PENGENDALIAN MUTU PADA PENGOLAHAN MINYAK
SAWIT DENGAN METODE
STATISTICAL QUALITY
CONTROL
(SQC) PADA PTP NUSANTARA IV
PKS ADOLINA
RIDHO PARISSA SIMATUPANG
112407063
PROGRAM STUDI DIPLOMA 3 STATISTIKA
DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
PENGENDALIAN MUTU PADA PENGOLAHAN MINYAK
SAWIT DENGAN METODE
STATISTICAL QUALITY
CONTROL
(SQC) PADA PTP NUSANTARA IV
PKS ADOLINA
TUGAS AKHIR
Diajukan untuk melengkapi tugas dan memenuhi syarat memperoleh Ahli Madya
RIDHO PARISSA SIMATUPANG
112407063
PROGRAM STUDI DIPLOMA 3 STATISTIKA
DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
PERSETUJUAN
Judul : Pengendalian Mutu Pada Pengolahan Minyak Sawit dengan Metode Statistical Quality Control
(SQC) Pada PTP Nusantara IV PKS Adolina
Kategori : Tugas Akhir
Nama : Ridho Parissa Simatupang Nomor Induk Mahasiswa : 112407063
Program Studi : D3 Statistika Departemen : Matematika
Fakultas : Matematika Dan Ilmu Pengetahuan Alam Universitas Sumatera Utara
Disetujui di Medan, Juli 2014
Disetujui Oleh:
Program Studi D3 Statistika FMIPA USU
Ketua, Pembimbing,
Dr. Faigiziduhu Bu’ulölö, M.Si Drs. Open Darnius, M.Sc
PERNYATAAN
PENGENDALIAN MUTU PADA PENGOLAHAN MINYAK
SAWIT DENGAN METODE STATISTICAL QUALITY
CONTROL (SQC) PADA PTP NUSANTARA IV PKS ADOLINA
TUGAS AKHIR
Saya mengakui bahwa tugas akhir ini adalah hasil karya sendiri, kecuali beberapa kutipan dan ringkasan masing-masing disebutkan sumbernya.
Medan, Juli 2014
RIDHO PARISSA SIMATUPANG 112407063
PENGHARGAAN
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Pemurah dan Maha Penyayang, dengan limpah karunia-Nya Penulis dapat menyelesaikan penyusunan Tugas Akhir ini dengan judul Pengendalian Mutu Pada Pengolahan Minyak Sawit Dengan Metode Statistical Quality Control (SQC) Pada PTP Nusantara IV PKS ADOLINA.
Terimakasih penulis sampaikan kepada Bapak Drs. Open Darnius, M.Sc selaku pembimbing yang telah meluangkan waktunya selama penyusunan Tugas Akhir ini. Terimakasih kepada Bapak Dr. Faigiziduhu Bu’ulölö, M.Si dan Bapak
Dr. Suwarno Arriswoyo, M.Si selaku Ketua dan Sekretaris Program Studi D3 Statistika FMIPA USU Bapak Prof. Dr. Tulus. M.Si dan Ibu Dr. Mardiningsih, M.Si selaku Ketua dan Sekretaris Departemen Matematika FMIPA USU Medan, Bapak Dr. Sutarman M.Sc selaku Dekan FMIPA USU Medan, seluruh staff dan Dosen Program Studi D3 Statistika FMIPA USU, pengawai FMIPA USU dan rekan-rekan kuliah. Akhirnya tidak terlupakan kepada Ayahanda tercinta Mahidin Simatupang, Ibunda tercinta Rosdiana Siagian dan keluarga yang selama ini memberikan bantuan dan dorongan yang diperlukan. Semoga Tuhan Yang Maha Esa akan membalasnya.
DAFTAR ISI 1.7.2 Metode Pengumpulan Data 8 1.8 Sistematika Penulisan 8
BAB 2. TINJAUAN PUSTAKA 10
2.1 Definisi Mutu 10
2.2 Pengendalian Mutu 10
2.3 Pengertian Statistic Quality Control 11 2.4 Data Atribut dan Data Variabel 12
2.4.1 Data Atribut 12
2.4.2 Data Variabel 13
2.5 Peta Kendali 14
2.5.1 Peta Kendali Untuk Data Variabel 15 2.5.2 Peta Kendali Untuk Data Atribut 18 2.6 Peta Kendali Revisi 20 2.7 Kapabilitas Proses 21
BAB 3. GAMBARAN UMUM 23
3.1 Sejarah Singkat PTP Nusantara IV PKS Adolina 23 3.2 Ruang Lingkup Bidang Usaha 24
3.3 Lokasi Perusahaan 24
BAB 4 PENGUMPULAN DAN PENGOLAHAN DATA 25
4.1 Pengumpulan Data 25
4.2 Peta ̅ dan R Untuk Kadar Asam Lemak Bebas 29 4.3 Peta ̅ dan R Untuk Kadar Kotoran 41 4.4 Peta ̅ dan R Untuk Kadar Kotoran 49
BAB 5 IMPLEMENTASI SISTEM 57
5.1 Pengertian Implementasi Sistem 57 5.2 Sekilas Tentang Program SPSS Versi 18 57 5.3 Peta Kendali Dengan Program SPSS 58
BAB 6 PENUTUP 67
6.1 Kesimpulan 67
6.2 Saran 68
DAFTAR TABEL
Nomor Judul Halaman Tabel
Tabel 4.1 Data Hasil Pengujian Kadar Asam Lemak, Kada Air, dan
Kadar Kotoran 25
Tabel 4.2 Perhitungan ̅ dan R Pada Pengujian Kadar Asam Lemak
Bebas 30
Tabel 4.3 Perhitungan ̅ dan R Pada Pengujian Kadar Kotoran 41 Tabel 4.4 Perhitungan ̅ dan R Pada Pengujian Kadar Air 49
DAFTAR GAMBAR Gambar 4.5 Peta Kendali X Revisi II Kadar Asam Lemak Bebas 38 Gambar 4.6 Peta Kendali R Revisi II Kadar Asam Lemak Bebas 39 Gambar 4.7 Peta Kendali X Kadar Kotoran 44 Gambar 4.8 Peta Kendali R Kadar Kotoran 44 Gambar 4.9 Peta Kendali X Revisi Kadar Kotoran 46 Gambar 4.10 Peta Kendali R Revisi Kadar Kotoran 47 Gambar 4.11 Peta Kendali X Kadar Air 52 Gambar 4.12 Peta Kendali X Kadar Air 52 Gambar 4.13 Peta Kendali X Revisi Kadar Air 54 Gambar 5.1 Tampilan Jendela Pengisian Data View 58 Gambar 5.2 Tampilan Jendela Editor Compute Variabel 59 Gambar 5.3 Tampilan Compute Variabel 59 Gambar 5.4 Tampilan Pengisian Numeric Expression Variabel Xbar 60 Gambar 5.5 Tampilan Output Compute Variabel Xbar 60 Gambar 5.6 Tampilan Jendela editor Compute Variabel 61 Gambar 5.7 Tampilan Pengisian Numeric Expression Variabel Xbar 61 Gambar 5.8 Tampilan Output Compute Variabel Range 62 Gambar 5.9 Tampilan Control Chart 62 Gambar 5.10 Tampilan X-bar, R, S, Case are Subgroup 63 Gambar 5.11 Tampilan Titles Control Chart 63 Gambar 5.12 Tampilan Peta Kendali X 64 Gambar 5.13 Tampilan Control Chart 65 Gambar 5.14 Tampilan X-bar, R, S, Case are Subgroup 65 Gambar 5.15 Tampilan Titles Control Chart 66 Gambar 5.16 Tampilan Peta Kendali X 66
BAB 1
PENDAHULUAN
1.1 Latar Belakang
Pengendalian kualitas merupakan taktik dan strategi perusahaan global dengan
produk perusahaan lain. Kualitas menjadi faktor dasar keputusan konsumen dalam
memilih produk. Bila konsumen merasa produk tertentu jauh lebih baik
kualitasnya dari produk pesaing, maka konsumen memutuskan untuk membeli
produk tersebut. Tuntutan konsumen yang senantiasa berubah inilah yang perlu
direspon perusahaan. Oleh karena itu, perusahaan haruslah menerapkan
pengendalian kualitas dalam pembuatan produk.
Pengendalian kualitas adalah aktivitas keteknikan dan manajemen, di
mana aktivitas tersebut mengukur ciri-ciri kualitas produk, membandingkannya
dengan spesifikasi atau persyaratan, dan mengambil tindakan penyehatan yang
sesuai apabila ada perbedaan antara penampilan yang sebenarnya dan yang
standar (Montgomery, 1990). Statistical Quality Control (SQC) merupakan salah
satu metode pengendalian kualitas. Pada tahun 1924, Walter A Shewhart dari Bell
Telephone Laboratories mengembangkan diagram pengawasan dengan
pendekatan statistik untuk mengontrol variabel-variabel penting dalam proses
produksi. Metode statistical quality control lebih banyak menggunakan
pendekatan diagram-diagram fungsi dan statistika dalam implementasinya.
PTP Nusantara IV PKS Adolina merupakan perusahaan yang
menentukan mutu minyak mentah kelapa sawit yaitu, kadar asam lemak bebas,
kadar air, dan kadar kotoran. Keadaan saat ini menunjukkan dalam melakukan
pengolahan minyak sawit mutu yang dihasilkan ternyata selalu bervariasi dan
sering tidak memenuhi spesifikasi standard mutu yang ditetapkan.
Mengacu pada uraian di atas maka dapat diketahui bahwa masalah
pengendalian mutu terhadap kualitas produk yang dihasilkan oleh sebuah
perusahaan merupakan suatu hal yang penting dan membutuhkan kajian yang
lebih mendalam. Oleh karena itu penulis menganggap penelitian di bidang
pengendalian mutu ini sangat penting dalam mendukung perusahaan untuk
memiliki daya saing dengan produk perusahaan lain. Dalam hal ini bentuk
penelitian tentang penerapan Statistical Quality Control.
1.2 Rumusan Masalah
Sebagai rumusan masalah yang akan dianalisis dalam penelitian ini adalah sebagai
berikut:
a. Apakah produk yang dihasilkan oleh perusahaan sudah memenuhi
standard mutu perusahaan?
b. Bagaimana peta kendali untuk setiap faktor mutu yang ada?
c. Bagaimana nilai kapabilitas proses produksi minyak sawit pada PTP
Nusantara IV PKS Adolina?
1.3 Batasan Masalah
a. Karakteristik kualitas yang diteliti dibatasi hanya untuk karakteristik kualitas
b. Syarat mutu yang diteliti adalah kadar asam lemak bebas, kadar air dan kadar
kotoran
c. Penelitian dilakukan pada produk akhir yaitu minyak mentah kelapa sawit
d. Data yang digunakan adalah data sekunder yaitu data produksi pada shift kerja
pertama dari jam 6.30 sampai 14.30 WIB dari tanggal 1 s/d 31 Maret 2013
1.4 Tujuan Penelitian
Adapun tujuan dari penelitian ini antara lain:
a. Menentukan jumlah sampel yang di luar batas kendali pada setiap faktor mutu
sesuai dengan nilai rata-rata den range dari data syarat mutu minyak mentah
kelapa s awit yaitu kadar asam lemak bebas, kadar air dan kadar kotoran
b. Menentukan nilai kapabilitas proses (Cp) untuk pengolahan minyak mentah
kelapa sawit
1.5 Manfaat Penelitian
Manfaat dari penelitian ini adalah sebagai berikut:
a. Dapat menuangkan ilmu dan mengaplikasikan teori-teori statistika yang
diperoleh penulis selama kuliah untuk menyelesaikan permasalahan yang
diteliti
b. Dapat memberikan salah satu alternatif pemecahan masalah kepada PTP
Nusantara IV PKS Adolina dalam mengatasi pengendalian kualitas
c. Sebagai pedoman bagi perusahaan untuk mengendalikan dan mengontrol
1.6 Tinjauan Pustaka
Pengendalian kualitas adalah aktivitas keteknikan dan manajemen, di mana
aktivitas tersebut mengukur ciri-ciri kualitas produk, membandingkannya dengan
spesifikasi atau persyaratan, dan mengambil tindakan penyehatan yang sesuai
apabila ada perbedaan antara penampilan yang sebenarnya dan yang standar
(Montgomery, 1990). Menurut Russel dan Taylor (1998) pengendalian kualitas
dapat dilakukan dengan menggunakan Statistical Quality Control dan salah satu
alat statistik yang melandasi hal tersebut adalah grafik pengendali (Marimin,
2005). Suatu alat yang digunakan dalam pengendalian kualitas secara statistik
pada proses produksi disebut peta pengendali (Control Chart). Salah satu contoh
peta pengendali adalah peta pengendali rata-rata x dan peta pengendali range.
Peta pengendali rata-rata x digunakan untuk proses yang mempunyai
karakteristik berdimensi kontinu. Peta ini menggambarkan variasi harga rata-rata
(mean) dari data yang diklasifikasikan dalam suatu kelompok. Pengelompokan
data ini bisa dilakukan berdasarkan satuan waktu hari atau satuan waktu lainnya di
mana sampel berasal dari kelompok yang melakukan pekerjaan yang sama dan
lain-lain.
Langkah-langkah untuk membuat peta pengendali X dapat dikemukakan
sebagai berikut:
a. Menentukan harga rata-rata ̿. Nilai rata-rata ̿ didapat dengan rumus:
̿ ∑ ̅
̿ = jumlah rata-rata dari nilai rata-rata subgroup
̅ = nilai rat-rata subgroup ke-i
g = jumlah subgroup
b. Batas konrol untuk peta X ini adalah:
BKA = ̿ ̅
BKB = ̿ ̅
Di mana:
BKA = batas kontrol atas
BKB = batas kontrol bawah
= nilai koefiisien
̅ = selisih harga Xmaks dan Xmin
c. Menggambarkan peta pengendali X menggunakan batas kontrol dan sebaran
data ̅
Peta kendali rata-rata dan jarak (range) merupakan dua peta kendali yang
saling membantu dalam mengambil keputusan mengenai kualitas proses. Peta
kendali jarak (range) digunakan untuk mengetahui tingkat akurasi atau ketepatan
proses yang diukur dengan mencari range dari sampel yang diambil. Seperti
halnya peta kendali rata-rata, peta kendali jarak tersebut juga digunakan untuk
Peta kendali R merupakan peta untuk menggambarkan rentang data dari suatu
sub group, yaitu data terbesar dikurangi data terkecil. Langkah-langkah penentuan
garis sentral yakni sebagai berikut:
a. Menetukan rentang rata-rata
Untuk menentukan rentang rata-rata dapat digunakan dengan rumus:
̅ ∑
Di mana:
̅ = jumlah rata-rata dari nilai rata-rata subgroup
= nilai rat-rata subgroup ke-i
g = jumlah subgroup
b. Batas kontrol untuk peta X ini adalah:
BKA = ̅
BKB = ̅
Di mana:
BKA = batas kontrol atas
BKB = batas kontrol bawah
c. Menggambarkan peta ̅ dan garis batas kontrol pada peta serta sebaran data
Range (R)
Kapabilitas proses digunakan untuk melihat kapabiltas atau kemampuan
proses. Indeks kapabilitas proses hanya layak dihitung apabila proses berada
dalam pengendalian. Adapun kriteria penilaian indeks kapabilitas proses sebagai
berikut:
1. Jika Cp > 1.33 maka kapabilitas proses sangat baik
2. Jika 1.00 Cp 1.33 maka kapabilitas proses baik, namun perlu
pengendalian ketat apabila Cp mendekati 1.00
3. Jika Cp < 1.00 maka kapabilitas proses rendah, sehingga perlu ditingkatkan
kinerjanya melalui peningkatan proses.
Perumusan untuk perhitungan nilai indeks kapabilitas ini adalah sebagai
berikut:
Metode yang digunakan penulis dalam melaksanakan penelitian ini adalah sebagai
1.7.1 Lokasi Penelitian
Dalam penyusunan tugas akhir ini data yang digunakan diperoleh dari PTP
Nusantara IV PKS Adolina. Data tersebut dikumpulkan dalam bentuk buku
catatan laboratorium produksi dari tanggal 1 s/d 31 maret 2014.
1.7.2 Metode Pengumpulan Data
Keperluan data untuk riset ini penulis menggunakan data sekunder (data yang
telah tersedia) atau data yang telah dikumpulkan. Data yang dikumpulkan tersebut
kemudian diatur, disusun dan disajikan dalam bentuk angka-angka dengan tujuan
untuk mendapatkan gambaran yang jelas tentang sekumpulan data tersebut.
1.8 Sistematika Penulisan
Adapun sistematika penulisan yang digunakan penulis antara lain:
BAB 1 : PENDAHULUAN
Pada bab ini akan diuraikan latar belakang, rumusan masalah,
pembatasan masalah, tujuan penelitian, manfaat penelitian,
tinjauan pustaka, metodelogi penelitian, dan sistematika
penulisan.
BAB 2 : LANDASAN TEORI
Bab ini menguraikan teori-teori yang menunjang, penyelesaian
masalah yaitu studi kepustakaan yang berkaitan dengan teori-teori
studi kepustakaan lainnya yang dianggap turut membantu
pemecahan masalah.
BAB 3 : GAMBARAN UMUM
Menguraikan tentang gambaran umum perusahaan, sejarah
singkat perusahaan, ruang lingkup bidang usaha, dan lokasi
perusahaan.
BAB 4 : ANALISIS DATA
Bab ini merupakan bab yang berisikan mengenai penggambaran
peta pengendalian X dan R untuk setiap faktor mutu dan nilai
kapabilitas proses.
BAB 5 : IMPLEMENTASI SISTEM
Dalam bab ini penulis menguraikan pengertian dan tujuan
implementasi sistem, rancangan program yang dipakai dan hasil
outputnya.
BAB 6 : KESIMPULAN DAN SARAN
Bab ini merupakan bab penutup yang merupakan hasil
kesimpulan dari pembahasan serta saran penulis berdasarkan
BAB 2
LANDASAN TEORI
2.1 Defenisi Mutu
Dalam dunia industri baik industri jasa maupun manufaktur mutu adalah faktor
kunci yang membawa keberhasilan bisnis, pertumbuhan dan peningkatan posisi
bersaing. mutu adalah keseluruhan karakteristik produk dan jasa dari pemasaran,
rekayasa, pembikinan, dan pemeliharaan yang membuat produk dan jasa yang
digunakan memenuhi harapan-harapan pelanggan. Harapan disini mencakup
kemudahan perawatan, kemudahan dalam penggunaannya, desain yang baik,
harga yang ekonomis, daya tahan dan ketersediaan produk tersebut.
Pengendalian mutu adalah penggunaan teknik-teknik dan
aktivitas-aktivitas untuk mencapai, mempertahankan dan meningkatkan mutu suatu produk
atau jasa. Pengendalian mutu juga dapat dikatakan yaitu suatu proses pengaturan
secara standar yang telah ditentukan, dan melakukan tindakan tertentu jika
terdapat perbedaan. Maksud dari kebanyakan pengukuran mutu ini adalah
menentukan dan mengevaluasi tingkat di mana produk atau jasa mendekati
keinginan atau harapan dari konsumen.
2.2Pengendalian Mutu
Pengendalian mutu merupakan aktivitas teknik dan manajemen di mana kita
mengukur karakteristik dari kualitas suatu barang atau jasa, kemudian
oleh pelanggan dan mengambil tindakan peningkatan yang tepat apabila
ditemukan perbedaan diantara kinerja actual dan standar.
Berdasarkan uraian di atas pengendalian mutu merupakan suatu
metodologi pengumpulan dan analisis data kualitas, serta menentukan dan
menginterpretasikan pengukuran-pengukuran yang menjelaskan tentang proses
dalam suatu sistem industri untuk meningkatkan kualitas produk guna memenuhi
kebutuhan dan ekspektasi pelanggan. Dengam demikian pengertian peningkatan
dan pengendalian manajemen mutu lebih menekankan pada aspek peningkatan
proses industri dengan menggunakan teknik-teknik statistika.
Dalam konteks pembahasan tentang analisis data untuk peningkatan proses
dengan menggunakan teknik-teknik statistika, termilogi kualitas didefinisikan
sebagai konsistensi peningkatan atau perbaikan dan penurunan variasi
karakteristik kualitas dari suatu produk yang dihasilkan, agar memenuhi
kebutuhan yang telah dispesifikasikan guna meningkatkan kepuasan pelanggan.
2.3Pengertian Statistic Quality Control
Statistic Quality Control (pengendalian kualitas statistik) adalah teknik yang
digunakan untuk mengendalikan dan mengelola proses baik manufaktur maupun
jasa melalui penggunaan metode statistik (Dorothea. W.A,2003). Pengendalian
kualitas statistik merupakan teknik penyelesaian masalah yang digunakan untuk
memonitor, mengendalikan, menganalisis, mengelola, dan memperbaiki produk
proses menggunakan metode-metode statistik.
Dalam banyak proses produksi begaimanapun baiknya suatu rancangan
gangguan dasar ini merupakan pengaruh kumulatif dari banyak sebab-sebab kecil
yang pada dasarnya tidak terkendali.
Variabilitas yang dimaksud adalah variabilitas antar sampel dan
variabilitas dalam sampel. Apabila sampel diambil dari populasi yang sama,
variasi statistik akan terjadi dari sampel kesampel dan variasi range dapat
dihitung. Bentuk ini merupakan dasar yang dihitung pada peta kendali, di mana
tujuan akhir pengendalian kualitas statistik adalah menyingkirkan atau
mengurangi variabilitas dalam proses.
Pengendalian kualitas statistik secara garis besar digolongkan menjadi dua,
yaitu pengendalian proses statistik dan rencana penerimaan sampel produk.
Berdasarkan jenis data yang digunakan pengendalian kualitas statistik dapat
dibagi atas dua golongan, yaitu pengendalian kualitas untuk data variabel dan
pengendalian kualitas untuk data atribut.
2.4 Data Atribut dan Data Variabel
2.4.1 Data Atribut
Banyak karakteristik kualitas tidak dapat diklasifikasi sesuai kuantitasnya. Dalam
suatu kasus kita selalu mengklasifikasikan tiap-tiap item yang diperiksa sebagi
data yang seragam dan data yang tidak seragam kedalam suatu spesifikasi dalam
suatu karakteristik. Karakteristik dalam jenis ini yang disebut data atribut. Data
atribut merupakan data kualitatif yang dapat dihitung untuk pencatatan dan
analisis. Contoh dari data atribut karakteristik kualitas adalah ketiadaan label pada
unit-unit yang ketidaksesuaian dengan spesifikasi atribut yang ditetapkan. Pada
umumnya data atribut digunakan dalam peta kendali p, np, c, dan u.
2.4.2 Data Variabel
Data variabel merupakan data kuantitatif yang diukur untuk keperluan analisis.
Contoh dari data variabel karakteristik kualitas adalah diameter pipa, ketebalan
produk, berat produk dan lain-lain. Ukuran-ukuran berat, panjang, tinggi,
diameter, volume biasanya merupakan data variabel.
Pengendalian kualitas untuk data variabel sering disebut dengan metode
peta kendali variabel. Manfaat pengendalian kualitas proses untuk data variabel
adalah memberikan informasi mengenai perbaikan kualitas, menentukan
kemampuan proses setelah perbaikan kualitas tercapai, membuat keputusan yang
berkaitan dengan spesifikasi produk, membuat keputusan yang berkaitan dengan
proses produksi, membuat keputusan terbaru yang berkaitan dengan produk yang
dihasilkan. Peta kontrol yang umum digunakan untuk data variabel adalah peta
kendali X dan peta kendali R.
2.5Peta Kendali
Peta kendali pertama kali ditemukan oleh Walter A. Shewart ketika sedang
bekerja untuk perusahaan Western Electrik. Shewart telah lama meneliti cara
untuk mengembangkan reliabilitas dari sistem transmisi telepon. Peta kendali
karakteristik yang akan diperiksa. Jadi, peta kendali adalah teknik pengendali
proses pada jalur yang digunakan secara luas untuk menyelidiki secara cepat
terjadinya sebab-sebab terduga atau proses sedemikian sehingga penyelidikan
terhadap proses itu dan tindakan pembetulan dapat dilakukan sebelum terlalu
banyak unit yang tidak sesuai diproduksi.
Peta kendali merupakan penggambaran secara visual mengenai mutu atau
kualitas suatu barang atau jasa. Teknik yang paling umum dilakukan dalam
pengontrolan kualitas adalah menggunakan peta kontrol Shewart. Peta ini
bentuknya sangat sederhana, yaitu terdiri dari tiga buah garis yang sejajar:
1. Garis tengah, yaitu menggambarkan nilai rata-rata proses.
2. Batas kendali atas ditarik nilai tiga kali standar deviasi diatas garis tengah.
3. Batas kendali bawah yang terletak pada nilai tiga kali standar deviasi
dibawah garis tengah
Out of control adalah suatu kondisi di mana karakteristik produk tidak
sesuai dengan spesifikasi perusahaan ataupun keinginan pelanggan dan posisinya
pada peta kendali berada di luar batas kendali.
2.5.1 Peta Kendali Untuk Data Variabel
Peta kendali untuk data variabel dapat digunakan secara luas. Biasanya peta
kendali ini merupakan prosedur pengendali yang lebih efisien dan memberikan
informasi tentang proses yang lebih banyak. Apabila bekerja dengan karakteristik
kuantitas yang variabelnya sudah merupakan standar untuk mengendalikan nilai
mean tingkat kualitas biasanya dengan peta kendali mean atau peta kendali x. Peta
kendali untuk rentang dinamakan peta kendali R
1. Peta Kendali x
Peta kendali x digunakan untuk proses yang mempunyai karakteristik berdimensi
kontinu. Peta ini menggambarkan variasi harga rata-rata (mean) dari data yang
diklasifikasikan dalam suatu kelompok. Pengelompokan data ini bisa dilakukan
berdasarkan satuan waktu hari atau satuan waktu lainnya dimana sampel berasal
dari kelompok yang melakukan pekerjaan yang sama, dan lain-lain.
Langkah-langkah untuk membuat peta kendali X adalah sebagai berikut:
a. Menentukan harga rata-rata X. nilai rata-rata X didapat dengan rumus:
̿ ∑ ̅
Di mana:
̿ = jumlah rata-rata dari nilai rata-rata subgroup
̅ = nilai rat-rata subgroup ke-i
g = jumlah subgroup
b. Batas kendali untuk peta X ini adalah:
BKA = ̿
BKB = ̿
Di mana:
BKB = batas kendali bawah
= nilai koefiisien
R = selisih harga Xmaks dan Xmin
c. Menggambarkan peta X menggunakan batas kendali dan sebaran data X.
Peta ini sering digunakan sebagai dasar pembuatan keputusan mengenai
penolakan atau penerimaan produk yang dihasilkan atau diteliti.
2. Peta kendali R (R chart)
Peta kendali rata-rata dan jarak (range) merupakan dua peta kendali yang saling
membantu dalam mengambil keputusan mengenai kualitas proses. Peta kendali
jarak (range) digunakan untuk mengetahui tingkat akurasi atau ketepatan proses
yang diukur dengan mencari range dari sampel yang diambil. Seperti halnya peta
kendali rata-rata kendali jarak tersebut juga digunakan untuk mengetahui dan
menghilangkan sebab yang membuat terjadinya penyimpangan.
Peta kendali R merupakan peta untuk menggambarkan rentang data dari
suatu sub group yaitu data terbesar dikurangi data terkecil. Langkah-langkah
penentuan garis sentral yakni sebagai berikut:
a. Menetukan rentang rata-rata
Untuk menentukan rentang rata-rata dapat digunakan dengan rumus:
̅ ∑
Di mana:
= nilai rat-rata subgroup ke-i
g = jumlah subgroup
b. Batas kendali untuk peta X ini adalah:
BKA =
BKB =
Di mana:
BKA = batas kendali atas
BKB = batas kendali bawah
dan = nilai koefisien
c. Menggambarkan garis R dan garis batas kendali pada peta serta sebaran data
Range (R)
2.5.2 Peta Kendali Untuk Data Atribut
Data yang diperlukan disini hanya diklasifikasikan sebagai data dalam kondisi
baik atau cacat. Seperti halnya dengan peta kendali variabel, maka suatu proses
akan dikatakan terkendali bila data berada dalam batas-batas kendali. Pada
umumnya untuk data atribut dipergunakan peta kendali p, np, c, u.
a. Peta kendali p
Peta kendali p digunakan untuk mengukur proporsi ketidaksesuaian atau sering
disebut cacat) dari item-item dalam kelompok yang sedang diinspeksi. Dengan
yang tidak memenuhi syarat spesifikasi kualitas. Proporsi yang tidak memenuhi
syarat didefinisikan sebagai rasio banyaknya item yang tidak memenuhi syarat
dalam suatu kelompok terhadap total banyaknya item dalam kelompok itu. Jika
item-item itu tidak memenuhi standar pada satu atau lebih karakteristik kualitas
yang diperiksa, maka item-item itu digolongkan sebagai tidak memnuhi syarat.
Spesifikasi atau cacat.
b. Peta kendali np
Pada dasarnya peta kontrol np serupa dengan peta kontrol p, kecuali dalam
peta kendali np terjadi perubahan skala pengukuran. Peta kendali np
menggunakan ukuran banyaknya item yang tidak memenuhi spesifikasi atau
banyaknya item yang tidak sesuai (cacat) dalam suatu pemeriksaan.
c. Peta Kendali c
Suatu item tidak memenuhi syarat atau cacat dalam proses pengendalian
kualitas didefinisikan sebagai tidak memenuhi spesifikasi untuk item itu.
Setiap titik spesifikasi yang tidak memenuhi spesifikasi yang ditentukan
untuk item itu, menyebabkan item itu digolongkan sebagai cacat.
Konsekuensinya setiap item yang tidak memenuhi syarat akan mengandung
paling sedikit satu spesifikasi yang tidak memenuhi syarat.
Penggolongan produk yang cacat berdasarkan kriteria di atas,
kadang-kadang untuk jenis produk tertentu dianggap kurang representatif, karena bisa
saja suatu produk masih dapat berfungsi dengan baik meskipun mengandung
satu atau lebih titik spesifik yang tidak memenuhi spesifikasi. Sebagai contoh,
dalam proses perakitan komputer, setiap unit komputer dapat saja
mempengaruhi operasional komputer, dan karena itu digolongkan sebagai
tidak cacat atau masih layak diterima.
d. Peta Kendali u
Peta kendali u mengukur banyaknya ketidaksesuaian (titik spesifikasi) per
unit laporan inspeksi dalam kelompok (periode) pengamatan., yang mungkin
memiliki ukuran contoh (banyak item yang diperiksa). Peta kendali u serupa
dengan dengan peta kendali c, kecuali bahwa banyaknya ketidaksesuaian
dinyatakan dalam basis per unit item.
2.6 Peta Kendali Revisi
Untuk peta kendali yang memiliki data di luar batas kendali atau out of control
maka dilakukan perbaikan dengan menggunakan peta kendali revisi. Adapaun
tujuan dari pemakaian peta kendali revisi ini untuk mendapatkan peta kendali di
mana data berada dalam batas pengendali.
Adapun data pendahuluan pada peta kendali revisi untuk peta X dan R
adalah sebagai berikut:
1. Meletakkan data pendahuluan pada peta kendali
Apabila terjadi nilai-nilai maupun subgroup-subgroup yang menyimpang
dari garis sentral maka perlu dihitung garis sentral baru terhadap data yang
ada. Dimana data yang diluar batas kendali dihilangkan dari peta kendali.
Untuk peta X rata-rata dan R perhitungannya dengan menggunakan
Di mana :
= Jumlah rata-rata subgroup yang ditolak
= Jumlah range subgroup yang ditolak
= Jumlah subgroup yang ditolak
2. Menghitung batas kendali atas dan batas kendali bawah
Untuk menghitung batas kendali yang baru maka dapat digunakan dengan
rumus:
Kapabilitas proses digunakan untuk melihat kapabilitas atau kemampuan proses.
Indeks kapabilitas proses hanya layak dihitung apabila proses berada dalam
pengendalian. Adapun kriteria penilaian indeks kapabilitas proses sebagai berikut:
1. Jika Cp > 1.33 maka kapabilitas proses sangat baik.
2. Jika 1.00 maka kapabilitas proses baik, namun perlu
3. Jika Cp < 1.00 maka kapabilitas proses rendah, sehingga perlu
ditingkatkan kinerjanya melalui peningkatan proses.
Perumusan untuk perhitungan nilai indeks kapabilitas ini adalah sebagai
berikut:
= ̅
Cp =
Di mana :
Cp = process capability
LSL = Lower specification limit
USL = Upper specification limit
Kriteria penilaian:
a. Jika > 1.33, maka kapabilitas proses sangat baik
b. Jika 1.00 maka kapabilitas baik, namun perlu pengendalian
ketat apabila Cp mendekati 1.00
c. Jika < 1.00 maka kapabilitas proses rendah, sehingga perlu
BAB 3
GAMBARAN UMUM
3.1. Sejarah Singkat PTP Nusantara IV PKS
Unit usaha Adolina pertama kali didirikan pada tahun 1962 oleh pemerintahan
Belanda. Unit usaha ini diberi nama NV Cultuur Maatschappy Onderneming (NV
CMO). Unit usaha NV CMO ini bergerak dalam budi daya tembakau. Sejak tahun
1983 budi daya tembakau ini berubah menjadi budi daya kelapa sawit dan karet,
dan berubah nama menjadi NV Serdang Cultuur Maatschappy (NV SCM). Pada
tahun 1973 budi daya karet diganti dengan budi daya kakao. Pada tahun 1942
pemerintah Jepang mengambil alih unit usaha NV SCM dari tangan pemerintah
Belanda, dan pada tahun 1946 diambil alih lagi oleh pemerintah Belanda.
Pada tahun 1958 perusahaan unit usaha ini diambil alih oleh pemerintah
Republik Indonesia dan berganti nama menjadi Perusahaan Perkebunan Negara
(PPN). Pada tahun 1960 PPN berganti nama menjadi PPN Baru SUMUT V.
Tahun 1968 PPN Baru Sumut berganti nama menjadi PNP VI dengan
penggabungan kembali PPN Karet III Kebun Adolina Hulu dengan PPN Aneka
Tanaman II Kebun adolina Hilir. Pada tahun 1978 PNP VI berubah menjadi
bentuk persero dengan nama PT. Perkebunan VI Tahun 1994 PTP VI, PTP VII,
PTP VIII digabung menjadi satu dan dipimpin oleh Direktur Utama PTP VII.
Sejak tahun 1996 sampai dengan sekarang gabungan PTP VI, PTP VII,
PTP VIII diberi nama PTP Nusantara IV (Persero), di mana Adolina merupakana
salah satu unit usaha dari PTP Nusantara IV (Persero) dan merupakan badan
3.2. Ruang Lingkup Bidang Usaha
Pabrik kelapa sawit PTP Nusantara IV Adolina merupakan perusahaan yang
bergerak dalam bidang produksi minyak sawit yaitu minyak mentah kelapa sawit.
PTP Nusantara IV PKS Adolina ini memperoleh bahan baku kelapa sawit dari
kebun-kebun PTP Nusantara IV unit Adolina sendiri dan sebagian lagi diperoleh
dari kebun-kebun rakyat atau swasta sekitarnya. Selain memproduksi minyak
mentah kelapa sawit PTP Nusantara juga memproduksi inti sawit yang
selanjutnya tidak dipasarkan akan tetapi diproses lebih lanjut ke pabrik
pengolahan inti sawit di Pabatu.
3.3. Lokasi Perusahaan
Lokasi pabrik pengolahan kelapa sawit PTP Nusantara IV Unit Adolina berada di
Kabupaten Serdang Begadai tepatnya di pinggir jalan raya Medan-Pematang
Siantar Perbaungan dengan jarak 38 km dari kota Medan. Sesuai surat keputusan
direksi PT Perkebunan Nusantara IV (Persero) No: 04.13/Kpts/Org/93/XII/1998
tanggal 17 Desember 1998 memutuskan terhitung tanggal 01 Januari 1999
melebur Kebun Bangun Purba dan merubah statusnya menjadi Afdeling unit
kebun Adolina. Luas area hak guna kebun Adolina seluas 8.965,69 Ha. Dimana
dibagi atas dua bagian yaitu 8.636 Ha untuk lahan kelapa sawit dan 329,69 Ha
BAB 4
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Pengumpulan Data
Data yang diolah pada tugas akhir ini adalah data sekunder yang diperoleh dari
PTP Nusantara IV PKS Adolina. Yaitu hasil pengujian kualitas minyak mentah
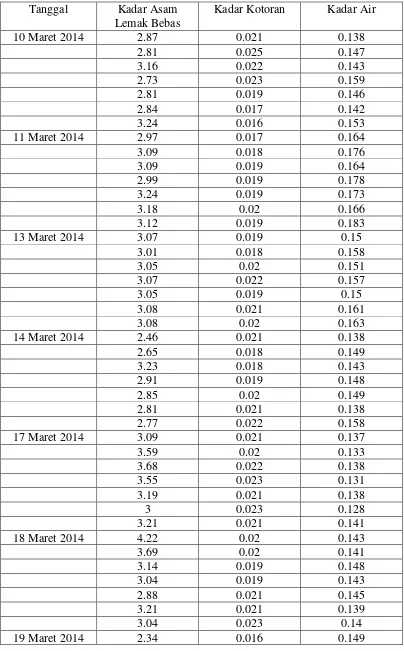
kelapa sawit dengan syarat mutu kadar asam lemak, kadar air, dan kadar kotoran
pada laboratorium dari tanggal 1 s/d 31 Maret 2014.
Adapun data nilai batas normal kadar asam lemak, kadar air, dan kadar kotoran
adalah sebagai berikut:
1. Kadar normal Asam Lemak Bebas (ALB) : 2.5% - 3,0 %
2. Kadar normal air : 0.1% - 0.15%
3. Kadar normal kotoran : 0.01% - 0.02%
Dalam hal ini perusahaan melakukan sampel untuk pemeriksaan syarat mutu
untuk mewakili produk. Pengambilan sampel dilakukan dengan rentang 1 jam
sekali selama proses produksi berlangsung
Table 4.1 Data hasil pengujian kadar asam lemak, kadar air dan kadar kotoran
Tabel 4.1 Lanjutan
4.2. Peta ̅ dan R Untuk Kadar Asam Lemak Bebas
Membuat peta kendali ̅ menggunakan rata-rata ̿. Nilai rata-rata ̿ yang
merupakan garis sentral didapatkan dengan rumus:
̿ =∑ ̅
Di mana:
̿ = jumlah rata-rata dari nilai rata-rata subgroup
̅= nilai rata-rata subgroup ke-i
g = jumlah subgroup
BKA = ̿ ̅
BKB = ̿ ̅
Di mana:
BKA = batas kendali atas
BKB = batas kendali bawah
= nilai koefiisien
R = selisih harga Xmaks dan Xmin
Peta kendali R merupakan peta untuk menggambarkan rentang data dari
suatu sub group, yaitu data terbesar dikurangi data terkecil. Penentuan garis
̅ ∑
BKA =
BKB =
Di mana:
̅ = jumlah rata-rata dari nilai rata-rata subgroup
= nilai rata-rata subgroup ke-ig = jumlah subgroup
BKA = batas kendali atas
BKB = batas kendali bawah
Nilai dapat dilihat pada table faktor untuk peta ̅ dan table faktor
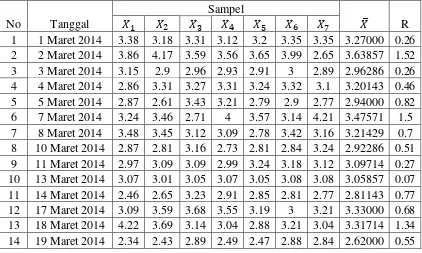
dan untuk peta R. Perhitungan X dan R dapat dilihat pada table 4.2.
Tabel 4.2 Lanjutan
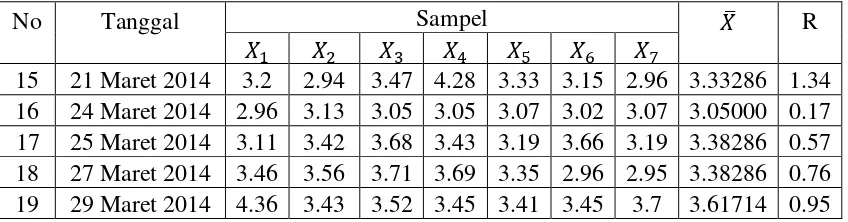
No Tanggal Sampel ̅ R
15 21 Maret 2014 3.2 2.94 3.47 4.28 3.33 3.15 2.96 3.33286 1.34 16 24 Maret 2014 2.96 3.13 3.05 3.05 3.07 3.02 3.07 3.05000 0.17 17 25 Maret 2014 3.11 3.42 3.68 3.43 3.19 3.66 3.19 3.38286 0.57 18 27 Maret 2014 3.46 3.56 3.71 3.69 3.35 2.96 2.95 3.38286 0.76 19 29 Maret 2014 4.36 3.43 3.52 3.45 3.41 3.45 3.7 3.61714 0.95
Penentuan garis sentral ̿ adalah sebagai berikut:
̿ =∑ ̅
̿ =
= 3.1908
Penentuan garis tengah R yakni rentang rata-rata adalah sebagai berikut:
̅ = ∑
̅ =
̅ = 0.710
Nilai dari A2 = 0.419 dan D3 = 0.076 dan D4 = 1.924 didapat dari table faktor A
dan Dpembentuk peta kendali untuk subgroup 7.
Batas kendali ̅ untuk kadar kotoran adalah:
BKA = ̿ + A2 ̅
= 3.4887
BKB = ̿ - A2 ̅
= 3.1908- (0.419 x 0.710)
= 2.893
Batas kendali peta R adalah:
BKA = D4 ̅
= 1.924 x 0.710
= 1.366
BKA = D3 ̅
= 0.076 x 0.710
= 0.054
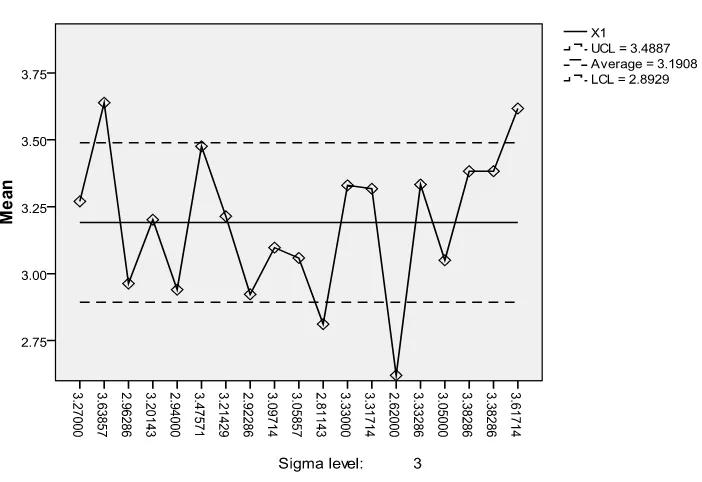
Dari hasil perhitungan di atas dapat digambarkan peta kendali X dan R
Gambar 4.1 Peta kendali X kadar asam lemak bebas
Dari peta kendali X dan R di atas terdapat data yang out of conrol, yaitu
data untuk peta kendali dengan nomor sampel 2,11,14,19 untuk data peta kendali
R dengan nomor sampel 2 dan 6. Karena terdapat data yang out of control maka
dilakukan revisi terhadap peta kendali X dan R.
Revisi untuk peta X adalah:
Untuk ukuran sampel n=7, maka A2= 0.419 (daftar tabel), sehingga:
Batas kendali untuk peta X adalah:
BKA Untuk Peta Revisi ̅new: ̅ = ̅ + A2 ̅
= 3.1959+ (0.419 x 0.6165)
BKB Untuk Peta Revisi ̅new: ̅ = ̅ - A2 ̅
= 3.1959 - (0.419 x 0.6165)
= 2.93
Batas kendali untuk peta R adalah:
BKA Untuk Peta Revisi ̅new: = D4 ̅
= 1.924 x 0.6165
= 1.1862
BKA Untuk Peta Revisi ̅new: = D3 ̅
= 0.076 x 0.6165
= 0.0468
Peta revisi dari peta X dan R untuk kadar asam lemak bebas adalah sebagai
Gambar 4.3 Peta kendali X revisi I untuk kadar asam lemak bebas
Dari peta kendali X revisi I dan peta kendali R revisi I di atas terdapat data
yang out of conrol, yaitu data untuk peta kendali X dengan nomor sampel 5 untuk
data peta kendali R dengan nomor sampel 11 dan 13. Karena terdapat data yang
out of control maka dilakukan revisi terhadap peta kendali X dan R.
Revisi untuk peta X adalah:
Untuk ukuran sampel n=7, maka A2= 0.419 (daftar tabel), sehingga:
Batas kendali untuk peta X adalah:
BKA Untuk Peta Revisi ̅new : ̅ = ̅ + A2 ̅
= 3.1759+ (0.419 x 0.52)
BKB Untuk Peta Revisi ̅new : ̅ = ̅ - A2 ̅
= 3.1759 - (0.419 x 0.52)
= 2.997
Batas kendali untuk peta R adalah:
BKA Untuk Peta Revisi ̅new : = D4 ̅
= 1.924 x 0.52
= 1.0005
BKA Untuk Peta Revisi ̅new : = D3 ̅
= 0.076 x 0.52
= 0.0395
Peta revisi dari peta X dan R untuk kadar asam lemak bebas adalah sebagai
berikut:
Gambar Peta 4.6 kendali R revisi II untuk data kadar asam lemak
Setelah direvisi II maka pada peta kendali X dan R tidak terdapat data yang di
luar batas kendali, selanjutnya ditentukan proses kapabilitasnya.
= ̅
Cp =
Di mana:
Cp = process capability
LSL = Lower specification limit
USL = Upper specification limit
d. Jika Cp > 1.33, maka kapabilitas proses sangat baik
e. Jika 1.00 maka kapabilitas baik, namun perlu pengendalian
ketat apabila Cp mendekati 1.00
f. Jika Cp < 100 maka kapabilitas proses rendah, sehingga perlu diperhatikan
CPK = ( ̿) ̿
menunjukkan bahwa kapabilitas proses sangat.rendah, sedangkan CPK < 1.00
menunjukkan kinerja proses yang rendah dimana spesifikasi berada diluar batas
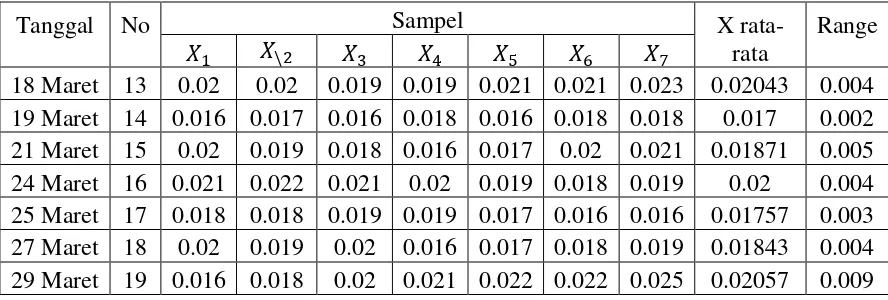
4.3. Peta ̅ dan R Untuk Kadar Kotoran
Data kadar kotoran yang telah dikelompokan dalam 7 sub group kemudian dicari
nilai X rata-rata dan range. Berikut perhitungan X rata-rata dan range yang dapat
Tabel 4.3 Lanjutan
Penentuan garis sentral ̿ adalah sebagai berikut:
̿ =∑ ̅
̿ =
= 0.01983
Penentuan garis tengah R yakni rentang rata-rata adalah sebagai berikut:
̅ = ∑
̅ =
̅ = 0.00458
Nilai dari A2 = 0.419 dan D3 = 0.076 dan D4 = 1.924 didapat dari table faktor A
dan Dpembentuk peta kendali untuk subgroup 7.
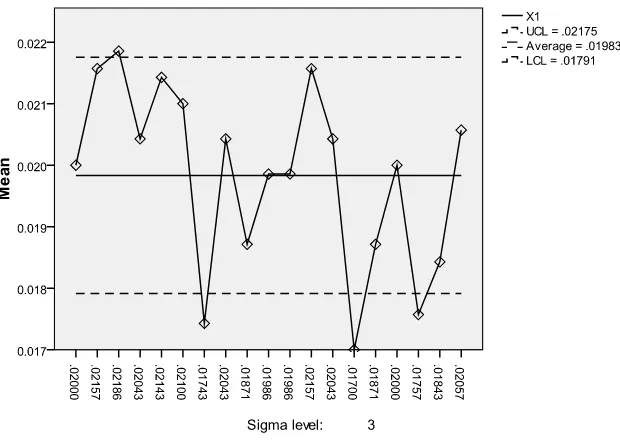
Batas kendali ̅ untuk kadar kotoran adalah:
= 0.01983 + (0.419 x 0.00458)
= 0.02175
BKB = ̿ - A2 ̅
= 0.01983 - (0.419 x 0.00458)
= 0.01791
Batas kendali peta R adalah:
BKA = D4 ̅
= 1.924 x 0.00458
= 0.0088
BKA = D3 ̅
= 0.076 x 0.00458
= 0.00035
Dari hasil perhitungan di atas dapat digambarkan peta kendali X dan R sebagai
Gambar 4.7 Peta kendali X untuk kadar kotoran
Dari peta kendali X di atas terdapat data yang out of control, data dengan
nomor sampel 3,7,14,17. Untuk peta R data yang out of control adalah data
dengan nomor sampel 4,8,19. Karena terdapat data yang out of control maka perlu
dilakukan revisi.
Revisi untuk peta X adalah:
̅ = ̅new =
Untuk ukuran sampel n=7, maka A2= 0.419 (daftar tabel), sehingga:
Batas kendali untuk peta X adalah:
BKA Untuk Peta Revisi ̅new : ̅ = ̅ + A2 ̅
= 0.02020+ (0.419 x 0.00375)
BKB Untuk Peta Revisi ̅new : ̅ = ̅ - A2 ̅
= 0.02020 - (0.419 x 0.00375)
= 0.0181
Batas kendali untuk peta R adalah:
BKA Untuk Peta Revisi ̅new : = D4 ̅
= 1.924 x 0.00375
= 0.00722
BKA Untuk Peta Revisi ̅new : = D3 ̅
= 0.076 x 0.00375
= 0.00028
Peta revisi dari peta X dan R untuk kadar asam lemak bebas adalah sebagai
berikut.
Gambar 4.10 Peta kendali R revisi untuk data kadar kotoran
Berdasarkan hasil revisi dapat dilihat bahwa data sudah berada dalam batas
pengendalian, selanjutnya ditentukan proses kapabilitasnya.
= ̅
Cp =
Di mana:
Cp = process capability
LSL = Lower specification limit
USL = Upper specification limit
Kriteria penilaian:
b. Jika 1.00 maka kapabilitas baik, namun perlu pengendalian
ketat apabila Cp mendekati 1.00
c. Jika Cp < 100 maka kapabilitas proses rendah, sehingga perlu diperhatikan
=
=
= - 0.048
Berdasarkan ukuran indeks kerja, dapat diketahui bahwa 1.00 Cp= 1.199
1.33 menunjukkan bahwa kapabilitas proses baik, sedangkan CPK < 1.00
menunjukkan kinerja proses yang rendah di mana berada di luar batas spesifikasi.
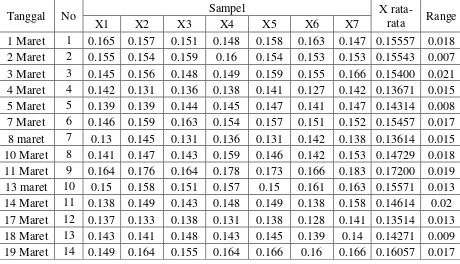
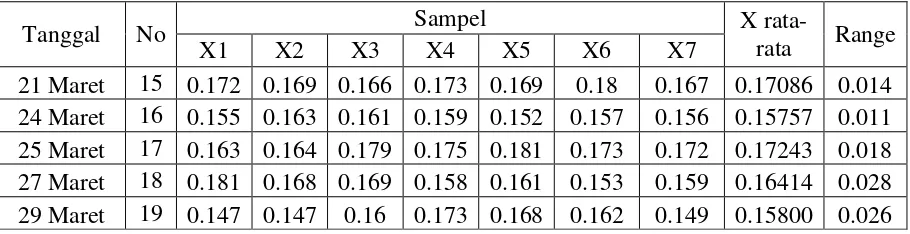
4.4. Peta ̅ dan R Untuk Kadar Air
Data kadar air yang telah dikelompokan dalam 7 sub group kemudian dicari nilai
X rata-rata dan range. Berikut perhitungan X rata-rata dan range yang dapat
dilihat pada table 4.4.
Tabel 4.4 Perhitungan ̅ dan R pada pengujian kadar kotoran
rata-Tabel 4.4 Lanjutan
Penentuan garis sentral ̿ adalah sebagai berikut:
̿ =∑ ̅
̿ =
= 0.15359
Penentuan garis tengah R yakni rentang rata-rata adalah sebagai berikut:
̅ = ∑
̅ =
̅ = 0.01616
Nilai dari A2 = 0.419 dan D3 = 0.076 dan D4 = 1.924 didapat dari table faktor A
dan Dpembentuk peta kendali untuk subgroup 7.
Batas kendali ̅ untuk kadar kotoran adalah:
BKA = ̿ + A2 ̅
= 0.16036
BKB = ̿ - A2 ̅
= 0.15359 - (0.419 x 0.01616)
= 0.14681
Batas kendali peta R adalah:
BKA = D4 ̅
= 1.924 x 0.01616
= 0.03109
BKA = D3 ̅
= 0.076 x 0.01616
Dari hasil perhitungan di atas dapat digambarkan peta kendali X dan R sebagai
berikut
Gambar 4.11 Peta kendali X untuk data kadar air
Dari peta kendali X di atas terdapat data yang out of conrol, yaitu data
untuk peta kendali dengan nomor sampel 4,5,7,9,11,12,13,14,15,17,18 maka
dilakukan revisi untuk mendapatkan data yang berada dalam batas kendali,
sedangkan pada peta kendali R data sudah berada dalam batas kendali.
Revisi untuk peta X adalah:
Untuk ukuran sampel n=7, maka A2= 0.419 (daftar tabel), sehingga:
Batas kendali untuk peta X adalah:
BKA Untuk Peta Revisi ̅new : ̅ = ̅ + A2 ̅
Gambar Peta 4.13 Kontrol X revisi untuk kadar air
setelah dilakukan revisi maka semua data pada peta X terdapat dalam batas
kendali, selanjutnya ditentukan proses kapabilitasnya.
= ̅
Cp =
Di mana:
Cp = process capability
LSL = Lower specification limit
Kriteria penilaian:
a. Jika Cp > 1.33, maka kapabilitas proses sangat baik
b. Jika 1.00 maka kapabilitas baik, namun perlu pengendalian
ketat apabila Cp mendekati 1.00
c. Jika Cp < 100 maka kapabilitas proses rendah, sehingga perlu diperhatikan
CPK = ( ̿) ̿
=
=
= - 0.329
Berdasarkan ukuran indeks kerja, dapat diketahui bahwa Cp= 1.412 1.33
menunjukkan bahwa kapabilitas proses sangat baik, sedangkan CPK= -0.329 <
1.00 menunjukkan kinerja proses yang rendah dimana berada diluar batas
BAB 5
IMPLEMENTASI SISTEM
5.1 Pengertian Implementasi Sistem
Implementasi sistem adalah prosedur yang dilakukan untuk menyelesaikan
desain sistem yang ada dalam desain sistem yang disetujui, menginstal dan
memulai sistem atau sistem yang diperbaiki.
Tahapan implementasi sistem merupakan tahapan penerapan hasil desain
yang tertulis ke dalam programming. Pengolahan data pada tugas akhir ini
menggunakan software yaitu SPSS 17.0 for Windows dalam memperoleh hasil
perhitungan.
5.2 Sekilas Tentang Program SPSS Versi 18
Statistical Product and Service Solutions atau sering disebut dengan istilah SPSS,
merupakan suatu program aplikasi komputer yang secara khusus digunakan untuk
mengolah dan menganalisis data statistik. Dengan menggunakan SPSS, analisis
data akan menjadi lebih cepat, efisien dengan hasil perhitungan yang akurat dan
cukup mudah untuk mengoperasikannya.
SPSS pertama sekali diperkenalkan oleh tiga mahasiswa Standford
University pada tahun 1968. Tahun 1948 SPSS sebagai software muncul dengan
nama SPSS/PC+ dengan sistem DOS. Lalu sejak tahun 1992 SPSS mengeluarkan
beberapa versi yang berkembang dalam penggunaannya dalam mengolah data
statistik.
SPSS sebelumnya dirancang untuk pengolahan data statistik pada ilmu-ilmu
sosial, sehingga SPSS merupakan singkatan dari Statistical Program for Social
Science. Namun, dalam perkembangan selanjutnya penggunaan SPSS diperluas
untuk berbagai jenis penggunaan, misalnya untuk proses produksi di perusahaan,
riset ilmu-ilmu sains dan sebagainya. Sehingga kini SPSS menjadi singkatan dari
Statistical Product and Service Solutions.
5.3 Peta Kendali dengan Program SPSS
Pembuatan peta kendali X dan peta kendali R pada program SPSS dapat
dilakukan dengan tahap sebagai berikut:
1. Memasukkan data
2. Menghitung harga rata-rata total
a. Pilih menu transform
Gambar 5.2 Tampilan jendela editor compute variabel
b. Pilih compute
c. Pada kotak numeric expression ketik apa yang hendak dihitung. Karena ingin
dicari nilai mean ketik Mean(X1,X2,X3,X4,X5,X6,X7)
Gambar 5.4 Tampilan pengisian numeric expression variabel Xbar
d. Klik OK, sehingga akan muncul tampilan berikut:
3. Menghitung harga rata-rata range
a. Pilih menu transform, hasilnya sebagai berikut:
Gambar 5.6 Tampilan jendela editor compute variabel
b. Pilih compute. Pada target variabel ketik range. Ketik pada kotak numeric
expression range= Max(X1,X2,X3,X4,X5,X6,X7) –
Min(X1,X2,X3,X4,X5,X6,X7)
c. Klik OK, hasilnya akan muncul tampilan berikut:
Gambar 5.8 Tampilan output compute variabel range
4. Membuat peta kendali X
a. Pilih menu analyze → quality control → control chart → X-bar, R, S. Pada data
organization klik cases are subgroups, kemudian klik define.
b. Pada kotak samples, masukkan semua variabel X1,X2, . . . ,X7. Pada kotak
subgroup labeled by, masukkan variabel Xbar.
Gambar 5.10 Tampilan X-bar, R, S, Case are Subgroup
c. Klik titles. Pada tittle line 1 ketik Peta Kendali X. klik continue, kemudian klik
OK,
Maka akan muncul gambar peta kendali X pada output SPSS, seperti gambar
berikut:
Gambar 5.12 Tampilan peta kendali X
5. Membuat peta kendali R
a. Pilih menu analyze → quality control → control chart → X-bar, R, S. Pada data
Gambar 5.13 Tampilan control chart
b. Pada kotak samples, masukkan semua variabel X1,X2, . . . ,X7. Pada kotak
subgroup labeled by, masukkan variabel Range.
Gambar 5.14 Tampilan X-bar, R, S, Case are Subgroup
Gambar 5.15 Tampilan titlescontrol chart
Maka akan muncul gambar peta kendali R pada output SPSS, seperti gambar
berikut:
BAB 6
KESIMPULAN DAN SARAN
6.1. Kesimpulan
Berdasarkan pembahasan dan perhitungan yang telah dilakukan pada bab
sebelumnya, maka diperoleh beberapa kesimpulan antara lain:
a. Hasil pengolahan data dengan menggunakan metode Statistical Quality
Control peta X dan R diketahui tingkat pencapaian standar yang
diharapkan oleh perusahaan belum tercapai. Di mana hasil pemeriksaan
sampel faktor mutu masih terdapat jumlah produk yang di luar batas
persyaratan mutu atau penyimpangan kualitas.
b. Untuk faktor mutu kadar asam lemak peta kendali X dengan BKA =
3.39378, ̿ = 3.1759, dan BKB = 2.997 terdapat 5 Data yang berada di
luar batas kendali dan peta kendali R dengan BKA = 1.0005, ̿ = 0.52 ,
BKB = 0.0395 terdapat 4 data yang berada di luar batas kendali.
c. Untuk faktor mutu kadar kotoran peta kendali X dengan BKA = 0.022, ̿
= 0.02020, dan BKB = 0.0181 terdapat 4 data yang berada di luar batas
kendali dan peta kendali R dengan BKA = 0.00722, ̿ = 0.00357 , BKB =
0.00028 terdapat 3 data yang berada di luar batas kendali.
d. Untuk faktor mutu kadar air peta kendali X dengan BKA = 0.16261, ̿ =
0.15584, dan BKB = 0.14907 terdapat 11 data yang berada di luar batas
kendali dan peta kendali R dengan BKA = 0.03109, ̿ = 0.01616 , BKB =
e. Nilai indeks proses kapabilitas dari kadar asam lemak bebas (Cp) = 0.434
dan nilai indeks kinerja proses Cpk = -3.04. dapat dilihat bahwa Cp,Cpk <
1 maka kapabilitas proses dan kinerja proses sangat rendah.
f. Nilai indeks proses kapabilitas dari kadar kotoran (Cp) = 1.199 dan nilai
indeks kinerja proses Cpk = -0.048. dapat dilihat bahwa 1.00 Cp 1.33
maka kapabilitas proses baik dan nilai Cpk < 1 maka kinerja proses sangat
rendah.
g. Nilai indeks proses kapabilitas dari kadar air (Cp) = 1.412 dan nilai indeks
kinerja proses Cpk = -0.329. dapat dilihat bahwa Cp > 1.33 maka
kapabilitas proses sangat baik dan nilai Cpk < 1 maka kinerja proses
sangat rendah.
6.2. Saran
Berdasarkan hasil pembahasan dan perhitungan, penulis memberi saran kepada
pihak perusahaan yaitu sebagai berikut:
a. Lebih meningkatkan pengendalian dan kontrol terhadap proses yang
berlangsung mulai dari penanganan pasca panen sampai pada lantai
produksi
b. Lebih meningkatkan kontrol terhadap pekerja untuk lebih memenuhi
DAFTAR PUSTAKA
Montgomery, Douglas C. 1990. Pengantar Pengendalian Kualitas Statistik. Gadjah Mada University Press. Yogyakarta
Ishikawa, Kaoru. 1989. Teknik Penuntun Pengendalian Mutu. PT. Mediyatama Sarana Perkasa. Jakarta
Gaspersz, Vincent. 2001. Metode Analisis Untuk Peningkatan Kualitas. PT. Gramedia Pustaka Utama. Jakarta
Indranata, Iskandar. 2008. Pendekatan Kualitatif Untuk Pengendalian Kualitas. Universitas Indonesia. Jakarta
Kuswadi dan Mutiara, Erna. 2004. Delapan Langkah dan Tujuh Alat Statistik. PT. Elex Media Komputindo. Jakarta