RANCANG BANGUN PROSES PRODUKSI
KARET REMAH BERBASIS PRODUKSI BERSIH
TANTO PRATONDO UTOMO
SEKOLAH PASCASARJANA
INSTITUT PERTANIAN BOGOR
DAN SUMBER INFORMASI
Dengan ini saya menyatakan bahwa disertasi dengan judul Rancang Bangun Proses Produksi Karet Remah berbasis Produksi Bersih adalah karya saya sendiri dan belum diajukan dalam bentuk apapun kepada perguruan tinggi manapun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir disertasi ini
Bogor, Agustus 2008
TANTO PRATONDO UTOMO. Design of Crumb Rubber Production Process based on Cleaner Production. Under the direction of ANAS MIFTAH FAUZI, TUN TEDJA IRAWADI, MUHAMMAD ROMLI, AMRIL AMAN, dan SUHARTO HONGGOKUSUMO.
Rubber industry is one of heavy polluted industry that needed to be improved. The improvement of this industry will also result in the increase of process efficiency and cost reduction.
The objectives of this research were to identify processing stages for cleaner production application; to produce crumb rubber improved processing stages which were more efficient in resources usage and lower in environmental risks based on environmental and economical profit; and to design crumb rubber production process based on cleaner production.
The results showed that the crumb rubber processing stages which were potential for cleaner production implementation were latex field coagulating stage; rubber coagulum storaging; block rubber re-sizing and cleaning stages; water saving effort by water recirculation from into block rubber re-sizing and cleaning stages.
Based on environmental benefit aspects, rubber coagulum should be in form of dry, clean, and thin rubber sheet, and could use coagulant which was added by anti-oxidant and anti-bacteria compounds. Meanwhile based on economical benefit aspects, these alternatives could decrease of investment, shortened the crumb rubber processing stages, and reduced the types and volume of waste.
Simulation implementation of the recommended crumb rubber production process scenario resulted saved up to 50 percent of transportation cost; shortened the crumb rubber processing stages and saved up to 81 percent of water, 61 percent of electricity, and 71 percent of man power; saved up to Rp.12,800/ton dry rubber of equipment investment; saved equal to Rp. 95,000/ton dry rubber of delay time during14-day pre-drying period; and saved equal to Rp. 2,000/kg dry rubber of malodor treatment facility investment. The recommended crumb rubber production process would increase farmer income due to elimination of off grade block rubber discount price.
Simulation of implemented design scenario of crumb rubber production process was feasible if it was implemented in 6.000 ha of rubber tree with 1.000 kg dry rubber/ha.year of productivity.
TANTO PRATONDO UTOMO. Rancang Bangun Proses Produksi Karet Remah Berbasis Produksi Bersih. Dibimbing oleh ANAS MIFTAH FAUZI, TUN TEDJA IRAWADI, MUHAMMAD ROMLI, AMRIL AMAN, dan SUHARTO HONGGOKUSUMO.
Karet alam merupakan salah satu komoditas agroindustri unggulan Indonesia dengan luas areal tanam karet 3,3 juta hektar dan jumlah produksi 2,637 juta ton pada tahun 2006. Sekitar 85 persen dari total produksi karet Indonesia tersebut diekspor ke beberapa negara dan menghasilkan devisa sebesar 4,32 milyar dollar AS.
Tanaman karet di Indonesia sebagian besar milik petani yaitu sekitar 80 persen dari total areal tanam karet dengan produktivitas rata-rata sekitar 700 kg karet kering/ha./tahun sedangkan selebihnya merupakan perkebunan negara dan swasta dengan produktivitas yang lebih tinggi. Selain itu, perkebunan negara telah melakukan penanganan tanaman karet dengan baik dan mengolah lateks kebun yang dihasilkan menjadi beberapa jenis produk karet yaitu ribbed smoked sheet (RSS), lateks pekat, dan karet remah (SIR) jenis mutu SIR 3 L, 3 WF, dan 20. Berbeda dengan perkebunan negara yang melakukan integrasi antara kebun tanaman karet dengan pabrik pengolahannya, petani karet memerlukan peran pedagang pengumpul dan KUD untuk menjual koagulum karet atau bahan olah karet (bokar) ke pabrik karet remah. Agroindustri karet remah dengan pola ini menggunakan sumberdaya berupa air dan energi listrik dalam jumlah yang besar antara lain diakibatkan oleh kotor dan rendahnya mutu bokar yang digunakan. Hal ini mengakibatkan industri karet remah harus menangani berbagai jenis limbah dalam bentuk limbah cair dan padat serta timbul limbah gas berupa bau busuk menyengat (malodor). Selain itu, produk olahan karet yang dapat dihasilkan hanya karet remah jenis mutu SIR 20
Pada penelitian ini konsep produksi bersih dikaji untuk memecahkan masalah utama industri karet remah berbahan baku bahan olah karet (bokar) yang diakibatkan oleh bokar kotor dan bermutu rendah. Penerapan produksi bersih ini dapat mengurangi penggunaan air dan energi untuk proses pembersihan sekaligus berbagai jenis limbah dihasilkan. Konsep produksi bersih dikaji penerapannya pada pihak-pihak yang terlibat, yaitu petani karet, pedagang perantara dan KUD, serta pabrik karet.
Tujuan penelitian ini adalah untuk mengidentifikasi tahapan proses pada rantai nilai proses produksi karet remah yang potensial untuk penerapan konsep produksi bersih; menghasilkan alternatif perbaikan proses produksi untuk meningkatkan efisiensi dan mengurangi resiko pencemaran terhadap lingkungan berdasarkan hasil analisis dan evaluasi nilai manfaat ekonomis dan lingkungan; serta menghasilkan rancang bangun proses produksi karet remah berbahan baku bokar berbasis produksi bersih.
menghasilkan bokar dalam bentuk slab bersih, slab tipis bersih, menggunakan koagulan yang mengandung antioksidan dan antimikroba, dan slab bersih tipis kering. Alternatif perbaikan berdasarkan manfaat ekonomi yang didapatkan adalah penghematan modal dengan lebih tingginya kadar karet kering yang diangkut, lebih singkatnya proses pengolahan, hilangnya waktu tunggu selama penggantungan; berdasarkan manfaat lingkungan adalah berkurangnya jumlah dan jenis limbah yang harus ditangani.
Skenario rancang bangun proses produksi karet remah berbasis produksi bersih yang direkomendasikan adalah memisahkan serum dari koagulum karet dengan proses pengepresan yang dilanjutkan dengan proses pengeringan angin selama 5 hari. Dampak positif yang dihasilkan dari skenario ini adalah (a) penghilangan potongan basi bokar yang berkisar antara 7 – 17 persen dari harga jual bokar; (b) penurunan biaya transportasi bokar sekitar 50 persen; dan (c) tahapan proses pengolahan bokar menjadi lebih singkat yang menghasilkan penghematan penggunaan air, listrik, dan energi manusia berturut-turut sebanyak 31,36 m3/ton karet kering (81 persen), 565 MJ/ton karet kering (61 persen), dan 165 MJ/ton karet kering (71 persen), penghematan modal investasi peralatan Rp. 12.840/ton karet kering, hilangnya potensi kerugian akibat pengeringan pendahuluan yang setara dengan Rp. 95.000/ton karet kering, dan penghematan akibat tidak diperlukan fasilitas penanganan limbah gas (bau) yang setara dengan Rp. 2.000/ton karet kering. Dampak negatif dari rancang bangun skenario ini adalah petani karet harus menyediakan investasi fasilitas penggilingan dan pengeringan angin sebesar Rp. 68.400/ton karet kering, berpotensi mengalami kerugian akibat waktu pengeringan selama 5 hari yang setara dengan Rp. 33.000/ton karet kering; dan memerlukan investasi fasilitas unit pengolahan limbah cair sistem anaerobik yang setara dengan Rp. 23.000/ton karet kering.
Implementasi skenario rancang bangun proses produksi karet remah direkomendasikan dilakukan dengan melibatkan petani karet pada kegiatan pembuatan sit angin melalui kelompok tani yang mengelola unit pengolahan sit angin dan pembuatan karet remah melalui gabungan kelompok tani yang mengelola unit pengolahan karet remah. Pada area tanaman karet seluas 6.000 ha. dengan produktivitas 1000 kg karet kering/thn, terdapat 120 unit pengolahan sit angin dan 1 unit pengolahan karet remah, skenario rancang bangun proses produksi karet remah berdasarkan hasil simulasi layak diimplementasikan dan berpotensi meningkatkan pendapatan petani karet menjadi Rp. 1.534.472/ha.bulan.
`
© Hak cipta milik IPB, tahun 2008 Hak Cipta dilindungi Undang-Undang
1. Dilarang mengutip sebagian atau seluruh karya tulis ini tanpa mencantumkan atau menyebutkan sumber.
a. Pengutipan hanya untuk kepentingan pendidikan, penelitian, penulisan karya ilmiah, penyusunan laporan, penulisan kritik, atau tinjauan suatu masalah.
b. Pengutipan tidak merugikan kepentingan yang wajar IPB.
KARET REMAH BERBASIS PRODUKSI BERSIH
TANTO PRATONDO UTOMO
Disertasi
Sebagai salah satu syarat untuk memperoleh gelar Doktor
Pada Program Studi Teknologi Industri Pertanian
SEKOLAH PASCASARJANA
INSTITUT PERTANIAN BOGOR
Penguji Luar Komisi Ujian Tertutup : Prof. Dr. Ir. Djumali Mangunwidjaja, DEA (Guru Besar Departemen Teknologi Industri Pertanian FATETA IPB
Penguji Luar Komisi Ujian Terbuka : Prof. Dr. Ir. E. Gumbira-Said, M.A.Dev (Guru Besar Departemen Teknologi Industri Pertanian FATETA IPB
Dr. Ir. AFS. Budiman, M.Sc.
Judul Disertasi
Nama Mahasiswa
NIM
:
:
:
Rancang Bangun Proses Produksi Karet Remah Berbasis Produksi Bersih
Tanto Pratondo Utomo
F 326010041
Disetujui
Komisi Pembimbing
Dr. Ir. Anas Miftah Fauzi, M.Eng. Ketua
Prof. Dr. Ir. Tun Tedja Irawadi, M.S. Dr. Ir. Muhammad Romli, M.Sc.
Anggota Anggota
Dr. Ir. Amril Aman, M.Sc. Dr. Suharto Honggokusumo, M.Sc.
Anggota Anggota
Diketahui
Ketua Program Studi Dekan Sekolah Pascasarjana Teknologi Industri Pertanian
Dr. Ir. Irawadi Jamaran Prof. Dr. Ir. Khairil Anwar Notodiputro, M.S.
b
be
er
rk
k
at
a
ta
a
k
ke
ep
pa
ad
da
an
ny
ya
a:
:
“
“J
J
ad
a
di
il
la
ah
h!
!”
”
m
ma
ak
ka
a
j
ja
ad
di
il
la
ah
h
i
ia
a.
.
(
(S
Su
ur
ra
at
t
Y
Ya
aa
as
si
in
n:
:
8
8
2)
2
)
P
Pe
er
rs
se
em
mb
ba
ah
ha
an
n
ke
k
ec
ci
il
l
U
Un
nt
tu
uk
k
d
do
oa
a,
,
d
du
uk
ku
un
ng
g
an
a
n
d
da
an
n
k
ke
es
se
et
ti
ia
aa
an
n
y
ya
an
ng
g
t
tu
ul
lu
us
s
d
da
an
n
t
ta
ak
k
b
be
er
ru
uj
ju
un
ng
g
d
da
ar
ri
i
M
Ma
am
ma
a
-
-
“t
“
th
he
e
mo
m
o
st
s
t”
”,
,
D
Di
ia
an
n
-
-
“t
“
th
he
e
b
be
el
lo
ov
ve
ed
d
wi
w
if
fe
e”
”,
,
D
Di
it
to
o
da
d
an
n
La
L
ar
ra
as
s
-
-
“t
“
th
he
e
p
pr
re
ec
ci
io
o
us
u
s
gi
g
if
ft
ts
s”
”,
,
I
Ib
bu
u,
,
k
ke
el
lu
ua
ar
rg
g
a
a
be
b
es
sa
ar
r,
,
d
d
an
a
n
pa
p
ar
ra
a
sa
s
ah
ha
ab
ba
at
t
-
-
“t
“
th
he
e
tr
t
ru
ul
ly
y
fr
f
ri
ie
en
nd
ds
s”
”.
.
W
Wh
he
e
n
n
y
yo
o
u
u
w
wa
an
nt
t
t
to
o
g
gi
iv
ve
e
u
up
p
a
an
nd
d
y
y
ou
o
ur
r
h
he
ea
ar
rt
t’
’s
s
a
ab
bo
ou
ut
t
t
to
o
b
br
re
ea
ak
k;
;
R
Re
em
me
em
mb
be
er
r
t
th
ha
at
t
y
yo
ou
u’
’r
re
e
p
pe
er
r
fe
f
ec
ct
t;
;
G
Go
o
d
d
m
ma
ak
k
es
e
s
n
no
o
m
mi
is
st
ta
ak
k
es
e
s.
.
(
Puji syukur penulis panjatkan kehadirat Allah SWT atas karunia dan rahmatNya sehingga penyusunan disertasi yang menjadi tugas dan tanggung jawab penulis telah dapat diselesaikan. Tema dari disertasi Rancang Bangun Proses Produksi Karet Remah berbasis Produksi Bersih merupakan suatu upaya untuk meningkatkan kinerja dari industri karet remah yang kinerjanya pada saat ini belum dapat dikatakan baik.
Skenario rancang bangun proses produksi karet remah berbasis produksi bersih yang direkomendasikan adalah dengan mengubah bentuk bokar yang digumpalkan menggunakan asam format menjadi lebih tipis yang dilanjutkan dengan proses pengeringan angin selama 5 hari. Dampak positif yang dihasilkan dari skenario ini adalah (a) penurunan biaya transportasi bokar sekitar 60 persen; dan (b) tahapan proses pengolahan bokar menjadi lebih singkat yang menghasilkan penghematan penggunaan air, listrik, dan energi manusia. penghematan modal investasi peralatan, hilangnya potensi kerugian akibat pengeringan pendahuluan, dan penghematan akibat tidak diperlukan fasilitas penanganan limbah gas (bau). Sebaliknya, dampak negatif dari rancang bangun skenario ini adalah petani karet memerlukan investasi fasilitas penggilingan dan pengeringan angina, berpotensi mengalami kerugian akibat waktu pengeringan selama 5 hari; dan memerlukan investasi fasilitas unit pengolahan limbah cair sistem anaerobik.
Disertasi ini dapat terselesaikan berkat bimbingan, arahan, dan masukan yang tak kenal lelah dan penuh kesabaran dari komisi pembimbing yang diketuai oleh Dr. Ir. Anas Miftah Fauzi, M.Eng. dengan anggota Prof. Dr. Ir. Tun Tedja Irawadi, M.S., Dr. Ir. Muhammad Romli, M.Sc.St., Dr. Ir. Amril Aman, M.Sc., dan Dr. Suharto Honggokusumo, M.Sc. Selain itu, penulis mengucapkan terimakasih kepada Prof. Dr. Djumali Mangunwidjaja selaku penguji luar komisi pada saat ujian tertutup serta Prof Dr. Ir. E. Gumbira-Said, M.A.Dev dan Dr. Ir. AFS. Budiman, M.Sc. selaku penguji luar komisi pada saat ujian terbuka. Penulis tetap mengharapkan kesediaan para pembimbing dan penguji untuk memberikan kesempatan bertukar pikiran di masa mendatang
Ucapan terimakasih dan penghargaan yang tinggi penulis ucapkan kepada Dr. Ir. Irawadi Jamaran selaku ketua program studi Teknologi Industri Pertanian SPS-IPB dan para staf pengajar PS TIP atas kesempatan yang diberikan kepada penulis untuk mengikuti program pascasarjana pada tingkat Magister dan Doktor serta dan pengkayaan wawasan di bidang agroindustri.
Kepada para petani karet, pedagang perantara, pabrik karet di Provinsi Lampung dan PTP Nusantara VII, serta para pakar terutama Bpk Dr. Uhendi Haris, Bpk. Dr. AFS. Budiman, dan Bpk. Dr. Dadi R. Maspanger (BPTK Bogor), Bpk. Anwar (PTP Nusantara VII), Bpk. Teddy dan Bpk. Suryadi (PT. Way Kandis), Bpk Ir. M. Solichin, M.P. (Balai Penelitian Karet Sembawa) yang telah bersedia meluangkan waktu, berbagi ilmu dan informasi, serta masukan yang berharga, penulis sampaikan terima kasih dan besar harapan bahwa penelitian dapat memberikan sesuatu yang berguna walaupun masih sangat sederhana.
M.Si., Ir. Saputera Mardi, M.Si., Dr. Ir. Uhendi Haris, M.Si., Ir. Dwi Haryono, M.S., Ir. Setyo Widagdo, M.Si., Ir. Sumaryo, M,Si., Ir. Slamet Budi Yuwono, M.S., Ir. M. Nur St. Nurdin, M.Sc., Dr. Suharyono A.S., M.S., Ir. Otik Nawansih, M.P., mas Joko Sugiyono, mas Hanafi, Mas Sumidi, para mahasiswa S3 PS TIP,
atas segala bantuan baik moril maupun material. Terimakasih diucapkan juga kepada Akhmad Fery Fasya, STP., Ketut, STP., Geri Sugiran STP., Lili Masli, STP, Hasna Wildayati, STP., Lurizaldi Lutfi, dan Suryadi yang telah membantu kelancaran penelitian ini
Terima kasih tak lupa penulis ucapkan kepada Prof. Koichi Fujie, Assc. Prof. Hiroyuki Daimon, Assc. Prof Naohiro Goto dan para mahasiswa di Ecological Engineering Department, Toyohashi University Technology (TUT) – Japan serta Mr. Inokawa dan Mr. Kajitani (NEDO) atas kesempatan bergabung sebagai anggota peneliti dalam riset kerjasama serta kesempatan untuk menimba ilmu dalam bidang Material Flow Analysis.
Atas segala pengorbanan, dukungan, dan ketulusan serta doa yang tak putus terutama selama penulis mengikuti program S2 dan S3 dari Mama, istriku Dian
Kemala Putri, anak-anakku Dito dan Laras, adik-adikku Dimas dan Adi, Ibu mertua Hj. Sri Musiati, Tante Yati serta keluarga besarku, penulis ucapkan terimakasih yang tak terhingga. Penulis juga memanjatkan doa kepada papa Arum Utomo (alm.) dan bapak mertua H. M. Hatta (alm.) yang tidak sempat mendampingi penulis hingga disertasi ini terselesaikan.
Penulis mengucapkan terimakasih kepada pihak-pihak lain yang turut mendukung dan membantu penulis selama ini sekaligus permohonan maaf karena tidak dapat menyebutkan satu per satu. Semoga disertasi ini bermanfaat.
Bogor, Juni 2008
Penulis dilahirkan di Bandung, Jawa Barat pada tanggal 7 Agustus 1968, sebagai anak pertama dari tiga bersaudara pasangan Arum Utomo, Bc.AP. (almarhum) dan Sri Sulastri.
Penulis menyelesaikan pendidikan Sekolah Dasar di SD Bhakti Mulya Berbantuan, Kebumen, Jawa Tengah pada tahun 1981; Sekolah Menengah Pertama dari SMP Negeri 3 Bandarlampung pada tahun 1984; Sekolah Menengah Atas dari SMA Negeri 3 Bandarlampung pada tahun 1987. Penulis melanjutkan pendidikan di Jurusan Teknologi Hasil Pertanian, Fakultas Pertanian, Universitas Lampung (UNILA) dan lulus pada tahun 1992. Pada tahun 1993, penulis bergabung sebagai staf pengajar di Jurusan Teknologi Hasil Pertanian, Fakultas Pertanian, Universitas Lampung (UNILA).
Pada tahun 1997 dengan beasiswa dari Dirjen Dikti melalui BPPS, penulis melanjutkan pendidikan pascasarjana S2 pada Program Studi Teknologi Industri,
Program Pascasarjana - Institut Pertanian Bogor (PPs-IPB) dan lulus pada tahun 2000. Selanjutnya pada tahun 2001 dengan beasiswa BPPS pula, penulis melanjutkan pendidikan program S3 pada Program Studi Teknologi Industri,
Sekolah Pascasarjana - Institut Pertanian Bogor (SPs IPB).
Penulis menikah dengan Dian Kemala Putri, STP., MT. pada tahun 1999 dan telah dikaruniai 2 orang anak, Dito Satrio Utomo (Dito, 7 tahun) dan Adinda Larasati Utomo (Laras, 3,5 tahun).
Selama mengikuti pendidikan pada program S3, penulis berkesempatan
menulis beberapa artikel ilmiah yang dipresentasikan di beberapa seminar nasional, yaitu Komputer dan Sistem Intelijen (KOMMIT) 2002, 2004, dan 2006 di Universitas Gunadarma-Jakarta, dan Pertemuan Ilmiah Tahunan Perhimpunan Mikrobiologi Indonesia (PIT PERMI) tahun 2003 di Bandung; serta pada satu seminar internasional, yaitu International Wastewater Association (IWA) Congress di Bangkok tahun 2006. Selain itu, penulis pada bulan Desember 2005 sampai dengan Januari 2006 berkesempatan mengikuti kursus singkat dengan topik Material Flow Analysis (MFA) yang berlangsung di Ecological Engineering Department, Toyohashi University of Technology (TUT), Toyohashi - Japan di bawah bimbingan Prof. Koichi Fujie.
Halaman DAFTAR ISI ...
DAFTAR TABEL ... DAFTAR GAMBAR ... DAFTAR LAMPIRAN ... DAFTAR ISTILAH ...
PENDAHULUAN ………. Latar Belakang ………... Tujuan Penelitian ………... Ruang Lingkup ………... Manfaat Penelitian ……….
TINJAUAN PUSTAKA ……….... Pengertian Produksi Bersih dan Penerapannya ……….. Karet Remah (Crumb Rubber) ………... Penelitian Terdahulu ...
LANDASAN TEORI ………... Metodologi Produksi Bersih ……….. Bahan Panduan untuk Pusat Produksi Bersih Nasional (Guidance materials for UNIDO/UNEP National Cleaner Production Center) Petunjuk Audit dan Penurunan Emisi dan Limbah Industri (Audit
and reduction material for industrial emission and wastes) ……… Metode Pengambilan Keputusan ... Interpretative structural modeling (ISM) ... Sistem pakar ... Neraca Massa dan Neraca Energi ……….. Neraca massa ……….. Neraca energi ………. Evaluasi Ekonomis Pilihan Produksi Bersih ……….. Parameter Mutu Lingkungan Limbah Cair Industri Karet Remah ……... Total suspended solid (TSS) ………... Chemical oxygen demand (COD) ……….. Nitrogen amonia (NH3-N) ………...
Parameter Mutu Bahan Olah Karet dan Karet Remah ………... Kadar kotoran ………...
HASIL DAN PEMBAHASAN ... Potensi Komoditas Karet Alam di Provinsi Lampung ... Agroindustri Karet Remah di Provinsi Lampung ... Proses penanganan lateks kebun dan pengolahan bokar pada
petani, pedagang perantara, dan Koperasi Unit Desa (KUD) ... Proses pengolahan karet remah di pabrik ... Analisis Penyebab Timbulnya Limbah pada Industri Karet Remah berbahan baku bokar ... Struktur Sistem Industri Karet Remah berbasis Produksi Bersih ... Tujuan industri karet remah berbasis produksi bersih ... Kendala-kendala yang mungkin dihadapi dalam industri karet
remah berbasis produksi bersih ... Pra-kondisi yang harus disiapkan dalam rancang bangun industri
karet remah berbasis produksi bersih ... Upaya Penerapan Konsep Produksi Bersih yang dapat diterapkan pada Industri Karet Remah berbahan baku bokar ... Perbandingan Proses Pengolahan Karet Alam di Indonesia dengan proses pengolahan di Malaysia dan Thailand ... Rancang Bangun Industri Karet Remah berbasis Produksi Bersih ………
SIMPULAN DAN SARAN ... Simpulan ... Saran ...
DAFTAR PUSTAKA ...
LAMPIRAN ... 50 50 54
54 64
83 87 87
90
93
95
107 108
153 153 155
156
Tabel Halaman 1 2 3 4 5 6 7 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Upaya-upaya yang dapat diterapkan pada produksi bersih …….. Persyaratan mutu bokar (SNI 06-2047-2002) ………... Skema Standard Indonesian Rubber (SIR) berdasarkan SK Menteri Perdagangan RI no. 184/Kp/VI/88 – SNI 06-2046-1997 .. Metodologi-metodologi yang digunakan dalam pengujian produksi bersih ………... Karakteristik kimiawi efluen industri karet remah ………... Perbandingan rata-rata angka BOD5/COD untuk beberapa jenis air
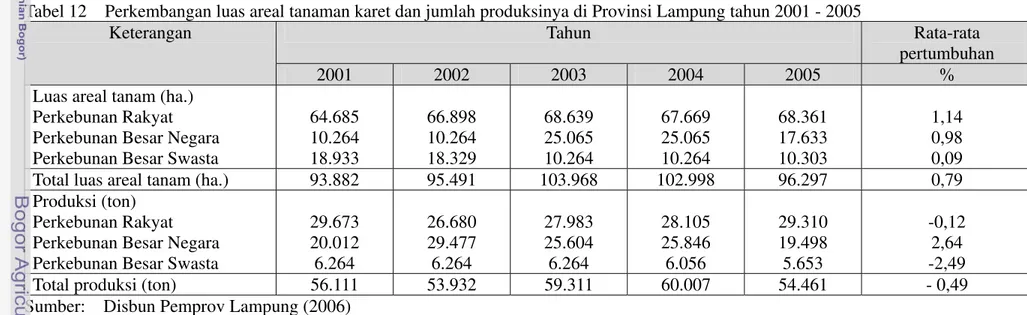
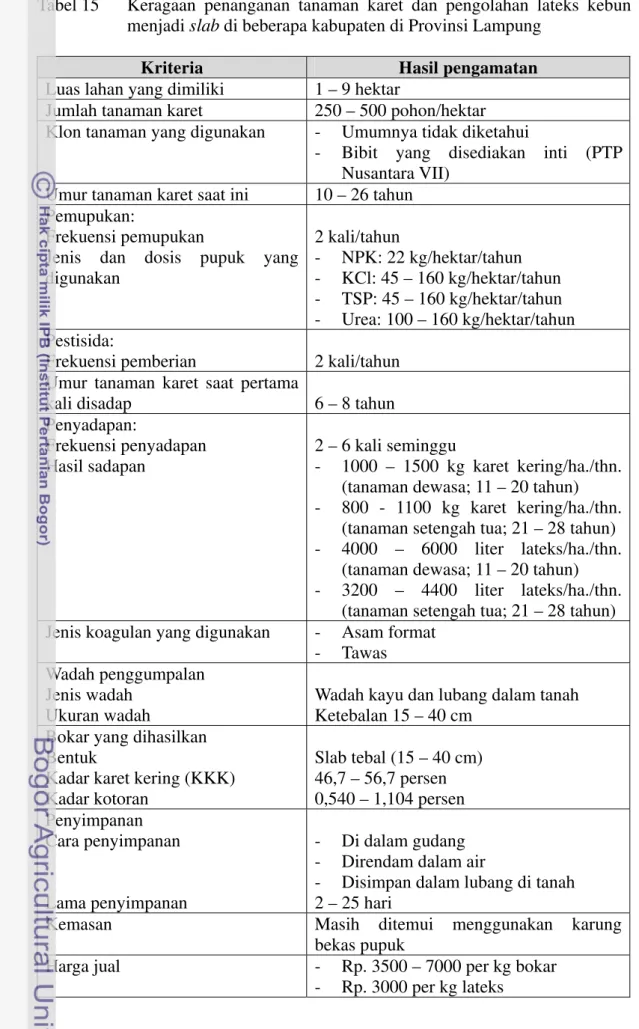
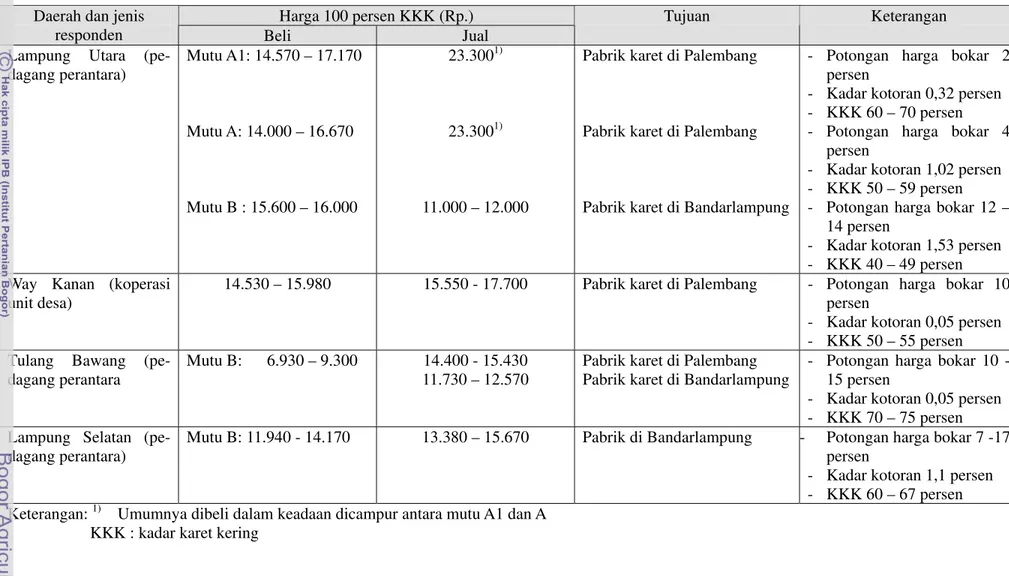
Jenis zat-zat yang dapat atau tidak dapat dioksidasi melalui uji penentuan nilai COD dan BOD ……….... Data-data yang dibutuhkan pada kajian produksi bersih pada tingkat petani, pedagang perantara dan kelembagaan petani, dan pabrik karet ………... Sepuluh provinsi penghasil karet terbesat di Indonesia ... Luas areal tanam, jumlah produksi, dan produktivitas tanaman karet di Provinsi Lampung tahun 2005 ... Perkembangan luas areal tanaman karet dan jumlah produksinya di Provinsi Lampung tahun 2001 – 2005 ... Rata-rata kepemilikan lahan petani karet di sepuluh provinsi penghasil karet terbesat di Indonesia ... Pabrik dan Unit Usaha pengolah lateks kebun, koagulum karet, dan bokar di Provinsi Lampung ... Keragaan penanganan tanaman karet dan pengolahan lateks kebun menjadi slab di beberapa kabupaten di Provinsi Lampung ... Harga beli dan jual bokar oleh beberapa pedagang perantara di Provinsi Lampung ... Karakteristik limbah cair pabrik karet remah berbahan baku bokar ... Karakteristik limbah cair pabrik karet remah berbahan baku lateks kebun ... Hasil pengamatan karakteristik limbah cair pabrik karet remah berbahan baku bokar ………. Hasil pengamatan karakteristik limbah cair pabrik karet remah berbahan baku lateks kebun ……….. Energi listrik yang digunakan pada proses pengolahan bokar menjadi karet remah ... Energi bahan bakar yang digunakan pada proses pengolahan bokar menjadi karet remah ... Energi manusia yang digunakan pada proses pengolahan bokar menjadi karet remah ... Jenis masukan energi pada proses pengolahan bokar menjadi karet remah ...
25 26 27 28 29 30 31 32 33 34 35 36 37 38
Jenis masukan energi pada proses pengolahan lateks kebun menjadi karet remah ………. Kesenjangan kondisi industri karet remah berbahan baku bokar . Evaluasi kinerja penerapan konsep produksi bersih pada tahapan-tahapan proses pengolahan karet remah berbahan baku bokar ………. Perbedaan proses pengolahan karet alam di Indonesia, Malaysia, dan Thailand ………. Dampak yang dihasilkan dari rancang bangun industri karet remah berbasis produksi bersih skenario 1 ……….. Dampak yang dihasilkan dari rancang bangun industri karet remah berbasis produksi bersih skenario 2 ……….. Dampak yang dihasilkan dari rancang bangun industri karet remah berbasis produksi bersih skenario 3 ……….. Dampak yang dihasilkan dari rancang bangun industri karet remah berbasis produksi bersih skenario 4 ……….. Dampak yang dihasilkan dari rancang bangun industri karet remah berbasis produksi bersih skenario 5 ……….. Rekapitulasi yang dihasilkan dari rancang bangun proses produksi karet remah berbahan baku bokar pada 5 skenario ………. Struktur marjin tataniaga dan bagian harga bersih yang diterima petani (% FOB SIR 20 Palembang) ………. Persentase biaya pengolahan karet pada beberapa perkebunan ... Perbandingan pendapatan petani karet pada kondisi saat ini dengan prediksi pendapatan petani karet yang terlibat dalam skenario proses produksi karet remah berbasis produksi bersih yang direkomendasikan (skenario 5) ……… Analisis sensitivitas penerapan skenario rancang bangun proses produksi karet remah berbasis produksi bersih yang direkomendasikan (skenario 5) ………
Gambar Halaman 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
Pendekatan produksi bersih UNIDO yang bersifat holistik …... Teknik-teknik produksi bersih ………... Proses pengolahan karet remah SIR 3 ...………... Proses pengolahan karet remah SIR 10 dan SIR 20 …………... Bahan panduan untuk pusat produksi bersih nasional
UNIDO/UNEP ………..
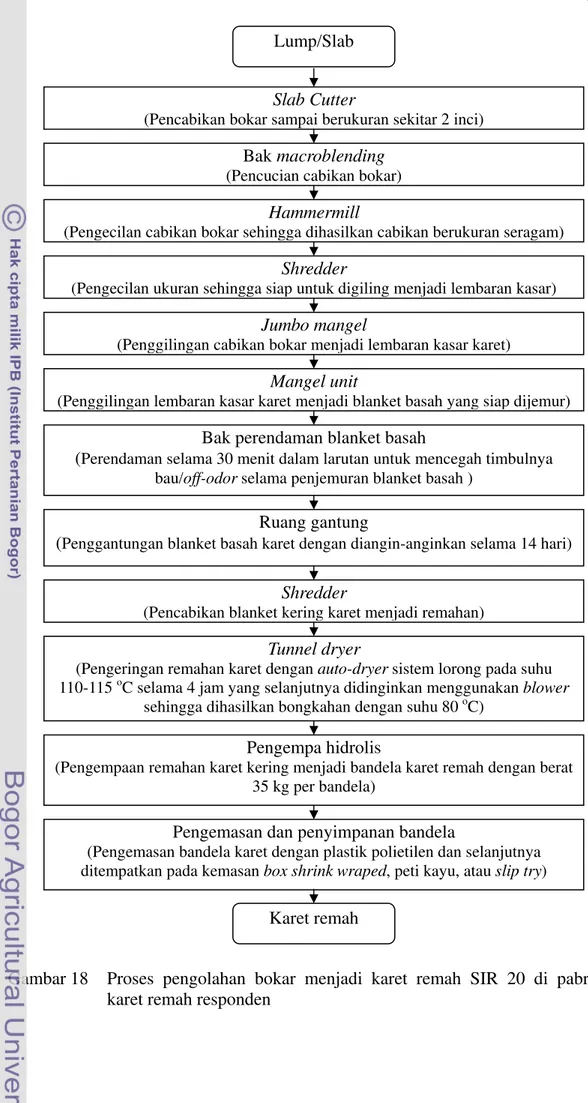
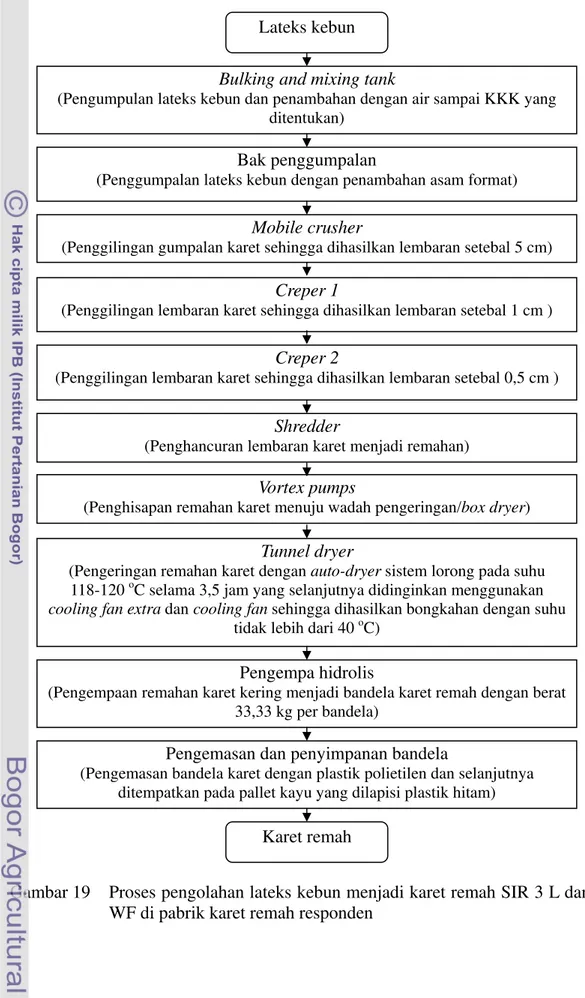
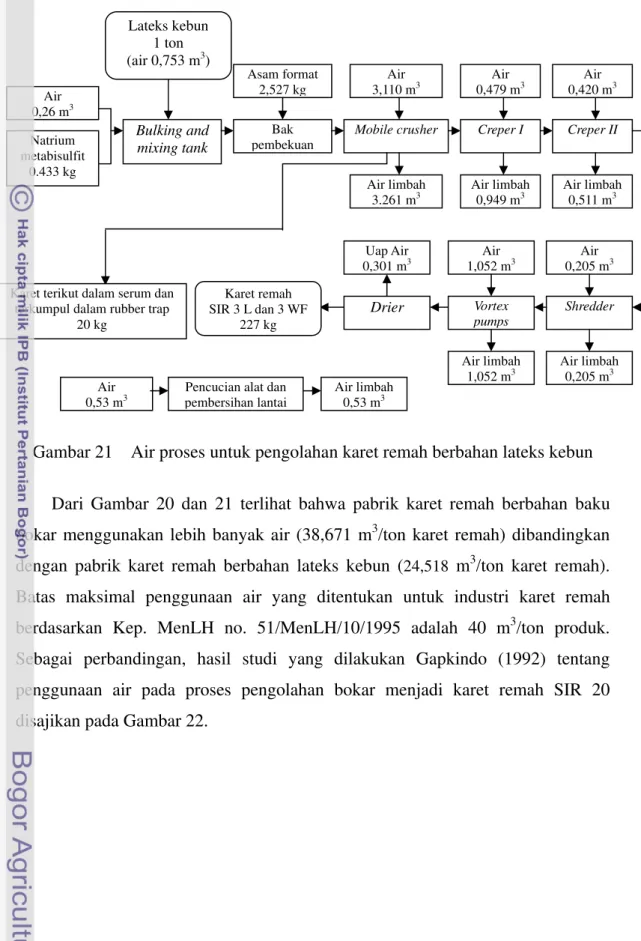
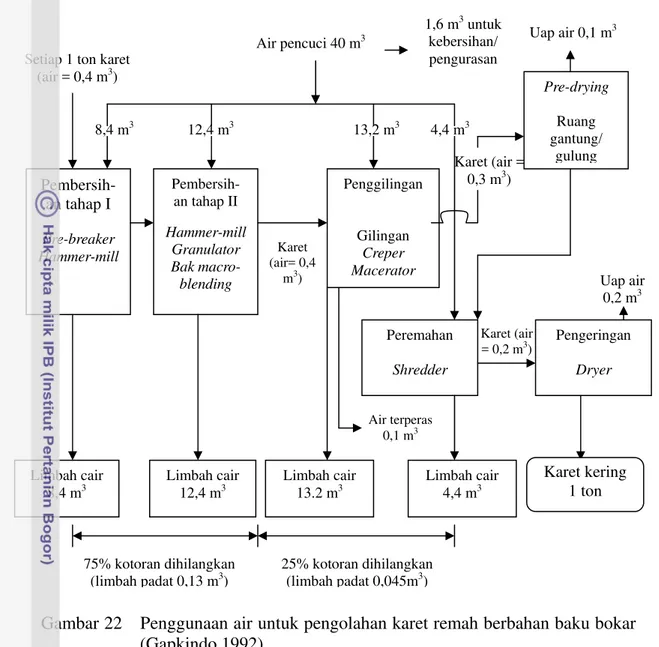
Petunjuk audit dan penurunan emisi dan limbah industri Technical Report Series no. 7 ………... Metode QuickScan ………... Struktur dasar sistem pakar ... Kerangka pemikiran penelitian ... Lokasi Pengambilan Sampel di Provinsi Lampung ... Diagram alir tatalaksaana penelitian ... Metodologi kajian produksi bersih ... Lima jenis penyebab dihasilkannya limbah dan emisi ... Jenis-jenis pilihan perbaikan dengan pendekatan produksi bersih ... Neraca material dan komponen-komponennya ... Alur proses sintesis pilihan produksi bersih dalam industri karet remah berbahan baku bokar ……….. Rangkaian kegiatan produksi karet remah tanpa adanya integrasi antara petani karet, pedagang pengumpul, dan pabrik karet remah di Provinsi Lampung ... Proses pengolahan bokar menjadi karet remah SIR 20 di pabrik karet remah responden ... Proses pengolahan lateks kebun menjadi karet remah SIR 3 L dan 3 WF di pabrik karet remah responden ... Air proses untuk pengolahan karet remah berbahan baku bokar . Air proses untuk pengolahan karet remah berbahan baku lateks kebun ... Penggunaan air untuk pengolahan karet remah berbahan baku bokar ... Proses pengolahan limbah cair pabrik karet remah berbahan baku bokar pada pabrik karet responden ………... Proses pengolahan limbah cair pabrik karet remah berbahan baku lateks kebun pada pabrik karet responden ……… Bagan alir masukan energi pada proses pengolahan karet remah .. Persentase penggunaan energi listrik pada proses pengolahan bokar menjadi karet remah ... Persentase penggunaan energi bahan bakar pada proses pengolahan bokar menjadi karet remah ... Persentase penggunaan energi manusia pada proses pengolahan bokar menjadi karet remah ...
29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51
Grafik persentase penggunaan energi pada proses pengolahan bokar menjadi karet remah ... Grafik persentase penggunaan energi pada proses pengolahan lateks kebun menjadi karet remah ……… Sumber limbah cair proses pengolahan karet remah berbahan baku bokar ……… Sumber limbah padat proses pengolahan karet remah berbahan baku bokar ……… Sumber limbah gas (malodor) proses pengolahan karet remah berbahan baku bokar ……… Struktur hirarki antar sub-elemen tujuan dalam rancang bangun industri karet remah berbasis produksi bersih ……….. Diagram klasifikasi sub-elemen tujuan dalam rancang bangun industri karet remah berbasis produksi bersih ……….. Struktur hirarki antar sub-elemen kendala dalam rancang bangun industri karet remah berbasis produksi bersih ……….. Diagram klasifikasi sub-elemen kendala dalam rancang bangun industri karet remah berbasis produksi bersih ……….. Struktur hirarki antar sub-elemen pra-kondisi dalam rancang bangun industri karet remah berbasis produksi bersih …………. Diagram klasifikasi sub-elemen pra-kondisi dalam rancang bangun industri karet remah berbasis produksi bersih …………. Profil industri karet remah berbahan bokar pada saat ini ………. Neraca massa proses pengolahan karet remah berbahan baku bokar ………. Neraca massa proses pengolahan karet remah berbahan baku lateks kebun ……….. Diagram alir penggunaan energi pada proses pengolahan bokar menjadi karet remah ………. Rancang bangun industri karet remah berbahan baku bokar berbasis produksi bersih skenario 1 ………. Rancang bangun industri karet remah berbahan baku bokar berbasis produksi bersih skenario 2 ………. Rancang bangun industri karet remah berbahan baku bokar berbasis produksi bersih skenario 3 ………. Rancang bangun industri karet remah berbahan baku bokar berbasis produksi bersih skenario 4 ………. Rancang bangun industri karet remah berbahan baku bokar berbasis produksi bersih skenario 5 ………. Konsep pembagian kegiatan pada skenario rancang bangun proses produksi karet remah berbasis produksi bersih yang direkomendasikan ………. Konsep skema pembiayaan dan pengembalian pinjaman unit usaha pada skenario rancang bangun proses produksi karet remah berbasis produksi bersih ………... Penerapan proses produksi karet remah berbasis produksi bersih yang direkomendasikan (skenario 5) ...
Lampiran Halaman 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23
Luas areal tanam dan jumlah produksi karet di Provinsi Lampung tahun 2005 ... Perkembangan luas areal tanaman karet dan jumlah produksinya di Provinsi Lampung tahun 2001 – 2005 ... Volume dan nilai ekspor komoditas olahan perkebunan Provinsi Lampung tahun 2005 ... Data luas areal tanam dan produksi tanaman karet pada setiap kabupaten di Provinsi Lampung ... Unit pengolahan hasil komoditas utama perkebunan pada perusahaan negara dan swasta di Provinsi Lampung ... Profil penanganan tanaman karet dan proses pembuatan bokar pada tingkat petani karet ... Data jumlah bokar, blanket basah, blanket kering dan karet remah yang dihasilkan pada pabrik karet remah responden berbahan baku bokar ... Jenis input energi, tahapan proses, dan jumlah atau spesifikasi peralatan yang digunakan pada proses pengolahan karet remah pada pabrik karet remah responden berbahan baku bokar ... Penggunaan energi listrik pada pengolahan karet remah pada pabrik karet remah responden berbahan baku bokar …………... Penggunaan energi bahan bakar solar pada pengolahan karet remah pada pabrik karet remah responden berbahan baku bokar ... Penggunaan energi manusia pada pengolahan karet remah pada pabrik karet remah responden berbahan baku bokar …………... Data penggunaan listrik, bahan bakar, dan tenaga manusia dalam memproduksi karet remah berbahan baku lateks kebun per bulan di pabrik karet responden ………. Harga peralatan pengolahan karet remah ………. Rincian modal tetap unit pengolahan sit angin ……… Kebutuhan bahan baku dan bahan pembantu proses produksi sit angin ………. Modal kerja per bulan unit pengolahan sit angin per kelompok tani ... Ringkasan modal kerja awal unit pengolahan sit angin per kelompok tani ……….. Modal kerja unit pengolahan sit angin per kelompok tani ……... Proyeksi laba-rugi unit pengolahan sit angin per kelompok tani . Proyeksi arus kas unit pengolahan sit angin per kelompok tani .. Rincian modal tetap unit pengolahan karet remah ………... Kebutuhan bahan baku dan bahan pembantu proses produksi karet remah ……….. Ringkasan modal kerja awal unit pengolahan karet remah …….
24 25 26 27 28
29
30
31
32
33
Modal kerja per bulan unit pengolahan karet remah ... Modal kerja unit pengolahan karet remah ... Proyeksi laba rugi unit pengolahan karet remah ... Proyeksi arus kas unit pengolahan karet remah ... Simulasi aplikasi rancang bangun skenario proses produksi karet remah berbasis produksi bersih pada produktivitas lahan tanaman karet 1.000 kg karet kering/ha./tahun ... Simulasi pendapatan petani karet yang terlibat dalam rancang bangun skenario proses produksi karet remah berbasis produksi bersih pada produktivitas lahan tanaman karet 1.000 kg karet kering/ha./tahun ... Simulasi aplikasi rancang bangun skenario proses produksi karet remah berbasis produksi bersih pada produktivitas lahan tanaman karet turun 20 persen (800 kg karet kering/ha./ tahun) ... Simulasi pendapatan petani karet yang terlibat dalam rancang bangun skenario proses produksi karet remah berbasis produksi bersih pada produktivitas lahan tanaman karet turun 20 persen (800 kg karet kering/ha./tahun) ... Simulasi aplikasi rancang bangun skenario proses produksi karet remah berbasis produksi bersih pada produktivitas lahan tanaman karet dan turun 20 persen (800 kg karet kering/ha./ tahun) dan harga turun 5 persen ... Simulasi pendapatan petani karet yang terlibat dalam rancang bangun skenario proses produksi karet remah berbasis produksi bersih pada produktivitas lahan tanaman karet turun 20 persen (800 kg karet kering/ha./tahun) dan harga turun 5 persen ...
189 190 191 192
193
194
195
196
197
Bokar : bahan olah karet.
Hammer-mills : alat untuk menyeragamkan cabikan bokar keluaran dari mesin slab cutter dan berguna juga untuk memisahkan kotoran dari bokar.
Jumbo mangel : mesin penggiling cabikan bokar yang telah bersih menjadi lembaran kasar karet.
Koagulan : bahan penggumpal, umumnya asam format, yang digunakan untuk menggumpalkan lateks kebun.
Koagulum karet : hasil proses penggumpalan lateks kebun .
Lum mangkuk : bekuan lateks kebun yang menggumpal pada mangkuk penampung lateks yang dipasang dipohon karet
Po : nilai plastisitas karet sebelum dipanaskan atau diusangkan pada suhu tinggi.
Macro-blending : bak untuk mencuci cabikan bokar yang dihasilkan mesin slab cutter.
Mangel unit : mesin untuk menggiling lembaran karet kasar menjadi lembaran karet yang siap digantung pada proses pre-drying.
Pre-drying : proses pengeringan pendahuluan lembaran karet hasil penggilingan bokar dengan waktu sekitar 2 minggu untuk mempertahankan nilai Po/PRI sebelum diolah lebih lanjut menjadi karet remah.
PRI : Plasticity Retention Index merupakan nilai plastisitas karet setelah dipanaskan atau diusangkan pada suhu tinggi sehingga mengalami proses oksidasi.
RSS : Ribbed Smoked Sheet atau karet asap lembaran. SIR : Standar Indonesian Rubber.
Shredder : mesin pengecilan ukuran cabikan bokar keluaran dari hammer-mills sebelum dibuat menjadi lembaran karet. Sit : karet lembaran hasil proses penggilingan koagulum atau
bekuan lateks kebun.
Slab : bekuan lateks kebun yang telah digumpalkan menggunakan koagulan dalam bentuk blok atau persegi dengan ketebalan umumnya lebih dari 30 cm.
Slab cutter : mesin pencabik bokar yang menghasilkan cabikan bokar dengan ukuran sekitar 2 inci.
Tunnel drier : mesin pengering remahan karet yang sebelumnya telah melalui proses pre-drying
L
LaattaarrBBeellaakkaanngg
Kebijakan pembangunan industri di Indonesia diprioritaskan pada pengembangan tiga kelompok industri yaitu industri masa depan, basis industri manufaktur, dan industri kecil dan menengah (IKM). Industri masa depan terdiri dari tiga cabang industri yaitu industri berbasis agro atau agroindustri, industri alat angkut, dan industri telematika. Basis industri manufaktur terdiri dari industri yang menghasilkan kebutuhan masyarakat, industri pendukung pembangunan sektor konstruksi, dan industri komponen; sedangkan industri kecil menengah terdiri dari tujuh cabang industri yaitu industri kerajinan dan barang seni, industri batu mulia dan perhiasan, industri gerabah/keramik hias, garam rakyat, minyak atsiri, dan industri makanan ringan (Depperin 2005).
Karet alam merupakan salah satu dari sepuluh komoditas strategis agroindustri dengan jumlah produksi 2,637 juta ton yang dihasilkan dari tanaman karet seluas 3,309 juta hektar pada tahun 2006. Dari luasan lahan tersebut, petani karet mengelola seluas sekitar 2,8 juta hektar dengan jumlah produksi 1,9 juta sedangkan sisanya dikelola oleh perkebunan negara dan perkebunan swasta. Dari total produksi karet Indonesia tersebut, 2,286 juta ton karet diekspor ke beberapa negara dan menghasilkan devisa sebesar sekitar 4,32 milyar dollar AS (Ditjenbun 2006; Gapkindo 2007).
Industri karet alam di Indonesia menghasilkan produk karet yang didominasi oleh Karet Spesifikasi Teknis (Technically Specified Rubber/TSR) yang diperdagangkan sebagai Standard Indonesian Rubber (SIR) sebanyak 83 persen, sedangkan sisanya berupa Ribbed Smoked Sheet (RSS), lateks pekat, dan jenis lain. TSR atau karet remah, sebagian besar diproduksi oleh perusahaan swasta menggunakan bahan baku karet dalam bentuk koagulum, yang dikenal dengan istilah bahan olah karet (bokar), yang dihasilkan dari tanaman karet yang dikelola rakyat (Ditjenbun 2006; Gapkindo 2007).
dengan ketebalan lebih dari 150 mm atau termasuk mutu IV berdasarkan persyaratan mutu bokar SNI 06-2047-2002.
Bokar kotor dan bermutu rendah menyebabkan beberapa kerugian antara lain (1) diperlukan air dalam jumlah yang besar, terutama untuk proses pembersihan, sehingga limbah cair yang dihasilkan lebih dari 40 m3/ton karet kering yaitu ambang batas berdasarkan Keputusan Menteri Lingkungan Hidup no. 51/MenLH/10/1995; (2) diperlukan energi dalam jumlah yang lebih besar terutama untuk memisahkan kotoran yang terkandung dalam bokar; (3) dihasilkan limbah padat berupa tatal kulit sadapan dan pasir yang memerlukan penanganan lebih lanjut; dan (4) bau tidak sedap (malodour) akibat penguraian bahan-bahan organik dalam serum yang berada di dalam bokar oleh mikroorganisme sehingga menjadi masalah bagi industri karet remah yang umumnya terletak di daerah perkotaan dan dekat permukiman penduduk seperti yang ditemui di Provinsi Lampung dan Provinsi Sumatera Selatan.
Bokar kotor dan bermutu rendah meningkatkan biaya produksi untuk mengolahnya menjadi karet remah akibat diperlukan air dan energi dalam jumlah yang lebih banyak. Selain itu, limbah dalam beragam bentuk yang dihasilkan memerlukan biaya penanganan untuk meminimalisir pencemaran lingkungan yang mungkin ditimbulkan. Hal ini menjadi kendala bagi industri karet remah yang harus berproduksi seefisien mungkin agar tetap dapat bersaing dengan karet alam yang dihasilkan oleh negara lain.
Salah satu upaya yang dapat dilakukan untuk mengatasi permasalahan kompleks industri karet remah adalah menerapkan produksi bersih (cleaner production). Program produksi bersih mulai dimasyarakatkan di Indonesia pada
tahun 1993 sebagai suatu strategi pengelolaan lingkungan yang bersifat preventif dan integratif serta perlu diimplementasikan secara berkesinambungan dalam proses produksi dan daur ulang. Upaya pokok produksi bersih adalah mencegah, mengurangi, dan mengeliminasi limbah atau pencemaran.
upaya penanganan dan pengolahan limbah merupakan sumber pengeluaran bagi industri (cost center) dengan imbalan berupa terpenuhinya baku mutu lingkungan.
Hal sebaliknya, produksi bersih yang berdasarkan prinsip antisipasi dan pencegahan (anticipate and prevent) apabila diterapkan pada tahap-tahap yang potensial pada proses produksi, produk, atau jasa dari suatu industri maka limbah dapat diminimalkan bahkan dihindarkan. Upaya-upaya pada penerapan produksi bersih, mulai dari yang sederhana sampai dengan yang kompleks, yaitu good house-keeping, optimasi proses, substitusi bahan baku, teknologi baru, dan
desain produk baru.
Salah satu hasil penelitian tentang penerapan produksi bersih pada industri karet telah dilakukan oleh Suparto dan Alfa (1996). Upaya penggunaan ulang air pada pengolahan karet menunjukkan bahwa air buangan hammer-mill creper dan shredder dapat digunakan ulang sebagai air proses untuk macro-blending atau
pre-breaker, sedangkan air buangan dari bak macro-blending dapat digunakan
ulang untuk membersihkan bokar setelah mengalami perlakuan untuk meningkatkan kualitasnya. Apabila dikaitkan dengan hasil penelitian Gapkindo (1992) maka upaya penggunaan ulang air dapat menghemat air proses sebanyak 4,4 m3/ton karet kering walaupun upaya ini hanya mencukupi sekitar 50 persen kebutuhan air proses pembersihan bokar tahap 1.
Hal sebaliknya apabila diterapkan upaya pengolahan limbah, dalam hal ini limbah cair, maka akan diperlukan biaya investasi, operasional, dan perawatan UPL. Haris (2001) yang melakukan valuasi teknologi pengendalian limbah cair industri karet remah menyatakan bahwa metode lumpur aktif yang digunakan untuk mengolah limbah cair industri karet memberikan keluaran yang lebih baik dibandingkan dengan metode kimia. Keluaran yang dihasilkan memenuhi baku mutu yang ditetapkan, tetapi membutuhkan biaya operasional harian sebesar Rp. 4/kg karet kering dan lebih rendah apabila dibandingkan dengan biaya operasional metode kimia yang sebesar Rp. 11/kg karet kering.
upaya pengolahan limbah membutuhkan tambahan biaya walaupun berdampak pada terpenuhinya baku mutu lingkungan.
Berdasarkan kondisi umum industri karet remah di Indonesia maka pada penelitian ini penerapan produksi bersih dikaji pada pihak-pihak yang terlibat dalam proses produksinya, yaitu petani karet sebagai penyedia bahan baku, pedagang perantara dan Koperasi Unit Desa (KUD) sebagai pengumpul dan pengangkut, dan pabrik karet sebagai pengolah bahan baku menjadi karet remah, sebagai satu kesatuan sehingga diharapkan peningkatan efisiensi dan perolehan manfaat dapat dirasakan secara keseluruhan sekaligus menurunkan resiko pencemaran lingkungan.
T
TuujjuuaannPPeenneelliittiiaann Tujuan penelitian ini adalah sebagai berikut.
1. Mengidentifikasi tahapan proses produksi karet remah berbahan baku bokar yang potensial untuk penerapan konsep produksi bersih pada pihak-pihak yang terlibat yaitu petani karet sebagai produsen bokar, pedagang perantara dan KUD sebagai pengumpul dan pengangkut bokar, dan pabrik karet remah sebagai pengolah bokar;
2. Menghasilkan alternatif perbaikan proses produksi karet remah berbahan baku bokar yang dapat meningkatkan efisiensi dan mengurangi resiko pencemaran terhadap lingkungan berdasarkan hasil analisis dan evaluasi nilai manfaat ekonomis dan lingkungan; dan
3. Menghasilkan rancang bangun proses produksi karet remah berbahan baku bokar berbasis produksi bersih.
R
RuuaannggLLiinnggkkuuppPPeenneelliittiiaann
Kajian pada tingkat petani difokuskan pada proses penanganan dan pengolahan lateks kebun menjadi bokar; pada tingkat pedagang perantara dan KUD difokuskan pada proses penanganan bokar selama pengumpulan dan transportasi dari petani ke pabrik karet; serta pada tingkat pabrik difokuskan pada bagian proses pengolahan bokar menjadi karet remah yang menggunakan sumberdaya (air dan energi) dan menghasilkan limbah dengan jenis dan jumlah yang besar.
Selanjutnya dilakukan integrasi hasil kajian penerapan konsep produksi bersih pada tingkat petani karet, pedagang perantara dan KUD, serta pabrik karet untuk menghasilkan rancang bangun proses produksi karet remah berbasis produksi bersih.
Rancang bangun proses produksi karet remah berbasis produksi bersih dikaji kinerjanya berdasarkan penggunaan air dan energi, jumlah dan jenis limbah yang dihasilkan, serta penghematan yang didapatkan dengan dibandingkan dengan industri karet remah pada saat ini.
M
MaannffaaaattPPeenneelliittiiaann
P
PeennggeerrttiiaannPPrroodduukkssiiBBeerrssiihhddaannPPeenneerraappaannnnyyaa
Produksi bersih didefinisikan sebagai penerapan secara kontinyu dari strategi pengelolaan lingkungan yang bersifat preventif pada proses produksi, produk dan jasa untuk meningkatkan efisiensi secara keseluruhan dan mengurangi resiko terhadap manusia dan lingkungan akibat dari kegiatan yang dilakukan (UNEP DTIE dan DEPA 2000). Pendekatan produksi bersih secara holistik menurut UNIDO dalam upaya meningkatkan daya saing industri dan memenuhi persyaratan lingkungan disajikan pada Gambar 1.
Produksi Bersih
Strategi pengelolaan lingkungan yang bersifat preventif yang diterapkan
pada keseluruhan siklus produksi dan jasa
Proses:
• Konservasi bahan baku, energi, dan air • Mengurangi emisi
pada sumbernya • Mengevaluasi
opsi-opsi teknologi
• Mengurangi biaya dan resiko
Produk:
• Mengurangi limbah melalui desain yang lebih baik
• Menggunakan limbah untuk produk baru
Jasa:
• Manajemen ling- kungan yang efisien dalam perancangan dan pengiriman
Dampak:
• Peningkatan efisiensi
• Peningkatan kinerja
lingkungan
• Peningkatan keunggulan kompetitif
Pada tingkat sektoral
Pada tingkat perusahaan
Dalam berbagai rujukan, istilah produksi bersih dikaitkan dengan inovasi teknologi, termasuk upaya pencegahan yang terpadu, pengendalian pencemaran, dan bahkan remediasi serta clean-up. Akan tetapi, produksi bersih lebih tepat diartikan sebagai pendekatan operasional ke arah pengembangan sistem produksi dan konsumsi yang dilandasi suatu pendekatan pencegahan untuk perlindungan lingkungan dengan tujuan akhir suatu kondisi nir limbah (zero waste) (Pauli 1997).
Produksi bersih berbeda dengan kontrol polusi Produksi bersih difokuskan pada upaya pengurangan limbah yang dihasilkan selama siklus hidup dari suatu produk yang dihasilkan. Upaya tersebut dilakukan untuk meminimalkan sumberdaya dan energi yang digunakan dengan melibatkan penggunaan desain produk, teknologi yang ramah lingkungan, proses dan kegiatan yang meminimalkan limbah. Teknologi pengolahan limbah (end-of-pipe) tidak berarti menjadi tidak diperlukan dengan diterapkannya produksi bersih, tetapi dengan penerapan filosofi produksi bersih menyebabkan berkurangnya masalah limbah dan polusi yang pada akhirnya mengurangi beban yang harus diolah dengan teknik pengolahan limbah (Andrews et al 2002; UNEP DTIE dan DEPA 2000).
Produksi bersih diterapkan antara lain pada
1. proses produksi meliputi penghematan bahan baku dan energi, penggantian bahan baku yang bersifat racun, dan mengurangi jumlah dan kandungan bahan berbahaya pada limbah dan emisi yang dihasilkan;
2. desain dan pengembangan produk meliputi pengurangan dampak negatif yang meliputi siklus hidup dari suatu produk dari bahan baku hingga pembuangan akhir; dan
3. industri jasa meliputi penerapan pertimbangan aspek lingkungan dalam desain dan pengadaan layanan atau jasa (UNEP DTIE dan DEPA 2000).
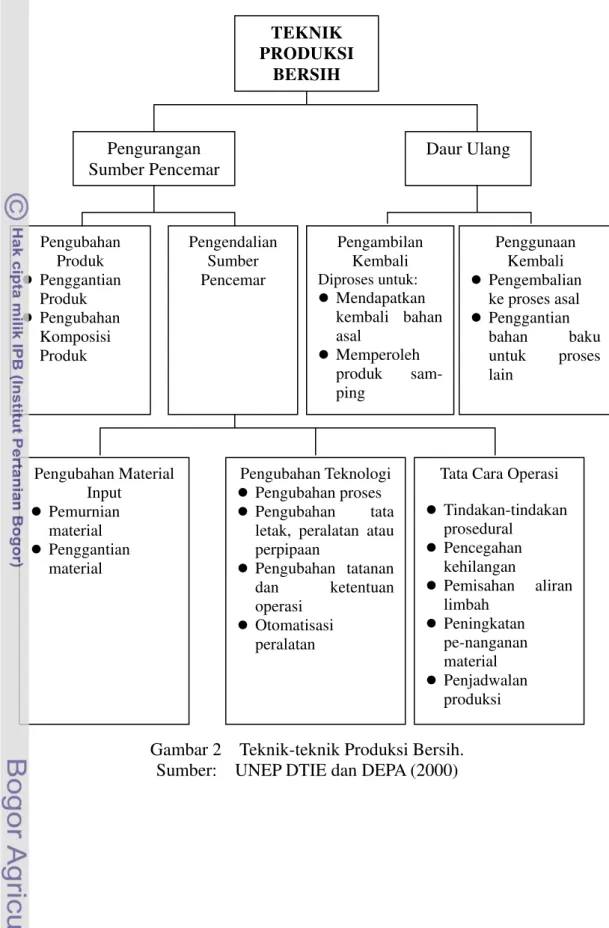
TEKNIK PRODUKSI BERSIH Pengurangan Sumber Pencemar Daur Ulang Pengubahan Produk z Penggantian Produk z Pengubahan Komposisi Produk Pengendalian Sumber Pencemar Pengambilan Kembali Diproses untuk: z Mendapatkan kembali bahan asal z Memperoleh produk sam- ping Penggunaan Kembali z Pengembalian ke proses asal
z Penggantian bahan baku untuk proses lain Pengubahan Material Input z Pemurnian material z Penggantian material Pengubahan Teknologi
z Pengubahan proses
z Pengubahan tata letak, peralatan atau perpipaan
z Pengubahan tatanan dan ketentuan operasi
z Otomatisasi peralatan
Tata Cara Operasi
z Tindakan-tindakan prosedural
z Pencegahan kehilangan
z Pemisahan aliran limbah z Peningkatan pe-nanganan material z Penjadwalan produksi
Tabel 1 Upaya-upaya yang dapat diterapkan pada produksi bersih
Jenis Upaya Keterangan
Good House- keeping
Penerapan produksi bersih melalui perbaikan tatacara kerja dan upaya perawatan yang memadai sehingga dihasilkan suatu keuntungan yang nyata. Upaya ini memerlukan biaya yang rendah.
Optimisasi Proses
Konsumsi terhadap sumberdaya yang digunakan dapat dikurangi dengan mengoptimalkan proses yang digunakan. Upaya ini memerlukan biaya yang lebih tinggi dibandingkan housekeeping Substitusi
Bahan Baku
Penerapan produksi bersih melalui upaya ini dapat menghindari masalah lingkungan yang mungkin timbul dengan mengganti bahan-bahan yang berbahaya bagi lingkungan dengan bahan lain yang bersifat lebih ramah lingkungan. Upaya ini kemungkinan memerlukan perubahan peralatan proses produksi yang digunakan.
Teknologi Baru
Penerapan produksi bersih melalui upaya ini dapat mengurangi konsumsi sumberdaya dan meminimalkan limbah yang dihasilkan melalui peningkatan efisiensi operasi/kerja. Upaya ini umumnya memerlukan invesitasi modal yang tinggi tetapi jangka waktu kembali modal (payback periods) umumnya singkat
Desain Produk Baru
Penerapan produksi bersih melalui desain produk baru menghasilkan keuntungan melalui siklus hidup produk tersebut termasuk mengurangi penggunaan bahan-bahan berbahaya, limbah yang dihasilkan, konsumsi energi, dan meningkatkan efisiensi proses produksi. Desain produk baru merupakan strategi jangka panjang yang membutuhkan peralatan produksi baru dan upaya pemasaran yang lebih intensif, tetapi hasil yang diperoleh sangat menjanjikan
Sumber: UNEP DTIE dan DEPA (2000)
Keberhasilan penerapan upaya perbaikan melalui pendekatan produksi bersih didukung antara lain melalui
1. perubahan sikap dari pihak-pihak yang terlibat didalam suatu organisasi yang menerapkan produksi bersih dan hal ini sama pentingnya dengan penerapan perubahan teknologi;
2. penerapan pengetahuan yang berarti peningkatan efisiensi, penerapan teknik manajemen yang lebih baik, perbaikan teknik tata cara kerja (housekeeping practices), dan penyempurnaan kebijakan dan prosedur kerja perusahaan; dan
pengembangan produk-produk alternatif; dan penggunaan kembali limbah dan hasil samping (UNEP DTIE dan DEPA 2000; Maiellaro dan Lerario 2000).
Produksi bersih yang diterapkan pada berbagai bidang memberikan keuntungan antara lain:
1. perbaikan proses produksi yang dilakukan dan produk yang dihasilkan; 2. penghematan bahan baku dan energi sehingga mengurangi biaya produksi; 3. peningkatan daya saing sebagai akibat penggunaan teknologi baru dan yang
telah diperbaiki;
4. mengurangi kekhawatiran terhadap peraturan lingkungan yang diterapkan; 5. mengurangi upaya yang berkaitan dengan penanganan, penyimpanan, dan
pembuangan bahan-bahan berbahaya;
6. meningkatkan kesehatan, keselamatan, dan moral para pekerja; 7. meningkatkan citra perusahaan; dan
8. mengurangi biaya penanganan limbah yang dihasilkan (UNEP CCP dan the CRC WMPC 1999; UNEP DTIE dan DEPA 2000; Maiellaro dan Lerario 2000).
Fauzi (2003) menambahkan bahwa penggerak utama untuk implementasi prinsip produksi bersih pada suatu industri adalah
1. kebijakan pemerintah dalam bentuk peraturan atau akibat adanya tekanan publik;
2. persaingan ekonomi; dan
3. kelayakan saintifik dan teknologi.
K
KaarreettRReemmaahh((CCrruummbbRRuubbbbeerr))
Karet remah (crumb rubber) atau karet spesifikasi teknis (Technically Spesified Rubber, TSR) mulai diproduksi secara komersial di Indonesia tahun
1968 dan skema Standard Indonesian Rubber (SIR) diterapkan pertama kali pada tahun 1969. Teknologi pengolahan karet remah dan skema SIR mengalami perkembangan seiring dengan usaha peningkatan efisiensi dan mutu serta kondisi bahan olah, terutama bahan olah karet rakyat (bokar) (Suparto et al. 2002).
dihasilkan bongkahan karet kering. Bongkahan karet kering karet selanjutnya dibungkus rapi dalam plastik polietilen. Bahan baku karet remah dapat berupa lateks kebun atau bahan olah karet berupa koagulum. Bahan baku berupa lateks kebun dapat diolah menjadi karet remah bermutu tinggi yaitu SIR 3, sedangkan bahan baku berupa koagulum lapang, seperti slab, lump, dan ojol, diolah menjadi karet remah SIR 10 dan SIR 20 (Maspanger dan Honggokusumo 2004). Secara umum tahapan proses pengolahan karet remah pada pabrik pengolahan karet remah untuk berbagai jenis mutu disajikan pada Gambar 3 dan Gambar 4.
Lateks kebun
Penerimaan, penyaringan, pengenceran, dan koagulasi Penambahan HNS
(SIR3CV) atau SMBS (SIR 3L)
Coagulum crusher
Macerator/creper
Shredder Macerator/creper
Hammer-mill
Dryer Dryer
Pengempaan & pengemasan Pengempaan &
pengemasan
SIR 3
Pabrik A
Pabrik B
Slicer/Slab Cutter/manual sortasi/Pre-blending Lump/Slab
Pre-breaker Breaker
mangel
Washing tank
Vibrator screen + washing tank
Mixing/blending/washing tank Rotary screen +
hammermill
Vibrator screen
Hammer- mills Hammermill +
vibrator screen Breaker
halus Creper
Hammermill Hammermill/
Granulator
Mixing/blending/washing tank
Macerator + Creper
Kamar gantung angin
Shredder
Dryer/Tunnel dryer
Static screen + mixing tank Hammermill
/Pelletizer
Shredder + washing tank + vibrator screen + creper
Rak gulung
Creper
Creper HM Shredder
Washing tank + vibrator screen
Metal detector+ Sortasi + Pengempaan + Pengemasan
Karet Remah SIR 20
Berbahan baku bokar bersih
Berdasarkan jenis bahan olah karet yang telah ditetapkan, karet remah diproduksi dengan jenis mutu SIR 3L, SIR 3 CV, dan SIR 3WF menggunakan bahan baku lateks kebun, dan SIR 10 serta SIR 20 menggunakan bahan baku koagulum lapangan (Suparto et al. 2002).
Pemerintah melalui Badan Standardisasi Nasional merevisi SNI Bokar menjadi SNI 06-2047-2002 yang bersifat wajib (Tabel 2) seperti yang diatur Keputusan Menteri Perindustrian dan Perdagangan no. 616/MPP/10/1999 (Maspanger dan Honggokusumo 2004). Bahan olah SIR 20 adalah koagulum lapang yang harus memenuhi persyaratan dalam SNI-06-2047-2002. Standar mutu SIR untuk berbagai jenis mutu secara lengkap disajikan pada Tabel 3.
Tabel 2 Persyaratan mutu bokar (SNI 06-2047-2002)
Persyaratan
No. Jenis Uji Lateks
kebun
Sheet Slab Lump
1. Kadar Karet Kering Mutu I (%)
Mutu II (%)
28 20 - - - - - - 2. Ketebalan maksimum
Mutu I (mm) Mutu II (mm) Mutu III (mm) Mutu IV (mm)
- - - - 3 5 10 - 50 100 150 >150 50 100 150 >150 3. Kebersihan (B)
Batas toleransi pengotor (maks. %) - 5 Tidak terdapat kotoran 5 Tidak terdapat kotoran 5 Tidak terdapat kotoran 5
4. Jenis Koagulan - Asam semut
dan bahan lain yang tidak me- nurunkan mutu karet*) Asam semut dan bahan lain yang tidak me- nurunkan mutu karet*) serta peng- gumpalan alami Asam semut dan bahan lain yang tidak me- nurunkan mutu karet*) serta peng- gumpalan alami Keterangan:
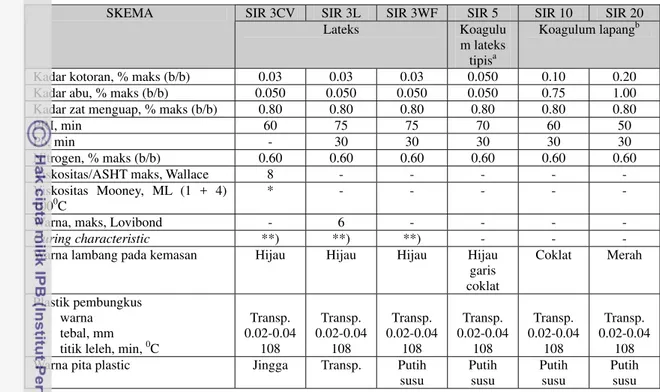
Tabel 3 Skema Standard Indonesian Rubber (SIR) berdasarkan SK Menteri rdagangan no. 184/Kp/VI/88-SNI 06-2046-1997
Pe
SIR 3CV SIR 3L SIR 3WF SIR 5 SIR 10 SIR 20 SKEMA
Lateks Koagulu
m lateks tipisa
Koagulum lapangb
Kadar kotoran, % maks (b/b) 0.03 0.03 0.03 0.050 0.10 0.20
Kadar abu, % maks (b/b) 0.050 0.050 0.050 0.050 0.75 1.00
Kadar zat menguap, % maks (b/b) 0.80 0.80 0.80 0.80 0.80 0.80
PRI, min 60 75 75 70 60 50
Po, min - 30 30 30 30 30
Nitrogen, % maks (b/b) 0.60 0.60 0.60 0.60 0.60 0.60
Viskositas/ASHT maks, Wallace 8 - - -
Viskositas Mooney, ML (1 + 4) 1000C
* - - -
Warna, maks, Lovibond - 6 - - - -
Curing characteristic **) **) **) - - -
Warna lambang pada kemasan Hijau Hijau Hijau Hijau garis coklat
Coklat Merah
Plastik pembungkus - warna - tebal, mm - titik leleh, min, 0C
Transp. 0.02-0.04 108 Transp. 0.02-0.04 108 Transp. 0.02-0.04 108 Transp. 0.02-0.04 108 Transp. 0.02-0.04 108 Transp. 0.02-0.04 108 Warna pita plastic Jingga Transp. Putih
susu Putih susu Putih susu Putih susu Keterangan:
*) CV-50 : 45-55; CV-60 : 55-65; CV-70 : 65-75
**) Disertakan rheograph dari karakteristik vulkanisasinya
a) Koagulum lateks tipis adalah lateks segar yang digumpalkan dengan asam format, kemudian digiling dengan ketebalan 1,5 – 2 cm
b) Koagulum lapang adalah kenis-jenis bahan olah karet (Bokar) baik dari perkebunan rakyat maupun perkebunan besar yang tercantum dalam SNI Bokar.
Suparto et al. (2002) menyatakan bahwa karet remah jenis mutu SIR 20 berkembang di Indonesia akibat adanya beberapa keterbatasan yaitu:
1. Keadaan perkebunan rakyat, yang merupakan lebih dari 80 persen dari total area tanaman karet Indonesia, sebagian besar merupakan tanaman tua dengan produktivitas yang rendah, letaknya terpencar dan infrastruktur seperti jalan yang kurang mendukung, sangat sulit untuk mencari bahan baku lateks cair, dan semua karet alam yang dihasilkan oleh kebun rakyat dalam kondisi sudah membeku baik secara alami maupun setelah penambahan koagulan; dan
P
PeenneelliittiiaannTTeerrddaahhuulluu
Penelitian tentang upaya pencegahan pencemaran lingkungan yang disebabkan produksi karet remah menggunakan prinsip produksi bersih relatif belum banyak dilakukan terutama yang melakukan kajian pengaruhnya apabila diterapkan pada petani karet sebagai penghasil bokar, pedagang perantara atau KUD sebagai pengumpul dan pengangkut bokar, dan pabrik karet yang mengolah bokar menjadi karet remah.
Kajian upaya pencegahan pencemaran lingkungan melalui perbaikan proses produksi karet umumnya dilakukan secara parsial, antara lain kajian penyebab rendahnya mutu bokar yang dihasilkan petani karet dan upaya perbaikannya serta upaya penghematan penggunaan sumber daya, dalam hal ini air, di pabrik karet dengan proses penggunaan ulang air.
Walujono (1976) yang meneliti tentang upaya mempertahankan mutu bokar berdasarkan nilai plasticity retention index (PRI) menyatakan bahwa
1. nilai PRI slab menurun dengan tajam setelah direndam selama 5 hari dalam air, baik tidak mengalir dan mengalir, dan serum;
2. nilai PRI slab yang dihasilkan dengan koagulan asam format lebih tinggi dibandingkan dengan slab yang dihasilkan menggunakan koagulan tawas, alumunium sulfat, dant tanpa koagulan (koagulasi alami);
3. nilai PRI dapat dipertahankan dengan mengeluarkan serum sisa proses penggumpalan lateks dengan proses pengepresan;
4. nilai PRI slab yang disimpan selama 1 bulan dapat dipertahankan dengan penggunaan desinfektan berupa p-nitrofenol dan formalin dalam koagulan 5. nilai PRI slab dengan mutu rendah dapat dipertahankan dengan melakukan
pencampuran antara slab dengan bernilai PRI rendah dengan slab yang bernilai PRI tinggi;
6. upaya perendaman dalam antioksidan dan senyawa pengikat logam tidak selalu memberikan hasil yang diinginkan;
Budiman (1976) yang meneliti tentang aspek penting pada pengolahan karet remah dari bahan baku bokar menyatakan bahwa
1. masalah utama pada proses pengolahan karet remah berbahan baku lump adalah rendahnya nilai PRI dan Po, serta tingkat keragaman nilainya yang tinggi di lapang;
2. Nilai PRI bokar yang rendah disebabkan proses pemeraman yang lama terutama di dalam air; sedangkan nilai Po yang rendah disebabkan akibat karet teroksidasi pada proses pengeringan;
3. Nilai PRI dapat dicegah penurunannya dengan melakukan pemeraman bokar secara kering di udara;
4. Untuk mendapatkan keseragaman nilai PRI, bokar diolah terlebih dahulu dengan proses macro-blending pada cacahan dengan gilingan palu pada tangki yang dilengkapi pengaduk yang dilanjutkan dengan proses penggilingan menjadi lembaran pada proses micro-blending.
Suwardin et al. (1988) yang meneliti tentang jenis bokar rakyat anjuran menyatakan bahwa bokar yang bermutu baik dihasilkan dengan
1. tidak ditambahkan kotoran baik berupa pasir, tatal, tanah maupun bahan lainnya;
2. digunakan bahan pembeku berupa asam format dengan dosis 4 cc larutan asam format 90 persen per kg karet kering;
3. dilakukan pengepresan bokar dengan cara digiling atau dipres;
4. dilakukan penyimpanan bokar di dalam gudang atau bedengan khusus dan tidak dilakukan penjemuran atau perendaman dalam air.
Suwardin (1988) yang meneliti tentang model unit pengolahan sit angin dalam upaya meningkatkan mutu bokar rakyat menyatakan bahwa dengan menggunakan model ini maka bokar yang dihasilkan dalam bentuk sit dapat bertahan sampai dengan 21 hari. Selain itu, unit pengolahan sit angin menghasilkan sit dengan KKK mencapai 98 persen setelah 5 hari dan belum tampak pertumbuhan jamur sehingga disarankan sebagai saat sit untuk dijual.
umpan bak macro-blending atau pre-breaker, sedangkan air buangan dari bak macro-blending dapat didaurulangkan setelah mengalami perlakukan untuk
meningkatkan kualitasnya.
Solichin dan Anwar (2003) yang meneliti tentang penggunaan asap cair terhadap bau bokar menyatakan bahwa
1. asap cair dapat mengatasi masalah kerusakan bokar karena mengandung senyawa-senyawa yang bersifat desinfektan, fenol dan derivatnya yang bersifat antioksidan, dan senyawa-senyawa berbau khas asap seperti karbonil, furan, fenol, sikolpenten, benzena, dan lain-lain;
2. koagulum karet yang digumpalkan asap cair (deorub) dapat disimpan selama 14 hari tanpa timbul bau busuk, sedangkan koagulum yang digumpalkan dengan asam format dan proses koagulasi alami mengalami kerusakan dengan timbulnya bau busuk; dan
3. tidak terdapat perbedaan yang nyata antara nilai Po, PRI, dan VR koagulum
yang digumpalkan dengan asap cair dan asam format;
Supriadi dan Nancy (2001) yang meneliti tentang peranan dan potensi pengembangan karet alam dalam mendukung perekonomian di Provinsi Sumatera Selatan mengungkapkan tentang terdapatnya dua tipe desa atau daerah karet rakyat yang sangat berbeda karakteristiknya yaitu “daerah maju” dan “daerah belum maju”.
Haris (2006) yang meneliti tentang rekayasa model aliansi strategis sistem agroindustri crumb rubber menyimpulkan bahwa
1. model aliansi strategis merupakan bentuk kelembagaan kerjasama jangka panjang yang menempatkan petani karet dan pengusahan agro industri crumb rubber sebagai pelaku utama yang dijembatani oleh lembaga ekonomi petani;
2. model aliansi strategis sistem agroindustri crumb rubber dilandasi oleh tujuan utama meningkatkan sinergi penggabungan sumberdaya dan kompetensi yang dimiliki oleh petani dan pengusaha agroindustri crumb rubber;
3. tujuan ini selanjutnya menjadi daya dorong terciptanya akses petani terhadap simpul pengolahan dan pemasaran produk crumb rubber dan menjamin kontinuitas pasok bokar sebagai bahan baku bagi agroindustri crumb rubber; dan
M
MeettooddoollooggiiPPrroodduukkssiiBBeerrssiihh
Pengkajian pada produksi bersih berupa suatu metodologi untuk mengidentifikasi tahap-tahap yang tidak efisien dalam penggunaan bahan baku dan manajemen penanganan limbah yang tidak baik dengan memfokuskan pada aspek lingkungan sehingga berdampak pada kegiatan proses suatu industri. Berbagai organisasi telah menghasilkan pedoman yang menjelaskan metodologi yang digunakan untuk produksi bersih, walaupun secara prinsip metodologi yang dikemukakan memiliki kesamaan satu dengan lainnya. Prinsip dasar dari semua metodologi tersebut adalah memusatkan perhatian pada proses produksi yang dilakukannya dengan tujuan untuk mengidentifikasi bagian atau tahap yang mempunyai kemungkinan untuk diefisienkan penggunaan bahan baku, dikurangi penggunaan bahan-bahan berbahaya dan limbah yang dihasilkan (UNEP 1995 dalam UNEP DTIE and DEPA 2000). Metodologi-metodologi yang dihasilkan oleh beberapa organisasi dan umum digunakan dalam pengujian produksi bersih disajikan pada Tabel 4.
Van Berkel (1995) menyatakan bahwa kajian produksi bersih difokuskan pada proses produksi yang menghasilkan limbah sehingga perlu dilakukan pengujian dan re-evaluasi pada tahapan proses produksi tersebut. Kegiatan re-evaluasi adalah sebagai berikut.
1. Identifikasi sumber (source identification) yang dilakukan dengan inventarisasi material yang masuk dan keluar dari proses yang berkaitan dengan biaya sehingga dihasilkan suatu diagram alir proses yang memungkinkan untuk identifikasi semua sumber limbah dan emisi yang dihasilkan.
3. Perolehan pilihan yang mungkin diterapkan (option generation) yang dilakukan untuk menghilangkan atau mengontrol setiap penyebab dihasilkannya limbah dan emisi. Pendekatan produksi bersih atau teknik-teknik pencegahan dalam konteks konsep digunakan untuk menghasilkan pilihan-pilihan produksi bersih. Pada saat pilihan produksi bersih teridentifikasi, maka selanjutnya dilakukan evaluasi seperti layaknya suatu investasi atau inovasi.
Tabel 4 Metodologi-metodologi yang digunakan dalam pengkajian produksi bersih
Organisasi Dokumen Metodologi
UNEP (1996) Guidance Materials for UNIDO/UNEP National Cleaner Production Center
1. Perencanaan dan organisasi 2. Pra pengkajian
3. Pengkajian
4. Evaluasi dan studi kelayakan 5. Implementasi dan kontinyuitas UNEP (1991) Audit and Reduction Manual for
Industrial Emission and Wastes. Technical Report Series no. 7
1. Pra pengujian 2. Neraca material 3. Sintesis
Dutch
Ministry of Economic
Affairs (1991)
PREPARE Manual for the Prevention of Wastes and Emissions
1. Perencanaan dan organisasi 2. Pengkajian
3. Studi kelayakan 4. Implementasi USEPA (1992) Facility Pollution Prevention
Guides
1. Pengembangan program pen-cegahan polusi
2. Pengkajian pendahuluan
Sumber: UNEP DTIE dan DEPA (2000)
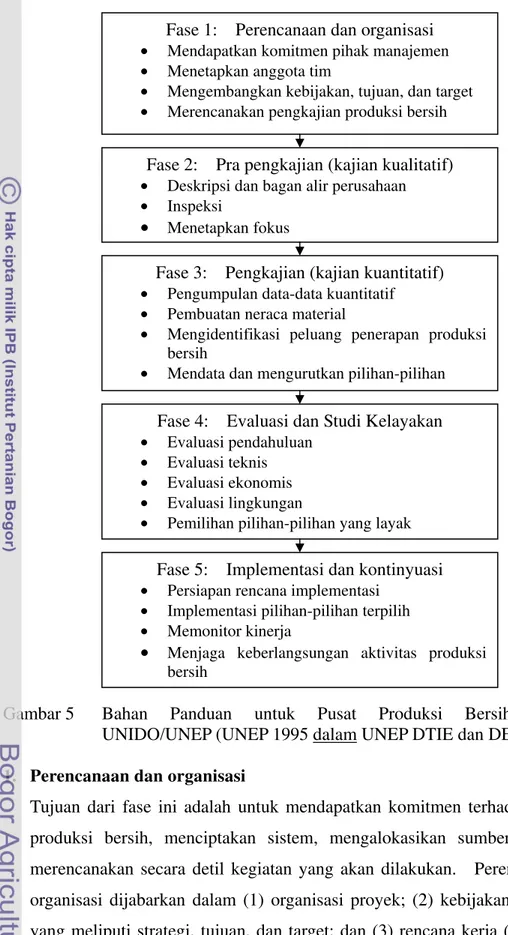
Bahan Panduan untuk Pusat Produksi Bersih Nasional UNIDO/UNEP
(Guidance Materials for UNIDO/UNEP National Cleaner Production Center)
Fase 1: Perencanaan dan organisasi
• Mendapatkan komitmen pihak manajemen • Menetapkan anggota tim
• Mengembangkan kebijakan, tujuan, dan target • Merencanakan pengkajian produksi bersih
Fase 2: Pra pengkajian (kajian kualitatif)
• Deskripsi dan bagan alir perusahaan • Inspeksi
• Menetapkan fokus
Fase 3: Pengkajian (kajian kuantitatif)
• Pengumpulan data-data kuantitatif • Pembuatan neraca material
• Mengidentifikasi peluang penerapan produksi bersih
• Mendata dan mengurutkan pilihan-pilihan
Fase 4: Evaluasi dan Studi Kelayakan
• Evaluasi pendahuluan • Evaluasi teknis • Evaluasi ekonomis • Evaluasi lingkungan
• Pemilihan pilihan-pilihan yang layak
Fase 5: Implementasi dan kontinyuasi
• Persiapan rencana implementasi • Implementasi pilihan-pilihan terpilih • Memonitor kinerja
• Menjaga keberlangsungan aktivitas produksi bersih
Gambar 5 Bahan Panduan untuk Pusat Produksi Bersih Nasional UNIDO/UNEP (UNEP 1995 dalam UNEP DTIE dan DEPA 2000).
1. Perencanaan dan organisasi
2. Pra pengkajian (kajian kualitatif)
Tujuan dari fase ini adalah untuk mendapatkan gambaran umum perusahaan yang antara lain meliputi aspek produksi dan lingkungan. Kajian terhadap proses produksi yang dihasilkan dari fase ini dijabarkan dalam bentuk diagram alir yang memberikan informasi tentang masukan-masukan yang digunakan (inputs), keluaran-keluaran yang dihasilkan (outputs), dan masalah lingkungan yang ditimbulkan.
Fase pra pengkajian ini terdiri dari (1) deskripsi dan diagram alir perusahaan yang menggambarkan kegiatan dalam perusahaan yang antara lain terdiri dari kegiatan pembersihan, penyimpanan dan penanganan bahan, ancillary operations (kondisi dingin, uap, dan gas yang dihasilkan), perawatan
dan perbaikan peralatan, bahan-bahan yang sulit dikenali pada aliran keluaran seperti pelumas, katalis, dan lain-lain, hasil samping yang dilepaskan ke lingkungan berupa emisi; (2) inspeksi terhadap proses produksi yang dimulai dari awal proses produksi hingga proses berakhir dan difokuskan pada bagian dihasilkannya produk, limbah, dan emisi dengan dilakukan wawancara dengan operator untuk mendapatkan masukan dan dapat menjadi sumber ide untuk mendapatkan peluang produksi bersih; dan (3) penetapan fokus produksi bersih pada n bagian-bagian proses yang penting untuk dikaji lebih dalam dengan memperhatikan beberapa aspek yaitu menghasilkan limbah dan emisi dalam jumlah yang besar, menggunakan atau menghasilkan bahan dan bahan kimia berbahaya, menyebabkan kerugian finansial yang besar, mempunyai keuntungan dari penerapan produksi bersih yang besar; dan (e) dianggap menjadi masalah oleh semua pihak yang terlibat (UNEP 1995 dalam UNEP DTIE dan DEPA 2000).
3. Pengkajian (kajian kuantitatif)
Fase pengkajian terdiri dari (1) pengumpulan data kuantitatif yang antara lain berupa data tentang jumlah bahan yang digunakan dan limbah serta emisi yang dihasilkan per skala produksi berdasarkan data dari perusahaan atau pengukuran langsung; (2) neraca material untuk menghitung bahan baku dan jasa atau tenaga kerja yang digunakan selama proses, dan kehilangan, limbah dan emisi yang dihasi