DAFTAR PUSTAKA
Barnes, R.M. 1980. Motion and Time Study : Design and Measurement of Work. Seven Edition. New York and London. John Willey and Son.
Boothroy, Geoffrey, dkk. 2002. Product Design for Manufacture and Assembly. Second Edition, New York: Marcel Decker.
Cohen, Lou. 1995. Quality Function Deployment, How to Make QFD Work For
You. New York :Addison- Wesley Publishing Company.
Gianni, Campatelli. 2011. Torelence Synthesis Using Axiomatic Design. Italy: University of Firence.
Ginting, Rosnani. 2010. Perancangan Produk. Yogyakarta: Graha Ilmu.
Matt, Dominik T. 2012. Application of Axiomatic Design Principles to Control
Complexity Dynamic in a Mixed-Model Assembly System. Italy: university
of Bozen Bolzano.
Purnomo, Hari. 2004. Pengantar Teknik Industri. Yogyakarta: Graha Ilmu.
DAFTAR PUSTAKA
Sutalaksana, Z.I, dkk. 2006. Teknik Perancangan Sistem. Bandung: Institut Teknologi Bandung.
BAB III
LANDASAN TEORI
3.1 Perancangan Produk5
Merancang produk atau desain produk merupakan prasyarat untuk kegiatan produksi. Hasil keputusan desain produk selanjutnya ditransmisikan ke operasi sebagai spesifikasi produksi, dan spesifikasi produksi merumuskan karakteristik produk dan memungkinkan pelaksanaan produksi. Desain produk merupakan hal yang sangat penting dalam menjaga kelangsungan hidup perusahaan. Berbagai desain produk baru diciptakan karena pelanggan percaya bahwa ada kebutuhan akan produk tersebut.
3.2 QFD (Quality Function Deployment)6 3.2.1 Pengertian QFD
Quality Function Deployment (QFD) adalah suatu cara untuk
meningkatkan kualitas barang atau jasa dengan memahami kebutuhan konsumen kemudian menghubungkannya dengan ketentuan teknis untuk menghasilkan suatu barang atau jasa pada setiap tahap pembuatan barang atau jasa yang dihasilkan. Rumah mutu (Quality Function Deployment) adalah alat perencanaan yang digunakan untuk membantu bisnis memusatkan perhatian pada kebutuhan para pelanggan mereka ketika menyusun spesifikasi desain dan pabrikasi.
5
Hari Purnomo, Pengantar Teknik Industri. (Cet. I; Yogyakarta: Graha Ilmu, 2004), h. 27-29. 6
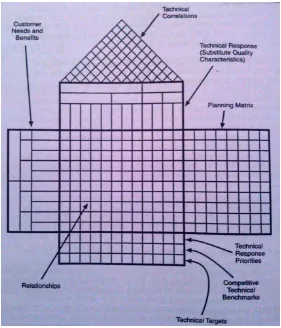
3.2.2 House of Quality (HOQ)7
House of quality adalah suatu kerangka kerja atas pendekatan dalam
mendesain manajemen yang dikenal sebagai Quality Function Deployment (QFD) (Cohen,L., 1995).
Adapun komponen penting dalam menyusun QFD, The House of Quality dapat dilihat pada Gambar 3.1
Sumber: Cohen, Lou (1995)
Gambar 3.1 House of Quality
7
3.3 Axiomatic Design8
Aksiomatik adalah teori desain yang merupakan pengetahuan dasar dan elemen-elemen desain dasar. Dalam hal ini hal, axiomatic design adalah metode desain ilmiah tetapi berdasarkan sistem teoritis yang didasarkan pada dua aksioma. Axiomatic design dikembangkan oleh Professor Nam Pyo Suh dari MIT (Masssuchet Institute of Technology) sebagai upaya membuat logika proses desain.
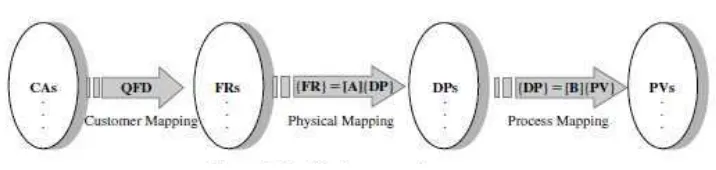
Proses desain melibatkan tiga pemetaan antara empat domain.
Sumber : Axiomatic Quality Basem Said El Haik with a foreward Nam P. Suh Prosedur desain ditentukan berdasarkan dengan hubungan dua domain tersebut pada setiap level hirarki proses desain. Proses pemetaan (mapping) pada empat domain utama Axiomatic Design dapat dilihat pada Gambar 3.2
8
Basem Said El Haik with a foreward Nam P. Suh. Axiomatic Quality. 2005. Kanada: John Wiley & Sons Inc
Gambar 3.2 Proses Pemetaan (Mapping) pada Empat Domain Utama
Axiomatic Design
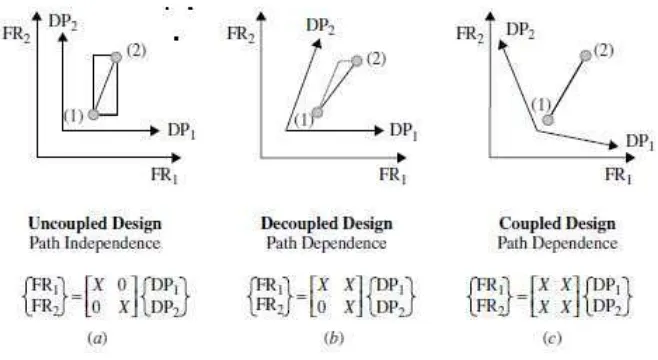
Sumber: El-Haik, Basem (2005)
Gambar 3.3 Kategori Desain Berdasarkan Independence Axiom
3.4 DFMA (Design for Manufacture and Assembly)9
Ulrich dan Eppinger (1995) menjelaskan bahwa DFA yang merupakan bagian dari Design for Manufacturing (DFM) adalah suatu proses perancangan produk yang bertujuan untuk memudahkan proses perakitan. Inti dari DFA adalah mengurangi jumlah bagian-bagian produk yang terpisah (minimasi jumlah komponen). To assembly menunjuk pada penambahan atau penggabungan bagian-bagian atau komponen-komponen individu untuk membentu produk yang lengkap.
Menurut Boothroyd dan Dewhurst (2002), langkah-langkah analisis desain secara manual dapat dijelaskan sebagai berikut:
9
Boothroyd, G., Dewhurst, P. dan Knight, W. 2002. “Product Design for Manufacture and
1. Mendapatkan informasi terbaik tentang produk atau perakitan
2. Menentukan bagian-bagian perakitan (membayangkan bagaimana perakitan tersebut dilakukan) dan mengidentifikasikan setiap item dari produk menurut urutan perakitan.
3. Membuat dan mengisi lembar kerja yang merumuskan proses perakitan secara detail dari produk yang dirancang.
4. Merancang ulang produk.
Pertama-tama, komponen yang memiliki jumlah identifikasi tertinggi dirakit pada fixture kerja kemudian dilanjutkan dengan komponen yang tersisa satu per satu. Perancangan ulang dilakukan sambil mengisi lembar kerja untuk produk rancang ulang. Perlu diperhatikan bahwa pengisian lembar kerja dilakukan per baris untuk setiap komponen yang terlibat dalam perancangan perakitan ulang produk.
5. Menghitung efisiensi desain perakitan manual dengan cara (Boothroyd & Dewhurst, 2002) :
��= (3 ���) ��
dimana :
BAB IV
METODOLOGI PENELITIAN
4.1 Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT. Bintang Persada Satelit yang bergerak dalam bidang produksi Parabola. Perusahaan ini berlokasi di Jalan Raya Medan Delitua yaitu Jalan Brigjend Hamid Gang Ladang, Perdamaian No.34, Medan.
4.2 Jenis Penelitian
Berdasarkan metode penelitian, jenis penelitian yang digunakan adalah penelitian survei (survey research) yang merupakan suatu penyelidikan untuk memperoleh fakta-fakta dari gejala yang ada dan mencari keterangan secara faktual untuk mendapatkan kebenaran (Sukaria Sinulingga, 2013). Penelitian survei bertujuan untuk mendapatkan suatu usulan perbaikan rancangan produk parabola pada perusahaan karena produk parabola memiliki komponen yang tidak meningkatkan nilai bagi produk sehingga perlu dirancang perbaikan untuk menghasilkan produk yang lebih efisien.
4.3 Objek Penelitian
4.4 Kerangka Konseptual Penelitian
Penelitian dapat dilaksanakan apabila tersedianya sebuah perancangan kerangka berpikir yang baik sehingga langkah-langkah penelitian lebih sistematis. Kerangka berpikir inilah yang merupakan landasan awal dalam melaksanakan penelitian (Sinulingga, S. 2011). Adapun kerangka berpikir penelitian ini dapat dilihat pada Gambar 4.1
Kebutuhan Alat Bantu Pegang Karakteristik Produk Kekuatan Komponen Berat Komponen Inovasi Produk Assembly Time Assembly Cost Ukuran Komponen Kemudahan Penggunaan Peralatan Ketebalan Komponen Jarak Penglihatan Keselarasan Posisi Kedalaman Komponen Karakteristik Teknis Produk Rancangan Produk yang Lebih Efisien
Sumber: Boothroyd, G., Dewhurst, P. dan Knight, W (2002) Gambar 4.1 Kerangka Konseptual Penelitian
4.5 Metode Pengumpulan Data
1. Teknik Survei
Pengumpulan data dengan menggunakan instrumen kuesioner terbuka dan tertutup berkenaan dengan proses perakitan produk parabola tipe 8 BP terhadap operator/pekerja bagian perakitan produk.
2. Wawancara
Wawancara adalah dengan melakukan diskusi mengenai karakteristik teknis dan lain sebagainya terhadap pihak perusahaan PT. Bintang Persada Satelit. 3. Observasi
Observasi atau pengamatan secara langsung di lapangan mengenai APC, struktur produk, dan waktu perakitan dengan menggunakan stopwatch digital merek ROX tipe SW8-2008 dan tabel pengumpulan data. Pengamatan data waktu perakitan dilaksanakan di setiap stasiun kerja (WC) sebanyak sepuluh kali.
4. Dokumentasi
Pengumpulan data sekunder diperoleh dengan mencatat data-data dokumentasi perusahaan yang berhubungan dengan penelitian.
5. Teknik Kepustakaan
Teknik kepustakaan yaitu dengan mempelajari buku-buku yang berkaitan dengan Quality Function Deployment, Axiomatic Design, dan Design For
4.6 Rancangan Penelitian
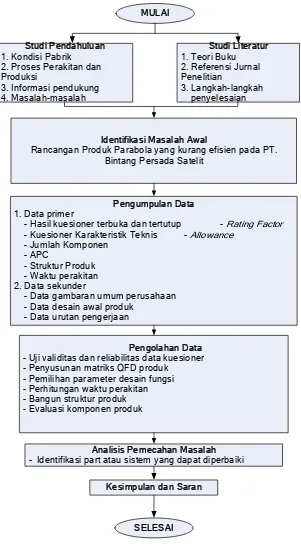
Langkah-langkah proses penelitian yang dapat dilihat pada Gambar 4.2 MULAI
Studi Pendahuluan 1. Kondisi Pabrik 2. Proses Perakitan dan Produksi
3. Informasi pendukung 4. Masalah-masalah
Studi Literatur 1. Teori Buku 2. Referensi Jurnal Penelitian
3. Langkah-langkah penyelesaian
Identifikasi Masalah Awal
Rancangan Produk Parabola yang kurang efisien pada PT. Bintang Persada Satelit
Pengumpulan Data 1. Data primer
- Hasil kuesioner terbuka dan tertutup - Rating Factor - Kuesioner Karakteristik Teknis - Allowance
- Jumlah Komponen - APC
- Struktur Produk - Waktu perakitan 2. Data sekunder
- Data gambaran umum perusahaan - Data desain awal produk
- Data urutan pengerjaan
Pengolahan Data - Uji validitas dan reliabilitas data kuesioner - Penyusunan matriks QFD produk
- Pemilihan parameter desain fungsi - Perhitungan waktu perakitan - Bangun struktur produk - Evaluasi komponen produk
Analisis Pemecahan Masalah - Identifikasi part atau sistem yang dapat diperbaiki
Kesimpulan dan Saran
SELESAI
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1 Pengumpulan Data
5.1.1 Pembuatan dan Penyebaran Kuesioner
Pengumpulan data dilaksanakan dengan membagi kuesioner. Kuesioner dibagi dalam 2 tahap. Tahap pertama merupakan kuesioner terbuka atau kuesioner pendahuluan. Kuesioner terbuka yang merupakan kuesioner pendahuluan berisi pertanyaan yang diajukan kepada 30 responden operator produksi tentang penilaian pekerja terhadap proses perakitan produk parabola tipe 8 BP.
Kesimpulan dari jawaban responden pada kuesioner pendahuluan ini didapatkan beberapa modus yang akan menjadi butir pertanyaan pada kuesioner tahap kedua, yaitu kuesioner tertutup. Responden pada kuesioner tertutup ini berjumlah 90 orang dengan menggunakan metode total sampling dimana semua anggota populasi dijadikan sampel.
5.2 Pengolahan Data Menggunakan Metode Quality Function Deployment
(QFD)
Tahapan-tahapan yang harus dilakukan dalam proses pembentukan matriks
5.2.1 Identifikasi Kebutuhan Konsumen
Identifikasi kebutuhan konsumen dilakukan melalui penyebaran kuesioner tertutup sehingga diperoleh 9 daftar kebutuhan konsumen terhadap perakitan produk parabola. Hasil identifikasi kebutuhan konsumen dapat dilihat pada Tabel 5.1.
Tabel 5.1 Hasil Identifikasi Customer Requirement
No Customer Requirement
1 Ukuran komponen pembentuk mounting mempersulit proses perakitan parabola tipe 8 BP.
2 Ketebalan tidak mempengaruhi proses perakitan parabola tipe 8 BP.
3 Berat komponen pembentuk mounting mempersulit dan memperlama proses perakitan parabola tipe 8 BP.
4 Semua komponen parabola kuat sehingga mempermudah proses perakitan parabola tipe 8 BP.
5 Alat bantu lain tidak dibutuhkan dalam proses perakitan parabola tipe 8 BP.
6 Penggunaan peralatan tidak sulit sehingga mempercepat proses perakitan parabola tipe 8 BP.
7 Jarak kejauhan penglihatan sampai dengan tempat pemasukan komponen parabola tipe 8 BP tidak jauh.
8 Bagian komponen mounting dan siku perlu diselaraskan untuk mempercepat proses perakitan parabola tipe 8 BP.
9 Kedalaman lobang pemasukan baut tidak dalam sehingga tidak berpengaruh pada proses perakitan parabola tipe 8 BP.
Sumber : Hasil Pengumpulan Data
5.2.2 Membangun Matriks House of Quality (HOQ) Produk Parabola Tipe
8 BP
1. Penentuan tingkat kesulitan
Tingkat kesulitan ditentukan dari hubungan karakteristik teknis. Perhitungan dilaksanakan dengan menterjemahkan semua bobot nilai hubungan kemudian membagi bobot dari tiap-tiap karaktertistik teknik dengan jumlah bobot tadi. Tingkat kesulitan diberikan berdasarkan rentang persentase yang diperoleh. Besar nilai tingkat kesulitan dapat dihitung dengan cara menghitung terlebih dahulu total bobot untuk masing-masing hubungan antara sesama karakteristik teknis. Sebagai contoh perhitungan tingkat kesulitan karakteristik teknis waktu perakitan yaitu:
Bobot untuk jumlah komponen
Tingkat Kesulitan
= 4+4+4+0+0+4+3+0 = 19
% 100 x tikTeknis Karakteris Bobot Total Teknis tik Karakteris Tiap Bobot =
Tingkat Kesulitan untuk jumlah komponen = 174 100% 10,92 11 3 19
= ≈ =
×
b. Penentuan derajat kepentingan
Besar nilai derajat kepentingan dihitung dengan cara menghitung terlebih dahulu total bobot untuk masing-masing hubungan antara atribut produk dengan karakteristik teknis. Sebagai contoh perhitungan derajat kepentingan karakteristik teknis waktu perakitan yaitu
Derajat kepentingan untuk atribut produk dengan karakteristik teknis dihitung dengan menggunakan rumus :
������������������ = ����� ����������� �������
=
100
%
18
,
87
%
19
%
302
9
3
3
9
9
9
9
3
3
≈
=
×
+
+
+
+
+
+
+
+
c. Perkiraan biaya
Dasar perkiraan biaya adalah faktor tingkat kesulitan, semakin sulit suatu karakteristik teknik dibuat, akan semakin mahal pula alokasi biayanya. Perkiraan biaya dinyatakan dalam persen dan diperngaruhi berbagai pertimbangan dari si perancang sendiri.
Total bobot tingkat kesulitan dari karakteristik teknis produk yaitu, sebagai berikut :
= 3+4+2+3+2+2+2+3+2 = 23
Sebagai contoh, perkiraan biaya untuk jumlah komponen adalah sebagai berikut:
=
100
%
13
,
04
13
23
3
≈
=
×
Penentuan Tingkat Kesulitan, Derajat Kepentingan dan Perkiraan Biaya dapat dilihat pada Gambar 5.4
Tingkat kesulitan
Derajat kepentingan (%) Perkiraan biaya (%)
3 4 2 3 2
13 17 9 13 9 9
19 21 7 18 8 4
2 2 3
9 13 9
8 9 6
2
Sumber: Hasil pengolahan data
Gambar 5.4 Penentuan Tingkat Kesulitan, Derajat Kepentingan dan
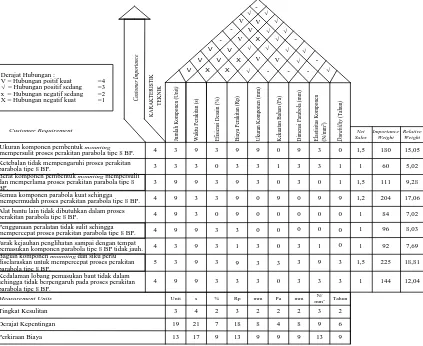
Data-data yang telah didapatkan pada langkah-langkah sebelumnya direkapitulasi dengan menggunakan matriks HOQ. QFD produk parabola tipe 8BP dapat dilihat pada Gambar 5.5
Ukuran komponen pembentuk mounting mempersulit proses perakitan parabola tipe 8 BP. Ketebalan tidak mempengaruhi proses perakitan parabola tipe 8 BP.
Berat komponen pembentuk mounting mempersulit dan memperlama proses perakitan parabola tipe 8 BP.
Semua komponen parabola kuat sehingga mempermudah proses perakitan parabola tipe 8 BP. Alat bantu lain tidak dibutuhkan dalam proses perakitan parabola tipe 8 BP.
Jarak kejauhan penglihatan sampai dengan tempat pemasukan komponen parabola tipe 8 BP tidak jauh. Bagian komponen mounting dan siku perlu diselaraskan untuk mempercepat proses perakitan parabola tipe 8 BP.
Derajat Hubungan :
V = Hubungan poitif kuat =4
√ = Hubungan positif sedang =3 x = Hubungan negatif sedang =2 X = Hubungan negatif kuat =1
Tingkat Kesulitan Derajat Kepentingan Perkiraan Biaya Customer Requirement Customer Importance KARAKTERISTIK TEKNIK Net Sales
Penggunaan peralatan tidak sulit sehingga mempercepat proses perakitan parabola tipe 8 BP.
Measurement Units
Importance Weight
Relative Weight
Kedalaman lobang pemasukan baut tidak dalam sehingga tidak berpengaruh pada proses perakitan parabola tipe 8 BP.
3 9 3 9 9 0
3 4
3 3 0 3 3 1
3 9 9 3 9 3 0
4 9 3 0 9 0 0
4 9 9 3 3 0 0 4 9 3 3 9 0 9
4 3 9 3 1 3 0
5 3 9 3 9 3 3
4 9 9 3 3 3 0
Unit s % Rp mm Pa
3 19 4 21 2 7
3 2 2
13 17 9 18 13 8 9 4 9
Jumlah Komponen (Unit
)
Waktu Perakitan (s) Efisiensi Desain (%) Biaya Perakitan (Rp) Ukuran Komponen (mm) Kekuatan Bahan (Pa) Dimensi Parabola (mm) Elastisitas Komponen (N/mm 2) Durability (Tahun ) -V V V X V V V X X √ V -V √ -V V √ X √ √ √ √ √ V √ -√ √ - √ -√ 9 3 3 3 3 0 0 1 1 1,5 1 1,5 1,2 1 1 1 1,5 1 180 60 111 204 84 96 92 225 144 15,05 5,02 9,28 17,06 7,02 8,03 7,69 18,81 12,04 mm N/ mm2 Tahun 2 8 3 9 2 9 13 6 9 0 0 0 3 3 3 9 0 0 1 9 3 9 0 0 0 3 3
Gambar 5.5 QFD Produk Parabola Tipe 8 BP
Berdasarkan HOQ pada Gambar 5.5 dapat dilihat prioritas permasalahan pada proses perakitan adalah waktu perakitan, jumlah komponen dan biaya perakitan. Waktu perakitan, jumlah komponen, dan biaya perakitan akan diminimumkan dengan metode Axiomatic Design dan Design for Manufacture
BAB VI
ANALISIS DAN PEMBAHASAN HASIL
6.1 Analisis Data Kuesioner
Data yang diperoleh dari kuesioner menjelaskan 9 variabel penilaian terhadap proses perakitan produk parabola tipe 8 BP. Kuesioner yang telah disebarkan untuk lebih lanjut maka dapat dilaksanakan uji validitas dan reliabilitas. Hasil perhitungan validitas diketahui bahwa seluruh variabel dinyatakan valid dikarenakan koefisien korelasi product moment bernilai lebih besar dari nilai r tabel yakni 0,207. Hal ini menunjukkan bahwa kuesioner yang digunakan sebagai instrumen pengumpulan data telah benar dan tidak perlu diganti. Hasil perhitungan reliabilitas data kuesioner juga didapatkan hasil yang reliabel. Hal ini dilihat dari nilai koefisiennya yang lebih besar dari nilai batas koefisien reliabel untuk penilaian reliabilitas kuesioner yakni sebesar 0,610
Penentuan karakteristik teknis merupakan salah satu tahap penting dalam pembuatan QFD. Penentuan karakteristik teknis dilaksanakan dengan melakukan wawancara dengan pihak manajemen perusahaan.
. Hal ini berarti bahwa keseluruhan data yang diperoleh dari hasil penyebaran kuesioner telah layak digunakan dan diolah lebih lanjut.
6.2 Analisis QFD
11
10
Ghozali, Imam. 2002. Aplikasi Analisis Multivariat dengan Program SPSS. Semarang: Badan Penerbit Universitas Dipenogoro. h. 133
11
Lou Cohen. Quality Function Deployment. Addison Wesley. USA. 1995.
proses perakitan produk parabola tipe 8 BP bedasarkan wawancara dengan pihak manajemen perusahaan adalah jumlah komponen, waktu perakitan, efisiensi desain, biaya perakitan, kuran komponen, kekuatan bahan, dimensi parabola, elastisitas komponen dan durability.
6.2.1 Analisis Matriks Variabel Proses Perakitan Terhadap Tingkat
Kepentingan
Matrik HOQ menjelaskan masing-masing kebutuhan responden memiliki tingkat kepentingan yang berbeda-beda. Penentuan tingkat kepentingan merupakan suatu tahapan teknis pertama dalam matriks HOQ yang hanya dapat dilaksanakan setelah proses survei kebutuhan konsumen dilaksanakan. Tingkat kepentingan (relative importance) menunjukkan penilaian konsumen terhadap keberadaan suatu variabel kebutuhan12
12
Lou Cohen. Quality Function Deployment. Addison Wesley. USA. 1995. p.96
.
6.2.2 Analisis Matriks Variabel Produk terhadap Sales Point
Sales point merupakan suatu nilai tolak ukur yang dapat digunakan untuk
Nilai sales point menggunakan tiga skala sebagai acuan pemberian nilai yakni13
1. 1,0 : jika variabel tersebut tidak terlalu berpengaruh bagi peningkatan keuntungan perusahaan.
:
2. 1,2 : jika variabel tersebut dipenuhi maka akan berpengaruh bagi peningkatan keuntungan perusahaan.
3. 1,5: jika variabel tersebut bisa dipenuhi maka sangat berpengaruh bagi peningkatan keuntungan perusahaan.
3 variabel yang dinilai sangat berpengaruh terhadap peningkatan keuntungan perusahaan yang dapat dikategorikan dalam 2 komponen utama produk, yaitu Manual Handling dan Manual Insertion and Fastening
6.2.3 Analisis Matriks Importance Weight dan Relative Weight
Bobot kepentingan menunjukkan total tingkat kepentingan responden terhadap suatu atribut proses perakitan sedangkan bobot relative menunjukan nilai bobot kepentingan relative terhadap atribut proses perakitan lainnya. Adapun nilai Importance Weight dan Relative Weight dari proses perakitan Parabola tipe 8 BP dapat dilihat pada Tabel 6.1
13
Tabel 6.1 Nilai Importance dan Relative Weight
No Customer Requirement Importance
Weight
Relative Weight
1 Ukuran komponen pembentuk mounting mempersulit proses perakitan parabola tipe 8 BP.
180 15.05
2 Ketebalan tidak mempengaruhi proses perakitan parabola tipe 8 BP.
60 5.02
3 Berat komponen pembentuk mounting mempersulit dan memperlama proses perakitan parabola tipe 8 BP.
111 9.28
4 Semua komponen parabola kuat sehingga mempermudah proses perakitan parabola tipe 8 BP.
204 17.06
5 Alat bantu lain tidak dibutuhkan dalam proses perakitan parabola tipe 8 BP.
84 7.02
6 Penggunaan peralatan tidak sulit sehingga mempercepat proses perakitan parabola tipe 8 BP.
96 8.03
7 Jarak kejauhan penglihatan sampai dengan tempat pemasukan komponen parabola tipe 8 BP tidak jauh.
92 7.69
8 Bagian komponen mounting dan siku perlu diselaraskan untuk mempercepat proses perakitan parabola tipe 8 BP.
225 18.81
9 Kedalaman lobang pemasukan baut tidak dalam sehingga tidak berpengaruh pada proses perakitan parabola tipe 8 BP.
144 12.04
Sumber: Hasil pengumpulan data
Berdasarkan Tabel 6.5 menunjukkan total tingkat kepentingan responden terhadap suatu atribut proses perakitan.14 atribut proses perakitan perakitan yang memiliki relative weight tertinggi adalah bagian komponen mounting dan siku perlu diselaraskan untuk mempercepat proses perakitan parabola tipe 8 BP. Perbaikan kebutuhan terhadap komponen mounting dan siku akan membuat proses perakitan menjadi lebih efisien.
14
6.2.4 Analisis Matriks Ukuran Kinerja Proses Perakitan
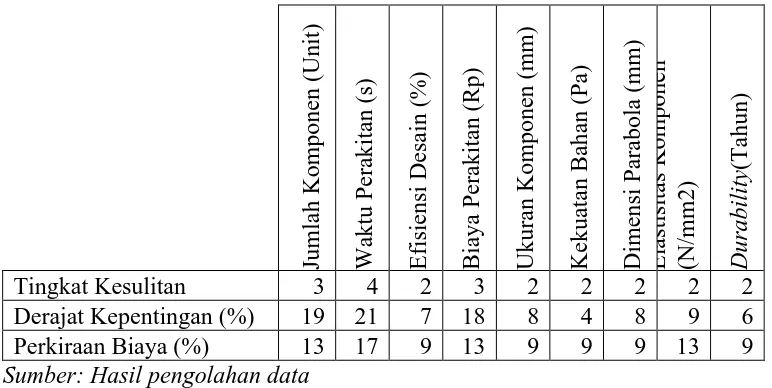
Karakteristik teknis produk yang ditentukan kemudian dilaksanakan perhitungan untuk memperoleh nilai ukuran kinerja berupa tingkat kesulitan, derajat kepentingan dan perkiraan biaya. Adapun hasil yang diperoleh untuk nilai ukuran kinerja proses perakitan parabola tipe 8 BP dapat dilihat pada Gambar 6.1
Jum la h K o m pone n ( U n it ) Waktu P er akit an (s) E fi si ens i D esai n ( % ) B iaya P er ak it an (R p) U kur an K om pone n (mm ) K ekua tan B aha n (P a) D ime ns i P ar abol a ( mm ) E last isi tas K ompone n (N /mm2 ) D ur abi li ty (T ahun)
Tingkat Kesulitan 3 4 2 3 2 2 2 2 2
Derajat Kepentingan (%) 19 21 7 18 8 4 8 9 6 Perkiraan Biaya (%) 13 17 9 13 9 9 9 13 9
Sumber: Hasil pengolahan data
Gambar 6.1 Ukuran Kinerja QFD
Berdasarkan Gambar 6.1 dapat dilihat bahwa kinerja karakteristik teknis proses perakitan dengan tingkat kesulitan, derajat kepentingan dan perkiraan biaya tertinggi adalah waktu perakitan, jumlah komponen dan biaya perakitan. Metode DFMA menjelaskan bahwa waktu perakitan dipengaruhi jumlah komponen dan mempengaruhi biaya perakitan yang merupakan hal yang sangat penting untuk mengevaluasi desain suatu produk15
15
Boothroyd, G., Dewhurst, P. dan Knight, W. 2002. “Product Design for Manufacture
and Assembly” 2nd Edition. New York: Marcel Dekker.
BAB VII
KESIMPULAN DAN SARAN
7.1 Kesimpulan
Hasil pengolahan, analisis data dan tujuan penelitian yang telah dilakukan menghasilkan beberapa kesimpulan sebagai berikut:
1. Variabel proses perakitan produk parabola tipe 8 BP terdiri dari 9 variabel yang diidentifikasi dengan metode Quality Function Deployment. Hasil perhitungan validitas diketahui bahwa seluruh variabel dinyatakan valid yang menunjukkan bahwa kuesioner yang digunakan sebagai instrumen pengumpulan data telah benar dan data kuesioner dinyatakan realiabel yang menunjukkan keseluruhan data yang diperoleh dari hasil penyebaran kuesioner telah layak digunakan dan diolah lebih lanjut.
2. Karakteristik teknis yang memiliki nilai tertinggi berdasarkan house of quality adalah variabel yang menjadi prioritas perbaikan perakitan yaitu waktu perakitan, jumlah komponen dan biaya perakitan.
4. Perbaikan rancangan produk dengan metode Design for Manufacture and
Assembly terhadap produk parabola tipe 8 BP berhasil mengurangi jumlah
komponen, waktu perakitan, dan biaya perakitan sehingga menghasilkan rancangan perbaikan desain yang lebih efisien.
5. Integrasi metode QFD, Axiomatic Design dan DFMA menghasilkan rancangan produk parabola tipe 8 BP yang lebih sederhana yang mengurangi waktu perakitan sebesar 3,40 menit/unit dan mengurangi biaya perakitan sebesar Rp 600,61/unit.
7.2 Saran
Setelah melakukan penelitian tugas sarjana ini, adapun saran yang dapat diajukan adalah :
1. Pengujian kekuatan dan ketahanan perlu dilakukan oleh perusahaan pada desain perbaikan produk parabola tipe 8 BP sebelum diproduksi.
2. Metode kerja sebaiknya diperbaiki oleh perusahaan agar urutan proses lebih optimal sehingga dapat waktu dan biaya perakitan menurun.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Umum Perusahaan
PT. Bintang Persada Satelit bergerak di bidang produksi parabola ini didirikan oleh Bapak Susanto Lim. Perusahaan beroperasi di Jalan Raya Medan-Delitua yaitu Jalan Brigjend Hamid/Jalan Ladang, Gang Perdamaian No. 34, Medan dengan luas area sekitar kurang lebih 1,5 Hektar yang terdiri dari beberapa bangunan untuk mesin produksi, gudang produk, dan gudang bahan baku. Untuk kantor pemasarannya sendiri berada di Jalan Sutomo Ujung Medan.
Pada Tahun 2002, PT. Bintang Persada Satelit didirikan dan mulai beroperasi pada Tahun 2003. Pada awalnya, President Director PT Bintang Persada Satelit bapak Susanto Lim hanya membuka pabrik parabola lengkap dengan receivernya. Tetapi dengan beberapa pertimbangan dari pihak manajemen maka diputuskan tidak memproduksi receivernya. Dan seiring dengan berkembangnya usaha ini, PT Bintang Persada Satelit ini mengembangkan bisnis produksi kereta sorong.
2.2 Ruang Lingkup Bidang Usaha
yang dihasilkan tergantung dari permintaan pelanggan dan didukung oleh ketersediaan sumber daya, baik itu bahan maupun fasilitas lainnya yang mendukung kegiatan produksi.
2.3 Lokasi Perusahaan
PT. Bintang Persada Satelit terletak di Jalan Raya Medan Delitua yaitu Jalan Brigjend Hamid/Jalan Ladang, Gang Perdamaian No. 34, Medan. PT. Bintang Persada Satelit memiliki areal seluas ± 1,5 Hektar.
2.4 Uraian Proses
2.4.1 Proses Pembuatan Disc
Pada proses ini, disk dibuat melalui beberapa tahapan untuk menjadi sebuah disc yang dapat digunakan. Tahapan-tahapan dalam membuat disc adalah sebagai berikut:
1. Pemotongan rangka disc
Pembuatan rangka disc terdiri dari beberapa tahapan, antara lain: a. Pemotongan aluminium hollow
Bahan baku pembuat rangka disc yaitu aluminium hollow dipotong sesuai ukuran mulai dari 6 sampai dengan 10 ft.
b. Roll aluminium hollow
Hasil potongan aluminium hollow yang masih lurus tersebut kemudian
di-rool rangka sampai bengkok, agar bisa dibentuk mengikuti kecekungan
c. Pengeboran aluminium hollow
Aluminium hollow yang sudah dipotong dibor setelah selesai di-roll. Bor terdiri dari bor 1 dan bor 3. Proses pengeboran bor 1 digunakan untuk menyatukan mounting sedangkan pengeboran bor 3 digunakan untuk menyatukan parabola.
d. Pengelasan aluminium hollow
Aluminium hollow disatukan setelah selesai dibor dengan menggunakan mesin las hingga membentuk rangka disc parabola.
2. Pembuatan mesh
Pembuatan mesh terdiri dari beberapa tahapan, antara lain : a. Pembentukan jaring mesh
Bahan baku pembuat mesh yaitu aluminium coil dibentuk menggunakan mesin pembuat mesh. Lempengan aluminium coil dibentuk hingga menjadi lembaran jaring-jaring mesh.
b. Proses roll mesh
Setelah menjadi jaring-jaring mesh kemudian dimasukkan ke dalam mesin
roll agar permukaanya menjadi rata.
c. Proses pemotongan mesh
Setelah diroll, mesh tersebut kemudian dimasukkan ke dalam mesin potong dan dipotong menjadi dua bagian yang akan berbentuk menjadi
3. Pemotongan plat strip
Plat strip dipotong menggunakan mesin potong plat strip. Plat strip merupakan lembaran dari aluminium yang digunakan untuk menyatukan disc dengan
mesh. Lembaran ini digunakan sebagai alas sebelum diberikan paku tembak
untuk menyatukan rangka disc dan mesh tersebut. 4. Penyatuan komponen disc
Tahapan selanjutnya adalah penyatuan rangka disc, mesh dan plat strip. Mesh disusun diatas rangka disc kemudian plat strip digunakan sebagai bantalan paku tembak yang menyatukan antara mesh dan rangka disc.
2.4.2 Proses Pembuatan Mounting
Pada proses pembutan mounting ada beberapa tahapan. Tahapan-tahapan dalam membuat mounting adalah sebagai berikut :
1. Cetak dan pon
Proses cetak dan pon yaitu proses mencetak berbagai komponen-komponen yang dibutuhkan untuk mounting dan proses pengepresan. Berbagai komponen seperti piring atas, piring bawah, dan tutup botol dicetak dan dipon agar dapat digabungkan nantinya.
2. Pemotongan plat besi
Badan mounting dibuat dari bahan baku plat 2 mm ukuran 120 x 240 cm. yang dipotong hingga membentuk badan mounting.
Bahan baku plat 2 mm ukuran 120 x 240 cm dibentuk menjadi kran hidrolik, dan tiang hidrolik.
4. Pembuatan tiang fokus
Bahan baku pembuat tiang fokus adalah pipa besi ukuran 3/4 x 1 mm x 5,7 m yang dipotong sesuai ukuran spesifikasi parabola yang akan dibuat.
5. Pengelasan
Komponen yang telah selesai dikerjakan di atas kemudian dilas untuk menyatukan semua komponen hingga membentuk sebuah badan mounting. 6. Galvanis
Pada proses ini komponen mounting digalvanis yaitu dengan cara memasukkannya ke dalam larutan Hcl.
7. Gerinda Mounting
Dilakukan penggerindaan pada bagian mounting yang masih kasar, sehingga bekas proses pemotongan menjadi lebih halus.
8. Perakitan
BAB I
PENDAHULUAN
1.1 Latar Belakang
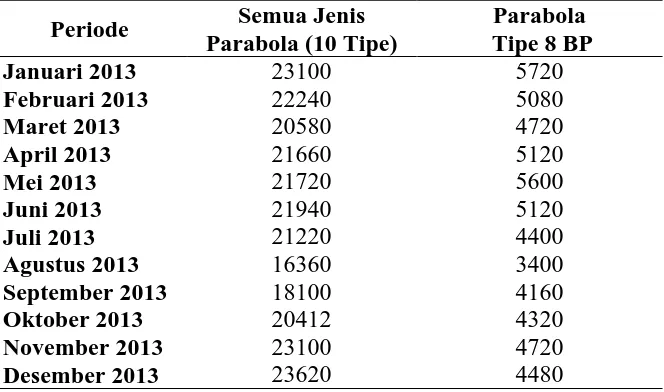
Perkembangan teknologi dalam dunia perindustrian manufaktur yang sangat pesat menyebabkan persaingan pasar yang kompetitif. Untuk dapat tetap bersaing dengan pasar, perusahaan dituntut untuk terus melakukan inovasi terhadap produk sesuai dengan keinginan pelanggan. Memahami konsumen adalah suatu keharusan bagi perusahaan karena setiap orang memiliki kebutuhan, keinginan, kemampuan dan selera yang berbeda. Para desainer harus mampu merancang produk sesuai dengan keinginan pelanggan yang bergeser dan mengalami perubahan dari waktu ke waktu, karena kepuasan pelanggan merupakan tujuan utama dari setiap perusahaan.
Tabel 1.1 Data Permintaan Parabola Tipe 8 BP pada Tahun 2013
Periode Semua Jenis
Parabola (10 Tipe)
Parabola Tipe 8 BP
Januari 2013 23100 5720
Februari 2013 22240 5080
Maret 2013 20580 4720
April 2013 21660 5120
Mei 2013 21720 5600
Juni 2013 21940 5120
Juli 2013 21220 4400
Agustus 2013 16360 3400
September 2013 18100 4160
Oktober 2013 20412 4320
November 2013 23100 4720
Desember 2013 23620 4480
Sumber: PT. Bintang Persada Satelit
PT. Bintang Persada Satelit menghadapi beberapa masalah dalam proses perakitan produk, antara lain adalah terdapat 35 jenis komponen penyusun produk parabola dan masih terdapat komponen yang tidak meningkatkan nilai bagi produk dan lamanya waktu proses perakitan yang memerlukan waktu sebesar 25 menit/unit, sehingga menyebabkan PT. Bintang Persada Satelit tidak mampu memenuhi permintaan pasar dengan maksimal, dimana perusahaan hanya mampu menghasilkan rata-rata 2000 produk setiap bulannya.
Rancangan produk parabola awal saat ini dipandang tidak optimum, dikarenakan produk awal mengandung komponen yang tidak perlu yang seharusnya komponen tersebut dapat dieliminasi atau dikombinasi dengan komponen lain tetapi dengan tidak mengurangi fungsi produk.
Permasalahan perusahaan ini, diidentifikasi dengan menggunakan metode QFD (Quality Function Deployment) yang merupakan adalah alat kualitas yang bekerja dalam penggunaan data yang dihasilkan oleh berbagai sumber dan mengubah data tersebut ke dalam House of Quality (HoQ) dengan parameter
desain teknik yang harus didapat dan desain akhir yang memenuhi permintaan
pelanggan. QFD memiliki sebuah alat yaitu House of Quality yang
menerjemahkan suara pelanggan menjadi kebutuhan desain yang memenuhi nilai target tertentu dan membantu sebuah organisasi dalam memenuhi kebutuhan tersebut.1
Pendekatan metode Axiomatic Design (AD) merupakan sebuah pendekatan dalam pengembangan produk yang mencoba untuk menghasilkan solusi terbaik untuk masalah yang diusulkan.2Metode desain ulang produk berdasarkan teori
Axiomatic Design dan QFD dapat merancang ulang proses yang lebih standar.3 Design for Manufacture and Assembly (DFMA) adalah teknik yang
digunakan dalam pengembangan dan perbaikan produk yang bertujuan untuk proses pembuatan yang lebih mudah dan pengurangan biaya perakitan. Metode DFMA memberikan banyak manfaat, yaitu peningkatan mutu, pengurangan jumlah komponen, proses perakitan yang lebih sederhana, dan mengurangi biaya produksi.4
1
Chandresh, Kumar Joshi, dkk. 2013.Analysis and Minimization of Industrial Wastages
by Applying Quality Function Deployment (QFD). Jabalpur.
2
Jose, Antonio Carnevalli, dkk. 2010. Axiomatic Design Aplication for Minimising the
Difficulties of QFD Usage. Brazil.
3
Yanbin, Du, dkk. 2012. Reuse-oriented Redesign Method of Used Products Based on
Axiomatic Design Theory and QFD. China.
4
Barbosa, Gustavo Franco dan Carvalho, Jonas De. 2013. Design for Manufacturing and
Assembly Methodology Applied to Aircrafts Design and Manufacturing. Brazil.
1.2 Perumusan Permasalahan
Integrasi Metode QFD, Axiomatic Design, dan DFMA digunakan dalam tahap perbaikan perancangan produk dengan waktu dan biaya perakitan yang minimum.
Berdasarkan latar belakang yang telah diuraikan diatas, masalah yang perlu dicari pemecahannya melalui penelitian ini adalah terdapatnya komponen-komponen yang tidak diperlukan atau komponen-komponen yang tidak meningkatkan nilai produk sehingga dibutuhkan suatu analisis untuk mengurangi waktu perakitan dan menurunkan unit cost.
1.3 Tujuan Penelitian
Tujuan umum penelitian adalah mendapatkan rancangan produk parabola yang lebih efisien sehingga mendapatkan waktu perakitan lebih singkat dan biaya perakitan yang minimal.
Tujuan khusus yang ingin dicapai dalam penelitian tugas akhir ini adalah: 1. Mengidentifikasi variabel proses perakitan dan menemukan alternatif
rancangan usulan untuk perbaikan produk dengan metode QFD.
2 Pengembangan desain karakteristik teknis produk parabola dengan menggunakan metode Axiomatic Design.
1.4 Manfaat Penelitian
Manfaat yang hendak dicapai dalam melakukan penelitian ini adalah sebagai berikut:
1. Manfaat bagi mahasiswa
Meningkatkan kemampuan mahasiswa dalam mengaplikasikan teori yang diperoleh selama kuliah di lapangan kerja dan menambah keterampilan dalam menganalisis dan memecahkan masalah sebelum memasuki dunia kerja khususnya dalam hal perancangan produk melalui metode quality function
deployment, axiomatic design dan design for manufacturing and assembly
dalam memaksimalkan fungsi produk . 2. Manfaat bagi perusahaan
Sebagai masukan bagi perusahaan dalam perancangan dan pengembangan produk yang sesuai dengan keinginan pelanggan dan menghasilkan produk yang efisien dan efektif dari segi waktu perakitan maupun biaya yang digunakan.
3. Bagi Departemen Teknik Industri USU
Untuk mempererat hubungan kerja sama antara perusahaan dengan Departemen Teknik Industri USU.
1.5 Batasan dan Asumsi Penelitian
Batasan dalam penelitian ini adalah sebagai berikut:
3. Identifikasi masalah dengan metode Quality Function Deployment. 4. Identifikasi masalah adalah pada proses perakitan.
5. Pengembangan dan peningkatan desain produk parabola tipe 8 BP dengan metode Axiomatic Design.
6. Pembahasan rekayasa (engineering) yang dilakukan hanya pada proses perancangan produk parabola tipe 8 BP dengan menggunakan metode DFMA. 7. Waktu perakitan yang digunakan adalah waktu standar yang dihitung
menggunakan metode jam henti (stopwatch time study). Asumsi dalam penelitian ini adalah sebagai berikut:
1. Semua fasilitas yang digunakan, pada proses produksi berada dalam kondisi tidak rusak dan bekerja normal.
2. Operator dianggap telah menguasai pekerjaannya dalam proses perakitan produk.
1.6 Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas sarjana ini sebagai berikut:
Bab I Pendahuluan, menguraikan latar belakang permasalahan yang mendasari penelitian dilakukan, rumusan permasalahan, tujuan penelitian, manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian, dan sistematika penulisan tugas sarjana.
organisasi dan manajemen, proses produksi produk parabola, serta mesin dan peralatan yang digunakan dalam proses produksi, utility, safety and fire
protection, dan limbah.
Bab III Landasan Teori, berisi teori mengenai perancangan produk, konsep dasar quality function deployment (QFD), axiomatic design, design for
manufacture and assembly (DFMA), pengukuran waktu, pembuatan dan
penyebaran kuesioner, uji keseragaman dan kecukupan data, validitas data, reliabilitas data dan assembly process chart.
Bab IV Metodologi Penelitian, menguraikan tahap-tahap yang dilakukan dalam penelitian yaitu persiapan penelitian meliputi penentuan lokasi penelitian, jenis penelitian, objek penelitian, kerangka konseptual, defenisi operasional, identifikasi variabel penelitian, instrumen pengumpulan, populasi, teknik
sampling, sumber data, metode pengolahan data, blok diagram prosedur
penelitian, pengolahan data, analisis pemecahan masalah sampai kesimpulan dan saran.
Bab VI Analisis Pemecahan Masalah, meliputi analisis pengolahan kuesioner, pengolahan data waktu normal, analisis pembuatan QFD (quality
function deployment), analisis solusi yang dihasilkan dengan metode Axiomatic
Design, analisis produk hasil rancangan dengan design for manufacture and
assembly (DFMA).
Bab VII Kesimpulan dan Saran, berisi kesimpulan yang diperoleh dari rancangan produk baru, variabel proses perakitan dari QFD, solusi dari metode
Axiomatic Design, perbaikan APC (assembly process chart), hasil pemecahan
ABSTRAK
Perkembangan teknologi dalam dunia perindustrian manufaktur yang sangat pesat menyebabkan persaingan pasar yang kompetitif. Untuk dapat bersaing, perusahaan dituntut untuk melakukan inovasi terhadap produk sesuai keinginan pelanggan. Penelitian ini bertujuan untuk mendapatkan perbaikan rancangan produk parabola tipe 8 BP dengan menggunakan integrasi metode Quality Function Deployment (QFD), Axiomatic Design (AD) dan Design for Manufacture and Assembly (DFMA) pada PT. Bintang Persada Satelit.
Metode QFD menterjermahkan keinginan konsumen (voice of customer) yang terdiri dari 9 variabel tersebut terhadap karakteristik teknis pada proses perakitan. Waktu perakitan, jumlah komponen dan biaya perakitan merupakan bagian dari karakteristik teknis yang memiliki derajat kepentingan tertinggi. Ketiga karakteristik tersebut dibagi hingga ke level 2 dengan metode AD dan kemudian dipetakan (mapping) sampai matriks tersebut berbentuk triangular matrix atau uncoupled atau decoupled design. Perbaikan rancangan menunjukkan peningkatan nilai konten informasi sebesar 0,176 yang menunjukkan bahwa desain telah lebih baik memenuhi functional requirements pelanggan dibandingkan dengan kondisi aktual pada saat ini. Perbaikan rancangan dengan metode DFMA dilakukan dengan menghilangkan komponen yang tidak meningkatkan nilai produk dengan cara mengeliminasi kawat pengikat dan fasteners dan kombinasi penutup botol dengan plat U lubang 2 pada bagian mounting parabola. Hasil dari penelitian ini menunjukkan bahwa perbaikan rancangan produk parabola tipe 8 BP berhasil mengurangi jumlah komponen dari 130 menjadi 123 komponen, waktu perakitan dari 23,91 menit menjadi 20,51 menit, dan biaya perakitan dari Rp 4.217,46 menjadi Rp 3.616,85 sehingga menghasilkan rancangan perbaikan yang lebih efisien.
PERBAIKAN RANCANGAN PRODUK PARABOLA DENGAN
MENGGUNAKAN INTEGRASI METODE QUALITY
FUNCTION DEPLOYMENT, AXIOMATIC DESIGN, DAN
DESIGN FOR MANUFACTURE AND ASSEMBLY PADA PT.
BINTANG PERSADA SATELIT
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
LUSI ASTRI TANJUNG 0 9 0 4 0 3 0 1 5
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis panjatkan pada Tuhan Yang Maha Esa, yang telah memberikan rahmat dan karunia-Nya sehingga penulis dapat menyelesaikan tugas sarjana ini.
Tugas Sarjana ini merupakan salah satu syarat untuk mendapatkan gelar sarjana teknik di Departemen Teknik Industri, khususnya program studi Reguler Strata Satu, Fakultas Teknik, Universitas Sumatera Utara. Judul untuk tugas sarjana ini adalah “Perbaikan Rancangan Produk Parabola dengan Menggunakan Integrasi Metode Quality Function Deployment, Axiomatic Design dan Design
For Manufacture and Assembly pada PT. Bintang Persada Satelit”.
Sebagai manusia yang tidak luput dari kesalahan, maka penulis menyadari masih banyak kekurangan dalam penulisan tugas sarjana ini. Oleh karena itu, penulis sangat mengharapkan saran dan masukan yang sifatnya membangun demi kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat bermanfaat bagi penulis sendiri, perpustakaan Universitas Sumatera Utara, dan pembaca lainnya.
Medan, Juli 2014
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... vii
DAFTAR TABEL ... xviii
DAFTAR GAMBAR ... xxii
DAFTAR LAMPIRAN ... xxiv
ABSTRAK ... xxv
I PENDAHULUAN ... I-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1
[image:45.595.137.511.191.721.2]DAFTAR ISI (LANJUTAN)
BAB HALAMAN
III LANDASAN TEORI ... III-1
3.1 Perancangan Produk ... III-1 3.2 QFD (Quality Function Deployment) ... III-1 3.2.1 Pengertian QFD ... III-1 3.2.2 Tahapan QFD ... III-2 3.2.3 Manfaat QFD ... III-4 3.2.4 House of Quality (HOQ) ... III-4 3.3 Axiomatic Design ... III-10
3.3.1 Pengukuran Coupling ... III-12 3.4 DFMA ( Design for Manufacturing and Assembly) ... III-14
3.4.1 Design for Manufacture Sebagai Metodologi yang Paling Umum ... III-14 3.4.2 Design for Assembly (DFA) ... III-15 3.4.3 Memperkirakan Biaya Perakitan ... III-16 3.4.4 Mengintegrasikan Komponen ... III-17 3.4.5 Memaksimumkan Kemudahan Perakitan ... III-18 3.4.6 Prosedur untuk Analisis Produk yang Dirakit Secara
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.5 Kuesioner ... III-20 3.5.1 Pertanyaan Terbuka vs Pertanyaan Tertutup ... III-20 3.6 Validitas Data ... III-20 3.7 Reliabilitas ... III-21 3.8 Pengukuran Waktu ... III-23
3.8.1 Langkah-langkah Sebelum Melakukan Pengukuran Waktu ... III-24 3.8.2 Tahapan Penentuan Waktu Normal ... III-26 3.8.3 Allowance ... III-28 3.8.3.1 Kelonggaran Waktu untuk Kebutuhan Pribadi .. III-28 3.8.3.2 Kelonggaran Waktu untuk Melepaskan Lelah
(Fatique Allowance) ... III-29 3.8.3.3 Kelonggaran Waktu Karena
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.10.2 Assembly Process Chart ... III-33 3.11 Work Methods Design–Mengembangkan Metode Lebih Baik ... III-34 3.12 Struktur Produk ... III-37 3.13 Produk Antena Parabola ... III-39 3.13.1 Antena ... III-39 3.13.2 Jenis-jenis Antena ... III-40 3.13.3 Antena Parabola ... III-41 3.13.4 Prinsip Kerja ... III-42
IV METODOLOGI PENELITIAN ... IV-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.8.2 Instrumen Penelitian ... IV-11 4.8.2.1 Kuesioner ... IV-11 4.8.2.2 Stopwacth ... IV-14 4.8.3 Metode Pengumpulan Data ... IV-15 4.8.4 Populasi dan Sampel Penelitian ... IV-16 4.9 Pengolahan Data ... IV-18 4.9.1 Pengolahan Kuesioner ... IV-18 4.9.2 Pengolahan Waktu ... IV-20 4.9.3 Membuat Matriks House of Quality ... IV-24 4.9.4 Pengolahan Axiomatic Design ... IV-25 4.9.5 Perancangan Produk dengan Metode DFMA ... IV-26 4.10 Analisis Pemecahan Masalah ... IV-28 4.11 Kesimpulan dan Saran ... IV-28
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.1.3 Data Desain Produk Awal ... V-16 5.1.3.1 Komponen Penyusun Produk ... V -16 5.1.3.2 Proses Perakitan Produk Parabola Tipe 8BP ... V -18 5.2 Pengukuran Data Waktu ... V-20 5.2.1 Penentuan Rating Factor ... V-20 5.2.2 Pengukuran Waktu Proses Tiap Stasiun Kerja ... V-28 5.2.3 Penetapan Allowance (Kelonggaran Waktu)... V-32 5.3 Pengolahan Data QFD ... V-33 5.3.1 Uji Validitas dan Reliabilitas ... V-33 5.3.1.1 Uji Validitas Data ... V-33 5.3.1.2 Uji Reliabilitas Data ... V-38 5.3.2 Membangun Quality Function Deployment (QFD) ... V-40
5.3.2.1 Menentukan Kebutuhan Pelanggan/Customer
Requirement ... V-40
5.3.2.2 Menentukan Tingkat Kepentingan/Customer
Importance (CI) ... V-41
5.3.2.3 Menentukan Karakteristik Teknis Produk ... V-42 5.3.2.4 Menetapkan Hubungan Antara Karakteristik
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.3.2.5 Menetapkan Tingkat Hubungan Antara Karakteristik Teknis Produk
dengan Keinginan Konsumen ... V-45 5.3.2.6 Menyusun Matriks Perencanaan/Planning
Matriks ... V-47
5.3.2.7 Membangun Matriks House of Quallity (HOQ)
Produk Parabola Tipe 8 BP ... V-49 5.4 Axiomatic Design ... V-53 5.4.1 Proses Dekomposisi (Mapping) ... V-55
5.4.1.1 Dekomposisi untuk Kebutuhan Fungsional
Waktu Perakitan ... V-56 5.4.1.2 Dekomposisi untuk Kebutuhan Fungsional
Jumlah Komponen ... V-57 5.4.1.3 Dekomposisi untuk Kebutuhan Fungsional
Biaya Perakitan ... V-58 5.4.2 Proses Pemetaan (Mapping) Kebutuhan Fungsional (FR)
pada Parameter Desain (DP) ... V-60 5.4.2.1 Proses Pemetaan (Mapping) pada Kebutuhan
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.4.2.2 Proses Pemetaan (Mapping) pada Kebutuhan
Fungsional Level 2 ... V-62 5.4.2.3 Mengukur Coupling Design ... V-67 5.4.2.4 The Information Axioms ... V-71 5.5 Pengolahan dengan Metode Design for Manufacture and
Assembly ... V-74
5.5.1 Pengolahan Data Waktu ... V-74 5.5.1.1 Uji Keseragaman Data ... V-74 5.5.1.2 Uji Kecukupan Data ... V-79 5.5.1.3 Perhitungan Waktu Normal dan Waktu Baku ... V-84 5.5.2 Perbaikan Rancangan dengan Metode DFMA ... V-85 5.5.2.1 Struktur Produk ... V-86 5.5.2.2 Evaluasi Komponen Penyusun Produk serta
Pengembangan DFMA Worksheet Desain
Awal Produk ... V-88 5.5.2.3 Identifikasi Part yang dapat di Kembangkan,
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.5.2.5 Perbaikan Assembly Process Chart ... V-99 5.5.2.5.1 Assembly Process Chart Desain Awal V-99 5.5.2.5.2 Analisis Proses Perakitan dengan
Menggunakan 5W dan 1 H ... V-101 5.5.2.5.3 Menggambar Assembly Process
Chart Usulan ... V-103
5.5.2.6 Pengembangan Lembar Kerja DFMA dari
Produk Hasil Rancangan ... V-107 5.5.2.7 Efisiensi Desain dan Jumlah Produk Standar ... V-109 5.5.2.8 Rancangan Akhir Produk DFMA... V-113
VI ANALISIS DAN PEMBAHASAN HASIL ... VI-1
6.1 Analisis Data Kuesioner ... VI-1 6.2 Analisis Pengukuran Waktu ... VI-2 6.3 Analisis QFD ... VI-4
6.3.1 Analisis Matriks Variabel Proses Perakitan Terhadap
Tingkat Kepentingan ... VI-4 6.3.2 Analisis Matriks Variabel Produk terhadap Sales
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.3.3 Analisis Matriks Importance Weight dan Relative
Weight ... VI-8
6.3.4 Analisis Matriks Ukuran Kinerja Proses Perakitan ... VI-9 6.4 Analisis Hasil Pengembangan Rancangan dengan Axiomatic
Design ... VI-10
6.4.1 Analisis Independence Axiom (Pengukuran Coupling
Design) ... VI-11
6.4.2 Analisis The Information Axioms ... VI-11 6.5 Analisis Metode DFMA ... VI-12
VII KESIMPULAN DAN SARAN ... VII-1
7.1 Kesimpulan ... VII-1 7.2 Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
1.1 Data Permintaan Parabola Tipe 8 BP pada Tahun 2013 ... I-2 2.1 Jumlah Tenaga Kerja dan Jam Kerja ... II-5 2.2 Sistem Pembagian Jam Kerja Bagian Administrasi dan Kantor ... II-6 2.3 Sistem Pembagian Jam Kerja Bagian Produksi ... II-6 2.4 Sistem Pembagian Jam Kerja Keamanan ... II-7 2.5 Jenis Produk Parabola PT. Bintang Persada Satelit ... II-8 3.1 Westinghouse Factor ... III-27 4.1 Defenisi Variabel Operasional ... IV-4 5.1 Rekapitulasi Kuesioner Terbuka ... V-2 5.2 Rekapitulasi Kuesioner Tertutup ... V-13 5.3 Komponen Penyusun Parabola Tipe 8 BP ... V-17 5.4 Uraian Proses Perakitan Parabola Tipe 8 BP ... V-19 5.5 Penilaian Rating Factor ... V-21 5.6 Data Pengukuran Waktu Operasi (detik) Perakitan Perakitan
[image:55.595.133.511.183.695.2]DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.10 Hasil Perhitungan Validitas Variabel ... V-37 5.11 Perhitungan Varians Tiap Butir ... V-38 5.12 Customer Requirement (CR) terhadap Proses Perakitan Produk
Parabola Tipe 8 BP... V-41 5.13 Customer Importance (CI) terhadap Proses Perakitan Parabola
Tipe 8 BP ... V-42 5.14 Karakteristik Teknis Produk Parabola Tipe 8 BP ... V-44 5.15 Nilai Sales Point Proses Perakitan Parabola Tipe 8 BP ... V-47 5.16 Nilai Importance dan Relative Weight ... V-49 5.17 Data Aktual Perusahaan Terhadap Functional Requirements ... V-54 5.18 Dekomposisi Kebutuhan Fungsional (FR) dan Parameter Desain
pada Densitas Busa ... V-56 5.19 Dekomposisi Kebutuhan Fungsional (FR) dan Parameter Desain
pada Jumlah Komponen ... V-58 5.20 Dekomposisi Kebutuhan Fungsional (FR) dan Parameter Desain
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.25 Pemindahan FR 3.1/DP 3.1, FR 3.2/DP 3.2, FR 3.3/DP 3.3dan FR
3.4/DP 3.4 ... V-64 5.26 Pemindahan FR 2.1/DP 2.1 dengan FR 1.1/DP 1.1 ... V-64 5.27 Pemindahan FR 2.2/DP 2.2 dengan FR 1.3/DP 1.3 ... V-65 5.28 Pemindahan FR 1.1/DP 1.1 dengan FR 2.3/DP 2.3 ... V-65 5.29 Pemindahan FR 1.2/DP 1.2 dengan FR 2.2/DP 2.2 ... V-66 5.30 Pemindahan FR 1.2/DP 1.2 dengan FR 1.4/DP 1.4 ... V-66 5.31 Rekapitulasi Hasil Dekomposisi FR dan DP ... V-68 5.32 Hasil Pengukuran Coupling Design ... V-71 5.33 Perhitungan Information Content ... V-72 5.34 Rekapitulasi Uji Keseragaman Data Waktu Elemen Kegiatan
Perakitan Parabola Tipe 8 BP ... V-76 5.35 Uji Kecukupan Data Elemen Kegiatan 1 ... V-80 5.36 Rekapitulasi Uji Kecukupan Data Waktu Elemen Kegiatan
Perakitan Parabola Tipe 8 BP ... V-81 5.37 Perhitungan Waktu Normal dan Waktu Baku (menit) Proses
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.41 Lembar Kerja DFMA dari Desain Parabola Tipe 8 BP Usulan ... V-104 5.42 Lembar Kerja dan Biaya Perakitan Desain Usulan ... V-107 5.43 Efisiensi Desain Setelah Tahap DFMA ... V-112 6.1 Hasil Perhitungan Validitas Variabel ... VI-1 6.2 Waktu Elemen Kegiatan Proses Perakitan Parabola Tipe 8 BP ... VI-2 6.3 Customer Importance (CI) terhadap Proses Perakitan Parabola
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1 Struktur Organisasi PT. Bintang Persada Satelit ... II-4 3.1 House of Quality ... III-9 3.2 Proses Pemetaan (Mapping) pada Empat Domain Utama
Axiomatic Design ... III-11
3.3 Kategori Desain Berdasarkan Independence Axiom ... III-12 3.4 Struktur Produk FP ... III-38 3.5 Produk Parabola ... III-39 4.1 Kerangka Konseptual Penelitian ... IV-4 4.2 Langkah-langkah Proses Penelitian ... IV-9 4.3 Diagram Alir Pembuatan Kuesioner ... IV-14 4.4 Stopwatch Merek ROX Tipe SW8-2008 ... IV-15 4.5 Flow Chart Penyebaran Kuesioner ... IV-20 4.6 Flow Chart Pengukuran Waktu ... IV-23 4.7 Block Diagram Pembangunan House of Quality ... IV-25 4.8 Block Diagram Pengolahan Axiomatic Desgn ... IV-26 4.9 Block Diagram Perancangan dan Perbaikan Produk ... IV-28 5.1 Parabola Tipe 8 BP ... V-17 5.2 Hubungan Antar Karakteristik Teknik Produk Parabola Tipe 8 BP V-45 5.3 Matriks Antara CR dengan Karakteristik Teknis Produk Parabola
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.4 Penentuan Tingkat Kesulitan, Derajat Kepentingan dan Perkiraan
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
[image:61.595.130.508.194.529.2]