RANCANGAN PERBAIKAN PRODUK SAKLAR DENGAN
INTEGRASI METODE QFD DAN DFMA DI PT VOLTAMA
VISTA MEGAH ELECTRIC INDUSTRY
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
AKHMAD BAJORA NASUTION
080403001D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Allah SWT yang telah
memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat
menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar
sarjana teknik di Departemen Teknik Industri, khususnya program studi reguler
strata satu, Fakultas Teknik, Universitas Sumatera Utara. Adapun judul untuk tugas
sarjana ini adalah “Rancangan Perbaikan Produk Saklar Dengan Integrasi Metode
QFD dan DFMA di PT Voltama Vista Megah Electric Industry”.
Sebagai manusia yang tidak luput dari kesalahan, maka penulis menyadari
masih banyak kekurangan dalam penulisan tugas sarjana ini. Oleh karena itu,
penulis sangat mengharapkan saran dan masukan yang sifatnya membangun demi
kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat
bermanfaat bagi penulis sendiri, perpustakaan Universitas Sumatera Utara, dan
pembaca lainnya.
Medan, Januari 2013
Penulis,
UCAPAN TERIMAKASIH
Syukur dan terimakasih penulis ucapkan yang sebesar-besarnya kepada
Allah SWT yang telah memberikan kesempatan kepada penulis untuk merasakan
dan mengikuti pendidikan di Departemen Teknik Industri USU serta telah
membimbing penulis selama masa kuliah dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan
dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun
administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih
kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas
Sarjana ini.
2. Bapak Ir. Ukurta Tarigan, MT. selaku Sekretaris Departemen Teknik Industri
Universitas Sumatera Utara dan Dosen Pembanding II, yang telah
memberikan masukan, koreksi dan penilaian terhadap Tugas Sarjana ini.
3. Ibu Ir. Rosnani Ginting, MT selaku Dosen Pembimbing I dan kepala
Laboratorium Sistem Produksi atas waktu, bimbingan, pengarahan, dan
masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana
ini.
4. Bapak Ikhsan Siregar ST, M.Eng selaku Dosen Pembimbing II dan staf
masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana
ini.
5. Bapak Dr.Ir.H. A. Jabbar M. Rambe, M.Eng. selaku Dosen Pembanding I,
yang telah memberikan masukan, koreksi dan penilaian terhadap Tugas
Sarjana ini.
6. Ayahanda Drs.H. Ruslan Nasution,Ak, QIA dan Ibunda Hj. Hafni Mutiara
yang tiada hentinya mendukung penulis baik secara moril maupun materil
sehingga laporan ini dapat diselesaikan. Penulis menyadari tidak dapat
membalas segala kebaikan dan kasih sayang dari keduanya, oleh karena itu
izinkanlah penulis memberikan karya ini sebagai ungkapan rasa terima kasih
kepada Ayahanda dan Ibunda tercinta. Semoga Ayah lekas sembuh.
7. Kedua kakakku tercinta Dian Fadillah S.S, M.Hum dan Dewina Ulfah
Nasution, S.Psi , adikku Fauziah Nami Nasution dan abangku Angga
Ikranegara S.IP yang selalu membantu dan mendukung penulis untuk
secepatnya menyelesaikan laporan ini. Keponakanku tercinta Kienara Sabina
Nauli, engkau adalah pelita saat gelapku.
8. Ira Rumiris Hutagalung, yang selalu setia dalam suka dan duka perjuangan
hidup.
9. Ibu Pogy Kurniawan selaku pimpinan pabrik PT Voltama Vista Megah
Electric Industry yang telah mengizinkan serta membantu penulis melakukan
10.Bapak Yanto dan Ibu Roslina selaku pembimbing lapangan di PT Voltama
Vista Megah Electric Industry yang telah membantu dan membimbing penulis
dalam penelitian dan pengumpulan data di lantai produksi
11.Staf pegawai Teknik Industri, Bang Ridho, Bang Mijo, Kak Dina, Bang
Nurmansyah, Bang Kumis, Kak Rahma dan Ibu Ani, terimakasih atas
bantuannya dalam masalah administrasi untuk melaksanakan tugas sarjana ini.
12.Rekan-rekan asisten Laboratorium Sistem Produksi (LSP) Bang Awaludin,
Yogi, Wendi, Matius, Arief, Yose, Amanah, Hendra dan adik-adik asisten
2009 Arsyad, Alfin, Ridho, Hadi, Nico, Sadikin, Lia dan Maysarah.
13. Teman-teman seperjuangan Andria a.k.a pak tung, Hendra Novirza a.k.a
chani, Erin a.k.a gudel, Surya a.k.a telor, Akhmad Bakrie a.k.a keramba,
Fahmi Sulaiman dan keseluruhan rekan-rekan stambuk 2008 yang tidak dapat
disebutkan satu-persatu, atas dukungan dan kerjasama yang baik atas bantuan
dan masukan serta motivasi yang diberikan kepada penulis.
14.Teman-teman Beswan Djarum di seluruh Indonesia.
15.Dan seluruh pihak yang telah membantu penulis yang tidak mungkin
disebutkan satu per satu, hanya Allah SWT yang dapat membalas kalian
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KEPUTUSAN SIDANG KOLOKIUM ... iv
KATA PENGANTAR ... v
DAFTAR ISI ... ix
DAFTAR TABEL ... xviii
DAFTAR GAMBAR ... xxii
DAFTAR LAMPIRAN ... xxiii
ABSTRAK ... xxiv
I PENDAHULUAN ... I-1
1.1. Latar Belakang ... I-1
1.2. Rumusan Masalah ... I-5
1.3. Tujuan Penelitian ... I-6
1.4. Manfaat Penelitian ... I-6
1.5. Batasan dan Asumsi Penelitian ... I-7
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Singkat Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Struktur Organisasi ... II-6
2.3.1. Struktur Organisasi ... II-6
2.3.2. Uraian Tugas dan Tanggung Jawab ... II-8
2.4. Jumlah Tenaga Kerja dan Jam Kerja Perusahaan ... II-8
2.5. Sistem Pengupahan dan Fasilitas yang Digunakan ... II-9
2.6. Proses Produksi ... II-11
2.6.1. Bahan yang Digunakan ... II-12
2.6.1.1. Bahan Baku ... II-13
2.6.1.2. Bahan Tambahan ... II-14
2.6.1.3. Bahan Penolong ... II-14
2.6.2. Uraian Proses ... II-15
2.6.2.1. Bagian Pressing ... II-16
2.6.2.2. Bagian Compression ... II-19
2.6.2.3. Perakitan ... II-19
2.6.2.4. Pengepakan ... II-20
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.6.3.1. Mesin Produksi ... II-20
2.6.3.2. Peralatan (Equipment) ... II-25
III LANDASAN TEORI ... III-1
3.1. Perancangan Produk ... III-1
3.2. QFD (Quality Function Deployment) ... III-2
3.3. DFMA (Design for Manufacturing and Assembly) ... III-5
3.3.1. Design for Manufacturing Sebagai Metodologi yang
Paling Umum ... III-5
3.3.2. Design for Assembly (DFA) ... III-8
3.3.3. Memperkirakan Biaya Perakitan ... III-11
3.3.4. Mengintegrasikan Komponen ... III-12
3.3.5. Memaksimumkan Kemudahan Perakitan ... III-13
3.3.6. Mempertimbangkan Perakitan Oleh Pelanggan ... III-16
3.3.7. Metode Boothroyd-Dewhrust ... III-16
3.3.8. Prosedur untuk Analisis Produk yang Dirakit Secara
Manual ... III-17
3.4. Perancangan Snap-Fit (Penambat) ... III-19
3.5. Kuesioner ... III-21
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.7. Reliabilitas Data ... III-23
3.8. Pengukuran Waktu ... III-25
3.8.1. Langkah-langkah Sebelum Melakukan Pengukuran
Waktu ... III-25
3.8.2. Tahapan Penentuan Waktu Normal ... III-27
3.8.3. Allowance ... III-30
3.8.3.1. Kelonggaran Waktu untuk Kebutuhan Pribadi
(Personal Allowance) ... III-30
3.8.3.2. Kelonggaran Waktu untuk Melepaskan Lelah
(Fatique Allowance) ... III-31
3.8.3.3. Kelonggaran Waktu untuk Keterlambatan-
Keterlambatan (Delay Allowance) ... III-31
3.8.4. Tahapan Penentuan Waktu Baku ... III-32
3.9. Uji Keseragaman dan Kecukupan Data ... III-33
3.9.1. Pengujian Keseragaman Data ... III-33
3.9.1. Perhitungan Jumlah Pengamatan yang Diperlukan ... III-34
3.10. Peta Kerja ... III-35
3.10.1. Definisi Peta Kerja ... III-35
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.10.2. Assembly Process Chart ... III-36
3.10.3. Work Methods Design – Mengembangkan Metode Lebih
Baik ... III-37
IV METODOLOGI PENELITIAN ... IV-1
4.1. Tempat dan Waktu Penelitian ... IV-1
4.2. Jenis Penelitian ... IV-1
4.3. Objek Penelitian ... IV-1
4.4. Variabel Penelitian ... IV-2
4.5. Kerangka Konseptual Penelitian ... IV-3
4.6. Definisi Variabel Operasional ... IV-5
4.7. Rancangan Penelitian ... IV-6
4.8. Pengumpulan Data ... IV-9
4.8.1. Sumber Data ... IV-9
4.8.2. Metode Pengumpulan Data ... IV-10
4.8.3. Instrumen Penelitian ... IV-11
4.8.3.1. Stopwatch ... IV-11
4.8.3.2. Kuesioner ... IV-12
4.8.4. Populasi dan Sampel Penelitian ... IV-15
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.9.1. Data Kuesioner ... IV-16
4.9.2. Data Waktu ... IV-18
4.9.3. Pembangunan Matriks House of Quality ... IV-20
4.9.4. Perancangan Produk dengan DFMA ... IV-22
4.9.5. Perbaikan Assembly Process Chart ... IV-24
4.10. Analsis Pemecahan Masalah ... IV-27
4.11. Kesimpulan dan Saran ... IV-27
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1
5.1.1. Kuesioner Terbuka ... V-1
5.1.2. Kuesioner Tertutup ... V-6
5.1.3. Data Desain Produk Awal ... V-6
5.1.3.1. Komponen Penyusun Produk ... V-6
5.1.3.2. Proses Perakitan Saklar ... V-8
5.1.4. Data Waktu ... V-9
5.1.4.1. Penentuan Rating Factor ... V-9
5.1.4.2. Pengukuran Waktu Proses Tiap Stasiun Kerja V-10
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2. Pengolahan Data ... V-12
5.2.1. Uji validitas dan Reliabilitas ... V-12
5.2.1.1. Uji Validitas Data ... V-13
5.2.1.1. Uji Reliabilitas Data ... V-17
5.2.2. Membangun Quality Function Deployment ... V-19
5.2.2.1. Penentuan Kebutuhan Responden/ Customer
Requirement (CR) ... V-19
5.2.2.2. Penentuan Tingkat Kepentingan/ Customer
Importance (CI) ... V-21
5.2.2.3. Penentuan Karakteristik Teknis Produk ... V-21
5.2.2.4. Menetapkan Hubungan antara Karakteristik
Teknis ... V-21
5.2.2.5. Menetapkan Tingkat Hubungan Antara
Karakteristik Teknis Produk Dengan
Keinginan Responden ... V-24
5.2.2.6. Menyusun Matriks Perencanaan/ Planning
Matriks ... V-25
5.2.2.7. Membangun Matriks House Of Quality
(HoQ) Produk Saklar Tipe 805 ... V-28
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.3. Pengukuran Waktu ... V-32
5.2.3.1. Uji Keseragaman Data ... V-32
5.2.3.2. Uji Kecukupan Data ... V-35
5.2.3.3. Perhitungan Waktu Normal dan Waktu Baku V-37
5.2.4. Perbaikan Rancangan dengan Metode DFMA ... V-38
5.2.4.1. Struktur Produk ... V-39
5.2.4.2. Evaluasi Komponen Penyusun Produk Serta
Pengembangan DFMA Worksheet dari
Desain Awal Produk ... V-41
5.2.4.3. Identifikasi Part yang dapat di Kembangkan
, kombinasi dan Eliminasi ... V-45
5.2.4.4. Perbaikan Assambly Process Chart ... V-50
5.2.4.4.1. Assambly Process Chart Desain
Awal ... V-50
5.2.4.4.2. Analisis Proses Perakitan dengan
Menggunakan 5W dan 1H ... V-52
5.2.4.4.3. Menggambarkan Assambly
Process Chart Usulan ... V-55
5.2.4.5. Pengembangan Lembar Kerja DFMA dari
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.4.6. Effisiensi Desain dan Jumlah Produk
Standar ... V-59
5.2.4.7. Rancangan Akhir Produk DFMA ... V-62
VI ANALISIS DAN EVALUASI ... VI-1
6.1. Analisis Data Kuesioner ... VI-1
6.2. Analisis Pengukuran Waktu ... VI-2
6.3. Analisis QFD ... VI-2
6.3.1. Analisis Matriks Variabel Proses Perakitan Terhadap
Tingkat Kepentingan ... VI-3
6.3.2. Analisis Matriks Variabel Proses Perakitan Terhadap
Tingkat Kepentingan ... VI-4
6.3.3. Analisis Matriks Variabel Produk Terhadap Sales
Point ... VI-6
6.3.4. Analisis Matriks Ukuran Kinerja Proses Perakitan ... VI-8
DAFTAR ISI (Lanjutan)
BAB HALAMAN
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1. Jenis Produk yang Diproduksi PT Voltama Vista Megah Electric
Industry ... II-4
2.2. Jumlah Tenaga Kerja Perusahaan di PT Voltama Vista Megah
Electric Industry ... II-8
2.3. Pembagian Jam Kerja di PT Voltama Vista Megah Electric
Industry ... II-8
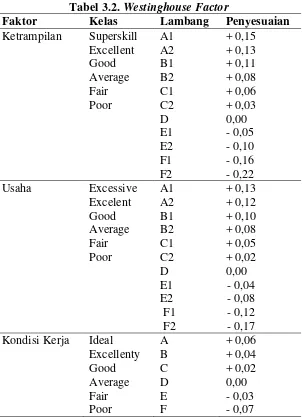
3.2. Westinghouse Factor ... III-29
5.1. Rekapitulasi Kuesioner Terbuka ... V-2
5.2. Rekapitulasi Kuesioner Terbuka ... V-2
5.3. Komponen Penyusun Saklar Tipe 805 ... V-7
5.4. Uraian Proses Perakitan Saklar Tipe 805 ... V-8
5.5. Penilaian Rating Factor ... V-9
5.6. Data Pengukuran Waktu Operasi (menit) Perakitan Saklar
Tipe 805 ... V-11
5.7. Perhitungan Allowance Masing-masing Stasiun Kerja ... V-12
5.8. Tabulasi Frekuensi Jawaban Responden ... V-13
5.9. Perhitungan Skala Baru ... V-13
5.10. Hasil Perhitungan Validitas Variabel ... V-16
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.12. Customer Requirement (CR) terhadap Proses Perakitan Produk
Saklar Tipe 805 ... V-20
5.13. Customer Importance (CI) terhadap Proses Perakitan Saklar Tipe
805 ... V-21
5.14. Karakteristik Teknis Produk Saklar Tipe 805 ... V-23
5.15. Nilai Sales Point Proses Perakitan Saklar Tipe 805... V-26
5.16. Nilai Importance dan Relative Weight ... V-27
5.17. Rekapitulasi Uji Keseragaman Data Waktu Elemen Kegiatan
Perakitan Saklar Tipe 805 (Menit) ... V-34
5.18. Uji Kecukupan Data Elemen Kegiatan 1 ... V-36
5.19. Rekapitulasi Uji Kecukupan Data Waktu Elemen Kegiatan Perakitan
Saklar Tipe 805 ... V-37
5.20. Perhitungan Waktu Normal dan Waktu Baku (menit) Proses
Perakitan Saklar Tipe 805 ... V-38
5.21. Komponen Penyusun Produk Saklar Tipe 805 ... V-41
5.22. Lembar Kerja DFMA dari Desain Awal Produk ... V-45
5.23. Identifikasi Komponen Penyusun Produk Saklar Tipe 805 ... V-46
5.24. Urutan Proses Perakitan Produk Saklar Tipe 805 Usulan ... V-56
5.25. Lembar Kerja DFMA dari Desain Perbaikan... V-58
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.27. Hasil Rancangan Perbaikan Komponen Penyusun Saklar ... V-64
6.1. Customer Importance (CI) terhadap Proses Perakitan Saklar Tipe
805 ... VI-4
6.2. Nilai Sales Point Proses Perakitan Saklar Tipe 805 ... VI-5
6.3. Nilai Importance dan Relative Weight ... VI-7
6.4. Efisiensi Desain Setelah Tahap DFMA ... VI-9
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi Bagian Pabrik PT Voltama Vista Megah
Electric Industry ... II-7
2.2. Blok Diagram Pembuatan Saklar Tipe 805 ... II-16
2.3. Produk Saklar Tipe 805 ... II-20
3.1. House Of Quality ... III-5
3.2. Perbandingan Antara Teknik Tradisional dan Teknik DFA ... III-9
3.3. Fitur Penambat (Snap-Fit) ... III-21
4.1. Kerangka Konseptual Penelitian ... IV-4
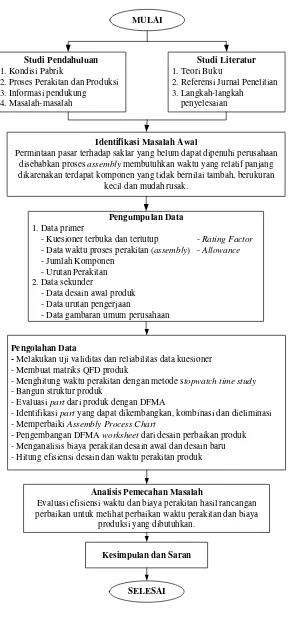
4.2. Langkah-langkah Proses Penelitian ... IV-8
4.3. Stopwatch Merek ROX Tipe SW8-2008 ... IV-11
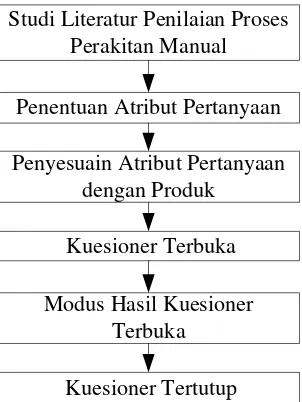
4.4. Diagram Alir Pembuatan Kuesioner ... IV-15
4.5. Langkah-langkah Penyebaran Kuesioner ... IV-18
4.6. Langkah-langkah Pengukuran Waktu ... IV-20
4.7. Diagram Alir Pembangunan House Of Quality ... IV-22
4.8. Block Diagram Perancangan dan Perbaikan Produk ... IV-24
4.9. Langkah-langkah Perbaikan Assembly Process Chart ... IV-25
4.10. Flow Chart Perancangan dan Perbaikan Produk Metode QFD dan
DFMA ... IV-26
5.1. Saklar Tipe 805 ... V-7
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
5.3. Matriks Antara CR dengan Karakteristik Teknis Produk Saklar
Tipe 805 ... V-25
5.4. Penentuan Tingkat Kesulitan, Derajat Kepentingan dan Perkiraan
Biaya ... V-30
5.5. QFD Saklar Tipe 805 ... V-31
5.6. Peta Kontrol Waktu Siklus Elemen Kegiatan 1 ... V-33
5.7. Struktur Produk Saklar Tipe 805 ... V-40
5.8. Assembly Process Chart Desain Awal ... V-51
5.9. Assembly Process Chart Usulan ... V-57
5.10. Hasil Rancangan Pengembangan Body Atas 805-A ... V-66
5.11. Hasil Rancangan Pengembangan Body Bawah 805-B ... V-67
5.12. Hasil Rancangan Kombinasi Besi Pengait 8433 N ... V-67
5.13. Hasil Rancangan Pengganti Baut 3314 ... V-67
5.14. Hasil Rancangan Akhir DFMA ... V-70
5.15. Gambar 3D Atas Produk ... V-71
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Tugas dan Tanggung Jawab Perusahaan ... L-1
2. Dokumentasi Kegiatan Penyebaran Kuesioner Terbuka ... L-2
3. Dokumentasi Kegiatan Penyebaran Kuesioner Tertutup ... L-3
4. Kuesioner Terbuka ... L-4
5. Kuesioner Tertutup ... L-5
6. Kuesioner Karakteristik Teknis ... L-6
7. Rekapitulasi Hasil Kuesioner Karakteristik Teknis ... L-7
8. Tabel R Product Moment ... L-8
9. Form Tugas Akhir ... L-9
10. Surat Penjajakan ... L-10
11. Surat Balasan ... L-11
12. Surat Keputusan Tugas Akhir ... L-12
ABSTRAK
Tahap desain memegang peranan penting dalam proses produksi produk saklar, hal ini dikarenakan desain berhubungan dengan proses manufaktur, waktu perakitan dan biaya produksi produk. Desain yang lebih mudah dirakit akan meningkatkan efisiensi penggunaan waktu yang berujung pada penurunan biaya produksi. Penelitian ini dimaksudkan untuk mengevaluasi desain produk yang ada dengan menggunakan konsep integrasi QFD (Quality Function Deployment) dan DFMA (Design for Manufacture and Assembly). DFMA adalah metode yang menekankan pada perkembangan desain kearah bentuk yang paling sederhana tanpa meninggalkan keinginan pasar dan fungsionalitas produk.
Desain produk awal mengandung komponen yang tidak memberikan nilai tambah sehingga komponen tersebut dapat dihilangkan atau digabungkan dengan komponen lainnya tetapi dengan tidak mengurangi fungsi produk. Penelitian diawali dengan identifikasi pada desain awal produk saklar dengan menggunakan metode QFD. Berdasarkan metode QFD didapatkan dua atribut proses perakitan yang berpengaruh signifikan terhadap waktu perakitan produk. Kemudian dilakukan perhitungan waktu dengan metode stopwatch time study untuk mengetahui waktu perakitan. Selanjutnya dilakukan perbaikan rancangan produk untuk mereduksi waktu perakitan serta biaya komponen pembentuk produk.
Perbaikan rancangan dilakukan dengan mengurangi atau menghilangkan komponen yang tidak memberikan nilai tambah pada produk seperti fasteners atau connectors. Selanjutnya dari hasil perbaikan rancangan dicari urutan perakitan yang paling optimal dengan penggambaran Assembly Process Chart perbaikan. Hasil dari penelitian ini menunjukkan bahwa waktu perakitan berkurang hingga 17,83 %, jumlah komponen berkurang hingga 11,43%, serta biaya perakitan berkurang hingga 17,82 %.
ABSTRAK
Tahap desain memegang peranan penting dalam proses produksi produk saklar, hal ini dikarenakan desain berhubungan dengan proses manufaktur, waktu perakitan dan biaya produksi produk. Desain yang lebih mudah dirakit akan meningkatkan efisiensi penggunaan waktu yang berujung pada penurunan biaya produksi. Penelitian ini dimaksudkan untuk mengevaluasi desain produk yang ada dengan menggunakan konsep integrasi QFD (Quality Function Deployment) dan DFMA (Design for Manufacture and Assembly). DFMA adalah metode yang menekankan pada perkembangan desain kearah bentuk yang paling sederhana tanpa meninggalkan keinginan pasar dan fungsionalitas produk.
Desain produk awal mengandung komponen yang tidak memberikan nilai tambah sehingga komponen tersebut dapat dihilangkan atau digabungkan dengan komponen lainnya tetapi dengan tidak mengurangi fungsi produk. Penelitian diawali dengan identifikasi pada desain awal produk saklar dengan menggunakan metode QFD. Berdasarkan metode QFD didapatkan dua atribut proses perakitan yang berpengaruh signifikan terhadap waktu perakitan produk. Kemudian dilakukan perhitungan waktu dengan metode stopwatch time study untuk mengetahui waktu perakitan. Selanjutnya dilakukan perbaikan rancangan produk untuk mereduksi waktu perakitan serta biaya komponen pembentuk produk.
Perbaikan rancangan dilakukan dengan mengurangi atau menghilangkan komponen yang tidak memberikan nilai tambah pada produk seperti fasteners atau connectors. Selanjutnya dari hasil perbaikan rancangan dicari urutan perakitan yang paling optimal dengan penggambaran Assembly Process Chart perbaikan. Hasil dari penelitian ini menunjukkan bahwa waktu perakitan berkurang hingga 17,83 %, jumlah komponen berkurang hingga 11,43%, serta biaya perakitan berkurang hingga 17,82 %.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Perkembangan teknologi yang pesat di dunia industri menyebabkan
terjadinya perubahan dunia usaha secara cepat. Untuk dapat mengikuti arus
persaingan, perusahaan dituntut untuk terus berinovasi dan menciptakan produk
yang berkualitas. Keberhasilan perusahaan dalam mencapai tujuannya ditentukan
oleh berbagai faktor, salah satunya yang terpenting adalah kemampuan
mendapatkan order dari pelanggan. Istilah mutu dan pelayanan diartikan sebagai
kemauan dan kemampuan manajemen perusahaan merespon secara cepat
permintaan pelanggan dan mengirimkan produk yang diminta sesuai dengan mutu
dan jadwal yang dijanjikan. Ketiga faktor yaitu pengiriman tepat waktu
(timeliness of delivery), mutu yang sesuai dengan harapan (expected product
quality), dan harga yang wajar (reasonable price) mungkin dapat dikatakan
sebagai determinan persaingan karena setiap pelanggan selalu menilai mutu
vendornya paling tidak dalam ketiga hal tersebut (Sinulingga S, 2009).
PT Voltama Vista Megah Electrik Industry merupakan perusahaan yang
bergerak dibidang manufacturing komponen-komponen atau alat-alat listrik.
Perusahaan berproduksi dengan sistem make to stock yang dibuat berdasarkan
kebutuhan atau tren pasar. Agar perusahaan dapat bersaing dan mampu memenuhi
permintaan pelanggan maka mutu produk harus selalu ditingkatkan begitu juga
Salah satu produk unggulan dari perusahaan adalah produk saklar. Saklar
pada dasarnya adalah alat penyambung atau pemutus aliran listrik. Saklar
memanfaatkan fungsi konduktor dalam hal ini kuningan sebagai pengahantar arus
listrik. Saklar yang dijadikan objek penelitian adalah saklar kotak tipe 805.
Berdasarkan hasil wawancara dengan pihak perusahaan diketahui produk saklar
tipe 805 memiliki daya saing yang relatif tangguh di pasaran. ]
Pemanfaatan saklar secara sederhana ditunjukan pada proses
menghidupkan dan mematikan lampu. Produk saklar yang dimaksud, secara garis
besar dibagi atas dua bagian utama, yaitu casing utama dan rangkaian kotak
hitam.
Dalam pemenuhan permintaan terhadap saklar, perusahaan menghadapi
beberapa masalah dalam proses perakitan produk. Masalah tersebut adalah proses
assembly yang rumit akibat komponen penyusun produk yang sebenarnya tidak
diperlukan atau komponen yang tidak memiliki nilai tambah, komponen yang
digunakan berukuran kecil dan komponen yang mudah rusak. Hal ini
berhubungan dengan waktu assembly pengerjaan produk yang panjang. Waktu
assembly yang relatif panjang menyebabkan unit cost produk menjadi tinggi.
Untuk mengantisipasi hal ini, perusahaan mengeluarkan kebijakan
subkontrak dalam perakitan komponen rangkaian kotak hitam saklar. Penggunaan
kebijakan sub kontrak bagi masyarakat sekitar perusahaan dipandang sebagai
kegiatan yang tidak optimum dalam penggunaan tenaga kerja perusahaan. Situasi
ini menyebabkan volume produksi tidak optimum. Jika situasi ini terus
perakitan yang lebih optimal melalui eliminasi atau kombinasi kegiatan atau
komponen yang tidak mengandung nilai tambah, maka waktu yang dibutuhkan
pada proses perakitan menjadi lebih minimum dan permintaan dapat dipenuhi,
sehingga kebijakan subkontrak tidak perlu digunakan.
Dengan kondisi tersebut, rancangan produk awal dipandang sudah tidak
optimum saat ini. Hal ini karena desain produk awal mengandung komponen yang
tidak perlu yang seharusnya komponen tersebut dapat dihilangkan atau
digabungkan dengan komponen lainnya tetapi dengan tidak mengurangi fungsi
produk.
Rancangan produk yang lebih sederhana, komponen yang lebih sedikit dan
waktu perakitan yang lebih cepat, merupakan alternatif solusi pemecahan
masalah. Desain yang lebih mudah dirakit akan meningkatkan efisiensi
penggunaan waktu yang berujung pada penurunan biaya produksi. Salah satu yang
paling berpengaruh terhadap biaya total manufaktur adalah faktor desain.
Identifikasi permasalahan pada penelitian ini dilakukan dengan
menggunakan metode quality function deployment (QFD), yaitu suatu metodologi
yang terkenal untuk desain dan pengembangan produk berorientasi pelanggan.
Analisis masalah menggunakan QFD mendapatkan suatu matriks yang
menghubungkan karakteristik teknis produk dan keinginan responden akan
produk dan masalah yang dihadapai selama proses pengerjaan produk. House of
quality (HOQ), sebuah alat dari QFD, membantu untuk menentukan batas-batas
desain, menunjukkan hubungan antara kebutuhan responden dan matriks yang
tim perancang untuk menghasilkan produk yang berkualitas (Boppana dan Azizi,
2009).
Hasil analisis dengan QFD dikembangkan lebih lanjut dengan teknik
DFMA. Design for manufacture and assembly (DFMA) adalah pendekatan yang
digunakan untuk merancang produk yang berkualitas maksimum dan berbiaya
minimum. DFMA adalah metode yang menekankan pada perkembangan desain
kearah bentuk yang paling sederhana tanpa meninggalkan keinginan pasar dan
fungsionalitas produk. Bentuk desain yang paling sederhana berarti waktu
pengerjaan yang paling singkat sehingga biaya bisa minimum. DFMA adalah
metode yang baik untuk meningkatkan produktivitas, mengurangi waktu perakitan
dan biaya pembuatan produk (Xie, 2003).
Dengan penerapan metode DFMA, desain yang digunakan dikatagorikan
efektif dan efisien dari sisi waktu dan biaya komponen. Kedua karakteristik ini
dapat diminimumkan dengan memperbaiki desain yang ada sehingga waktu
proses perakitan menjadi lebih cepat, kesalahan perakitan dapat dihindari dan
komponen yang tidak bernilai tambah dapat dihilangkan. Integrasi metode QFD
dan DFMA ini termotivasi oleh kebutuhan untuk membangun sebuah metodologi
yang menghasilkan desain produk fungsional yang kompatibel dengan proses
perakitan dan pembuatannya (Mendoza, Neyra et al, 2003).
Konsep perancangan ini akan bermanfaat pada produk-produk lain di
perusahaan dan diharapkan dapat mendorong perusahaan bersaing dengan
dapat memberikan solusi untuk perbaikan rancangan produk khususnya produk
saklar tipe 805 produksi PT Voltama Vista Megah Electric Industry.
1.2. Rumusan Masalah
Berdasarkan latar belakang yang telah diuraikan, maka permasalahan yang
terdapat pada perusahaan adalah desain produk saklar yang mengandung
komponen-komponen yang tidak bernilai tambah, sehingga biaya produksi
meningkat. Untuk itu, diperlukan evaluasi dari desain yang sudah ada serta
membuat alternatif desain baru dengan konsep dari DFMA.
1.3. Tujuan Penelitian
Tujuan umum penelitian adalah mendapatkan rancangan produk saklar
yang lebih sederhana agar proses perakitan lebih mudah dan waktu penyelesaian
lebih singkat.
Tujuan khusus penelitian adalah:
1. Mengidentifikasi variabel proses perakitan dengan metode QFD.
2. Memperbaiki urutan pengerjaan produk hasil rancangan dengan
menggunakan assembly process chart untuk mendapatkan urutan proses
pengerjaan paling optimal.
3. Menganalisis biaya assembly.
1.4. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah:
a. Bagi Mahasiswa
Meningkatkan kemampuan bagi mahasiswa dalam menerapkan teori dan
metode ilmiah yang diperoleh selama mengikuti perkuliahan khususnya
mengenai konsep perancangan produk dan analisis engineering dan cost
pengerjaan produk.
b. Bagi Perusahaan
Sebagai masukan dan sumbangan pemikiran bagi pihak perusahaan untuk
rancangan produk saklar baru yang lebih efektif dan efisien dari sisi jumlah
komponen, penggunaan waktu, dan biaya perakitan. Rancangan baru ini
diharapkan membantu perusahaan bersaing dalam kompetisi global.
c. Bagi Departemen Taknik Industri
Mempererat kerjasama antara perusahaan dengan Departemen Teknik
Industri, Fakultas Teknik USU dan untuk menambah literatur perpustakaan.
1.5. Batasan dan Asumsi Penelitian
Adapun batasan dalam penelitian ini adalah :
1. Penelitian hanya dilakukan untuk desain produk saklar tipe 805 produksi oleh
PT Voltama Vista Megah Electric Industry.
2. Waktu perakitan yang digunakan adalah waktu standar yang dihitung
3. Analisis yang dilakukan hanya pada analisis rekayasa (engineering) dan
analisis biaya (cost).
4. Analisis rekayasa (engineering) yang dilakukan hanya pada desain produk
saklar.
5. Analisis biaya (cost) yang dilakukan hanya pada biaya assembly.
Adapun yang menjadi asumsi dalam penelitian yang dilakukan adalah :
1. Produk saklar tipe 805 dengan desain saat ini masih tetap digemari pasar.
2. Semua fasilitas yang digunakan, pada proses produksi berada dalam kondisi
tidak rusak dan bekerja normal.
3. Operator dianggap telah menguasai pekerjaannya dalam proses produksi
produk.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas sarjana ini sebagai
berikut :
Bab I Pendahuluan, menguraikan latar belakang permasalahan yang
mendasari penelitian dilakukan, rumusan permasalahan, tujuan penelitian,
manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian, dan
sistematika penulisan tugas sarjana.
Bab II Gambaran umum perusahaan, menguraikan tentang sejarah PT
Voltama Vista Megah Electric Industry, ruang lingkup bidang usaha, stuktur
produksi produk saklar, serta mesin dan peralatan yang digunakan dalam proses
produksi.
Bab III Landasan Teori, berisi teori mengenai perancangan produk, konsep
dasar quality function deployment (QFD), design for manufacture and assembly
(DFMA), pengukuran waktu, pembuatan dan penyebaran kuesioner, uji
keseragaman dan kecukupan data, validitas data, reliabilitas data dan assembly
process chart.
Bab IV Metodologi Penelitian, menguraikan tahap-tahap yang dilakukan
dalam penelitian yaitu persiapan penelitian meliputi penentuan lokasi penelitian,
jenis penelitian, objek penelitian, kerangka konseptual, defenisi operasional,
identifikasi variabel penelitian, instrumen pengumpulan, populasi, teknik
sampling, sumber data, metode pengolahan data, blok diagram prosedur
penelitian, pengolahan data, analisis pemecahan masalah sampai kesimpulan dan
saran.
Bab V Pengumpulan dan Pengolahan Data, berisi perhitungan waktu
standar perakitan produk saklar, pengujian kecukupan dan keseragaman data,
pengumpulan data-data kuesioner, yang kemudian dilakukan pengolahan data
yaitu validitas dan reliabilitas data, membangun quality function deploymet
(QFD), perancangan produk dengan design for manufacture and assembly
(DFMA), dan perbaikan urutan pengerjaan produk dengan assembly process chart.
Bab VI Analisis Pemecahan Masalah, meliputi analisis pengolahan
function deployment), analisis produk hasil rancangan dengan design for
manufacture and assembly (DFMA), perhitungan efisiensi desain, efisiensi waktu
dan biaya.
Bab VII Kesimpulan dan Saran, berisi kesimpulan yang diperoleh dari
rancangan produk baru, variabel proses perakitan dari QFD, perbaikan APC
(assembly process chart), hasil pemecahan masalah, dan saran-saran yang
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan
PT Voltama Vista Megah Electric Industry didirikan pada tanggal 13
Februari 1981, setelah mendapat surat izin dari Dirjen Perindustrian Pusat
No.614/DJAI/IUT-4/NONFFAS/VI/1982. Surat izin tersebut dikeluarkan pada
tanggal 21 Desember 1982. Pembangunan perusahan ini selesai pada akhir tahun
1981 dan dilanjutkan dengan pemasangan alat–alat instalasi serta melengkapi
sebagian dari alat–alat produksi. Pada tahun 1982 seluruh mesin produksi
dilengkapi dan tahun tersebut adalah tahun pertama dilakukan kegiatanproduksi.
PT Voltama Vista Megah Electric Industry merupakan perusahan yang
bergerak dibidang manufacturing komponen-komponen atau alat-alat listrik.
Perusahaan ini dinilai sangat membantu dalam hal pemenuhan kebutuhan akan
alat-alat listrik yang digunakan di rumah-rumah, perkantoran, dan tempatlainnya
yang sangat umum digunakan di dalam kehidupan masyarakat.PT Voltama Vista
Megah Electrik Industry berlokasi di Jalan Medan – Binjai km.10,5 Gg Mesjid,
Desa Paya Geli, Kecamatan Medan Sunggal, Kabupaten Deli Serdang, Propinsi
Sumatera Utara.
Pada awal kegiatan produksi jumlah pekerja perusahaan sekitar 40 orang.
Seiring dengan perkembangan perusahaan dan semakin meningkatnya permintaan
pasar terhadap produk yang diproduksi, maka jumlah karyawan yang dibutuhkan
perusahaan mencapai 150 orang dan hingga tahun 2007 sudah mencapai kurang
lebih 428 orang, namun pada tahun 2012 jumlah pekerja menurun menjadi 343
orang. Dari seluruh total jumlah pekerja sekitar 65% adalah tenaga kerja wanita
dan 35% adalah tenaga kerja pria.
Hampir keseluruhan pekerja yang ada saat ini adalah pekerja yang telah
bekerja selama 20 tahun di perusahaan. Hal inilah yang menyebabkan hampir
secara keseluruhan dapat dikatakan bahwa karyawan perusahaan telah terlatih dan
sudah sangat memahami setiap pekerjaan yang mereka lakukan sehingga
perusahaan tidak perlu melakukan pelatihan-pelatihan khusus bagi para pekerja.
Dalam proses rekrutmen tenaga kerja terutama untuk karyawan pabrik tidak
mengutamakan latar belakang pendidikan. Yang menjadi bahan pertimbangan
utama perusahaan adalah tingkat kerajinan serius dalam melaksanakan tugas,
memiliki minat belajar yang tinggi terhadap pekerjaan yang dilakukan dan loyal
terhadap perusahaan.
2.2. Ruang Lingkup Bidang Usaha
PT Voltama Vista Megah Electric Industry bergerak dalam bidang
manufacturing berbagai jenis komponen atau alat-alat listrik yang banyak
digunakan masyarakat dari berbagai kalangan. Tipe produksinya adalah produksi
masal (mass production) dimana kegiatan produksi tidak dilakukan berdasarkan
pesanan melainkan dengan selalu membuat persediaan yang disesuaikan juga
Secara umum perusahaan ini memproduksi 5 jenis produk dengan berbagai
macam tipe dan variasi ukuran yang dapat disesuaikan dengan keinginan
konsumen. Perusahaan juga setiap periode tertentu merancang dan memproduksi
jenis atau tipe-tipe baru yang bervariasi dan berbeda dengan produk sebelumnya.
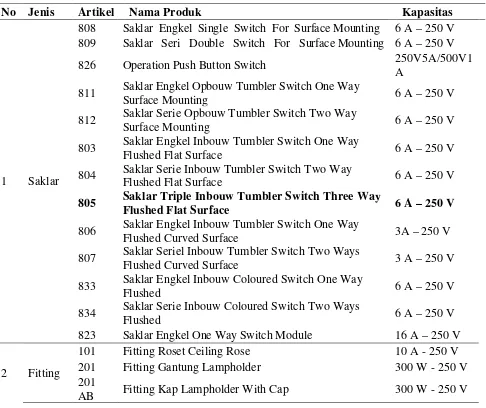
Adapun produk dengan variasi dan tipe yang diproduksi sampai tahun 2012 dapat
dilihat pada Tabel 2.1.
Tabel 2.1. Jenis Produk yang Diproduksi PT Voltama Vista Megah ElectricIndustry
No Jenis Artikel Nama Produk Kapasitas
1 Saklar
808 Saklar Engkel Single Switch For Surface Mounting 6 A – 250 V 809 Saklar Seri Double Switch For Surface Mounting 6 A – 250 V
826 Operation Push Button Switch 250V5A/500V1
A
811 Saklar Engkel Opbouw Tumbler Switch One Way
Surface Mounting 6 A – 250 V
812 Saklar Serie Opbouw Tumbler Switch Two Way
Surface Mounting 6 A – 250 V
803 Saklar Engkel Inbouw Tumbler Switch One Way
Flushed Flat Surface 6 A – 250 V
804 Saklar Serie Inbouw Tumbler Switch Two Way
Flushed Flat Surface 6 A – 250 V
805 Saklar Triple Inbouw Tumbler Switch Three Way
Flushed Flat Surface 6 A – 250 V
806 Saklar Engkel Inbouw Tumbler Switch One Way
Flushed Curved Surface 3A – 250 V
807 Saklar Seriel Inbouw Tumbler Switch Two Ways
Flushed Curved Surface 3 A – 250 V
833 Saklar Engkel Inbouw Coloured Switch One Way
Flushed 6 A – 250 V
834 Saklar Serie Inbouw Coloured Switch Two Ways
Flushed 6 A – 250 V
823 Saklar Engkel One Way Switch Module 16 A – 250 V
2 Fitting
101 Fitting Roset Ceiling Rose 10 A - 250 V
201 Fitting Gantung Lampholder 300 W - 250 V
201
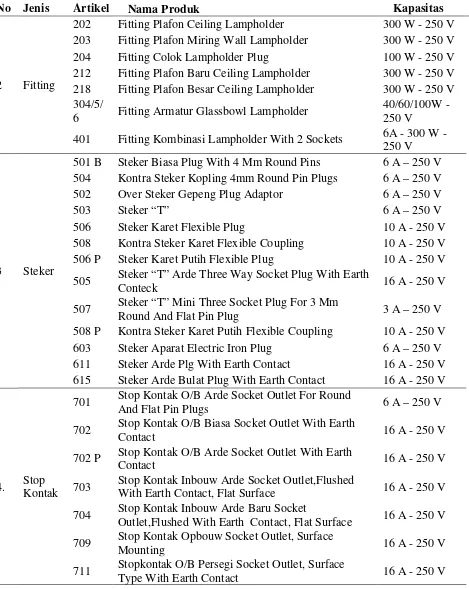
[image:38.595.71.557.331.739.2]Tabel 2.1. Jenis Produk yang Diproduksi PT Voltama Vista Megah ElectricIndustry (Lanjutan)
No Jenis Artikel Nama Produk Kapasitas
2 Fitting
202 Fitting Plafon Ceiling Lampholder 300 W - 250 V 203 Fitting Plafon Miring Wall Lampholder 300 W - 250 V 204 Fitting Colok Lampholder Plug 100 W - 250 V 212 Fitting Plafon Baru Ceiling Lampholder 300 W - 250 V 218 Fitting Plafon Besar Ceiling Lampholder 300 W - 250 V 304/5/
6 Fitting Armatur Glassbowl Lampholder
40/60/100W - 250 V
401 Fitting Kombinasi Lampholder With 2 Sockets 6A - 300 W - 250 V
3 Steker
501 B Steker Biasa Plug With 4 Mm Round Pins 6 A – 250 V 504 Kontra Steker Kopling 4mm Round Pin Plugs 6 A – 250 V 502 Over Steker Gepeng Plug Adaptor 6 A – 250 V
503 Steker “T” 6 A – 250 V
506 Steker Karet Flexible Plug 10 A - 250 V
508 Kontra Steker Karet Flexible Coupling 10 A - 250 V 506 P Steker Karet Putih Flexible Plug 10 A - 250 V
505 Steker “T” Arde Three Way Socket Plug With Earth
Conteck 16 A - 250 V
507 Steker “T” Mini Three Socket Plug For 3 Mm
Round And Flat Pin Plug 3 A – 250 V
508 P Kontra Steker Karet Putih Flexible Coupling 10 A - 250 V 603 Steker Aparat Electric Iron Plug 6 A – 250 V 611 Steker Arde Plg With Earth Contact 16 A - 250 V 615 Steker Arde Bulat Plug With Earth Contact 16 A - 250 V
4. Stop Kontak
701 Stop Kontak O/B Arde Socket Outlet For Round
And Flat Pin Plugs 6 A – 250 V
702 Stop Kontak O/B Biasa Socket Outlet With Earth
Contact 16 A - 250 V
702 P Stop Kontak O/B Arde Socket Outlet With Earth
Contact 16 A - 250 V
703 Stop Kontak Inbouw Arde Socket Outlet,Flushed
With Earth Contact, Flat Surface 16 A - 250 V
704 Stop Kontak Inbouw Arde Baru Socket
Outlet,Flushed With Earth Contact, Flat Surface 16 A - 250 V
709 Stop Kontak Opbouw Socket Outlet, Surface
Mounting 16 A - 250 V
711 Stopkontak O/B Persegi Socket Outlet, Surface
Tabel 2.1. Jenis Produk yang Diproduksi PT Voltama Vista Megah ElectricIndustry (Lanjutan)
No Jenis Artikel Nama Produk Kapasitas
4. Stop Kontak
712 Stop Kontak O/B Orde 2-Lobang 2-Gang Socket
Outlet 16 A - 250 V
713 Stop Kontak O/P Orde 3-Lobang 3-Gang Socket
Outlet 16 A - 250 V
754 Stop Kontak O/B Orde 4-Lobang 4-Gang Socket
Outlet 16 A - 250 V
5. Fuse Box
1001 Fuse Box 1 Group One Gang, One Way 16 A - 250 V 1002 Fuse Box 1 Group One Gang, Two Way 16 A - 250 V 1003 Fuse Box 3 Group One Gang, Three Way 25 A - 250 V 1011 Fuse Box 1 Group One Gang, One Way 10 A - 250 V Sumber: PT Voltama Vista Megah Electric Industrry
Perusahaan tidak memiliki departemen khusus R&D (Research &
Development), namun selalu terus menerus mencari inovasi-inovasi baru sehingga
dapat memproduksi produk dengan berbagai variasi dan kelebihan. Ini juga
sebagai salah satu cara untuk mempertahankan pasar dan menarik pasar baru.
Pimpinan tertinggi perusahaan selalu mencari ide-ide baru yang sebagian juga
distimulus dengan adanya jenis-jenis baru dari perusahaan luar negeri yang
sejenis. Setelah mendapat ide lalu dikomunikasikan dengan pihak pabrik untuk
menilai apakah dapat diproduksi atau tidak. Lalu pihak pabrik mulai mempelajari
dan mencoba untuk produksi beberapa unit, jika layak maka produksi secara
2.3. Struktur Organisasi dan Uraian Tugas dan Tanggung Jawab
Sebelum menjalankan suatu aktivitas dalam perusahaan, sangat penting
untuk mencantumkan suatu stuktur organisasi dan uraian tugas dan tanggung
jawab bagi seluruh pegawai yang ada dalam perusahaan.
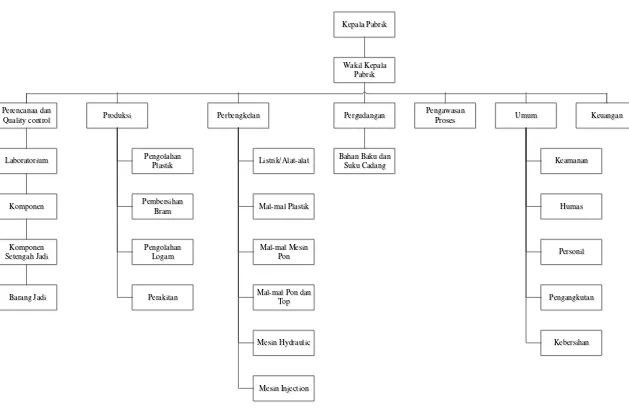
2.3.1. Struktur Organisasi
Struktur organisasi perusahaan di PT Voltama Vista Megah Electric
Industry memiliki bentuk hubungan garis dan hubungan fungsional, yang dapat
Kepala Pabrik Kepala Pabrik Wakil Kepala Pabrik Wakil Kepala Pabrik Pergudangan Pergudangan
Bahan Baku dan Suku Cadang Bahan Baku dan
Suku Cadang
Pengawasan Proses Pengawasan
Proses UmumUmum KeuanganKeuangan
Keamanan Keamanan Humas Humas Personil Personil Pengangkutan Pengangkutan Kebersihan Kebersihan Perbengkelan Perbengkelan Produksi Produksi Pengolahan Plastik Pengolahan Plastik Pembersihan Bram Pembersihan Bram Pengolahan Logam Pengolahan Logam Perakitan Perakitan Listrik/Alat-alat Listrik/Alat-alat Mal-mal Plastik Mal-mal Plastik Mal-mal Mesin Pon Mal-mal Mesin Pon
Mal-mal Pon dan Top Mal-mal Pon dan
[image:42.842.118.747.74.493.2]Top Mesin Hydraulic Mesin Hydraulic Mesin Injection Mesin Injection Perencanaa dan Quality control Perencanaa dan Quality control Laboratorium Laboratorium Komponen Komponen Komponen Setengah Jadi Komponen Setengah Jadi Barang Jadi Barang Jadi
2.3.2. Uraian Tugas dan Tanggung Jawab
Untuk menjalankan suatu organisasi diperlukan personil-personil yang
menduduki jabatan tertentu di dalam organisasi tersebut, dimana masing-masing
personil diberi tugas dan tanggung jawab sesuai dengan jabatannya. Adapun tugas
dan tanggung jawab perusahaan dapat dilihat pada Lampiran 1.
2.4. Jumlah Tenaga Kerja dan Jam Kerja Perusahaan
Adapun jumlah tenaga kerja yang terdapat di PT Voltama Vista Megah
Electric Industry dapat dilihat pada Tabel 2.2. Sementara untuk pembagian jam
kerja di PT Voltama Vista Megah Electric Industry dapat dilihat pada Tabel 2.3.
Tabel 2.2. Jumlah Tenaga Kerja Perusahaan di PT Voltama Vista Megah Electric Industry
No. Jenis Kelamin Jumlah Tenaga Kerja
1 Pria 119 Orang
2 Wanita 224 Orang
Total 343 Orang
Sumber: PT Voltama Vista Megah Electric Industrry
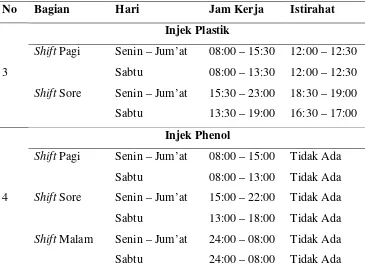
Tabel 2.3. Pembagian Jam Kerja di PT Voltama Vista Megah Electric Industry
No Bagian Hari Jam Kerja Istirahat
1 Umum Senin – Jum’at 08:00 – 15:30 12:00 – 12:30 Sabtu 08:00 – 13:30 12:00 – 12:30
2 Compressor Senin – Jum’at 08:00 – 15:30 12:00 – 12:30 Sabtu 08:00 – 13:30 12:00 – 12:30
Tabel 2.3. Pembagian Jam Kerja di PT.Voltama Vista Megah Electric Industry (Lanjutan)
No Bagian Hari Jam Kerja Istirahat
3
Injek Plastik
Shift Pagi Senin – Jum’at 08:00 – 15:30 12:00 – 12:30
Sabtu 08:00 – 13:30 12:00 – 12:30
Shift Sore Senin – Jum’at 15:30 – 23:00 18:30 – 19:00
Sabtu 13:30 – 19:00 16:30 – 17:00
4
Injek Phenol
Shift Pagi Senin – Jum’at 08:00 – 15:00 Tidak Ada
Sabtu 08:00 – 13:00 Tidak Ada
Shift Sore Senin – Jum’at 15:00 – 22:00 Tidak Ada
Sabtu 13:00 – 18:00 Tidak Ada
Shift Malam Senin – Jum’at 24:00 – 08:00 Tidak Ada
Sabtu 24:00 – 08:00 Tidak Ada
Sumber: PT Voltama Vista Megah Electric Industrry
Secara normal, jam kerja dilakukan selama 7 jam kerja produktif dan
setengah jam istirahat, yaitu dari pukul 12.00 – 12.30 WIB.
2.5. Sistem Pengupahan dan Fasilitas yang Digunakan
Sistem pengupahan di PT Voltama Vista Megah Electric Industry
dibedakan menurut status karyawan perusahaan, yaitu:
1. Pegawai tetap, menerima gaji bulanan dan fasilitas–fasilitas lain dari pihak
perusahaan.
2. Pegawai harian, diberi upah sesuai dengan hasil kerjanya setiap hari. Namun
PT Voltama Vista Megah Electric Industry melakukan kegiatan produksi
setiap hari, kecuali hari minggu dan hari–hari besar. Pelaksanaan kerja pada hari
libur dan di luar ketentuan diatas dikategorikan ke dalam kerja lembur.
Perusahaan juga memberikan upah lembur kepada karyawan yang bekerja di atas
waktu kerja normal dengan perhitungan sebagai berikut:
1. Pada hari biasa:
a.Perhitungan upah lembur untuk 1 jam pertama adalah 1 ½ x upah per jam.
b.Perhitungan upah lembur untuk 2 jam berikutnya adalah 2 x upah per jam.
2. Untuk hari besar/ hari libur:
Perhitungan upah lembur untuk karyawan yang bekerja pada hari besar atau
libur (minggu) adalah 2 x upah per hari biasa.
Disamping upah pokok dan upah lembur di atas, perusahaan juga
memberikan beberapa jenis tunjangan, yaitu seperti:
1. Tunjangan Hari Raya (THR)
Besarnya THR yang diberikan adalah tambahan satu bulan gaji bagi karyawan
yang mempunyai masa kerja lebih dari satu tahun.
2. Tunjangan selama sakit
Diberikan kepada karyawan jika dalam perawatan sakit atau tidak bekerja
yang dapat dinyatakan dengan surat keterangan dari dokter. Pekerja harian
3. Tunjangan insentif
Tunjangan ini diberikan kepada karyawan dengan cara menambahkannya ke
dalam upah karyawan setiap bulannya sesuai dengan prestasi kerja masing –
masing.
Fasilitas – fasilitas lainnya yang diberikan oleh pihak perusahaan kepada
karyawannya adalah sebagai berikut:
1. Jaminan Sosial Tenaga Kerja (Jamsostek)
Jamsostek adalah suatu bentuk asuransi untuk melindungi tenaga kerja atau
yang dikenal dengan nama Asuransi Tenaga Kerja (Astek).
2. Cuti
PT Voltama Vista Megah Electric Industry memberikan cuti kepada
karyawannya untuk menghilangkan rasa jenuh selama bekerja. Lamanya
waktu cuti yang diberikan kepada karyawan adalah maksimal 12 hari setiap
tahunnya. Pelaksanaan cuti ini dilakukan secara massal atau serentak kepada
seluruh karyawan maupun pekerja harian. Hal ini dimaksudkan agar kegiatan
produksi di perusahaan dapat berjalan dengan baik dan optimal. Tenaga kerja
disarankan untuk mengambil cutinya, dan jika tidak digunakan, maka cuti
tersebut dianggap telah digunakan dengan sendirinya.
2.6. Proses Produksi
Produksi merupakan fungsi pokok dalam setiap organisasi, yang
merupakan aktivitas yang bertanggung jawab untuk menciptakan nilai tambah
merupakan bagian yang sangat penting di dalam suatu perusahaan. Dimulai dari
keinginan untuk dapat memproduksi suatu rancangan produk tertentu, proses
produksi membantu perusahaan untuk menemukan teknik-teknik pengerjaan
maupun pengolahan material yang efektif dan efisien untuk menghasilkan produk
yang sesuai dengan standar mutu yang telah ditetapkan.
Selanjutnya dari keinginan untuk mencari suatu teknik dalam membuat
produk yang efektif dan efisien, kemudian sampai pada permasalahan tentang
langkah-langkah perencanaan dan pengendalian semua langkah produksi tersebut
yang lebih efisien. Tentunya hal ini juga dilakukan oleh PT Voltama Vista Megah
Electric Industry untuk dapat menghasilkan peralatan atau perangkat listrik yang
berkualitas dan juga sesuai dengan kebutuhan konsumen. PT Voltama Vista
Megah Electric Industry memproduksi beraneka ragam produk, seperti saklar,
fitting, stekker, dan lain-lain, dimana tiap jenis produk ini diberi kode oleh
perusahaan dengan tujuan untuk mempermudah membedakan antara satu produk
dengan produk lainnya. Namun dalam pembahasan bab ini, hanya dibahas
mengenai proses produksi produk saklar tipe 805. Saklar tipe 805 ini memiliki 3
buah pin cut off, saklar tipe ini digunakan untuk tiga buah lampu.
2.6.1. Bahan yang Digunakan
Bahan-bahan yang digunakan dalam proses produksi saklar tipe 805 pada
PT Voltama Vista Megah Electric Industry dapat dikelompokkan menjadi 3 jenis,
2.6.1.1.Bahan Baku
Bahan baku merupakan bahan utama yang digunakan dalam kegiatan
produksi. Dalam membuat produk saklar tipe 805 ini terdiri dari bahan baku untuk
pembuatan atau pencetakan plastik dan bahan baku untuk pembuatan
komponen-komponen di bagian dalam saklar. Bahan baku untuk pencetakan plastik terdiri
dari bahan berbahan termosetting, dengan bahan baku adalah tepung urea. Bahan
baku untuk pembuatan komponen-komponen di bagian dalam saklar terdiri dari
plat besi koil dengan lebar 12 inchi atau 304.8 mm dan ketebalan 0.6 mm
digunakan sebagai bahan untuk membuat part 8031 dan 8050. Plat besi koil
dengan lebar 12 inchi atau 304.8 mm dan ketebalan 0.8 mm digunakan sebagai
bahan untuk membuat part 8433 dan ketebalan 1 mm untuk membuat part 8433N.
Aluminium koil dengan lebar 12 inchi atau 304.8 mm dan ketebalan 0.3
mm digunakan sebagai bahan untuk membuat part 803 ZL yang berupa kelingan.
Kawat baja berdiameter 0.6 mm digunakan sebagai bahan untuk membuat per
atau yang dinamakan dengan part 8034. Kawat lichin berdiameter 2 mm
digunakan sebagai bahan membuat komponen 8038. Kuningan digunakan sebagai
komponen yang mengatur resistansi yaitu artikel 8033. Baut tipe 3303, 3307,
3315, 3316, untuk mengikat part–part dalam saklar dan baut tipe 3314 untuk
mengikat kotak hitam.
2.6.1.2.Bahan Tambahan
Bahan tambahan adalah semua bahan yang digunakan pada proses
digunakan dalam membuat produk saklar tipe 805 ini adalah kardus/kotak
berfungsi untuk pengepakan produk akhir yang telah siap untuk dipasarkan.
Kardus yang digunakan terdiri dari 2 jenis, yaitu kardus kecil digunakan untuk
mengemas saklar dan kardus besar digunakan untuk mengemas saklar yang telah
dikemas di dalam kotak kecil.
2.6.1.3.Bahan Penolong
Bahan penolong adalah bahan-bahan yang diperlukan dalam
memperlancar penyelesaian suatu produk dimana keberadaan bahan penolong ini
tidak mengurangi nilai tambah produk yang dihasilkan tersebut, dan bahan
penolong ini tidak terdapat pada produk akhir.
Bahan penolong yang digunakan dalam kegiatan memproduksi saklar yaitu :
a. Minyak glumus yang berfungsi untuk mencegah gesekan antar sesama bahan
logam
b. Air untuk mencuci besi pada proses penyepuhan
c. Larutan unizinc 784 yang berfungsi memberikan warna kuningan pada bahan
yang telah disepuh
d. Bahan–bahan kimia untuk membantu proses penyepuhan, seperti Udiprave,
HCl, HNO2, K2SO4, ZnCl2, untuk penyepuhan seperti zinc atau galvanis.
K2SO4, ZnCl2, merupakan zat kimia yang digunakan sebagai larutan elektrolit
pada proses penyepuhan zinc. MAP 2000 make up dan MAP 2000
maintenance merupakan bahan yang dicampurkan dengan larutan elektrolit
digunakan untuk melakukan penyepuhan nikel adalah Udiprave, HBrO3,
NiSO4, NiCl2. Zat kimia HBrO3, NiSO4, NiCl2 digunakan sebagai larutan
elektrolit pada proses penyepuhan nikel. Larutan Udiprave digunakan untuk
membantu menghilangkan minyak yang terdapat pada permukaan bahan logam
dan membantu melepaskan lapisan kulit luar yang ada pada permukaan bahan
logam tersebut.
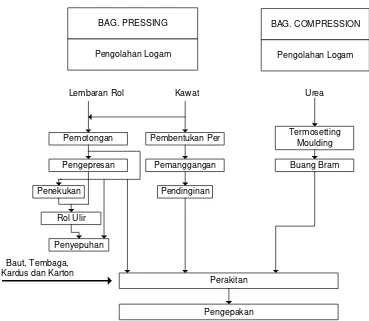
2.6.2. Uraian Proses
Blok diagram uraian proses pembuatan saklar tipe 805 ditunjukan Gambar
2.2.
BAG. PRESSING
Pengolahan Logam
BAG. COMPRESSION
Pengolahan Logam
Lembaran Rol Kawat Urea
Pemotongan Pembentukan Per
Pengepresan Pemanggangan
Pendinginan Penekukan
Rol Ulir
Penyepuhan
Baut, Tembaga, Kardus dan Karton
Perakitan
Termosetting Moulding
Buang Bram
[image:50.595.128.497.387.708.2]Pengepakan
2.6.2.1.Bagian Pressing
Adapun uraian proses produksi dari bagian pressing, bahan baku yang
digunakan adalah lembaran rol, yaitu plat besi koil dan plat aluminium koil dan
kawat. Adapun proses dari tiap bahan-bahan tersebut adalah sebagai berikut:
1. Proses pengolahan plat besi koil dan plat aluminium koil.
a. Proses Pemotongan
Plat besi koil dan plat aluminium koil yang dibeli oleh perusahaan berbentuk
lembaran-lembaran gulung dengan ukuran lebar 12 inchi atau 304.8 mm.
Didalam melakukan kegiatan produksi, lembaran-lembaran tersebut harus
dipotong-potong terlebih dahulu menjadi beberapa gulungan dengan
menggunakan slitting cut machine. Ukuran lebar lembaran tersebut dapat
disesuaikan dengan kebutuhan, yaitu dengan menukar ukuran pisau pada
slitting cut machine yang hendak digunakan. Tujuan dilakukannya pemotongan
tersebut adalah untuk mempermudah proses pencetakan atau pengepressan
bahan dengan mesin press. Mesin yang digunakan untuk proses pemotongan
bahan menjadi lembaran yang lebih kecil adalah dengan menggunakan slitting
cut machine. Keuntungan lain selain memperoleh kemudahan, adalah
mengefisienkan penggunaan bahan.
Selain plat besi koil dan aluminium koil, juga dilakukan pemotongan
terhadap bahan logam berupa kawat lichin. Kawat licin berdiameter 2 mm yang
semula masih panjang dan tergulung dipotong hingga berukuran panjang 1,5 –
5 cm. Kawat licin inilah yang akan menjadi artikel 8038 pada saklar. Mesin
koil besi ini selanjutnya akan digunakan untuk membuat part-part yaitu 8030
dan 8031.
b. Proses Pengepressan
Setelah plat besi koil dan aluminium koil dipotong menjadi beberapa lembar
dengan lebar yang lebih kecil, selanjutnya plat-plat ini dibawa ke mesin press
untuk dibentuk sesuai yang diinginkan. Untuk plat besi, dibentuk pada mesin
Auto power press 14 ton untuk membentuk artikel 8433 dan 8433 N,
sedangkan plat aluminium dipress dengan menggunakan mesin Auto power
press 10 ton untuk membentuk artikel 803 Zl atau yang dinamakan dengan
kelingan. Untuk pembentukan artikel 8030, 8031 dan 8050, pada dasarnya
memiliki prinsip kerja yang sama, namun yang membedakan dari tiap artikel
adalah perbedaan mal atau cetakan pada mesin, yang disesuaikan dengan
artikel yang hendak dibuat.
c. Proses Penekukan
Proses penekukan dilakukan pada komponen/artikel. Setelah dibentuk dengan
mesin auto power press, kemudian artikel ini mengalami proses penekukan
yang dilakukan secara manual dengan bantuan handpress.
d. Rol Ulir
Proses membuat ulir dilakukan pada artikel 8433 N dan 8033 sebagai tempat
ikatan baut. Rol ulir dilakukan dengan menggunakan mesin tap matic. Untuk
8433 N rol ulir yang dikerjakan hanya 1 bagian, dimana nantinya akan
dipergunakan sebagai tempat baut untuk mengikat artikel 8433 dan 804 A agar
Sedangkan pada artikel 8033, pembuatan ulir dilakukan pada dua bagian, yaitu
pada bagian atas dan bagian tengah dari komponen tersebut. Tujuan dari
pembuatan ini juga untuk tempat baut dimana 8033 adalah sebagai tempat
artikel 3307 agar dapat melekat dengan baik.
e. Proses Penyepuhan
Proses penyepuhan menggunakan larutan unizinc 784 yang berfungsi
memberikan warna kuningan pada bahan yang telah disepuh.
2.6.2.2.Bagian Compression
Pada bagian compression ada beberapa langkah yang dilakukan untuk
membentuk part-part atau komponen-komponen dari produk saklar, antara lain:
Pengolahan plastik jenis termosetting moulding dikerjakan untuk menghasilkan
artikel 805 A dan 805 B yaitu kutub saklar. Pencetakan dilakukan dengan
menggunakan mesin injection jenis termosetting. Bahan baku yang digunakan
adalah tepung urea berwarna putih. Tepung urea dimasukkan ke dalam mesin
injection dan kemudian mesin akan mencetak produk sesuai dengan bentuk mal
yang telah ditentukan. Pada mesin injection jenis termosetting, tepung urea yang
diinject pada mal, tidak dalam keadaan cair seutuhnya, melainkan dalam bentuk
kental, yang kemudian dipanaskan dalam suhu yang sangat tinggi di dalam
cetakan mal. Jika terjadi kerusakan atau cacat pada hasil cetakan, maka plastik ini
tidak dapat didaur ulang kembali. Untuk plastik termosetting, hasil cetakan masih
memiliki bram–bram sehingga hasil cetakan ini masih harus dibawa ke mesin
2.6.2.3.Perakitan
Setelah semua artikel selesai diproduksi, kegiatan selanjutnya adalah
merakitnya menjadi komponen saklar yang utuh. Pada saat perakitan, juga
dilakukan pemeriksaan–pemeriksaan, yaitu pemeriksaan terhadap berfungsi atau
tidaknya saklar yang telah dirakit dan pemeriksaan ketepatan rakitan.
2.6.2.4.Pengepakan
Setelah saklar selesai dirakit, langkah terakhir adalah mengemasnya. saklar
dikemas ke dalam kotak kecil, dimana setiap kemasan dapat diisi 1 unit saklar.
Lalu kemudian kemasan–kemasan kecil ini dikemas ke dalam kardus besar yang
bermuatan 50 kemasan kecil. Produk saklar yang sudah selesai dirakit dapat
dilihat pada Gambar 2.3.
Gambar 2.3. Produk Saklar Tipe 805
2.6.3. Mesin dan Peralatan
Dalam proses produksinya, PT Voltama Vista Megah Electric Industry
menggunakan mesin-mesin dan juga peralatan-peralatan produksi yang sangat
2.6.3.1.Mesin Produksi
Adapun mesin–mesin dan spesifikasinya yang dipergunakan dalam
melakukan kegiatan produksi, adalah sebagai berikut:
1. Auto Power Press Machine
Kode No. : JG21 – 10, JG21 - 14
Buatan : RRC
Jumlah : 44 unit
Ukuran : 1050 mm × 900 mm × 1700 mm
Kapasitas : 10 ton dan 14 ton
Daya : 1.1 KW
Putaran : 940 rpm
Arus : 3.2 A
Frekuensi : 50 Hz
Tegangan : 380 V
Cos ρ : 0.8
Fungsi : Untuk membentuk plat koil menjadi bentuk komponen atau
artikel dalam alat listrik yang diinginkan.
2. Mesin Injection Termoplastik
Kode No. : PYI – 180 POR No. 9525
Buatan : Po Yuen Machine Fty Ltd., RRC
Jumlah : 20 unit
Ukuran : 4000 mm × 1200 mm × 1800 mm
Tegangan : 380 V
Frekuensi : 50 Hz
Cos ρ : 0.8
Fungsi : Untuk mencetak plastik berbahan baku tepung abs
(termoplastik).
3. Mesin Injection Termosetting
Kode No. : RJ – 140 B
Buatan : Meiki Co. Ltd., RRC
Jumlah : 9 unit
Ukuran : 4000 mm × 1200 mm × 1800 mm
Kapasitas tembakan : 500 gr
Tegangan : 380 V
Frekunsi : 50 Hz
Cos ρ : 0.8
Fungsi : Untuk mencetak plastik berbahan baku tepung urea (termosetting)
4. Slitting Cut Machine
Merk : The Kinetic Machinery
Buatan : Hongkong
Jumlah : 1 unit
Ukuran : 1000 mm × 1800 mm × 1000 mm
Tegangan : 380 V
Fungsi : Untuk memotong plat koil selebar 12 inchi menjadi plat dengan lebar
sesuai yang diinginkan.
5. Tap Matic Machine
Kode No. : Accu 412
Merk : Big Accu Tapper
Buatan : Daishowa Seiki Co. Ltd., Jepang
Jumlah : 23 unit
Ukuran : 460 mm × 300 mm × 500 mm
Fungsi : Untuk membuat ulir pada komponen alat listrik
6. Mesin Per
Buatan : RRC
Jumlah : 1 unit
Ukuran : 800 mm × 800 mm × 1000 mm
Fungsi : Untuk membentuk kawat menjadi per sesuai dengan kebutuhan.
7. Electric Drying Oven with Forced Convection
Kode No. : 101 – 2 Series no : 03910249
Buatan : RRC
Jumlah : 1 unit
Ukuran : 1000 mm 3 650 mm 3 1450 mm
Kapasitas : 550 mm 3 550 mm 3 450 mm
Tegangan : 220 V
Frekuensi : 50 Hz
8. Mesin Kawat
Buatan : RRC1 unit
Ukuran : 1600 mm × 600 mm × 1000 mm
Fungsi : Untuk memotong kawat lichen menjadi ukuran yang sesuai.
9. Mesin Molen
Buatan : PT. Voltama Vista Megah Electric Industry
Jumlah : 5 unit
Ukuran : 1000 mm × 600 mm × 600 mm
Fungsi : untuk membuang bram pada cetakan thermosetting
10.Mesin Penggiling
Merk : Thread Rolling Machine
Buatan : RRC
Jumlah : 2 unit
Ukuran : 42 inchi × 32 inchi × 37 inchi (108 mm × 82 mm × 95 mm)
Tegangan : 380 V
Frekuensi : 50 Hz
Putaran : 1400 rpm
Fungsi : Untuk menghancurkan hasil cetakan termoplastik dan bram untuk
digunakan sebagai bahan baku kembali.
11.Mesin Pengering
Buatan : RRC
Jumlah : 3 unit
Tegangan : 380 V
Arus : 3 A
Frekuensi : 50 Hz
Putaran : 1400 rpm
Fungsi : Untuk mengeringkan logam pada proses penyepuhan.
12.Kipas Angin
Merk : Maspion
Buatan : Indonesia
Jumlah : 1 unit
Ukuran : 350 mm × 100 mm × 350 mm
Fungsi : untuk mendinginkan per yang telah dipanaskan dengan oven.
2.6.3.2.Peralatan (Equipment)
Peralatan yang digunakan dalam kegiatan produksi beserta dengan
spesifikasinya adalah sebagai berikut:
1. Hand Press
Kode No. : JB 04
Buatan : Hong Kong
Jumlah : 167 unit
Ukuran : 460 mm × 305 mm × 450 mm
Fungsi : Untuk membantu perakitan antara beberapa artikel.
2. Keranjang
3. Troli
BAB III
LANDASAN TEORI
3.1. Perancangan Produk1
Merancang produk atau desain produk merupakan prasyarat untuk
kegiatan produksi. Hasil keputusan desain produk selanjutnya ditransmisikan ke
operasi sebagai spesifikasi produksi, dan spesifikasi produksi merumuskan
karakteristik produk dan memungkinkan pelaksanaan produksi. Desain produk
merupakan hal yang sangat penting dalam menjaga kelangsungan hidup
perusahaan. Berbagai desain produk baru diciptakan karena pelanggan percaya
bahwa ada kebutuhan akan produk tersebut.
Kemajuan teknologi berdampak pada desain-desain produk yang secara
terus menerus mengalami perkembangan pesat. Sebagian besar perusahaan secara
kontinyu melakukan perubahan, perbaikan, dan pengembangan terhadap
produk-produk lama yang telah usang dan ketinggalan zaman yang tentu saja mempunyai
kualitas lebih baik. Dalam hal ini dibutuhkan perancang produk yang mempunyai
kepekaan dan ide-ide yang dapat terus dikembangkan.
Kunci pertumbuhan dan kelangsungan hidup perusahaan adalah dengan
mengembangkan produk dan perbaikan produk secara terus menerus. Perusahaan
mempunyai resiko akan kehilangan pasar jika tidak melakukan inovasi, karena
pada dasarnya produk-produk baru dan produk yang mempunyai kualitas lebih
baik yang dapat memenuhi kepuasan pelanggan.
3.2. QFD (Quality Function Deployment)2
QFD adalah suatu cara untuk meningkatkan kualitas barang atau jasa
dengan memahami kebutuhan konsumen kemudian menghubungkannya dengan
karakteristik teknis untuk menghasilkan suatu barang atau jasa pada setiap tahap
pembuatan barang atau jasa yang dihasilkan. QFD digunakan untuk membantu
bisnis memusatkan perhatian pada kebutuhan para pelanggan mereka ketika
menyusun spesifikasi desain dan pabrikasi.
Quality Function Deployment (QFD) dikembangkan pertama kali pada
tahun 1972 oleh Mitsubishi’s Shipyard di Kobe, Jepang. Inti dari QFD adalah
suatu matriks besar yang akan menghubungkan apa keinginan pelanggan (What)
dan bagaimana suatu produk akan didesaian dan diproduksi agar memenuhi
kebutuhan pelanggan (How).
Fokus utama dari QFD adalah melibatkan pelanggan pada proses
pengembangan produk sedini mungkin, yang mana kebutuhan dan keinginan
mereka dijadikan sebagai titik awal (starting point) dari proses QFD. Oleh karena
itu maka QFD disebut sebagai voice of customer. Filosofi yang mendasarinya
adalah bahwa pelanggan tidak selalu puas dengan suatu produk meskipun produk
tersebut telah dihasilkan dengan sempurna.3
QFD memiliki beberapa manfaat antara lain:
a. Memusatkan rancangan produk dan jasa baru pada kebutuhan pelanggan.
Memastikan bahwa kebutuhan pelanggan dipahami dan proses desain
didorong oleh kebutuhan pelanggan yang objektif dari teknologi.
2
Rosnani Ginting, Perancangan Produk. (Cet. I; Yogyakarta: Graha Ilmu, 2010), h. 135 3
b. Mengutamakan kegiatan-kegiatan desain. Hal ini memastikan bahwa proses
desain dipusatkan pada kebutuhan pelanggan yang paling berarti.
c. Menganalisis kinerja produk perusahaan yang utama untuk memenuhi
kebutuhan para pelanggan utama.
d. Dengan berfokus pada upaya rancangan, hal tersebut akan mengurangi
lamanya waktu yang diperlukan untuk daur rancangan secara keseluruhan
sehingga dapat mengurangi waktu untuk memasarkan produk-produk baru.
Perkiraan-perkiraan terbaru memperlihatkan adanya penghematan antara
sepertiga sampai setengah dibandingkan sebelum dilakukan QFD.
e. Mengurangi banyaknya perubahan desain setelah dikeluarkan dengan
memastikan upaya yang difokuskan pada tahap perencanaan. Hal penting ini
mengurangi biaya mengenalkan desain baru.
f. Mendorong terselenggaranya tim kerja dan melewati rintangan antar bagian
dengan melibatkan pemasaran, rekayasa teknik, dan pabrikasi sejak awal
proyek. Masing-masing anggota tim kerja sama pentingnya dan memiliki
sesuatu untuk disumbangkan kepada proses.
g. Menyediakan suatu cara untuk membuat dokumentasi proses dan
menyediakan suatu dasar yang kukuh untuk mengambil keputusan rancangan.
Hal ini sangat membantu menjaga proyek tehadap perubahan-perubahan
personalia yang tidak dapat diperkirakan lebih dulu.
QFD mempunyai beberapa keuntungan, antara lain:
a. Memperbaiki kualitas.
c. Biaya lebih rendah dalam desain dan manufaktur.
d. Menaikkan reliabilitas produk.
e. Menurunkan waktu perencanaan.
f. Menaikkan produktivitas teknikal dan staf lain.
g. Menurunkan jaminan klaim.
h. Mena