ANNISA DEVI SARAGIH 122407102
PROGRAM STUDI D3 STATISTIKA DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
TUGAS AKHIR
Diajukan untuk melengkapi tugas dan memenuhi syarat memperoleh Ahli Madya
ANNISA DEVI SARAGIH 122407102
PROGRAM STUDI D3 STATISTIKA DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
i
Judul : PENGENDALIAN KADAR AIR TEH HITAM DENGAN MENGGUNAKAN STATISTICAL QUALITY CONTROL DI PT PERKEBUNAN NUSANTARA IV BAH BUTONG
Kategori : TUGAS AKHIR
Nama : ANNISA DEVI SARAGIH
Nomor Induk Mahasiswa : 122407102
Program Studi : DIPLOMA 3 STATISTIKA Departemen : MATEMATIKA
Fakultas : MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
Disetujui di Medan, Juli 2015
Disetujui oleh:
Program Studi D3 Statistika FMIPA USU Pembimbing Ketua,
ii
PENGENDALIAN KADAR AIR TEH HITAM DENGAN MENGGUNAKAN STATISTICAL QUALITY CONTROL DI PT PERKEBUNAN
NUSANTARA IV KEBUN BAH BUTONG
TUGAS AKHIR
Saya mengakui bahwa tugas akhir ini adalah hasil kerja saya sendiri, kecuali beberapa kutipan dan ringkasan yang masing-masing disebutkna sumbernya.
Medan, Juli 2015
iii
PENGHARGAAN
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Pemurah dan Maha Penyayang, dengan limpah karunia-Nya penulis dapat menyelesaikan penyusunan Tugas Akhir ini dengan judul Pengendalian Kadar Air Teh Hitam dengan Menggunakan Statistical Quality Control di PT Perkebunan Nusantara IV Kebun Bah Butong.
Terimakasih penulis sampaikan kepada Bapak Dr. Pasukat Sembiring, M.Si selaku dosen pembimbing penulis yang telah meluangkan waktu, tenaga dan pikiran untuk memberikan bimbingan dan pengarah kepada penulis dalam penyelesaian tugas akhir ini. Terimakasih kepada Bapak Dr.Faigiziduhu Bu’ulölö,M.Si selaku Ketua Program Studi D3 Statistika FMIPA USU yang memberikan pengarahan dan waktu dalam penyelesaian tugas akhir ini. Terimakasih kepada Bapak Dr. Suwarno Ariswoyo, M.Si selaku Sekretaris Program Studi D3 Statistika FMIPA USU, Bapak Prof. Dr. Tulus, M.Si dan Ibu Dr. Mardiningsih, M.Si selaku Ketua dan Sekretaris Departemen Matematika FMIPA USU, Bapak Dr. Sutarman, M.Sc selaku Dekan FMIPA USU yang telah memberikan izin kepada penulis untuk melaksanakan riset, seluruh staff dan Dosen Program Studi D3 Statistika FMIPA USU, pegawai FMIPA USU dan rekan-rekan kuliah. Akhirnya tidak terlupakan kepada ayah saya Drs. Irwan Saragih dan ibu saya Ruspida Damanik yang selalu mendukung dan mendoakan saya, abang saya Williams Wijaya Saragih yang selalu memberikan kata semangat tiap hari kepada saya dan keluarga yang selama ini memberikan bantuan dan dorongan yang diperlukan. Semoga Tuhan Yang Maha Esa membalasnya.
Medan, Juli 2015 Penulis
iv
DAFTAR GAMBAR vii
BAB 1 PENDAHULUAN 1
2.1 Defenisi Statistical Quality Control 8 2.2 Manfaat Statistical Quality Control 9 2.3 Data Atribut dan Data Variabel 12
2.4 Peta Kendali (Control Chart) 13
2.5 Indeks Kapabilitas Proses (Cp) 22
BAB 3 PENGOLAHAN DATA 24
3.1 Pengumpulan Data 24
3.2 Proses Statistical Quality Control (SQC) 25 3.3 Peta Kendali X (Rata-rata) dan Peta Kendali R (Range) 25
BAB 4 IMPLEMENTASI SISTIM 34
4.1 Pengertian Implementasi Sistim 34 4.2 Sekilas tentang Program SPSS Versi 18 34 4.3 Peta Kendali dengan Program SPSS 35
BAB 5 KESIMPULAN DAN SARAN 44
5.1 Kesimpulan 44
5.2 Saran 45
vi Nomor
Tabel
Judul Halaman
3.1 Data Hasil Pengujian Kadar Air Teh Hitam 24 3.2 Perhitungan Peta Kendali X (Rata-rata) dan
vii Nomor
Gambar Judul Halaman
Gambar 3.1 Peta Kontrol X Kadar Air Teh Hitam 28 Gambar 3.2 Peta Kontrol R Kadar Air The Hitam 28 Gambar 4.1 Tampilan Jendela Pengisisan Data View 35 Gambar 4.2 Tampilan Compute Variabel 36 Gambar 4.3 Tampilan Pengisian Numeric Expression
variabel X bar 36
Gambar 4.4 Tampilan Pengisian Numeric Expression
variabel X bar 37
Gambar 4.5 Tampilan Output Compute Variabel X Bar 37 Gambar 4.6 Tampilan Jendela Editor Compute Variabel Range 38 Gambar 4.7 Tampilan Pengisian Numeric Expression
variabel Range 38
Gambar 4.8 Tampilan Output Compute Variabel Range 39
Gambar 4.9 Tampilan Control Chart 39
Gambar 4.10 Tampilan X-Bar, R, S, Case are Subgroup 40 Gambar 4.11 Tampilan Tittles Control Chart 40
Gambar 4.12 Tampilan Peta Kendali X 41
Gambar 4.13 Tampilan Control Chart 42
Gambar 4.14 Tampilan X-Bar, R, S, Case are Subgroup 42 Gambar 4.15 Tampilan Tittles Control Chart 43
BAB 1 PENDAHULUAN
1.1 Latar Belakang
Kualitas telah menjadi karakteristik utama dalam organisasi atau perusahaan agar dapat berkembang lebih baik lagi dalam bidang produksi di suatu organisasi atau perusahaan. Hal ini dipengaruhi oleh karakteristik lingkungan dunia usaha saat ini yang ditandai oleh perkembangan yang cepat dan menuntut keahlian dalam mengantisipasi setiap perubahan yang terjadi dalam aktivitas ekonomi dunia.
Dalam dunia industri, mutu atau kualitas barang yang dihasilkan merupakan faktor yang sangat penting. Barang yang dihasilkan antara lain ditentukan kualitasnya berdasarkan pada pengukuran karakteristik-karakteristik tertentu.Dengan adanya kualitas yang akan menentukan perkembangan dalam produktivitas dan pelayanan yang baik dari sisi kesesuaian standar maupun kesesuaian keinginan serta harapan pelanggan.
Quality Control atau pengendalian kualitas adalah aktivitas keteknikan dan
manajemen yang aktivitas tersebut mengukur ciri-ciri kualitas produk, membandingkannya dengan spesifikasi atau persyaratan dan mengambil tindakan penyehatan yang sesuai apabila ada perbedaan antara penampilan yang sebenarnya dan yang standard (Montgomery, 1990).
Pada tahun 1924,Walter A Shewhart dari Bell Telephone Laboratories mengembangkan diagram pengawasan dengan pendekatan statistik untuk mengontrol variable-variabel penting dalam proses produksi. Metode Statistical Quality Control lebih banyak menggunakan pendekatan diagram-diagram fungsi dan statistika dalam implementasinya.
dihasilkan. Dalam hal ini perusahaan harus memiliki kemampuan menganalisis proses yang sudah berada dalam batas pengendali kualitas statistik serta penerapan berbagai teknik untuk mencari penyebab khusus kesalahan bagi proses yang masih di luar batas pengendalian statistik. Dengan melakukan langkah pengendalian mutu khususnya pada kadar air teh hitam, diharapkan teh hitam yang dihasilkan memiliki manfaat dan cita rasa yang unik serta dapat diterima di pasar dunia dengan nilai jual yang tinggi.
Mengacu pada uraian di atas maka dapat diketahui bahwa masalah pengendalian mutu terhadap kualitas produk yang dihasilkan oleh sebuah perusahaan merupakan suatu hal yang penting dalam mendukung perusahaan untuk memiliki daya saing dengan produk perusahaan lain. Dalam hal ini bentuk penelitian tentang Statistical Quality Control.
1.2 Rumusan Masalah
Sebagai rumusan masalah yang akan dianalisis dalam penelitian ini adalah untuk mengetahui apakah kadar air teh hitam yang dihasilkan sudah memenuhi standar mutu perusahaan yang memungkinkan perusahaan melakukan evaluasi serta perbaikan dalam proses produksi di PT. Perkebunan Nusantara IV Kebun Bah Butong.
1.3 Pembatasan Masalah
1.4 Tujuan Penelitian
Tujuan dari penelitian ini adalah untuk menentukan jumlah sampel yang di luar batas kendali pada pengukuran kadar air pada teh hitam sesuai dengan nilai rata-rata dan range dari data atau syarat mutu kadar air di PT Perkebunan Nusantara IV Kebun Bah Butong yang memungkinkan perusahaan melakukan evaluasi serta perbaikan dalam proses produksi. Selain itu untuk menentukan nilai kapabilitas (Cp) kadar air pada pengolahan teh hitam
1.5 Manfaat Penelitian
Adapun manfaat dari penulisan ini adalah sebagai berikut:
1. Bagi penulis yaitu sebagai bahan untuk menyusun tugas akhir yang merupakan syarat untuk meyelesaikan pendidikan di Program Studi Statistika Fakultas Matematika dan Ilmu Pengetahuan Alam Universitas Sumatera Utara.
2. Sebagai referensi pertimbangan dan pengambilan kebijakan dalam mengontrol proses pengendalian kualitas bagi perusahaan.
1.6 Metode Penelitian 1.6.1 Studi Literatur
Penulisan kepustakaan yaitu metode pengumpulan data untuk memperoleh data dan informasi dari perpustakaan, yaitu dengan membaca buku-buku, referensi dan bahan-bahan yang bersifat teoritis yang mendukung penulisan tugas akhir.
1.6.2 Pengumpulan Data
angka-angka dengan tujuan untuk mendapatkan gambaran yang jelas tentang sekumpulan data tersebut.
1.6.3 Pengolahan Data
Metode yang digunakan adalah dengan metode Statistical Quality Control (Pengendali Kualitas Statistik)
a. Peta Pengendali Rata-Rata X
Peta pengendali rata-rata merupakan peta pengendali untuk melihat apakah proses masih berada pada batas pengendalian atau tidak. Kondisi tersebut dapat dilihat dari produk yang sedang dalam proses. Peta pengendali rata-rata menunjukkan apakah rata-rata produk yang dihasilkan sesuai dengan standard pengendalian yang digunakan perusahaan. proses produksi dikatakan baik apabila produk yang dihasilkan berada pada garis di sekitar garis pusat. Peta pengendali rata-rata menggunakan 3 garis yaitu garis pusat, garis pengendali atas, dan garis pengendali bawah.
Langkah-langkah untuk membuat peta pengendali X dapat dikemukakan sebagai berikut:
1. Menentukan harga rata-rata X. Nilai rata-rata X didapat dengan rumus:
1
X = jumlah rata-rata dari nilai rata-rata subgroup
i
2. Batas kontrol untuk peta X
UCL = Upper Control Limit atau batas kontrol atas LCL = Lower Control Limit atau batas kontrol bawah A2 = nilai koefisien
R = rata-rata dari nilai rata-rata range subgroup
3. Menggambarkan peta kendali X menggunakan batas kontrol dan sebaran data X
b. Peta Kendali Range (R)
Peta kendali range digunakan untuk mengetahui tingkat keakurasian atau ketepatan proses yang diukur dengan mencari range dari sampel yang diambi dari observasi seperti halnya peta pengendali rata-rata, peta pengendali jarak juga digunakan untuk menghilangkan penyebab khusus yang membuat terjadinya penyimpangan. Langkah-langkahnya sebagai berikut:
1. Menentukan rentang rata-rata dapat digunakan rumus:
1
R = rata-rata dari nilai rata-rata range subgroup
i
2. Batas kontrol untuk peta kendaliRadalah:
UCL = Upper Control Limit atau batas kontrol atas LCL = Lower Control Limit atau batas kontrol bawah
D3 dan D4 = nilai koefisien (dapat dilihat pada tabel D3 dan D4 pada lampiran)
R = rata-rata dari nilai rata-rata range subgroup
3. Menggambarkan peta kendali Rdan garis batas kontrol pada peta serta sebaran data range (R)
1.7 Tinjauan Pustaka
Pengendalian kualitas statistik merupakan teknik penyelesaian masalah yang digunakan untuk memonitor, mengendalikan, menganalisis, mengolah dan memperbaiki produk dan proses menggunakan metode pengendalian kualitas statistik.
Konsep terpenting dari pengendalian kualitas statistik adalah variabilitas, dimana semua prosedur pengendalian kualitas statistik membuat keputusan berdasar sampel yang diambil dari populasi yang lebih besar.variabilitas yang dimaksud adalah variabilitas antar sampel (misalnya rata-rata) dan variabilitas dalam sampel (misalnya range dan standar deviasi). Untuk menentukan apakah proses berada dalam pengendalian proses statistik menggunakan alat yang disebut peta pengendali (control chart) yang merupakan gambar sederhana dengan tiga garis, dimana garis tengah disebut garis pusat (center line) merupakan target nilai pada beberapa kasus, dengan kedua garis lain merupakan batas pengendali atas dan batas pengendali bawah (Dorotea,2005).
1. Grafik pengendali adalah teknik yang telah terbukti guna meningkatkan produktivitas.
2. Grafik pengendali efektif dalam pencegahan cacat
3. Grafik pengendali mencegah kesesuaian proses yang tidak perlu
4. Grafik pengendali memberinformasi diagnostic
5. Grafik pengendali memberikan informasi tentang kemampuan proses.
1.8 Waktu dan Lokasi Penelitian
BAB 2
LANDASAN TEORI
2.1 Defenisi Statistical Quality Control
Pengendalian kualitas statistik (statistical quality control) merupakan teknik penyelesaian masalah yang digunakan untuk memonitor, mengendalikan, menganalisis, mengelola, dan memperbaiki produk dan proses menggunakan metode-metode statistik. Pengendalian kualitas statistik (statistical quality control) sering disebut sebagai pengendalian proses statistik (statistical process
control). Pengendalian kualitas statistik dan pengendalian proses statistik memang
merupkan dua istilah yang saling dipertukarkan, yang apabila dilakukan bersama-sama maka pemakai akan melihat gambaran kinerja proses masa kini dan masa mendatang. Hal ini disebabkan pengendalian proses statistik dikenal sebagai alat yang bersifat online untuk menggambarkan apa yang sedang terjadi dalam proses saat ini. Pengendalian kualitas statistik menyediakan alat-alat offline untuk mendukung analisis dan pembuatan keputusan yang setiap tahapannya, hari demi hari, dan dari pemasok ke pemasok (Cawley dan Harold,1999).
tidak dikenal, maka dilakukan pencarian dengan penyesuaian proses dan klasifikasi bahan baku yang datang (Maleyeff,1994).
Pengendalian kualitas proses statistik (statistical process control) merupakan teknik penyelesaian masalah yang digunakan sebagai pemonitor, pengendali, penganalisis, pengelola, dan memperbaiki proses mengggunakan metode-metode statistik. Filosofi pada konsep pengendalian kualitas proses statistik atau lebih dikenal dengan pengendalian kualitas statistik (statistical quality control) adalah output pada proses atau pelayanan dapat dikemukakan ke
dalam pengendalian statistik melalui alat-alat manajemen dan tindakan perancangan (Ariani, 2004).
Pengendalian proses statistik merupakan penerapan metode-metode statistik untuk pengukuran dan analisis variasi proses. Dengan menggunakan pengendalian proses statistik ini maka dapat dilakukan analisis dan minimasi penyimpangan atau kesalahan, menguantifikasikan kemampuan proses, menggunakan pendekatan statistik dengan dasar six-sigma dan membuat hubungan antara konsep dan teknik yang ada untuk mengadakan perbaikan proses. Selain itu, tujuan utama dalam pengendalian proses statistik adalah mendeteksi adanya penyebab khusus dalam variasi atau kesalahan proses melalui analisis data dari masa lalu maupun masa mendatang. Variasi proses sendiri terdiri dari dua macam penyebab, yaitu penyebab umum (random cause atau chance cause atau common cause) yang sudah melekat pada proses, dan penyebab khusus
(assignable cause atau special cause) yang merupakankesalahan yang berlebihan. Idealnya hanya penyebab umum yang ditunjukkan bahwa proses berada dalam kondisi stabil dan dapat diprediksi (Ariani, 2004).
2.2 Manfaat Statistical Quality Control
1. Proses memiliki stabilitas yang akan memungkinkan organisasi dapat memprediksi perilaku paling tidak untuk jangka pendek.
2. Proses memiliki identitas dalam menyusun seperangkat kondisi yang penting untuk membuat prediksi masa mendatang.
3. Proses yang berada dalam kondisi “berada dalam batas pengendalian statistik” beroperasi dengan variabilitas yang lebih kecil daripada proses yang memiliki penyebab khusus, variabilitas yang rendah penting untuk memenangkan persaingan.
4. Proses yang mempunyai penyebab khusus merupakan proses yang tidak stabil dan memiliki kesalahan yang berlebihan yang harus ditutup dengan mengadakan prubahan untuk mecapai perbaikan.
5. Dengan mengetahi bahwa proses berada dalam batas pengendalian statistik akan membantuk karyawan dalam menjalankan proses tersebut. Atau dapat dikatakan, apabila data berda dalam batas pengendali, maka tidak perlu lagi dibuat penyesuaian atau perubahan kembali yang tidak diperlukan justru akan menambah kesalahan, bukan mengurangi.
Pengendalian kualitas statistik memang memiliki berbagai manfaat bagi organisasi yang menerapkannya. Terdapat beberapa manfaat tersebut, antara lain (Antony, 2000):
1. Tersedianya informasi bagi karyawan apabila akan memperbaiki proses.
2. Membantu karyawan memisahkan sebab umu dan sebab khusus terjadinya kesalahan.
3. Tersedianya bahasa yang umum dalam kinerja proses untuk berbagai pihak. 4. Menghilangkan penyimpangan karena sebab khusus untuk mencapai
konsistensi dan kinerja yang lebih baik.
5. Pengurangan waktu yang berarti dalam penyelesaian masalah kualitas.
6. Pengurangan biaya pembuangan produk cacat, pengerjaan ulang terhadap produk cacat, inspeksi ulang dan sebagainya.
8. Membuat organisasi lebih berorientasi pada data statistik daripada hnya beberapa asumsi saja.
9. Perbaikan proses, sehingga kualitas produk menjadi lebih baik, biaya lebih rendah, dan produktivitas meningkat.
Walaupun demikian, ada pula beberapa kesulitan yang dihadapi dalam pengenalan dan penerapan pengendalian proses statistik. Kesulitan tersebut antara lain disebabkan (Antony, 2000):
1. Tidak adanya dukungan dan komitmen manajemen yang membantu pengenalan program pengendalian kualitas statistik.
2. Tidak adanya pendidikan dan pelatihan yang dimaksudkan untuk memberikan pengertian yang jelas mengenai alat dan teknik pengendalian proses statistik yang dapat memberikan kompetensi bagi organisasi seperti histogram, pareto chart, diagram sebab-akibat, dan sebagainya.
3. Ketidakcukupan sistem pengukuran. Hal ini disebabkan sektor industri seringkali mengabaikan sistem pengukuran selama pengenalan program pengendalian proses statistik pengendalian proses statistik tergantung pada sistem pengukuran efektif. Apabila system pengukuran tidak memenuhi, maka pengendalian proses statistik harus ditangguhkan pengguanannya.
4. Kurangnya pengetahuan mengenai apa yang dimonitor dan diukur. Pengukuran adalah elemen kunci dalam continuous improvement.pengertian yang baik terhadap proses sangat penting untuk mengidentifikasi karakteristik yang sesuai dan penting bagi pelanggan.
5. Kurangnya komunikasi antara perencana, manajer dan operator yng sangat penting bagi keberhasilan dalam penerapan pengendalian kualitas statistik.
2.3 Data Atribut dan Data Variabel 2.3.1 Data Atribut
Banyak karakteristik kualitas tidak dapat diklasifikasi sesuai kuantitasnya. Dalam suatu kasus kita selalu mengklasifikasikan tiap-tiap item yang diperiksa sebagai data yang seragam dan data yang tidak seragam ke dalam suatu spesifikasi dalam suatu karakteristik. Karakteristik dalam jenis ini yang disebut data atribut. Data atribut merupakan data kualitatif yang dapat dihitung untuk pencatatan dan analisis. Contoh dari data atribut karakteristik kualitas adalah ketiadaan label pada kemasan, banyaknya jenis cacat. Data atribut biasanya diperoleh dalam bentuk unit-unit yang ketidaksesuaian dengan spesifikasi atribut yang ditetapkan. Pada umumnya data atribut digunakan dalam peta kendali p, np, c dan u.
2.3.2 Data Variabel
Data variabel merupakan data kuantitatif yang diukur untuk keperluan analisis. Contoh dari data variabel karakteristik kualitas adalah diameter pipa, ketebalan produk, berat produk dan lain-lain. Ukuran-ukuran berat, panjang, tinggi, diameter, volume biasana merupakan data variabel.
2.4 PETA KENDALI (CONTROL CHART) 2.4.1 Teori Peta Kendali
Peta kendali pertama kali ditemukan oleh Walter A. Shewart ketika sedang bekerja umtuk perusahaan Western Electrik. Shewart telah lama meneliti cara untuk mengembangkan reliabilitas dari sistem transmisi telepon. Peta kendali secara rutin digunakan untuk memeriksa kualitas, tergantung pada jumlah karakteristik yang akan diperiksa.
Pengendalian kualitas proses statistik untuk data variabel seringkali disebut sebagai metode peta pengendali (control chart) untuk data variabel. Metode ini digunakan untk menggambarkan variasi atau penyimpangan yang terjadi pada kecenderungan memusat dan penyebaran observasi. Metode ini juga dapat menunjukkan apakah proses dalam kondisi stabil atau tidak. Dalam peta pengendali sering kali terjadi kekacauan antara batas pengendali dengan batas spesifikasi. Para karyawan akan bereaksi terhadapa ketidaksesuaian produk karena batas spesifikasi di toko, tetapi mereka tidak akan bereaksi terhadap batas pengendali karena aturan batas pengendali tidak diperkenalkan secara jelas (Ariani, 2004).
karena telah memenuhi spesifikasi. Pada kondisi lain, proses yang in statistical control justru membutuhkan tindakan karena spesifikasi produk tidak tercapai (Ariani, 2004).
Peta pengendali adalah metode statistik yang membedakan adanya variasi atau penyimpangan karena sebab umum dan karena sebab khusus. Penyimpangan yang disebabkan oleh sebab khusus biasanya berada di luar batas pengendalian, sedang yang disebabkan oleh sebab umum biasanya berada dalam batas pengendalian.
Manfaat pengendalian kualitas proses untuk data variabel adalah member informasi mengenai (Besterfield,1998):
1. Perbaikan kualitas
2. Menentukan kemampuan proses setelah perbaikan kualitas tercapai. 3. Membuat kepututsan yang berkaitan dengan spesifikasi produk. 4. Membuat keputusan yang berkaitan dengan proses produksi.
5. Membuat keputusan terbaru yangberkaitan dengan produk yang dihasilkan.
Peta kendali merupakan penggambaran secara visual mengenai mutu atau kualitas suatu barang atau jasa. Teknik yang paling umum dilakukan dalam pengontrolan kualitas adalah menggunakan peta kontrol Shewart. Peta ini bentuknya sangat sederhana, yaitu terdiri dari tiga buah garis yang sejajar.
1. Garis tengah atau CL (Central Line), yaitu menggambarkan nilai rata-rata proses
2. Batas kendali atas atau sering disebut UCL (Upper Control Limit) ditarik nilai tiga kali standar deviasi di atas garis tengah
3. Batas kendali bawah atau LCL (Lower Control Limit) yang terletak pada nilai tiga kali standar deviasi di bawah garis tengah.
2.4.2 Peta Kendali untuk Data Variabel
1
informasi tentang proses yang lebih banyak. Apabila bekerja dengan karakteristik kuantitas yang variabelnya sudah merupakan standar untuk mengendalikan nilai mean karakteristik kualitas dan variabilitasnya. Pengendalian rata-rata proses atau mean tingkat kualitas biasanya dengan peta kendali mean atau peta kendali X. peta kendali untuk rentang dinamakan peta kendali R.
A.Peta Kendali X (Rata-rata)
Peta kendali X digunakan untuk proses yang mempunyai karakteristik berdimensi kontinu. Peta ini menggambarkan variasi harga rata-rata (mean) dari data yang diklasifikasikan dalam suatu kelompok. Pengelompokan data ini biasa dilakukan berdasarkan satuan waktu hari atau satuan waktu lainnya dimana sampel berasal dari kelompok yang melakukan pekerjaan yang sama, dan lain-lain. Peta kendali X menjelaskan tentang apakah perubahan-perubahan telah terjadi dalam ukuran titik pusat (central tendency) atau rata-rata dari suatu proses. Hal ini mungkin disebabkan oleh faktor-faktor seperti: peralatan yang dipakai, peningkatan temperatur secara gradual, perbedaan metode yang digunakan dalam shift, material baru, tenaga kerja baru yang belum dilatih, dan lain-lain.
Langkah-langkah untuk membuat peta kendali Xdapat dikemukakan sebagai berikut:
1. Menentukan garis pusat atau CL (central line) yang diperoleh dengan mencari harga rata-rata X. Nilai rata-rata X didapat dengan rumus:
2.1
Dengan:
X = jumlah rata-rata dari nilai rata-rata subgroup
i
3 X 3X X X
2. Batas kontrol untuk peta kendali X (rata-rata)
Menurut konsepnya, batas pengendali 3 untuk peta kendali rata-rata (mean chart) adalah dimana taksiran untuk dihitung dengan = . Nilai d2 dapat dilihat pada tabel d2 di lampiran. Jika ukuran sampel relatif kecil, metode rentang menghasilkan penaksir untuk variansi yang hampir sama baiknya seperti penaksir kuadratik yang biasa (variansi sampel S2). Efisiensi relatif metode rentang terhadap S2 ditunjukkan di bawah ini untuk berbagai ukuran sampel:
n Efisiensi Relatif
2 1,000 efisiensinya secara cepat, karena rentang mengabaikan semua informasi dalam sampel antara xmax dan xmin. Tetapi untuk ukuran sampel yang kecil yang kerap
adalah konstan yang hanya tergantung pada ukuran sampel.
Sehingga batas pengendali atas atau UCL peta kendali rata-ratanya adalah:
2. UCL X A R
2.4
Dengan:
UCL = Upper Control Limit atau batas kontrol atas A2 = nilai koefisien
R = rata-rata dari nilai rata-rata range subgroup X = rata-rata dari nilai rata-rata subgroup
Batas pengendali bawah atau LCL peta pengendali rata-ratanya adalah:
2. LCL XA R
2.5
Dengan:
LCL = Lower Control Limit atau batas kontrol bawah A2 = nilai koefisien
R = rata-rata dari nilai rata-rata range subgroup X = rata-rata dari nilai rata-rata subgroup
3. Menggambarkan peta kendali X menggunakan batas kontrol dan sebaran data rata-rata
B.Peta Kendali R (Range)
Peta kendali R (range) menjelaskan tentang apakah perubahan-perubahan telah terjadi dalam ukuran variasi, dengan demikian berkaitan dengan perubahan homogenitas produk yang dihasilkan melalui suatu proses. Hal ini mungkin disebabkan oleh faktor-faktor seperti: bagian peralatan yang hilang, minyak pelumas mesin yang tidak mengalir dengan baik, kelelahan pekerja dan lain-lain.
Langkah-langkah untuk membuat peta kendali R dapat dikemukakan sebagai berikut:
1
R = jumlah rata-rata dari nilai rata-rata subgroup
i
R = nilai rata-rata subgroup ke-i g = jumlah subgroup
2. Batas kontrol untuk peta kendaliRadalah:
Untuk menentukan batas pengendalinya, maka diperlukan taksiran untuk . Dengan menganggap bahwa karakteristik kualitas berdistribusi normal, estimasi untuk dapat diperoleh dari distribusi rentang relative W=R/. Deviasi standar W adalah d3 adalah fungsi n yang diketahui. Jadi karena:
R=W.
Maka deviasi standar R adalah
R=d3.
Karena tidak diketahui, maka dapat ditaksir R dengan:
3
Jika dimisalkan
Maka dapat digunakan rumus untuk batas kendalinya adalah sebagai berikut:
4
UCL = Upper Control Limit atau batas kontrol atas LCL = Lower Control Limit atau batas kontrol bawah
D3 dan D4 = nilai koefisien (dapat dilihat pada tabel D3 dan D4 pada lampiran)
R = rata-rata dari nilai rata-rata range subgroup
3. Menggambarkan peta kendali Rdan garis batas kontrol pada peta serta sebaran data range (R)
2.4.3 Peta Kendali untuk Data Atribut
Data yang diperlukan di sini hanya diklasifikasikan sebagai data dalam kondisi baik atau cacat. Seperti halnya dengan peta kendali variabel, maka suatu proses akan dikatakan terkendali bila data berada dalam batas-batas kendali. Pada umumnya untuk data atribut dipergunakan peta kendali p, np, c, u.
a. Peta Kendali p
yang tidak memenuhi syarat-syarat kualitas. Proporsi yang tidak memenuhi syarat didefinisikan sebagai rasio banyaknya item yangtidak memenuhi syarat dalam suatu kelompok terhadap total banyaknya item dalam kelompok itu. Jika item-item itu tidak memenuhi standar pada satu atau lebih karakteristik kualitas yang diperiksa, maka item-item itu digolongkan sebagai tidak memenuhi syarat spesifikasi atau cacat.
b. Peta Kendali np
Pada dasarnya Peta kendali np serupa dengan Peta kendali p kecuali dalam Peta kendali np terjadi perubahan skala pengukuran. Peta kendali np menggunakan ukuran banyaknya item yang tidak memenuhi spesifikasi atau banyaknya item yang tidak sesuai (cacat) dalam suatu pemeriksaan.
c. Peta Kendali c
Suatu item tidak memenuhi syarat atau cacat dalam proses pengendalian kualitas didefinisikan sebagai tidak memenuhi spesifikasi untuk item itu. Setiap titik spesifikasi yang tidak memenuhi spesifikasi yang ditentukan untuk item itu, menyebabkan item itu digolongkan sebagai cacat. Konsekuensinya setiap item yang tidak memenuhi syarat akan mengandung paling sedikit satu spesifikasi yang tidak memenuhi syarat.
Penggolongan produk yang cacat berdasarkan kriteria di atas, kadang-kadang untuk jenis produk tertentu dianggap kurang representatif karena bias saja suatu produk masih dapat berfungsi dengan baik meskipun mengandung satu atau lebih titik spesifik yang tidak memenuhi spesifikasi. Sebagai contoh dalam proses perakitan komputer. Setiap unit komputer bisa saja mengandung satu atau lebih titik lemah, namun kelemahan itu tidak mempengaruhi operasional komputer dan karena itu digolongkan sebagai titik cacat atau masih layak diterima.
d. Peta Kendali u
ukuran contoh (banyak item yang diperiksa). Peta kendali u serupa dengan peta kendali c, kecuali bahwa banyaknya ketidaksesuaian dinyatakan dalam basis per unit item.
2.4.4 Peta Kendali Revisi
Untuk peta kendali yang memiliki data di luar batas kendali atau out of control maka dilakukan perbaikan dengan menggunakan peta kendali revisi. Adapun tujuan dari pemakaian peta kendali revisi ini untuk mendapatkan peta kendali dimana data berada dalam batas pengendali.
Adapun data pendahuluan pada peta kendali revisi untuk peta X dan R adalah sebagai berikut:
1. Meletakkan data pendahuluan pada peta kendali
Apabila terjadi nilai-nilai maupun subgroup-subgroup yang menyimpang dari garis sentral maka perlu dihitung garis sentral baru terhadap data yang ada. Dimana data yang di luar batas kendali dihilangkan dari peta kendali.
Untuk peta X rata-rata dan R perhitungannya dengan menggunakan
Xd= Jumlah rata-rata subgroup yang ditolak
Gd= Jumlah subgroup yang ditolak
2. Menghitung batas kendali atas dan batas kendali bawah
Untuk menghitung batas kendali yang baru maka dapat digunakan dengan
3. Menggambarkan peta kendali Xnew dan Rnew
2.5. Indeks Kapabilitas Proses (Cp)
Indeks kapabilitas proses (Cp) dan indeks performansi Kane (Cpk) digunakan untuk melihat kapabilitas atau kemampuan proses. Indeks kapabilitas proses hanya layak dihitung apabila proses berada dalam pengendalian.
Perumusan untuk perhitungan nilai indeks kapabilitas ini adalah sebagai berikut:
Cp = process capability
LSL = Lower Specification Limit
USL = Upper Specification Limit
Kriteria Penilaian:
1. Jika Cp > 1,33 maka kapabilitas proses sangat baik
2. Jika 1,00 ≤ Cp ≤ 1,33 maka kapabilitas proses baik, namun perlu pengendalian ketat apabila Cp mendekati 1,00.
3. Jika Cp < 1,00 maka kapabilitas proses rendah, sehingga perlu ditingkatkan kinerjanya melalui peningkatan proses itu.
Rumus-rumus yang digunakan adalah sebagai berikut:
3
LSL = Lower Specification Limit
USL = Upper Specification Limit
Kriteria penilaian:
a. Jika CPL >1,33 berarti prose akan mampu memenuhi LSL
b. Jika 1,00 < CPL < 1,33 berarti proses masih mampu memenuhi LSL namun perlu pengendalian ketat apaila CPL mendekati 1,00
c. Jika CPL < 1,00 berarti prosestidak mampu memenuhi LSL d. Jika CPU > 1,33 berarti proses akan mampu memenuhi USL
e. Jika 1,00 < CPU <1,33 berarti proses mampu memenuhi USL tapi perlu pengendalian jika CPU mendekati 1,00
BAB 3
PENGOLAHAN DATA
3.1 Pengumpulan Data
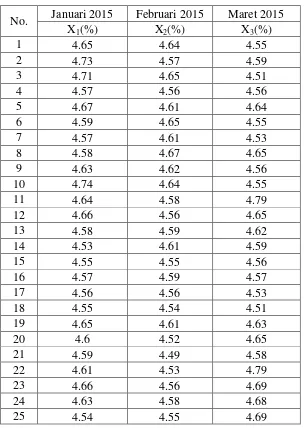
Data yang diolah pada tugas akhiri ini adalah data sekunder yang diperoleh dari PT Perkebunan Nusantara IV Kebun Bah Butong yaitu kadar air teh hitam jenis PF pada uji pengepakan pada bulan Januari 2015 s.d Maret 2015.
Tabel 3.1 Data Hasil Pengujian Kadar Air Teh Hitam
No. Januari 2015 Februari 2015 Maret 2015
3.2 Proses Statistical Quality Control (SQC)
Untuk mencari batas kontrol atas atau UCL, batas kontrol bawah atau LCL, dan garis sentral atau CL dapat digunakan diagram kontrol variabel, diagram kontrol tersebut biasanya digambarkan berupa titik-titik yang dihubungkan berurutan. Jika titik-titik itu ada di dalam daerah yang dibatasi oleh UCL dan LCL maka proses berada dalam kontrol. Jika titik-titik tersebut berada di atas UCL atau di bawah LCL maka proses berada di luar kontrol.
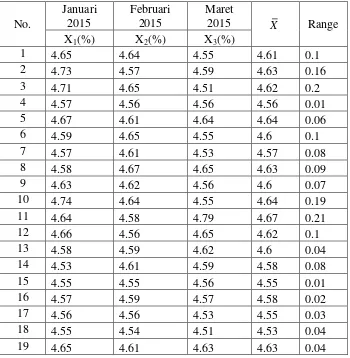
3.3 Peta Kendali X (Rata-rata) dan Peta Kendali R (Range)
Peta Kendali X (Rata-rata) dan Peta Kendali R (Range) dapat dihitung dalam tabel sebagai berikut:
Tabel 3.2 Perhitungan Peta Pengendali Rata-Rata (X) dan Jarak (R)
Tabel 3.2 Lanjutan
Penentuan garis sentral X seperti rumus 2.1 yaitu:
Untuk mencari batas kendali atas peta X digunakan rumus 2.4 adalah:
Untuk mencari batas kendali bawah peta X digunakan rumus 2.5 yaitu:
2
Batas kendali atas peta R digunakan rumus 2.10 yaitu:
4
Batas kendali bawah peta R digunakan rumus 2.11 yaitu:
3
Gambar 3.1 Peta Kontrol X kadar air teh hitam
Dari peta kendali X tampak data sudah berada dalam batas kendali sedangkan untuk peta R tidak terkendali karena ada data yang out of control pada sampel 22. Hal ini menunjukkan bahwa proses pengukuran kadar air teh tidak berada dalam pengendalian, sekaligus mengindikasikan bahwa terdapat variasi penyebab khusus dalam proses pengukuran kadar air.
Karena terdapat data yang out of control maka perlu dilakukan revisi. Mencari revisi untuk peta R adalah menggunakan rumus 2.13:
1 kendali untuk n=3 pada lampiran.sehingga batas kendali untuk peta R adalah:
Batas Kendali Atas Peta R digunakan rumus 2.16 yaitu:
4.
Batas Kendali Bawah Peta R digunakan rumus 2.17 yaitu:
0 new
LCL
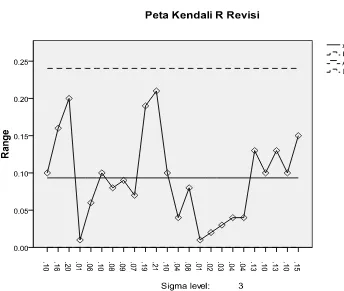
Peta revisi dari peta R untuk kadar air teh hitam sebagai berikut:
Gambar 3.3 Peta Kontrol R Revisi Teh Hitam
Setelah dilakukan revisi maka semua data pada peta X terdapat dalam batas kendali, selanjutnya ditentukan indeks kapabilitas prosesnya menggunakan rumus 2.18 dan 2.19 yakni :
0 2 R d
0
6
USL LSL
Cp
Dengan:
LSL = Lower Specification Limit
USL = Upper Specification Limit
Kriteria Penilaian:
1. Jika Cp > 1,33 maka kapabilitas proses sangat baik
2. Jika 1,00 ≤ Cp ≤ 1,33 maka kapabilitas proses baik, namun perlu pengendalian ketat apabila Cp mendekati 1,00.
3. Jika Cp < 1,00 maka kapabilitas proses rendah, sehingga perlu ditingkatkan kinerjanya melalui peningkatan proses itu.
0
Untuk mencari nilai Cp gunakan rumus 2.19 yaitu:
0
Selanjutnya menentukan indeks performansi Kane (Cpk) digunakan rumus 2.20, 2.21 dan 2.22 dengan kriteria penilaian:
a. Jika CPL >1,33 berarti proses akan mampu memenuhi LSL
b. Jika 1,00 < CPL < 1,33 berarti proses masih mampu memenuhi LSL namun perlu pengendalian ketat apaila CPL mendekati 1,00
c. Jika CPL < 1,00 berarti prosestidak mampu memenuhi LSL d. Jika CPU > 1,33 berarti proses akan mampu memenuhi USL
e. Jika 1,00 < CPU <1,33 berarti proses mampu memenuhi USL tapi perlu pengendalian jika CPU mendekati 1,00
f. Jika CPU <1,00 berarti proses tidak mampu memenuhi USL
Untuk mencari CPU digunakan rumus 2.20 yakni:
3
Mencari CPL digunakan rumus 2.21 yaitu:
Mencari nilai CPK digunakan rumus 2.22 yaitu:
min ( ) ( )
3
UCL X or X LCL
CPK
min (4,9 4, 602) (4, 0 4,5) 3(0, 059)
or
CPK
0, 298 0,177 CPK
1, 683
CPK
BAB 4
IMPLEMENTASI SISTIM
4.1 Pengertian Implementasi Sistim
Implementasi sistim adalah prosedur yang dilakukan untuk menyelesaikan desain sistim yang ada dalam desain sistim yang disetujui, menginstal dan memulai sistim atau sistim yang diperbaiki.
Tahapan implementasi sistim merupakan tahapan penerapan hasil desain yang tertulis ke dalam programming. Pengolahan data pada tugas akhir ini menggunakan software yaitu SPSS 17.0 for Windows dalam memperoleh hasil perhitungan.
4.2 Sekilas Tentang Program SPSS Versi 18
Statistical Product and Service Solutions atau sering disebut dengan istilah SPSS,
merupakan suatu program aplikasi komputer yang secara khusus digunakan untuk mengolah dan menganalisis data statistik. Dengan menggunakan SPSS, analisis data akan menjadi lebih cepat, efisien dengan hasil perhitungan yang akurat dan cukup mudah untuk mengoperasikannya.
SPSS pertama sekali diperkenalkan oleh tiga mahasiswa Standford University pada tahun 1968. Tahun 1948 SPSS sebagai software muncul dengan nama SPSS/PC+ dengan sistim DOS. Lalu sejak tahun 1992 SPSS mengeluarkan versi windows. SPSS dengan sistim windows telah mengeluarkan software dengan beberapa versi yang berkembang dalam penggunaannya dalam mengolah data statistik.
SPSS sebelumnya dirancang untuk pengolahan data statistik pada ilmu-ilmu sosial, sehingga SPSS merupakan singkatan dari Statistical Program for Social Science. Namun, dalam perkembangan selanjutnya penggunaan SPSS
perusahaan, riset ilmu-ilmu sains dan sebagainya. Sehingga kini SPSS menjadi singkatan dari Statistical Product and Service Solutions.
4.3 Peta Kendali dengan Program SPSS
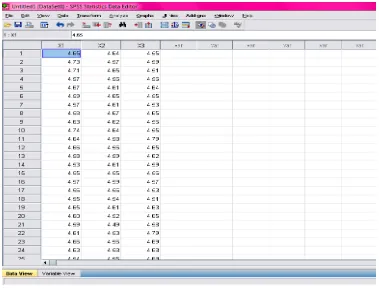
Pembuatan peta kendali X dan peta kendali R pada program SPSS dapat dilakukan dengan tahap sebagai berikut:
1. Memasukkan data
2. Menghitung harga rata-rata total a. Pilih menu transform
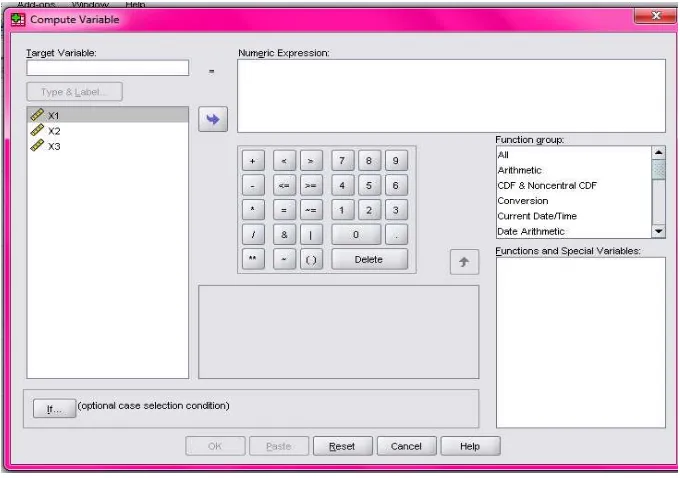
Gambar 4.2 Tampilan compute variabel
b. Pilih compute
c. Pada kotak numeric expression ketik apa yang hendak dihitung. Karena ingin dicari nilai mean, ketik Mean(X1,X2,X3)
Gambar 4.4 Tampilan pengisian numeric expression variabel Xbar
d. Klik OK, sehingga akan muncul tampilan berikut:
3. Menghitung harga rata-rata range
a. Pilih menu transform, hasilnya sebagai berikut:
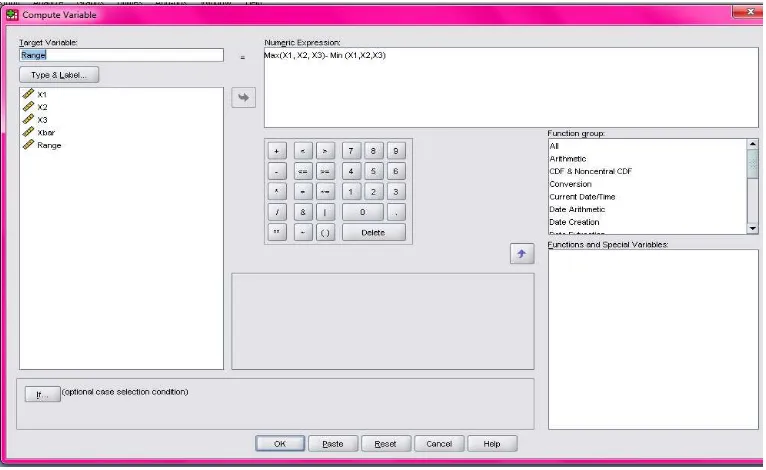
Gambar 4.6 Tampilan jendela editor compute variabel
b. Pilih compute. Pada target variabel ketik range. Ketik pada kontak numeric expression. Range = Max(X1, X2, X3)- Min (X1,X2,X3).
c. Klik OK, hasilnya akan muncul tampilan berikut:
Gambar 4.8 Tampilan output compute variable range
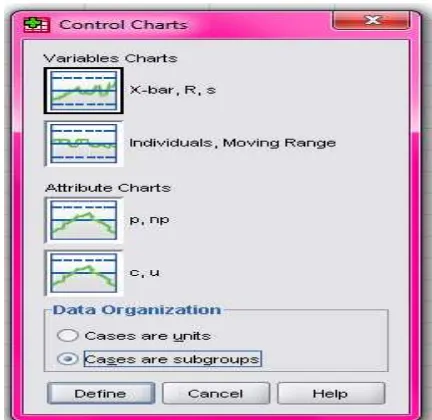
4. Membuat peta kendali X
a. Pilih menu analyze quality control control chart X-bar, R, S. Pada data organization klik cases are subgroups, kemudian klik define.
b. Pada kotak sampel, masukkan semua variabel X1, X2, X3. Pada kotak subgroup labeled by, masukkan variabel XBar.
Gambar 4.10 Tampilan X-bar, R, S, Case are Subgroup
c. Klik titles. Pada titles line 1 ketik Peta Kendali X. Klik continue, kemudian klik OK,
Maka akan muncul gambar peta kendali X pada output SPSS, seperti gambar berikut:
Gambar 4.12 Tampilan peta kendali X
5. Membuat peta kendali R
Gambar 4.13 Tampilan control chart
b. Pada kotak sampel, masukkan semua variabel X1, X2, X3. Pada kotak subgroup labeled by, masukkan variabel Range.
c. Klik titles. Pada titles line 1 ketik Peta Kendali X. Klik continue, kemudian klik OK,
Gambar 4.15 Tampilan titles control chart
Maka akan muncul gambar peta kendali R pada output SPSS, seperti gambar berikut:
BAB 5
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Berdasarkan pembahasan dan perhitungan yang telah dilakukan pada bab sebelumnya, maka diperoleh beberapa kesimpulan antara lain:
1. Hasil pengolahan data dengan metode Statistical Quality Control Peta Kendali R diketahui tingkat pencapaian standar yang diharapkan oleh perusahaan belum tercapai. Hasil pemeriksaan sampel fakor mutu kadar air masih terdapat produk yang di luar batas persyaratan mutu atau penyimpangan kualitas sehingga peta kendali R pelu diperbaiki dengan merevisi agar dapat membangun peta kontrol terkendali untuk memantau proses dari waktu ke waktu. Untuk Peta Kendali X
kadar air teh hitam dengan batas kendali atas atau UCL=4,704, X = 4,602 dan batas kendali bawah atau LCL= 4,499 ternyata tidak terdapat data yang berada di luar batas kendali. Hal itu menunjukkan bahwa proses sedang berada dalam pengendalian statistikal, maka kita dapat ;menggunakan peta kontrol yang dibangun itu sebagai peta kontrol untuk memantau proses yang sedang berlangsung dari waktu ke waktu.
3. Sampel yang diambil pada bulan Januari 2015 s.d Maret 2015 ini jika dibandingkan dengan Standar Mutu Nasional (SNI) yang menentukan bahwa kadar air teh maksimal adalah 8% dan standar kadar air pengepakan pada pabrik adalah sekitar 4,5%-4,9% maka seluruh sampel mencapai standar.
5.2 Saran
1. Peta kendali harus diperkenalkan pada semua karyawan bertujuan untuk mengadakan perbaikan pada kinerja proses. Hal ini dapat dilihat bahwa pada setiap data yang berada yang berada di luar batas pengendali statistik pasti akan disusun tindakan perbaikan atau bila perbaikan tidak mungkin dilakukan maka data tersebut akan dibuang.
Feigenbaum, A.V. 1992. Kendali Mutu Terpadu. Jakarta: Erlangga
Gaspersz, Vincent. 2001. Metode Analisis untuk Peningkatan Kualitas ISO 9001:2001 Clause 8: Measurement, Analysis and Improvement. Jakarta: Gramedia Pustaka Utama
Grant, Eugene L. 1998. Pengendalian Mutu Statis. Jakarta: Erlangga
Ishikawa, Kaoru. 1992. Pengendalian Mutu Terpadu. Jakarta: PT. Remaja Rosdakarya
Montgomery. 2009. Statistical Quality Control. Asia: Willey
Soejoeti, dkk. 1990. Pengantar Pengendalian Kualitas Statistik. Yogyakarta: Gadjah Mada University
Sudjana. 2001.Metoda Statistika. Bandung:Tarsito