Lampiran 1
Pembagian Tugas dan Tanggung Jawab
Pembagian tugas berdasarkan jabatan pada struktur organisasi di PT. Ocean Centra Furnindo adalah sebagai berikut:
1. Direktur
Direktur adalah merupakan pimpinan puncak dari PT. Ocean Centra Furnindo yang bertugas untuk :
a. Bertanggungjawab kepada presiden direktur (pimpinan perusahaan induk) atas jalannya perusahaan.
b. Mengkoordinir dan mengawasi pelaksanaan tugas para manager bagian. c. Mengarahkan dan meneliti kegiatan perusahaan.
d. Menyebarkan dan menerapkan kebijakan yang berhubungan dengan kegiatan produksi serta mengawasi pelaksanaannya.
e. Merencanakan dan mengatur anggaran modal kerja dan modal investasi perusahaan.
f. Melaksanakan kontrak-kontrak perusahaan dengan pihak luar.
2. Manager Produksi
Production manager bertanggungjawab langsung kepada bagian direktur. Dalam melaksanakan tugasnya manager produksi membawahi kepala bagian produksi. Tugas-tugas dari manager produksi adalah sebagai berikut :
a. Bertanggungjawab atas pelaksanaan kegiatan dalam bagian produksi.
b. Merencanakan dan mengatur produksi perusahaan agar sesuai dengan spesifkasi dan standart mutu yang telah ditentukan.
c. Membuat laporan produksi secara periodik mengenai pemakaian bahan dan jumlah produksi.
d. Merencanakan dan meneliti metoda kerja dalam usaha meningkatkan produktifitas kerja.
e. Mengawasi dan mengevaluasi kegiatan produksi untuk mengetahui kekurangan dan penyimpangan, sehingga dapat dilakukan perbaikan.
3. Manager Keuangan
Manager Keuangan bertanggungjawab langsung kepada direktur, dalam melaksanakan tugasnya manager keuangan membawahi kasir/accounting. Manager keuangan mempunyai tugas sebagai berikut:
b. Membantu direktur dalam melaksanakan anggaran perusahaan. c. Memastikan bahwa transaksi keuangan dilakukan dengan benar.
d. Memeriksa dan menganalisa data dan laporan aliran dana dan biaya perusahaan.
e. Bertanggungjawab atas dana dokumen-dokumen penting yang disimpan dalam perusahaan.
4. Manager Pemasaran
Manager Pemasaran bertanggungjawab kepada direktur. Tugas dan tanggungjawab dari manager pemasaran adalah:
b. Merencanakan, mengkoordinir dan mengawasi kegiatan dibidang pemasaran. b. Merencanakan kegiatan penelitian pasar guna mendapatkan data tentang
tingkat kebutuhan konsumen dan tingkat persaingan, sehingga dapat ditentukan rencana volume penjualan kepada target market.
c. Menentukan kebijaksanaan serta strategi pemasaran perusahaan yang mencakup jenis produk yang akan dipasarkan, harga, pendistribusian dan promosi.
d. Menentukan rencana anggaran biaya pemasaran.
e. Mengkoordinir tenaga ahli yang memberikan pelayanan teknis kepada masyarakat.
Manager Personalia bertanggung jawab langsung kepada direktur. Bagian ini mempunyai tugas sebagai berikut:
a. Merencanakan dan menerapkan sistem penerimaan pegawai yang dibutuhkan oleh perusahaan.
b. Bertanggung jawab atas pelaksanaan training pegawai.
c. Mengadakan penelitian kepegawaian seperti masalah pengembangan organisasi perusahaan, evaluasi kerja, gaji dan upah karyawan.
d. Menetapkan kebijaksanaan-kebijaksanaan dan prosedur mengenai persediaan dan pemanfaatan fasilitas seperti komunikasi, perumahan dan transportasi perusahaan.
6. Manager Pembelian
Staf ini bertanggung jawab penuh direktur. Tugas dari bagian ini adalah:
a. Melakukan pemilihan dan evaluasi atas supplier. b. Melaporkan setiap kegiatan pembelian kepada direktur. c. Mengeluarkan Purchasing Order (PO).
d. Pembinaan sumber daya manusia dijajarannya. 7. Kepala bagian Produksi
a. Mengkoordinir dan mengawasi bagian produksi dan pengolahannya agar pelaksanaan kegiatannya sesuai dengan rencana.
b. Bekerjasama dengan bagian engineering unutk memeriksa bagian yang mengalami kerusakan sehingga dapat diatur perbaikannya.
c. Memberikan laporan kegiatan produksi secara rutin kepada manager produksi.
8. Kasir/Accounting
Kasir bertanggung jawab kepada manager keuangan. Kasir ini bertugas sebagai berikut :
a. Mencatat biaya yang dikeluarkan perusahaan untuk keperluan perusahaan dengan mencatat di bon tiap pembelian/pengeluaran.
b. Menyusun laporan pengeluaran harian, bulanan maupun tahunan untuk dipertanggung jawabkan kepada manager keuangan.
c. Memastikan bahwa semua transaksi keuangan dilakukan dengan benar.
d. Bertanggung jawab atas dokumen-dokumen pengeluaran dana yang disimpan dalam perusahaan.
9. Salesman/Counter Sales
Bagian ini bertanggung jawab kepada manager pemasaran. Tugas dari bagian ini adalah:
10. Staf Personalia
Staf Personalia bertanggung jawab penuh kepada manager personalia. Tugas dari staf personalia adalah sebagai berikut :
a. Melaksanakan system penerimaan pegawai yang dibutuhkan oleh perusahaan. b. Bertanggung jawab atas pelaksanaan training pegawai.
c. Mengawasi kepegawaian seperti masalah pengembangan organisasi perusahaan, mengevaluasi kerja, gaji dan upah karyawan.
d. Menerapkan kebijaksanaan-kebijaksanaan dan prosedur mengenai persediaan dan pemanfaatan fasilitas seperti komunikasi, perumahan dan transportasi perusahaan.
11. Kepala Gudang Bahan
Kepala Gudang Bahan bertanggung jawab penuh kepada manager pembelian. Tugas dari kepala gudang bahan adalah :
b. Mengawasi gudang bahan produksi.
KUESIONER TERBUKA
"Perancangan Springbed"
A. DATA RESPONDEN
Nama :
Umur :
Jenis kelamin :
B. PERTANYAAN
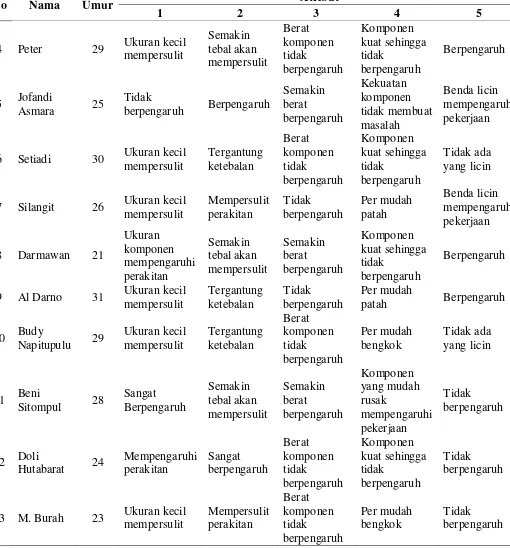
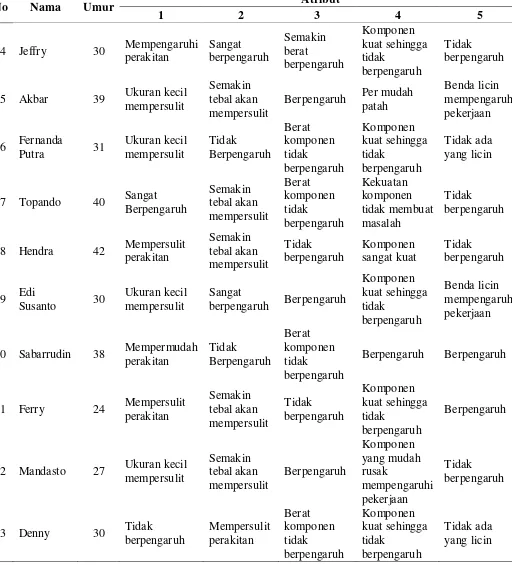
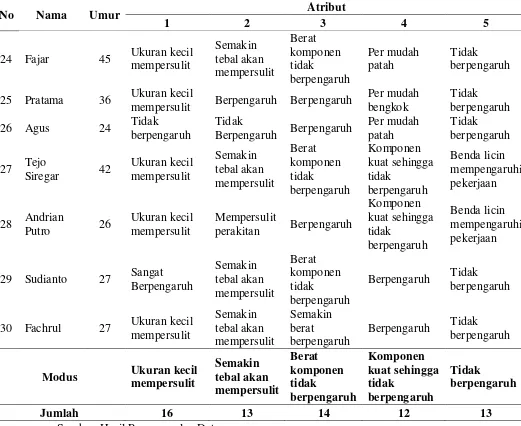
1. Menurut pendapat Anda, apakah faktor ukuran dari komponen penyusun springbed berpengaruh terhadap proses perakitan?
Jawab:
………. ………. 2. Menurut pendapat Anda, apakah faktor ketebalan dari ukuran komponen
penyusun springbed berpengaruh terhadap proses perakitan? Jawab:
………. ………. 3. Menurut pendapat Anda, apakah faktor berat dari komponen penyusun
springbed berpengaruh terhadap proses perakitan ? Jawab:
………. ………. 4. Menurut persepsi Anda, apakah faktor sarangan komponen penyusun
springbed berpengaruh terhadap proses perakitan? Jawab:
………. ……….
5. Menurut pendapat Anda, apakah faktor kekuatan komponen penyusun produk springbed berpengaruh terhadap proses perakitan?
Jawab:
………. ………. 6. Menurut pendapat Anda, apakah faktor fleksibilitas komponen penyusun
springbed berpengaruh terhadap proses perakitan? Jawab:
………. ……… ….
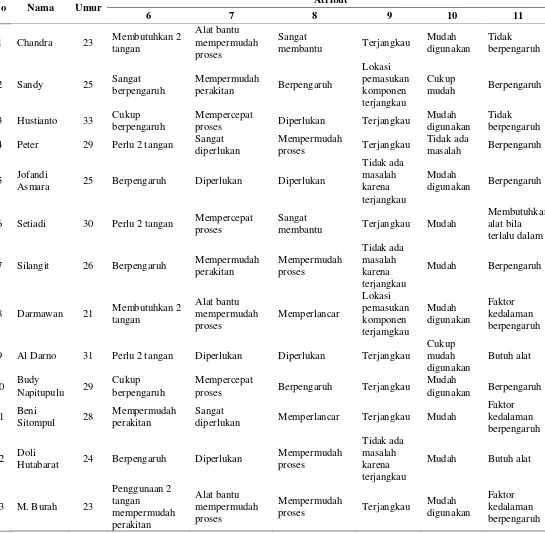
7. Menurut pendapat Anda, apakah faktor kelicinan komponen penyusun springbed berpengaruh terhadap proses perakitan?
Jawab:
………. ……… ….
8. Menurut pendapat Anda, apakah penggunaan 2 tangan dibutuhkan dalam proses perakitan komponen penyusun produk springbed?
Jawab:
………. ………. 9. Menurut pendapat Anda, apakah penggunaan alat bantu pegang dibutuhkan
dalam proses perakitan komponen penyusun produk springbed? Jawab:
………. ………. 10.Menurut pendapat Anda, apakah bantuan mekanis dibutuhkan dalam proses
perakitan komponen penyusun produk springbed? Jawab:
………. 11.Menurut pendapat Anda, apakah keterjangkauan lokasi pemasukan komponen
berpengaruh terhadap proses perakitan springbed? Jawab:
………. ………. 12.Menurut pendapat Anda, apakah penggunaan peralatan perakitan berpengaruh
terhadap proses perakitan springbed? Jawab:
………. ………. 13.Menurut pendapat Anda, apakah keselarasan posisi pemasukan komponen
berpengaruh terhadap proses perakitan springbed? Jawab:
………. ………. 14.Menurut pendapat Anda, apakah kedalaman pemasukan komponen
berpengaruh terhadap proses perakitan springbed? Jawab:
KUESIONER TERTUTUP
Nama :
Umur :
Jenis Kelamin :
PETUNJUK MENGERJAKAN
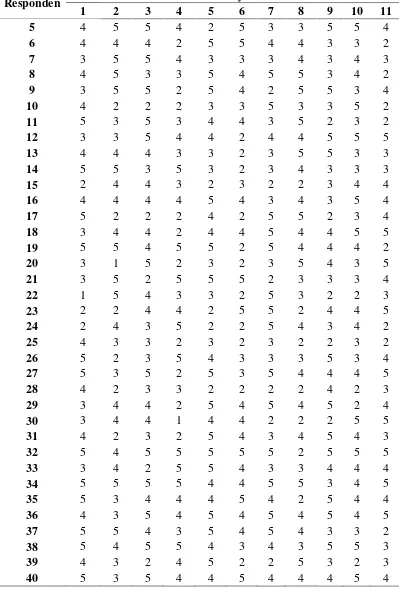
Pilihlah salah satu jawaban yang paling sesuai dengan diri Anda dengan cara memberikan tanda silang (X) pada salah satu pilihan jawaban yang tersedia. Pilihan jawaban tersebut adalah:
5 : Sangat Setuju 4 : Setuju
3 : Netral
2 : Tidak Setuju
1 : Sangat Tidak Setuju
Apabila Anda ingin mengganti jawaban anda, berilah dua garis horizontal pada jawaban yang ingin diganti, kemudian silanglah jawaban anda yang baru. Contoh pengisian kuesioner :
No. Pernyataan Jawaban Responden
1. Ukuran komponen... 5 4 3 2 1 Contoh Jika Jawaban Salah:
No. Pernyataan Jawaban Responden
1. Ukuran komponen... 5 4 3 2 1
No. Pernyataan Jawaban Responden
1. Ukuran komponen penyusun yang kecil mempersulit proses perakitan
proses springbed 5 4 3 2 1
2. Busa yang semakin tebal mempersulit proses perakitan springbed
tergantung 5 4 3 2 1
3. Berat komponen penyusun tidak berpengaruh pada proses perakitan produk
springbed 5 4 3 2 1
4. Komponen kuat sehingga tidak berpengaruh pada proses perakitan produk
springbed 5 4 3 2 1
5. Faktor kelicinan komponen penyusun tidak berpengaruh pada proses
6. Penggunaan dua tangan mempermudah proses perakitan springbed 5 4 3 2 1 7. Penggunaan alat bantu pegang mempermudah proses perakitan produk
springbed 5 4 3 2 1
8. Bantuan mekanis mempermudah proses perakitan produk springbed 5 4 3 2 1 9. Lokasi pemasukan komponen terjangkau pada proses perakitan produk
springbed 5 4 3 2 1
10. Penggunaan peralatan perakitan mudah digunakan dalam proses perakitan
produk springbed 5 4 3 2 1
11. Kedalaman pemasukan komponen tidak berpengaruh pada proses perakitan
produk springbed 5 4 3 2 1
KUESIONER
"Penentuan Hubungan Karakteristik Teknis Produk
Quality Function Deployment "
A. DATA RESPONDEN
Nama :
Umur :
Jenis kelamin :
Bagian :
Jabatan :
B. PETUNJUK PENGISIAN
Berikut akan diberikan pertanyaan mengenai hubungan-hubungan yang terjadi pada karakteristik teknis di QFD. Anda dapat memilih jawaban anda sesuai dengan hubungan yang anda nilai paling tepat dengan memberi tanda (v )pada pilihan anda.
V : Tingkat hubungan positif kuat v : Tingkat hubungan positif sedang x : Tingkat hubungan negatif sedang X : Tingkat hubungan negatif kuat
C. PERTANYAAN
No Pertanyaan Tingkat Hubungan Keterangan
1
Bagaimana hubungan antara Keakuratan Geometri Komponen dengan Ease of Manufacturing
V Positif Kuat v Posifif Sedang x Negatif Sedang
X Negatif Kuat
2 Bagaimana hubungan antara Keakuratan
Geometri Komponen dengan Durability
V Positif Kuat v Posifif Sedang x Negatif Sedang
No Pertanyaan Tingkat Hubungan Keterangan
3
Bagaimana hubungan antara Keakuratan Geometri Komponen dengan Waktu Perakitan
V Positif Kuat v Posifif Sedang x Negatif Sedang
X Negatif Kuat
4 Bagaimana hubungan antara Keakuratan
Geometri Komponen dengan Efisiensi Desain
V Positif Kuat v Posifif Sedang x Negatif Sedang
X Negatif Kuat
5
Bagaimana hubungan antara Keakuratan Geometri Komponen dengan Jumlah Komponen
V Positif Kuat v Posifif Sedang x Negatif Sedang
X Negatif Kuat
6 Bagaimana hubungan antara Keakuratan
Geometri Komponen dengan Biaya Perakitan
V Positif Kuat v Posifif Sedang x Negatif Sedang
X Negatif Kuat
7 Bagaimana hubungan antara Ease of
Manufacturing dengan Durability
V Positif Kuat v Posifif Sedang x Negatif Sedang
X Negatif Kuat
8 Bagaimana hubungan antara Ease of
Manufacturing dengan Waktu Perakitan
V Positif Kuat v Posifif Sedang x Negatif Sedang
X Negatif Kuat
9
Bagaimana hubungan antara Ease of Manufacturing dengan ukuran Efisiensi Desain
V Positif Kuat v Posifif Sedang x Negatif Sedang
No Pertanyaan Tingkat Hubungan Keterangan
10 Bagaimana hubungan Ease of Manufacturing dengan Jumlah Komponen
V Positif Kuat v Posifif Sedang x Negatif Sedang
X Negatif Kuat
11 Bagaimana hubungan antara Ease of
Manufacturing dengan Biaya Perakitan
V Positif Kuat v Posifif Sedang x Negatif Sedang
X Negatif Kuat
12 Bagaimana hubungan antara Durability dengan
Waktu Perakitan
V Positif Kuat v Posifif Sedang x Negatif Sedang
X Negatif Kuat
13 Bagaimana hubungan antara Durability dengan
Efisiensi Desain
V Positif Kuat v Posifif Sedang x Negatif Sedang
X Negatif Kuat
14 Bagaimana hubungan antara Durability dengan
Jumlah Komponen
V Positif Kuat v Posifif Sedang x Negatif Sedang
X Negatif Kuat
15 Bagaimana hubungan antara Durability dengan
Biaya Perakitan
V Positif Kuat v Posifif Sedang x Negatif Sedang
X Negatif Kuat
16 Bagaimana hubungan antara Waktu Perakitan dengan Efisiensi Desain
V Positif Kuat v Posifif Sedang x Negatif Sedang
No Pertanyaan Tingkat Hubungan Keterangan
17 Bagaimana hubungan antara Waktu Perakitan dengan Jumlah Komponen
V Positif Kuat v Posifif Sedang x Negatif Sedang
X Negatif Kuat
18 Bagaimana hubungan antara Waktu Perakitan dengan Biaya Perakitan
V Positif Kuat v Posifif Sedang x Negatif Sedang
X Negatif Kuat
19 Bagaimana hubungan antara Efisiensi Desain dengan Jumlah Komponen
V Positif Kuat v Posifif Sedang x Negatif Sedang
X Negatif Kuat
20 Bagaimana hubungan antara Efisiensi Desain dengan Biaya Perakitan
V Positif Kuat v Posifif Sedang x Negatif Sedang
X Negatif Kuat
21 Bagaimana hubungan antara Jumlah
Komponen dengan Biaya Perakitan
V Positif Kuat v Posifif Sedang x Negatif Sedang
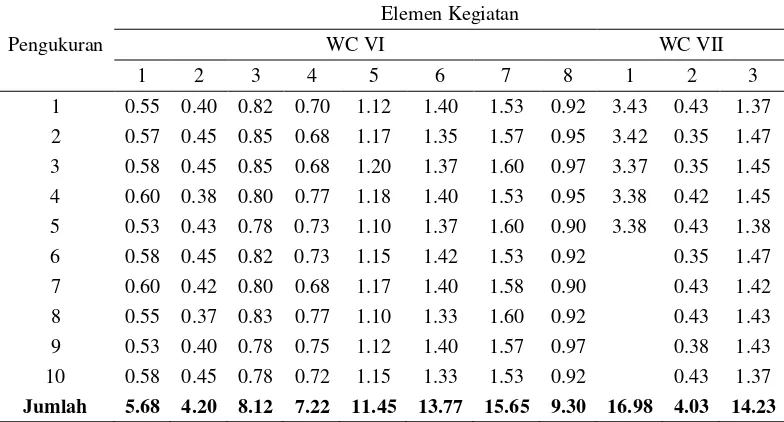
Rekap Perbandingan Waktu dan Biaya Perakitan pada Desain Awal dan Desain Usulan Spring Bed
No
Elemen Elemen Kegiatan
Desain Awal Desain Usulan Waktu 1 Mengukur dan memotong kayu
untuk pinggir rangka 0.915 199.048 0.915 199.048
2
Mengukur dan memotong kayu untuk penyeimbang tengah rangka
0.880 191.392 0.880 191.392
3 Mengukur dan memotong kayu
untuk penopang 0.889 193.407 0.684 148.774
4 Mengukur dan memotong kayu
untuk pengait rangka 1.730 376.337 - -
5
Mengukur dan memotong tripleks untuk penutup atas dan samping rangka
2.169 471.832 1.084 235.916
6 Merakit kayu penopang dengan
kayu pinggir untuk sisi depan 2.006 436.374 1.543 335.672 7 Merakit kayu penopang dengan
kayu pinggir untuk sisi belakang 2.030 441.612 1.561 339.701 8
Merakit kayu pinggir hingga membentuk rangka kosong berbentuk segiempat
2.041 444.029 2.041 444.029
9 Merakit kayu penopang dengan
kayu pinggir untuk sisi kanan 2.061 448.462 1.585 344.970 10 Merakit kayu penopang dengan
kayu pinggir untuk sisi kiri 1.976 429.927 1.520 330.713 11
Merakit kayu pengait dengan kayu pinggir pada setiap sudut rangka
2.144 466.593 - -
12 Merakit kayu pengait dengan
kayu penyeimbang 1.794 390.440 - -
13 Merakit kayu penyeimbang ke
bagian pinggir rangka 1.526 332.015 1.526 332.015
14 Merakit kayu penyeimbang ke
bagian tengah rangka 1.694 368.681 1.694 368.681
15
Merakit tripleks pada sisi kanan, kiri dan atas rangka untuk menjadi rangka divan yang sudah jadi
Rekap Perbandingan Waktu dan Biaya Perakitan pada Desain Awal dan Desain Usulan Spring Bed (Lanjutan)
No
Elemen Elemen Kegiatan
Desain Awal Desain Usulan Waktu
Membawa rangka divan ke bagian perakitan divan spring bed
0.657 143.040 0.657 143.040
17 Mengukur dan memotong kayu
untuk tiang sandaran 1.461 317.912 1.461 317.912
18 Mengetam tiang sandaran 2.087 454.103 2.087 454.103 19 Mengukur dan memotong
tripleks 0.841 182.930 0.841 182.930
20
Membawa tiang sandaran dan tripleks ke bagian perakitan sandaran spring bed
0.476 103.553 0.476 103.553
21 Menempelkan busa dengan lem 0.443 96.300 0.443 96.300 22 Memotong busa mengikuti pola
rangka sandaran 0.411 89.451 0.411 89.451
23
Memasang busa yang dipotong sesuai pola pada rangka
sandaran
0.467 101.538 0.467 101.538
24 Memasang kain oscar pada
rangka sandaran 0.298 64.872 0.298 64.872
25 Memasang kain blacu pada
bagian belakang sandaran 0.863 187.766 0.863 187.766 26 Mengemas sandaran dengan
menggunakan plastik 1.039 226.044 1.039 226.044
27
Memasang kayu tiang sandaran pada sandaran dengan
menggunakan skrup
2.074 451.282 2.074 451.282
28 Membawa sandaran spring
bedpada tempat perakitan akhir 0.644 140.220 0.644 140.220 29
Membungkus rangka divan dengan menggunakan kain hard pad
1.052 228.864 1.052 228.864
30 Membungkus rangka divan
dengan menggunakan kain oscar 0.544 118.462 0.544 118.462 31
Menyatukan rangka divan dan kain blacu dengan menggunakan staples
0.531 115.641 0.531 115.641
32 Membungkus divan dengan
Rekap Perbandingan Waktu dan Biaya Perakitan pada Desain Awal dan Desain Usulan Spring Bed (Lanjutan)
No
Elemen Elemen Kegiatan
Desain Awal Desain Usulan Waktu
Memasang kaki spring bed pada divan spring bed dengan
menggunakan skrup
2.154 468.608 2.154 468.608
34 Membawa divan spring bed
pada tempat perakitan akhir 0.644 140.220 0.644 140.220
35 Mengukur kawat 0.167 36.264 0.167 36.264
36 Memotong kawat 0.374 81.392 0.374 81.392
37
Menyusun kawat pada mesin pembentuk per sehingga membentuk spring coil
13.019 2832.601 13.019 2832.601
38
Mennyatukan spring coil dengan menggunakan mesin Gun Ar Cl 22
7.448 1620.586 7.448 1620.586 39 Merakit kawat lonjor menjadi
list rangka 6.367 1385.275 6.367 1385.275
40
Merakit spring coil pada list rangka dengan menggunakan Gun Ar 22
2.131 463.773 2.131 463.773
41 Merakit per M pada sisi rangka 2.085 453.700 1.085 236.077
42 Memotong kain quilting 0.291 63.362 0.291 63.362
43 Menjahit kain quilting dengan
kain tarikan 1.894 412.052 1.894 412.052
44
Menyatukan kain bermotif dengan busa yang mempunyai ketebalan 5-8 cm
0.648 141.070 0.648 141.070
45 Menjahit label pada kain
quilting springbed 0.478 104.009 0.478 104.009
46
Memasang kain hard pad pada bagian atas dan bawah rangka per
0.631 137.399 0.631 137.399
47
Memperkuat pemasangan kain hard pad dengan menggunakan Gun AR 22
0.467 101.538 0.467 101.538
48
Memasang busa yang sudah dipotong ke atas kain hard paddengan menggunakan Gun AR 22
Rekap Perbandingan Waktu dan Biaya Perakitan pada Desain Awal dan Desain Usulan Spring Bed (Lanjutan)
No
Elemen Elemen Kegiatan
Desain Awal Desain Usulan Waktu
Memasang kain quilting yang telah direkatkan dengan kain tarikan sebagai penahan
0.802 174.469 0.802 174.469
50 Memasang kain quilting yang
sudah disesuaikan pada busa 1.272 276.813 1.272 276.813 51
Memasang kain quilting untuk bagian atas dan bawah spring bed
1.530 332.821 1.530 332.821
52 Menjahit kain list pada matras 1.739 378.352 1.739 378.352 53 Membungkus matras dengan
plastik 1.033 224.835 1.033 224.835
54
Menyatukan bagian sandaran dan divan dengan menggunakan skrup dan paku
3.652 794.683 3.652 794.683
55 Menyatukan matras dan divan 0.434 94.364 0.434 94.364 56 Mengemas dengan plastik 1.530 333.002 1.530 333.002
DAFTAR PUSTAKA
Barnes, R.M. 1996. Motion and Time Study : Design and Measurement of Work. Fifth Edition. New York and London. John Willey and Son.
Bonenberger, Paul. R. 2005. The First Snap-Fit Handbook. SecondEdition. USA: Hanser Publisher.
Browne, Jimmie, dkk. 1996. Production Management System: An Integrated Perspective. Edisi kedua. Iowa: Addison-Wesley Publisher Ltd.
Boothroy, Geoffrey, dkk. 2002. Product Design for Manufacture and Assembly. Second Edition, New York: Marcel Decker.
Bungin, H. M. Burhan. 2009. Metodologi Penelitian Kuantitatif. Cetakan Keempat. Jakarta: Prenada Media Grup.
Chowdary, Boppana V dan Azizi Harris. 2009. Integration of DFMA and DFE for Development of a Product Concept: A Case Study. Seventh LACCEI Latin American and Caribbean Conference for Engineering and Technology (LACCEI’2009)“Energy and Technology for the Americas: Education, Innovation, Technology and Practice” June 2-5, San Cristóbal, Venezuela.
Cohen, Lou. 1995. Quality Function Deployment, How to Make QFD Work For You. New York :Addison- Wesley Publishing Company.
Day, Ronald G.. 1993. Quality Function Deployment-Linking a Company With It’s Costomer. ASQC Quality Press. Milwaukee. Wisconsin.
DAFTAR PUSTAKA (Lanjutan)
Eggert, Rudolph J. 2005. Engineering Design. Amerika : Pearson Prentice
Franceschini, Fiorenzo. 2002. Advanced Quality Function Deployment. ST. Lucie Press.
Ginting, Rosnani. 2010. Perancangan Produk. Yogyakarta: Graha Ilmu.
Magrab, Edward B. 2010. Integrated Product and Process Design and Development: The Product Realization Process. London : Taylor and Francis Group.
Mendoza ,Nayra, dkk. Case Studies in the Integration of QFD, VE and DFMA during the Product Design Stage. 2003. The Proceedings of the 9th International Conference of Concurrent Enterprising, Espoo, Finland, 16-18 June.
Nazir, Moh. 2005. Metode Penelitian. Cetakan Keenam. Bogor: Ghalia Indonesia. Northcroft. 2004. Quality Function Deployment :Market Driven Product and
Service Innovation. Innovation Process Management.
Purnomo, Hari. 2004. PengantarTeknik Industri. Yogyakarta: Graha Ilmu. Sinulingga, Sukaria. 2011. Metodologi Penelitian. Medan: USU Press.
Sutalaksana,I, dkk. 2006. Teknik Tata Cara Kerja. Bandung : Institut Teknologi Bandung.
DAFTAR PUSTAKA (Lanjutan)
Sharifah Zainaf. 2010. Integration Design For Manufacture and Assembly (DFMA)and Theory of Inventive Problem Solving (TRIZ) For Design Improvement. Malaysia: UTM
Wignjosoebroto, Sritomo. 1995. Ergonomi Studi Gerakan dan Waktu. Surabaya : PT. Guna Widya.
Xie, Xiaofan. 2003. Design for Manufactured and Assembly. Dept. Of Mechanical Engineering, University of Utah. USA.
BAB III
LANDASAN TEORI
3.1. Perancangan Produk1
Kemajuan teknologi berdampak pada desain-desain produk yang secara terus menerus mengalami perkembangan pesat. Sebagian besar perusahaan secara
Perancangan produk atau desain produk merupakan prasyarat untuk kegiatan produksi. Desain produk selanjutnya ditransmisikan ke operasi sebagai spesifikasi produksi, dan spesifikasi produksi merumuskan karakteristik produk dan memungkin kan pelaksanaan produksi. Desain produk merupakan hal yang sangat penting dalam menjaga kelangsungan hidup perusahaan. Desain produk baru diciptakan karena pelanggan percaya bahwa ada kebutuhan akan produk tersebut.
1
kontinyu melakukan perubahan, perbaikan, dan pengembangan terhadap produk-produk lama yang telah usang dan ketinggalan zaman yang tentu saja mempunyai kualitas lebih baik. Dalam hal ini dibutuhkan perancang produk yang mempunyai kepekaan dan ide-ide yang dapat terus dikembangkan.
Kunci pertumbuhan dan kelangsungan hidup perusahaan adalah dengan mengembangkan produk dan perbaikan produk secara terus menerus. Perusahaan mempunyai resiko akan kehilangan pasar jika tidak melakukan inovasi, karena pada dasarnya produk-produk baru dan produk yang mempunyai kualitas lebih baik yang dapat memenuhi kepuasan pelanggan.
3.2. QFD (Quality Function Deployment)2
2 Rosnani Ginting,
Perancangan Produk. (Cet. I; Yogyakarta: Graha Ilmu, 2010), h. 135
QFD adalah suatu cara untuk meningkatkan kualitas barang atau jasa dengan memahami kebutuhan konsumen kemudian menghubungkannya dengan karakteristik teknis untuk menghasilkan suatu barang atau jasa pada setiap tahap pembuatan barang atau jasa yang dihasilkan. QFD digunakan untuk membantu bisnis memusatkan perhatian pada kebutuhan para pelanggan mereka ketika menyusun spesifikasi desain dan pabrikasi.
Quality Function Deployment (QFD) dikembangkan pertama kali pada tahun 1972 oleh Mitsubishi’s Shipyard di Kobe, Jepang. Inti dari QFD adalah suatu matriks besar yang akan menghubungkan apa keinginan pelanggan (What) dan bagaimana suatu produk akan didesaian dan diproduksi agar memenuhi kebutuhan pelanggan (How).
a. Rancangan produk dan jasa baru dipusatkan pada kebutuhan pelanggan. Memastikan bahwa kebutuhan pelanggan dipahami dan proses desain didorong oleh kebutuhan pelanggan yang objektif dari teknologi.
b. Kegiatan-kegiatan desain diutamakan. Hal ini memastikan bahwa proses desain dipusatkan pada kebutuhan pelanggan yang paling berarti.
c. Kinerja produk perusahaan yang utama dianalisisuntuk memenuhi kebutuhan para pelanggan utama.
d. Berfokus pada upaya rancangan akan mengurangi lamanya waktu yang diperlukan untuk daur rancangan secara keseluruhan sehingga dapat mengurangi waktu untuk memasarkan produk-produk baru. Perkiraan-perkiraan terbaru memperlihatkan adanya penghematan antara sepertiga sampai setengah dibandingkan sebelum dilakukan QFD.
e. Pengurangan banyaknya perubahan desain setelah dikeluarkan dengan memastikan upaya yang difokuskan pada tahap perencanaan. Hal penting ini mengurangi biaya mengenalkan desain baru.
f. Penyelenggaraan tim kerja dan melewati rintangan antar bagian dengan melibatkan pemasaran, rekayasa teknik, dan pabrikasi sejak awal proyek. Masing-masing anggota tim kerja sama pentingnya dan memiliki sesuatu untuk disumbangkan kepada proses.
QFD mempunyai beberapa keuntungan, antara lain: a. Perbaikan kualitas.
b. Perbaikan performansi perusahaan.
c. Biaya lebih rendah dalam desain dan manufaktur. d. Menaikkan reliabilitas produk.
e. Menurunkan waktu perencanaan.
f. Menaikkan produktivitas teknikal dan staf lain. g. Menurunkan jaminan klaim.
h. Menaikkan oportunitas marketing. i. Menaikkan pembuatan keputusan.
Prosedur pembuatan house of quality adalah sebagai berikut:
a. Mengidentifikasi kebutuhan konsumen dalam batas atribut produk. Identifikasi keinginan responden yang berisi variabel proses perakitan produk, dimana variabel ini diperoleh dari hasil kuesioner tertutup.
b. Menentukan kepentingan relatif atribut. Penentuan tingkat kepentingan dengan menggunakan data modus jawaban pada setiap atribut variabel proses perakitan pada kuesioner tertutup.
c. Evaluasi atribut dari produk pesaing. Dilakukan evaluasi terhadap produk untuk masa mendatang yang diharapkan akan meningkatkan kepuasan konsumen untuk menjadi faktor dalam persaingannya.
e. Mengidentifikasi hubungan antara karakteristik teknik dan atribut produk. Menetapkan tingkat hubungan antara karakteristik teknis dengan atribut produk. Tingkat hubungan yang dimaksud akan dimulai dari skala kuat, sedang, lemah, dan tidak berhubungan sama sekali.
f. Mengidentifikasi interaksi antara karakteristik teknik. Menetapkan hubungan antara karakteristik teknis produk yang diperoleh dari hasil wawancara dan diskusi dengan pihak manajemen perusahaan.
g. Membuat house of quality. Membangun matriks house of quality pengembangan karakteristik atribut produk, yang mana HoQ akan diisi berdasarkan data-data yang telah didapatkan pada langkah-langkah sebelumnya. Menghitung ukuran kinerja house of quality yang terdiri dari derajat kepentingan, tingkat kesulitan dan perkiraan biaya.
Contoh dari house of quality ditunjukan Gambar 3.1.
Customer Requirement
Relationship Matrix
Technical importance rangking
Competitive Benchmarking
Assessment Product Engineering/ Design
requirement Correlation
matrix
1
2
3
5
4 6
Gambar 3.1. House of Quality
3.3.DFMA (Design for Manufacturing and Assembly)3
1. Keputusan rancangan detail yang memiliki pengaruh penting pada kualitas dan biaya produk.
3.3.1. Design for Manufacturing Sebagai Metodologi yang Paling Umum Kebutuhan pelanggan dan spesifikasi produk berguna untuk menuntun fase pengembangan konsep, tetapi pada aktivitas pengembangan selanjutnya, tim sering kesulitan untuk mengaitkan kebutuhan dan spesifikasi dengan isu-isu desain tertentu yang mereka hadapi. Banyak tim yang mempraktekkan metode Design for X (DFX), di mana X bisa saja berhubungan dengan salah satu dari lusinan kriteria kualitas seperti reliabilitas, kekuatan, kemampuan layanan, pengaruh terhadap lingkungan atau kemampuan manufaktur. Desain untuk proses manufaktur/ Design For Manufacturing (DFM) adalah yang paling umum digunakan dari metodologi ini, yang merupakan kepentingan yang sifatnya umum karena langsung menginformasikan biaya-biaya manufaktur.
Prinsip-prinsip umum ntuk menggunakan metodologi untuk mendapatkan X dalam DFX:
2. Tim pengembangan menemui banyak sasaran, yang sering kali menyebabkan konflik
3. Hal penting untuk memiliki besaran-besarannya (metrics) dibandingkan dengan rancangan.
3
Boothroyd, G., Dewhurst, P. dan Knight, W, Product Design for Manufacture and Assembly.
4. Perbaikan radikal sering membutuhkan usaha-usaha awal kreatif penting dalam proses
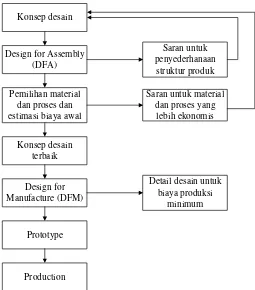
5. Metode yang terdefinisi baik mendukung proses pengambilan keputusan. Langkah-langkah studi teknik simultan dengan menggunakan DFMA dapat dilihat pada Gambar 3.2.
Konsep desain
Design for Assembly (DFA)
Pemilihan material dan proses dan estimasi biaya awal
Konsep desain terbaik
Design for Manufacture (DFM)
Prototype
Production
Saran untuk penyederhanaan
struktur produk
Saran untuk material dan proses yang
lebih ekonomis
Detail desain untuk biaya produksi
minimum
Sumber: Boothroyd & Dewhurst (2002)
Gambar 3.2. Langkah Studi Teknik Simultan dengan Menggunakan DFMA
3.3.2. Design for Assembly (DFA)
telah terotomasi) dengan produk yang akan dirakit itu sendiri.
Pekerjaan manusia memang harus dievaluasi agar rmanusia tersebut dapat melakukan pekerjaannya secepat dan seteliti mungkin. Namun, efisiensi tidak dapat diperoleh secara maksimal apabila proses kerja manusia tidak disertakan dengan rancangan produk yang baik. Perancangan sistem perakitan untuk suatu produk tidak dapat terlepas dari rancangan produk itu sendiri, dimana fungsi atau bagian-bagian produk tersebut mempunyai konsep yang jelas keberadaannya.
Langkah pertama dalam kegiatan manufaktur adalah perancangan produk yang merupakan suatu aktivitas yang secara tradisional dimulai dengan pembuatan sketsa komponen produk dan perakitannya, yang selanjutnya akan dibuat pada papan gambar atau program CAD yang merupakan tempat dimana perakitan dan gambar secara mendetail dibuat. Hasil dari perancangan dengan program CAD ini kemudian dikirim ke bagian manufaktur dan teknisi perakitan, yang tugasnya adalah melakukan proses produksi yang optimal dalam menghasilkan produk akhir. Pada tahap ini seringkali ditemukan masalah manufaktur dan perakitan yang akan menyebabkan adanya permintaan perubahan dan rancangan produk saat itu.
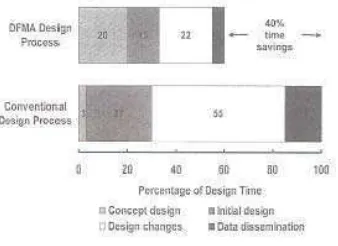
Hal ini dilakukan atas dasar bahwa perubahan rancangan harus dilakukan sedini mungkin. Pada Gambar 3.3, penggunaan waktu yang lebih banyak pada tahap desain akan menghemat waktu dan juga mengurangi biaya produksi. Penerapan Design for Assembly juga akan mempercepat terkirimnya produk kepasar. Dalam lima belas tahun terakhir, DFA telah menjadi konsep yang semakin penting dalam melakukan perancangan produk-produk pasar saat ini. Adapun perbandingan antara teknik tradisional dan teknik DFA dilihat Gambar 3.3.
Sumber: Boothroyd & Dewhurst (2002)
Gambar 3.3. Perbandingan Antara Teknik Tradisional Dan Teknik DFA
Ulrich dan Eppinger (1995) menjelaskan bahwa DFA yang merupakan bagian dari Design for Manufacturing (DFM) adalah suatu proses perancangan produk yang bertujuan untuk memudahkan proses perakitan. Inti dari DFA adalah mengurangi jumlah bagian-bagian produk yang terpisah (minimasi jumlah komponen). To assembly menunjuk pada penambahan atau penggabungan bagian-bagian atau komponen-komponen individu untuk membentu produk yang lengkap.
1. Mendapatkan jumlah komponen seminimal mungkin
2. Mengoptimalkan kemampuan perakitan atau assemblability dari setiap komponen
3. Mengoptimalkan kemampuan penanganan atau handlability dari komponen dan perakitan
4. Meningkatkan kualitas, meningkatkan efisiensi dan mengurangi biaya perakitan.
The Society of Manufacturing Engineers (SME, 1992) merekomendasikan untuk mengikuti prinsip-prinsip dari design for assembly dalam memperbaiki rancangan produk, antara lain adalah4
1. Minimalkan jumlah komponen :
2. Pendekatan perakitan modular
3. Merancang dengan diri-fitur penambat (snap-fit) 4. Menggunakan komponen standar
5. Proses subassemblies dari bawah ke atas 6. Merancang komponen yang bebas 7. Menghilangkan reorientasi
8. Fasilitas bagian penanganan 9. Meminimalkan level perakitan 10.Menghilangkan kabel listrik.
3.3.3. Design for Manufacturing (DFM)
4 Eggert, Rudolph J,
Faktor utama dalam keberhasilan ekonomis dari produk adalah biaya manufaktur. Keberhasilan ekonomis tergantung dari marjin keuntungan dari tiap penjualan produk dan berapa banyak yang dapat dijual oleh perusahaan. Marjin keuntungan merupakan selisih antara harga jual pabrik dengan biaya pembuatan produk. Jumlah unit yang dijual dan harga jual sangat ditentukan oleh kualitas produk secara keseluruhan. Secara ekonomis, rancangan yang berhasil tergantung dari jaminan kualitas produk yang tinggi,sambil meminimasi biaya manufaktur. DFM merupakan salah satu metode untuk mencapai sasaran ini. Pelaksanaan DFM yang efektif mengarahkan pada biaya manufaktur yang rendah tanpa mengorbankan kualitas produk.
Perancangan untuk proses manufaktur merupakan salah satu dari pelaksanaan yang paling terintegrasi yang terlibat dalam pengembangan produk. DFM menggunakan informasi dari beberapa tipe, termasuk diantaranya :
1. Sketsa, gambar, spesifikasi dan alternatif-alternatifrancangan 2. Suatu pemahaman detail tentang proses produksi dan perakitan
3. Perkiraan biaya manufaktur, volume produksi, dan waktu peluncuran produk DFM membutuhkan peran serta yang sangat baik dari anggota tim pengembangan. Usaha-usaha DFM umumnya membutuhkan ahli-ahli insinyur manufaktur, akuntan biaya, dan personil produksi, di samping perancang-perancang produk.
walaupun perkiraan biaya pada tahap ini sangatlah subyektif dan merupakan pendekatan.
Ketika spesifikasi produk difinalisasi, tim membuat pilihan (trade-off) di antara karakteristik kinerja yang diinginkan. Sebagai contoh, pengurangan berat akan meningkatkan biaya manufaktur. Metode DFM terdiri dari 5 langkah dan dapat dilakukan beberapa kali (iteratif) sampai tim mengganggap rancangan sudah cukup baik :
1. Memperkirakan biaya manufaktur 2. Mengurangi biaya komponen 3. Mengurangi biaya perakitan
4. Mengurangi biaya pendukung produksi
5. Mempertimbangkan pengaruh keputusan DFM pada faktor-faktor lainnya.
3.3.4. Memperkirakan Biaya Perakitan
Produk-produk yang dibuat lebih dari satu komponen membutuhkan perakitan. Produk-produk yang dibuat dalam jumlah kurang dari ratusan ribu unit per tahun, perakitan secara manual. Satu pengecualian untuk generalisasi ini adalah untuk perakitan papan sirkuit elektronik, yang sekarang dikerjakan secara otomatis, walaupu n volumenya relatif rendah.
dan jumlah produksi.
Pekerja dengan spesialisasi pada sebagian kumpulan operasi pada volume tinggi, serta alat bantu khusus dapat membantu perakitan. Metode yang popular untuk memperkirakan waktu perakitan telah dikembangkan lebih dari 20 tahun oleh Boothroyd-Dewhurst, Inc., dan sekarang tersedia dalam suatu software. Sistem ini melibatkan suatu sistem informasi dalam bentuk table untuk menyimpan data perkiraan waktu perakitan untuk tiap komponen. Sistem tersebut didukung oleh database penanganan standar serta waktu simpan untuk berbagai situasi. Software khusus juga tersedia untuk memperkirakan biaya perakitan papan sirkuit elektronik.
Tenaga kerja perakitan biayanya dapat berkisar kurang dari $1 per jam pada negara-negara dengan upah rendah hingga $40 per jam dibeberapa negara industri. Di USA, tenaga kerja perakitan dibayar $10 hingga $20 per jam. Perusahaan memiliki struktur upah perakitan yang berbeda, dan beberapa industri, seperti industri perakitan mobil dan pesawat terbang memiliki struktur upah yang lebih tinggi.
3.3.5. Mengintegrasikan Komponen
menggabungkan tambahan bentuk dengan sedikit atau tanpa tambahan biaya. Integrasi komponen membedgrikan beberapa manfaat :
1. Komponen yang terintegrasi tidak harus dirakit. Hasilnya, ’perakitan’ bentuk geometris komponen diperoleh dengan proses pabrikasi komponen.
2. Komponen yang terintegrasi sering lebih murah untuk diolah dibandingkan komponen yang terpisah. Untuk proses komponen yang dipres, dicetak dan dicor, penghematan biaya ini terjadi karena suatu cetakan rumit tunggal biasanya tidak terlalu mahal dibandingkan dua atau lebih cetakan yang lebih kompleks karena biasanya berkurangnya waktu pemrosesan dan buangan untuk komponen tunggal dan terintegrasi.
3. Komponen yang terintegrasi memungkinkan keterkaitan di antara bentuk geometris kritis untuk dikendalikan oleh proses pembuatan komponen (contoh pengepresan) dibandingkan dengan suatu proses perakitan. Hal ini berarti bahwa dimensi-dimensi ini dapat lebih tepat dikendalikan.
Integrasi komponen tidak selalu merupakan strategi yang bijaksana dan mungkin dapat memberikan konflik dengan pendekatan lainnya dalam meminimasi biaya.
3.3.6. Memaksimumkan Kemudahan Perakitan
dibutuhkan. Karakteristik ideal dari komponen untuk suatu perakitan adalah : 1. Komponen dimasukkan dari bagian atas rakitan
Sifat komponen dan rakitan seperti ini dinamakan rakitan sumbu z. Dengan menggunakan rakitan sumbu z untuk seluruh komponen, perakitan tidak pernah harus dibalikkan, gaya gravitasi akan membantu untuk menstabilkan sebagian rakitan, dan pekerja rakitan umumnya dapat melihat lokasi rakitan 2. Komponen lurus dengan sendirinya
Komponen yang membutuhkan penempatan posisi untuk dirakit, membutuhkan perpindahan yang lambat, tepat oleh pekerja. Kedudukan komponen dan rakitan dapat dirancang untuk lurus dengan sendirinya sehingga pengendali motor tidak dibutuhkan oleh pekerja. Bentuk pelurusan sendiri yang paling umum adalah ’chamfer’. Chamfer dapat diterapkan sebagai suatu bentuk yang diruncingkan pada arah akhir dari suatu pasak atau suatu bentuk kerucut yang diperluas pada bagian ujung dari suatu lubang. 3. Komponen tidak harus diorientasikan
Komponen yang membutuhkan orientasi yang tepat, seperti pada sekrup, membutuhkan tambahan waktu perakitan dibandingkan komponen yang tidak membutuhkan orientasi seperti lengkungan. Suatu komponen harus diorientasikan dengan tepat dalam tiga dimensi. Sebagai contoh, komponen-komponen berikut dibuat daftarnya dalam rangka meningkatkan kebutuhan untuk orientasi pada bidang lengkung, silinder, silinder tertutup, silinder tertutup dan terkunci.
Karakteristik ini sangat berhubungan dengan ukuran komponen dan usaha yang dibutuhkan untuk memanipulasi komponen. Komponen-komponen yang membutuhkan satu tangan untuk dirakit membutuhkan lebih sedikit waktu dibandingkan komponen yang membutuhkan dua tangan, yang membutuhkan lebih sedikit usaha dibandingkan komponen yang membutuhkan suatu kereta atau pengangkat untuk merakit.
5. Komponen tidak membutuhkan peralatan
Operasi perakitan yang membutuhkan peralatan, seperti tambahan ring penerima, per atau pasak, biasanya membutuhkan tambahan waktu dibandingkan yang tidak.
6. Komponen dirakit dengan gerakan linier dan tunggal
Kebanyakan penguat yang komersil, membutuhkan hanya gerakan tunggal dan linier untuk penggabungan.
7. Komponen terkunci dengan segera setelah penggabungan
komponen yang membutuhkan operasi penguat yang berurutan, seperti pengetatan, pengurangan atau penambahan komponen yang lain sehingga komponen dikuatkan, perakitan mungkin masih tidak stabil, membutuhkan tambahan perhatian, peralatan bantu atau perakitan yang lebih lambat.
3.3.7. Mempertimbangkan Perakitan Oleh Pelanggan
Perancangan suatu produk seperti itu akan lebih mudah dan lebih tepat dirakit oleh pelanggan kebanyakan yang akan mengabaikan petunjuk, dan menjadikkannya suatu tantangan tersendiri.
3.3.8. Metode Boothroyd-Dewhurst
Metode Boothroyd-Dewhurst adalah salah satu metode yang dapat digunakan dalam menerapkan DFA. Pada saat dilakukan proses perakitan, penanganandan penggabungan setiap komponen dipertimbangkan secara terpisah. Metode ini menghitung nilai efisiensi perancangan berdasarkan taraf kesulitan dan nilai guna dari setiap gerakan perakitan. Perancangan perakitan berdasarkan Metodologi Boothroyd-Dewhurst dibagi menjadi tiga jenis perakitan yaitu:
1. Perancangan perakitan manual (Design for ManualAssembly)
Pada perakitan manual, peralatan yang digunakan biasanya lebih sederhana dan relatif murah dibandingkan dengan metode perakitan high-speed automatic dan perakitan robotic. Selain itu, perakitan manual biasanya lebih fleksibel dan lebih adaptif dibandingkan dengan metode perakitan high-speed automatic dan perakitan robotic sehingga memungkinkan jika akan dilakukan perancangan dengan variasi yang tinggi, walaupun jumlah volume produksi pada perakitan manual biasanya relatif lebih rendah daripada perakitan high-speed automatic dan perakitan robotic.
2. Perancangan perakitan high speed automatic
menggunakan mesin dengan berbagai fungsi perakitan secara sekaligus dengan kecepatan tinggi. Perakitan ini biasanya digunakan untuk merakit produk dengan volume produksi yang sangat tinggi dan variasi yang rendah. 3. Perancangan perakitan robotic
Perakitan ini biasanya digunakan untuk merakit produk-produk yangmemerlukan ketepatan atau akurasi yang tinggi dan sulit jika dilakukan dengan manusia. Pada perakitan robotic, variasi dapat dibuat setinggi mungkin, disesuaikan dengan kemampuan robot. Perakitan robotic membutuhkan biaya yang tinggi. Oleh sebab itu, perakitan robotic biasanya digunakan untuk merakit produk dengan volume produksi yang tinggi.
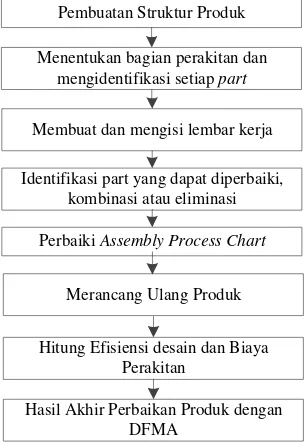
3.3.9. Prosedur untuk Analisis Produk Yang Dirakit Secara Manual
Menurut Boothroyd dan Dewhurst (2002), langkah-langkah analisis desain secara manual dapat dijelaskan sebagai berikut :
1. Mendapatkan informasi terbaik tentang produk atau perakitan
2. Menentukan bagian-bagian perakitan (membayangkan bagaimana perakitan tersebut dikerjakan) dan mengidentifikasikan setiap item dari produk menurut urutan perakitan.
3. Membuat dan mengisi lembar kerja yang merumuskan proses perakitan secara detail dari produk yang dirancang.
4. Merancang ulang produk tersebut.
per satu. Perancangan ulang dilakukan sambil mengisi lembar kerja untuk produk rancang ulang. Perlu diperhatikan bahwa pengisian lembar kerja dilakukan per baris untuk setiap komponen yang terlibat dalam perancangan perakitan ulang produk.
5. Menghitung efisiensi desain perakitan manual dengan cara (Boothroyd & Dewhurst, 2002) :
��= (3 ���)
��
dimana :
EM = efisiensi desain manual NM = jumlah komponen teoritis TM = total waktu perakitan manual
Efisiensi desain perakitan tersebut menunjukkan perbandingan antara estimasi waktu perakitan produk redesign dengan waktu ideal perakitan produk sebelumnya. Waktu ideal didapatkan dengan mengasumsikan bahwa setiap komponen mudah untuk ditangani dan digabungkan.
3.4. Kuesioner5
Kuesioner merupakan sejumlah pertanyaan tertulis yang digunakan untuk memperoleh informasi dari responden dalam arti laporan tentang pribadinya, atau hal-hal yang ia ketahui. Tujuan pokok pembuatan kuesioner adalah untuk
5
memperoleh informasi yang relevan dengan tujuan penelitian. Syarat utama pengisian kuesioner adalah pertanyaan yang jelas dan mengarah ke tujuan.
Komponen inti dari sebuah kuesioner ada empat, yaitu:
1. Subjek, yaitu individu atau lembaga yang melaksanakan penelitian.
2. Ajakan, yaitu permohonan dari peneliti untuk turut serta mengisi secara aktif dan objektif pertayaan maupun pernyataan yang tersedia.
3. Petunjuk pengiisian kuiioner, dimana petunjuk yang tersedia harus mudah dimengerti.
4. Pertanyaan maupun pernyataan beserta tempat pengisian jawaban, baik secara tertutup, semi tertutup, maupun terbuka.
Perancangan kuesioner yang baik perlu dipahami prinsip-prinsip yang terkait dengan cara penulisan pertanyaan (wording of quetions), cara pengukuran yaitu mengkatagorikan, membuat skala dan mengkodekan (catagorized, scaled and coded) jawaban dari responden dan kerapian (general appearance) kuesioner tersebut6
3.5. Validitas Data .
7
Validitas data ialah suatu ukuran yang mengacu kepada derajat kesesuaian antara data yang dikumpulkan dan data sebenarnya dalam sumber data. Data yang valid akan diperoleh apabila instrumen pengumpulan data juga valid. Beberapa literatur membedakan validitas instrumen atas dua tipe yaitu validitas internal dan validitas eksternal. Validitas internal berkenaan dengan derajat keakurasian
6
Sukaria Sinulingga. Metode Penelitian. (Cet I; Medan: USU Press, 2011), h. 155 7
rancangan penelitian. Rancangan penelitian yang baik termasuk rancangan pengumpulan data akan dapat mengidentifikasi sumber data yang tepat dan alat/instrumen pengumpulan data yang juga tepat. Validitas eksternal berkenaan dengan derajat akurasi hasil penelitian jika dilakukan generalisasi dan diterapkan pada populasi dari mana data penelitian diambil.
Cara yang umum yang digunakan untuk menguji validitas instrumen ialah melalui analisis korelasi (correlational analysis). Analisis korelasi dilakukan dengan menggunakan rumus Korelasi Product Moment yang dikembangkan oleh Pearson, yaitu sebagai berikut :
�= � ∑ �� −(∑ �)(∑ �)
�[� ∑ �2−(∑ �)2][� ∑ �2 −(∑ �)2]
Dimana, r = koefisien korelasi antara X dan Y X = skor variabel independen X Y = skor variabel independen Y
3.6. Reliabilitas Data8
Stabilitas instrumen adalah suatu ukuran yang menunjukkan derajat kestabilan instrumen terhadap data yang diperoleh dengan menggunakan
Reliabilitas sebuah alat ukur berkenaan dengan derajat konsistensi dan stabilitas data yang dihasilkan dari proses pengumpulan data dengan menggunakan instrumen tersebut. Ukuran yang umum digunakan untuk mengetahui derajat reliabilitas atau kehandalan instrumen pengumpulan data ada dua, yaitu stabilitas instrumen dan konsistensi internal instrumen.
8
instrumen tersebut. Jika instrumen tersebut digunakan dalam pengukuran variabel yang sama dalam waktu yang berbeda dan memberikan hasil yang sama maka dikatakan stabilitas instrumen tersebut cukup baik. Konsistensi internal instrumen memberikan indikasi homogenitas item dalam pengukuran dalam arti seberapa jauh instrumen tersebut menjadikan item-item yang diukur secara bersama-sama menjadi sebuah set dan secara independen menjadi bagian yang berarti terhadap keseluruhan.
Pengujian reliabilitas pada umumnya dikenakan untuk pengujian stabilitas instrumen dan konsistensi internal instrumen. Pengujian terhadap kedua karakteristik dari instrumen tersebut dapat dilakukan dengan beberapa metode. Untuk pengujian stabilitas instrumen terdapat dua macam uji yaitu test-retest reliability dan parallel-form reliability. Pengukuran konsistensi internal instrumen pengumpulan data dapat dilakukan dengan dua cara yaitu interitem consistency reliability dan split-half reliability. Salah satu alat test yang sering digunakan dalam pengujian konsistensi internal instrumen ialah Koefisien Alpha Cronbach. Koefisien Alpha Cronbach digunakan untuk mengukur reliabilitas instrumen yang pertanyaannya menggunakan skor dalam rentangan tertentu. Rumus yang digunakan dalam menghitung koefisien tersebut ialah :
σ2t = varians total butir pertanyaan
3.7. Pengukuran Waktu9
1. Teknik pengukuran waktu kerja secara langsung
Teknik pengukuran kerja dimaksudkan untuk menunjukkan isi kerja dari suatu pekerjaan. Isi kerja biasanya diukur dalam satuan waktu. Waktu yang diambil sebagai dasar pertimbangan adalah waktu yang secara normal diperlukan oleh seorang pekerja untuk menyelesaikan satu siklus pekerjaan dengan metode kerja terbaik. Waktu ini biasanya disebut dengan waktu baku.
Secara garis besar, pengukuran waktu dibagi dalam dua bagian, yaitu :
Pengukuran dilakukan secara langsung di tempat dimana pekerjaan yang bersangkutan dijalankan. Ada dua cara yang termasuk kedalam teknik ini, yaitu jam henti (stop watch time study) dan sampling kerja (work sampling)
2. Teknik pengukuran waktu kerja secara tidak langsung
Pengukuran waktu kerja dilakukan tanpa si pengamat harus berada di tempat dimana pekerjaan dilaksanakan, yaitu dengan cara membaca tabel-tabel waktu yang tersedia asalkan mengetahui jalannya pekerjaan melalui elemen-elemen gerakan; yang termasuk teknik ini data waktu baku dan data waku gerakan.
3.7.1. Langkah-langkah Sebelum Melakukan Pengukuran Waktu10
9
Sutalaksana, Z. I., A. Ruhana, dan J. H. Tjakraatmadja, Teknik Perancangan Sistem Kerja
(Cet.II; Bandung:Penerbit ITB, 2006), h. 131-132. 10
Aturan pengukuran yang perlu dijalankan untuk mendapatkan hasil yang baik. Aturan-aturan tersebut akan dijelaskan dalam langkah-langkah berikut :
1. Penetapan tujuan pengukuran
Hal-hal yang penting yang harus diketahui dan ditetapkan untuk apa hasil pengukuran digunakan, berapa tingkat ketelitian dan tingkat keyakinan yang diinginkan dari hasil pengukuran tersebut.Waktu standard yang akan diperoleh dimaksudkan untuk dipakai sebagai dasar upah perangsang, maka ketelitian dan keyakinan tentang hasil pengukuran harus tinggi karena menyangkut prestasi dan pendapatan buruh disamping keuntungan bagi perusahaan itu sendiri.
2. Melakukan penelitian pendahuluan
Penelitian pendahuluan dilakukan pengumpulan dan pencatatan semua keterangan yang dapat diperoleh mengenai kondisi pekerjaan, pekerja dan keadaan lingkungan yang dapat mempengaruhi keadaan pekerjaan. Hasil pengukuran waktu akan diperoleh waktu yang pantas diberikan kepada pekerja untuk menyelesaikan suatu pekerjaan. Waktu kerja yang pantas merupakan waktu kerja yang didapat dari kondisi kerja yang baik. Untuk itu perlu ditetapkan kondisi kerja dan metode kerja yang baik.
Operator yang akan diukur waktu penyelesaian pekerjaannya adalah operator yang memiliki kemampuan (skill) normal atau rata-rata dan dapat diajak bekerja sama dalam kegiatan pengukuran kerja nantinya.
4. Melatih operator
Melatih operator perlu dilakukan agar operator dapat bekerja secara konsisten. Operator harus dilatih terlebih dahulu dalam keadaan ini karena sebelum diukur operator harus sudah terbiasa dengan kondisi dan cara yang telah ditetapkan.
5. Mengurai pekerjaan atau elemen-elemen pekerjaan
Pekerjaan sebelum diukur harus ditetapkan dahulu siklus kerjanya. Pekerjaan dapat dibagi kedalam elemen-elemen gerakan yang lebih kecil dan lebih sederhana, dan selanjutnya elemen-elemen gerakan tersebutlah yang diamati. 6. Mempersiapkan alat-alat pengukuran
Alat-alat yang diperlukan untuk pengukuran adalah : a. Jam henti (stopwatch)
b. Lembar pengamatan
c. Alat-alat tulis, seperti pensil, pena
d. Alat-alat lain yang mendukung pengukuran
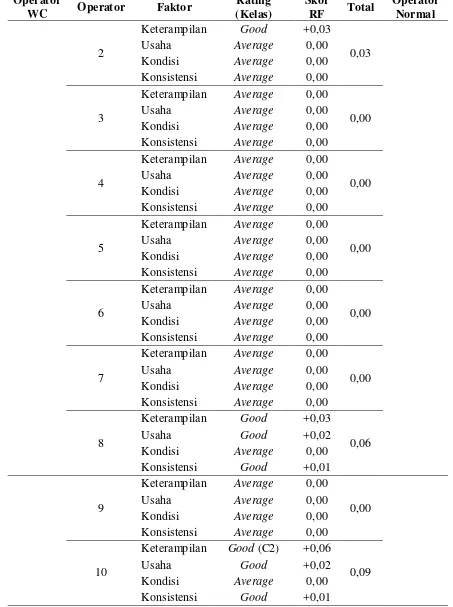
3.7.2. Tahapan Penentuan Waktu Normal11
Penentuan waktu normal harus memperhitungkan rating performance. Jika pekerja/operator bekerja secara wajar rating factor (rf) = 1, artinya waktu siklus
11
rata-rata sudah normal. Jika operator bekerja terlampau lambat (bekerja dibawah normal), maka rating factor (rf) < 1, dan sebaliknya apabila operator bekerja terlalu cepat (bekerja diatas normal), maka rating factor (rf) > 1. Cara menentukan apakah operator bekerja secara wajar atau tidak, maka selama dilakukannya pengamatan dan pengukuran waktu kerja, pengukur harus benar-benar memperhatikan kewajaran kerja yang ditunjukkan oleh operator. Kewajaran kerja seorang operator dapat dinilai oleh pengukur dengan suatu standar nilai yang dibuat berdasarkan konsep tentang bekerja wajar. Kemudah pemilihan konsep wajar, seorang pengukur dapat mempelajari bagaimana seorang operator dianggap berpengalaman bekerja tanpa usaha-usaha yang berlebihan sepanjang hari kerja, menguasai cara kerja yang ditetapkan dan menunjukkan kesungguhan dalam menjalankan pekerjaannya. Konsep kewajaran ini dikemukakan oleh ILO (International Labour Organization).
Konsep lain yang lebih terperinci selain konsep sebelumnya, yaitu cara Westinghouse. Terdapat empat faktor dalam metode ini yang menyebabkan kewajaran atau ketidakwajaran dalam bekerja, yaitu keterampilan, usaha, kondisi kerja dan konsistensi.
Rating performance ditentukan berdasarkan penilaian pada empat faktor yang dianggap menentukan kewajaran atau ketidakwajaran dalam bekerja, yaitu : 1. Keterampilan
Keterampilan adalah kemampuan untuk mengikuti cara kerja yang ditetapkan secara psikologis.
Usaha adalah kesungguhan yang ditunjukkan oleh pekerja atau operator ketika melakukan pekerjaannya.
3. Kondisi Kerja
Kondisi kerja adalah kondisi fisik lingkungan seperti keadaan pencahayaan, temperatur dan kebisingan ruangan.
4. Konsistensi
Faktor ini perlu diperhatikan karena angka-angka yang dicatat pada setiap pengukuran waktu tidak pernah semuanya sama. Besar nilai Westinghouse factor secara terperinci dapat dilihat pada Tabel 3.1.
Tabel 3.1. Westinghouse Factor
Faktor Kelas Lambang Penyesuaian Ketrampilan Superskill
Excellent
Usaha Excessive
Kondisi Kerja Ideal Konsistensi Perfect
Excellenty
a. Cara Objektif
Cara objektif adalah cara menentukan rating performance yang memperhatikan dua faktor, yaitu faktor kecepatan dan faktor tingkat kesulitan pekerjaan. Kedua faktor inilah yang dipandang secara bersama-sama menentukan performance pekerja.
3.7.3. Allowance12
Pekerja haruslah diberikan kelonggaran waktu untuk keperluan yang bersifat kebutuhan pribadi. Jumlah waktu longgar untuk kebutuhan personil dapat ditentukan dengan jalan melaksanakan aktivitas timestudy sehari kerja penuh atau dengan metode sampling kerja. Besarnya waktu untuk kelonggaran pribadi untuk pekerja pria berbeda dengan pekerja wanita. Misalnya untuk pekerjaan ringan pada kondisi kerja normal pria memerlukan 2-2,5% dan wanita 5% (persentase ini 3.7.3.1. Kelonggaran Waktu Untuk Kebutuhan Pribadi (Personal Allowance)
12 Sutalaksana, Z. I., A. Ruhana, dan J. H. Tjakraatmadja,
dari waktu normal), atau sepuluh sampai 24 menit setiap hari akan dipergunakan untuk kebutuhan yang bersifat personil apabila operator bekerja selama 8 jam per hari tanpa jam istirahat resmi. Jumlah waktu longgar untuk kebutuhan personil yang dipergunakan ini akan bervariasi tergantung pada individu pekerjanya dibandingkan dengan jenis pekerjaan yang dilaksanakannya, akan tetapi kenyataanya untuk pekerjaan-pekerjaan yang berat dan kondisi kerja ruang tidak enak (terutama temperature tinggi) akan menyebabkan kebutuhan waktu untuk personil ini lebih besar lagi. Allowance untuk hal ini bisa lebih besar dari 5%. 3.7.3.2. Kelonggaran Waktu Untuk Melepaskan Lelah (Fatique Allowance)
Kelelahan fisik manusia bisa disebabkan oleh beberapa penyebab diantaranya adalah kerja yang membutuhkan banyak pikiran (lelah mental) dan kerja fisik. Masalah yang dihadapi untuk menetapkan jumlah waktu yang dijinkan untuk melepaskan lelah adalah sangat sulit dan kompleks. Waktu yang dibutuhkan untuk keperluan istirahat sangat tergantung pada individu yang bersangkutan. Interval waktu dari siklus kerja dimana pekerja akan memikul beban kerja secara penuh, kondisi lingkungan fisik pekerjaan dan faktor-faktor lainnya. Waktu periode istirahat dan frekuensi pengadaanya akan tergantung pada jenis pekerjaannya.
3.7.3.3. Kelonggaran Waktu Karena Keterlambatan-Keterlambatan (Delay Allowance)
yang sulit untuk dihindarkan. (unavoidable delay) karena berada diluar kemampuan pekerja untuk mengendalikannya, tetapi bisa juga di sebabkan oleh beberapa faktor yang sebenarnya masih bisa dihindari, misalnya mengobrol yang berlebihan dan menganggur dengan sengaja. Macam dan lamanya keterlambatan untuk suatu aktivitas kerja dapat ditetapkan dengan teliti dengan melaksanakan aktivitas time study secara penuh bisa juga dengan kegiatan sampling kerja. Elemen-elemen kerja yang secara keseluruhan tidak diangap sebagi delay akan tetapi harus diamati dan diukur sebagaimana elemen-elemen kerja lainnya yang termasuk dalam siklus operasi.
3.7.4. Tahapan Penentuan Waktu Baku13
a. Waktu Terpilih
Penentuan waktu baku, diperlukan besarnya faktor kelonggaran (allowance). Kelonggaran diberikan untuk tiga hal, yaitu untuk kebutuhan pribadi, menghilangkan rasa letih (fatique) dan hambatan-hambatan lain yang tidak terhindarkan. Hal-hal tersebut merupakan hal yang nyata dibutuhkan oleh pekerja yang selama pengukuran tidak diamati, tidak diukur, tidak dicatat ataupun tidak dihitung. Waktu baku ditentukan berdasarkan hasil dari langkah-langkah yang telah ditentukan di atas. Secara terperinci adalah sebagai berikut :
�� = ∑��
�
b. Waktu Normal
Wn = Wt x Rating Factor
13
c. Waktu Standar
������������ =��� 100%
100%− ��������� (%)
3.8. Uji Keseragaman dan Kecukupan Data14
14
Ibid., h. 150-153
3.8.1. Pengujian Keseragaman Data
Pengujian keseragaman data adalah suatu pengujian yang berguna untuk
memastikan bahwa data yang dikumpulkan berasal dari satu sistem yang sama.
Melalui pengujian ini kita dapat mendeteksi adanya perbedaan-perbedaan dan
data-data yang di luar batas kendali (out of control) yang dapat kita gambarkan
pada peta kontrol. Data-data yang demikian dibuang dan tidak dipergunakan
dalam perhitungan selanjutnya. Pembuatan peta kontrol terlebih dahulu
ditentukan batas-batas kontrolnya dengan memakai rumus sebagai berikut:
p = Σ pi ; n = Σ n i
���= �̅ − ���̅(1− �̅) ��
Keterangan:
pi = persentase produktif di hari ke-i
ni = jumlah pengamatan yang dilakukan pada hari ke-i
k = harga indeks besarnya tergantung pada tingkat kepercayaan
n = rata-rata jumlah pengamatan keseluruhan
Untuk melakukan pengamatan dalam sampling kerja maka
masing-masing kejadian yang diamati selama aktivitas berlangsung harus memiliki
kesempatan yang sama untuk diamati.dengan kata lain pengamatan haruslah
dilakukan secara acak (random).
3.8.2. Perhitungan Jumlah Pengamatan yang Diperlukan
Penentuan banyaknya pengamatan yang harus dilakukan dipengaruhi
oleh dua faktor utama yaitu:
1. Tingkat ketelitian dari hasil pengamatan
2. Tingkat keyakinan dari hasil pengamatan
Tingkat ketelitian menunjukkan penyimpangan maksimum hasil
menunjukkan seberapa besar keyakinan si pengukur bahwa hasil yang diperoleh
memenuhi syarat ketelitian tadi.
Rumus: ��= ���(1−�)
�
Dimana : S = tingkat ketelitian yang dikehendaki (desimal).
p = persentase terjadinya kejadian yang diamati (desimal).
N = jumlah pengamatan yang harus dilakukan untuk sampling
kerja.
K = harga indeks besarnya tergantung pada tingkat kepercayaan.
Catatan: tingkat kepercayaan 68% harga k = 1
tingkat kepercayaan 95% harga k = 2
tingkat kepercayaan 99% harga k = 3
Setelah dilakukan perhitungan, ternyata harga N’ lebih kecil daripada
harga sebenarnya, maka pengamatan berhenti karena dianggap telah
mencukupi. Sebaliknya jika harga N’ tersebut lebih besar dari harga sebenarnya,
maka lakukan langkah pengamatan dari awal.
3.9. Peta Kerja15
15
Ibid., h. 35-36
Peta kerja adalah suatu alat yang menggambarkan kegiatan kerja secara sistematis dan jelas. Peta–peta kerja ini digunakan sehingga kita dapat melihat semua langkah atau kejadian yang dialami oleh benda kerja dari mulai masuk ke pabrik yang berbentuk bahan baku, kemudian menggambarkan semua langkah yang dialaminya, seperti : transportasi operasi, pemeriksaan dan perakitan, sampai akhirnya menjadi produk jadi, baik produk lengkap atau produk setengah jadi.
Peta kerja ini digunakan untuk memperbaiki metode kerja dari suatu proses produksi agar lebih mudah dilaksanakan. Perbaikan tersebut ditujukan untuk mengurangi biaya produksi secara keseluruhan. Jadi dengan demikian peta kerja ini merupakan alat yang baik untuk menganalisa suatu pekerjaan sehingga, akan mudah untuk menganalisa dan memperbaiki kesalahan, dan akan sangat bermanfaat dalam perencanaan sistem kerja.
3.9.2. Assembly Process Chart16
Penyelidikan atas semua harus menjadi yang pertama dibuat, karena seluruh operasi atau serangkaian operasi dapat dihilangkan dengan cara ini. Untuk
Jenis khusus dari bagan proses, kadang-kadang disebut bagan proses perakitan, berguna untuk menunjukkan situasi seperti berikut: ketika beberapa bagian diproses secara terpisah dan kemudian dirakit dan diproses bersama-sama, ketika suatu produk dibongkar dan komponen diproses lebih lanjut, untuk menunjukkan sebuah divisi dalam aliran kerja, seperti tindakan yang terpisah pada salinan yang berbeda dari bentuk kantor.
16
kaleng, itu akan membuang-buang waktu untuk melakukan studi rinci pembersihan dan penyemprotan operasi dengan memperbaiki ide mereka, hanya untuk menemukan kemudian bahwa mereka semua bisa dihilangkan.
3.9.3. Work Methods Design – Mengembangkan Metode Lebih Baik 17
a. Hilangkan semua pekerjaan yang tidak perlu
Suatu produk atau jasa baru yang sedang dirancang atau dikembangkan, pada saat itu pertimbangan hampir selalu diberikan ke sistem atau proses yang akan dibutuhkan untuk memproduksi produk atau menyediakan layanan. Ini adalah pada tahap ini bahwa seseorang memiliki kesempatan terbesar untuk menggunakan proses desain dan untuk datang dengan sistem produksi terbaik dan metode. Pencarian metode yang lebih baik, analis tidak boleh terlalu dipengaruhi satu saat, tetapi harus melihat semua cara untuk mencapai tujuan daripada hanya mencoba untuk membuat perbaikan dalam metode ini.
Pendekatan berikut harus dipertimbangkan dalam mengembangkan solusi yang mungkin dari mana metode kerja yang disukai akan dipilih.
Banyak pekerjaan yang dilakukan saat ini yang tidak perlu. Dalam banyak kasus pekerjaan atau proses tidak harus menjadi subjek untuk penyederhanaan atau perbaikan, melainkan harus dihilangkan seluruhnya. Perusahaan Procter and Gamble telah menemukan ini masalah penghapusan kerja, biaya penghapusan sangat menguntungkan bahwa mereka telah mendirikan sebuah prosedur formal
17
yang disebut "pendekatan eliminasi" perusahaan ini terus meningkatkan metode dan menyederhanakan pekerjaan, percaya bahwa solusi yang ideal adalah untuk menghilangkan biaya. Pendekatan biaya eliminasi adalah sebagai berikut:
1. Pilih biaya untuk ditanyai. Disarankan bahwa biaya besar harus menjadi yang pertama dalam rangka untuk mendapatkan kembali uang terbesar. Jika biaya besar dihilangkan sering akan mengakibatkan penghapusan operasi yang lebih kecil juga. Biaya tenaga kerja, biaya bahan, biaya administrasi, dan biaya overhead dari semua jenis mata pelajaran yang mungkin untuk eliminasi. Operasional yang efisien dapat dihilangkan semudah yang tidak dilakukan dengan baik. Prosedur mempertanyakan mudah digunakan. Tidak ada pekerjaan kertas atau perhitungan yang diperlukan, dan dalam pengetahuan fakta lengkap dari pekerjaan atau kegiatan biasanya tidak diperlukan.