
8 Table 4.2.5: CNC Power Supply Specification 52
9 Table 4.2.5: Dielectric Tank Specification 53
10 Table 4.3.1: Properties of Copper Electrode 54
11 Table 5.0: Result after Electric Discharge Machining 68 12 Table 5.1: Dimensional accuracy on coordinate measuring machine 68 13 Table 5.2.1: Dimensional accuracy on depth 2mm 70 14 Table 5.2.2: Dimensional accuracy on depth 3mm 70 15 Table 5.2.3: Dimensional accuracy on depth 4mm 71
16 Table 5.3: Surface roughness of the specimen 74
CHAPTER 1
INTRODUCTION
1.1 Background
Today’s society could not exist without modern manufacturing and production techniques. In fact, one of the indicators used to measure a country’s
economic strength is its manufacturing and production capability. Mass production with interchangeable parts is vital to our standard living. One cannot even imagine the difficulty involved in making an automobile, a modern tractor used on a farm, or a commercial aircraft if all the parts had to be made by hand. Without modern manufacturing methods, we could not even the present population.
Electrical Discharge Machining (EDM) is a non-traditional manufacturing process based on removing material from a part means of a series of repeated electrical discharges between a tool, called electrode, and the part being machined in the presence of a dielectric fluid. There are many of parameters that must to indicate such as surface roughness, semi-finish machining and finishing. But in this research, I will come out the patent (debris) upon the work piece based on the current signal.
EDM is using electric sparks to remove certain material from the metal. An electrode is lowered into dielectric fluid where the piece of metal being cut is submerged. The electrode can be made of carbon, brass, or bronze. Brass and
bronze are the better material to use for electrodes because unlike carbon, they won’t
to remove excess material. The most important parameters in this lab are the spark frequency (which is proportional to gap voltage) and the discharge current. If either one of those parameter are increased, the removal rate of metal increases but also the roughness of the job. EDM is a nontraditional machining process since it does not remove material with a cutting tool. It is used on materials that are extremely hard or and brittle, the features to be made are extremely complex or small, and also the temperature rise or stress in the work piece can not be tolerated.
There is a voltage gap between the electrode and the work piece that form the spark vaporizes minute particles of the work piece material, which is then washed out from the gap by the continuously flushing dielectric fluid. The two main types of the EDM are Ram and Wire cutting. EDM is a diverse process that produces products ranging from tiny electric connectors, medical parts, and automatic stamping dies and aircraft body panels. EDM has replaced much of the machining, grinding steps needed in die making which represents the largest single use of EDM. Die component cut with EDM can often be made in a single piece no matter how complex the internal form. The single piece die are always stronger than those made of segments. Die cut are from hardened steel, heat-treated steel, carbide. Other materials that can be EDM are polycrystalline diamond, titanium, hot rolled and cold rolled steel, copper, brass and high temperature alloys.
1.2 Objectives
The overall objective of this study is to find the fundamental process for deep cavity machining using Electric Discharge Machine (EDM). The study will look at the fundamental relationship of the machining parameter or process variable and the workpiece parameters.
The machining parameter involves are machining ON time and OFF time (Pulse Time), servo voltage (SV) and peak current (IP). While the workpiece parameter involve is the effect of debris in dimensional accuracy. Beside that, the study also observes the problem that occurs during machining.
Specific objective of the proposed study are:
1. To study the influence of process parameter on dimensional accuracy of deep cavity machining.
2. To investigate the effect of debris on deep cavity machining.
3. To study the surface texture under the influence of debris machining.
1.3 Scope of the Project
The scope of this project is to establish an optimum machining condition for deep cavity machining.
1. Current and voltage of EDM machine
a. Voltage and current in the gap define electric power in the gap (P=UI). There exists the optimal set of the setup parameters' values to obtain the certain power in the gap and the discharge voltage is nearly constant at all machining regimes, thus the power in the gap depends only on the current in the gap. In the literature, the boundary surface current density is given rather then boundary surface power density and it is stated that stable EDM process is achieved when the surface current density is less than 0.1 A.
2. Dimensional accuracy a. Surface Texture
1.4 Problem Statement
To establish an optimum condition for deep cavity machining:
1. Debris Machining
The debris movement caused by the electrostatic force in the narrow gap filled with the dielectric liquid in the EDM process. It happen when the pump provides pressure for flushing the work area and moving the oil while the filter system removes and traps the debris in the oil. Debris would collect making the spark unstable. This situation could create a DC arc which can damage the electrode and the workpiece.
2. Machining Guide
CHAPTER 2
LITERATURE REVIEW
2.1 Introduction
In electric-arc welding, the electric arc melts the metal where the arc hits it. If
that melted could be removed continuously, a “separating” process would occur. The
process removing metal with an electric arc is called electric discharge machine (EDM). One of newer manufacturing processes, EDM allows us to perform some operations that are nearly impossible to do any other way. Electrical Discharge Machining (EDM) is a machining method primarily used for hard metals or those that would be impossible to machine with traditional techniques. One critical limitation, however, is that EDM only works with materials that are electrically conductive, and generally those materials are ferrous alloys. EDM can cut small or odd-shaped angles, intricate contours or cavities in pre-hardened steel without the need for heat treatment to soften and re-harden them as well as exotic metals such as titanium, hastelloy, kovar, and inconel.
to be used, or, in the case of wire EDM machining, constant replacement of the wire by feeding from a spool.
W. Koenig (1998). Electrical discharge machining or EDM is a thermal erosion process in which the work piece material is removed through a series of rapidly reoccurring electrical discharge between electrode (cutting tool) and an electrical conductive work piece in a presence of a dielectric fluid.
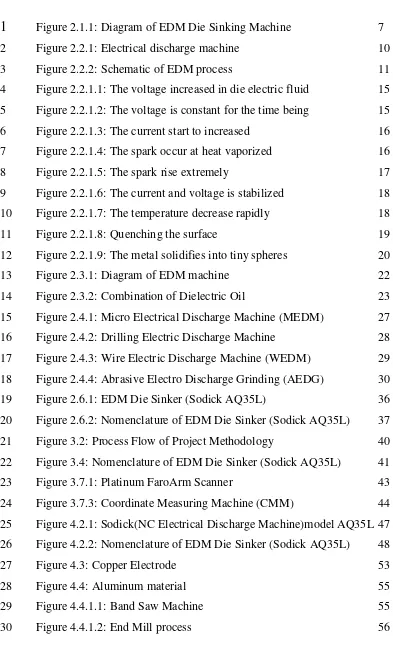
Figure 2.1.1: Diagram of EDM Die Sinking Machine
The process of EDM has many benefits since the work piece and electrode never touch, no cutting forces are generated this makes EDM will suited to produce fragile parts that can not take the stress of conventional machining, burr free edges, intricate details, superior surfaces. EDM process eliminates the risk of damaging expensive work pieces, allows heat treatment before final machining. Final EDM tools with build in process knowledge helps reduce the training workers need to produce complex parts.
pole of the electric power supply. The work piece is connected to the other power supply. The work piece is then positioned so that there is a small piece between work piece and electrode. This gap is flooded with dielectric fluid which acts as insulator until the power is turned out. Once on, the machine delivers thousands of electric pulses per second to the gap and erosion begins. The sparks are generated at on time but it ranges from 100s up to 1000s of time per second. Each spark has a temperature of 1400 up to 21000 degrees Fahrenheit. As erosion continues the machine control advances the electrode through the material and is containing a constant gap distance. To understand how EDM removes the material lets examine a single spark in the erosion process.
As a pulse of DC Electricity reaches the electrode and part an intense electric field develops in the gap, microscopic contaminates suspended in the dielectric fluid
are attracted by the field and concentrated in the field’s strongest point. These
contaminates builds a high conductivity along the gap as the field’s voltage
increases. These materials in the conductive bridge heat up. Some pieces ionize to form a spark between the electrode and the work piece. At this point the both the temperature and pressure in the channel increase generating a spark. A small amount of the material melts and vaporizes from the material and the work piece at the point of spark contact. A bubble composed of gaseous by products vaporize rapidly expands rapidly outward from the spark generated. Once the pulse ends the spark and the heating action stop collapsing the spark channel. Dielectric fluid then rushes into the gap forcing melted material out from the surfaces. This EDM residue consists of solidified parts of material and gas bubbles.
2.2 General Operating Principle of EDM
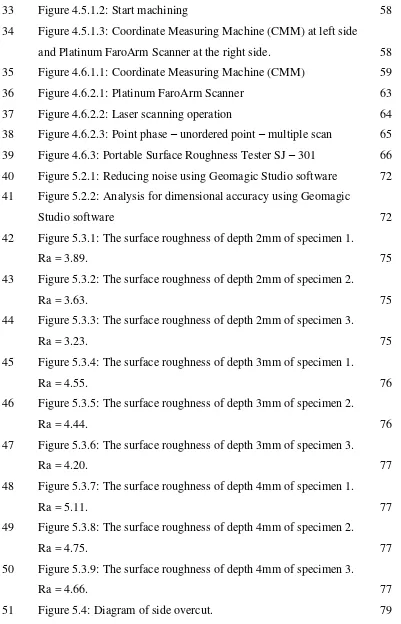
Electrical discharge machining (EDM) is one of the most widely used non-traditional machining processes. The main attraction of EDM over non-traditional machining processes such as metal cutting using different tools and grinding is that this technique utilizes thermoelectric process to erode undesired materials from the workpiece by a series of discrete electrical sparks between the workpiece and the electrode. A picture of EDM machine in operation is shown in Figure 2.2.1.
Figure 2.2.1: Electrical discharge machine