3.1. Definisi Mutu
Dalam dunia industry baik industry jasa maupun manufaktur mutu adalah faktor
kunci yang membawa keberhasilan bisnis, pertumbuhan dan peningkatan posisi
bersaing. Muttu merupakan sesuatu yang diputuskaan oleh pelanggan, bukan oleh
pemasaran atau manajemen. Mutu didasarkan pada pengalaman aktural pelanggan
terhadap produk atau jasa, dimana diukur berdasarkan persyaratan pelanggan
tersebut dinyatakan atau tidak dinyatakan, secara teknik atau besifat subyektif dan
selalu mewakili sasaran yang bergerak dalam pasar yang penuh persaingan.
Mutu adalah penggunaan teknik-teknik dan aktivitas untuk mencapai,
mempertahankan dan meningkatkan mutu suatu produk atau jasa. Pengendalian
mutu juga dapat dikatakan yaitu suatu proses pengaturan secara standar yang telah
ditentukan, dan melaukan tindakan tertentu jika tedapat perbedaan. Maksud dari
kebanyakan pengukuran mutu ini adalah menentukan dan mengevaluasi tingkatan
dimana produk atau jasa mendekati keinginan atau harapan dari konsumen.
3.2. Analisis Pengendalian mutu
Analisis peningkatan mutu merupakan aktivitas teknik dan manajemen dimana
kita mengukur karakteristik dari kualitas suatu barang atau jasa, kemudian
membandingkan hal pengukuran dengan spesifikasi produk yang diinginkan oleh
pelanggan dan mengambil tindakan peningkatan yang tepat apabila ditemukan
Berdasarkan uraian diatas pengendaliann mutu merupakan suatu
metodologi pengumpulan dan analisis data kualitas, serta menentukan dan
menginterpretasikan pengukuran-pengukuran yang menjelaskan tentang proses
dalam suatu sistem industry untuk meningkatan kualitas produk juga memenuhi
kebutuhan dan ekspektasi pelanggan. Dengan demikian pengertian peningkatan
dan pengendalian manajemen mutu lebih menekankan pada aspek peningkatan
proses industry dengan menggunakan alat-alat analisis termasuk teknik-teknik
statistika.
Dalam konteks pembahasan tentang analisis data untuk peningkatan proses
dengan menggunakan teknik-teknik statistika, terminology kualitas didefenisikan
sebagai konsisten peningkatan atau perbaikan dan penurunan variasi karakteristik
kualitas dari suatu produk yang dihasilkan, agar memenuhi kebutuhan yang telah
dispesifikasikan guna meningkatkan kepuasan pelanggan.
3.3. Langkah-Langkah Pengendalian Mutu
Standarisasi sangat diperlukan sebagai tindakan pencegahan untuk memunculkan
kembali masalah kualitas yang pernah ada dan telah diselesaikan. Hal ini sesuai
dengan konsep pengendalian mutu berdasarkan sitem manajemen mutu yang
berorientasi pada swtrategi pencegahan, bukan pada strategi pendektesian saja.
Berikut ini adalah langkah-langkah yang sering digunakan dalam analisis dan
solusi masalah mutu.
1. Memahami kebutuhan peningkatan kualitas
Langkah awal dalam peningkatan kualitas adalah bahwa manajemen harus
secara jelas memahami kebutuhan untuk peningkatan mutu. Manajemen harus
mutu merupakan suatu kebutuhan yang paling mendasar. Tanpa memahami
kebutuhan untuk peningkatan mutu, peningkatan kualitas tidak akan pernah
efektif dan berhasil. Peningkatan kualitas dapat dimulai dengan
mengidentifikasi masalah kualitas yang terjadi atau kesempatan peningkatan
apa yang mungkin dapat dilakukan. Identifikasi masalah dapat dimulai
dengan mengajukan beberapa pertanyaan dengan menggunakan alat-alat
bantu dalam peningkatan kualiatas seperti brainstrorming, check sheet, atau
pareto diagram.
2. Menyatakan masalah kualitas yang ada
Masalah-masalah utama yang telah dipilih dalam langkah pertama perluh
dinyatakan dalam suatu pernyataan yang spesifik. Apabila berkaitan dengan
maslah kualitas, masalah itu harus dirumuskan dalam betuk
informasi-informasi spesifik, jelas, tegas dan dapat diukur. Diharapkan dihindari
pernyataan masalah yang tidak jelas dan tidak dapat diukur.
3. Mengevaluasi penyebab utama
Penyebab utama dapat dievaluasi dengan menggunakan diagram sebab akibat
dan menggunakan teknik brainstrorming. Dari berbagai faktor penyebab yang
ada, kita dapat mengurutkan penyebab-penyebab dengan menggunakan
diagram pareto berdasarkan dari dampak penyebab terhadap kinerja produk,
proses, atau sistem manajemen mutu secara keseluruhan.
4. Merencanakan solusi atas masalah
Diharapkan rencana penyelesaian masalah berfokus pada tindakan-tindakan
peningkatan untuk menghilangkan akar penyebab masalah yang ada diisi
dalam suatu formulir daftar rencana tindakan.
5. Melaksanakan perbaikan
Implementasi rencana selusi terhadap masalah mengikuti daftar rencana
tindakan peningkatan kualitas. Dalam tahap pelaksanaan ini sangat
dibutuhkan komitmen manajemen dan karyawan serta partisipasi total untuk
secara bersama-sama menghilangkan akar penyebab dari masalah kualitas
yang telah terisentifikasi.
6. Meneliti hasil perbaikan
Setelahmelaksanakanpeningkatankualitasperludilakukanstudi dan evaluasi
berdasarkan data yang dikumpulkan selama tahap pelaksanaan unutk
mengetahui apakahmasalahyangada telahhilangatauberkurang.Analisis
terhadap hasil-hasil temuan selama tahap pelaksanaan akan memberikan
tambahan informasi bagi pembuatan keputusan dan perencanaan peningkatan
berikutnya.
7. Menstandardikasikan solusi terhadap masalah
Hasil-hasil yang memuaskan dari tindakan pengendalian kualitas harus
distandardikasikan, dan selanjutnya melakukan peningkatan terus menerus
pada jenis masalah yang lain. Standardisasi dimaksudkan untuk mencegah
maslah yang sama terulang kembali.
8. Memecahkan masalah selanjutnya
Setelah selesai maslah pertama, selanjutnya beralih membahas masalah yang
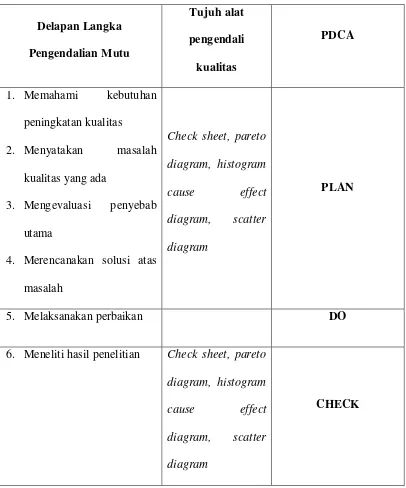
Hubungan delapan langka pengendalian mutu diatas dengan tujuh alat
pengendalian kualitas dan siklus PDCA dapat dilihat pada Tabel 3.1. dibawah
ini.
Tabel 3.1. Hubungan Langka Pengendalian Mutu, Tujuh Alat Pengendalian Kualitas, Siklus PDCA
Delapan Langka
4. Merencanakan solusi atas
masalah
5. Melaksanakan perbaikan DO
6. Meneliti hasil penelitian Check sheet, pareto diagram, histogram
cause effect diagram, scatter diagram
7. Menstandardikasikan
solusi terhadap masalah
8. Memecahkan masalah
selanjutnya
ACTION
3.4.Pengertian Statistic Quality Control (SQC)
Statistic merupakan teknik pengambilan keputusan tentang suatu proses atau
populasi berdasarkan pada suatu analisa informasi yang terkandung didalam suatu
sampe dari populasi. Metode statistic memegang peranan penting dalam jaminan
kualitas. Metode statistic memberikan cara-cara pokok dalam pengambilan sampel
produk, pengujian serta evaluasi dan informasi didalam data yang digunakan
untuk mengendalikan dan meningkatkan proses pembuatan.
Pengendalian kualitas merupakan aktivitas teknik dan manajemen dimana
mengukur karakteristik kualitas dari produk atau jasa, kemudian membandingkan
hasil pengukuran itu dengan spesifikasi produk yang diinginkan serta mengambil
tindakan peningkatan yang tepat apabila ditemukan perbedaan kinerja actual dan
standar.
Pengendalian kualitas produksi dapat dilakukan dengan berbagai cara,
misalnya dengan menggunakan bahan/material yang baik, penggunaan
mesin/peralatan produksi yang memadai, tenaga kerja yang terampil, dan proses
produksi yang tepat. Dalam hal ini pengendalian kualitas secara statistic dapat
digunakan untuk menemukan kesalahan produksi yangb mengakibatkan produk
Statistic Quality Control adalah teknik yang digunakan untuk mengendalian dan mengelola proses baik manafaktur maupun jasa melalui
penggunaan metode statistic (Dorothea. W.A,2003). Pengendalian kualitas statistic merupakan teknik penyelesaian masalah yang digunakan untuk
memonitor, mengendalikan, menganalisis, mengelola, dan memperbaiki produk
dan proses menggunkan metode-metode statistic.
Variabel yang dimaksud adalah variabilitas antar sampel dan variabilitas
dalam sampel. Apabila sampel diambil dari populasi yang sama, variasi statistic
akan terjadi dari sampel kesampel dan variasi range dapat dihitung. Bentuk ini merupakan dasar dari batas yang dihitung pada peta kendali atau control chart dan banyaknya penerimaan. Dimana tujuan akhir dari pengendalian kualitas statistic
adalah menyingkirkan atau mengurangi variabilitas dalam proses.
3.5. Data Atribut dan Data Variabel 3.5.1 Data Variabel
Pengumpulan data adalah langkah dalam prosedur pengendalian mutu. Dengan
data yang relevan maka dapat disajikan suatu informasi yang dapat memenuhi
objek dari pengendalian mutu, yaitu mendeksi, mencegah dan mengoreksi produk
yang cacat. Didalam pengumpulan dat terdapat dua jenis data yaitu data variabel
dan data atribut.
Data variabel merupakan data kuantatif yang diukur untuk keperluan
analisis. Contoh dari data variabel karakteristik kualitas adalah diameter pipa,
ketebalan produk, berat produk dan lain-lain. Ukuran-ukuran berat, panjang,
Pengendalian kualitas statistic untuk data variabel sering disebut dengan
metode peta kendali (control chart) variabel. Manfaat pengendalian kualitas prosses untuk data variabel adalah memberikan informasi mengenai perbaikan
kualitas, menentukan kemampuan proses setelah perbaikan kualitas tercapai,
membuat keputusan yang berkaitanndengan proses produksi, dan membuat
keputusan terbaru yang berkaitan dengan produk yang dihasilkan. Peta control
yang umum digunakan untuk data variabel adalah peta X-Bar-R, dan peta X-MR
3.5.2. Data Atribut
Banyak karakteristik kualitas tidak dapat diklasifikasikan sesuai kuantitasnya.
Dalam suatu kasus kita selalu mengklasifikasikan tiap-tiap item yang diperiksa
sebagai data yang seragam dan data yang tidak seragam suatu spesifikasi dalam
suatu karakteristik. Karakteristik dalam jenis ini yang disebut data atribut. Data
atribut merupakan data kualiatatif yang dapat dihitung untuk pencacatan dan
analisis. Contoh dari data atribut karakteristik kualitas adalah ketiadaan label pada
kemasan, banyaknya jenis cacat. Data atribut biasanya diperoleh dalam bentuk
unit-unit yang ketidaksesuaian dengan spesifikasi atribut yang ditetapkan. Pada
umumnya data atribut digunakan dalam peta control p, np, c, dan u.
3.6. Peta Kontrol (control chart)
Peta control pertama kali ditemukan oleh Walter A. Shewart ketika sedang
berkerja untuk perusahaan Western Electrik. Shewart telah lama meneliti cara untuk mengembangkan reliabilitas dari system transmisi telepon. Peta control
karakterisitik yang akan diperiksa. Jadi, control adalah teknik pengendalian proses
pada jalur yang digunakan secara luas untuk menyelidiki secara cepat terjadinya
sebab-sebab terduga atau proses sedemikian sehingga penyelidikan terhadap prose
situ dan tindakan pembetulan dapat dilakukan sebelum terlalu banyak unit yang
tidak sesuai diproduksi.
Peta control merupakan penggambaran secara visual mengenai mutu atau
kualitas suatu barang atau jasa. Teknik yang paling umum dilakukan dalam
pengontrolan kualitas adalah menggunakan peta control Shewart. Peta ini bentuknya sangat sederhan, yaitu terdiri dari tiga buah garis yang sejajar :
1. Garis tengah, yang menggambarkan nilai rata-rata proses.
2. Batas konrrol atas ditarik nilai tiga kali standar deviasi diatas garis tengah.
3. Batas control bawah yang terletak pada nilai tiga kali standar deviasi dibawah
garis tengah.
Out of control adalah suatu kondisi dimana karakteristik produk tidak sesuai dengan spesifikasi perusahaan ataupun keinginan pelanggan dan posisinya
pada control berada diluar batas kendali.
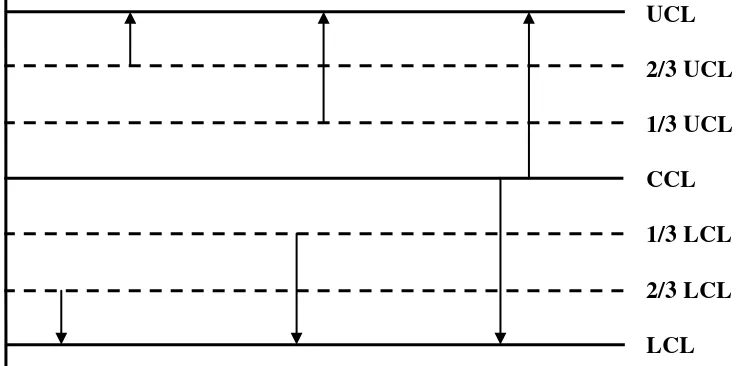
Tipe-tipe Out of control meliput i : 1. Aturan satu titik
Terdapat satu titik data yang berada diluar batas kendali, baik yang berada
diluar UCL maupun LCL, maka data tersebut out of control 2. Aturan tiga titik
Terdapat tiga titik data yang berurutan dan dua diantaranya berada di daerah
A, baik yang berada di daerah UCL maupun LCL, maka satu dari data tesebut
3. Aturan lima titik
Terdapat lima titik data yang berurutan dan empat diantaranya berada
berurutan di daerah B, baik yang berada di daerah UCL maupun LCL,maka
satu dari data tersebut out of control, yakni data yang berada paling jauh dari central control limits.
4. Aturan delapan titik
5. Terdapat delapan titik data yang berurutan dan berada berurutan didaerah C
dan di daerah UCL maka satu data tersebut out of control, yakni data yang berada paling jauh dari central control limits.
Untuk lebih memperjelas mengenai penjelasan tipe-tipe out of control ditas, dapat diperhatikan pada gambar di bawah :
UCL 2/3 UCL 1/3 UCL CCL 1/3 LCL 2/3 LCL LCL Gambar 3.1. Bagan Batas Kendali Out of Control
Peta control berdasarkan jenis data yang digunakan dapat dibedakan
menjadi dua, yakni :
a. Peta control rata-rata (��chart) b. Peta control rentang (R chart) c. Peta untuk standar deviasi (S chart) 2. Peta control atribut, terdiri dari :
a. Peta p, yaitu peta control untuk mengamati proporsi atau perbandingan
antara produk yang cacat dengan total produksi.
b. Peta c, yaitu peta control untuk mengamati jumlah kecacatan per total
produksi.
c. Peta u, yaitu peta control untuk mengamati jumlah kecacatan per unit
produksi.
3.7. Metode Statistical Quality Control 3.7.1. Peta Kontrol (Control Chart)
Tujuan pokok pengendalian kualitas statistic adalah menemukan dengan cepat
terjadinya sebab-sebab atau pergeseran proses yang sedemikian hingga
penyelidikan terhadap proses dan tindakan perbaikan dapat dilakukan sebelumnya
terlalu banyk unit yang tidak sesuai produksi. Dalam hal ini peta control adalah
salah satu metode pengendalian kualitas statistic yang dapat digunakan untuk
member informasi meningkatkan atau memperbaiki kualitas.
3.7.1.1. Peta Kontrol Untuk Data Variabel
Grafik pengendalian atau peta control untuk data variabel dapat digunakan secara
luas. Biasanya peta control ini merupakan prosedur pengendalian yang lebih
bekerja dengan karakteristik kualitas yang variabel, sudah merupakan standar
untuk mengendalikan nilai mean karakteristik kualitas dan variabilitasnya.
Pengendalian rata-rata proses atau mean tingkat kualitas biasanya dengan grafik
pengendalian mean atau peta control x. variabilitas atau pemencaran proses dapat
dikendalikan dengan grafik pengendalian untuk standar deviasi atau peta control
S. grafik pengendalian untuk rentang dinamakan peta control R.
1. Peta Kendali �̅ (�̅chart)
Peta kendali �̅ digunaka untuk proses yang mempunyai karakteristik
berdimensi continue. Peta ini menggambarkan variasi harga rata-rata (mean) dari data yang diklasifikasikan dalam suatu kelompok. Pengelompokan data
ini bias dilakukan berdasarkan satuan waktu hari atau satuan waktu lainnya
dimana sampel berasal dari kelompok yang melakukan pekerjaan yang sama
dan lain-lain.
Langkah-langkah untuk membuat peta control �̅ dapat dikemukakan
sebagai berikut :
a. Menentukan harga rata-rata ��. Nilai rata-rata �� didapat dengan rumus:
��= ∑ ����� � �−1
�
Dimana: �� = jumlah rata-rata dari nilai rata-rata subgroup
��i = nilai rata-rata subgroup ke-i
g = jumlah subgroup
BKA = �� + A2 ��
BKB = �� - A2 ��
Dimana: BKA = batas control atas
BKB = batas control bawah
A2 = nilai koefisien
�� = selisih harga Xmaks dan Xmin
c. menggambarkan peta pengendali X menggunakan batas control dan sebaran
dan ��
peta ini dering digunakan sebagai dasar pembuatan keputusan mengenai
penolakan atau penerimaan produk yang dihasilkan atau diteliti.
2. Peta R (R-chart)
Peta kendali rata-rata dan jarak (range) merupakan dua peta kendali yang
saling membantu dalam mengambil keputusan mengenai kualitas proses. Peta
kendali jarak (range) digunakan untuk mengetahui tingkat akurasi atau ketepatan
proses yang diukur dengan mencari range dari sampel yang diambil. Seperti
halnya peta kendali rata-rata, peta kendali jarak tersebut juga digunakan untuk
mngetahui dan menghilangkan sebab yang membuat terjadinya penyimpangan.
Peta kendali R merupakan peta untuk menggambarkan rentang data dari
suatu sub group, yaitu data terbesar dikurangi data terkecil. Langkah-langkah
a. Menetukan rentang rata-rata
Untuk menentukan rentang rata-rata dapat digunakan dengan rumus:
�� = ∑ �� � �−1
�
Dimana: �� = jumlah rata-rata rentang subgroup
Ri = nilai rentang subgroup ke-i
g = jumlah subgroup
b. Batas kontrol untuk peta X ini adalah:
BKA = D4. ��
BKB = D3.��
Dimana: BKA = batas control atas
BKB = batas control bawah
D4 dan D3 = nilai koefisien
c. menggambarkan garis peta R dan garis batas kontol pada peta serta sebaran
data range (R)
3.7.1.2. Peta Kendali Untuk Data Atribut
Data yang diperluhkan disini hanya diklasifikasikan sebagai data dalam kondisi
baik atau cacat. Seperti halnya dengan peta control variabel, maka suatu proses
akan dikatakan terkendali bila data berada dalam batas-batas control. Perbedaan
mencerminkan harga rata-rata (mean) dan penyimpanan dari proses kerja yang berlansung.
a. Peta p atau np chart
Peta P (p chart) dan peta np atau banyaknya kesalahan yang digunakan (np chart) digunakan untuk mengetahui apakah cacat produk yang dihasilakn masih dalam batas yang diizinkan.
b. Peta c char atu u-chart
Peta kendali ini digunakan untuk mengadakan pengujian terhadap kualitas
proses produksi dengan mengetahui banyaknya kesalahan pada satu unit
produk sebagai sampelnya.
3.8 Metodologi Penelitian
Metodologi penelitian merupakan dari tahapan yang dilalui dalam menyelesaikan
suatu masalah yang diterimah dalam sebuah menelitian, dimana dibuat
berdasarkan latar belakang dan tujuan yang hendak dicapai dengan menggunakan
teori-teori mendukung dalam memecahan persalahan yang diteliti.
3.8.1. Lokasi dan Waktu Penelitan
Penelitian ini dilaksakan di pabrik pengolahan kelapa sawit PTP Nusantara IV
Adolina, berada di jalan raya Medan-Pematang Siantar Kabupaten Serdang
Bedagai dengan jarak 38 Km dari kota Medan.
Sesuai dengan surat izin pelaksanaan pengambilan data yang dikeluarkan
oleh pihak PTP Nusantara IV No 04.11/X/236/III/2017 maka pengambilan data
peninjauan ulang maka pihak pabrik dapat memberikan izin demi kelancaran
penyusunan.
3.9 Rancangan Penelitian
Penelitian dilakukan dengan penelitian deskriptif dengan analisa kuantatif yang
dilakukan dengan data non-eksperimen atau data sekunder dengan tujuan
membuat interpretasi dalam bentuk narasi yang menunjukan kualitas dari objek
penelitian untuk memecahkan serta menjawab permasalahan yang dihadapi.
3.10 Variabel Penelitian
Adapun variabel-variabel dari penelitian ini adalah sebagai berikut :
1. Variabel Independen (Variabel bebas, sebab mempengaruhi)
Variabel bebas merupakan variabel penelitian yang mempengaruhi dan
menajadi sebab perubahan atau timbulnya variabel akibat. Adapun variabel
bebas dalam penelitian ini adalah kadar asam lemak bebas dan kadar air pada
minyak mentah kelapa sawit.
2. Variabel dependen (variabel tergantung, akibat, terpengaruh)
Variabel berikut merupakan variabel yang dipengaruhi atau yang menjadi
akibat dari variabel bebas. Adapun variabel terikat dalam penelitian ini adalah
kualitas minyak kelapa sawit.
3.11. Metode Pengumpulan Data
Metode pengumpulan data adalah suatu perusedur dalam menentukan sumber data
peneliti sangat perluh mempertimbangkan beberapa hal seperti tenaga, waktu,
dana, dan faktor-faktor pendukung data yang dilakukan adalah berupa :
1. Data historis
Mencatat prosedur pemeriksaan dan hal hasil pengukuran kadar asam lemak
bebas dan kadar air, data gambaran umum perusahaan dan inventaris mesin
dan peralatan.
2. Studi kepustakaan
Mempelajari teori-teori yang berhubungan dengan cara pemecahan masalah.
3.11.1 Pengolahan Data
Pengolahan data dilakukan dengan menggunakan metode pengendalian kualitas
statistic. Data yang digunakan adalah data sekunder data yang diambil dari
perpustakaan laboratorium PKS Adolina. Data yang diambil adalah kadar Asam
Lemak Bebas (ALB), kadar air, dan kadar kotoran yang terkandung dalam Crude Palm Oil (CPO). Data variabel yang diperoleh dari perusahaan diolah dengan cara :
1. Menghitung normalitas data, dilakukan untuk menguji apakah data yang telah
dikumpulkan berdistribusi normal, berdasarkan uji chi square. 2. Menghitung X rata-rata, rentang, dan R rata-rata dengan rumus :
�� = ∑ ��
� �−1
�
Dimana :
�� = Nilai rata-rata subgroup ke-i
g = Jumlah subgroup
�� = ∑ ��
� �−1
�
Dimana :
�� = Jumlah rata-rata rentang subgroup
�� = Nilai rentang subgroup ke-i
g = jumlah subgroup
3. Menentukan batas control untuk pembuatan peta kendali X dan R
Batas control peta X : Batas control atas (BKA) = �� + �2��
Batas control bawah (BKB) = �� + �2��
Dimana : BKA = Batas control atas
BKB = Batas control �2 = Nilai koefisien
R = Selisih Harga Xmaks dan Xmin
Batas control peta R : batas control atas (BKA) = �4.��
Dimana : BKA = Batas control atas
BKB = Batas control bawah �4,�3 = Nilai koefisien
3.12. Kesimpulan dan Saran
Berdasarkan pengolahan data dan pembahasan hasil yang dilakukan maka dapat
diambil kesimpulan mengenai permasalahan yang diteliti. Kesimpulan ini akan
berguna sebagai landasan dalam perbandingan hasil penelitian dengan keadaan
yang ada di pabrik. Adapun flow diagram Metodologi Penelitan yang dilakukan
Penetapan Masalah
Menetapkan Permasalahan yang terjadi dalam perusahaan (pengendalian mutu minyak mentah kelapa sawit
Studi Lapangan Melakukan pengamatan langsung pada perusahaan yang diteliti
Studi Literatur Menyediakan literatur yang mendukung perumusan masalah 1. Pengendalian kualitas statistik 2. Metode analisis untuk peningkatan
kualitas
3. Pengantar pengendalian statistik
Pengumpulan data
Pengumpulan data kadar asam lemak (ALB), kadar air
Pengolahan Data 1. Menghitung normalitas data
2. Menghitung nilai X rata-rata 3. Menghitung nilai R (rentang)
4. Menghitung garis sentral (X dan R) dari jumlah rata-rata
5. Menghitung batas kendali peta X dan R untuk masing-masing karateristik data 6. Menggambarkan peta kendali X dan R untuk masing-masing karateristik
4.1. Pengumpulan Data
4.1.1. Metode Pengumpulan Data
Dalam suatu penelitian, data merupakan kunci untuk menyelesaikan permasalahan
yang dihadapi, dan metode pengumpulan data sangat berpengaruh untuk
mendapatkan data yang benar. Adapun data yang telah diperoleh dalam penelitian
ini melalui beberapa metode pengumpulan data yaitu:
1. Data historis
Mencatat nilai batas normal dan hasil pengukuran terhadap kadar asam lemak
bebas, kadar air dan kadar kotoran.
2. Studi kepustakaan.
Mempelajari teori-teori tentang hal-hal yang berhubungan dengan cara
pemecahan masalah.
adapun data nilai batas normal kadar asam lemak bebas, kadar air dan
kadar kotoran adalah sebagai berikut:
1. Kadar Normal Asam Lemak Bebas (ALB) : 2,5% - 3,0%
2. Kadar Normal Air : 0,1% - 0,15%
3. Kadar Normal Kotoran : 0,01% - 0,02%
Dalam hal ini perusahaan melakukan pengambilan sampel untuk pemeriksaan
syarat mutu mewakili produk. Pengambilan sampel dilakukan dengan rentang 1
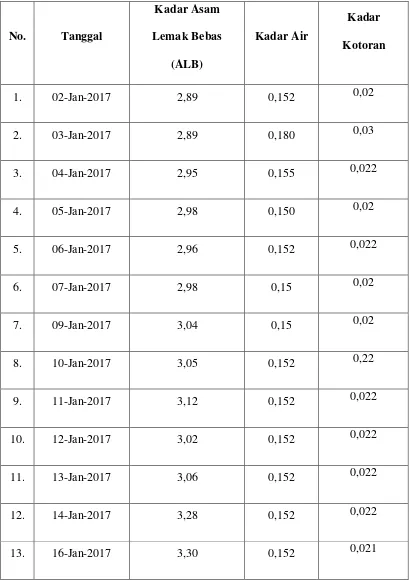
4.2. Data Hasil Pengujian
Tabel 4.1. Data hasil Pengujian Kadar ALB, Kadar Air dan Kadar Kotoran
No. Tanggal
Kadar Asam Lemak Bebas
(ALB)
Kadar Air
Kadar Kotoran
1. 02-Jan-2017 2,89 0,152 0,02
2. 03-Jan-2017 2,89 0,180 0,03
3. 04-Jan-2017 2,95 0,155 0,022
4. 05-Jan-2017 2,98 0,150 0,02
5. 06-Jan-2017 2,96 0,152 0,022
6. 07-Jan-2017 2,98 0,15 0,02
7. 09-Jan-2017 3,04 0,15 0,02
8. 10-Jan-2017 3,05 0,152 0,22
9. 11-Jan-2017 3,12 0,152 0,022
10. 12-Jan-2017 3,02 0,152 0,022
11. 13-Jan-2017 3,06 0,152 0,022
12. 14-Jan-2017 3,28 0,152 0,022
14. 17-Jan-2017 3,46 0,152 0,022
15. 18-Jan-2017 3,04 0,153 0,023
16. 19-Jan-2017 3,10 0,154 0,024
17. 20-Jan-2017 3,27 0,154 0,024
18. 21-Jan-2017 3,20 0,154 0,023
19. 23-Jan-2017 3,17 0,156 0,024
20. 24-Jan-2017 3,56 0,154 0,026
21. 25-Jan-2017 3,50 0,154 0,024
22. 26-Jan-2017 3,57 0,150 0,02
23. 27-Jan-2017 3,63 0,155 0,024
24. 30-Jan-2017 3,15 0,154 0,024
25. 31-Jan-2017 3,30 0,155 0,025
26. 01-Feb-2017 3,35 0,154 0,024
27. 03-Feb-2017 3,70 0,157 0,025
28. 04-Feb-2017 3,48 0,157 0,026
29. 07-Feb-2017 3,60 0,158 0,027
31. 09-Feb-2017 3,78 0,156 0,025
32. 10-Feb-2017 3,46 0,156 0,025
33. 11-Feb-2017 3,50 0,154 0,025
34. 14-Feb-2017 4,90 0,155 0,027
35. 16-Feb-2017 4,50 0,157 0,026
36. 17-Feb-2017 4,56 0,157 0,025
37. 18-Feb-2017 4,07 0,156 0,028
38. 20-Feb-2017 3,80 0,155 0,026
39. 21-Feb-2017 3,82 0,152 0,024
40. 22-Feb-2017 3,62 0,158 0,026
41. 23-Feb-2017 3,20 0,157 0,025
42. 24-Feb-2017 3,24 0,150 0,02
43. 25-Feb-2017 3,20 0,158 0,027
44. 27-Feb-2017 3,23 0,156 0,025
45. 28-Feb-2017 3,48 0,159 0,027
46. 01-Mar-2017 3,55 0,150 0,020
48. 03-Mar-2017 3,58 0,150 0,02
49. 04-Mar-2017 3,57 0,155 0,026
50. 06-Mar-2017 3,60 0,157 0,025
51. 07-Mar-2017 3,63 0,150 0,02
52. 08-Mar-2017 4,00 0,159 0,026
53. 09-Mar-2017 3,15 0,157 0,025
54. 10-Mar-2017 3,18 0,157 0,027
55. 11-Mar-2017 3,38 0,158 0,027
56. 13-Mar-2017 3,30 0,156 0,026
57. 14-Mar-2017 3,37 0,150 0,020
58. 15-Mar-2017 4,30 0,158 0,027
59. 16-Mar-2017 4,36 0,150 0,02
60. 17-Mar-2017 3,90 0,158 0,028
61. 18-Mar-2017 3,74 0,158 0,028
62. 20-Mar-2017 3,77 0,150 0,020
63. 21-Mar-2017 4,35 0,157 0,028
65. 23-Mar-2017 4,11 0,159 0,027
66. 24-Mar-2017 4,06 0,158 0,027
67. 25-Mar-2017 3,68 0,159 0,027
68. 27-Mar-2017 3,61 0,157 0,027
69. 29-Mar-2017 4,38 0,157 0,026
70. 30-Mar-2017 4,40 0,150 0,02
71. 31-Mar-2017 3,90 0,157 0,027
72. 01-Apr-2017 3,48 0,156 0,024
73. 03-Apr-2017 4,07 0,150 0,020
74. 04-Apr-2017 4,30 0,155 0,025
75. 05-Apr-2017 3,63 0,158 0,027
76. 06-Apr-2017 3,65 0,150 0,020
77. 07-Apr-2017 4,15 0,158 0,027
78. 08-Apr-2017 3,95 0,158 0,025
Data yang digunakan dalam penelitian adalah hasil pengujian CPO dengan syarat
mutu kadar asam lemak bebas, kadar air, dan kadar kotoran pada laboratorium
2,5 bulan (78 hari). Data yang diambil adalah data perhari hasil pengujian dan
data tersebut dapat dilihat pada tabel 4.1
4.3. Pengolahan Data
Pengolahan data dilakukan dengan melakukan observasi setiap variabel atau
pengelompokan dan penenuan batas kendali X dan R untuk masing-masing syarat
mutu CPO yang diamati.
4.3.1. Peta �� dan R untuk Kadar Asam Lemak Bebas
Memberikan peta control �̅ dengan mencari nilai rata-rata ��. Nilai rata-rata ��
yang juga merupakan garis tengah didapatkan dengan rumus:
��= ∑ �����
� �−1
�
Dimana : �� = jumlah rata-rata dari nilai rata-rata subgroup ��� = nilai rata-rata subgroup ke-i
g = jumlah subgroup
Batas control untuk peta X ini adalah:
BKA = �� + A2 ��
BKB = �� - A2 ��
Peta control R merupakan peta untuk menggambarkan rentang data dari suatu
subgroup, yaitu data terbesar dikurang data terkecil. Penentuan garis sentral, yakni
�� = ∑ ��
� �−1
�
dimana �� = jumlah rata-rata rentang subgroup
Ri = nilai rentang subgroup ke-i
g = jumlah subgroup
batas-batas control untuk peta R ini adalah:
BKA = D4. ��
BKB = D3.��
Dimana: BKA = batas control atas
BKB = batas control bawah
D4 dan D3 = nilai koefisien
Nilai A2 dapat dilihat pada tabel faktor untuk peta �̅ dan tabel faktor �3 dan �4
untuk peta R. penggunaan peta �̅ dan R secara bersama-sama dapat dilakukan
tanpa menggunakan standar deviasi, tetapi dengan mengunakan faktor-faktor yang
terdapat dalam tabel pengendalian variabel yang tertera pada lampiran.
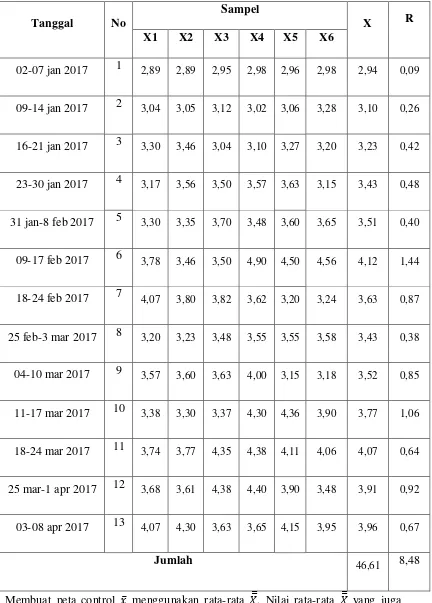
Tabel 4.2. Perhitungan x dan R Pada Pengujian Kadar Asam Lemak Bebas
Tanggal No
Sampel
X R
X1 X2 X3 X4 X5 X6
02-07 jan 2017 1 2,89 2,89 2,95 2,98 2,96 2,98 2,94 0,09
09-14 jan 2017 2 3,04 3,05 3,12 3,02 3,06 3,28 3,10 0,26
16-21 jan 2017 3 3,30 3,46 3,04 3,10 3,27 3,20 3,23 0,42
23-30 jan 2017 4 3,17 3,56 3,50 3,57 3,63 3,15 3,43 0,48
31 jan-8 feb 2017 5 3,30 3,35 3,70 3,48 3,60 3,65 3,51 0,40
09-17 feb 2017 6 3,78 3,46 3,50 4,90 4,50 4,56 4,12 1,44
18-24 feb 2017 7 4,07 3,80 3,82 3,62 3,20 3,24 3,63 0,87
25 feb-3 mar 2017 8 3,20 3,23 3,48 3,55 3,55 3,58 3,43 0,38
04-10 mar 2017 9 3,57 3,60 3,63 4,00 3,15 3,18 3,52 0,85
11-17 mar 2017 10 3,38 3,30 3,37 4,30 4,36 3,90 3,77 1,06
18-24 mar 2017 11 3,74 3,77 4,35 4,38 4,11 4,06 4,07 0,64
25 mar-1 apr 2017 12 3,68 3,61 4,38 4,40 3,90 3,48 3,91 0,92
03-08 apr 2017 13 4,07 4,30 3,63 3,65 4,15 3,95 3,96 0,67
Jumlah 46,61 8,48
Membuat peta control �̅ menggunakan rata-rata ��. Nilai rata-rata �� yang juga
��= ∑ �����
� �−1
�
Dimana: �� = jumlah rata-rata dari nilai rata-rata subgroup
��i = nilai rata-rata subgroup ke-i
Dengan garis R yakni rentang rata-rata adalah sebagai berikut:
�� = ∑ ����� � �−1
�
Dimana: �� = jumlah rata-rata rentang subgroup
Batas-batas pengendali untuk peta kendali rata-rata adalah:
�����=��+ A2 .��
= 3,58 + (0,48.0,65)
= 3,58 + 0,31
= 3,89
�����=�� −A2 .��
= 3,58−(0,48 . 0,65)
= 3,58−0,31
= 3,27
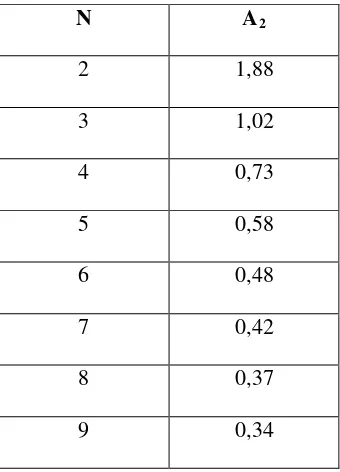
Nilai dari A2 merupakan koefisien yang didapat dari tabel berikut.
Tabel 4.3 Harga-harga A2 N
untuk Peta Kendali Rata-rata
A2
2 1,88
3 1,02
4 0,73
5 0,58
6 0,48
7 0,42
8 0,37
10 0,31
11 0,29
12 0,27
13 0,25
14 0,24
15 0,22
Batas Kendali Peta R adalah:
���=��x�4
= 0,65 x 2,00
= 1,30
���= ��x�3
= 0,65 x 0
= 0
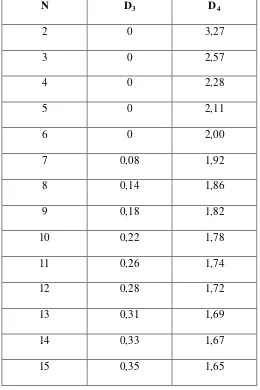
Nilai dari D3 dan D4 merupakan koefisien yang didapat dari tabel berikut
Tabel 4.4 Harga-harga D3 dan D4 N
untuk Peta Kendali Range
D3 D4
2 0 3,27
3 0 2,57
4 0 2,28
5 0 2,11
6 0 2,00
8 0,14 1,86
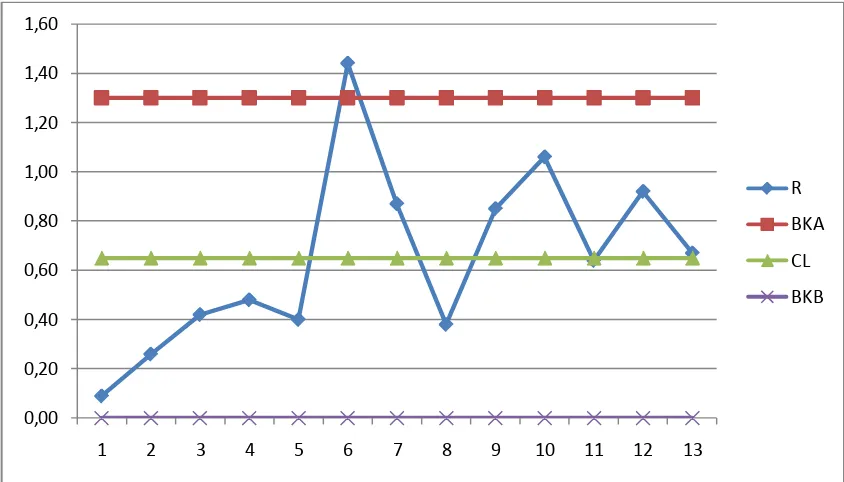
Dari hasil perhitungan diatas dapat digambarkan peta kendali X dan R yang
tertera pada Gambar 4.1. dan gambar 4.2.
Gambar 4.1. Peta kendali X Kadar Lemak Bebas (ALB)
4.3.2. Peta
��
dan R untuk Kadar AirData kadar air yang telah dikelompokan dalam 6 sub group kemudian dicari nilai
X rata-rata dang range. Berikut perhitungan X rata-rata dan range yang dapat
dilihat pad tabel 4.5
Tabel 4.5. Perhitungan x dan R Pada Pengujian Kadar Air
16-21 jan 2017 3 0,152 0,152 0,153 0,154 0,154 0,154 0,153 0,002
23-30 jan 2017 4 0,156 0,154 0,154 0,15 0,155 0,154 0,154 0,006
31 jan-8 feb 2017 5 0,155 0,154 0,157 0,157 0,158 0,153 0,156 0,005
09-17 feb 2017 6 0,156 0,156 0,154 0,155 0,157 0,157 0,156 0,003
18-24 feb 2017 7 0,156 0,155 0,152 0,158 0,157 0,15 0,155 0,008
25 feb-3 mar 2017 8 0,158 0,156 0,159 0,15 0,157 0,15 0,155 0,009
04-10 mar 2017 9 0,155 0,157 0,15 0,159 0,157 0,157 0,156 0,009
11-17 mar 2017 10 0,158 0,156 0,15 0,158 0,15 0,158 0,155 0,008
18-24 mar 2017 11 0,158 0,15 0,157 0,15 0,159 0,158 0,155 0,009
25 mar-1 apr 2017 12 0,159 0,157 0,157 0,15 0,157 0,156 0,156 0,009
03-08 apr 2017 13 0,15 0,155 0,158 0,15 0,158 0,158 0,155 0,008
Jumlah 2,013 0,108
Membuat peta control �̅ menggunakan rata-rata ��. Nilai rata-rata �� yang juga
merupakan garis sentral didapatkan dengan rumus :
��= ∑ �����
� �−1
�
Dimana: �� = jumlah rata-rata dari nilai rata-rata subgroup
g = jumlah subgroup
Dengan garis R yakni rentang rata-rata adalah sebagai berikut:
�� = ∑ ����� � �−1
�
Dimana: �� = jumlah rata-rata rentang subgroup
Ri = nilai rentang subgroup ke-i
Batas-batas pengendali untuk peta kendali rata-rata adalah:
�����=��+ A2 .��
= 0,154 + (0,48.0,008)
= 0,154 + 0,003
�����=�� −A2 .��
= 0,154−(0,48 . 0,008)
= 0,154−0,003
= 0,151
Nilai dari A2 merupakan koefisien yang didapat dari tabel berikut.
Tabel 4.6 Harga-harga A2 n
untuk Peta Kendali Rata-rata
A2
Batas Kendali Peta R adalah:
= 0,008 x 2,00
= 0.016
���= ��x�3
= 0,008 x 0
= 0
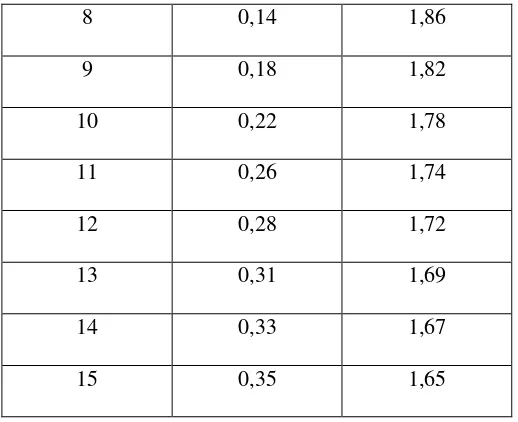
Nilai dari D3 dan D4 merupakan koefisien yang didapat dari tabel berikut
Tabel 4.7 Harga-harga D3 dan D4 N
untuk Peta Kendali Range
D3 D4
2 0 3,27
3 0 2,57
4 0 2,28
5 0 2,11
6 0 2,00
7 0,08 1,92
8 0,14 1,86
9 0,18 1,82
10 0,22 1,78
11 0,26 1,74
12 0,28 1,72
13 0,31 1,69
14 0,33 1,67
Dari hasil perhitungan diatas dapat digambarkan peta kendali X dan R yang
tertera pada Gambar 4.3. dan gambar 4.4.
Gambar 4.3. Peta kendali X untuk Kadar Air
4.3.3. Peta
��
dan R untuk Kadar KotoranData kadar kotoran yang telah dikelompokan dalam 6 sub group kemudian dicari
nilai X rata-rata dang range. Berikut perhitungan X rata-rata dan range yang dapat
dilihat pada tabel 5.7
Tabel 4.8. Perhitungan x dan R Pada Pengujian Kadar Kotoran
Tanggal No
Sampel
X R
X1 X2 X3 X4 X5 X6
02-07 jan 2017 1 0,02 0,03 0,022 0,02 0,022 0,02 0,022 0,01
09-14 jan 2017 2 0,02 0,022 0,022 0,022 0,022 0,022 0,022 0,002
16-21 jan 2017 3 0,021 0,022 0,023 0,024 0,024 0,023 0,023 0,003
23-30 jan 2017 4 0,024 0,026 0,024 0,02 0,024 0,024 0,024 0,006
31 jan-8 feb 2017 5 0,025 0,024 0,025 0,026 0,027 0,023 0,025 0,004
09-17 feb 2017 6 0,025 0,025 0,025 0,027 0,026 0,025 0,026 0,002
18-24 feb 2017 7 0,028 0,026 0,024 0,026 0,025 0,02 0,025 0,008
25 feb-3 mar 2017 8 0,027 0,025 0,027 0,02 0,026 0,02 0,024 0,007
04-10 mar 2017 9 0,026 0,025 0,02 0,026 0,025 0,027 0,025 0,007
11-17 mar 2017 10 0,027 0,026 0,02 0,027 0,02 0,028 0,025 0,008
18-24 mar 2017 11 0,028 0,02 0,028 0,02 0,027 0,027 0,025 0,008
03-08 apr 2017 13 0,02 0,025 0,027 0,02 0,027 0,025 0,024 0,007
Jumlah 0,314 0,079
Membuat peta control �̅ menggunakan rata-rata ��. Nilai rata-rata �� yang juga
merupakan garis sentral didapatkan dengan rumus:
��= ∑ �����
� �−1
�
Dimana: �� = jumlah rata-rata dari nilai rata-rata subgroup
��i = nilai rata-rata subgroup ke-i
Dengan garis R yakni rentang rata-rata adalah sebagai berikut:
�� = ∑ ����� � �−1
�
Dimana: �� = jumlah rata-rata rentang subgroup
Ri = nilai rentang subgroup ke-i
�� = ∑ �����
Batas-batas pengendali untuk peta kendali rata-rata adalah:
�����=��+ A2 .��
Nilai dari A2 merupakan koefisien yang didapat dari tabel berikut.
Tabel 4.9 Harga-harga A2 n
untuk Peta Kendali Rata-rata
7 0,42
8 0,37
9 0,34
10 0,31
11 0,29
12 0,27
13 0,25
14 0,24
15 0,22
Batas Kendali Peta R adalah:
���=��x�4
= 0,006 x 2,00
= 0.012
��� =��x�3
= 0,006 x 0
= 0
Nilai dari D3 dan D4 merupakan koefisien yang didapat dari tabel berikut
Tabel 4.10. Harga-harga D3 dan D4 n
untuk Peta Kendali Range
D3 D4
2 0 3,27
3 0 2,57
5 0 2,11
Dari hasil perhitungan diatas dapat digambarkan peta kendali X dan R yang
tertera pada Gambar 4.5. dan gambar 4.6.
Gambar 4.5. Peta Kendali X untuk Kadar Kotoran
Gambar 4.6. Peta Kendali R untuk Kadar Kotoran
0 0,002 0,004 0,006 0,008 0,01 0,012 0,014
1 2 3 4 5 6 7 8 9 10 11 12 13
R
UCL
CL
5.1. PengertianImplementasi Sistim
Implementasisistimadalahproseduryang dilakukanuntukmenyelesaikandesain
sistemyangadadalamdesainyangdisetujui,menginstal,danmemulaisistem baru atau
sistemyang akan diperbaiki.
Tahapan implementasimerupakan tahapan penerapan hasildesain tertulis ke
dalam progamming (coding). dalam pengolahan data pada karya tulis ini penulis menggunakan satu perangkat lunak sebagai implementasi sistemyaitu Microsoft
Excel dalam menyelesaikanmasalah untuk memperoleh hasil perhitungan.
Dalamhalpengolahan data, komputer mempunyaikelebihan darimanusia
yaitu kecepatan, ketepatan, dan keandalan dalammemproses data. Denganadanya
perangkat lunak komputer tersebut kita sangat terbantu karena memang ada
kalanyadatayang sangatrumitdanbanyaktidakdapatdikerjakansecaramanual
ataudenganmenggunakantenagamanusiayangtentunyamembutuhkanwaktu
dantenagayangsangat banyakutukmengoalhdata tersebut,disampingitufaktor
kesalahanyangdilakukan manusia relatifbesar.
Selain itu, dengan adanya perangkat lunak komputer, diharapkan
pekerjaan tersebut dapatdilakukan dengan cepatdan tepat, dan dengantingkat
kesalahanyangrelatifkecil.
Microsoft Office Excel merupakan program aplikasi lembar kerja elektronik
(spread sheet) dariprogrampaketMicrosoftOffice.Excelmerupakan salah satusoftware pengolahan angkayang cukup banyak digunakan di dunia. Excel
merupakan produkunggulandariMicrosoftCorporationyang banyakberperandalam
pengolahaninformasikhususnyadatayang berbentukangka,dihitung,
diproyeksikan,dianalisis,dandipresentasikandata pada lembar kerja.Microsoft telah
mengeluarkan Excel dalam berbagai dari versi 4, versi 5, versi97, versi 200, versi
2002, versi 2003, versi 2007,versi 2010 dan 2013 Sheet (Lembar Kerja)Excelterdiridari256kolomdan65536baris. Setiap kolomdiberinamadengan
hurufmulaidariA,B,C,...,Z kemudiandilanjutkan
AA,AB,AC,...,sampaikolomIV.Sedangkankolombarisditandaidengan angkamulai
dari 1, 2, 3, ... , 65536.
5.3 Langkah – Langkah Memulai PengolahanData dengan Microsoft Office Excel 2010
Tahap pertama yang harus dilakukan adalah mengaktifkan windows dan
pastikan Microsoft Excel berada dalam jaringan Microsoft Windows, kemudian
ikuti langkah- langkah berikut ini :
1. Dari Windows, klik start pada taskbar, lalu klik program maka item menu
program aplikasi yang telah diinstalasi akan tampil.
Gambar 5.1 Cara membuka Microsoft Office Excel
5.4 Lembar Kerja Microsoft Excel
Setelah pengaktifan akan tampil lembar kerja Excel yang sudah siap untuk
dipergunakan, lembar kerja Excel tersebut dapat dilihat pada gambar dibawah ini.
Lembar kerja adalah kumpulan kolom dan baris, dimana kolom berurutan
dari atas kebawah sedangkan baris berurutan dari kiri ke kanan yang terdiri atas
256 kolom dan 65.536 baris pada setiap lembar kerja.
Pada setiap kolom dan baris terdapat sel dan ini diidentifikasikan dengan
alamat yang merupakan kombinasi antara abjad untuk kolom dan angka untuk
baris, disamping itu lembar kerja Excel terdapat banyak elemen yang memiliki
fungsi tersendiri.
5.5 Pengisian Data
Pengisian data kedalam lembar kerja Excel adalah sama dengan memasukkan
atau pengetikan data kedalamnya. Ada dua alternatif pengisian data, yakni
menggunakan keyboard computer atau melalui submenu yang terdapat pada
menu Excel.
Dalam pengisian data kedalam lembar kerja dengan keyboard, diperlukan
langkah-langkah sebagai berikut :
1. Letakkan pointer pada sel yang ingin diisi data
2. Ketik data yang diinginkan
3. Tekan enter atau klik tombol kiri mouse pada sel lain untuk konfirmasi atau
mengakhirinya, sedangkan alternatif kedua dalam mengisi data adalah
menggunakan submenu pada menu edit di Excel. Dengan alternatif ini, akan
memiliki banyak pilihan yaitu : down,up,right,left, dan series (autofill).
5.6 Pembuatan grafik
Grafik pada Excel dapat dibuat menjadi satu dengan data atau terpisah pada
lembar grafik tersendiri, namun masih berada pada file yang sama. Untuk
membuat grafik pada Excel, bias menggunakan icon chart wizard yang terdapat
pada toolbar. Adapun langkah-langkah yang diperlukan adalah :
1. Sorot sel atau range sel yang ingin dibuat grafik.
2. Klik insert, lalu pilih atau kilk chart, maka akan tampil kotak dialog chart tipe.
3. Klik tipe scatter yang diinginkan, dan pilih tipe grafik yang di inginkan, maka
maka kotak dialog chart akan tampil.
4. Lalu selanjutnya klik tipe line dan tekan enter. Maka akan muncul grafik yang
di inginkan
6.1 Kesimpulan
Berdasarkan hasil pengolahan data, maka dapat diambil kesimpulan sebagai
berikut:
1. Hasil pengolahan dengan Statsitical Quality Control (SQC) dengan metode peta kendali rata-rata dan range diketahui tingkat pencapaian standar yang diharapkan oleh perusahaan belum tercapai. Dimana hasil pemeriksaan data
hasil pengujian karakteristik kualitas produk CPO masih terdapat sampel
yang berada di luar batas kendali (out of control).
Asam Lemak Bebas (ALB)
a. Nilai rata-rata untuk peta kendali Asam Lemak Bebas (ALB) x� yang
merupakan centre line adalah 3,58 batas pengendali atas untuk peta kendali x� adalah 3,89 dan batas pengendali bawah 3,27. Berdasarkan
pengolahan data yang telah dilakukan terdapat sejumlah sampel yang
berada di luar batas kendali yaitu 5 sampel, namun sampel tersebut
nilainya tidak terlalu jauh dengan batas kendali.
b. Nilai rata-rata untuk peta kendali R adalah 0,65. Batas pengendali atas
untuk peta kendali R adalah 1,30 dan batas pengendali bawah 0.
sampel yang berada di luar batas kendali sebanyak 1 sampel, namun
sampel tersebut nilainya tidak terlalu jauh dengan batas kendali.
Kadar Air
a. Nilai rata-rata untuk peta kendali Asam Lemak Bebas (ALB) x� yang
merupakan centre line adalah 0,154 batas pengendali atas untuk peta kendali x� adalah 0.157 dan batas pengendali bawah 0.151.
Berdasarkan pengolahan data yang telah dilakukan tidak terdapat
sampel yang berada di luar batas kendali
b. Nilai rata-rata untuk peta kendali R adalah 0,008. Batas pengendali
atas untuk peta kendali R adalah 0,016 dan batas pengendali bawah 0.
Berdasarkan pengolahan data yang telah dilakukan terdapat sejumlah
sampel yang berada di luar batas kendali sebanyak 1 sampel, namun
sampel tersebut nilainya tidak terlalu jauh dengan batas kendali.
Kadar Kotoran
a. Nilai rata-rata untuk peta kendali Asam Lemak Bebas (ALB) x� yang
merupakan centre line adalah 0,024 batas pengendali atas untuk peta kendali x� adalah 0,027 dan batas pengendali bawah 0,021.
Berdasarkan pengolahan data yang telah dilakukan tidak terdapat
sampel yang berada di luar batas kendali
b. Nilai rata-rata untuk peta kendali R adalah 0,006. Batas pengendali
atas untuk peta kendali R adalah 0,012 dan batas pengendali bawah 0.
sampel yang berada di luar batas kendali sebanyak 4 sampel, namun
sampel tersebut nilainya tidak terlalu jauh dengan batas kendali.
2. Dapat dilihat dari seluru variabel grafik, peta kendali rata-rata dan peta
kendali R, menunjukkan beberapa sampel berada di luar batas kendali itu
berarti terjadi variasi saat proses produksi, dimana penyebab dari variasi
tersebut adalah penyebab khusus.
6.2 Saran
Penulis memberikan beberapa saran terhadap hasil penelitian sebagai berikut:
1. Penulis menyarankan untuk meningkatkan dan memperhatikan lagi
mutu/kualitas proses produksi agar proses berada dalam batas kendali dan
tidak ada lagi sampel yang berada di luar batas kendali.
2. Penulis menyarankan agar metode statistical quality control atau pengendalian kualitas statistik dapat dipakai atau diaplikasikan di perusahaan
untuk mengetahui apakah proses produksi telah sesuai standar yang