EFEK WAKTU MILLING MENGGUNAKAN HEM (HIGH ENERGY MILLING) PADA PEMBUATAN
MAGNET BONDED Pr-Fe-B
SKRIPSI
USI DAMAYANTI
100801012
DEPARTEMEN FISIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
EFEK WAKTU MILLING MENGGUNAKAN HEM (HIGH ENERGY MILLING) PADA PEMBUATAN
MAGNET BONDED Pr-Fe-B
SKRIPSI
Diajukan untuk melengkapi tugas dan memenuhi syarat mencapai gelar Sarjana Sains
USI DAMAYANTI
100801012
DEPARTEMEN FISIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
PERSETUJUAN
Judul : EFEK WAKTU MILLING MENGGUNAKAN HEM (HIGH ENERGY MILLING) PADA PEMBUATAN MAGNET BONDED Pr-Fe-B Kategori : SKRIPSI
Nama : USI DAMAYANTI
Nomor Induk Mahasiswa : 100801012
Program Studi : SARJANA (S1) FISIKA Departemen : FISIKA
Fakultas : MATEMATIKA DAN ILMU PENGETAHUAN ALAM (MIPA) UNIVERSITAS SUMATERA UTARA
Disetujui di
Medan, Juni 2014 Diketahui/ Disetujui
Departemen Fisika FMIPA USU
Ketua, Pembimbing,
Dr. Marhaposan Situmorang Drs.Achiruddin.MS
PERNYATAAN
EFEK WAKTU MILLING MENGGUNAKAN HEM (HIGH ENERGY MILLING) PEDA PEMBUATAN
MAGNET BONDED Pr-Fe-B SKRIPSI
Saya mengakui bahwa skripsi ini adalah hasil kerja saya sendiri, kecuali beberapa kutipan dan ringkasan-ringkasan masing-masing disebutkan sumbernya.
Medan, Juli 2014
PENGHARGAAN
Alhamdulillah, puji syukur kepada Allah SWT, Tuhan semesta alam yang telah memberikan rahmat dan karunia sehingga penulis dapat menyelasikan tugas akhir. Salawat beriring salam teruntuk Nabi besar Muhammad SAW yang menjadi teladan dalam menjalani kehidupan.
Paper sederhana ini dapat diwujudkan karena adanya dukungan dan fasilitas dari berbagai pihak, maka penulis ingin menyampaikan ungkapan terima kasih kepada: 1. Dr.Ing.Priyo Sardjono Selaku dosen pembimbing I yang telah membimbing dan membantu penulis dalam menyelesaikan skripsi ini. Begitu pula Drs. Achiruddin MS. selaku dosen pembimbing II yang telah banyak meluangkan waktu untuk memberikan masukan, arahan, dan membantu penulis dalam menyelesaikan skripsi ini.
2. Dr. Marhaposan Situmorang selaku Ketua Departemen Fisika Universitas Sumatera Utara, Drs. Syahrul Humaidi, MSc. selaku Sekertaris Departemen Fisika Universitas Sumatera Utara, dan seluruh staf pengajar beserta pegawai administrasi di Departemen Fisika yang telah memberikan fasilitas kepada penulis selama perkuliahan.
3. Kepada Prof.Pardamean Sebayang,Prof.Masno Ginting, Bapak Ir.Mulyadi,Ibu Ayu Yuswita Sari,Bapak Chandra Kurniawan yang dengan sabar dan bijaksana memberi saran/masukan,motivasi serta waktunya dalam membimbing penulis sehingga penulis dapat menyelesaikan skripsi ini dengan baik.
4. Ibunda tercinta Nur Cahaya yang telah melahirkan,membesarkan,mendoakan dan memberi motivasi baik materi maupun moril yang tak henti-hentinya.
6. Adik-adik ku tersayang Aan Andrian,dan Gia Gunawan yang telah memberi motivasi serta mendoakan kakak.
7. Teman-teman sewaktu di LIPI mas Efri,mas Gofhur,dan mas Furqon.
8. Teman-teman Semua Stambuk 2010 dan kakak abang 2007 juga adek-adek 2013. 9. Sahabatku - Sahabatku Jenery seventina,Sri Anugrah Wati,Mai Sarah Yuniar
(Ayank ku),Citra Wara,dan kakak-kakak ku Eka Sari,Layla Dalimunthe,dan Dahniar Hasibuan.
10.Seluruh rekan-rekan mahasiswa Fisika dan seluruh teman-teman di Fakultas Matematika dan Ilmu Pengetahuan Alam Universitas Sumatera Utara.
11.Yang terakhir for someone,thank’s for all Honey
Akhirnya penulis menerima masukan dan sarah yang membangun dari pembaca agar tugas akhir dapat bermanfaat bagi kita semua.
Penulis
EFEK WAKTU MILLING MENGGUNAKAN HEM
(HIGH ENERGY MILLING) PADA PEMBUATAN MAGNET BONDED Pr-Fe-B
ABSTRAK
Telah dilakukan penelitian tentang pengaruh waktu milling terhadap mikrostruktur dan sifat magnet powder PrFeB. Bahan baku yang digunakan adalah serbuk Pr-Fe-B dengan type MQEP-16-7 yang di-milling menggunakan high energy milling dengan variasi waktu dan kondisi milling yang berbeda. Variasi waktu milling yaitu 0,5 menit, 1 menit, 5 menit, dan 10 menit dan kondisi milling dengan dry miiling dan wet milling,Dry milling di lakukan pada kondisi di aliri gas argon dan wet milling
dilakukan menggunakan media toluene. Dari hasil penelitian di peroleh diameter rata-rata serbuk terkecil dari perlakuan 10 menit dry milling yaitu 14,63 µm,nilai densitas serbuk tertinggi juga pada10 menit dry milling yaitu 7,84 gr/cm³,dan dari pengujian
bulk density tertinggi di dapat dari perlakuan dry milling pada waktu milling 10 menit yaitu 5,810 gr/cm³ dan kuat medan magnet yang paling tinggi yaitu 2136,5 G.
THE EFFECT OF MILLING TIME USING HEM (HIGH ENERGY MILLING) ON BONDED
MAGNET Pr-Fe-B FABRICATION
ABSTRACT
Powder Praseodymium Iron Boron (PrFeB) Bonded magnetheve been made with the effect of milling time on the microstructure and magnetic properties of powder PrFeB. The raw material used is powder Pr-Fe-B with type-MQEP 16-7 that uses high-energy milling with a variation of milling time and milling different conditions .Variation milling times are 0.5 minute, 1 minute, 5 minute,research results obtained average diameter of the smallest powder dry milling treatment of 10 minutes is 14,63µm, the highest density values also 10 minute powder dry milling is 7.84 g / cm ³, and of the highest bulk density testing can dry milling of treatment at 10 min milling time is 5.810 g / cm ³ and most powerful magnetic fields as high as 2136.5 G.
DAFTAR ISI
Halaman
Persetujuan i
Pernyataaan ii
Penghargaaan iii
Abstrak v
Abstract vi
Daftar Isi viii
DaftarGambar ix
DaftarTabel xi
DaftarLampiran xiii
BAB 1 PENDAHULUAN
1.1.LatarBelakang 1
1.2.RumusanMasalah 2
1.3.TujuanPenelitian 3
1.4.BatasanMasalah 3
1.5.ManfaatPenelitian 3
1.6.SistematikaPenulisan 4 BAB 2 TINJAUAN PUSTAKA
2.1Pengertian Magnet SecaraUmum 5
2.2Medan Magnet 7
2.3BahanMagnetik 7
2.3.1 Ferromagnetik 7
2.3.3 Diamagnetik 8 2.4. Histerisis Magnet 8
2.5 Mechanical Milling 10
2.5.1.KomponenPada Proses Penggilingan 10
a. Bahan Baku 11
b. Bola Giling 11
c. WadahPenggilingan 11 2.5.2. AlatPenggiling Bola 12
a. HEM 3D 13
b. PrinsipKerja HEM-3D 13 2.5.3. Parameter Proses PadaSaatPenggilingan 14 a. KecepatandanWaktuPenggilingan 14 b. PerbandinganBerat Bola TerhadapBeratSerbuk 14 2.5.4 Proses Penggilingan 15
2.6. Celuna (WE-518) 15
2.7. PengukuranDensitas 15 2.8. Scanning Electron Microscope (SEM) 17 2.9. AnalisaFasaDenganDifraksiSinar X 18
BAB 3 METODE PENELITIAN
3.1. Waktu Dan TempatPenelitian 20 3.1.1. TempatPenelitian 20 3.1.2. WaktuPenelitian 20
3.2. BahandanAlat 20
3.2.1. Bahan 20
3.2.2. Alat 20
3.4. Diagram AlirPenelitian 23
3.5. ProsedurKerja 24
3.5.1. PenggilinganSerbuk 24 3.5.2. Pengukuran Diameter Serbuk 24 3.5.3. PengukuranDensitasSerbuk 24 3.5.4. PencetakanSampel 24 3.5.5. PengeringanSampel 24 3.5.6. Pengukuran Bulk Density 24 3.6. KarakterisasiHasil
3.6.1.AnalisaMikrostrukturdengan SEM 25 3.6.2. AnalisaFasadenganDifraksiSinar - X 26
BAB 4 HASIL DAN PEMBAHASAN
4.1. KarakterisasiHasilPenelitian 27 4.1.1. SifatFisis
a. Ukuran Diameter Serbuk (PSA) 27
b. DensitasSerbuk 29
c. Bulk Density 30
4.1.2. PengujianKuatFluksMagnetic 31 4.1.3. AnalisaStrukturSampel 35 a. HasilPengujian SEM 35 b. HasilPengujian XRD 37 BAB 5 KESIMPULAN DAN SARAN
5.1. Kesimpulan 42
5.2. Saran 43
DAFTAR GAMBAR
Halaman
Gambar 2.1 Kurva Magnetisasi 9
Gambar 2.2 Wadah dan Bola Giling 12 Gambar2.3 HEM (High Energy Milling)-Elips 3D 13 Gambar 2.4 Prinsip Kerja HEM-E3D 14 Gambar 2.5 Pickno meter Berukuran 10 mL 16 Gambar 2.6 Scanning Electron Microscope (SEM) 17
Gambar 2.7 Difraksi Sinar x 18
Gambar 3.1 Diagram alir pembuatan Bonded Magnet PrFeB 23 Gambar 4.1 Grafik Hubungan antara Diameter Serbuk PrFeB 28
Dry Milling terhadap waktu milling
Gambar 4.2 Grafik Hubungan antara Diameter Serbuk PrFeB 28 Wet Milling terhadap waktu milling
Gambar 4.3 Grafik Densitas serbuk Dry Milling dan Wet Milling 30 Magnet PrFeB terhadap waktu Milling
Gambar 4.4 Grafik Bulk Density magnet PrFeB terhadap waktu Milling 31 Gambar 4.5 Grafik Kuat Medan Magnet Dry Milling dan Wet Milling 33
Dengan tegangan 1500 Volt terhadap waktu milling
Grafik 4.6 Grafik Kuat Medan Magnet Dry Milling dan Wet Milling 34 Dengan tegangan 1700 volt terhadap waktu milling
Gambar 4.7 Gambar Hasil SEM 35
DAFTAR TABEL
Halaman Tabel 2.1 Sifat FisiS Magnet PrFeB 7
Tabel 2.2 Spesifikasi HEM-E3D 13
Tabel 4.1 Nilai Diameter Dry Milling dan Wet Milling 27 serbukdistribusi 10 %
Tabel 4.2 Nilai Diameter Dry Milling dan Wet Milling 27 Serbuk distribusi 50 %
Tabel 4.3 Nilai Diameter Dry Milling dan Wet Milling 28 Serbuk distribusi 90 %
Tabel 4.4 NilaiDensitas serbuk Dry Milling dan Wet Milling 29 Tabel 4.5 Nilai Bulk Density Dry Milling dan Wet Milling 31 Tabel 4.6 Nilai Fluks Magnetik (Dry Milling)
Dengan tegangan 1500 volt terhadap waktu milling. 32 Tabel 4.7 Nilai Fluks Magnetik (Wet Milling) 32
Dengan tegangan 1500 volt terhadap waktu Milling.
Tabel4.8 Nilai Fluks Magnetik (Dry Milling) 33 Dengan tegangan 1700 volt terhadap waktu milling
Tabel 4.9 Nilai Fluks Magnetik (Wet Milling) 34 Dengan tegangan 1700 volt terhadap waktu milling
Tabel 4.10 Orientasi bidang Kristal PrFeB 0.5 menit (dry milling) 38
Tabel 4.11 Orientasi bidang Kristal PrFeB 10 menit (dry milling) 39
Tabel 4.12 Orientasi bidang Kristal PrFeB 0.5 menit (wet milling) 40
DAFTAR LAMPIRAN
LAMPIRAN 1 GambarAlat – AlatdanBahanPenelitian LAMPIRAN 2 Dimensisampelberbentuk Pellet
EFEK WAKTU MILLING MENGGUNAKAN HEM
(HIGH ENERGY MILLING) PADA PEMBUATAN MAGNET BONDED Pr-Fe-B
ABSTRAK
Telah dilakukan penelitian tentang pengaruh waktu milling terhadap mikrostruktur dan sifat magnet powder PrFeB. Bahan baku yang digunakan adalah serbuk Pr-Fe-B dengan type MQEP-16-7 yang di-milling menggunakan high energy milling dengan variasi waktu dan kondisi milling yang berbeda. Variasi waktu milling yaitu 0,5 menit, 1 menit, 5 menit, dan 10 menit dan kondisi milling dengan dry miiling dan wet milling,Dry milling di lakukan pada kondisi di aliri gas argon dan wet milling
dilakukan menggunakan media toluene. Dari hasil penelitian di peroleh diameter rata-rata serbuk terkecil dari perlakuan 10 menit dry milling yaitu 14,63 µm,nilai densitas serbuk tertinggi juga pada10 menit dry milling yaitu 7,84 gr/cm³,dan dari pengujian
bulk density tertinggi di dapat dari perlakuan dry milling pada waktu milling 10 menit yaitu 5,810 gr/cm³ dan kuat medan magnet yang paling tinggi yaitu 2136,5 G.
THE EFFECT OF MILLING TIME USING HEM (HIGH ENERGY MILLING) ON BONDED
MAGNET Pr-Fe-B FABRICATION
ABSTRACT
Powder Praseodymium Iron Boron (PrFeB) Bonded magnetheve been made with the effect of milling time on the microstructure and magnetic properties of powder PrFeB. The raw material used is powder Pr-Fe-B with type-MQEP 16-7 that uses high-energy milling with a variation of milling time and milling different conditions .Variation milling times are 0.5 minute, 1 minute, 5 minute,research results obtained average diameter of the smallest powder dry milling treatment of 10 minutes is 14,63µm, the highest density values also 10 minute powder dry milling is 7.84 g / cm ³, and of the highest bulk density testing can dry milling of treatment at 10 min milling time is 5.810 g / cm ³ and most powerful magnetic fields as high as 2136.5 G.
BAB 1
PENDAHULUAN
1.1Latar Belakang
Dewasa ini terdapat tiga bahan magnet permanen komersil, antara lain ferrite, AlNiCo, dan paduan berbasis Samarium-Cobalt (paduan antar logam SmCo5,
Sm2Co17). Magnet ferrite memiliki energi produk 5 MGOe, AlNiCo dapat
menghasilkan energi produk sebesar 13 MGOe, dan magnet Sm-Co dapat menghasilkan energi produk sebesar 20 MGOe. Meskipun magnet Sm-Co dapat menghasilkan energi produk sebesar 20 MGOe, harganya relatif mahal, sehingga magnet tersebut jarang digunakan dalam skala besar.(Deswita,2007)
Dalam perkembangan magnet beberapa tahun terakhir, ditemukan magnet Re(Rare Earth)-Fe-B dengan energi produk mencapai 50 MGOe. Magnet Re- Fe-B merupakan magnet permanen yang terbuat dari paduan logam tanah jarang (Re) berjenis Neodymium (Nd) atau Praseodymium (Pr), logam Besi (Fe), dan Boron (B) dengan fasa magnet Nd2Fe14B atau Pr2Fe14B yang memiliki struktur kristal tetragonal
(Kurniawan, 2012). Selain memiliki sifat magnet intrinsik yang lebih baik, magnet ReFeB relatif lebih murah dibandingkan dengan magnet Samarium-Cobalt. (Deswita, 2007)
Meskipun PrFeB dan NdFeB sama-sama merupakan magnet logam tanah jarang, magnet NdFeB dan PrFeB memiliki perbedaan sifat magnet, antara lain temperaur curie (TC) dan energi produk (BH)max yang dihasilkan. Magnet PrFeB memiliki
temperatur curie (TC) yang lebih rendah dibandingkan magnet NdFeB, yaitu senilai
291 . Namun demikian, PrFeB memiliki nilai energi produk (BH)max yang lebih tinggi
Bidang Bahan Maju, Puslitbang Iptek Bahan-Bahan Tenaga Nuklir Nasional,telah melengkapi salah satu fasilitas sintesis bahan yakni SPEX CertiPrep 8000M Mixer/Mill yang dapat di golongkan sebagai peralatan HEM dengan jumlah getaran (bolak-balik) sekitar 1080 siklus per menit. Peralatan ini mampu di gunakan untuk menghaluskan material yang getas,atau pencampuran serbuk(Mateazzi P, Basset D; miani, F, and lecaer ,G, 1997).
Beberapa studi yang telah di lakukan,dengan menggunakan fasilitas high energy milling (HEM) telah dapat disintesis berbagai paduan,misalnya karbida,intermetalik,silikat,arsenic baik menggunakan bahan dasar serbuk maupun campuran paduan dan elemen bahan.Menggunakan HEM ini juga dapat dilakukan proses reduksi oksida maupun sulfide,sehingga dengan proses milling yang dilakukan tidak saja dapat di peroleh bahan yang homogeny,juga dapat terbentuk suatu system nano komposit seperti logam oksida dan logam nitride, (R.D Shull,1997).
Metode penggilingan mekanik ini dipilih karena metode ini disamping memiliki beberapa keunggulan untuk skala komersial,diantaranya metode ini sangat sederhana,murah dan loss dari produk yang dihasilkan sangat kecil sehingga sangat efektif untuk kapasitas yang relative besar,juga merupakan metode pencampuran yang dapat menghasilkan produk yang sangat homogen.Proses milling di sini dilakukan bertujuan di samping akan memperoleh campuran yang homogen juga dapat memperoleh partikel campuran yang relative kecil sehingga di harapkan memiliki sifat
magnetic yang tinggi dari bahan PrFeB (F. izumi, 2012).
1.2Rumusan Masalah
Berdasarkan latar belakang di atas,maka yang akan diteliti dalam penilitian ini adalah:
1. Bagaimana efek dari proses dengan cara wet milling dan dry milling
terhadap ukuran partikel serbuk PrFeB .
1.3Tujuan Penelitian
1. Untuk mengetahui efek waktu milling dan proses dry milling dan wet milling terhadap ukura partikel; serbuk PrFeB.
2. Untuk mengetahui efek waktu milling terhadap mikrostruktur. 3. Untuk mengetahui efek waktu milling terhadap kuat medan magnet.
1.4 Batasan Masalah
Batasan masalah dalam penelitian ini:
1. Bahan yang di gunakan adalah Pr-Fe-B type MQP-16-7A2. 2. Waktu milling yang di tetapkan adalah 0.5 , 1,5 dan 10 menit. 3. Pada saat menggiling Perbandingan bola dengan serbuk 1:104. 4. Pada proses kompaksi di tekan 30.000 KPa dan di tahan 3 menit. 5. Jenis binder celuna WE-5186.
6. Pada proses curring T =180 °C,P=12 mili Bar, t = 1 jam Vakum. 7. Karakterisasi bahan Pr FeB hasil yg akan dilakukan meliputi:
a. Metode XRD, untuk mengetahui struktur kristal hasil sintesis yang kemudian dibandingkan dengan produk komersial.
b. Metode SEM, untuk mengetahui morfologi permukaan sebelum dan sesudah milling pada proses sintesis,juga untuk mengetahui sifat fisis,densitas dari bahan PrFeB.
c. Karakterisasi dengan pengukuran kuat medan magnet dengan menggunakan Gaussmeter.
1.5 Manfaat Penelitian
1.6 Sistematika Penulisan
Penulisan laporan tugas akhir ini terdiri dari 5 BAB,dengan sistematika sebagai berikut:
1. BAB I pendahuluan,merupakan pendahuluan yang menjelaskan latar belakang masalah, rumusan masalah,tujuan penelitian, batasan masalah,manfaat penelitian dan sistematika penulisan.
2. BAB II Landasan teori, merupakan landasan teori yang menjadi acuan untuk proses pengambilan data, analisa data serta pembahasan.
3. BAB III Metodologi Penelitian, merupakan pembahasan tentang prosedur penelitian yaitu peralatan, bahan dan cara kerja.
4. BAB IV Analisa dan pembahasan, merupakan pengolahan hasil pengamatan dan analisa data penelitian.
BAB 2
LANDASAN TEORI
2.1 Pengertian Magnet Secara Umum
Magnet dan kemagnetan adalah dua kata yang tidak dapat terpisahkan dalam membahas bahan magnet. Pembahasan mengenai kemagnetan suatu bahan selalu akan sangat menarik dan unik. Satu batangan magnet, selalu muncul dalam konfigurasi terpolarisasi magnet berpasangan yang sering dinotasikan sesuai dengan sistem kutub bumi, yakni kutub Utara dan kutub Selatan. Pada bahan magnet, polarisasi momen magnet tetap terjaga walaupun batangan magnet dipotong hingga bagian yang sangat
kecil. Apabila dapat ‘masuk ke dalam atom’ maka akan terlihat bahwa spin momen elektron akan terpolarisasi secara berpasangan.
Magnet atau magnit adalah suatu obyek yang mempunyai suatu medan magnet. Kata magnet (magnit) berasal dari bahasa Yunani magnítis líthos yang berarti batu Magnesian. Magnesia adalah nama sebuah wilayah di Yunani pada masa lalu yang kini bernama Manisa (sekarang berada di wilayah Turki) di mana terkandung batu magnet yang ditemukan sejak zaman dulu di wilayah tersebut.
Magnet selalu memiliki dua kutub yaitu: kutub utara (north/ N) dan kutub selatan (south/ S).
International System of Units (SI) adalah Tesla dan SI unit untuk total fluks magnetik adalah weber. 1 weber/m2= 1 tesla, yang mempengaruhi satu meter persegi.n
Jenis magnet Magnet tetap
Magnet tetap tidak memerlukan tenaga atau bantuan dari luar untuk menghasilkan daya magnet (berelektromagnetik).
Jenis magnet tetap selama ini yang diketahui terdapat pada:
1. Neodymium Magnets, merupakan magnet tetap yang paling kuat 2. Samarium-Cobalt Magnets
3. Ceramic Magnet 4. Plastic Magnet 5. Alnico Magnet.
Penggunaan magnet permanen dengan produk energi yang tinggi sangat sesuai dengan usaha miniaturisasi suatu produk teknologi, karena volume magnet yang diperlukan dapat diperkecil (Manaf, 2013).
Suatu magnet permanen harus mampu menghasilkan densitas fluks,B magnet yang tinggi dari suatu volume magnet tertentu,stabilitas magnetic yang baik terhadap efek temperature dan waktu,serta memiliki ketahanan yang tinggi terhadap pengaruh demagnetisasi.Padaprinsipnya,suatu magnet permanen haruslah memiliki karakteristik minimaldengan sifat kemagnetan remanen,Br dan koersivitas intrinsic,Hc serta
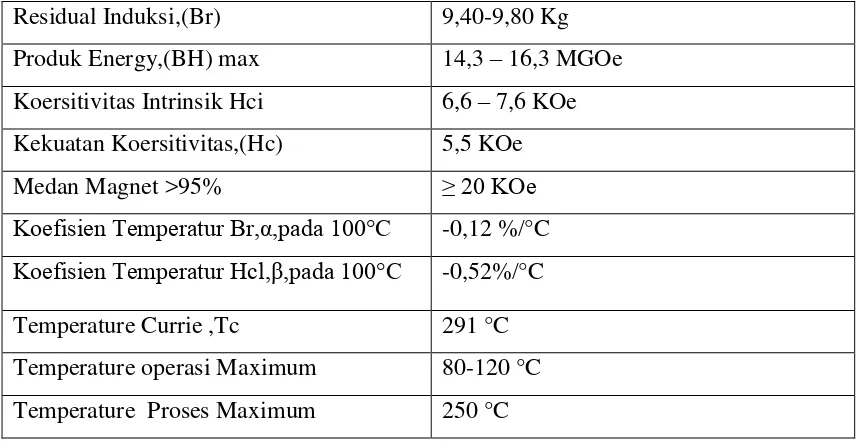
Sifat fisis magnet PrFeB adalah seperti yang di tunjukkan pada: Tabel 2.1 Sifat Fisis magnet PrFeB Residual Induksi,(Br) 9,40-9,80 Kg Produk Energy,(BH) max 14,3 – 16,3 MGOe Koersitivitas Intrinsik Hci 6,6 – 7,6 KOe Kekuatan Koersitivitas,(Hc) 5,5 KOe Medan Magnet >95% ≥ 20 KOe
Koefisien Temperatur Br,α,pada 100°C -0,12 %/°C
Koefisien Temperatur Hcl,β,pada 100°C -0,52%/°C Temperature Currie ,Tc 291 °C Temperature operasi Maximum 80-120 °C Temperature Proses Maximum 250 °C
2.2 Medan Magnet
Medan magnet adalah disekitar magnet yang masih merasakan adanya gaya magnet.Jika sebatang magnet di letakkan dalam suatu ruang,maka terjadi perubahan dalam ruangan ini yaitu dalam setiap titik dan ruang akan mendapat medan magnetic.Arah medan magnetic di suatu titik didefenisikan sebagai arah yang ditunjukkan oleh kutub utara jarum kompas ketika di tempatkan di titik tersebut.(Halliday & Resnick,1989)
2.3 Bahan Magnetik
2.3.1 Feromagnetik
Feromagnetik merupakan bahan yang memiliki nilai suseptibilitas magnetic
χmPositif yang sangat tinggi.Dalam bahan ini sejumlah kecil medan magnetic luar dapat
menyebabkan derajat penyerahan yang tinggi pada momen dipol magnetic atomnya.Dalam beberapa kasus,penyearahan ini dapat bertahan sekalipun medan pemagnetannya telah hilang.Ini terjadi karena momen dipol magnetic atom dari bahan-bahan feromagnetik ini mengarahkan gaya-gaya yang kuat pada atom tetangganya sehingga dalam daerah ruang yang sempit momen ini diserahkan ini disebut daerah magnetic.Dalam daerah ini,semua momen magnetic diserahkan,tetapi arah penyearahnya beragam dari daerah sehingga momen magnetic total dari kepingan mikroskopik bahan feromagnetik ini adalah nol dalam keadaan normal.(Willian,D.callister,Jr.materials,2003)
2.3.2 Paramagnetik
Bahan paramagnetic adalah bahan-bahan yang memiliki suseptibilitas magnetic
χmyang positif dan sangat kecil.Paramagnetik muncul dalam bahan yang atom-atomnya
memiliki momen magnetic permanen yang berinteraksi satu sama lain secara sangat lemah.Apabila tidak terdapat medan magnetic luar,momen magnetic ini akan berinteraksi secara acak.Dengan daya medan magnetic luar,momen magnetic ini arahnya cenderung sejajar dengan medannya,tetapi ini dilawan oleh kecenderungan momen untuk berorientasi acak akibat gerakan termalnya.Perbandingan momen yang menyearahkan dengan medan ini bergantung pada kekuatan medan dan pada temperaturnya.Pada medan magnetic luar yang kuat pada temperature yang sangat rendah, hampir seluruh momen akan diserahkan dengan medannya.(Willian,D.callister,Jr.materials,2003).
2.3.3 Diamagnetik
medan induksi dari magnet tersebut menginduksi momen magnetic pada bismuth pada arah yang berlawanan dengan medan induksi pada magnet.(Willian,D.callister,Jr.materials,2003)
2.4 Histerisis Magnet
Magnet biasanya dibagi atas dua kelompok : magnet lunak dan magnet keras.Magnet keras dapat menarik bahan lain yang bersifat magnet.Selain itu sifat kemagnetannya dapat di anggap cukup kekal.Magnet lunak dapat bersifat magnetic dan dapat menarik magnet lainnya,namun hanya berada dalam medan magnet.Sifat kemagnetannya tidak kekal.
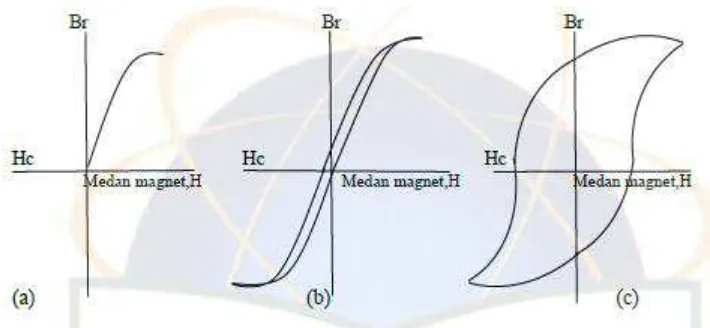
Perbedaan antara magnet permanen atau magnet keras atau magnet lunak dapat dilakukan dengan menggunakan loop histerisis yang telah dikenal seperti pada gambar 2.1.
Bila bahan magnet berada dalam medan magnet,H“garis gaya yang
berdekatan” akan tertarik ke dalam bahan tersebut sehingga rapat fluks
meningkat.Dikatakanbahwa,induksimagnet,Bmeningkat.Dengansendirinya,jumlahind uksi tergantung pada medan magnet dan jenis bahan.Pada contoh gambar 2.1, rasio B/H tidak linear,terjadi lompatan induksi mencapai level yang tinggi,kemudian rasio tersebut hamper konstan dalam medan yang lebih kuat.
Baik induksi remanen (rapat fluks) dan medan koersif,B dan – Hc,masing-masing,besar untuk magnet keras.Hasil perkalian BH merupakan patokan untuk ukuran energy demagnetisasi.
Pada magnet lunak,terjadi penurunan kembali yang hamper sempurna jika medan magnet ditiadakan.Medan magnet bolak-balik akan menghasilkan kurva simetris di kuadran ketiga.Kurva histerisis magnet permanen sangat berbeda,bila medan magnet di tiadakan induksi tersisa akan menghasilkan induksi remanen,Br.Medan yang berlawanan yang disebut medan koersif,-Hc,diperlukan sebelum induksi turun menjadi nol,sama dengan magnet lunak loop tertutup,akan tetapi magnet permanen memiliki simetri 180 °C.
Karena hasil kali medan magnet (A/m) dan induksi (V.det/m2) merupakan energy per satuan volume,luas daerah hasil integrasi di dalam loop histeris adalah sama dengan energy yang di perlukan untuk satu siklus magnetisasi mulai dari nol sampai +H hingga –H sampai 0.Energi yang dibutuhkan magnet lunak dapat di abaikan,akan tetapi magnet permanen memerlukan energy lebih banyak sehingga pada kondisi ruang demagnetisasi dapat diabaikan.Dikatakan magnetisasi permanen.
Magnet permanen dapat diberi indeks berdasarkan medan koersif yang di perlukan untuk menghilangkan induksi.Patokan ukuran yang lebih baik adalah hasil kali BH.Hasil kali sesaat BH maksimum lebih sering di gunakan karena merupakan barrier energy krisis yang harus di lampaui.Magnet lunak merupakan pilihan tepat untuk penggunaan pada arus bolak-balik atau frekuensi tinggi,karena harus mengalami magnetisasi dan demagnetisasi berulang kali selama selang satu detik.Spesifikasi yang agak kritis untuk magnet lunak adalah induksi jenuh (tinggi),medan koersif (rendah),dan permeabilitas maksimum (tinggi).
2.5 Mechanical milling
karena metode ini disamping memiliki beberapa keunggulan untuk skala komersial,diantaranya metode ini sangat sederhana,murah dan loss dari produk yang dihasilkan sangat kecil sehingga sangat efektif untuk kapasitas yang relative besar,juga merupakan metode pencampuran yang dapat menghasilkan produk yang sangat homogen.Proses milling di sini dilakukan bertujuan di samping akan memperoleh campuran yang homogen juga dapat memperoleh partikel campuran yang relative kecil sehingga di harapkan sifat magnetic dari bahan PrFeB.(F.Izumi,2012).
2.5.1 Komponen Pada proses penggilingan
Untuk melakukan proses penggilingan ,ada empat komponen penting yang harus di perhatikan,yaitu: bahan baku,bola giling,wadah penggilingan dan alat penggiling bola.
a. Bahan Baku
Bahan baku yang digunakan dalam proses penggilingan adalah serbuk.Ukuran serbuk yang di gunakan umumnya berkisar antara 1 µm – 200 µm.Semakin kecil ukuran partikel serbuk yang digunakan,maka proses penggilingan akan semakin efektif dan efisien.Selain itu serbuk yang di gunakan juga harus memiliki kemurnian yang sangat tinggi.(C.Suryanarayana,2001).
b. Bola Gilling
Fungsi bola gilling dalam proses penggilingan adalah sebagai penghancur campuran serbuk.Oleh karena itu,material pembentuk bola gilling harus memiliki kekerasan yang sangat tinggi agar tidak terjadi kontaminasi saat terjadi benturan dan gesekan antara serbuk,bola dan wadah penggilingan.Material yang dapat di gunakan untuk melakukan proses tersebut antara lain:baja tahan karat,baja karbon,baja perkakas dan baja kromium.(C.Suryanarayana,2001).
dipadu.Bola yang akan di gunakan harus memiliki diameter yang lebih besar dibandingkan dengan diameter serbuknya.(C.Suryanarayana,2001).
c. Wadah Penggilangan
Wadah penggilingan merupakan media yang digunakan untuk menahan gerakan bola-bola giling dan serbuk ketika proses penggilingan berlangsung.Akibat yang di timbulkan dari proses penahanan gerak bola-bola giling dan serbuk tersebut adalah terjadinya benturan antara bola-bola giling,serbuk dan wadah penggilingan sehingga menyebabkan terjadinya proses penghancuran serbuk.(C.Suryanarayana,2001).
Jika material yang di gunakan sebagai wadah penggilingan sama dengan material serbuk yang akan digiling,maka proses penghancuran serbuk tidak akan efektif dan efesien karena kedua material tersebut memiliki kekerasan yang sama.Sedangkan jika kedua material tersebut memiliki kekerasan yang berbeda maka akan terjadi kontaminasi pada material serbuk yang akan di giling.(C.Suryanarayana,2001).
Untuk menghindari terjadinya kontaminasi serbuk akibat benturan yang terjadi selama proses penggilingan berlangsung,maka material yang di gunakan sebagai wadah harus memiliki kekerasan yang lebih tinggi di bandingkan dengan kekerasan material serbuknya.Material yang dapat di gunakan sebagai wadah penggilingan antara lain : Baja perkakas,baja kromium dan baja tahan karat.(L.lu.M.O lax,1998).
Kontaminasi serbuk juga dapat terjadi akibat perbedaaan jenis material yang di gunakan sebagai wadah penggilingan dan bola penggiling.Untuk menghindari hal ini,material wadah penggilingan dan bola penggiling yang di gunakan terbuat dari jenis material yang sama.(C.Suryanarayana,2001).
Gambar 2.2Bola giling dan wadah penggilingan
2.5.2 Alat Penggiling bola
Ada beberapa jenis alat penggiling bola dapat di gunakan untuk melakukan proses panggilingan,antara lain:Planetary ball mill,conventional horizontal ball mill,horizontal ball mill controlled by magnetic force,atritor mill dan shaker ball
mill.(L.lu.M.O lax,1998).
Alat-alat penggiling bola tersebut terus di kembangkan untuk meningkatkan keefektifan dan efisiensinya dalam proses penggilingan.HEM-3D,merupakan salah satu jenis shaker ballmill,merupakan generasi termutakhir alat penggiling bola yang dapat melakukan proses penggilingan dengan tingkat efektifitas dan efesiensi yang tinggi.
a. HEM-3D
Gambar 2.3 High Energy Mill-Elips 3 Dimentions
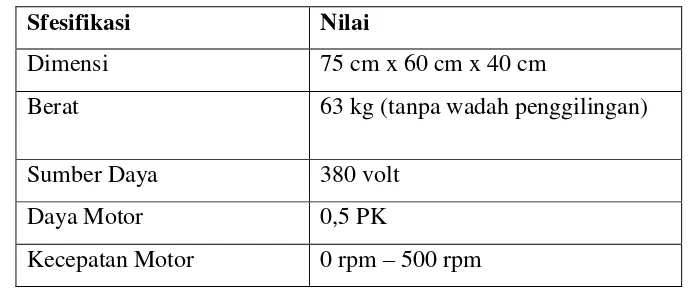
HEM-3Dadalah singkatan dari High Energy Mill-Elips 3 Dimentions .HEM-E3D merupakan alat penggiling bola yang digunakan untuk melakukan proses penggilingan serbuk berskala kecil dalam laboraturium.Spesifikasi HEM-E3D tampak pada tabel berikut ini.
Tabel 2.2.Spesifikasi HEM-E3D
b.Prinsip kerja HEM-E3D
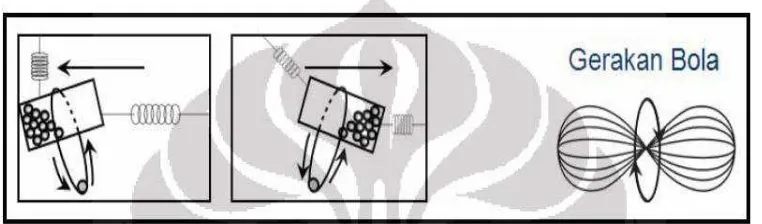
Dalam proses penggilingan,HEM-E3D bekerja dengan cara menghancurkan campuran serbuk melalui mekanisme pembenturan bola-bola giling yang bergerak mengikuti pola gerakan wadahnya yang berbentuk elips tiga dimensi inilah yang memungkinkan pembentukan partikel-pertikel serbuk berskala nanometer akibat tingginya frekuensi tumbukan.Tingginya frekuensi tumbukan yang terjadi antara campuran serbuk dengan bola-bola giling di sebabkan karena wadah yang berputar dengan kecepatan tinggi,yaitu mencapai 500rpm,dan bentuk bola gerakan yang berbentuk elipstiga dimensi tersebut.Prinsip kerja HEM-E3D tampak pada gembar berikut ini.
Sfesifikasi Nilai
Dimensi 75 cm x 60 cm x 40 cm
Berat 63 kg (tanpa wadah penggilingan) Sumber Daya 380 volt
Daya Motor 0,5 PK
Gambar 2.4. Prinsip kerja HEM-E3D (Nurul T.R.Agus S.W.Alfian N.Wahyu B.W.Suryadi.Djanjani,2007).
2.5.3 Parameter Proses Pada saat penggilingan
Parameter proses yang harus di perhatikan pada proses penggilingan antara lain: kecepatan dan waktu penggilingan,perbandingan berat bola terhadap berat serbuk,volume pengisian wadah penggilingan,atmosfer penggilingan process control agent dan temperature penggilingan.
a. Percepatan dan waktu penggilingan
Semakin cepat proses penggilingan,maka semakin cepat pula proses penghancuran campuran serbuk.Namun jika kecepatan penggilingan terlalu tinggi,maka temperature komponen-komponen pada proses penggilingan akan meningkat.(C. suryanarayana,2001).
b. Perbandingan berat bola terhadap berat serbuk
Untuk skala kecil atau laboratorium,umumnya perbandingan bola terhadap berat serbuk yang di gunakan sekitar 10:1, 10 gr bola dan 1 gram serbuk,sedangkan untuk skala besar atau industry,jumlah perbandingan berat bola terhadap berat serbuk yang digunakan dapat mencapai 100:1.Semakin tinggi jumlah perbandingan berat bola terhadap berat serbuk yang di gunakan,maka frekuensi benturan juga semakin singkat.(c. suryanarayana,2001)
Proses penggilingan dilakukan dengan menggunakan High Energy Milling – Ellips 3 Dimention (HEM-3D) buatan Laboraturium Material Lanjut dan Nanoteknologi Pusat Penelitian Fisika Lembaga Ilmu Pengetahuan Indonesia.
Wadah penggilingan yang di gunakan terbuat dari baja kromium,sedangkan bola giling yang di gunakan terbuat dari besi baja.Ukuran bola giling yang di gunakan yaitu bola giling kecil berdiameter 5 mm dengan berat 0,5 gram.Perbandingan antara berat bola giling terhadap berat serbuk dalam wadah penggiling yang di gunakan sebesar 10 : 1.Berat bola giling adalah 150 gram sedangkan jumlah serbuk adalah 15 gram.Proses penggilingan di lakukan dalam udara.
2.6Celuna (WE-518)
Celuna (WE-518) dengan nama kimia etil selulosa merupakan erer selulosa yang di buat dengan mereaksikan etil klorida dengan alkali selulosa (Wallace,1990).Celuna (WE-518) yang digunakan berbentuk cairan putih,kental,tidak berbau,tidak berasa,sering di gunakan sebagai bahan pengikat yang bersifat mudah mengalir sehingga dapat berfungsi sebagai filler-binder (Anonim,1994).
2.7 Pengukuran Densitas
Pengukuran densitas di sini di lakukan dengan alat picknometer
Massa jenis sebuah sampel berbertuk serbuk sama dengan massa serbuk dibagi volume yang ditempati serbuk.(Teresa p.Santos,M,Fatima Vas,moises L.Pinto,Ana P,carvalho.2012).
Secara matematis
ρ = � (1)
Dimana: ρ = Densitas (gram/cm³) m = Massa sampel (gram) v = Volume sampel (cm³)
Secara umum,densitas suatu bahan yang bergantung pada factor lingkungan seperti suhu dan tekanan.(Young D.Hugh,2002)
Dalam pelaksanaannya kadang-kadang sampel yang diukur mempunyai ukuran bentuk yang tidak teratur sehingga untuk menentukan volumenya menjadi sulit,akibatnya nilai kerapatan yang di peroleh tidak akurat.Untuk menentukan rapat massa (bulk density) dari suatu bahan mengacu pada standart (ASTM C 373).Oleh karena itu untuk menghitung nilai densitas suatu material yang memiliki bentuk yang tidak teratur di gunakan metode Archimedes yang persamaannya sebagai berikut:
ρ = ��−� �� x ρair (2)
Dengan :
ρ = Densitas Sampel (gr/cm³)
ρair= Densitas air (gr/cm³)
Mk= Massa sampel setelah dikeringkan di oven (gr)
2.8Scanning Electron Microscope (SEM)
Gambar 2.6 Secanning Electron Microscope (SEM)
Gambar 2.6 Scanning Electron Microscope (SEM)
Scanning Electron Microscope (SEM) merupakan alat yang di gunakan untuk pengamatan struktur mikro bahan.Alat ini mempunyai perbesaran antara 20x sampai 30.000x.SEM dapat di gunakan untuk menggambarkan secara detail struktur mikro seluas nm dari bagian sel.Pengamatan srtuktur mikro dari SEM dapat menggambarkan dalam bentuk tiga dimensi.Alat ini umumnya di gunakan untuk karakterisasi susunan serbuk dan melihat retakan pada permukaan sampel.Mikroskop electron adalah alat optic yang dapat di gunakan untuk mengamati benda berukuran kecil (mikro).Pancaran berkas electron yang di tembakkan pada sampel akan berinteraksi dengan atom-atom atau electron dari sampel.
SEM menggunakan prinsip “Scanning” sesuai dengan namanya.Maksudnya
ialah bahwa berkas electron diarahkan dari titik ke titik yang lain pada suatu daerah obyek.Gerakan berkas electron dari satu titik ke titik yang lain pada suatu daerah obyek
Gerakan scanning tersebut ditimbulkan oleh scanning coil sedangkan pantulan dideteksi oleh foto mulfier.Data sinyal dari suatu titik sampel ke titik yang lain di perkuat oleh video amplifier dan selanjutnya setelah disinkronkan oleh scanning circuit di gambarkan pada layar CRT (Cathode Ray Tube).Layar CRT yang di gunakan pada SEM merupakan CRT dengan daya pisah yang sangat tinggi.(Eko Sulisto,2005).
2.9Analisa Fasa dengan Difraksi Sinar-X
Gambar 2.7 Difraksi Sinar –
Gambar 2.7 X-ray Difraction
Difraksi sinar –x adalah alat yang dapat memberikan data-data difraksi kuantitas intensitas difraksi pada sudut-sudut difraksi pada suatu bahan.Sinar x adalah bentuk radiasi gelombang elektromagnetik yang di pancarkan dari tabung sinar x
dengan panjang gelombang ƛ,kemudian di tembakkan mengenai sampel yang tepat
Suatu berkas sinar x yang panjang gelombangnya ƛ jatuh pada Kristal dengan
sudut Ɵ terhadap permukaan bidang Bragg yang jaraknya d.Seberkas sinar mengenai
atom A pada bidang pertama dan atom B pada bidang berikutnya,dan masing-masing menghambur sebagai berkas tersebut dalam arah rambang.Interfensi konstruktif hanya
terjadi antara sinar terhambur yang sejajar beda jarak jalannya tepat ƛ,2ƛ,3ƛ,dan sebagainya.Jadi beda jarak jalan harus nƛ,dangan n menyatakan bilangan bulat.(Eko
Sulisto,2005).
Metoda difraksi merupakan salah satu metode yang banyak digunakan untuk menganalisis struktur Kristal.Sumber yang di gunakan dapat berupa sinar x,electron atau neutron,bergantung pada berat atom-atom yang akan di analisis.Neotron biasanya digunakan untuk menganalisis atom-atom yang ringan sedangkan sumber sinar X dapat mengahasilkan informasi yang cukup akurat untuk atom-aton berat.Sifat-sifat bahan di teliti dapat diketahui dari data yang di peroleh dari analisis struktur Kristal menggunakan metode difraksi. (Herawati,2011)
2.10 Reaksi kimia
Reaksi kimia yang terjadi pada proses milling yaitu:
Karena besi sangat mudah bereaksi dengan oksigen maka saat proses milling terdapat O2 seperti yang di tunjukkan pada reaksi di bawah ini:
Energi + Pr2 Fe14 B Pr2 Fe14 B + O2
Pada saat penggilingan terjadi panas,sehingga bahan teroksidasi.
Karena pada jar HEM (High Energy Milling) menggunakan bahan yang mengandung cobalt maka terjadi reaksi sebagai berikut:
Pr2 Fe14 B + Co Pr2 Fe11,2BCo2,8
BAB 3
METODOLOGI PENELITIAN
3.1 Tempat dan waktu penelitian 3.1.1 Tempat Penelitian
Penelitian ini dilaksanakan di Laboraturium Magnet Pusat Penelitian Fisika LIPI Puspiptek Serpong, Tangeang, Banten.
3.1.2 Waktu Penelitian
Penelitian ini di mulai pada bulan Maret 2014 sampai dengan Juni 2014.
3.2 Bahan dan Alat: 3.2.1 Bahan
Bahan-Bahan yang di lakukan dalam penelitian ini adalah: a. Pr-Fe-B type MQP-16-7A
b. Celuna c. Touluen d. Gas Argon
3.2.2. Alat
Alat-alat yang di gunakan dalam penelitian ini adalah: a. Neraca Analisis (Excellent D-J Series,Mitutuyo)
Untuk menimbang bahan yang akan di gunakan. b. Alat Penghancur (High Energy Milling,PPF-ug,2007)
Untuk Menghaluskan serbuk Pr-Fe-B c. Jarmill
d. Bola-bola besi
Untuk penghalus bahan pada saat proses milling agar menghasilkan diameter yang kecil.
f. Hidrolyc Press (Enerpac P-391,Japan)
Untuk mengepress bahan agar berubah menjadi padatan. g. Gauss Meter (Alpha Lab Inc, Model GM-2,Germany)
Untuk menghitung basar medan magnet pada bahan. h. Spatula
Untuk mengambil sampel yang berbentuk serbuk. i. Picknometer (10 mL)
Untuk mengukur densitas bahan.
j. PSA (Particel size analyzer/ cilas 1090) Untuk menghitung ukuran partikel dari bahan. k. Cawan
Tempat untuk meletakkan sampel ketika di bakar atau di panaskan. l. Jangka sorong digital (0,001 cm - 1 cm, Krisbrow)
Untuk mengukur diameter dan tebal Pellet. m. Vakum Furnace (mammert 27°C- 250°C)
Untuk memanaskan bahan yang sudah di cetak. n. Glove box (Labconco)
Untuk tempat memasukkan serbuk dan bola ke dalam jar HEM. o. Gelas ukur (pyrex,1000 ml)
Untuk mengukur volume aquades saat pengukuran densitas sampel, dan sebagai tempat saat proses pencampuran serbuk dengan seluna WE-518. p. X-Ray Difraction (SmartLab) software PDXL
q. SEM/Scanning Electron Microscope (Hitachi SU3500,2004) Untuk melihat mikrostruktur dari permukaan sampel.
r. Magnetizer (Magnet-Physic Dr.Steingroever GmbH Impulse k-series) Untuk memagnetisasi sampel.
3.3 Variabel Eksperimen 3.3.1 Variabel Penelitian
Variabel dari penelitian ini adalah waktu milling yang di tetapkan dari waktu 0.5, 1, 5 dan 10 menit.
3.3.2 Variabel percobaan yang di uji
Variabel yang di gunakan dalam percobaan ini adalah: a. Sifat Fisis
* Diameter Serbuk (Partikel size analyzer) * Densitas serbuk
* Densitas Pellet
b. Hasil Pengujian kuat medan magnet c. Analisa Struktur Sampel
* SEM (Scanning Electron Microscope)
3.4 Diagram Alir Penelitian
Persiapan Literatur
Serbuk PrFeB Type
MQP 16-7A
P= 12 mB,T=180°C,t=1 Jam (Vakum)
3.5 Prosedur Kerja
Pembuatan Bonded magnet PrFeB dengan penambahan seluna mengikuti beberapa tahap yaitu:
3.5.1 Penggilingan Serbuk
Serbuk PrFeB dan bola di timbang dengan perbandingan 1:10. Dimasukkan ke dalam jar HEM yang telah di cuci terlebih dahulu menggunakan zeolite. Di Milling dengan HEM selama 0.5 menit,1 menit,5 menit,dan 10 menit.
3.5.2 Pengukuran Diameter Serbuk
Diukur diameter serbuk PrFeB pada masing-masing waktu milling.Pengukuran diameter serbuk PrFeB dilakukan dengan menggunakan partikel size analyzer (PSA).
3.5.3 Pengukuran Densitas Serbuk
Pengukuran densitas serbuk PrFeB di lakukan dengan picknometer.Pertama di timbang picknometer kosong di anggap sebagai (m1), dan picknometer berisi touluen
(m2), picknometer di bersihkan dan di keringkan di pemanas selama 20 menit,
kemudian di timbang picknometer berisi serbuk (m3), dan di tambahkan toluene sampai
picknometer penuh (m4). Kemudian densitas di hitung dengan rumus:
ρ = − − − − x ρ toluen. (3)
3.5.4 Pencetakan Sampel
Proses pencetakan dilakukan dengan cetakan berdiameter 1 cm. Dan di tekan menggunakan Hidrolic Press Ppiston = 700 kg/cm3 dengan tekanan 30.000 Kpa dan di
3.5.5 Pengeringan Sampel
Sampel yang telah di cetak di keringkan atau di sebut dengan proses curring.Proses Curring di lakukan di Furnace vakum dengan tekanan 12 mB, suhu 180 °C, dan waktu penahanan selama 1 jam, Masing-masing variasi sampel magnet di buat sebanyak 3 buah untuk mendapatkan tingkat pengulangan terhadap hasil pengujian yang baik.
3.5.6 Pengukuran Bulk Density
Proses perhitungan bulk density di lakukan dengan metode Archimedes dengan
menggunakan data selisih sampel dalam air. Pertama di catat suhu air dan ρ air,di
timbang massa kering sampel dan massa basah sampel kemudian di hitung bulk densitinya menggunakan rumus :
ρ = � �� � �−�� �� � � ℎ x ρ air (4)
3.5.6 Pengukuran Kuat Fluks Magnetik
3.6 KARAKTERISASI
3.6.1. Analisa Scanning Electron Microscope (SEM)
Peralatan SEM yang digunakan dalam penelitian ini adalah model JXA-840A. Prosedur pemotretan sampel dengan SEM adalah sebagai berikut:
1. Dipersiapkan sampel yang akan dipotret.
2. Sampel diratakan dengan bahan khusus pada tempat sampel yang terbuat dari logam.
3. Kemudian sampel dimasukkan dalam ruang spesiemen (Specimen chamber) dan disinari dengan pancaran electron (±20kV).
4. Elektron yang dipantulkan (back Scattered electron) dideteksi dengan detector sceineilator, yang kemudian diperkuat dengan suatu rangkaian listrik yang menyebabkan timbulnya gambar pada layar CRT (Chatode Ray Tube) 5. Pemotretan dilakukan setelah memilih bagian tertentu dari objek dengan
perbesaran yang diinginkan sehingga diperoleh foto yang baik.
3.6.2. Analisa Fasa dengan difraksi sinar-X
Difraksi sinar-X adalah alat yang dapat memberikan data-data difraksi kuantitas intensitas difraksi pada sudut-sudut difraksi pada suatu bahan. Sinar-X adalah bentuk radiasi gelombang elektromagnetik yang dipancarkan dari tabung sinar-X dengan panjang gelombang ƛ. Kemudian ditembakkan mengenai sampel yang tepat pada pusat gencometer dan terdifraksi menurut hukum bragg.
Karakterisasi XRD yang dilakukan pada tiap-tiap sampel bertujuan untuk mengetahui struktur Kristal dan fasa yang terbentuk. Prosedur pengujian XRD adalah sebagai berikut:
1. Dipersiapkan serbuk yang telah di Milling 2. Sampel diletakkan pada wadah objek.
3. Proses pengujian dilakukan dengan penyiran sinar-X monokromatik terhadap Sampel dan sampel diputar dari berbagai arah dan sudut.
BAB 4
HASIL DAN PEMBAHASAN
4.1 Karakterisasi Hasil Penelitian4.1.1 Sifat Fisis
a. Ukuran diameter serbuk (Partikel size analyzer)
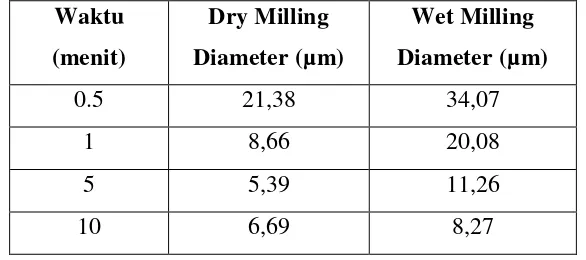
Karakterisasi sampel pertama adalah melakukan pengukuran diameter dan distribusi ukuran serbuk untuk serbuk original (sebelum di milling) dan untuk masing-masing variasi waktu milling menggunakan particle size analyzer. Partikel serbuk sebelum di milling dengan distribusi 10 % adalah 37,79 µm, distribusi 50 % adalah 137,21 µm, dan distribusi 90% senilai 234,52 µm. Berdasarkan pengukuran maka di tampilkan pada table nilai diameter serbuk terhadap waktu milling,yang menunjukan semakin lama waktu milling maka nilai diameternya semakin kecil. Tabel 4.1 Nilai diameter Dry Milling dan Wet Milling Serbuk distribusi 10%
Waktu
Tabel 4.3 Nilai Diameter Dry milling dan Wet milling serbuk distribusi 90 %
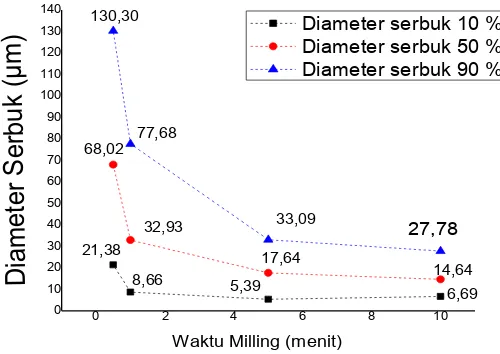
Dari data yang terlihat pada table-tabel di atas dapat di plot ke dalam bentuk grafik seperti di bawah ini.
Waktu
Diameter serbuk 10 % Diameter serbuk 50 % Diameter serbuk 90 %
Di
Gambar 4.1 Diameter serbuk PrFeB( Dry Milling) VS Waktu Milling
0 2 4 6 8 10
Diameter serbuk distribusi (10%) Diameter serbuk distribusi (50%) Diameter serbuk distribusi (90%)
Pada gambar 4.1 dan 4.2, terlihat bahwa diameter rata-rata serbuk yang di milling menggunakan cara Dry milling lebih kecil di bandingkan dengan Wet milling
namun selisih nilainya tidak terlihat signifikan. Hal ini mungkin disebabkan oleh adanya pengaruh viskositas toluene yang di gunakan sebagai media pada proses Wet Milling yang mengurangi gerak atau tumbukan bola. Semakin lama waktu milling maka ukuran diameter serbuk semakin kecil. Selanjutnya di lakukan karakterisasi pengukuran densitas serbuk yang di lakukan menggunakan Picknometer dan hasil nya di tunjukkan pada gambar 4.3.
b. Densitas serbuk
Setelah dilakukan karakterisasi ukuran diameter serbuk menggunakan partikel size analyzer selanjutnya di lakukan pengukuran densitas serbuk pada setiap masing-masing waktu milling menggunakan picknometer. Berdasarkan pengukuran maka di tampilkan pada table di bawah ini nilai densitas serbuk terhadap waktu milling.
Tabel 4.4 Nilai Densitas serbuk Dry milling dan Wet milling
Pada table di atas terlihat bahwa nilai densitas serbuk semakin besar dengan bertambah nya waktu milling, hal ini disebabkan karena semakin kecilnya partikel serbuk.
Dari table yang terlihat di atas dapat di plot ke dalam bentuk grafik seperti yang di tunjukkan di bawah ini
Gambar 4.3 Densitas serbuk Dry Milling dan Wet Milling magnet PrFeB VS waktu milling
Dari gambar 4.3 di atas,dapat di lihat bahwa semakin lama waktu milling,maka densitas serbuk PrFeB yang di hasilkan semakin meningkat.Densitas serbuk original adalah 7,61 gr/cm³, dan dengan di milling densitas terbaik yang didapatkan pada pembuatan magnet PrFeB yaitu pada waktu milling 10 menit pada Dry Milling senilai 7,84 gr/cm
ᵌ
. Nilai densitas tersebut terus meningkat sebanding dengan peningkatan waktu milling. Hal ini di sebabkan oleh ukuran partikel yang semakin lama waktumilling semakin kecil.
c. Bulk Density
Hasil Bulk Density berbanding lurus dengan densitas serbuk,pada Bulk Density juga semakin kecil ukuran partikelnya maka semakin besar nilai bulk densitynya,dapat di lihat pada table di bawah ini.
Tabel 4.5Nilai Bulk Density Dry milling dan Wet Milling
Jika table di atas di plot ke dalam bentuk grafik maka akan terlihat seperti grafik di bawah ini.
Gambar 4.4 Bulk Density magnet PrFeB VS waktu milling
Dari gambar 4.4 dapat dilihat bahwa densitas terbaik yang di peroleh pada pembuatan Bonded magnet PrFeB dengan binder seluna WE-518 yaitu pada waktu milling tertinggi 10 menit pada dry milling senilai 5,810gr/cm
ᵌ
. Nilai densitas tersebut terus meningkat sebanding dengan peningkatan waktu milling. Hal ini di sebabkan karena semakin bertambahnya waktu milling maka diameter serbuk semakin kecil, apabila serbuk semakin kecil maka pellet semakin padatdan poros atau lubang yang ada pada pellet tersebut semakin sedikit sehingga densitas nya semakin meningkat.4.1.2 Hasil pengujian kuat fluks magnetic
Untuk mengetahui pengaruh veriasi waktu milling dan variasi tegangan terhadap sifat magnetic maka dilakukan proses magnetisasi sampel dengan magnetizer,kemudian di ukur nilai fluks magnetiknya menggunakan Gaussmeter. Hasil pengukuran Gauss meter nilai fluks magnetiknya dengan tegangan 1500 volt terlihat seperti yang di tunjukkan pada table 4.6 dan table 4.7.
Tabel 4.6 Nilai Fluks magnetic (Dry Milling) Tegangan 1500 volt
Dari data yang terlihat pada table-tabel di atas dapat di plot ke dalam bentuk grafik seperti di bawah ini
Arus Pulsa 1500 Volt
Gambar 4.5 Kuat medan magnet Dry Milling dan Wet Milling dengan tegangan 1500 volt VS waktu milling.
Nilai fluks magnetic dengan tegangan 1700 volt di tunjukkan pada table-tabel di bawah ini.
Tabel 4.8 Nilai fluks magnetic wet milling pada tegangan 1700 volt terhadap waktu
Jika table di atas di plot ke dalam bentuk grafik maka akan terlihat seperti grafik di bawah ini
Arus Pulsa 1700 volt Waktu
Gambar 4.6. Kuat medan magnet Dry milling dan Wet Milling dengan tegangan 1700 volt VS waktu milling.
Dari gambar 4.5 dan gambar 4.6 terlihat bahwa nilai fluks magnetiknya akan terus menurun dengan bertambahnya waktu milling. Hal ini di sebabkan karena berubahnya fasa serbuk PrFeB yang terlihat pada grafik XRD. Di peroleh nilai fluks magnetik lebih tinggi bila di beri tegangan yang lebih besar, dan nilai Fluks magnetic
Dry Milling lebih tinggi di bandingkan dengan Wet Milling, karena pada proses Dry Milling menghasilkan partikel yang lebih kecil dan nilai Densitas yang lebih besar. Pemilihan variasi arus pulsa di lakukan karena ingin mengetahui pengaruh tegangan terhadap nilai fluks magnetic.
4.1.3 Analisa Struktur Sampel
a. Hasil Pengujian Scanning Electron Microscope
Untuk menganalisis mikrostruktur magnet bonded PrfeB dengan binder seluna maka di lakukan pengambilan gambar SEM untuk sampel bonded PrFeB waktu terendah dan tertinggi pada kedua kondisi milling dan serbuk original PrFeB,pada kondisi Dry Milling dan serbuk original di tunjukkan pada gambar 4.7.
(b).Hasil SEM sampel magnet bonded
PrFeB 0.5 menit Dry Milling. (a). Hasil SEM sampel magnet bonded
Gambar di atas terlihat perbedaan permukaan sampel yang sangat jelas antara sampel magnet bonded PrFeB yang belum di beri perlakuan dengan di milling selama 0.5 menit dan 10 menit. Pada sampel yang di milling selama 0.5 menit terlihat pori yang sangat jelas dan banyak karena ukuran partikelnya lebih besar di bandingkan dengan sampel yang di milling selama 10 menit, sedangkan pada sampel yang di
milling selama 10 menit terlihat lebih halus, dan memiliki pori yang lebih sedikit. Untuk menganalisis mikrostruktur magnet bonded PrFeB pada kondisi Wet Milling
akan di tunjukkan pada gambar 4.8 dan gambar 4.9.
Gambar 4.8 Hasil SEM sampel magnet bonded PrFeB 0.5 menit Wet Milling.
Dari gambar di atas di tunjukkan bahwa adanya perbedaan permukaan sampel antara sampel magnet bonded PrFeB yang di milling selama 0.5 menit dan 10 menit Pada sampel yang di milling selama 0.5 menit terlihat pori yang sangat jelas dan banyak karena ukuran partikelnya lebih besar di bandingkan dengan sampel yang di
milling selama 10 menit, sedangkan pada sampel yang di milling selama 10 menit terlihat lebih halus, dan memiliki pori yang lebih sedikit, dan pada Wet milling terlihat lebih banyak pori di bandingkan Dry milling. Hal ini menjadi indikasi atas pengukuran densitas sampel. Sampel yang memiliki pori yang lebih banyak, memiliki nilai porositas yang tingggi yang mengakibatkan nilai densitasnya rendah.
b. Hasil Pengujian X-Ray Difraction
Hasil pengujian XRD akan di tunjukkan pada grafik-grafik di bawah ini:
20 40 60 80 100 match.Dari hasil analisa software Match pada serbuk PrFeB yang di milling dengan waktu 0.5 menit dengan cara dry milling PrFeB memiliki orientasi bidang Kristal (110), (121), (002). Telah terdapat fasa-fasa lain yaitu yang dinyatakan dengan rumus kimia Pr3Fe5O12, dan Pr2 Fe11,2BCo2,8. Pada perubahan fasa terdapat Oksigen dan kobalt.
Oksigen muncul karena serbuk di beri perlakuan milling yang mengakibatkan adanya Gambar.4.10 Hasil XRD serbuk 0.5 menit Wet Milling
= Pr2Fe14B
= Pr3Fe5O12
panas dan serbuk mengalami oksidasi. Kobalt terdapat pada serbuk PrFeB karena Jar pada alat milling terbuat dari bahan yang mengandung kobalt.
20 30 40 50 60 70 80 90 100
Gambar.4.11 Hasil XRD serbuk 10 menit Wet Milling
Tabel 4.11 Orientasi bidang Kristal PrFeB 10 menit (dry milling)
Analisa XRD dari serbuk PrFeB di lakukan dengan menggunakan software match.Dari hasil analisa software Match pada serbuk PrFeB yang di milling dengan waktu 10 menit dengan cara dry milling PrFeB memiliki orientasi bidang Kristal (110), (121), (123). Telah terdapat fasa-fasa lain yaitu yang dinyatakan dengan rumus kimia Pr3Fe5O12, Pr2B3Co7 dan ada puncak yang hilang pada waktu milling 10 menit ini yaitu
Pr2 Fe11,2BCo2,8. Pada perubahan fasa terdapat Oksigen dan kobalt. Oksigen muncul
karena serbuk di beri perlakuan milling yang mengakibatkan adanya panas dan serbuk
mengalami oksidasi. Kobalt terdapat pada serbuk PrFeB karena Jar pada alat milling
terbuat dari bahan yang mengandung kobalt.
20 40 60 80 100
Gambar.4.12 Hasil XRD serbuk 0.5 menit Dry Milling
Tabel 4.12 Orientasi bidang Kristal PrFeB 0.5 menit (wet milling)
Analisa XRD dari serbuk PrFeB di lakukan dengan menggunakan software match.Dari hasil analisa software Match pada serbuk PrFeB yang di milling dengan waktu 0.5 menit dengan cara wet milling PrFeB memiliki orientasi bidang Kristal (222), (130), (121). Telah terdapat fasa-fasa lain yaitu yang dinyatakan dengan rumus kimia Pr5B6Co19 dan Pr5B6Co2 . Kobalt terdapat pada serbuk PrFeB karena Jar pada
alat milling terbuat dari bahan yang mengandung kobalt.
20 40 60 80 100
Gambar.4.13 Hasil XRD serbuk 10 menit Dry Milling
Tabel 4.10 Orientasi bidang Kristal PrFeB 10 menit (wet milling)
Analisa XRD dari serbuk PrFeB di lakukan dengan menggunakan software match.Dari hasil analisa software Match pada serbuk PrFeB yang di milling dengan waktu 10 menit dengan cara wet milling PrFeB memiliki orientasi bidang Kristal (130), (121), (002). Telah terdapat fasa-fasa lain yaitu yang dinyatakan dengan rumus kimia Pr5Fe6O19, dan Pr2 Fe11,2BCo2,8. Pada perubahan fasa terdapat Oksigen dan kobalt.
Oksigen muncul karena serbuk di beri perlakuan milling yang mengakibatkan adanya panas dan serbuk mengalami oksidasi. Kobalt terdapat pada serbuk PrFeB karena Jar pada alat milling terbuat dari bahan yang mengandung kobalt.
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Dari hasil penelitian pengaruh waktu milling menggunakan HEM (High Energy Milling) pada pembuatan magnet bonded Pr-Fe-B, maka dapat ditarik kesimpulan bahwa :
1. Berdasarkan hasil Partikel size analyzer,dapat dilihat ukuran partikel terkecil dimiliki oleh magnet dengan waktu milling 10 menit (dry milling) dengan rata-rata ukuran 14,63 µm.Dimana semakin lama waktu milling maka diameter serbuk yang di hasilkan semakin kecil,dan menggunakan cara dry milling akan menghasilkan diameter yang lebih kecil..
2. Ukuran partikel terhadap waktu milling memberikan pengaruh yang signifikan.Tingkat waktu milling yang semakin lama pada waktu penggilingan menghasilkan ukuran yang semakin kecil sehingga terdapat nilai densitas serbuk dan pellet yang berbanding terbalik yaitu semakin kecil ukuran partikel maka nilai densitasnya semakin tinggi.
3. Ukuran partikel yang lebih kecil tidak selalu menghasilkan sifat magnet yang lebih kuat.Hal ini dapat dilihat berdasarkan hasil pengujian sifat magnet menggunakan Gauss meter tampak bahwa sampel dengan waktu milling 10 menit pada dry milling
menghasilkan kuat medan magnet sebesar +1,08 kG.Sedangkan kuat medan magnet tertinggi dimiliki oleh magnet dengan waktu milling ½ menit dry milling
sebesar 2,13 kG dengan sama-sama menggunakan tegangan 1700 volt.
4. Berdasarkan hasil gambar SEM,dapat di lihat ukuran partikel terkecil dimiliki oleh magnet dengan waktu milling 10 menit (dry milling) sehingga terlihat pori yang lebih sedikit dibandingkan dengan sampel lainnya.
5.2Saran
Untuk proses penelitian lebih lanjut dalam pembuatan bonded magnet PrFeB
(Praseodymium Iron Boron) dengan waktu milling disarankan:
1. Untuk penelitian selanjutnya perlu di lakukan pengukuran medan magnet menggunakan pemagraf.
DAFTAR PUSTAKA
A.and Weller, 1994, ”Handbook of Pharmaceutial, 2nd Ed “., In wade,P. j.(eds), 186.280, American Pharmaceutical Association, Washington.
C. Suryanarayana,2001”mechanical Alloying and Milling ”progress In materials Science 46 hal (11-15,22-31,32-39)
Deswita, Aloma Karo Karo dan Sudirman,2007,Pembuatan dan Karakterisasi Rigid Bonded Magnet Berbasis Logam Tanah Jarang (Nd-Fe- B) Berperekat Resin Poliester. Jurnal Sains Materi Indonesia. 126-131.
Eko Sulisto,2005”Mekanisme Penguatan mortar terhadap penambahan bubuk
silica”medan.
F.Izumi,A,Rietveld 2012– Refinement program RIETAN-94 for Angie-Dispersive X-Ray and Neutron powder Difraction,National Institute for Research In morganic materials 28 hal (104-110).
Halliday,D dan Resnick,R.1978.Fisika Jilid 2.Terjemahan Pantur Silaban dan Erwin Sucipto.1992,Erlangga.Jakarta
Herawati,2011.Pembuatan Bonded Magnet NdFeB dengan serbuk Efoxi Resin (Studi kasus di Lembaga Ilmu Pengetahuan Indonesia,Jakarta).[Skripsi].Depok:Institut Sains Teknologi Negeri (ISTN).Program Sarjana S-1
Kurniawan, Candra. 2012. Analisis Sifat Magnet dan Ketahanan Korosi Magnet Permanen Bonded RE-Fe-B Anisotropik dengan Pelapisan Logam Ni. Prosiding InSINas SIMPOSIUM FISIKA NASIONAL; Palangkaraya, 19-20 Oktober 2012.
L.lu.M.O lax. 1998 ”Mechanical Alloying and Milling”(Boston,kluever Academic publishers. hal (1,7,11-20,69-153,165-169,170-174).
Mateazzi P,Basset D;miani,F,and lecaer,G,1997,”mechanosynthesis of Nanophase materials,nano structured matterials”pergamon press ltd 2.hal (217-229)
Nurul T.R.Agus S.W.Alfian N.Wahyu B.W.Suryadi.Djanjani,2007, “HEM type
E3D.”Alat penghancur pembuat fungsional nanometer dan gerakan elips 3
dimensi paten no p00200700207.
Shull,R,D,1997 view point :Nanocrystaline Materials,nanophase,materials,nano structured matterials.Pergamen press ltd 2. hal (213-216)
Teresa p.Santos,M,Fatima Vas,moises L.Pinto,Ana P,carvalho,2012,”porosity characterization of old Portugese ceramic tiles construction and Building materials” hal ( 104-110 )
Wallace,J.W,1990.”Cellulose Devirates and Natural product Utilized In pharmaceutics”,in Swarbick.
Willian,D.callister,Jr,2003”materials Science and Engineering An Introduction” (New York : John Wiley & sons,Inc.) hal 34-36,91-100,174-187,277-290.
LAMPIRAN 1
Bahan dan Peralatan Penelitian
1. Bahan
PrFeB (Powder) PrFeB (Pellet)
2. Alat
Moulding (Cetakan) Neraca Digital 4 digit
HEM
PSA (Particle Size Analyzer)
SEM
Magnet-Physic Dr.
Steingroever GmbH Impulse magnetizer K-Series
Jangka Sorong Digital
Pickno Meter
LAMPIRAN 2
Dimensi sampel yang berbentuk pellet
Dry miling
Sampel I (1/2 menit dry)
Dimensi Sebelum di Curing Setelah di Curing Diameter (mm) 10,18 10,20 Tebal (mm) 6,68 6,69 Massa (gr) 2,91 2,91
Sampel II (1 menit dry)
Dimensi Sebelum di Curing Setelah di Curing Diameter (mm) 10,17 10,19 Tebal (mm) 6,75 6,75 Massa (gr) 2,88 2,88
Sampel III (5 menit dry)
Dimensi Sebelum di Curing Setelah di Curing Diameter (mm) 10,28 10,29 Tebal (mm) 6,59 6,59 Massa (gr) 2,82 2,82
Sampel IV (10 menit dry)
Dimensi Sebelum di Curing Setelah di Curing Diameter (mm) 10,17 10,19 Tebal (mm) 6.67 6.67 Massa (gr) 2,93 2,93
Wet Milling
Sampel I (0.5 menit wet)
Diameter (mm) 10,07 10,09 Tebal (mm) 6,48 6,48 Massa (gr) 2,92 2,92
Sampel II (1 menit wet)
Dimensi Sebelum di Curing Setelah di Curing Diameter (mm) 10,17 10,19 Tebal (mm) 6,58 6,58 Massa (gr) 2,85 2,85
Sampel III (5 menit wet)
Dimensi Sebelum di Curing Setelah di Curing Diameter (mm) 10,17 10,17 Tebal (mm) 6.56 6.57 Massa (gr) 2,95 2,95
Sampel IV ( 10 menit wet)
Lampiran 3
Densitas Serbuk
PrFeB Tanpa Milling
1. Densitas serbuk PrFeB miling 0.5 menit (wet)
2. Densitas serbuk PrFeB 1 menit (wet)
Massa (gr) I II III
3. Serbuk PrFeB miling 5 menit (wet)
4. Serbuk PrFeB miling 10 menit (wet)
5. Serbuk PrFeB 0.5 menit (dry)
Massa (gr) I II III
7. Serbuk PrFeB 5 menit (dry)
8. Serbuk PrFeB 10 menit (dry)
1. Perhitungan densitas serbuk sampel bonded magnet PrFeB setelah di milingHigh Energy Milling (HEM )adalah sebagai berikut.
Sampel bonded magnet PrFeB 0.5 menit (dry)
Percobaan I
Sampel bonded magnet PrFeB 0.5 menit (dry)
Percobaan II
Diketahui: Massa kosong piknometer, M1 = 12.28 g
Massa piknometer + air, M2 = 20.88g
Massa pinometer + serbuk,M3 = 12.85 g
� = . �/� 3
Ditanya: Densitas sampel . . . .? Penyelesaian:
Densitas, = � − �
� −� − � − � � �toluen
� = . − .. − .− . − . � , �/
� = . g/cm3
Sampel bonded magnet PrFeB 0,5 menit (dry)
Percobaan III
Diketahui: Massa kosong piknometer, M1 = 12.28 g
Massa piknometer + air, M2 = 20.88g
Massa pinometer + serbuk,M3 = 12.83 g
Massa pitnometer + serbuk + toluene,M4 = 21.37 g
� = . �/� 3
Ditanya: Densitas sampel . . . .? Penyelesaian:
Densitas, = � − �
� −� − � − � � �toluen
� = . − .. − .− . − . � , �/� 3
� = . g/cm3
total = percobaan I + percobaan II + percobaan III 3
LAMPIRAN 4
Nama sampel Massa kering
Nama sampel Massa kering (gram)
2. Perhitungan densitas sampel bonded magnet PrFeB setelah di Curing/dikeringkan untuk dry milingHigh Energy Milling (HEM) adalah sebagai berikut.
Densitas air, � � = , g.cm-3
Sampel bonded magnet PrFeB 10 menit (wet)
� = . �. � −
Sampel bonded magnet PrFeB 0,5 menit (dry)
Densitas air, � � = � , g.cm-3 Ditanya: Densitas sampel . . . .?
Penyelesaian: Densitas, = ��
��−���� �
� = . .− . � , �. � −
� = . �. � −
Sampel bonded magnet PrFeB 10 menit (dry)
Diketahui: Massa kering di udara, Mk = 2.927 g
Massa basah dalam air, Mb = 2,425 g
Temperatur air , T = 27oC
Densitas air, � � = , g.cm-3 Ditanya: Densitas sampel . . . .?
Penyelesaian: Densitas, = ��
��−���� �
� = . .− . � , �. � −