i PEMBUATAN ALAT INCINERATOR PENGOLAH LIMBAH PADAT
MEDIS SKALA KECIL
Tugas Akhir
Diajukan Guna Memenuhi Persyaratan Untuk Mencapai Derajat Sarjana Strata-1 Pada Fakultas Teknik Jurusan Teknik Mesin
Universitas Muhammadiyah Yogyakarta
Disusun Oleh :
Andri Wiranata 20120130145
PROGRAM STUDI TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH YOGYAKARTA
ii KATA PENGANTAR
Assalamu’alaikum Wr.Wb.
Segala puji bagi Allah SWT yang telah memberikan kemudahan, karunia, dan rahmat sehingga penulis dapat menyelesaikan laporan Tugas Akhir ini yang
berjudul “PEMBUATAN ALAT INCINERATOR PENGOLAH LIMBAH
PADAT MEDIS SKALA KECIL”. Laporan ini disusun untuk memenuhi salah
satu persyaratan untuk memperoleh gelar sarjana pada Fakultas Teknik Universitas Muhammadiah Yogyakarta.
Penyelesaian laporan ini tidak terlepas dari bimbingan dan dukungan dari berbagai pihak. Oleh karena itu pada kesempatan ini penulis mengucapkan terimakasih banyak kepada :
1. Bapak Novi Caroko, S.T., M.Eng. Selaku Ketua Jurusan Teknik Mesin
Universitas Muhammadiah Yogyakarta.
2. Bapak dr Sukamta, S.T., M.T. Selaku dosen pembimbing I yang telah
bersedia meluangkan waktu dan tenaga untuk memberikan bimbingan pada penyusunan laporan ini.
3. Bapak Thoharudin, S.T., M.T. Selaku dosen pembimbing II yang telah
bersedia meluangkan waktu dan tenaga untuk memberikan bimbingan pada penyusunan laporan.
4. Ir. Sudarja, M.T. selaku dosen penguji yang telah meluangkan waktu,
tenaga, pikiran dan tenaga dalam menguji.
5. Seluruh Dosen Fakultas Teknik Jurusan Teknik Mesin Universitas
Muhammadiah Yogyakarta yang telah memberikan ilmu pengetahuan kepada penulis.
6. Ayah dan ibu yang telah memberikan dukungannya baik secara moril
maupun materil sehingga laporan ini dapat terselesaikan.
7. Semua pihak yang telah memberikan dukungan, bantuan, kemudahan, dan
iii Sebagai manusia yang tidak lepas dari kesalahan dan kekhilafan, penulis menyadari sepenuhnya, bahwa penyusunan laporan ini masih jauh dari kesempurnaan. Maka dari itu kritik dan saran sangat diharapkan demi perbaikan laporan ini. Akhirnya penulis berharap semoga laporan ini bermanfaat untuk menambah wawasan bagi siapa saja yang membacanya. Amin.
Wassalamualaikum, Wr.Wb.
Yogyakarta, Juli 2016
Penulis
iv
BAB II TINJAUAN PUSTAKA DAN DASAR TEORI ... 2.1Tinjauan Pustaka ... 4
2.4.1 Proses Pengurangan Volume Pada Bahan Konstruksi Mesin ... 11
2.4.2 Proses Penyambungan ... 12
2.5Pengoperasian Incinerator ... 15
2.6Keselamatan dan Kesehatan Kerja ... 16
BAB III METODOLOGI PEMBUATAN ... 3.1Alat dan Bahan Pembuatan Incinerator ... 18
3.2Diagram Alir Pembuatan Alat ... 19
3.2.1 Data Desain Mesin ... 21
3.2.2 Menyiapkan Alat dan Bahan ... 21
3.2.3 Pengukuran dan Pemotongan ... 21
3.2.4 Penitikan Pengelasan ... 21
v 4.1Visualisasi Proses Pembuatan ... 24
4.2Gambar Teknik Incinerator ... 25
4.3Spesifikasi Incinerator Limbah Padat Medis ... 26
4.4Pembuatan Rangka Mesin ... 26
4.4.1Pemotongan Awal Bahan Baku ... 28
4.4.2Perakitan Rangka ... 29
4.4.3Pembuatan dan Pemasangan Bagian Alas Incinerator ... 32
4.4.4Pembuatan Ruang Chamber Incinerator ... 33
4.4.5Pembuatan Casing Incinerator ... 35
4.6Langkah - Langkah Pengoperasian ... 49
4.7Proses Perawatan Alat ... 50
4.8Pengujian Incinerator... 51
4.9Biaya Anggaran Pembuatan Incinerator ... 52
BAB V PENUTUP ... 5.1Kesimpulan ... 53
5.2Saran ... 54
vi DAFTAR GAMBAR
Gambar 2.1 Prinsip kerja las busur listrik ... 14
Gambar 2.2 Klasifikasi sambungan las ... 15
Gambar 3.1 Diagram alir pembuatan incinerator limbah padat medis ... 19
Gambar 4.1 Gambar teknik incinerator limbah padat medis ... 25
Gambar 4.9 Hasil akhir pembuatan ruang chamberincinerator... 35
Gambar 4.10 Desain casing depan dan ukurannya ... 36
Gambar 4.11 Hasil pembuatan casing depan incinerator ... 36
Gambar 4.12 Desain casing belakang dan ukurannya ... 37
Gambar 4.13 Hasil pembuatan casing belakang incinerator ... 37
Gambar 4.14 Desain casing samping dan ukurannya ... 38
Gambar 4.15 Hasil pembuatan casing samping incinerator ... 38
Gambar 4.16 Desain casing atas dan ukurannya ... 39
Gambar 4.17 Hasil pembuatan casing atas incinerator ... 39
Gambar 4.18 Pemasangan glass wool pada incinerator ... 40
Gambar 4.19 Hasil pemasangan casingincinerator ... 41
Gambar 4.20 Penitikan las rangka pintu depan ... 42
Gambar 4.21 Pengelasan ikat rangka pintu depan ... 42
Gambar 4.22 Desain pintudepan dan ukurannya ... 43
Gambar 4.23 Hasil pemasangan plat pada rangka pintu ... 43
Gambar 4.24 Hasil pengecoran castable pada pintu ... 44
Gambar 4.25 Desain cerobong asap dan ukurannya ... 45
Gambar 4.26 Desain caping cerobong asap dan ukurannya ... 46
Gambar 4.27 Cerobong asap incinerator ... 46
Gambar 4.28 Pendempulan incinerator ... 47
Gambar 4.29 Proses pengecatan incinerator ... 48
Gambar 4.30 Pendempulan incinerator ... 51
vii DAFTAR TABEL
viii DAFTAR LAMPIRAN
Lampiran 1. Incinerator limbah padat medis ... 56
Lampiran 2. Gambar potongan incinerator ... 57
Lampiran 3. Chamber incinerator ... 58
Lampiran 4. Pintu utama incinerator ... 59
Lampiran 5. Pintu ruang bakar utama ... 60
Lampiran 6. Pintu ruang abu ... 61
Lampiran 7. Cerobong incinerator ... 62
Lampiran 8. Kepala cerobong incinerator ... 63
Lampiran 9. Flange cerobong ... 64
Lampiran 10. Engsel pengunci pintu ... 65
Lampiran 11. Handle pengunci pintu ... 66
ii INTISARI
Sampah merupakan salah satu masalah utama khusus di kota-kota besar. Sampah berdampak negatif terhadap lingkungan, karena sampah dapat mengakibatkan pencemaran lingkungan, gangguan kebersihan dan kesehatan. Untuk pengolahan limbah padat medis harus dengan cara pembakaran pada temperatur lebih dari 800°C untuk mereduksi sampah mudah terbakar yang sudah tidak dapat didaur ulang lagi, membunuh bakteri, virus dan kimia toksik. Untuk
mengatasi hal tersebut maka dikembangkan teknologi mesin incinerator yang
diharpkan mampu mengatasi permasalahan tersebut untuk pengolahan limbah padat medis yang hemat energi.
Pembuatan mesin incinerator ini menggunakan besi siku sebagai rangka
utamanya. Besi siku dipotong dan di machining per part sesuai ukuran dan
kebutuhan dari desain setelah semua bagian tersedia mulai perakitan menyatukan
tiap bagian atau part dengan proses pengelasan. Langkah kerja dalam pembuatan
incinerator ini dilanjutkan dengan pembuatan tungku (chamber), cerobong asap
dan bagian mesin lainnya. Spesifikasi mesin incinerator adalah dinding chamber
menggunakan batu bata merah, untuk isolator pada dinding chamber
menggunakan glass wool. Komponen lain dari mesin yang telah dibuat dan dirakit
antara lain thermocouple dan thermo control sebagai alat pengukur suhu ruang
chamber. Mesin yang telah dibuat dan dapat berfungsi dengan baik sesuai rancangan, kemudian mesin dilakukan pengujian performa mesin. Pengujian performa mesin tersebut dengan melakukan pengolahan limbah padat medis yang
nantinya akan dilihat suhu yang dapat dicapai mesin incinerator ini.
Pengujian pengolahan limbah padat medis dilakukan dengan pembakaran limbah medis yang terdiri dari botol infus, spet, botol kaca, pempers bayi dan obat - obatan kadaluarsa. Dari pengujian tersebut suhu yang dapat dicapai mesin ini
adalah 998⁰C dalam waktu 25 menit pembakaran sehingga limbah padat medis
menjadi abu kecuali jarum, plastik dan kaca, maka mesin ini dapat dioperasikan sebagai alat pengolah limbah padat medis skala kecil.
Kata Kunci : Incinerator, Pembuatan, Chamber, Temperatur, Limbah Padat
1 BAB I PENDAHULUAN 1.1 Latar Belakang
Sampah merupakan salah satu masalah utama khusus di kota-kota besar.
Sampah berdampak negatif terhadap lingkungan, karena sampah dapat
mengakibatkan pencemaran lingkungan, gangguan kebersihan,dan kesehatan.
Penanganan sampah secara konvensional menurut Patrick (2008) dilakukan
dengan cara penimbunan sanitaris (sanitary landfill), pembakaran (incineration)
dan pembuatan kompos.
Proses pembakaran merupakan salah satu alternatif metode pengolahan
limbah yang efektif digunakan. Sistem ini mempunyai kelebihan antara lain dapat
menghasilkan energi panas dan membutuhkan waktu degradasi yang singkat
dibandingkan dengan pengolahan sistem composting, landfill dan open dumping.
Proses pembakaran mampu mengurangi volume sampah sampai 90% sedangkan
kompos, landfill dan open dumping hanya mampu menurunkan volume sebesar
40%.
Insinerasi menurut Salmiyatun (2003) merupakan proses pengolahan limbah
padat dengan cara pembakaran pada temperatur lebih dari 800°C untuk mereduksi
sampah mudah terbakar yang sudah tidak dapat didaur ulang lagi, membunuh
bakteri, virus dan kimia toksik. Proses ini dilakukan di dalam sebuah alat bernama
2
terbaru dari incinerator adalah sampah dapat dimusnahkan dengan cepat dan
terkendali, serta tidak memerlukan lahan yang luas.
Penelitian yang dilakukan Rahardjo (2010) dengan membuat incinerator
berbentuk silinder. Pembuatan incinerator ini menggunakan bahan bata tahan api
untuk dinding ruang pembakaran. Untuk pembakaran, incinerator ini
menggunakan 3 (tiga) burner berbahan bakar gas.
Penelitian yang dilakukan Girsang dan Herumurti (2013) melakukan evaluasi
pengolahan limbah padat B3 hasil pembakaran di RSUD Dr. Soetomo Surabaya.
Incinerator yang digunakan untuk pembakaran adalah tipe Rotary Kiln. Dalam
sehari, incinerator di RSUD Dr. Soetomo dapat membakar limbah medis
sebanyak 4 kali. Rata-rata suhu pembakaran yang berlangsung adalah 900˚C.
Kendala yang dialami saat ini adalah penggunaan teknologi incinerator yang
masih memerlukan banyak energi pembakaran dari bahan bakar minyak ataupun
gas, sehingga biaya operasional incinerator tersebut menjadi tinggi dan harga
incinerator tersebut relatif sangat mahal. Untuk penghematan energi dan biaya,
maka diperlukan incinerator yang menggunakan sistem pembakaran tanpa bahan
bakar minyak dan gas.
Maka dari itu, dibuatlah alat incinerator tanpa mesin pembakar (burner)
sebagai pembakar utamanya. yang akan menghemat energi pembakaran sehingga
biaya operasionalnya rendah dan biaya pembuatan incinerator tersebut relatif
murah. Dalam pembuatan incinerator ini juga lebih sederhana dibandingkan
3 1.2 Rumusan Masalah
Berdasarkan dari latar belakang tersebut maka dapat dirumuskan
bagaimana membuat mesin incinerator limbah padat medis hemat energi tanpa
bahan bakar minyak dan gas.
1.3 Batasan Masalah
Ruang lingkup masalah yang akan dikaji dalam pembuatan mesin
incinerator limbah padat medis ini yaitu tidak membahas tentang perancangan
tetapi hanya pada proses pembuatan dan pengujian alat incinerator limbah padat
medis hemat energi tanpa bahan bakar minyak dan gas.
1.4 Tujuan Pembuatan
Tujuan dari tugas akhir adalah :
a. Mengetahui kebutuhan bahan untuk membuat rangka incinerator.
b.Mengetahui proses pembuatan alat incinerator.
c. Mengetahui kemampuan kerja pada pengujian alat incinerator.
d.Terciptanya alat incinerator.
1.5 Manfaat Pembuatan
Manfaat dari pembuatan ini adalah mampu membuat inovasi baru mesin
incinerator limbah padat medis tanpa mesin pembakar (burner) sebagai pembakar
4 BAB II
TINJAUAN PUSTAKA DAN DASAR TEORI
2.1 Tinjauan Pustaka
Hidayah, Euis N. (2007) melakukan penelitian dengan uji kemampuan
pengoperasian incinerator untuk mereduksi limbah klinis Rumah Sakit Umum
Haji Surabaya. Penelitian ini kemampuan incinerator untuk mereduksi limbah
mencapai 85% selama 3 - 4 jam. Kemampuan incinerator berdasarkan waktu
proses dan berat massa mengikuti kinetika reaksi orde satu dan k (laju reaksi)
optimum = 1,0132 dengan 5 kg massa dan k minimum = 0,6839 pada 30 kg
massa.
Pramita, N. (2007) melakukan penelitian dengan evaluasi pengolahan
limbah padat medis Rumah Sakit Pusat angkatan Darat Gatot Soebroto.
Incinerator yang digunakan di RSPAD Gatot Soebroto memiliki kapasitas
pembakaran 5 m3 dengan jenis Cotrolled Air Insinerator yang dilengkapi dengan
pollution control berupa wet chamber dan Hazard Particel Pervender.
Nugroho, A. dan Handayani, Dwi S. (2008) melakukan penelitian dengan
analisa pengolahan limbah padat Rumah Sakit Daerah Kabupaten Kudus.
Ketidakoptimalan pembakaran ini kemungkinan disababkan oleh waktu tinggal
limbah padat medis di incinerator yang singkat dan temperatur yang dibutuhkan
untuk menghancurkan limbah padat medis tersebut tidak tertalu tinggi (<850⁰C).
Selain itu juga, kemungkinan adanya sampah yang masuk pada ruang blower
5 Ratman, Cesar R. dan Syafrudin (2010) melakukan penelitian dengan
analisa pengolahan limbah B3 di PT. Toyota Motor Manufacturing Indonsia.
Sistem pengelolaan limbah B3 dengan menggunakan incinerator, nilai DRE yang
dihasilkan adalah 80,59 % masih belum memenuhi baku mutu peraturan
Kep-03/Bapedal/09/1995 yaitu 99,99%. Suhu yang tidak tercapai dengan optimal
menyebabkan pembakaran tidak sempurna, sehingga efisiensi DRE kurang dari
99%. Hal ini disebabkan oleh kurang maksimal penggunaan incinerator.
Margono dan Rahardjo, Henky P. (2011) melakukan penelitian dengan
rancang bangun prototipe tungku pembakar sampah radioaktif. Pembuatan tungku
ini menggunakan batu bata yang terdiri campuran semen tahan api, pasir batu dan
semen bangunan. Perbandingannya 1 : 1 : 1 yang kemudian dicampur dengan air
dan dicetak. Untuk pembakarannya tungku ini menggunakan 3 unit burner yang
berbahan bakar minyak.
Saragih, Jahn L. dan Herumurti, W. (2013) melakukan penelitian dengan
evaluasi fungsi incinerator dalam memusnahkan limbah B3 di Rumah sakit TNI
Surabaya. Setelah dilakukan penelitian langsung selama 14 hari berturut-turut,
didapatkan bahwa rata-rata timbulan limbah B3 adalah 89.98 Kg/hari dan dengan
densitas rata-rata limbah 166,67 kg/m3. Tingkat removal dari pembakaran limbah
dengan incinerator di Rumah Sakit TNI adalah 82,63%.
Lolo Dina P. (2014) melakaukan penelitian dengan analisis penggunaan
6 dengan menggunakan teknologi incenerator baik digunakan di kota Merauke
untuk mengatasi kendala metode konvensional yang digunakan saat ini.
Safrizal (2014) melakukan penelitian dengan merancang generator
pembangkit listrik tenaga sampah kota (PLTSa) tipe incinerator solusi listrik
alternatif kota Medan.Penetrasi PLTSa pada sistem distribusi tegangan menengah
atau di kenal dengan istilah Distributed Generation berbasis Renewable Energy
Source dapat memperbaiki drop tegangan dan losess, sekaligus memperbaiki
voltage stability indeks, selain membantu penambahan daya listrik baru pada
jaringan distribusi primer 20 kV.
Dari berbagai pembuatan tersebut dapat diambil kesimpulan bahwa
incinerator yang dibuat masih belum optimal dan memerlukan energi yang besar
untuk pembakarannya, sehingga biaya operasional incinerator tersebut sangat
tinggi.
Penelitian yang dilakukan sekarang adalah melakukan pembuatan
incinerator limbah padat medis tanpa mesin pembakar (burner) sebagai pembakar
utamanya. Teknik pembutan incinerator ini lebih sederhana dibandingkan dengan
incinerator sistem burner, sehingga dapat diperoleh suatu kerja yang efektif,
hemat energi dan biaya operasional rendah serta pembuatannya yang murah.
2.2 Dasar Teori
2.2.1 Limbah Medis Rumah Sakit
Limbah rumah sakit adalah semua limbah yang dihasilkan dari kegiatan
7 mengandung mikroorganisme pathogen bersifat infeksius, bahan kimia beracun,
dan sebagian bersifat radioaktif.
Limbah rumah sakit cenderung bersifat infeksius dan kimia beracun yang
dapat mempengaruhi kesehatan manusia, memperburuk kelestarian lingkungan
hidup apabila tidak dikelola dengan baik.
2.2.2 Limbah Padat Rumah Sakit
Limbah padat rumah sakit yang lebih dikenal dengan pengertian sampah
rumah sakit adalah sesuatu yang tidak dipakai, tidak disenangi, atau sesuatu yang
harus dibuang yang umumnya berasal dari kegiatan yang dilakukan oleh
manusia, dan umumnya bersifat padat (Azwar, 1990).
Limbah padat rumah sakit adalah semua limbah rumah sakit yang
berbentuk padat akibat kegiatan rumah sakit yang terdiri dari limbah medis padat
dan non medis (Keputusan MenKes R.I. No.1204/MENKES/SK/X/2004), yaitu :
a. Limbah non medis adalah limbah padat yang dihasilkan dari kegiatan di
luar medis yang berasal dari dapur, perkantoran, taman dan halaman
yang dapat dimanfaatkan kembali apabila ada teknologi.
Penyimpanannya pada tempat sampah berplastik hitam.
b. Limbah medis padat adalah limbah padat yang terdiri dari :
1) Limbah infeksius dan limbah patologi, penyimpanannya pada
tempat sampah berplastik kuning.
2) Limbah farmasi (obat kadaluarsa), penyimpanannya pada tempat
8
3) Limbah sitostatika adalah limbah berasal dari sisa obat pelayanan
kemoterapi. Penyimpanannya pada tempat sampah berplastik ungu.
4) Limbah medis padat tajam seperti pecahan gelas, jarum suntik,
pipet dan alat medis lainnya. Penyimpanannya pada safety
box/container.
5) Limbah radioaktif adalah limbah berasal dari penggunaan medis
ataupun riset di laboratorium yang berkaitan dengan zat-zat
radioaktif. Penyimpanannya pada tempat sampah berplastik merah.
2.2.3 Bagian-Bagian Incinerator
Incinerator adalah mesin pembakar limbah padat medis yang terdiri dari
beberapa ruang yang mempunyai masing-masing fungsi yang berbeda. Adapun
bagian tersebut adalah sebagai berikut :
a. Ruang Pembakaran Awal
Ruang pembakaran awal terletak di bawah ruang bakar utama.
Ruang pembakaran awal berfungsi untuk memanaskan chamber
incinerator sebelum melakukan pembakaran limbah padat medis.
Bahan yang digunakan untuk pembakaran awal adalah batang kayu
dan bahan lainnya yang dapat menghasilkan nyala api.
b. Ruang Bakar Utama
Dalam ruang bakar utama proses karbonisasi dilakukan dengan “defisiensi udara“ dimana udara yang dimasukan didistribusikan
9 buang yang panas dari pembakaran, keluaran dari sampah dan naik
memanasinya sehingga menghasilkan pengeringan dan kemudian
membentuk gas-gas karbonisasi. Sisa padat dari pembentukan gas ini
yang sebagian besar terdiri atas karbon, dibakar selama pembakaran
normal dalam waktu pembakaran.
c. Ruang Bakar Asap
Gas hasil pembakaran dan pirolisa perlu dibakar lebih lanjut
agar tidak mencemari lingkungan. Pembakaran gas-gas tersebut dapat
berlangsung dengan baik jika terjadi pencampuran yang tepat antara
oksigen (udara) dengan gas hasil pirolisa, serta ditunjang oleh waktu
tinggal (retention time) yang cukup. Udara untuk pembakaran di ruang
bakar asap disuplai oleh blower dalam jumlah yang terkontrol.
Selanjutnya gas pirolisa yang tercampur dengan udara dibakar
sempurna oleh api pembakaran limbah dari dalam ruang pembakaran
yang masuk ke dalam ruang bakar asap dengan temperatur tinggi yaitu
sekitar 800oC-1000oC. Sehingga gas-gas pirolisa (Metana, Etana dan
Hidrokarbon lainnya) terurai menjadi gas CO2 dan H2O.
d. Cerobong
Cerobong asap punya fungsi utama menyalurkan asap dari
ruang bakar asap menuju luar ruangan. Asap disalurkan atau dibuang
10 2.3 Perhitungan
2.3.1 Jumlah Udara Pembakaran
Dalam proses pembakaran, oksigen biasanya didapat dari udara bebas,
Anshory (1988) menyatakan bahwa oksigen yang terkandung didalam udara
adalah 21% dari total udara bebas. Kebutuhan oksigen udara minimum untuk
proses pembakaran dapat dihitung melalui persamaan 1 :
� � = � 1. � � + , �� ………...………… (1)
Energi panas yang dihasilkan oleh suatu proses pembakaran adalah
melalui kalor yang dikandung oleh bahan bakar. Besarnya energi panas hasil
pembakaran dapat dihitung melelui persamaan 2 :
� = � � � ………….………. (2)
Dimana,
� = Massa bahan bakar (Kg)
11 2.3.3 Gas Hasil Pembakaran
Penanganan gas hasil pembakaran dapat dilakukan dengan menambah
cerobong dan ruang penyaring bahan padatan pada gas. Menurut Porges (1979)
luas cerobong dapat dihitung melalui persamaan 3 :
� = �� ………..(3)
Dimana,
� = Luas lubang cerobong (m2)
Q = Debit gas hasil pembakaran pada cerobong (m3/detik)
V = Kecepatan gas (m/detik)
2.4 Proses Pemesinan
2.4.1 Proses pengurangan volume pada bahan konstruksi mesin
a. Pemotongan
Pemotongan merupakan proses yang dimaksudkan untuk
mengubah bahan mengikuti ukuran dan bentuk yang diminta oleh
perancang.
b. Pengeboran
Pengeboran merupakan proses yang dimaksudkan untuk
membuat lubang silindris. Mesin yang digunakan dalam proses
pengeboran adalah mesin bor meja, mesin bor lantai dan mesin bor
12
c. Penggerindaan
Penggerindaan berfungsi untuk membuang bagian-bagian sisa
pemotongan dan meratakan permukaan. Mesin yang digunakan dalam
proses penggerindaan adalah mesin gerinda lantai dan gerinda tangan.
d. Pengikiran
Pengikiran berfungsi untuk meratakan dan menghaluskan
permukaan bahan. Jenis yang digunakan adalah kikir pipih, kikir
setengah bundar, kikir segi empat, kikir segitiga dan kikir bundar.
2.4.2 Proses Penyambungan
Penyambungan merupakan proses untuk merangkai bagian-bagian dari
konstruksi mesin. Prinsip penyambungan ada antara lain :
a. Penyambungan Menggunakan Baut
Penyambungan menggunakan baut biasanya dilakukan pada
dua atau lebih bagian dengan tujuan agar mudah dibongkar pasang.
b. Pengelingan
Pengelingan merupakan proses penyambungan menggunakan
paku keling yang ditanam pada dua bagian yang disambung.
Pengelingan biasanya dilakukan pada plat yang tipis.
c. Pengelasan
Pengertian pengelasan adalah proses penyambungan antara dua
atau lebih material dalam keadaan plastis atau cair dengan
13
keduanya. Logam pengisi (filler metal) dengan temperature lebur
yang sama dengan titik lebur dari logam induk dapat atau tanpa
digunakan dalam proses penyambungan tersebut. Berdasarkan
definisi pengelasan menurut Deutsche Industrie Normen (DIN)
adalah ikatan metalurgi pada sambungan logam atau logam paduan
yang dilaksanakan dalam keadaan lumer atau cair
Jenis pengelasan dibedakan menjadi dua kelompok yaitu
pengelasan lebur dan padat. Adapun macamnya yaitu pengelasan
busur (arc welding, aw), pengelasan resistansi listrik (resistance
welding, rw), pengelasan gas (oxyfuel gas welding, ofw), dan macam
pengelasan padat yaitu pengelasan difusi (diffusion welding, dfw),
pengelasan gesek, (fruction welding, fw), pengelasan ultrasonic
(ultrasonic welding, uw).
Las busur listrik merupakan salah satu jenis las listrik yang
paling bnyak digunakan di masyarakat. Las busur listrik memiliki
konstruksi yang sederhana dan pengoperasiannya mudah serta biaya
relatif murah.
Mesin las busur listrik terdiri transformator, pengatur arus,
kabel elektroda dan kabel masa. Elektroda yang digunakan adalah
14 Saat ujung elektroda didekatkan pada benda kerja terjadi panas
listrik (busur listrik) yang membuat antara benda kerja dengan ujung
elektroda terbungkus tersebut mencair secara bersamaan. Dengan
adanya pencairan ini maka kampuh pada lasan akan terisi oleh cairan
logam dari elektroda dan logam induk yang mencair secara
bersamaan. Fluks pada elektroda berfungsi sebagai pemantap busur
dan juga sebagai sumber terak (slag) yang akan melindungi hasil las
yang baru dari kontaminasi udara luar. Pada saat proses pengelasan
berlangsung pemindahan logam dari elektroda tergantung dari besar
kecilnya arus listrik yang digunakan. Apabila menggunakan arus
yang besar maka butiran-butiran logam akan menjadi halus, tetapi
sebaliknya apabila menggunakan arus yang yang kecil pemindahan
logam dari elektroda akan menjadi lebih besar.
Gambar 2.1 Prinsip kerja las busur listrik
Dalam merencanakan konstruksi yang memiliki sambungan
pengelasan, harus dipilih secara benar dan tepat mengenai jenis-jenis
sambungan las, yang disesuaikan dengan fungsi dan kegunaannya.
15 mampu menerima beban dinamis maupun beban statis. Sambungan
dasar meliputi sambungan tumpul, sambungan T, sambungan
tumpang dan sambungan sudut. Dari sambungan tumpang
dikembangkan teknik sambungan silang, sambungan dengan penguat
dan sambungan sisi.
sambungan tumpul sambungan T sambungan tumpang
sambungan sudut sambungan sisi
Gambar 2.2 Klasifikasi sambungan las 2.5 Pengoperasian Incinerator
a. Panaskan ruang bakar utama dengan membakar potongan kayu atau
tempurung kelapa di ruang pembakaran awal.
b. Tutup rapat semua pintu incinerator dan tunggu selama 10 menit
hingga suhu ruangan tersebut panas.
c. Masukkan limbah padat dan dibungkus dengan kantong plastik
kedalam ruang pembakaran.
d. Tambahkan nyala api pada ruang pembakaran awal hingga api
16
e. Tutup pintu incinerator dan diatur lubang ventilasi udara pada pintu
incinerator supaya api tidak mengalami kekurangan oksigen.
f. Selesai operasi pembakaran, abu hasil pembakaran dikumpulkan
dengan kantong untuk dibawa ke TPA (Tempat Pembuangan Akhir).
2.6 Keselamatan dan Kesehatan Kerja
Agar tidak terjadi kecelakaan yang tidak diinginkan dan masalah - masalah
yang muncul bisa diminumalkan. Kesehatan dan keselamatan kerja dalam proses
pembuatan mesin incinerator ini diharapkan mengacu pada Undang - Undang RI.
Kesehatan dan keselamatan kerja menurut Undang - Undang Republik Indonesia
Nomor 1 Tahun 1970 adalah sebagai berikut ;
Undang-Undang Republik Indonesia Nomor 1 Tahun 1970 Tentang
Keselamatan Kerja BAB III Syarat-Syarat Keselamatan Kerja Pasal 3.
1. Dengan peraturan perundangan ditatapkan syarat-syarat keselamatan
kerja untuk :
a. Mencegah dan mengurangi kecelakaan;
b. Mencegah, mengurangi dan memadamkan kebakaran;
c. Mencegah dan mengurangi bahaya peledakan;
d. Memberi kesempatan atau jalan menyelamatkan diri pada waktu
kebakaran atau kejadian-kejadian lain yang berbahaya;
e. Memberi pertolongan pada kecelakaan;
17
g. Mencegah dan mengendalikan timbul atau menyebar luasnya
suhu, kelembaban, debu, kotoran, asap, uap, gas, hembusan
angina, cuaca, sinar radiasi, suara dan getaran;
h. Mencegah dan mengendalikan timbulnya penyakit akibat kerja
baik physic maupun psychis, peracunan, infeksi dan penularan;
i. Memperoleh penerangan yang cukup dan sesuai;
j. Menyelenggarakan suhu dan lembab udara yang baik;
k. Menyelenggarakan penyegaran udara yang cukup;
l. Memelihara kebersihan, kesehatan dan ketertiban;
m. Memperoleh keserasian antara tenaga kerja, alat kerja,
lingkungan, cara dan proses kerjanya;
n. Mengamankan dan memperlancar pengangkutan orang, binatang,
tanaman atau barang;
o. Mengamankan dan memelihara segala jenis bangunan;
p. Mencegah terkena aliran listrik yang berbahaya;
q. Menyesuaikan dan menyempurnakan pengaman pada pekerjaan
yang bahaya kecelakaan menjadi bertambah tinggi.
2. Dengan peraturan perundangan dapat dirubah perincian seperti tersebut
dalam ayat (1) sesuai dengan perkembangan ilmu pengetahuan, teknik dan
18 BAB III
METODOLOGI PEMBUATAN
3.1 Alat Dan Bahan Pembuatan Incinerator
a. Alat yang digunakan untuk pembuatan mesin incinerator limbah padat
medis ini adalah :
b. Bahan yang digunakan untuk pembuatan mesin incinerator limbah
padat medis ini adalah :
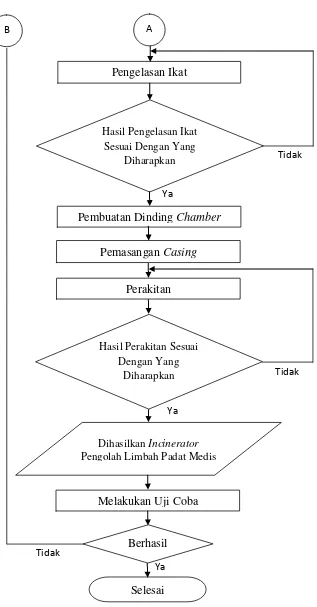
19 3.2 Diagram Alir Pembuatan Alat
Diagram alir pembuatan incinerator limbah padat medis ini adalah seperti
20
Gambar 3.1 Diagram alir pembuatan incinerator limbah padat medis Selesai Pengolah Limbah Padat Medis
21 3.2.1 Data Desain Mesin
Sebelum membuat sebuah mesin terlebih dahulu mengetahui desain yang
telah dibuat. Fungsi dari desain mesin ini adalah sebagai pengetahuan bentuk
sebuah mesin yang akan dibuat. Tanpa desain, mesin tidak akan dapat dibuat.
3.2.2 Menyiapkan Alat dan Bahan
Sebelum melakukan kegiatan pembuatan mesin, hal yang harus dilakukan
adalah menyiapkan alat dan bahan. Menyiapkan alat yang dibutuhkan untuk
membuat incinerator limbah padat medis dan menyiapkan bahan yang dibutuhkan
sehingga bisa menjadi sebuah incinerator.
3.2.3 Pengukuran dan Pemotongan
Setelah alat dan bahan telah tersedia, hal selanjutnya yang dilakukan
adalah mengukur dan memotong semua bahan sesuai dengan desain yang telah
dibuat sebelumnya.
3.2.4 Penitikan Pengelasan
Setelah bahan telah dipotong sesuai dengan ukuran, yang dilakukan
selanjutnya adalah melakukan penitikan pengelasan untuk menyambung
bahan-bahan yang sudah disediakan. Penitikan pengelasan dilakukan sebelum melakukan
pengelasan ikat (tack weld) untuk memudahkan pembongkaran apabila ada
22 3.2.5 Pengelasan Ikat
Pengelasan ikat dilakukan setelah melakukan penitikan pengelasan.
Pengelasan ikat dilakukan berfungsi untuk memperkuat sambungan las sehingga
sambungan tersebut tidak mudah lepas.
3.2.6 Pembuatan Dinding Chamber
Pembuatan dinding incinerator dilakukan dengan cara menyusun batu bata
merah dan direkatkan dengan campuran tanah dan pasir sehingga membentuk
ruang-ruang chamber di dalam incinerator.
3.2.7 Pemasangan Casing
Pemasangan casing dilakukan setelah menempelkan glass wool pada
dinding incinerator dengan cara dikait dengan baut roofing antara casing dan
rangka incinerator.
3.2.8 Perakitan
Perakitan ini dilakukan dengan memasang komponen – komponen
incinerator yang terdiri pintu ruang bakar utama, pintu ruang pembakaran, pintu
ruang abu, cerobong asap dan thermocouple.
3.2.9 Melakukan Uji Coba
Uji coba dilakukan untuk mengetahui kinerja incinerator yang telah dibuat
apakah berhasil atau tidak. Uji coba ini adalah dengan membakar limbah padat
23 3.3 Waktu Pembuatan Incinerator
Proses pembuatan incinerator limbah padat medis membutuhkan waktu 1
bulan. Adapun pelaksanaanya adalah sebagai berikut :
a. Pembuatan incinerator.
b. Perakitan incinerator.
24 BAB IV
HASIL PEMBUATAN DAN PEMBAHASAN
4.1 Visualisasi Proses Pembuatan
Sebelum melakukan proses pembuatan rangka pada incinerator terlebih
dahulu harus mengetahui masalah Kesehatan dan Keselamatan Kerja (K3).
Adapun maksud dan tujuan dalam Kesehatan dan Keselamatan Kerja (K3) adalah:
a. Dapat memberikan Pertolongan Pertama Pada Kecelakaan (P3K).
b. Dapat memberikan Alat Perlindungan Diri (APD).
c. Dapat mencegah dan mengendalikan timbul tersebarnya suhu,
kelembaban, debu, asap, radiasi dan Penyakit Akibat Kerja (PAK).
Adapun keselamatan kerja selama proses pembuatan rangka pada
incinerator secara umum adalah :
a. Memakai alat pelindung kaki (sepatu) yang sesuai saat berada di dalam
bengkel.
b. Menggunakan kaca mata pelindung sehingga mata terhindar dari benda
berbahaya.
c. Menggunakan sarung tangan saat memegang benda kerja.
d. Menggunakan helm pelindung kepala agar terhindar dari terbentur
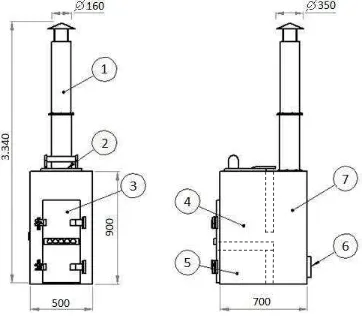
25 4.2Gambar Teknik Incinerator
Gambar 4.1 Gambar teknik incinerator limbah padat mesdis Keterangan gambar :
1. Cerobong asap
2. Pintu ruang bakar
3. Pintu utama
4. Ruang bakar
5. Ruang pembakaran awal
6. Pintu ruang abu
26 4.3Spesifikasi Incinerator Limbah Padat Medis
a. Dimensi : 700 mm x 500 mm x 900 mm.
b. Rangka utama : Besi siku (40 mm x 40 mm x 4 mm).
c. Ruang bakar utama : 250 mm x 240 mm x 635 mm.
d. Ruang pembakaran awal : 145 mm x 280 mm x 190 mm.
e. Ruang bakar asap : 250 mm x 130 mm x 805 mm.
f. Dinding chamber : Batu bata merah.
g. Casingincinerator : Plat baja tebal 2,8 mm.
h. Cerobong : ø 160 mm tinggi 2.455 mm.
i. Sistem : Tanpa mesin pembakar (burner).
j. Thermocouple : Tipe K (0 ~ +1000⁰C).
4.4Pembuatan Rangka Mesin
Langkah pertama dalam proses membuat rangka pada incinerator limbah
padat medis adalah perencanaan pemotongan dan pengukuran bahan yang akan
dipotong. Perencanaan pemotongan bahan bertujuan untuk meminimalkan jumlah
sisa bahan yang terbuang selama pemotongan berlangsung.
Dalam pembuatan rencana pemotongan bahan, didasarkan pada
identifikasi kebutuhan bahan untuk pembuatan rangka incinerator. Adapun
kebutuhan yang digunakan dalam pembuatan rangka incinerator ini terlihat pada
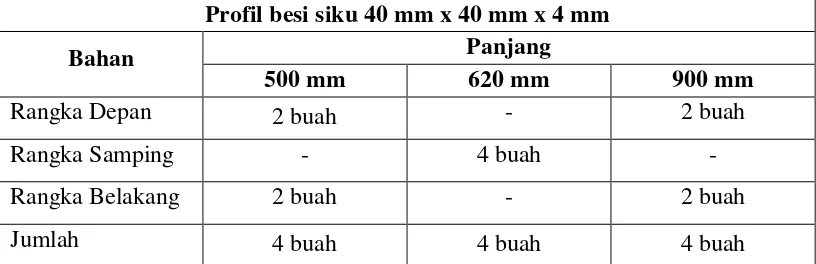
27 Tabel 4.1 Kebutuhan rangka utama incinerator
Profil besi siku 40 mm x 40 mm x 4 mm
Setelah kita mengidentifikasi kebutuhan bahan yang dibutuhkan, maka kita
dapat membuat perencanaan pemotongan sesuai dengan ukuran bahan baku yang
ada. Adapun ukuran bahan baku yang digunakan adalah :
a. Profil besi siku 40 mm x 40 mm x 4 mm panjang 6000 mm sebanyak 2
buah.
b. Basi plat dengan ketebalan 2,8 mm sebanyak 2 lembar
Setalah cutting plan bahan dibuat maka langkah selanjutnya adalah
pengukuran bahan dan penandaan/penggambaran bahan dengan menggunakan
ukuran sesuai dengan cutting plan yang telah dibuat. Peralatan yang digunakan
adalam pengukuran bahan adalah :
a. Mistar gulung panjang 3 m.
b. Mistar baja panjang 30 cm.
c. Penggaris siku.
28 4.4.1 Pemotongan Awal Bahan Baku
Langkah dalam membuat rangka adalah pemotongan awal bahan baku yang
dibutuhkan. Pemotongan dilakukan setelah benda kerja ditandai menggunakan
kapur atau spidol agar lebih jelas saat dilakukan proses pemotongan. Peralatan
yang digunakan dalam proses pemotongan awal bahan baku adalah mesin gerinda
potong.
Langkah-langkah dalam proses pemotongan dengan mesin gerinda potong
adalah sebagai berikut :
a. Mempersiapkan bahan baku yang akan dipotong, yaitu profil besi siku
40 mm x 40 mm x 4 mm yang sudah diukur dan diberi tanda yg telah
ditentukan sebelumnya.
b. Mempersiapkan mesin gerinda potong, cek semua kelengkapan mesin
gerinda potong terutama batu gerinda potongnya, pastikan kondisinya
masih layak dipakai sehingga tidak ada kendala saat pemotongan bahan
berlangsung.
c. Menjepit bahan yang akan dipotong pada ragum mesin dengan posisi
mata batu gerinda tepat diatas tanda/garis potong. Kencangkan ragum
dan cek kembali panjang bahan yang akan dipotong agar hasilnya tepat
29
d. Menghidupkan mesin dengan menekan tombol ON dan mulailah
memotong bahan dengan menekan handle ke bawah hingga bahan
terpotong.
e. Setelah bahan sudah terpotong maka angkat kembali dan mengulangi
langkah (a) sampai (d) untuk pemotongan berikutnya hingga semua
bahan terpotong.
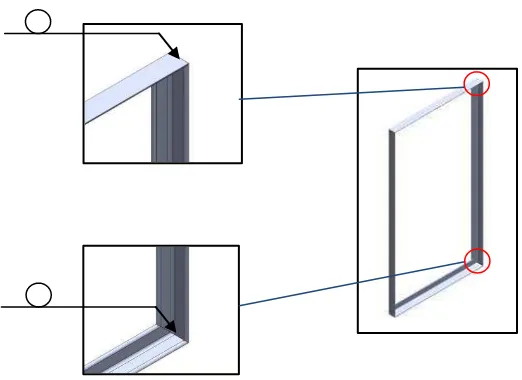
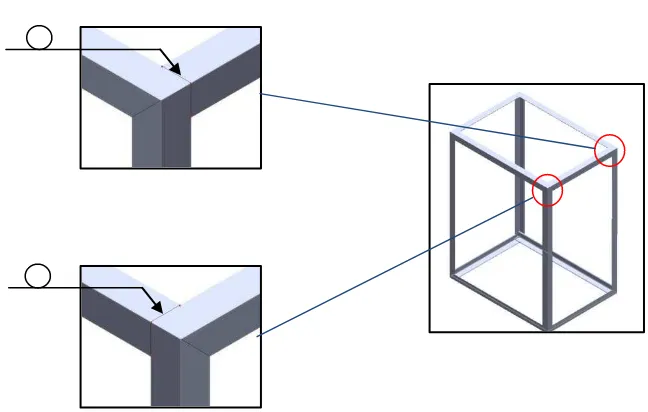
4.4.2 Perakitan Rangka
Proses perakitan dilakukan dengan melakukan penyambungan tiap
komponen menjadi bagian rangka. Penyambungan dilakukan dengan sambungan
las. Sambungan las yang digunakan adalah sambungan tumpul jenis alur persegi
(I) dan sambungan T dengan jenis alur las sudut. Langkah-langkah dalam merakit
rangka incinerator adalah :
a. Mempersiapkan komponen yang telah dipotong dan diukur
sebelumnya yaitu baja siku yang berukuran 500 mm 2 buah dan 900
mm 2 buah.
b. Mempersiapkan mesin las busur listrik beserta kelengkapannya.
c. Melakukan penitikan pada setiap ujung baja siku menggunakan las
listrik dengan arus listrik sebesar 60 sampai 80 ampere untuk
30 Gambar 4.2 Penitikan las rangka depan
d. Merangkai komponen siku diatas meja rata dengan mengecek
kesikuan sudutnya dengan penggaris siku.
e. Bila telah siku, jepit kedua komponen dan lakukan pengelasan ikat
(tack weld) pada ujung titik pertemuan. Lepas penjepit dan lakukan
31 Gambar 4.3 Pengelasan ikat rangka depan
f. Lakukan langkah yang sama untuk komponen rangka bagian
belakang.
Setelah proses perakitan rangka bagian depan dan belakang maka segera
melakukan penyambungan tiap komponen rangka menjadi bagian rangka utama.
Penyambungan dilakukan dengan sambungan las dan jenis sambungan tumpul
alur persegi (I) dan sambungan T dengan jenis las sudut. Langkah-langkah dalam
merakit rangka utama incinerator adalah :
a. Penyambungan rangka bagian samping kanan dan rangka bagian
samping kiri, dengan baja siku panjang 620 mm.
b. Sebelum melakukan penyambungan, maka melakukan penitikan
lasan.
32
c. Lakukan pengelasan ikat (tack weld) pada ujung titik pertemuan.
Gambar 4.5 Hasil pembuatan rangka incinerator 4.4.3 Pembuatan dan Pemasangan Bagian Alas Incinerator
a. Persiapkan besi plat dengan tebal 2 mm dan ukuran 692 mm x 492 mm.
Gambar 4.6 Plat alas incinerator
33
c. Melakukan penitikan pada setiap ujung besi siku dengan besi plat
menggunakan las listrik dengan arus listrik sebesar 60 sampai 80
ampere untuk elektroda jenis RD 260 ø 2 mm.
d. Ukur kembali hasil perakitan rangka untuk mengecek kesesuaian
ukuran dengan gambar kerja.
e. Bila telah sesuai, dapat dilakukan pengelasan penuh menggunakan
elektroda RD 260 ø 2 mm. Sambungan las yang digunakan adalah
sambungan tumpul jenis alur persegi (I) dan sambungan T dengan jenis
alur las sudut.
Gambar 4.7 Hasil akhir pemasangan alas incinerator 4.4.4 Pembuatan Ruang Chamber Incinerator
Bagian utama dalam membuat incinerator adalah membuat ruang - ruang
chamber incinerator. Untuk membuat ruangan tersebut, hal yang dilakukan adalah
34 disusun, sehingga menjadi beberapa ruang yang mempunyai fungsi
masing-masing. Langkah-langkah membuat chamberincinerator adalah :
a. Persiapkan bahan-bahan untuk membuat dinding seperti batu bata,
tanah, pasir, air.
b. Membuat adonan untuk perekat menggunakan campuran tanah dan
pasir dengan perbandingan 1:2 dan diberi sedikit air.
c. Susun batu bata dan diberi perekat dengan campuran bahan yang telah
disiapkan.
Gambar 4.8 Pembuatan ruang chamber incinerator
d. Lakukan dengan cara yang sama sampai sesuai dengan desain
35 Gambar 4.9 Hasil akhir pembuatan ruang chamberincinerator 4.4.5 Pembuatan Casing Incinerator
Casing incinerator berfungsi untuk melindungi dinding chamber dari
udara luar dan berfungsi juga sebagai penutup incinerator serta menahan tekanan
dari dalam ruang chamber. Casing incinerator ini terbuat dari bahan plat besi
dengan ketebalan 2,8 mm. Adapun proses pembuatan casing incinerator sebagai
berikut :
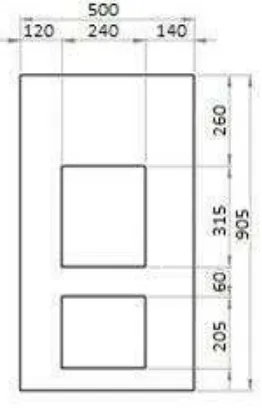
a. Casing Depan
1) Mempersiapkan bahan baku plat besi tebal 2,8 mm yang akan
36 Gambar 4.10 Desain casing depan dan ukurannya
2) Persiapkan alat las potong dan perlengkapannya.
3) Mulai melakukan pemotongan dengan mengikuti garis potong yang
telah dibuat.
4) Langkah selanjutnya membuat lubang pada plat tersebut untuk
lubang pintu ruang bakar utama dan ruang pembakaran awal.
5) Melakukan pemotongan sesuai dengan pola yang telah ditentukan.
37 b. Casing Belakang
1) Mempersiapkan bahan baku yaitu plat besi tebal 2,8 mm yang akan
dipotong dan telah diukur sebelumnya.
Gambar 4.12 Desain casing belakang dan ukurannya
2) Persiapkan alat las potong dan perlengkapannya.
3) Mulai melakukan pemotongan dengan mengikuti garis potong yang
telah dibuat.
4) Membuat lubang pada plat tersebut dengan las potong untuk
lubang pintu ruang abu yang telah diukur sebelumnya.
38 c. Casing Samping
a) Mempersiapkan bahan baku yaitu plat besi 2 lembar tebal 2,8 mm
yang akan dipotong dan telah diukur sebelumnya.
Gambar 4.14 Desain casing samping dan ukurannya
b) Persiapkan alat las potong dan perlengkapannya.
c) Mulai melakukan pemotongan dengan mengikuti garis potong yang
telah dibuat.
d) Membuat lubang pada plat tersebut untuk ventilasi udara.
39 d. Casing Atas
a) Mempersiapkan bahan baku yaitu plat besi tebal 2,8 mm yang
akan dipotong dan telah diukur sebelumnya.
Gambar 4.16 Desain casing atas dan ukurannya
b) Persiapkan alat las potong dan perlengkapannya.
c) Mulai melakukan pemotongan dengan mengikuti garis potong
yang telah dibuat.
d) Membuat lubang pada plat tersebut untuk pintu ruang pembakaran
dan lubang cerobong asap.
40 4.4.6 Pemasangan Casing Incinerator
a. Mempersiapkan bahan baku yang telah dipotong sebelumnya.
b. Tempelkan glass wool pada dinding incinerator.
Gambar 4.18 Pemasangan glass wool pada incinerator
c. Bila telah terpasang rapi, maka pasang casing incinerator dan
ditempelkan dengan menjepit plat dengan sisi dalam incinerator.
d. Melakukan penitikan pada setiap ujung menggunakan las listrik
dengan arus listrik sebesar 60 sampai 80 ampere untuk elektroda jenis
RD 260 ø 2 mm.
e. Lakukan pengeboran bodi dan rangka incinerator dengan diameter 4
mm dan langsung memasangan baut roofing untuk menyatukan bodi
dengan rangka menggunakan mesin bor.
41 Gambar 4.19 Hasil Pemasangan casingincinerator
4.4.7 Pembuatan Pintu Incinerator a. Pintu Depan
1) Mempersiapkan komponen yang telah dipotong dan diukur
sebelumnya yaitu baja siku yang berukuran 300 mm 2 buah dan
900 mm 2 buah.
2) Mempersiapkan mesin las busur listrik beserta kelengkapannya.
3) Melakukan penitikan pada setiap ujung baja siku menggunakan las
listrik dengan arus listrik sebesar 60 sampai 80 ampere untuk
42 Gambar 4.20 Penitikan las rangka pintu depan
4) Merangkai komponen siku diatas meja rata dengan mengecek
kesikuan sudutnya dengan penggaris siku.
5) Bila telah siku, jepit kedua komponen dan lakukan pengelasan ikat
(tack weld) pada ujung titik pertemuan. Lepas penjepit dan lakukan
pengelasan ikat pada ujung lainnya.
43
6) Langkah selanjutnya memasang plat besi dengan ketebalan 2,8 mm
pada rangka pintu.
Gambar 4.22 Desain pintu depan dan ukurannya
7) Persiapkan alat las potong dan perlengkapannya.
8) Mulai melakukan pemotongan dengan mengikuti garis potong yang
telah dibuat.
9) Memasang plat pada rangka pintu yang telah dibuat dengan cara
dilas.
44
10) Langkah selanjutnya memasang handle dan engsel yang tinggal
pasang pada casing incinerator, untuk engsel menggunakan bahan
besi pejal ø 23 mm panjang 120 mm.
11) Setelah semua komponen terpasang, selanjutnya mengecor bagian
dalam pintu menggunakan castable untuk melindungi dari panas
api dari pembakaran.
Gambar 4.24 Hasil pengecoran castable pada pintu
12) Ulangi langkah (1) sampai (11) untuk pintu atas dan pintu belakang
dengan ukuran yang berbeda, pintu atas (280 mm x 280 mm) dan
pintu belakang (232 mm x 182 mm).
4.4.8 Pembuatan Cerobong Asap
Cerobong asap terbuat dari pipa ø 60 mm dengan ketebalan 2 mm. Berikut
langkah-langkah pembuatannya :
a. Mempersiapkan bahan baku yaitu pipa profil ø 60 mm tebal 3 mm yang
45 Gambar 4.25 Desain cerobong asap dan ukurannya
b. Mulai melakukan pemotongan dengan mengikuti garis potong yang
telah dibuat.
c. Mempersiapkan mesin las busur listrik beserta kelengkapannya.
d. Pasang flange pada setiap sisi ujung pada pipa dengan melakukan
penitikan pada setiap ujung pipa menggunakan las listrik dengan arus
listrik sebesar 60 sampai 80 ampere untuk elektroda jenis RD 260 ø 2
mm.
e. Bila telah siku, lakukan pengelasan ikat (tack weld) pada ujung titik
pertemuan.
f. Langkah selanjutnya membuat caping cerobong asap, siapkan bahan
46 Gambar 4.26 Desain caping cerobong asap dan ukurannya
g. Mulai melakukan pemotongan dengan mengikuti garis potong yang
telah dibuat.
h. Potong plat tebal 2 mm bentuk lingkaran dan dibentuk menjadi kerucut
dengan tinggi 50 mm.
i. Satukan dengan strip plat bentuk melingkar dan diberi penyangga dan
melakukan penitikan lasan.
47 4.4.9 Finishing
a. Pendempulan
Pendempulan dilakukan pada bagian sisi ujung incinerator dan
bagian penyambungan las untuk meratakan hasil penyambungan.
Gambar 4.28 Pendempulan incinerator
b. Pengecatan
Pengecatan dilakukan pada bagian casing, pintu, dan cerobong
incinerator. Pengecatan ini bertujuan untuk melindungi material dari
48 Gambar 4.29 Proses pengecatan incinerator
4.5 Proses Perakitan
Dalam proses perakitan alat terdapat langkah-langkahnya yaitu :
a. Mempersiapkan komponen yang akan dirakit.
b. Mempersiapkan alat bantu untuk proses perakitan.
c. Pertama yang dilakukan adalah memasang pintu bagian depan
incinerator, masukkan poros pengunci pada engsel pintu.
d. Setelah pintu bagian depan terpasang, lanjutkan memasang pintu
bagian belakang dengan menyatukan engsel menggunakan mur dan
baut berdiameter 14 mm.
e. Lakukan langkah yang sama (d) untuk perakitan pintu bagian atas
49
f. Setelah semua pintu terpasang, langkah berikutnya adalah pemasangan
cerobong asap dengan mengkaitkan flange cerobong dan rangka mesin
menggunakan mur dan baut diemeter 14 mm.
g. Langkah terakhir adalah memasang caping cerobong agar tidak
kemasukan air hujan.
h. Incinerator siap dioperasikan.
4.6 Langkah-Langkah Pengoperasian
Adapun langkah-langkah pengoperasian mesin incinerator sistem tanpa bahan
bakar yaitu :
a. Panaskan ruang bakar utama dengan membakar potongan kayu atau
batok kelapa di ruang pembakaran awal.
b. Tutup rapat semua pintu incinerator dan tunggu selama 10 menit
hingga suhu ruangan tersebut panas.
c. Masukkan limbah padat dan dibungkus dengan kantong plastik
kedalam ruang pembakaran.
d. Tambahkan nyala api pada ruang pembakaran awal hingga api
membakar sampah dari bawah.
e. Tutup pintu incinerator dan diatur lubang ventilasi udara pada pintu
incinerator supaya api tidak mengalami kekurangan oksigen.
f. Selesai operasi pembakaran, abu hasil pembakaran dikumpulkan
50 4.7 Proses Perawatan Alat
Pengertian umum perawatan adalah suatu usaha untuk melakukan
pemeliharaan, perbaikan dan penggantian komponen-komponen alat agar selalu
bekerja pada kondisi yang baik dan siap dipakai setiap waktu serta dapat
memperpanjang umur alat tersebut. Berikut macam-macam perawatan mesin
incinerator :
a. Perawatan berkala
Perawatan pada komponen alat dapat dilakukan secara rutin oleh
pemakai ataupun operator setiap kali pemakaian alat. Pemeriksaan dapat
dilakukan saat sebelum dan sesudah alat dioperasikan, sehingga apabila
ada kerusakan dapat diketahui.
b. Pengecekan dinding chamber
Perawatan ini adalah mengecek kondisi fisik batu bata setelah lama
dilakukan pengoperasian.
c. Pembersihan kotoran
Perawatan yang sering dilakukan adalah pembersihan kotoran dari
sisa-sisa pembakaran limbah padat medis setelah pengoperasian mesin
incinerator.
d. Pengecatan
Pengecatan ini berfungsi untuk mencegah korosi dan memberikan
51 4.8 Pengujian Incinerator
Pengujian incinerator ini dengan melakukan pembakaran limbah padat
medis seperti botol infus, spet dan pempers bayi. Dari hasil pengujian tersebut
temperatur alat ini mampu mecapai suhu 998⁰C dan dapat dioperasikan untuk
mengolah limbah padat medis dibakar menjadi abu kecuali limbah berbahan
plastik, jarum dan kaca.
Gambar 4.30 Pembakaran limbah padat medis
52
4.9 Biaya Anggaran Pembuatan Incinerator
Tabel 4.2 Biaya anggaran pembuatan
No. Nama Barang Volume Harga satuan Harga
1. Besi siku 40 x 40 x 4 mm 2 batang Rp 123.000 Rp 246.000
2. Bata merah 148 Pcs Rp 800 Rp 118.400
3. Besi plat tebal 2,8 mm 1 lembar Rp 645.000 Rp 645.000
4. Engsel 2 Pcs Rp 13.000 Rp 26.000
5. Castable NP-16 1 zak Rp 350.000 Rp 350.000
6. Pipa ø 160 mm (3 meter) 1 batang Rp 751.000 Rp 375.500
7. Dempul 1 kaleng Rp 52.000 Rp 52.000
8. Cat besi humertun 1 kaleng Rp 65.000 Rp 65.000
9. Pilox Hi-Temp 1 kaleng Rp 23.000 Rp 23.000
10. Thermocouple tipe K 1 Pc Rp 950.000 Rp 950.000 11. Thermo control 1 Pc Rp 825.000 Rp 825.000
53 BAB V PENUTUP 5.1 Kesimpulan
Berdasarkan hasil yang telah dicapai dari keseluruhan proses yang meliputi
pembuatan dan pengujian mesin incinerator sistem tanpa mesin pembakar
(burner) yang telah dibuat dapat disimpulkan sebagai berikut :
a. Kebutuhan bahan untuk rangka utama.
Profil besi siku 40 mm x 40 mm x 4 mm
b. Proses pembuatan incinerator diawali dengan pembuatan rangka lalu
dilanjutkan dengan membuat ruang chamber dengan menyusun batu bata
merah. Pasang isolator pada bagian dinding chamber dengan glass wool
dan ditutup dengan casing dari plat besi tebal 2,8 mm. Pasang cerobong
dan pintu incinerator yang telah dibuat sebelumnya. Lakukan finishing
dengan cara pendempulan dan pengecatan untuk menghindarkan
terjadinya korosi. Langkah terakhir adalah memasang komponen
54 c. Incinerator ini mampu mengolah limbah padat medis menjadi abu
kecuali jarum, plastik dan kaca dengan temperatur mencapai 998⁰C
dengan kapasitas 5 kg limbah dan 8 kg bahan bakar.
5.2 Saran
a. Supaya ruang pembakaran lebih tahan lama maka dinding chamber
diganti menggunakan batu bata tahan api.
b. Bila mesin selesai digunakan, perawatan mesin harus diperhatikan
terutama membersihkan abu hasil pengolahan limbah padat medis supaya
tidak terjadi penumpukan di dalam ruang bakar sehingga tidak akan
55
DAFTAR PUSTAKA
Anshory, L. 1988. Penuntun Pelajaran Kimia. Bandung : Ganesa Exact Bandung.
Azwar, A. 1990. Pengantar Ilmu Kesehatan Lingkungan. Jakarta : Yayasan
Mutiara.
Girsang, V. E., & Herumurti, W. 2013. Evaluasi Pengelolaan Limbah Padat B3
Hasil Insinerasi di RSUD Dr Soetomo Surabaya. Jurnal Teknik Pomits, 2:46-50.
Hidayah, E. N. 2007. Uji Kemampuan Pengoperasian Insinerator Untuk
Mereduksi Limbah Klinis Rumah Sakit Umum Haji Surabaya. Jurnal
Rekayasa Perencanaan, 4:9-18.
Lolo, D. P. 2014. Analisis Penggunaan Incinerator Pada Pengolahan Sampah di
Kota Merauke. Jurnal Ilmiah, 3:200-211.
Margono, & Rahardjo, H. P. 2011. Rancang Bangun Prototipe Tungku Pembakar
Sampah Radioaktif. Jurnal Perangkat Nuklir, 5:1-8.
Nugroho, A., & Handayani, D. S. 2008. Pengelolaan Limbah Padat Rumah Sakit
Daerah Kabupaten Kudus. Jurnal Presipitasi, 99-103.
Porges. J, dan F. Porges. 1979. Handbook of Heating and Air Conditioning.
Seventh Edition. News Butterworth : London, U. K.
Pramita, N. 2007. Evaluasi Pengelolaan Sampah Rumah Sakit Pusat Angkatan
Darat Gatot Soebroto. Jurnal Presipitasi, 2:51-55.
Rahardjo, H. P. 2013. Karakteristik Temperatur dan Reduksi Limbah Radioaktif
Padat Ruang Bakar Prototipe Tungku HK-2010. Jurnal Sains dan
56
Ratman, C. R., & Syafrudin. 2007. Penerapan Pengolahan Limbah B3 di PT.
Toyota Motor Manufacturing Indonesia. Jurnal Presipitasi, 7:62-70.
Safrizal. 2014. Distributed Generator Pembangkit Listrik Tenaga Sampah Kota
(PLTSa) Type Incinerator Solusi Listrik Alternatof Kota Medan. Jurnal Teknik, 121-128.
Salmiyatun. 2003. Panduan Pembuangan Limbah Perbekalan Farmasi. Jakarta :
Penerbit Buku Kedokteran EGC.
Saragih, J. L., & Herumurti, W. 2013. Evaluasi Fungsi Insinerator Dalam
Memusnahkan Limbah B3 di Rumah Sakit TNI Dr. Ramelan Surabaya.