PERBAIKAN RANCANGAN PRODUK MENGGUNAKAN
METODE QUALITY FUNCTION DEPLOYMENT DAN DESIGN
FOR MANUFACTURING AND ASSEMBLY
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
Suryadi
1 0 0 4 0 3 0 4 7
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
PERBAIKAN RANCANGAN PRODUK MENGGUNAKAN
METODE QUALITY FUNCTION DEPLOYMENT DAN DESIGN
FOR MANUFACTURING AND ASSEMBLY
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
SURYADI
Disetujui Oleh :
Pembimbing I Pembimbing II
(Ir. Rosnani Ginting, MT) (Erwin Sitorus, ST, MT)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Tuhan Yang Maha Esa yang senantiasa memberikan rahmat dan karunia-Nya kepada penulis sehingga dapat menyelesaikan Laporan Tugas Sarjana ini dengan baik.
Pembuatan Laporan Tugas Sarjana ini merupakan langkah awal bagi penulis untuk mengenal lingkungan kerja serta menerapkan ilmu yang telah dipelajari selama perkuliahan dan ditujukan untuk memenuhi syarat-syarat dan ketentuan dalam mengikuti kurikulum Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara guna melanjutkan ke penelitian dan penulisan laporan Tugas Sarjana.
Laporan Tugas Sarjana ini terdiri dari struktur pengerjaan dan dasar-dasar dari penelitian yang akan dilakukan di PT. Cakrawala Elecorindo. Laporan ini memaparkan tugas sarjana penulis yaitu “Perbaikan Rancangan Produk
Menggunakan Metode Quality Function Deployment dan Design for
Manufacturing and Assembly”.
Penulis menyadari bahwa laporan Tugas Sarjana ini masih jauh dari kesempurnaan. Oleh karena itu, penulis sangat mengharapkan kritik dan saran yang membangun dari para pembaca sekalian demi kesempurnaan Laporan Tugas Sarjana ini. Akhir kata, penulis berharap agar Laporan ini berguna bagi kita semua.
UCAPAN TERIMA KASIH
Selama proses penulisan Tugas Sarjana ini, penulis telah mendapatkan bimbingan dan dukungan yang besar, baik berupa materi, spiritual, informasi maupun administari dari berbagai pihak. Oleh sebab itu penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT, selaku Sekretaris Jurusan Teknik Industri Universitas Sumatera Utara.
3. Ibu Ir. Rosnani Ginting, MT, selaku Dosen Pembimbing I penulis, atas bimbingan dan masukan yang diberikan dalam penyelesaian Tugas Sarjana ini.
4. Bapak Erwin Sitorus, ST, MT, selaku Dosen Pembimbing II penulis, atas bimbingan dan masukan yang diberikan dalam penyelesaian Tugas Sarjana ini.
5. Bapak Atak selaku Pembimbing Lapangan PT. Cakrawala Elecorindo yang telah memberikan bantuan berupa bimbingan serta informasi dan data selama melakukan penelitian di perusahaan.
7. Rekan seperjuangan penulis pada saat penelitian, Arie, Ayu, Lisa, Fina, Cici, Adel, Novri, Rois dan Rini.
8. Sahabat-sahabat penulis, Marwin Alfredo, Calvin Chandra, Robert dan Arief Rifan yang senantiasa memberikan dukungan kepada penulis.
9. Teman-teman seperjuangan penulis pada saat melakukan tugas sarjana, Putra Jaya, Susanto, Jusco, Joseph, Calvin Setiawan, Ivana, dan Andy.
10.Teman-teman rekan kerja di Laboratorium Sistem Produksi, Hendro, Ayu, Fitri, Wahyuni, Ifra, Rizki, Julius, dan Andy Prima yang mendukung penulis dalam menyelesaikan Tugas Sarjana ini.
11.Semua teman angkatan 2010 di Departemen Teknik Industri USU yang telah memberikan banyak masukan kepada penulis.
12.Bang Nurmansyah, Bang Mijo, Kak Dina, Kak Ani, dan Bang Ridho atas bantuan dan tenaga yang telah diberikan dalam memperlancar penyelesaian Tugas Sarjana ini.
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis mengucapkan terima kasih. Kiranya laporan ini bermanfaat bagi kita semua.
Medan, Juni 2015
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... vi
DAFTAR TABEL ... xv
DAFTAR GAMBAR ... xviii
DAFTAR LAMPIRAN ... xx
ABSTRAK ... xxi
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.7.2. Peralatan ... II-13 2.8. Utilitas ... II-14 2.9. Safety and Fire Protection ... II-14 2.10.Limbah ... II-14
III LANDASAN TEORI ... III-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.8. Validitas Data ... III-20 3.9. Reliabilitas Data ... III-21 3.10. Pengukuran Waktu ... III-22 3.11. Peta Kerja ... III-24 3.11.1. Definisi Peta Kerja ... III-24 3.11.2. Assembly Process Chart ... III-24 3.12. Struktur Produk ... III-25
IV METODOLOGI PENELITIAN ... IV-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.8.2. Stopwatch ... IV-11 4.9. Populasi ... IV-11 4.10.Pengolahan Data... IV-14 4.10.1. Pengolahan Kansei Engineering ... IV-14 4.10.2. Membuat Matriks House of Quality (HoQ) ... IV-16 4.10.3. Perancangan Produk dengan Metode DFMA ... IV-19 4.11.Analisis Pemecahan Masalah ... IV-20 4.12.Kesimpulan dan Saran... IV-21
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
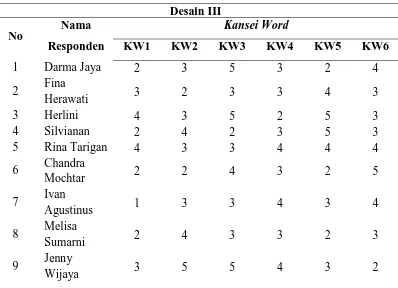
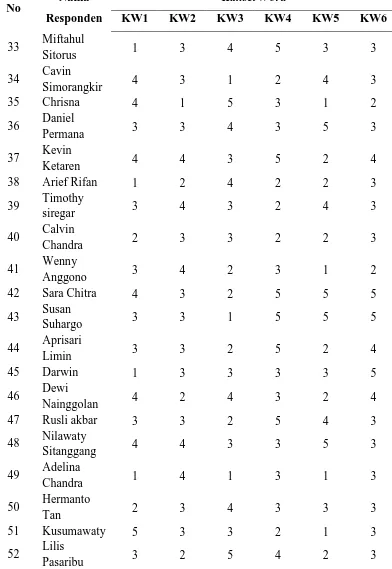
5.1. Pengumpulan Data ... V-1 5.1.1. Pembuatan dan Penyebaran Kuesioner ... V-1 5.1.2. Rekapitulasi Kuesioner Pendahuluan ... V-1 5.1.3. Rekapitulasi Kuesioner Kansei ... V-4 5.1.4. Rekapitulasi Kuesioner Tertutup ... V-46 5.1.5. Data Desain Produk Awal ... V-47 5.1.5.1. Bill of Material ... V-47 5.1.5.2. Proses Perakitan Blender ... V-48 5.1.5.3. Pengukuran Waktu ... V-53
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.1.5.4. Pengukuran Waktu Proses Tiap Stasiun Kerja ... V-54 5.1.5.5. Penetapan Allowance (Kelonggaran Waktu) ... V-58 5.2. Pengolahan Data ... V-59 5.2.1. Pengolahan dengan Metode Kansei Engineering ... V-59 5.2.1.1. Penetapan Tujuan ... V-60 5.2.1.2. Pengumpulan Kata Kansei ... V-60 5.2.1.3. Penetapan Skala Semantic Differential dari
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.3.4. Menetapkan Hubungan Antara Karakteristik
Teknis ... V-76 5.2.3.5. Menetapkan Tingkat Hubungan Antara
Karakteristik Teknis Produk Dengan Keinginan
Konsumen ... V-78 5.2.3.6. Menyusun Matriks Perencanaan ... V-79 5.2.3.7. Membangun Matriks House of Quality (HoQ)
Pertama Produk Blender ... V-81 5.2.4. Pengolahan Quality Function Deployment Fase II ... V-85 5.2.4.1. Menetapkan Karakteristik Teknis Prioritas
Berdasarkan QFD Fase I ... V-85 5.2.4.2. Menetapkan Part Kritis ... V-85 5.2.4.3. Menetapkan Hubungan antara Part Kritis ... V-85 5.2.4.4. Menetapkan Hubungan antara Karakteristik
Teknis dengan Part Kritis ... V-86 5.2.4.5. Menyusun Matriks Perencanaan ... V-87 5.2.5. Pengolahan dengan Metode Design for Manufacturing
and Assembly ... V-91 5.2.5.1. Pengolahan Waktu Perakitan ... V-91
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.5.1.2. Uji Kecukupan Data ... V-91 5.2.5.1.3. Perhitungan Waktu Normal dan Waktu
Baku ... V-102 5.2.5.2. Perbaikan Rancangan dengan Metode DFMA ... V-104 5.2.5.3. Struktur Produk ... V-104 5.2.5.4. Evaluasi Komponen Penyusun Produk Serta
Pengembangan DFMA Worksheet dari Desain
Awal Produk ... V-106 5.2.5.5. Identifikasi Part yang dapat Dikembangkan,
Kombinasi dan Eliminasi ... V-108 5.2.5.6. Perbaikan Assembly Process Chart ... V-110 5.2.5.6.1. Assembly Process Chart Desain Awal ... V-110 5.2.5.6.2. Analisis Proses Perakitan dengan
Menggunakan 5W dan 1H ... V-112 5.2.5.6.3.Menggambarkan Assembly P r o c e s s
Chart Usulan dan S t r u k t u r P r o d u k
Usulan ... V-114 5.2.5.7. Pengembangan Lembar Kerja DFMA dari
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.5.9. Rancangan Produk Akhir DFMA... V-123
VI ANALISIS DAN PEMECAHAN MASALAH ... VI-1
6.1. Analisis Data Kuesioner ... VI-1 6.2. Analisis Pengukuran Waktu ... VI-2 6.3. Analisis QFD Fase I ... VI-2
6.3.1. Analisis Matriks Variable Proses Perakitan Terhadap
Tingkat Kepentingan ... VI-3 6.3.2. Analisis Matriks Variabel Produk Terhadap Sales Point .... VI-4 6.3.3. Analisis Matriks Importance Weight dan Relative Weight . VI-5 6.3.4. Analisis Matriks Ukuran Kinerja Proses Perakitan ... VI-5 6.4. Analisis QFD Fase II ... VI-7 6.5. Analisis Metode DFMA ... VI-7
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-1
DAFTAR TABEL
TABEL HALAMAN
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.18. Kata Kansei ... V-61 5.19. Skala Semantic Differential ... V-61 5.20. Pengurutan Desain dan Kategori Blender ... V-62 5.21. Rekapitulasi Hasil Perhitungan Rata-Rata ... V-65 5.22. Nilai Utilitas Kuesioner Kansei ... V-67 5.23. Tabulasi Frekuensi Jawaban Responden ... V-69 5.24. Proporsi, Proporsi Kumulatif dan Nilai Z ... V-69 5.25. Nilai Densitas untuk Masing-Masing Nilai Z ... V-70 5.26. Nilai Scale Value untuk Masing-Masing Skala ... V-71 5.27. Hasil Perhitunga Validitas Derajat Kepentingan ... V-72 5.28. Perhitungan Varians Tiap Butir ... V-72 5.29. Customer Requirement (CR) terhadap Proses Perakitan Blender . V-74 5.30. Customer Importance (CI) terhadap Proses Perakitan Blender .... V-75 5.31. Karakteristik Teknis Produk Blender ... V-76 5.32. Nilai Sales Point Proses Perakitan Blender ... V-79 5.33. Nilai Importance dan Relative Weight ... V-81 5.34. Rekapitulasi Uji Keseragaman Data Waktu Elemen Kegiatan
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.36. Rekapitulasi Uji Kecukupan Data Waktu Elemen Perakitan
Blender ... V-99 5.37. Perhitungan Waktu Normal dan Waktu Baku Proses Perakitan
DAFTAR GAMBAR
GAMBAR HALAMAN
1.1. Spesifikasi Blender ... I-2 2.1. Struktur Organisasi pada PT Cakrawala Elecorindo ... II-2 3.1. Langkah-Langkah Kansei Engineering ... III-2 3.2. House of Quality ... III-9 3.3 Struktur Produk ... III-26 4.1. Kerangka Konseptual Penelitian ... IV-3 4.2. Langkah-langkah Proses Penelitian ... IV-5 4.3. Diagram Alir Pembuatan Kuesioner ... IV-10 4.4. Stopwatch ... IV-11 4.5. Langkah-langkah Kansei Engineering ... IV-14 4.6. Diagram Alir Pembangunan House of Quality Fase I ... IV-18 4.7. Blok Diagram Perancangan dan Perbaikan Produk ... IV-20 5.1. Hubungan Antar Karakteristik Teknik Produk Blender ... V-77 5.2. Matriks Antara CR dengan Karakteristik Teknis Blender ... V-78 5.3. Penentuan Tingkat Kesulitan, Derajat Kepentingan dan
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
5.6. Matriks Antara Karakteristik Teknis Prioritas dengan Part Kritis
Produk Blender ... V-87 5.7. Penentuan Tingkat Kesulitan, Derajat Kepentingan dan
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Kuesioner Keluhan Kansei ... L-1 2. Kuesioner Kansei ... L-2 3. Kuesioner Tertutup ... L-3 4. Surat Permohonan Tugas Sarjana Halaman 1 ... L-4 5. Formulir Penetapan Tugas Sarjana Halaman 2 ... L-5 6. Tabel Nilai r Product Moment ... L-6 7. Tabel Normal ... L-7 8. Surat Permohonan Riset Tugas Sarjana di PT. Cakrawala
Elecorindo ... L-8 9. Surat Balasan Penerimaan Riset Tugas Sarjana di PT.
Cakrawala Elecorindo... L-9 10. Surat Keputusan Tugas Sarjana Mahasiswa ... L-10 11. Berita Acara Laporan Tugas sarjana dengan Dosen
Pembimbing I ... L-11 12. Berita Acara Laporan Tugas sarjana dengan Dosen
Pembimbing II ... L-12 13. Berita Acara Laporan Tugas sarjana dengan Pembimbing
ABSTRAK
Perkembangan teknologi yang semakin canggih dari tahun ke tahun membuat perusahaan harus terus berinovasi terhadap produk yang dihasilkan. Hal ini dikarenakan keinginan konsumen terhadap produk perusahaan terus berubah dan perusahaan harus cepat tanggap terhadap perubahan pasar. Perusahaan harus mampu menghasilkan produk yang sesuai dengan keinginan konsumen serta mampu memenuhi permintaan konsumen yang selalu meningkat. PT. Cakrawala Elecorindo merupakan sebuah perusahaan swasta yang bergerak dibidang manufaktur elektronik rumah tangga yaitu blender. Permasalahan yang terjadi di PT. Cakrawala Elecorindo adalah adanya keluhan pelanggan terhadap produk blender serta lamanya waktu yang diperlukan dalam perakitan produk blender 2GN dengan rata-rata waktu proses perakitan sebuah blender selama 421,18 detik dan jumlah komponen produk blender yang banyak dengan jumlah komponen penyusun yang mencapai 34 unit. Untuk menyelesaikan masalah ini maka disebar kuesioner Kansei untuk mengetahui keluhan pelanggan terhadap produk blender dan kemudian menggunakan metode quality function deployment (QFD) untuk mengetahui keinginan konsumen terhadap produk blender serta part kritis dari blender yang akan diperbaiki dengan metode design for manufacturing and
assembly (DFMA). Dengan menggunakan kedua metode tersebut, maka akan
didapatkan hasil rancangan blender dimana terjadi penghematan waktu perakitan sebesar 0,24 menit/unit produk serta penghematan biaya perakitan sebesar Rp 1.309,61/unit produk blender.
Kata Kunci : kansei, quality function deployment (QFD), design for
BAB I
PENDAHULUAN
1.1. Latar Belakang
Perkembangan teknologi yang semakin canggih dari tahun ke tahun membuat perusahaan harus terus berinovasi terhadap produk yang dihasilkan. Hal ini dikarenakan keinginan konsumen terhadap produk perusahaan terus berubah dan perusahaan harus cepat tanggap terhadap perubahan pasar. Perusahaan harus mampu menghasilkan produk yang sesuai dengan keinginan konsumen serta mampu memenuhi permintaan konsumen yang selalu meningkat.
Sumber : www.google.com
Gambar 1.1. Spesifikasi Blender
Tabel 1.1. Data Permintaan Produk Blender 2GN Periode 2013/2014
Bulan Jumlah (unit)
Agustus 1966
September 1758
Oktober 3047
November 1950
Desember 1743
Januari 2744
Februari 2364
Maret 1509
April 1471
Mei 3259
Juni 3627
Juli 3039
Sumber : PT Cakrawala Elecorindo
Permasalahan yang terjadi di PT. Cakrawala Elecorindo adalah adanya keluhan pelanggan terhadap produk blender serta lamanya waktu yang diperlukan dalam perakitan produk blender 2GN dengan rata-rata waktu proses perakitan sebuah blender selama 421,18 detik dan jumlah komponen produk blender yang banyak dengan jumlah komponen penyusun yang mencapai 34 unit. Oleh karena itu PT Cakrawala Elecorindo harus melakukan perancangan produk terhadap blender 2GN berdasarkan keluhan konsumen agar lebih efisien dari segi waktu dan biaya sehingga memenuhi permintaan konsumen.
Permasalahan pada penelitian ini diselesaikan dengan menggunakan metode QFD. QFD1
1
Eshan S. Jaiwal. 2012. A Case Study on Quality function Deployment (QFD). India:Mewar University
(Quality Function Deployment) telah digunakan untuk menerjemahkan keinginan dan kebutuhan konsumen dalam karakteristik teknik dalam hal untuk meningkatkan kepuasan konsumen. QFD menggunakan House of
design sebagai gagasan untuk memenuhi keinginan konsumen dan membangun prioritas dari karakteristik teknik untuk memuaskan mereka.
Design for Manufacturing and Assembly (DFMA)2
1.2. Rumusan Masalah
adalah metode yang digunakan untuk mengurangi biaya produksi dengan meningkatkan proses manufaktur dan perakitannya. Metode DFMA mengacu kepada proses design rekayasa untuk mengoptimalkan hubungan antara material, part dan mengurangi waktu pemasaran dengan membuat produk itu lebih mudah dalam proses perakitan.
Rumusan masalah pada penelitian ini adalah adanya perbaikan terhadap rancangan produk blender 2GN sehingga lebih efisien dibandingkan dengan rancangan produk awal dari segi waktu dan biaya.
1.3. Tujuan Penelitian
Tujuan umum penelitian adalah perbaikan rancangan produk blender 2GN agar sesuai dengan keinginan konsumen.
Tujuan khusus yang ingin dicapai dalam penelitian tugas akhir ini adalah: 1. Mengidentifikasi keluhan konsumen terhadap produk blender dengan
menggunakan Kansei Engineering.
2. Mengidentifikasi karakteristik teknis dan keinginan konsumen dengan menggunakan metode Quality Function Deployment (QFD).
2 Jahangir Yadollhi. 2012. The Integration of QFD Technique, Value Engineering and Design for
3. Menemukan alternatif rancangan usulan untuk perbaikan produk dengan metode Design for Manufacturing and Assembly (DFMA).
1.4. Manfaat Penelitian
Manfaat yang hendak dicapai dalam melakukan penelitian ini adalah sebagai berikut:
1. Manfaat bagi mahasiswa
Mengaplikasikan teori yang diperoleh selama kuliah dan pada saat laboratorium di lapangan kerja sehingga mahasiswa dapat menganalisa dan mengevaluasi setiap permasalahan yang terjadi sebelum mahasiswa memasuki dunia kerja khususnya dalam hal perbaikan rancangan produk dengan metode
quality function deployment dan design for manufacturing and assembly untuk
perbaikan rancangan produk. 2. Manfaat bagi perusahaan
Sebagai masukan bagi perusahaan untuk menghasilkan produk yang efisien dan efektif dari segi waktu perakitan maupun biaya yang digunakan.
3. Bagi Departemen Teknik Industri USU
1.5. Batasan dan Asumsi Penelitian
Batasan dalam penelitian ini adalah :
1. Penelitian hanya dilakukan untuk desain produk blender 2GN di PT Cakrawala Elecorindo.
2. Penelitian hanya dilakukan pada produk blender 2GN.
3. Metode yang digunakan adalah Quality Function Deployment (QFD) dan
Design for Manufacturing and Assembly (DFMA).
4. Analisis biaya (cost) yang dilakukan hanya pada biaya assembly. Asumsi dalam penelitian yang dilakukan adalah :
1. Produk blender 2GN di PT Cakrawala Elecorindo dengan desain saat ini masih tetap digemari pasar.
2. Tidak ada perubahan sistem produksi dan metode kerja selama penelitian dilaksanakan.
3. Operator dianggap telah menguasai pekerjaannya dalam proses produksi produk blender.
1.6. Sistematika Penulisan Laporan
Sistematika penulisan tugas sarjana dapat dilihat sebagai berikut :
Bab II gambaran umum PT. Cakrawala Elecorindo, ruang lingkup perusahaan, lokasi, struktur organisasi , tugas dan tanggung jawab, jumlah tenaga kerja dan jam kerja karyawan, dan sistem pengupahan,
Bab III Landasan Teori, berisi teori tentang metode Quality Function
Deployment (QFD), Design for Manufacture and Assembly (DFMA), pengukuran
waktu, kuisioner, teknik sampling, uji validitas dan reliabilitas data serta
assemmbly process chart.
Bab IV Metodologi Penelitian, menguraikan tahap-tahap yang dilakukan dalam penelitian yaitu persiapan penelitian meliputi penentuan lokasi penelitian, jenis penelitian, objek penelitian, kerangka berpikir, defenisi operasional, identifikasi variabel penelitian, instrumen pengumpulan data, populasi, teknik
sampling, sumber data, metode pengolahan data, blok diagram prosedur penelitian
dan pengolahan data dengan metode Quality Function Deployment (QFD), Design
for Manufacture and Assembly, pengolahan data, analisis pemecahan masalah
sampai kesimpulan dan saran.
Bab V Pengumpulan dan Pengolahan Data, berisi pengumpulan data-data kuesioner, yang kemudian dilakukan pengolahan data yaitu validitas dan reliabilitas data, membangun matriks House of Quality (HOQ), perancangan produk dengan Design for Manufacture and Assembly dan perbaikan urutan pengerjaan produk dengan assembly process chart.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT Cakrawala Elecorindo yang beralamat di Jl. Pancing No. 8 Blok C Komplek Pergudangan MMTC. merupakan salah satu perusahaan yang berbentuk perseroan terbatas yang bergerak dibidang manufaktur barang elektronik.
2.2. Ruang Lingkup Bidang Usaha
Ruang lingkup bidang usaha PT Cakrawala Elecorindo yaitu memproduksi alat-alat elektronik rumah tangga yaitu rice cooker, blender dan setrika.
2.3. Lokasi Perusahaan
Lokasi PT Cakrawala Elecorindo terletak di Jl. Pancing No. 8 Blok C Komplek Pergudangan MMTC.
2.4. Daerah Pemasaran
2.5. Organisasi dan Manajemen
2.5.1. Struktur Organisasi Perusahaan
Struktur organisasi pada PT. Cakrawala Elecorindo yaitu adalah struktur organisasi lini dan fungsional. Struktur organisasi lini dan fungsional adalah suatu bentuk organisasi dimana wewenang dari pimpinan tertinggi dilimpahkan kepada kepala unit dibawahnya dalam bidang pekerjaan tertentu dan selanjutnya pimpinan tertinggi tadi masih memberikan wewenang kepada bagian yang sudah terspesialisasi untuk melaksanakan bidang pekerjaan operasional dan hasil tugasnya diserahkan kepada kepala unit terdahulu tanpa memandang eselon atau tingkatan. Struktur organisasi pada PT Cakrawala Elecorindo dengan jenis struktur organisasi lini dan fungsional dapat dilihat pada Gambar 2.1.
Direktur
Kepala Gudang Bahan baku
Supervisor Barang Jadi
Manager Keuangan dan Pembelian Manager Pemasaran
Supervisor Gudang ½ Jadi
Manager Personalia
Kepala Bengkel & Tooling Kepala
Quality Control
Supervisor Spare part Manager Desain Manager
Produksi
[image:31.595.114.509.415.675.2]Sumber: PT Cakrawala Elecorindo
2.5.2. Pembagian Tugas dan Tanggung Jawab
Pembagian kerja dan tanggung jawab di PT Cakrawala Elecorindo merupakan bagaimana fungsi-fungsi atau kegiatan-kegiatan yang berbeda-beda tersebut yang saling diintegrasikan (koordinasi) antara satu jabatan dengan jabatan lainnya. Pembagian tugas dan tanggung jawab untuk masing-masing jabatan pada PT Cakrawala Elecorindo sesuai dengan struktur organisasi yaitu:
1. Direktur.
a. Menetapkan Tujuan,visi,dan misi perusahaan.
b. Menetapkan kebijakan mutu dan tujuan mutu perusahaan. 2. Manager Desain.
a. Merancang design produk.
b. Bertanggung jawab dalam melakukan pengembangan produk. c. Bertanggung jawab terhadap realisasi rancangan produk. 3. Manager Pemasaran.
a. Memantau informasi berkaitan dengan persepsi pelanggan dengan kinerja perusahaan yang telah mematuhi persyaratan pelanggan.
b. Bertanggung jawab dalam penyimpanan serta pemeliharaan dokumen dan rekaman mutu.
c. Bertanggung jawab terhadap realisasi sasaran mutu bagian pemasaran. 4. Manager Keuangan dan Pembelian.
b. Menilai dan memilih pemasok berdasarkan kemampuannya memasok produk sesuai dengan persyaratan perusahaan.
c. Bertanggung jawab dalam penyimpanan serta pemeliharaan dokumen dan rekaman mutu.
d. Bertanggung jawab terhadap realisasi sasaran mutu bagian pembelian. 5. Manager Produksi.
a. Melaksanakan dan meproduksi produk sesuai dengan design yang dirancang.
b. Memproduksi sesuai dengan permintaan.
c. Bertanggung jawab terhadap produk yang diproduksi 6. Manager Personalia.
a. Menetapkan kemampuan yang diperlukan bagian personil yang melaksanakan pekerjaan yang memenuhi persyaratan produk.
b. Menyediakan pelatihan atau melakukan tindakan lain untuk mencapai kemampuan yang diperlukan.
c. Menilai keefektifan tindakan yang dilakukan. 7. Kepala Bengkel & Tooling
a. Melaksanakan perawatan,perbaikan, penyediaan alat dan mesin. b. Membuat laporan perawatan perbaikan, penyediaan alat dan mesin. 8. Kepala Gudang Bahan Baku.
a. Mengimplementasikan prosedur sistem manajemen mutu kepada personil gudang bahan baku.
c. Mengatur pemakaian bahan, sumber daya manusia, peralatan dan inventaris perusahaan seefisien mungkin.
9. Kepala Quality Control
a. Bertanggung jawab terhadap tersedianya bahan baku dan sparepart.
b. Bertanggung jawab terhadap terpenuhinya pengiriman produk kepada pelanggan.
c. Bertanggung jawab terhadap penanganan keluhan pelanggan. 10. Supervisor Gudang ½ Jadi.
a. Mengimplementasikan prosedur sistem manajemen mutu kepada personil gudang ½ jadi.
b. Menjalin dan meningkatkan kerja sama yang baik antar bagian.
c. Mengatur pemakaian bahan, sumber daya manusia, peralatan dan inventaris perusahaan seekfektif dan seefisien mungkin.
11. Supervisor Gudang Barang Jadi.
a. Mengimplementasikan prosedur sistem manajemen mutu kepada personil gudang barang jadi.
b. Bertanggung jawab terhadap realisasi sasaran mutu bagian gudang barang jadi.
c. Bertanggung jawab terhadap penyimpanan serta pemeliharaan dokumen dan rekaman mutu.
12. Supervisor Gudang Sparepart.
b. Menjalin dan meningkatkan kerja sama yang baik antar bagian.
c. Bertanggung jawab terhadap realisasi sasaran mutu bagian gudang sparepart.
2.5.3. Jumlah Tenaga Kerja & Jam Kerja
2.5.3.1.Jumlah Tenaga Kerja
Jumlah tenaga kerja pada PT Cakrawala Elecorindo sebanyak 92 orang pekerja tetap dan 27 orang pekerja tidak tetap.
2.5.3.2.Jam Kerja
Jam kerja PT Cakrawala Elecorindo terbagi menjadi 3 shift, yaitu sebagai berikut:
1. Shift I yaitu mulai dari jam 08:00 sampai jam 16:00 WIB, 2. Shift II yaitu mulai dari jam 16:00 sampai jam 24:00 WIB, 3. Shift III yaitu mulai dari jam 24:00 sampai jam 08:00 WIB. Pembagian kerja ini sudah termasuk 1 jam waktu istirahat.
2.5.4. Sistem Pengupahan & Fasilitas Lainnya
Sistem pengupahan PT Cakrawala Elecorindo ini berdasarkan status karyawan, yakni karyawan tetap dan karyawan tidak tetap (kontrak)
1. Karyawan tetap
2. Karyawan tidak tetap
Tenaga kerja ini adalah sebagian besar dari tenaga kerja langsung yang dibayar untuk masa tertentu yang besarnya sesuai dengan kesepakatan antara perusahaan dengan karyawan, sebagian besar pada bagian produksi dan sebagian lagi pada bagian pergudangan, yang mana gajinya sesuai dengan kontrak yang berlaku.
Pengupahan pada perusahaan ini terdiri dari: 1. Upah pokok
2. Upah lembur 3. Tunjangan jabatan
4. Tunjangan transpor, makan dan lain-lain
Penetapan upah pada dasarnya ditetapkan berdasarkan jabatan, keahlian, kecakapan, prestasi kerja dari karyawan yang bersangkutan, pajak atas upah menjadi tanggungan karyawan..
Fasilitas yang diberikan perusahaan berupa:
1. Jaminan kesehatan, kecelakaan, hari tua dan kematian dengan memberikan jaminan sosial tenaga kerja (JAMSOSTEK).
2. Perusahaan menyadiakan prasarana yaitu koperasi, poliklinik, dan rumah ibadah.
2.6. Proses Produksi
2.6.1. Bahan yang Digunakan
2.6.1.1. Bahan Baku
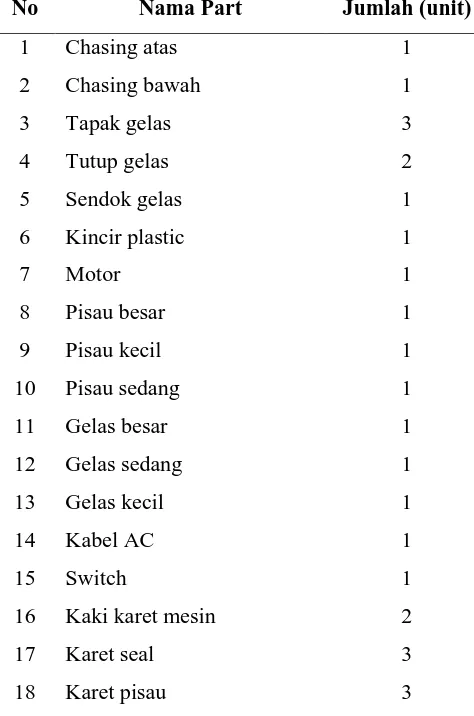
[image:37.595.191.428.337.695.2]Bahan baku merupakan bahan utama yang digunakan dalam proses produksi untuk menghasilkan sebuah produk. Bahan baku yang digunakan oleh PT Cakrawala Elecorindo pada proses perakitan untuk jenis produk blender 2GN dapat dilihat pada tabel 2.1.
Tabel 2.1. Bahan Baku Perakitan Produk Blender 2GN
No Nama Part Jumlah (unit)
1 Chasing atas 1
2 Chasing bawah 1
3 Tapak gelas 3
4 Tutup gelas 2
5 Sendok gelas 1
6 Kincir plastic 1
7 Motor 1
8 Pisau besar 1
9 Pisau kecil 1
10 Pisau sedang 1
11 Gelas besar 1
12 Gelas sedang 1
13 Gelas kecil 1
14 Kabel AC 1
15 Switch 1
16 Kaki karet mesin 2
17 Karet seal 3
Tabel 2.1. Bahan Baku Perakitan Produk Blender 2GN (Lanjutan)
No Nama Part Jumlah (unit)
19 Kincir karet 3
20 Joiner kabel 1
21 Baut dan sekrup Baut = 6,
sekrup = 4
22 Ring mika 3
Sumber: PT Cakrawala Elecorindo
2.6.1.2. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dalam proses produksi dan berfungsi meningkatkan mutu produk serta merupakan bagian dari produk akhir. Bahan tambahan yang digunakan untuk produk blender 2GN dapat dilihat pada tabel 2.2.
Tabel 2.2. Bahan Tambahan Perakitan Produk Blender 2GN
No Nama Part Jumlah (unit)
1 Lembar petunjuk
penggunaan
1
2 Kartu garansi 1
3 Stiker circuit breaker 1
4 Stiker segel 1
5 Plastik 1
6 Box kecil 1
7 Box packing 1 pc ( untuk 6
unit)
2.6.1.3. Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam proses produksi dan ditambahkan ke dalam proses pembuatan produk yang mana komponennya tidak terdapat pada produk akhir. Bahan penolong yang digunakan adalah berupa
thinner yang digunakan untuk membersihkan blender.
2.6.2. Uraian Proses
Uraian proses perakitan blender 2GN pada PT Cakrawala Elecorindo adalah sebagai berikut:
1. Proses pemasangan switch dan dynamo terdiri dari
a. Dipasangkan switch pada chasing atas dan kunci dengan 2 buah sekrup ½”.
b. Dipasangkan stiker circuit breaker pada chasing atas.
c. Dipasang dynamo dan kunci dengan 4 buah baut M4x10mm.
d. Dipasang kabel AC, kabel warna coklat ke terminal on switch dan kabel warna hitam dari dynamo ke terminal off switch.
e. Dikupas insulasi kabel warna hitam dynamo, disambungkan ke kabel warna biru dari kabel AC, dipasang joiner kabel kemudian dilackband dan diarahkan ke samping bagian dalam chasing atas.
2. Proses pengetesan awal dinamo terdiri dari
a. Dihubungkan plug kabel AC ke tegangan listrik.
c. Diberi glue pada kaki karet untuk chasing bawah. d. Ditempelkan kaki karet pada chasing bawah.
e. Dipasangkan chasing bawah dengan chasing atas lalu kunci dengan 4 buah sekrup ½”.
f. Diperiksa kondisi chasing atas dan bawah.
g. Diambil stiker segel kemudian ditempelkan pada bagian chasing bawah menutup lubang sekrup.
3. Proses pemasangan pisau terdiri dari:
a. Dibersihkan blender dengan menggunakan kain lap dan cairan pembersih.
b. Dipasangkan kincir pada as dynamo dengan cara memutar berlawanan arah jarum jam.
c. Dimasukkan blender kedalam plastik kemudian ikatkan ujung plastik. d. Dioleskan vaseline pada pisau besar kemudian dipasangkan pada tapak
gelas.
e. Dipasangkan ring hitam lalu ring putih kemudian dikunci dengan karet ban.
4. Proses pengetesan akhir dinamo terdiri dari:
a. Dimasukkan karet seal ke tapak gelas yang sudah dipasang pisau. b. Dipasang tapak gelas pada blender.
c. Dipasang gelas kecil pada tapak gelas.
e. Dihidupkan switch dan diperhatikan suara dynamo serta penunjukkan amperemeter pada posisi 0,4 – 0,6 A.
f. Dipasang gelas besar pada tapak pisau besar kemudian dibungkus dengan plastik.
g. Dipasang gelas kecil pada tapak pisau kecil kemudian dibungkus dengan plastik.
h. Dimasukkan gelas kecil kedalam gelas besar. 5. Proses packing terdiri dari :
a. Disiapkan karton kecil.
b. Dimasukkan bagian gelas besar. c. Dimasukkan bagian mesin blender.
d. Dimasukkan bagian gelas sedang di atas bagian mesin blender. e. Dimasukkan bagian tapak pisau sedang.
f. Dipasang sekat layer dimasukkan 2 buah tutup gelas dan 1 buah sendok. g. Dimasukkan kartu garansi dan petunjuk penggunaan.
h. Dipasang layer panjang dan tutup karton.
2.7. Mesin dan Peralatan
2.7.1. Mesin Produksi
1. Mesin moulding, berfungsi sebagai pencetak bahan rangka blender yang berupa plastic.
2. Mixer merupakan mesin pengaduk semua bahan plastik pembentuk rangka
dan body blender.
3. Bor listrik merupakan mesin yang digunakan untuk mengebor hasil cetakan molding plastik.
2.7.2. Peralatan
Peralatan yang digunakan oleh PT Cakrawala Elecorindo untuk memproduksi blender yaitu sebagai berikut:
1. Pengunci mur 2. Staples
3. Solder listrik 4. Tang potong 5. Tang jepit 6. Amperemeter 7. Kain lap bersih 8. Pensil
2.8. Utilitas
Utilitas merupakan unit pembantu produksi yang tidak terlibat secara langsung terhadap bahan baku, tetapi penunjang proses agar produksi dapat berjalan lancar. Utilitas yang terdapat pada PT Cakrawala Elecorindo untuk memproduksi blender yaitu :
1. Energi listrik sekitar 30.000 kWH per bulannya yang diperoleh dari PLN. 2. Air sekitar 100 m3 per bulannya dari PDAM Tirtanadi untuk menunjang
kegiatan proses produksi dan kebutuhan karyawan.
2.9. Safety and Fire Protection
Safety and Fire Protection pada PT Cakrawala Elecorindo telah didukung
dengan kegiatan keselamatan kerja yang dilengkapi dengan Alat Pelindung Diri (APD) seperti kacamata, sarung tangan, sepatu boot, ear phone, dan masker dan untuk mengatasi bahaya kebakaran perusahaan juga dilengkapi dengan menggunakan alat pemadam api (protector).
2.10. Limbah
BAB III
LANDASAN TEORI
3.1. Proses Perancangan Produk3
3.2. Kansei Engineering
Proses perancangan produk merupakan sebuah set pengembangan produk yang menjadi suatu proses dalam pekerjaan bagian pemasaran dan visi bisnis. Set yang termasuk didalamnya yaitu memperbaiki visi ataupun tujuan produk ke dalam spesifikasi teknis, konsep pengembangan baru, dan perwujudan dari rekayasa produk baru. Pengembangan produk ini biasanya tidak memerlukan semua kegiatan bisnis dan manajemen keuangan dan juga kegiatan perluasan pemasaran dan proses pengembangan distribusi.
Kunci pertumbuhan dan kelangsungan hidup perusahaan adalah dengan mengembangkan produk dan perbaikan produk secara terus menerus. Perusahaan mempunyai resiko akan kehilangan pasar jika tidak melakukan inovasi, karena pada dasarnya produk-produk baru dan produk yang mempunyai kualitas lebih baik yang dapat memenuhi kepuasan pelanggan.
4
Kansei Engineering adalah jenis teknologi yang menerjemahkan perasaan
pelanggan kedalam spesifikasi desain. Tim peneliti dan pengembangan menangkap perasaan pelanggan, yang disebut kansei, analisis data kansei
3 Kevin Otto, Product Design. (Cet I: New York: Prentice Hall, 2001), h. 5-7
menggunakan psikologis, ergonomis, medis, atau metode rekayasa, dan desain produk baru berdasarkan analisis informasi. Kansei engineering adalah proses teknologi dan rekayasa dari data kansei untuk merancang spesifikasi.
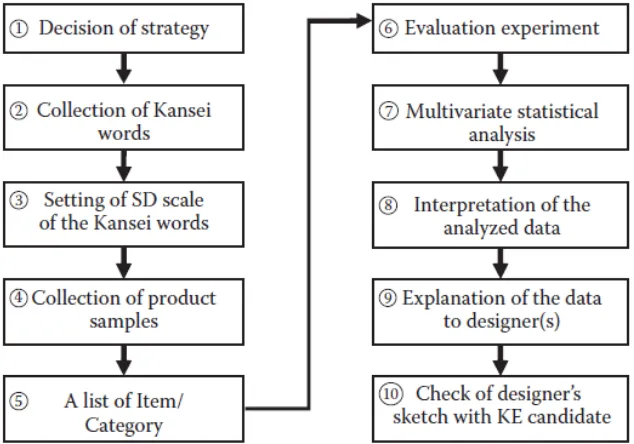
[image:45.595.155.472.224.446.2]Langkah-langkah dalam kansei engineering dapat dilihat pada gambar 3.1.
Gambar 3.1. Langkah-Langkah Kansei Engineering
Penjelasan terhadap langkah-langkah Kansei Engineering adalah sebagai berikut :
1. Decision of Strategy
2. Collection of Kansei Words
Kansei engineer mengumpulkan kata-kata kansei terkait dengan domain produk setelah memahami strategi perusahaan klien. Seperti disintesis dari majalah terkait, surat kabar bisnis, atau informasi penjualan tentang emosi pelanggan dan pendapatnya. Kata-kata kansei adalah kata sifat, kata benda, kata kerja atau kadang-kadang kalimat. Indah, elegan, premium, cerdas, sederhana, besar, warna-warni, merah, biru, persegi, mudah untuk membuka, dan sebagainya adalah semua kata kansei. Disarankan untuk pertama kali mengumpulkan banyak kata kansei dan kemudian menguranginya menjadi sejumlah kecil kata-kata yang sangat penting dan relevan.
3. Develop an SD scale
4. Collection of Product Samples
Kansei Engineer harus mengumpulkan produk yang mirip dengan produk yang ditargetkan. Kansei engineer mengumpulkan banyak botol shampoo serupa dari pasar jika produk yang ditargetkan adalah botol shampo. Kansei engineer mengumpulkan banyak kendaraan penumpang jika desain eksterior otomotif mobil penumpang sekitar 20 atau 25 sampel biasanya cukup.
5. Make A list of Item / Category
Barang/kategori yang terkait dengan spesifikasi desain akhir: Item menyiratkan item desain produk sampel, dan kategori berarti detail dari item desain misalnya, warna, bentuk, ukuran, kebulatan, dan sebagainya adalah contoh dari item, dan merah, kuning, hijau, biru, dan sebagainya adalah kategori untuk item warna. Kansei engineer harus sangat berhati-hati mengkategorikan sampel produk. Klasifikasi sangat detil terhadap item dan kategori akan mengarah pada desain yang sukses.
6. Evaluation Experiment
Langkah keenam adalah mengevaluasi eksperimen. Subyek menerima instruksi dan mengevaluasi masing-masing sampel dengan skala SD 5 point kata-kata kansei.
7. Statistical Analysis
Evaluasi data dilakukan dengan menggunakan analisis conjoint.. 8. Intrepretation of the Analyzed Data
menunjukkan kepada kita posisi saling terkait antara kansei dan produk sampel. Analisis faktor menunjukkan struktur psikologis kata kansei terkait dengan dipilih lingkup produk dan produk sampel posisi berhubungan dengan struktur kansei. QTI atau PLS memberitahu kita kata-kata kansei apa yang sejenis dengan spesifikasi desain kemudian ditafsirkan data dan diintegrasikan ke dalam sifat desain produk.
9. Explanation of the Data to Designer
Langkah yang paling penting adalah kolaborasi dengan desainer produk. Kansei Engineer harus menjelaskan data yang dianalisis dan diinterpretasikan untuk desainer. Kansei engineer harus memotivasi dan merangsang desainer untuk memahami interpretasi data akhir dan untuk menarik keluar ide desain baru perancang desain emosional di luar data.
10. Check the new design idea
Periksa ide desain baru. Terakhir, kansei engineer harus mengevaluasi apakah produk baru yang dirancang akan cocok dengan emosi pelanggan dan apakah itu mengungkapkan desain emosional dan jika tidak, dia harus memotivasi desainer untuk ide desain intrinsik yang lebih baik.
3.3. QFD (Quality Function Deployment)5
QFD adalah suatu cara untuk meningkatkan kualitas barang atau jasa dengan memahami kebutuhan konsumen kemudian menghubungkannya dengan ketentuan teknis untuk menghasilkan suatu barang atau jasa pada setiap tahap
pembuatan barang atau jasa yang dihasilkan. Fokus utama dari QFD adalah melibatkan pelanggan pada proses pengembangan produk sedini mungkin, yang mana kebutuhan dan keinginan mereka dijadikan sebagai titik awal (starting
point) dari proses QFD. Oleh karena itu maka QFD disebut sebagai voice of customer. Filosofi yang mendasarinya adalah bahwa pelanggan tidak selalu puas
dengan suatu produk meskipun produk tersebut telah dihasilkan dengan sempurna. Langkah-langkah dari QFD adalah sebagai berikut :
1. Identifikasi kebutuhan konsumen
Metode ini dimulai dengan pengidentifikasian pelanggan dan pandangan mereka terhadap kebutuhan dan atribut produk yang diinginkan.
2. Menentukan tingkat kepentingan konsumen
Perancang perlu mengetahui atribut dari desain produk yang merupakan hal penting yang mempengaruhi persepsi konsumen dari produk yang dimiliki dan hal penting untuk menerapkan tingkat kepentingan relatif dari para pelanggan. 3. Menentukan karakteristik teknis
Menentukan karakteristik teknis dari produk berdasarkan kebutuhan konsumen.
4. Menentukan hubungan antara karakteristik teknis
Menentukan hubungan antara setiap karakteristik teknis produk. 5. Menentukan matriks hubungan / relation matrix
Pemeriksaan yang dilakukan melalui sel-sel matriks digunakan untuk mengidentifikasi karakteristik teknis yang mempengaruhi atribut produk.
Matriks perencanaan berisi tentang informasi terhadap nilai importence weigth dan relative weight dari atribut kebutuhan pelanggan
7. Membangun matriks house of quality
Membangun matriks house of quality berdasarkan data-data yang telah didapatkan pada langkah-langkah sebelumnya.
Tahap pembangunan matriks Design Deployment pada QFD fase II adalah6
1. Menetapkan karakteristik-karakteristik teknis produk berdasarkan prioritas karakteristik teknis dari revisi QFD fase 1.
:
2. Menetapkan part kritis.
3. Menetapkan hubungan antara part kritis.
4. Menetapkan tingkat hubungan antara karakteristik teknis dengan part kritis.. 5. Menyusun matriks perencanaan.
6. Membangun matriks design depolyment. 7. Menentukan bobot kepentingan desain.
8. Penentuan usulan rancangan perbaikan produk
Manfaat dari QFD adalah sebagai berikut:
1. QFD memusatkan rancangan produk dan jasa baru pada kebutuhan pelanggan. QFD memastikan bahwa kebutuhan pelanggan dipahami dan proses desain didorong oleh kebutuhan pelanggan yang objektif dari teknologi.
2. QFD mengutamakan kegiatan-kegiatan desain. QFD memastikan bahwa proses desain dipusatkan pada kebutuhan pelanggan yang paling berarti.
3. QFD menganalisis kinerja produk perusahaan yang utama untuk memenuhi kebutuhan para pelanggan utama.
4. Berfokus pada upaya rancangan, hal tersebut akan mengurangi lamanya waktu yang diperlukan untuk daur rancangan secara keseluruhan sehingga dapat mengurangi waktu untuk memasarkan produk-produk baru. Perkiraan-perkiraan terbaru memperlihatkan adanya penghematan antara sepertiga sampai setengah dibandingkan sebelum dilakukan QFD.
5. QFD mengurangi banyaknya perubahan desain setelah dikeluarkan dengan memastikan upaya yang difokuskan pada tahap perencanaan untuk mengurangi biaya mengenalkan desain baru.
6. QFD mendorong terselenggaranya tim kerja dan melewati rintangan antar bagian dengan melibatkan pemasaran, rekayasa teknik, dan pabrikasi sejak awal proyek. Setiap anggota tim kerja sama pentingnya dan memiliki sesuatu untuk disumbangkan kepada proses.
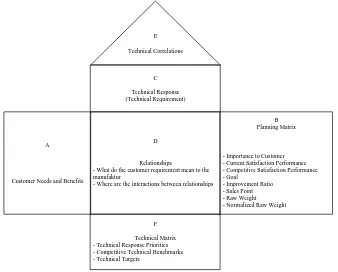
3.4. House of Quality (HOQ)7
A
Customer Needs and Benefits
D
Relationships
- What do the customer requirement mean to the manufaktur
- Where are the interactions between relationships
F Technical Matrix - Technical Response Priorities - Competitive Technical Benchmarks - Technical Targets
B Planning Matrix
- Importance to Customer - Current Satisfaction Performance - Competitive Satisfaction Performance - Goal
- Improvement Ratio - Sales Point - Raw Weight - Normalized Raw Weight C
Technical Response (Technical Requirement)
E
Technical Correlations
The house of quality adalah suatu kerangka kerja atas pendekatan dalam
mendesain manajemen yang dikenal sebagai Quality Function Deployment (QFD). (Cohen,L.,1995)
The House of Quality memperlihatkan struktur untuk mendesain dan
[image:52.595.143.481.389.661.2]membentuk suatu siklus, dan bentuknya menyerupai sebuah rumah. Kunci dalam membangun HOQ adalah difokuskan kepada kebutuhan pelanggan, sehingga proses desain dan pengembangannya lebih sesuai dengan apa yang diinginkan oleh pelanggan daripada teknologi inovasi. Komponen penting dalam menyusun QFD-The House of Quality dapat dilihat pada Gambar 3.2.
Gambar 3.2. House of Quality
Sumber : Lou Cohen (1995)
7 Lou Cohen, Quality Function Deployment:How to Make QFD Work for You,(USA :
Keterangan dari setiap bagiannya adalah sebagai berikut (Lou Cohen, 1995) : 1. Customer need
Customer need berisi daftar semua kebutuhan dan harapan pelanggan yang
biasanya ditentukan dengan penelitian secara kualitatif. Cara mengetahui suara pelanggan dapat dilakukan dengan wawancara langsung dengan pelanggan untuk mengetahui keinginan, harapan, keluhan, maupun saran pelanggan, dan dapat juga dilakukan dengan pembagian kuisioner.
2. Planning matrix
Planning matrix merupakan matriks perencanaan produk yang berisikan data
kuantitatif kebutuhan konsumen dan tujuan-tujuan performansi yang hendak dicapai.
3. Technical response
Technical response merupakan parameter teknik yang memberikan gambaran
bagaimana cara tim pengembangan produk/jasa pelayanan dalam merespon kebutuhan dan keinginan konsumen. Suara konsumen yang bersifat kualitatif maupun kuantitatif harus diterjemahkan ke dalam suara pengembang (voice
of developer).
4. Relationship
Relationship menunjukkan hubungan antara parameter teknik dengan
5. Technical corelation
Technical corelation menggambarkan hubungan yang terjadi antar respon
teknis yang dapat dibedakan menjadi korelasi positif sangat kuat, positif cukup kuat, negatif sangat kuat serta tidak ada hubungannya.
6. Technical matrix
Technical matrix berisi informasi berupa prioritas dari aspek teknis produk
serta target teknis yang direncanakan berdasarkan competitive benchmark untuk tujuan pengembangan kualitas produk.
3.5. DFMA (Design for Manufacturing and Assembly)8
Dalam melakukan pemilihan suatu konsep produk, biaya merupakan satu kriteria untuk pengambilan keputusan, walaupun perkiraan biaya pada tahap ini sangatlah subyektif dan merupakan pendekatan. Metode DFM terdiri dari 5 langkah dan dapat dilakukan beberapa kali (iteratif) sampai tim mengganggap rancangan sudah cukup baik :
Kebutuhan pelanggan dan spesifikasi produk berguna untuk menuntun fase pengembangan konsep, tetapi pada aktivitas pengembangan selanjutnya, tim sering kesulitan untuk mengaitkan kebutuhan dan spesifikasi dengan isu-isu desain tertentu yang mereka hadapi. Banyak tim yang mempraktekkan metode
Design for X (DFX), di mana X bisa saja berhubungan dengan salah satu dari
lusinan kriteria kualitas seperti reliabilitas, kekuatan, kemampuan layanan, pengaruh terhadap lingkungan atau kemampuan manufaktur.
8 Boothroyd, G., Dewhurst, P. dan Knight, W, Product Design for Manufacture and Assembly.
1. Memperkirakan biaya manufaktur 2. Mengurangi biaya komponen 3. Mengurangi biaya perakitan
4. Mengurangi biaya pendukung produksi
5. Mempertimbangkan pengaruh keputusan DFM pada faktor-faktor lainnya. Menurut Boothroyd-Dewhurst (2002), efisiensi proses perakitan sebuah produk dalam sebuah perusahaan tergantung pada dua hal yang saling berinteraksi, yaitu antara manusia (operator perakitan) ataupun robot (jika sistem telah terotomasi) dengan produk yang akan dirakit itu sendiri.
Penerapan DFA lebih mengarah pada analisis kemudahan perakitan secara spesifik. Syan dan Swift menuliskan bahwa tujuan DFA adalah :
1. Mendapatkan jumlah komponen seminimal mungkin
2. Mengoptimalkan kemampuan perakitan atau assemblability dari setiap komponen
3. Mengoptimalkan kemampuan penanganan atau handlability dari komponen dan perakitan
4. Meningkatkan kualitas, meningkatkan efisiensi dan mengurangi biaya perakitan.
Langkah-langkah analisis desain secara manual dapat dijelaskan sebagai berikut :
1. Mendapatkan informasi terbaik tentang produk atau perakitan
2. Menentukan bagian-bagian perakitan (membayangkan bagaimana perakitan tersebut dilakukan) dan mengidentifikasikan setiap item dari produk menurut urutan perakitan.
3. Membuat dan mengisi lembar kerja yang merumuskan proses perakitan secara detail dari produk yang dirancang.
4. Merancang ulang produk tersebut.
Pertama-tama, komponen yang memiliki jumlah identifikasi tertinggi dirakit pada fixture kerja kemudian dilanjutkan dengan komponen yang tersisa satu per satu. Perancangan ulang dilakukan sambil mengisi lembar kerja untuk produk rancang ulang. Perlu diperhatikan bahwa pengisian lembar kerja dilakukan per baris untuk setiap komponen yang terlibat dalam perancangan perakitan ulang produk.
5. Menghitung efisiensi desain perakitan manual dengan cara (Boothroyd & Dewhurst, 2002) :
EM=(3 x NM) TM dimana :
Efisiensi desain perakitan tersebut menunjukkan perbandingan antara estimasi waktu perakitan produk redesign dengan waktu ideal perakitan produk sebelumnya. Waktu ideal didapatkan dengan mengasumsikan bahwa setiap komponen mudah untuk ditangani dan digabungkan.
3.6. Kuesioner9
1. Adanya subjek, yaitu individu atau lembaga yang melaksanakan penelitian. Kuesioner merupakan sejumlah pertanyaan tertulis yang digunakan untuk memperoleh informasi dari responden dalam arti laporan tentang pribadinya, atau hal-hal yang ia ketahui. Tujuan pokok pembuatan kuesioner adalah untuk memperoleh informasi yang relevan dengan tujuan penelitian. Syarat utama pengisian kuesioner adalah pertanyaan yang jelas dan mengarah ke tujuan.
Ada empat komponen inti dari sebuah kuesioner, yaitu:
2. Adanya ajakan, yaitu permohonan dari peneliti untuk turut serta mengisi secara aktif dan objektif pertayaan maupun pernyataan yang tersedia.
3. Adanya petunjuk pengiisian kuiioner, dimana petunjuk yang tersedia harus mudah dimengerti.
4. Adanya pertanyaan maupun pernyataan beserta tempat pengisian jawaban, baik secara tertutup, semi tertutup, maupun terbuka.
Perancangan kuesioner yang baik perlu dipahami prinsip-prinsip yang terkait dengan cara penulisan pertanyaan (wording of quetions), cara pengukuran yaitu mengkatagorikan, membuat skala dan mengkodekan (catagorized, scaled
9
and coded) jawaban dari responden dan kerapian (general appearance) kuesioner
tersebut.
3.7. Metode Sampling10
3.7.1. Populasi, Elemen dan Sampel
Sampling adalah metode pengumpulan data yang sangat populer karena
memanfaatkannya yang demikian besar dalam penghematan sumberdaya waktu dan biaya dalam kegiatan pengumpulan data. Sampling sering dilawankan dengan sensus yaitu metode pengumpulan data secara menyeluruh yaitu seluruh sumber data ditelusuri dan setiap elemen data yang dibutuhkan diambil. Metode sensus memang menghasilkan data lebih lengkap tetapi tidak sedikit kendala yang dihadapi dengan menggunakan metode ini.
11
Objek penelitian dapat bermacam-macam baik berbentuk fisik seperti manusia secara keseluruhan, manusia dalam kelomok tertentu, perusahaan pelanggan, tanaman, dan lain-lain maupun non-fisik seperti perilaku, kepemimpinan, peristiwa dan lain-lain. Karena penelitian harus mengungkap masalah yang dihadapi oleh objek tersebut maka perlu diketahui batasan (boundary) dari objek tersebut. Objek penelitian adalah sebuah perusahaan yang sedang bermasalah dalam hal produktivitas karyawannya dan boundary dari objek penelitian tersebut adalah keseluruhan karyawan yang terkena masalah produktivitas. Boundary dari objek ini disebut populasi. Populasi ialah
10Sukaria Sinulingga. Metodologi Penelitian. Edisi III. (Medan: USU Press, 2011), h: 189
keseluruhan anggota atau kelompok yang membentuk objek yang dikenakan investigasi oleh peneliti.
Elemen adalah setiap anggota dari populasi dimanaseluruh elemen yang membentuk satu kesatuan karakteristik adalah populasi dan setiap unit dari populasi tersebut adalah elemen dari populasi. Sampel adalah sebuah subset dari populasi. Subset terdiri dari sejumlah elemen dari populasi ditarik sebagai sampel melalui mekanisme tertentu dengan tujuan tertentu. Elemen yang ditarik dari populasi disebut sebagai sebuah sampel apabila karakteristik yang dimiliki oleh gabungan dari seluruh elemen-elemen yang ditarik tersebut merepresentasikan karakteristik dari populasi.
Sampling ialah proses penarikan sampel dari populasi melalui mekanisme
tertentu melalui mana karakteristik populasi dapat diketahui dan didekati. Kata mekanisme tertentu mengandung makna bahwa baik jumlah elemen yang ditarik mapun cara penarikan harus mengikuti atau memenuhi aturan tertentu agar sampel yang diperoleh mampu merepresentasikan karakteristik populasi dari mana sampel tersebut diambil atau ditarik.
3.7.2. Probability Sampling12
Probability sampling adalah metode pengambilan sampel dimana setiap
elemen dari populasi diberi kesempatan yang untuk ditarik menjadi anggota dari sampel. Rancangan atau metode propability sampling ini digunakan apabila faktor keterwakilan (representiveness) oleh sampel terhadap populasi sangant
dibutuhkan dalam penelitian antara lain agar hasil penelitian dapat digeneralisasi secara lebih luas. Pemilihan atas lima metode penarikan samel yang telah disebutkan di atas tergantung pada banyak faktor, antara lain yang utama ialah luasnya cakupan generalisasi yang diinginkan, ketersediaan waktu, maksud dan tujuan penelitian (tipe masalah yang ingin dicari jawabannya).
Teknik sampling yang berada dalam lingkup probabilistik sampling adalah sebagai berikut:
1. Simple Random Sampling
Simple random sampling yang sering juga disebut unrestricted probability
sampling, setiap elemen dari populasi memiliki kesempatan atau peluang yang sama untuk terpilih menjadi anggota sampel. Simple random sampling dikatakan tidak terbatas (unrestricted) karena semua elemen diperlakukan sama dalam arti semuanya mempunyai kesempatan terpilih yang sama walaupun karakteristik masing-masing anggota mungkin tidak sama. Simple
random sampling memiliki bias yang relatif kecil dan memberikan
kemampuan generalisasi yang tinggi. Penggunaan metode ini terbatas pada kondisi populasi yang memiliki elemen dengan karakteristik atau property yang tidak berfluktuasi besar.
2. Systematic Sampling
Systematic sampling adalah suatu metode pengambilan sampel dengan cara
dalam industri manufaktur yang bersifat continue dan flow process seperti industri penyulingan minyak, industri semen, pupuk dan lain-lain sejenisnya. 3. Stratified Random Sampling
Penarikan sampel menurut metode stratified random sampling merupakan perluasan sekaligus mengatasi kelemahan dari metode simple random
sampling. Strata elemen dalam populasi mendapat perhatian sehingga
populasi dibagi sesuai dengan strata yang ada.Strata dalam populasi dibagi sesuai dengan sasaran penelitian.
4. Cluster Sampling
Populasi pada kebanyakan kasus berada dalam keadaan seperti terkotak-kotak menunjukkan karakteristik yang berbeda. Misalnya suatu wilayah dihuni oleh penduduk yang bersifat multi-kultur.
5. Area Sampling
Area sampling sangat mirip bahkan sering digabung dalam cluster sampling. Area sampling memiliki perbedaan dengan cluster sampling yaitu cluster dari
populasi adalah perbedaan lokasi geografis dari populasi.
3.7.3. Non-Probability Sampling13
Non-probability sampling adalah teknik sampling dimana setiap elemen
populasi yang akan ditarik menjadi anggota sampel tidak berdasarkan pada probabilitas yang melekat pada setiap elemen tetapi berdasarkan karakteristik
khusus masing-masing elemen. Model dari metode sampling yang non-probabilistik ini adalah convinience sampling dan purposive sampling.
1. Convinience Sampling
Convinience sampling adalah suatu metode sampling dimana para
respondennya adalah orang-orang yang secara sukarela menawarkan diri (conviniencely avaiable) dengan alasan masing-masing.
2. Purposive Sampling
Purposive sampling adalah metode sampling non-probability yang
menggunakan orang-orang tertentu (specific target-group) sebagai sumber data/informasi.Orang-orang tertentu yang dimaksud disini adalah individu atau kelompok yang karena pengetahuan, pengalaman, jabatan dan lain-lain yang dimilikinya menjadikan individu atau kelompok tersebut perlu dijadikan sumber informasi. Individu atau kelompok khusus ini langsung dicatat namanya sebagai reponden tanpa melalui proses seleksi secara random.
Purposive sampling dapat dibedakan dalam dua bentuk yaitu judgement sampling dan quota sampling. Judgement sampling adalah tipe pertama dari purposive sampling, responden terlebih dahulu dipilih berdasarkan
pertimbangan tertentu misalnya karena kemampuannya atau kelebihannya diantara orang-orang lain dalam memberikan data dan informasi yang bersifat khusus yang dibutuhkan peneliti.
Quota Sampling adalah tipe kedua purposive sampling dimana
3.8. Validitas Data14
Validitas data ialah suatu ukuran yang mengacu kepada derajat kesesuaian antara data yang dikumpulkan dan data sebenarnya dalam sumber data. Data yang valid akan diperoleh apabila instrumen pengumpulan data juga valid. Literatur membedakan validitas instrumen atas dua tipe yaitu validitas internal dan validitas eksternal. Validitas internal berkenaan dengan derajat keakurasian rancangan penelitian. Rancangan penelitian yang baik termasuk rancangan pengumpulan data akan dapat mengidentifikasi sumber data yang tepat dan alat/instrumen pengumpulan data yang juga tepat. Validitas eksternal berkenaan dengan derajat akurasi hasil penelitian jika dilakukan generalisasi dan diterapkan pada populasi dari mana data penelitian diambil.
Pengujian validitas instrumen dapat dilakukan melalui analisis korelasi (correlational analysis). Analisis korelasi dilakukan dengan menggunakan rumus Korelasi Product Moment yaitu sebagai berikut:
�= � ∑ �� −(∑ �)(∑ �)
�[� ∑ �2−(∑ �)2][� ∑ �2−(∑ �)2]
Dimana, r = koefisien korelasi antara X dan Y X = skor variabel independen X Y = skor variabel independen Y
3.9. Reliabilitas Data15
Reliabilitas sebuah alat ukur berkenaan dengan derajat konsistensi dan stabilitas data yang dihasilkan dari proses pengumpulan data dengan menggunakan instrumen tersebut. Dua ukuran yang umum digunakan untuk mengetahui derajat reliabilitas atau kehandalan instrumen pengumpulan data, yaitu stabilitas instrumen dan konsistensi internal instrumen.
Stabilitas instrumen adalah suatu ukuran yang menunjukkan derajat kestabilan instrumen terhadap data yang diperoleh dengan menggunakan instrumen tersebut artinya jika instrumen tersebut digunakan dalam pengukuran variabel yang sama dalam waktu yang berbeda dan memberikan hasil yang sama makan dikatakan stabilitas instrumen tersebut cukup baik.
Pengujian reliabilitas pada umumnya dikenakan untuk pengujian stabilitas instrumen dan konsistensi internal instrumen. Pengujian terhadap kedua karakteristik dari instrumen tersebut dapat dilakukan dengan beberapa metode.Untuk pengujian stabilitas instrumen terdapat dua macam uji yaitu
test-retest reliability dan parallel-form reliability. Pengukuran konsistensi internal
instrumen pengumpulan data dapat dilakukan dengan dua cara yaitu interitem
consistency reliability dan split-half reliability. Salah satu alat test yang sering
digunakan dalam pengujian konsistensi internal instrumen ialah Koefisien Alpha
Cronbach. Koefisien Alpha Cronbach digunakan untuk mengukur reliabilitas
instrumen yang pertanyaannya menggunakan skor dalam rentangan tertentu. Rumus yang digunakan dalam menghitung koefisien tersebut ialah :
− − =
∑
t b k k r 2 2 1 1 σ σ dimana,k = jumlah butir pertanyaanc
yi
2
σ = varians butir pertanyaan x
2
σ = varians total butir pertanyaan
3.10. Pengukuran Waktu16
1. Menentukan waktu dan perencanaan kerja
Pengukuran waktu digunakan untuk mendapatkan waktu yang diperlukan oleh operator yang terlatih dan memenuhi kualifikasi untuk bekerja dalam keadaan normal menyelesaikan tugas tertentu. Pengukuran waktu digunakan untuk mengukur pekerjaan. Hasil dari pengukuran waktu adalah waktu ketika seorang operator cocok dengan pekerjaan dan terlatih dalam metode yang spesifik dalam bekerja apakah bekerja dalam keadaan normal atau standar. Waktu yang dihasilkan dinamakan waktu standar dari operasi.
Pengukuran waktu memiliki tujuan dalam penggunaannya sebagai berikut:
2. Menentukan standar biaya dan penentuan biaya awal
3. Memperkirakan biaya dari produksi sebelum memproduksi produk tersebut.
16 Ralph M. Barnes, Motion and Time Study Design and Measurement of Work (7th Edition,John
4. Menentukan efektivitas mesin, jumlah mesin dari satu operator, dan keseimbangan dari lintasan produksi baik secara manual ataupun melalui
conveyor
5. Menentukan waktu standar yang digunakan sebagai standar pembayaran antara karyawan langsung dan karyawan tidak langsung
6. Menentukan waktu standar yang digunakan sebagai dasar kontrol gaji karyawan.
17
17 Ibid. p 274.
Sebuah keputusan dibuat dengan tingkat kepercayaan dan tingkat ketelitian yang digunakan untuk menentukan jumlah pengamatan yang diperlukan. Tingkat kepercayaan 95% dan tingkat ketelitian ±5% digunakan dalam pengukuran waktu. Pernyataan tersebut berarti kesempatan total 95 dari 100 dimana rata-rata dari sampel dari elemen tidak mengalami kesalahan lebih dari ±5% dari waktu sebenarnya.
�′ = �40�� ∑ �2−(∑ �)2
∑ � �
2
3.11. Peta Kerja18
3.11.2. Assembly Process Chart 3.11.1. Definisi Peta Kerja
Peta kerja adalah suatu alat yang menggambarkan kegiatan kerja secara sistematis dan jelas untuk berkomunikasi secara luas. Peta–peta kerja ini menunjukkan semua langkah atau kejadian yang dialami oleh benda kerja dari mulai masuk ke pabrik yang berbentuk bahan baku, kemudian menggambarkan semua langkah yang dialaminya, seperti : transportasi operasi, pemeriksaan dan perakitan, sampai akhirnya menjadi produk jadi, baik produk lengkap atau produk setengah jadi.
Pekerjaan dalam usaha memperbaiki metode kerja dari suatu proses produksi akan lebih mudah dilaksanakan dengan menggunakan peta kerja ini.. Perbaikan metode kerja ditujukan untuk mengurangi biaya produksi secara keseluruhan. Jadi dengan demikian peta kerja ini merupakan alat yang baik untuk menganalisa suatu pekerjaan sehingga, akan mudah untuk menganalisa dan memperbaiki kesalahan, dan akan sangat bermanfaat dalam perencanaan sistem kerja.
19
Jenis khusus dari bagan proses, kadang-kadang disebut bagan proses perakitan, berguna untuk menunjukkan situasi seperti berikut: ketika beberapa bagian diproses secara terpisah dan kemudian dirakit dan diproses bersama-sama, ketika suatu produk dibongkar dan komponen diproses lebih lanjut, untuk
18 Ibid., h. 35-36
19 Barnes, Ralph M. Motion and Time Study Design and Measurement of Work. (Edisi 7; New
menunjukkan sebuah divisi dalam aliran kerja, seperti tindakan yang terpisah pada salinan yang berbeda dari bentuk kantor.
Sebuah penyelidikan atas semua harus menjadi yang pertama dibuat, karena seluruh operasi atau serangkaian operasi dapat dihilangkan dengan cara ini. Untuk kaleng, itu akan membuang-buang waktu untuk melakukan studi rinci pembersihan dan penyemprotan operasi dengan memperbaiki ide mereka, hanya untuk menemukan kemudian bahwa mereka semua bisa dihilangkan. Kerumitan pada proses manufaktur, grafik proses dapat dibangun dengan cara yang sama dan melayani tujuan yang sama seperti yang di contoh yang diberikan. Contoh yang kadang-kadang diinginkan untuk memasukkan foto-foto tempat kerja atau satu set kunci dari gerakan pada titik yang tepat pada tabel. Kadang-kadang nilai waktu ditempatkan berlawanan setiap operasi.
3.12. Struktur Produk20
20 Sukaria Sinulingga, Pengantar Teknik Industri, Graha Ilmu, Yogyakarta, cet 1, 2008, hlm. 96.
FP
SA-1 P
Q R
R1 R2 R3
W/C 500
W/C 400
W/C 200 W/C 100 W/C 100
W/C 300 W/C 100
W/C 300
W/C 200
Sumber : Sukaria Sinulingga (2008)
Gambar 3.3. Struktur Produk
Keterangan symbol pada Gambar 3.3. yaitu:
FP = Finished Product yang dirakit dari Part P dan SA-1 pada W/C 500 P = Manufactured part yang dihasilkan melalui proses operasi pada tiga stasiun kerja yaitu W/C 100, W/C 200 dan W/C 300
SA-1 = Sub-assembly yang dirakit proses operasi W/C 400 dari Part Q dan R Q = Manufactured part yang dihasilkan melalui proses operasi pada W/C 300
R = Part yang dihasilkan oleh proses operasi di stasiun kerja W/C 100 dan W/C 200
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT Cakrawala Elecorindo yang bergerak dalam bidang produksi manufaktur elektronik rumah tangga. Perusahaan PT Cakrawala Elecorindo berlokasi di Jalan Pancing Komplek Pergudangan No 8 Blok C MMTC. Penelitian dilakukan dari bulan September 2014 sampai dengan bulan Juli 2015.
4.2. Jenis Penelitian21
Jenis penelitian ini adalah penelitian deskriptif yaitu penelitian yang dilakukan untuk memperoleh fakta-fakta dari gejala yang ada dan mencari keterangan secara faktual untuk mendapatkan kebenaran.
4.3. Objek Penelitian
Objek penelitian yang diamati adalah desain produk blender 2GN di PT Cakrawala Elecorindo.
4.4. Variabel Penelitian
Dalam melakukan suatu penelitian akan diperlukan variabel-variabel yang mempengaruhi proses penelitian. Adapun variabel-variabel yang terdapat dalam penelitian ini adalah:
1. Variabel Independen
a. Part/komponen, yaitu banyaknya part/komponen yang digunakan untuk menyusun setiap unit produk yaitu :
i. Berat blender ii. Material blender iii. Warna blender iv. Tombol kecepatan
v. Jenis pisau blender
vi. Rubber gasket (karet gelas)
vii. Wadah gelas blender
b. Rancangan produk usulan merupakan variabel yang mempengaruhi waktu perakitan dari produk blender
c. Waktu perakitan merupakan lama waktu atau proses untuk merakit produk blender yang diukur dengan menggunakan metode stopwatch time study. 2. Variabel Dependen
a. Rancangan Produk
4.5. Kerangka Konseptual Penelitian
Penelitian dapat dilaksanakan apabila tersedianya sebuah perancangan kerangka berpikir yang baik sehingga langkah-langkah penelitian lebih sistematis. Kerangka berpikir inilah yang merupakan landasan awal dalam melaksanakan penelitian. Adapun kerangka konseptual penelitian ini dapat dilihat pada Gambar 4.1.
Berat blender
Warna blender
Jenis pisau blender Material
blender
Rubber gasket Tombol kecepatan
Waktu Perakitan
Rancangan Produk Usulan
Wadah gelas blender