USULAN PERBAIKAN FASILITAS KERJA PADA STASIUN PENCUCIAN UNTUK MEMINIMALKAN RESIKO CEDERA OTOT
(MUSCULOSCELETAL DISORDER) DI PT SEJATI COCONUT INDUSTRI
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh :
ANDHI PRATAMA NIM. 060403037
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
2 0 1 1
USULAN PERBAIKAN FASILITAS KERJA PADA STASIUN PENCUCIAN UNTUK MEMINIMALKAN RESIKO CEDERA OTOT
(MUSCULOSCELETAL DISORDER) DI PT SEJATI COCONUT INDUSTRI
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh :
ANDHI PRATAMA NIM. 060403037
Disetujui oleh:
Dosen Pembimbing I Dosen Pembimbing II
Ir. Elisabeth Ginting, M.Si Ir. Anizar, M. Kes
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
2 0 1 1
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Allah SWY yang senantiasa memberikan rahmat-Nya kepada penulis sehingga dapat menyelesaikan Laporan Tugas Sarjana ini dengan baik.
Laporan Tugas Sarjana merupakan salah satu syarat bagi penulis untuk memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Penulis melaksanakan penelitian di PT. Sejati Coconut Industri merupakan perusahaan manufaktur yang bergerak dalam bidang industri pembuatan tepung kelapa dengan jenis produksi berupa Medium Grade Coconut dan Fine Grade
Coconut. Tugas Sarjana ini membahas tentang perbaikan rancangan fasilitas kerja
yaitu bak pencucian dan troli di bagian pencucian kelapa dengan menggunakan metode QEC. Judul penelitian yang dilaksanakan yaitu “Usulan Perbaikan Fasilitas Kerja pada Stasiun Pencucian untuk Meminimalkan Resiko Cedera Otot (Musculosceletal Disorders) di PT. Sejati Coconut Industri”.
Akhir kata, penulis berharap agar Laporan Tugas Sarjana ini bermanfaat bagi semua pihak yang memerlukannya.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS
UCAPAN TERIMA KASIH
Pada kesempatan ini, Penulis menyampaikan ungkapan terima kasih kepada berbagai pihak yang telah memberikan bantuan kepada Penulis, yaitu:
1. Ibu Ir. Khawarita Siregar, MT dan Bapak Ir. Ukurta Tarigan, MT selaku Ketua dan Sekretaris Departemen Teknik Industri, Universitas Sumatera Utara.
2. Bapak Ir. Sugih Arto Pujangkoro, MM selaku Koordinator Tugas Sarjana Departemen Teknik Industri, Universitas Sumatera Utara.
3. Bapak Ir. A. Jabbar M. Rambe, M.Eng, selaku Koordinator Bidang Ergonomi Departemen Teknik Industri, Universitas Sumatera Utara.
4. Ibu Ir. Elisabeth Ginting, M. Si, sebagai dosen pembimbing I, dan Ibu Ir. Anizar, M. Kes sebagai dosen pembimbing II, yang telah meluangkan waktu dan pikirannya untuk memberikan arahan dan nasehat dalam menyelesaikan Laporan Tugas Sarjana.
5. Terima kasih yang amat dalam Penulis haturkan kepada Ayahanda Kasrianto, SH, Ibunda Hesti Soetrisno, Kakanda Galih Arya Prana dan Adinda Annisa Putri serta keluarga besar saya yang telah memberikan kasih sayang kepada penulis, motivasi, dan dukungan baik materi maupun nonmateri.
6. Bapak Popo Iswandi, SE selaku General Manajer PT. Sejati Coconut Industri yang memberi dukungan dan informasi tentang perusahaan.
8. B’ Hendri, Dek Anggi Wulan Sari sebagai saudara Penulis, terima kasih atas perhatian dan kepeduliannya.
9. Arana, selaku teman terdekat Penulis, yang tak pernah lelah membantu dan memberikan dorongan semangat kepada Penulis secara pribadi serta teman berbagi di setiap momen kebersamaan.
10.Julius HB. Sinurat, ST selaku rekan Penulis dalam melakukan penelitian di PT. Sejati Coconut Industri yang telah membantu dalam pengumpulan data. 11.Joko Purnomo, ST, Budi Arianto, ST, Zuhri Lubis, ST, Arif Fadilah, ST, dan
Nurlia Prima Utami, SPd serta teman-teman yang selalu membantu dan memberikan motivasi serta semangat kepada Penulis.
12.Alfi Sahara Nasution, Henny Rusnia, Fivien Risya, Kiki Sundari yang senantiasa memberikan doa dan motivasi kepada Penulis.
13.Bang Mijo’, Kak Dina, Bang Nurmansyah, Bang Ridho, Bu Ani, Kak Rahma, dan Bang Kumis sebagai pegawai di Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
14.Seluruh rekan-rekan stambuk 2006 atas kepedulian dan dorongan yang telah diberikan kepada Penulis.
15.Irwan Budiman yang telah mendukung dan membantu Penulis dalam pengerjaan Laporan Tugas Sarjana.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xviii
DAFTAR LAMPIRAN ... xxii
ABSTRAK ... xxiii
I PENDAHULUAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II-1 2.2. Organisasi dan Manajemen ... II-1 2.2.1. Struktur Organisasi Perusahaan ... II-2 2.2.2. Uraian Tugas dan Tanggung Jawab ... II-2 2.2.3. Tenaga Kerja dan Jam Kerja ... II-2 2.2.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-5 2.3. Proses Produksi ... II-6 2.3.1. Bahan Baku ... II-6 2.3.2. Bahan Tambahan ... II-6 2.3.3. Bahan Penolong ... II-7 2.3.4. Standar Mutu Bahan Baku ... II-7 2.3.5. Standar Mutu Produk ... II-8 2.3.6. Uraian Proses Produksi ... II-8 2.3.7. Mesin dan Peralatan ... II-14 2.3.8. Utilitas ... II-19
III LANDASAN TEORI
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.2.1. Sistem Musculosceletal ... III-10 3.2.2. Keluhan Musculosceletal ... III-10 3.3. Quick Exposure Check (QEC) ... III-12 3.4. Standard Nordic Questionnaire (SNQ) ... III-19 3.5. Antropometri ... III-22 3.5.1. Tiga Prinsip dalam Penggunaan Data Antropometri ... III-25 3.5.2. Jenis-jenis Antropometri ... III-27 3.5.2.1. Antopometri Statis ... III-27 3.5.2.2. Antropometri Dinamis ... III-27 3.5.3. Dimensi Tubuh Manusia dalam Perancangan ... III-27 3.5.4. Antropometri dan Peralatan ... III-32 3.5.5. Antropometri dalam Sistem Manusia-Mesin ... III-32 3.5.6. Alat Ukur Tubuh “Martin” Model YM-1 ... III-35 3.5.7. Aplikasi Distribusi Normal dalam Penetapan
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.9. Dasar-dasar Sampling ... III-45 3.9.1. Populasi ... III-45 3.9.2. Unit Sampel ... III-45 3.9.3. Teknik Penarikan Sampel ... III-46 3.9.3.1. Penarikan Sampel Secara Acak ... III-46 3.9.3.2. Penarikan Sampel Secara NonAcak ... III-47 3.9.4. Ukuran Sampel ... III-48 3.10. Uji Kenormalan Data dengan Komlogorov Smirnov Test... III-49
IV METODOLOGI PENELITIAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 4.8. Prosedur Penelitian ... IV-5 4.9. Metode Pengumpulan Data ... IV-5 4.10. Pengolahan Data ... IV-7 4.10.1. Penentuan Keluhan Berdasarkan Kuesioner SNQ .... IV-8 4.10.2. Tahapan Penilaian Level Resiko Kerja dengan
Metode QEC ... IV-8 4.10.3. Tahapan Pengolahan Data Antropometri ... IV-9 4.11. Analisis Pemecahan Masalah ... IV-14 4.12. Kesimpulan dan Saran ... IV-15
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1 5.1.1. Data Keluhan Musculosceletal ... V-1 5.1.2. Postur Kerja Pekerja ... V-4 5.1.3. Pengukuran Dimensi Antropometri ... V-8 5.2. Pengolahan Data ... V-10 5.2.1. Pengolahan Data Kuisioner SNQ ... V-10
5.2.1.1. Perhitungan Persentase Keluhan
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 5.2.2. Pengolahan Data Postur Kerja ... V-13
A. Kegiatan Mencari Kelapa Di Dasar
Bak Pencucian ... V-13 B. Kegiatan Mengangkat Kelapa dari Dasar
Bak pencucian ... V-17 C. Kegiatan Membawa Kelapa dengan Wadah ... V-21 D. Kegiatan Meletakkan Wadah ke Troli ... V-25 E. Kegiatan Membawa Troli ke Bak Pembilasan ... V-29 F. Kegiatan Mengangkat Wadah dari Troli ke
Bak Pembilasan ... V-33 G. Kegiatan Menuang Kelapa ke dalam Bak
Pembilasan ... V-37 H. Kegiatan Meletakkan Kembali Wadah ke Troli ... V-41 I. Kegiatan Membawa Kembali Troli ... V-45 J. Kegiatan Membilas Kelapa ... V-49 K. Kegiatan Menuang Kelapa ke dalam
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 5.2.3.1. Perhitungan Nilai Rata-rata, Nilai Standar
Deviasi, dan Nilai Maksimum dan
Minimum ... V-58 5.2.3.2. Uji Keseragaman Data Antropometri ... V-60 5.2.3.3. Uji Kecukupan Data Antropometri ... V-62 5.2.3.4. Uji Kenormalan Data Antropometri ... V-64 5.2.3.5. Perhitungan Persentil... V-68 5.2.4. Perancangan Produk ... V-70
VI ANALISIS PEMECAHAN MASALAH
6.1. Analisis Tingkat Keluhan Musculosceletal ... VI-1 6.2. Analisis Postur Kerja Aktual ... VI-2 6.3. Analisis Kondisi Aktual Fasilitas Kerja ... VI-5 6.4. Analisis Perancangan Fasilitas Kerja ... VI-9 6.5. Analisis Perbandingan Fasilitas Kerja Aktual dengan
Fasilitas Kerja Baru... ... VI-15 6.6. Analisis Perbandingan Metode Kerja Aktual dengan Metode
VII KESIMPULAN SARAN
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-4 DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
2.1. Jumlah Tenaga Kerja PT. Sejati Coconut Industri ... II-4 2.2. Jadwal Kerja Karyawan ... II-5 2.3. Standar Mutu Kelapa Parut Kering... II-8 3.1. Penilaian Observer QEC ... III-15 3.2. Penilaian Pekerja QEC ... III-16 3.3. Nilai Level Tindakan QEC ... III-17 3.4. Penilaian Skor QEC ... III-18 3.5. Kuisioner SNQ... III-19 3.6. Perhitungan Persentil ... III-38 3.7. Tata Letak Castor dan Karakteristiknya ... III-45 5.1. Rekapitulasi Bobot Standard Nordic Questionnaire ... V-3 5.2. Elemen Kegiatan pada Proses Pencucian Kelapa ... V-5 5.3. Dimensi Antropometri Pekerja ... V-9 5.4. Kuisioner QEC Kegiatan Mencari Kelapa di Dasar Bak Pencucian ... V-14 5.5. Penilaian Skor QEC pada Kegiatan Mencari Kelapa di Dasar Bak
Pencucian ... V-15 5.6. Nilai Level Tindakan QEC ... V-16 5.7. Kuisioner QEC Kegiatan Mengangkat Kelapa dari Dasar
DAFTAR TABEL
TABEL HALAMAN
5.8. Penilaian Skor QEC pada Kegiatan Mengangkat Kelapa dari Dasar
Bak Pencucian ... V-19 5.9. Nilai Level Tindakan QEC ... V-20 5.10. Kuisioner QEC Kegiatan Membawa Kelapa dengan Wadah ... V-21 5.11. Penilaian Skor QEC pada Kegiatan Membawa Kelapa dengan
Wadah ... V-23 5.12. Nilai Level Tindakan QEC ... V-24 5.13. Kuisioner QEC Kegiatan Meletakkan Wadah ke Troli ... V-25 5.14. Penilaian Skor QEC pada Kegiatan Meletakkan Wadah ke Troli ... V-26 5.15. Nilai Level Tindakan QEC... V-28 5.16. Kuisioner QEC Kegiatan Membawa Troli ke Bak Pembilasan... V-29 5.17. Penilaian Skor QEC pada Kegiatan Membawa Troli ke Bak
Pembilasan ... V-30 5.18. Nilai Level Tindakan QEC ... V-32 5.19. Kuisioner QEC Kegiatan Mengangkat Wadah dari Troli ke Bak
Pembilasan ... V-33 5.20. Penilaian Skor QEC pada Kegiatan Mengangkat Wadah dari Troli
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.23. Penilaian Skor QEC pada Kegiatan Menuang Kelapa ke dalam
Bak Pembilasan ... V-38 5.24. Nilai Level Tindakan QEC ... V-40 5.25. Kuisioner QEC Kegiatan Meletakkan Kembali Wadah ke Troli ... V-41 5.26. Penilaian Skor QEC pada Kegiatan Meletakkan Kembali Wadah
ke Troli... V-42 5.27. Nilai Level Tindakan QEC ... V-44 5.28. Kuisioner QEC Kegiatan Membawa Kembali Troli ... V-45 5.29. Penilaian Skor QEC pada Kegiatan Membawa Kembali Troli ... V-46 5.30. Nilai Level Tindakan QEC ... V-48 5.31. Kuisioner QEC Kegiatan Membilas Kelapa ... V-49 5.32. Penilaian Skor QEC pada Kegiatan Membilas Kelapa... V-50 5.33. Nilai Level Tindakan QEC ... V-52 5.34. Kuisioner QEC Kegiatan Menuang Kelapa ke dalam Belt Conveyor . V-53 5.35. Penilaian Skor QEC pada Kegiatan Menuang Kelapa ke dalam
Belt Conveyor ... V-54
5.35. Nilai Level Tindakan QEC ... V-56 5.37. Rekapitulasi Penilain Postur Kerja dengan Metode QEC ... V-57 5.38. Hasil Rekapitulasi Perhitungan X,σ, Xmin dan Xmax pada Dimensi
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.39. Hasil Rekapitulasi Perhitungan Uji Keseragaman Data Dimensi
Antropometri Pekerja ... V-61 5.40. Hasil Rekapitulasi Perhitungan Uji Kecukupan Data Dimensi
Antropometri Pekerja ... V-64 5.41. Hasil Perhitungan Uji Kenormalan Data Dimensi Tubuh Tinggi Bahu
Berdiri Tegak ... V-67 5.42. Hasil Rekapitulasi Perhitungan Uji Kolmogorov Smirnov Dimensi
Antropometri Pekerja ... V-67 5.43. Uji Kenormalan Data dengan Menggunakan SPSS 17.0 ... V-68 5.44. Rekapitulasi Perhitungan Persentil ke-5, 50, dan 95 untuk Seluruh
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.12. Pekerja Membilas Kelapa ... V-49 5.13. Pekerja Menuang Kelapa ke dalam Belt Conveyor ... V-53 5.14. Peta Kontrol untuk Data Antropometri Tinggi Bahu Berdiri Tegak ... V-61 6.1. Tampak Samping Bak Pencucian Kelapa Aktual ... VI-6 6.2. Tampak Atas Bak Pencucian Kelapa Aktual ... VI-7 6.3. Bak Pencucian Kelapa Aktual 3D ... VI-7 6.4. Bak Pencucian Kelapa Aktual di Pabrik ... VI-8 6.5. Troli Aktual di Pabrik ... VI-8 6.6. Postur Tubuh Pekerja yang Membungkuk pada Saat Mencari Kelapa
di Dasar Bak Pencucian ... VI-9 6.7. Tampak Samping Bak Pencucian Kelapa yang Baru ... VI-10 6.8. Tampak Atas Bak Pencucian Kelapa yang Baru ... VI-11 6.9. Tampak Depan Bak Pencucian Kelapa yang Baru ... VI-11 6.10. Bak Pencucian Kelapa yang Baru 3D ... VI-12 6.11. Bak Pencucian Kelapa yang Baru dengan Kemiringan 450
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN 1. Uraian Tugas dan Tanggung Jawab Karyawan
ABSTRAK
PT. Sejati Coconut Industri merupakan perusahaan manufaktur yang bergerak dalam bidang pembuatan tepung kelapa dari kopra (kelapa) dengan jenis produksi Medium Grade Coconut dan Fine Grade Coconut. Perusahaan ini melakukan produksi berdasarkan pesanan (make to order).
Tujuan dari penelitian ini adalah mengusulkan perbaikan rancangan fasilitas kerja yaitu bak pencucian dan troli pada stasiun pencucian kelapa yang efektif, nyaman, aman, sehat, dan efisien serta ergonomis untuk dapat meminimalkan resiko terjadinya cedera otot yang dialami pekerja pada saat bekerja.
Pada stasiun pencucian kelapa, sebagian besar proses produksinya masih dilakukan secara manual. Pekerja pada stasiun pencucian kelapa melakukan pekerjaannya dengan cara berdiri dan membungkuk secara repetitif dan jangka waktu yang cukup lama. Itu dilakukan ketika pekerja mencari kelapa di dasar bak pencucian sampai menuangnya ke dalam belt conveyor. Hal ini menyebabkan terjadinya penekukan-penekukan pada bagian lutut dan pinggang sehingga dapat mengakibatkan terjadinya Musculosceletal Disorders (MSDs). Oleh karena itu diperlukan adanya fasilitas kerja yang ergonomis untuk meminimalisasi terjadinya
Musculosceletal Disorders (MSDs).
Dari analisis metode Standard Nordic Quittionaire (SNQ) dan Quick
Exposure Check (QEC) didapat bahwa fasilitas kerja aktual yaitu bak pencucian
dan troli pada stasuin pencucian kelapa dapat menimbulkan cedera otot jika dibiarkan terus-menerus digunakan sehingga diperlukan adanya suatu rancangan fasilitas kerja usulan yang lebih ergonomis.
Rancangan bak pencucian dan troli yang baru sangat mempengaruhi kinerja pekerja dalam bekerja sehingga dapat mengurangi terjadinya resiko cedera otot dan terdapat perubahan dalam metode kerja baru yaitu adanya pengurangan elemen kegiatan pada kegiatan pencucian kelapa.
Keyword : Fasilitas Kerja, Musculosceletal Disorders (MSDs), Standard Nordic
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Perusahaan dituntut untuk memperhatikan kinerja pekerjanya, karena pekerja merupakan salah satu aset perusahaan yang sangat vital dalam kegiatan proses produksi. Jika manusia bekerja dalam kondisi yang nyaman baik lingkungan kerjanya maupun dalam penggunaan peralatan dan mesin, secara tidak langsung akan meningkatkan kinerjanya yang pada akhirnya akan berdampak pada meningkatnya produktivitas perusahaan.
Jika seseorang melakukan suatu pekerjaan, maka sangat banyak faktor yang mempengaruhi keberhasilan pekerjaan itu. Secara garis besar faktor yang mempengaruhi manusia tersebut dapat dibagi dua, yaitu faktor individual dan faktor situasional. Faktor individual berasal dari diri orang itu sendiri misalnya usia, pendidikan, motivasi, pengalaman. Faktor situasional berasal dari luar diri pekerja misalnya. tata letak ruang kerja, kondisi mesin, kondisi pekerjaan, karakteristik lingkungan. Berbeda dengan faktor-faktor individual, faktor situasional dapat diubah untuk memberikan pengaruh pada keberhasilan kerja.
dan otot-otot bagian bawah tubuh. Apabila otot menerima beban terus-menerus secara statis dan dalam waktu yang cukup lama akan dapat mengakibatkan kerusakan pada sendi, ligamen, dan tendon yang dikenal dengan istilah
musculosceletal disorder (MSDs).
Pencegahan keluhan MSDs salah satunya adalah dengan cara merancang peralatan kerja yang ergonomis dan sesuai dengan kondisi fisik si pekerja. Peralatan yang digunakan dalam bekerja harus benar-benar membuat si pekerja merasa nyaman dalam menggunakannya sehingga tidak akan menimbulkan ketidaknyamanan dan cedera otot.
Penelitian Lynn McAtamney dan Nigel Corlett (1993), menyajikan sebuah metode survei untuk menginvestigasi keluhan musculoskeletal disorders (MSDs) terhadap tubuh bagian atas berdasarkan analisis postur kerja dengan menggunakan metode Rapid Upper Limb Assessment (RULA). Objek penelitian yang dilakukan oleh Lynn McAtamney dan Nigel Corlett (1993) adalah operator pengepakan pada industri elektronik. Hasil penelitian menunjukan postur kerja yang diamati termasuk kedalam kategori tinggi dengan skala tindakan sekarang juga.
Priscilla Tamara dalam penelitiannya yang berjudul “Peningkatan Produktivitas Pada Industri Kripik Tempe Melalui Perbaikan Desain Fasilitas Kerja (2010)” menguraikan bahwa dengan alat pemotong dan penepungan kripik tempe dapat ditentukan standar hasil potongan sehingga dapat menjaga kualitas hasil produksi dan meminimalkan resiko kelelahan.
sebagian dari proses produksinya masih dilakukan secara manual oleh si pekerja. Fasilitas kerja yang digunakan oleh pekerja pada bagian pencucian kelapa saat ini kurang ergonomis dikarenakan kegiatan yang dilakukan hanya berdiri di lantai yang becek pada saat mencuci dan mengambil hasil cucian kelapa yang kemudian akan diletakkan ke belt conveyor dengan menggunakan troli. Kondisi seperti ini memaksa pekerja bekerja dengan posisi membungkuk dengan frekuensi tinggi. Posisi kerja pekerja seperti ini menyebabkan penekukan-penekukan pada bagian lutut dan pinggang.
Sehubungan dengan masalah tersebut, maka akan dilakukan suatu perbaikan rancangan fasilitas kerja bak pencucian dan troli pada stasiun pencucian kelapa yang efektif, nyaman, aman, sehat, dan efisien serta ergonomis sehingga dapat meminimalkan resiko cedera otot yang dialami oleh pekerja.
1.2. Perumusan Masalah
Berdasarkan latar belakang permasalahan di atas maka perumusan masalah dalam penelitian ini adalah meminimalkan resiko terjadinya cedera otot (musculosceletal disorders) yang dialami oleh pekerja saat bekerja dengan merancang fasilitas bak pencucian dan troli.
1.3. Tujuan Penelitian
troli pada stasiun pencucian kelapa untuk meminimalkan resiko cedera otot (musculoscletal disorder).
Adapun tujuan khusus dari penelitian ini adalah:
1. Mengidentifikasi bagian tubuh yang mengalami keluhan musculosceletal. 2. Menganalisa level resiko postur kerja pekerja dalam melakukan aktivitas kerja. 3. Mengidentifikasi tindakan perbaikan yang dapat dilakukan untuk
meminimalkan resiko cedera otot (musculosceletal disorder) pada stasiun pencucian kelapa.
1.4. Manfaat Penelitian
Manfaat yang ingin dicapai dari penelitian ini adalah :
1. Meminimalkan atau mengurangi resiko terjadinya cedera otot (musculosceletal disorder) pada stasiun pencucian kelapa di PT. Sejati Coconut Industri.
2. Merancang perbaikan fasilitas kerja yaitu bak pencucian dan troli yang efektif, nyaman, aman, sehat, dan efisien pada stasiun pencucian kelapa sehingga dapat mengurangi resiko cedera otot pekerja.
3. Menjadi acuan bagi para top management dalam merancang fasilitas kerja yang lebih ergonomis.
dikembangkan yang kemudian hari akan dibandingkan terhadap permasalahan yang ada pada perusahaan.
5. Menjalin hubungan kerja sama antara perusahaan terutama industri pabrik dengan dunia akademis khususnya Departemen Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
1.5. Batasan Masalah
Batasan masalah bertujuan agar penelitian yang dilakukan terfokus pada salah satu masalah dan tidak menyimpang dari inti permasalahan yang ingin dipecahkan. Pembatasan masalah adalah sebagai berikut:
1. Penilaian resiko cedera otot dilakukan dengan menggunakan Standard Nordic
Questionare (SNQ) pada semua operator untuk stasiun pencucian kelapa.
2. Penilaian postur kerja dengan menggunakan metode QEC (Quick Exposure
Check) pada stasiun pencucian kelapa.
3. Estimasi biaya dalam perancangan perbaikan fasilitas kerja tidak diperhitungkan.
1.6. Asumsi yang Digunakan
Adapun asumsi-asumsi yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Pekerja berada dalam keadaan sehat jasmani dan rohani.
2. Pekerja bekerja secara normal dan tidak merasa diamati saat melakukan pekerjaan.
1.7. Sistematika Penulisan Tugas Sarjana
Sistematika yang digunakan dalam penulisan tugas sarjana ini adalah sebagai berikut:
JUDUL
LEMBAR PENGESAHAN UCAPAN TERIMA KASIH DAFTAR ISI
DAFTAR TABEL DAFTAR GAMBAR DAFTAR LAMPIRAN RINGKASAN
BAB I PENDAHULUAN
Berisi latar belakang masalah, perumusan masalah, tujuan dan manfaat penelitian, pembatasan masalah dan asumsi penelitian, serta sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Memaparkan sejarah dan gambaran umum perusahaan, organisasi dan manajemen.
BAB III LANDASAN TEORI
Berisi teori-teori yang digunakan dalam analisis pemecahan masalah. BAB IV METODOLOGI PENELITIAN
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Mengumpulkan data-data yang diperoleh dari penelitian serta melakukan pengolahan data yang membantu dalam pemecahan masalah.
BAB VI ANALISIS PEMECAHAN MASALAH
Menganalisis hasil pengolahan data dan pemecahan masalah. BAB VII KESIMPULAN DAN SARAN
Memberikan kesimpulan yang didapat dari hasil pemecahan masalah dan saran-saran yang bermanfaat bagi perusahaan yang bersangkutan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Sejati Coconut Industri merupakan suatu perusahaan yang bergerak di bidang pengolahan kopra (daging kelapa) untuk menghasilkan produk kelapa parut kering (desiccated coconut) yang didirikan oleh seorang pengusaha bernama Rudi Hartono. PT. Sejati Coconut Industri berdiri pada tahun 2001 dan berlokasi di Jalan Sech Silo Desa Pulungan, Kecamatan Air Joman, Kabupaten Asahan, Sumatera Utara. Pemilihan lokasi pabrik pengolahan kelapa ini berdasarkan lokasi sumber bahan baku dimana di daerah tersebut merupakan penghasil kelapa paling besar di daerah Asahan.
PT. Sejati Coconut Industri menggunakan sistem make to order dimana permintaan produk bervariasi dari segi jumlah dan spesifikasi sesuai dengan permintaan pelanggan. Hasil produksi sebagian besar diekspor ke Malaysia, Polandia, China, Singapura serta memenuhi pesanan lokal.
2.2. Organisasi dan Manajemen
Organisasi dapat pula didefenisikan sebagai struktur pembagian kerja dan struktur tata hubungan kerja antara sekelompok orang pemegang posisi yang bekerjasama secara tertentu untuk bersama-sama mencapai tujuan tertentu.
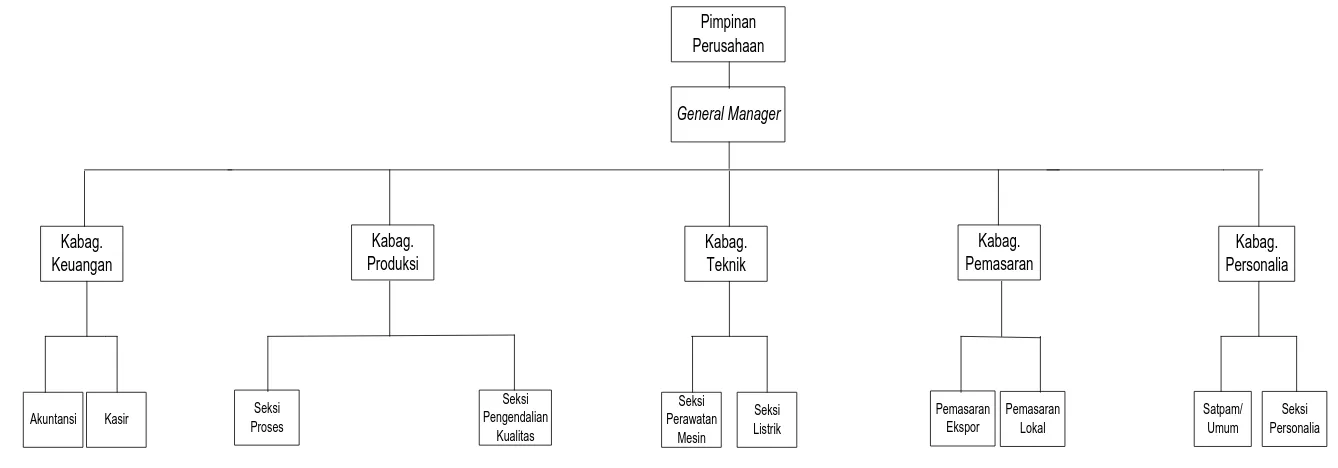
2.2.1. Struktur Organisasi Perusahaan
Struktur organisasi yang digunakan PT. Sejati Coconut Industri adalah struktur organisasi fungsional. Hal ini terlihat dari pembagian tugas, wewenang dan tanggung jawab berdasarkan fungsi-fungsi tertentu.
Struktur organisasi PT. Sejati Coconut Industri dapat dilihat pada Gambar 2.1.
2.2.2 Uraian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab pada PT. Sejati Coconut Industri dibagi menurut fungsi yang telah ditetapkan. Adapun tugas dan tanggung jawab setiap bagian dalam perusahaan PT. Sejati Coconut Industri dapat dilihat pada Lampiran 1:
2.2.3. Tenaga Kerja dan Jam Kerja
Pimpinan Perusahaan
Kabag. Produksi
Seksi Proses
Seksi Pengendalian
Kualitas
Kabag. Pemasaran
Pemasaran Ekspor Kabag.
Keuangan
Akuntansi Kasir Pemasaran
Lokal
Kabag. Personalia
Satpam/ Umum
Seksi Personalia Kabag.
Teknik
Seksi Listrik Seksi
Perawatan Mesin
Hubungan Lini/Garis
[image:33.842.79.748.139.373.2]General Manager
PT. Sejati Coconut Industri memiliki jumlah tenaga kerja tetap 46 orang. Jumlah hari kerja bagi tenaga kerja harian tidak tetap karena tergantung kepada banyaknya pekerjaan yang akan dikerjakan. Adapun rincian jumlah tenaga kerja di PT. Sejati Coconut Industri dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jumlah Tenaga Kerja PT. Sejati Coconut Industri
No Bagian Jumlah Tenaga Kerja
1 Pimpinan Perusahaan 1
2 General Manager 1
3 Kabag. Keuangan 1
4 Kabag. Produksi 1
5 Kabag. Teknik 1
6 Kabag. Pemasaran 1
7 Kabag. Personalia 1
8 Pembukuan 2
9 Kasir 1
10 Sie. Proses 3
11 Sie. Pengendalian
Kualitas 4
12 Sie. Perawatan Mesin 2
13 Sie. Listrik 2
14 Pemasaran Ekspor 2
15 Pemasaran Lokal 4
16 Satpam/Umum 2
17 Sie. Personalia 2
Sumber : PT. Sejati Coconut Industri
Tabel 2.2. Jadwal Kerja Karyawan Karyawan Kantor
Hari Jam Kerja Istirahat
Senin – Kamis 08.00 – 17.00 WIB 12.00 – 13.00 WIB
Jumat 08.00 – 17.00 WIB 12.00 – 13.30 WIB
Sabtu 08.00 – 12.00 WIB -
Karyawan Produksi
Hari Jam Kerja
Shift I Istirahat
Senin – Sabtu 08.00 – 17.00 WIB 12.00 – 13.00 WIB Sumber : PT. Sejati Coconut Industri
2.2.4. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan pada PT. Sejati Coconut Industri diatur berdasarkan status karyawan, dimana pemberian upah pada dasarnya ditetapkan berdasarkan jabatan, keahlian, kecakapan, prestasi kerja, dan sebagainya dari karyawan yang bersangkutan. Pajak atas upah menjadi tanggung jawab masing-masing karyawan. Pengupahan pada perusahaan ini terdiri atas :
a. Upah pokok b. Insentif
c. Tunjangan makan
Bagi karyawan yang melakukan kerja lembur akan mendapatkan tambahan yang dihitung berdasarkan tarif upah lembur. Selain upah pokok yang diterima oleh karyawan, perusahaan memberikan suatu jaminan sosial dan tunjangan kepada karyawan. Adapun tunjangan yang diberikan antara lain :
b. Biaya pengobatan/kesehatan
c. Tanggungan kecelakaan kerja, dan lain-lain
Usaha-usaha lain yang dilakukan untuk meningkatkan kesejahteraan karyawan yaitu sebagai berikut :
a. Memberikan Jaminan Sosial Tenaga Kerja (JAMSOSTEK) b. Memberikan cuti kepada karyawan.
2.3. Proses Produksi 2.3.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam proses pembuatan produk yang memiliki persentase yang paling besar dibandingkan bahan-bahan lainnya dan akan mengalami perubahan-bahan fisik maupun kimia yang langsung ikut dalam proses produksi sampai dihasilkannya produk jadi.
PT. Sejati Coconut Industri menggunakan bahan baku berupa daging buah kelapa (cocos nucifera) tua dan segar tanpa kulit ari. Sumber bahan baku diperoleh dari daerah Kabupaten Asahan.
2.3.2. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan untuk mempermudah proses dan meningkatkan kualitas dari produk yang dihasilkan.
a. Plastik
Plastik ini digunakan untuk membungkus kelapa parut yang telah selesai diproduksi.
b. Kertas Sak
Sak ini digunakan untuk membungkus kemasan plastik kelapa parut yang siap untuk dikirim ke konsumen.
2.3.3. Bahan Penolong
Bahan penolong adalah bahan yang secara tidak langsung mempengaruhi kualitas dan fungsi produk, baik itu dikenakan langsung maupu tidak langsung terhadap bahan baku dalam suatu proses produksi.
Adapun bahan penolong yang digunakan adalah : a. Kaporit
Kaporit digunakan sebagai campuran pada saat proses perendaman untuk membunuh kuman pada daging kelapa.
b. Air
Air digunakan untuk membersihkan daging kelapa dari kotoran-kotoran pada proses pencucian dan menghilangkan aroma kaporit dari proses perendaman.
2.3.4. Standar Mutu Bahan Baku
berumur 11-12 bulan, berwarna putih, bersih (tidak ada kulit tempurung kelapa).
2.3.5. Standar Mutu Produk
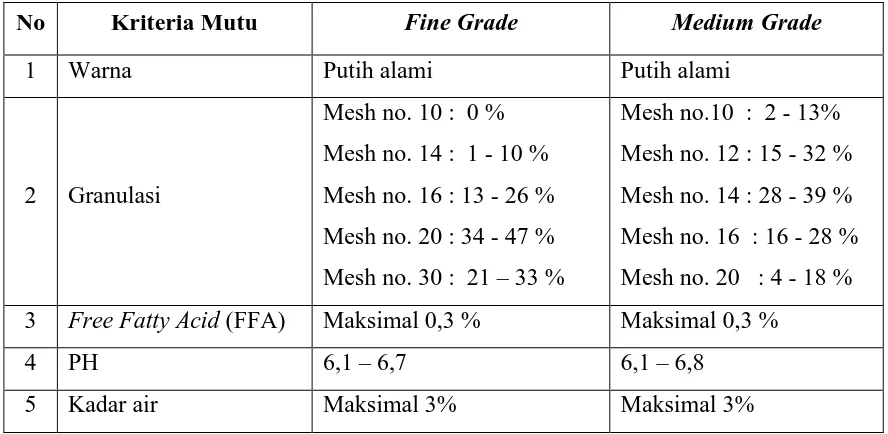
P.T Sejati Coconut Industri memiliki dua tipe produk kelapa parut kering (desiccated coconut) yang dihasilkan dari bahan baku daging kelapa segar yaitu
fine grade dan medium grade. Adapun standar mutu kelapa parut kering pada PT.
[image:38.595.106.550.339.556.2]Sejati Coconut Industri dapat dilihat pada Tabel 2.3.
Tabel 2.3. Standar Mutu Kelapa Parut Kering
No Kriteria Mutu Fine Grade Medium Grade
1 Warna Putih alami Putih alami
2 Granulasi
Mesh no. 10 : 0 % Mesh no. 14 : 1 - 10 % Mesh no. 16 : 13 - 26 % Mesh no. 20 : 34 - 47 % Mesh no. 30 : 21 – 33 %
Mesh no.10 : 2 - 13% Mesh no. 12 : 15 - 32 % Mesh no. 14 : 28 - 39 % Mesh no. 16 : 16 - 28 %
Mesh no. 20 : 4 - 18 % 3 Free Fatty Acid (FFA) Maksimal 0,3 % Maksimal 0,3 %
4 PH 6,1 – 6,7 6,1 – 6,8
5 Kadar air Maksimal 3% Maksimal 3%
Sumber: PT. Sejati Coconut Industri
2.3.6. Uraian Proses Produksi
Adapun tahapan proses produksi kelapa parut kering adalah sebagai berikut:
Perendaman merupakan tahap awal yang dilakukan pada proses produksi kelapa parut kering. Bahan baku daging kelapa segar direndam di dalam bak yang berisi campuran air dan kaporit. Tujuan proses ini adalah untuk mensterilkan daging kelapa dari kuman.
2. Pencucian
Proses pencucian terdiri dari dua tahap, yaitu: a. Pencucian dengan air dingin
Setelah proses perendaman, daging kelapa dibawa ke bak pencucian yang berisi air dingin yang bersih dengan menggunakan keranjang untuk dicuci secara manual. Tujuan proses ini adalah untuk membersihkan daging kelapa dari kotoran yang menempel.
b. Pencucian dengan air hangat
Gambar 2.2. Proses Pencucian
3. Pemarutan
Gambar 2.3. Proses Pemarutan dengan Menggunakan Mesin Hammer Mill 4. Pengeringan
Gambar 2.4. Proses Pengeringan 5. Pengayakan
Kelapa parut kering dimasukkan ke dalam mesin pengayak. Tujuan proses ini adalah untuk memisahkan kelapa parut sesuai dengan jenis produk yang diinginkan (fine grade dan medium grade). Setelah itu kelapa parut dibawa ke tabung penampungan pada bagian packing dengan menggunakan mesin penghisap. Proses pengayakan dapat dilihat pada Gambar 2.5.
6. Pengemasan
Gambar 2.5. Proses Pengayakan
Gambar 2.6. Proses Pengemasan
Daging kelapa segar
Perendaman (air kaporit)
Pencucian I
(Air dingin)
Pencucian II (Air panas 70 0C )
Pengeringan (uap 70 0C )
Pemarutan
Pengayakan
Pengemasan
2.3.7. Mesin dan Peralatan
Adapun mesin-mesin dan peralatan yang digunakan oleh PT. Sejati Coconut Industri adalah sebagai berikut :
1. Mesin Pencuci (Washing Tank Machine) Kapasitas : 1000 kg/jam Kecepatan putar : 950 rpm
Daya : 2 HP/1,5 kW
Voltase : 220/380 volt
Jumlah : 1 unit
Fungsi : Membersihkan daging kelapa 2. Mesin Hammer Mill
Kapasitas : 500 kg/jam Kecepatan putar : 1764 rpm
Daya : 36 kW
Voltase : 380/460 volt
Jumlah : 3 unit
Fungsi : Memarut daging kelapa menjadi kelapa parut 3. Mesin Dryer
Kapasitas : 250 kg/jam Kecepatan putar : 1400 rpm
Daya : 2 HP/1,5 kW
Voltase : 220/380 volt
Fungsi : Mengeringkan kelapa parut 4. Mesin Ayakan
Kapasitas : 500 kg/jam Kecepatan putar : 950 rpm
Daya : 5,5 HP/4 kW
Voltase : 380/860 volt
Jumlah : 2 unit
Fungsi : Menyeragamkan ukuran kelapa parut kering 5. Mesin Vacuum Packager
Merek : Brother Packing
Daya : 750 W
Voltase : 220 volt
Jumlah : 2 unit
Fungsi : Membuat kondisi vakum pada kemasan plastik 6. Impulse Sealer
Merek : Brother Packing
Daya : 1500 W
Voltase : 220 volt
Jumlah : 2 unit
Fungsi : Menutup kemasan plastik produk akhir 7. Mesin Sewing Packager
Merek : Newlong
Voltase : 220 volt Kecepatan putaran : 1100 rpm
Jumlah : 2 unit
Fungsi : Menutup sak kemasan produk akhir yang siap dipasarkan
Gambar mesin-mesin yang digunakan oleh PT. Sejati Coconut Industri dapat dilihat pada Gambar 2.8, 2.9, 2.10, 2.11, dan 2.12.
Gambar 2.8. Mesin Hammer Mill
Gambar 2.10. Mesin Pengayak
Gambar 2.12. Mesin Sewing Packager
Adapun peralatan yang digunakan oleh PT. Sejati Coconut Industri adalah sebagai berikut:
1. Troli
Fungsi : Alat angkut untuk memindahkan daging kelapa dari bagian perendaman ke bagian pencucian
Jumlah : 4 unit 2. Bak perendaman
Fungsi : Sebagai wadah untuk merendam daging kelapa Jumlah : 35 unit
3. Bak pencucian
Fungsi : Sebagai wadah untuk mencuci daging kelapa Jumlah : 5 unit
4. Keranjang
5. Sekop
Fungsi : Sebagai alat untuk memindahkan kelapa parut dalam dryer. Jumlah : 10 unit
6. Tabung persediaan
Fungsi : Sebagai wadah kelapa parut kering sebelum dikemas. Jumlah : 2 unit
7. Belt conveyor
Fungsi : Alat angkut untuk memindahkan material. Jumlah : 2 unit
8. Screw conveyor
Fungsi : Alat angkut untuk memindahkan material. Jumlah : 1 unit
2.3.8. Utilitas
Utilitas merupakan fasilitas pendukung yang digunakan untuk kelancaran dalam melakukan proses produksi pada lantai produksi. Adapun fasilitas pendukung yang digunakan pada PT. Sejati Coconut Industri adalah arus listrik dan air.
dimiliki perusahaan adalah merk DONGWA dengan tipe DW7000DX dan mempunyai daya 690 KW yang memiliki dimensi 680 x 510 x 590 mm.
BAB III
LANDASAN TEORI
3.1. Postur Kerja1
Perancangan area kerja dan postur kerja memiliki hubungan yang erat satu dengan yang lainnya. Pada umumnya, ketika sedang bekerja, seorang operator akan mengambil posisi berdiri atau duduk, di mana kedua posisi ini memang diizinkan bagi operator dengan menggunakan perancangan yang sesuai. Pada posisi duduk, terdapat lebih banyak pertimbangan dalam perancangan, seperti pencahayaan, kejelasan, dan sebagainya. Posisi duduk memungkinkan pengurangan efek beban statis yang ditahan oleh tubuh, perbaikan sirkulasi dan peredaran darah, serta terjadinya keseimbangan dalam tubuh, di mana tubuh dapat terhindar dari faktor kelelahan (fatique). Sedangkan pada keadaan/posisi berdiri, seorang operator akan mengalami kelelahan akibat beban psikologi yang lebih besar. Berdiri pada jangka waktu tertentu, tanpa melibatkan pergerakan kaki dapat mengakibatkan penumpukan darah pada pembuluh balik yang berada pada kaki, yang pada akhirnya dapat berakibat pada timbulnya penyakit varises. Namun jika operator diizinkan untuk melakukan pergerakan pada kaki, masalah yang terjadi memiliki kemungkinan untuk diminimisasi.
Postur kerja merupakan titik penentu dalam menganalisis keefektifan dari suatu pekerjaan yang dilakukan. Apabila postur kerja yang dilakukan oleh pekerja
1
sudah baik dan ergonomis maka dapat dipastikan hasil yang akan diperoleh oleh pekerja tersebut adalah hasil yang baik. Akan tetapi sebaliknya bila postur kerja pekerja salah atau tidak ergonomis maka pekerja tersebut akan mudah mengalami kelelahan dan dalam jangka panjang akan menimbulkan keluhan–keluhan pada bagian tubuh tertentu. Apabila pekerja mengalami kelelahan jelaslah hasil yang dilakukan pekerja tersebut juga akan mengalami penurunan dan tidak sesuai dengan yang diharapkan
Posisi duduk dalam jangka waktu yang lama juga akan berakibat buruk terhadap kesehatan. Grandjean mengungkapkan bahwa kursi dan postur kerja yang dirancang tidak bagus (tidak ergonomis), dapat mengakibatkan timbulnya rasa pegal pada leher, dan tulang belakang, kelainan bentuk pada tulang belakang, dan masalah yang berhubungan dengan fungsi otot.
Postur kerja merupakan pengaturan sikap tubuh saat bekerja. Sikap kerja yang berbeda akan menghasilkan kekuatan yang berbeda pula. Pada saat bekerja sebaiknya postur dilakukan secara alamiah sehingga dapat meminimalisasi timbulnya cedera dalam bekerja. Kenyamanan tercipta apabila pekerja telah melakukan postur kerja yang baik dan aman. Postur kerja yang baik sangat ditentukan oleh pergerakan organ tubuh saat bekerja.
1. Ovako Working Postures Analysis system (OWAS) 2. Rapid Upper Limb Assesment (RULA)
3. Rapid Entire Body Assesment (REBA) 4. The Quick Exposure Check (QEC)
Posisi kerja operator akan mempengaruhi kinerjanya, baik buruknya hasil pekerjaan, selain itu juga berpengaruh pada tingkat kelelahan yang dialaminya. Ketidaknyamanan dalam bekerja sangat mempengaruhi produktivitas kerja, demikian halnya dengan postur kerja. Postur kerja yang ergonomis akan membuat seseorang dapat bekerja dengan aman, nyaman, sehat, dan produktif. Dalam kaitan postur kerja tersebut, dilakukan penelitian dalam rangka menerapkan postur kerja tubuh yang ergonomis. Posisi tubuh dalam bekerja ditentukan oleh jenis pekerjaan yang dilakukan. Masing-masing posisi kerja mempunyai pengaruh yang berbeda-beda terhadap tubuh.
Beberapa posisi yang penting untuk penerapan ergonomi di tempat kerja adalah sebagai berikut:
1. Posisi berdiri
Ukuran tubuh yang penting adalah tinggi badan berdiri, tinggi bahu, tinggi siku, tinggi pinggul dan panjang lengan.
2. Posisi duduk
Produktivitas kerja sangat dipengaruhi oleh performansi tenaga kerjanya. Performansi tersebut dipengaruhi oleh banyak faktor. Salah satu di antaranya adalah postur dan sikap/gerakan kerja. Postur kerja yang tidak ergonomis akan membuat operator merasa tidak nyaman dan menimbulkan terjadinya kelelahan. Postur (posisi tubuh) yang baik adalah dasar dari tempat kerja yang ergonomis.
Dalam kehidupan sehari-hari kegiatan mengangkat dan mengangkut sudah menjadi suatu kegiatan yang tak terpisahkan pada diri manusia. Dalam dunia kerja, kegiatan angkat dan angkut merupakan suatu hal pokok atau bisa disebut esensial, karena hampir di setiap pekerjaan dijumpai kegiatan angkat angkut. Kegiatan angkat angkut biasanya dijumpai di perkebunan, pertambangan, perindustrian, pelabuhan, di pasar, bahkan di kantor pemerintahan maupun swasta. Kegiatan mengangkat dan mengangkut dipengaruhi oleh beberapa hal yaitu : 1. Beban yang diperkenankan, jarak angkut dan intensitas pembebanan.
2. Kondisi lingkungan kerja yaitu keadaan medan yang licin, kasar, naik turun. 3. Ketrampilan bekerja.
4. Peralatan kerja.
5. Ukuran beban yang akan diangkut. 6. Metode mengangkut yang benar.
menghubungkan syaraf sensorik dan motorik dengan pengatur syaraf pusat atau otak. Disamping itu juga terdapat resiko lain yang dapat terjadi jika proses mengangkat dan mengangkut dilakukan dengan salah. Adapun contoh kerusakan tulang belakang akibat teknik mengangkat dan mengangkut beban yang terlalu berat antara lain :
1. Over Exertion Lifting and Carrying yaitu kerusakan jaringan, tubuh yang diakibatkan oleh beban angkut yang berlebihan.
2. HNP (Hernia Nucleus Pulposus) yaitu robeknya bagian dalam dari lempeng menonjol keluar serta mungkin menekan saraf-saraf disekitarnya akibat beban angkut berlebih dan pembebanan tiba-tiba.
3. Back Injury yaitu timbulnya nyeri pada punggung, biasanya sikap kerja atau mengangkat yang tidak benar dipengaruhi oleh arah beban yang diangkat. Adapun gambar postur kerja yang salah dan benar pada saat mengangkat beban dapat dilihat pada Gambar 3.1.
Faktor-faktor yang berperan dalam timbulnya nyeri dan pegal-pegal akibat kerja dapat dibagi dalam 2 golongan besar, yaitu faktor fisik/biomekanika dan faktor kimia/biokimiawi. Dari kedua faktor ini, yang lebih sering berperan ialah faktor fisik. Nyeri dan pegal-pegal akibat faktor fisik dapat dijelaskan sebagai berikut :
1. Stress fisik akibat tempat kerja atau peralatan yang buruk.
Kontraksi (ketegangan) otot yang berlangsung lama serta pemakaian yang berulang-ulang sering mencetuskan kelelahan otot yang berkaitan dengan menurunnya kekuatan, koordinasi dan kemampuan mempertahankan aktivitas. Perbaikan perancangan dan tempat kerja diperlukan untuk menghindarkan gerakan pinggang yang berlebihan, menghindarkan posisi yang statis baik posisi tubuh maupun posisi lengan dalam memegang sesuatu. Ini telah terbukti pada situasi kerja dimana lengan dipertahankan pada posisi yang jauh dari tubuh tanpa penopang. Keadaan ini misalnya ditemukan pada pekerja pabrik perakitan mobil, montir dan tukang listrik yang sering mengerjakan sesuatu lebih tinggi daripada kepala mereka sambil memegang peralatan yang berat.
2. Kelelahan dan nyeri akibat tempat duduk yang kurang baik.
Dapat timbul keluhan berupa nyeri pada otot gluteus (pantat), nyeri pinggang dan nyeri punggung. Sehingga perlu perbaikan perancangan kursi yang ergonomis atau sesuai dengan bentuk tubuh manusia.
3. Benturan yang terakumulasi (Cumulative trauma disorders).
dengan posisi sendi yang tidak wajar, tekanan langsung pada jari (misalnya tukang pijat), pekerjaan yang mempertahankan posisi tubuh terpaksa misalnya mengelas. Pekerjaan diatas menimbulkan akibat cedera saraf perifer akibat sikap tubuh yang abnormal pada berbagai situasi dan lingkungan kerja. Mungkin terjadi pembesaran otot atau otot justru mengecil, bergantung kepada ada tidaknya beban.
Sakit pada punggung atau leher yang dirasakan terus menerus dan diabaikan dapat menyebabkan akumulasi kerusakan fisiologis, yang berujung kepada cedera dan kelumpuhan. Mekanisme terjadinya nyeri punggung ini melibatkan banyak faktor, di antaranya berada pada posisi statis dalam jangka waktu lama (Prolonged Static Postures/PSP), gerakan yang repetitif, kesalahan postural, stress dan usia. Seorang dokter gigi yang mengerjakan pasien seringkali berada dalam posisi melengkung dan statis dalam jangka waktu lama.
Selain leher, punggung pun seringkali berada dalam posisi melengkung/membungkuk, dan statis tidak bergerak dalam jangka waktu lama. Tulang belakang yang melengkung memberi beban kepada diskus intervertebra atau tarikan berlebihan pada ligamen tulang belakang. Kedua hal tersebut dapat berakibat pada nyeri punggung.
Nyeri pinggang bawah yang sering dialami dokter gigi dapat disebabkan suatu kondisi yang disebut HNP (Hernia Nucleus Pulposus) yang terjadi di sekitar lumbar (pinggang).
Di antara ruas tulang belakang terdapat bantalan lunak yang disebut diskus. Diskus ini tersusun atas lapisan luar, dan massa seperti gel di bagian tengah yang disebut nukleus. Posisi duduk yang salah (tulang belakang melengkung dan tubuh membungkuk kearah depan) memberi tekanan berlebih pada diskus. Lama kelamaan diskus dapat menjadi menonjol dan menekan syaraf yang banyak terdapat di sekitarnya. Akibatnya terjadi nyeri pada daerah pinggang yang dapat menjalar hingga pinggul dan paha. Jika tidak dirawat, HNP dapat berujung kepada kelumpuhan.
Gambar 3.2. Postur Kerja yang Salah pada Saat Memeriksa Gigi
disebabkan oleh ketidakseimbangan otot ini, tidak hanya pada saat bekerja tapi juga pada waktu senggang. Akibatnya, dapat terjadi degenerasi dan nyeri otot.
Salah satu kunci untuk menghindari terjadinya penyakit muskuloskeletal seperti nyeri pinggang bawah adalah mempertahankan sikap duduk yang baik, seperti pada Gambar 3.3. Jaga posisi leher tidak terlalu menunduk, dan tulang belakang tidak membungkuk. Hindari mengangkat siku dan lengan terlalu tinggi agar otot tidak terlalu tegang. Pilih instrumen dan lursi yang ergonomis.
Gambar 3.3. Posisi Membungkuk yang Diperbolehkan
3.2. Musculosceletal 2
Tubuh manusia dilengkapi dengan sistem yang bekerja sama dan terkoordinasi dengan baik. Apabila salah satu sistem tidak bekerja maka hal tersebut akan mengancam kesehatan dan keamanan seseorang. Misalnya orang
2
akan menarik tangannya jika menyentuh sesuatu benda yang terasa panas, dan sebagainya. Beberapa hal yang perlu dikaji dalam hal ini dalam kaitannya dengan postur kerja antara lain adalah soal sistem musculosceletal dan keluhan
musculosceletal.
3.2.1. Sistem Musculosceletal
Kesatuan musculosceletal (sistem tulang dan otot) merupakan hal yang sangat esensial dalam pembentukan postur dan pergerakan yang normal. Masalah muskuloskeletal yang mengganggu keamanan dapat diakibatkan oleh keadaan seperti fraktur, osteoporosis, atropi otot, artritis atau strains dan sprains.
3.2.2. Keluhan Musculosceletal
Keluhan musculosceletal adalah keluhan pada bagian otot-otot skeletal yang dirasakan oleh seseorang mulai dari keluhan ringan sampai keluhan yang berat. Jika otot menerima beban statis secara berulang dalam waktu yang lama akan dapat menyebabkan keluhan berupa kerusakan sendi, ligament, dan tendon. Keluhan musculosceletal dapat dikelompokkan menjadi dua, yaitu :
a. Keluhan sementara (reversibel), yaitu keluhan otot yang dapat terjadi pada saat otot menerima beban statis, namun demikian masih dapat dihilangkan apabila pembebanan dihentikan.
Pekerjaan mengukir banyak menimbulkan sikap paksa (membungkuk atau mendongak) selama bekerja. Dengan adanya sikap paksa ini pada waktu sebelum perlakuan, mengakibatkan adanya keluhan subjektif pada sistem otot rangka (musculoskeletal).
Keluhan otot skeletal pada umumnya terjadi karena kontraksi otot yang berlebihan akibat pemberian beban kerja yang terlalu berat dengan durasi pembebanan yang panjang. Sebaliknya, keluhan otot kemungkinan tidak terjadi apabila kontraksi otot hanya berkisar antara 15–20% dari kekuatan otot maksimum. Namun apabila kontraksi otot melebihi 20%, maka peredaran darah ke otot berkurang menurut tingkat kontraksi yang dipengaruhi oleh besarnya tenaga yang diperlukan. Suplai oksigen ke otot menurun, proses metabolisme karbohidrat terhambat dan sebagai akibatnya terjadi penimbunan asam laktat yang menyebabkan timbulnya rasa nyeri pada otot. Ada terdapat beberapa faktor yang dapat menyebabkan terjadinya kelelahan otot skeletal, antara lain :
1. Peregangan otot yang berlebihan 2. Aktivitas berulang
3. Sikap kerja tidak alamiah 4. Faktor penyebab sekunder
a. Tekanan b. Getaran c. Mikroklimat 5. Penyebab kombinasi
b. Jenis kelamin c. Kebiasaan merokok d. Kesegaran jasmani e. Kekuatan fisik
f. Ukuran tubuh (antropometri)
Jika dihubungkan dengan pekerjaan, sikap kerja yang kurang baik, dapat menimbulkan kontraksi otot baik statis maupun dinamis secara berlebihan. Kontraksi tersebut dapat meningkatkan tekanan dalam otot sehingga mengganggu kelancaran aliran darah ke dalam sel-sel otot tersebut dan meningkatnya penimbunan asam laktat penyebab rasa pegal sehingga menimbulkan kerusakan otot, menurunkan kekuatan, tingkat kelelahan yang lebih tinggi dan menimbulkan perangsangan reseptor rasa nyeri di waktu istirahat. Dengan demikian produktivitas tenaga kerja semakin menurun dan dampak yang lebih jauh adalah makin seringnya terjadi kecelakaan kerja dan banyaknya keluhan atau penyakit-penyakit otot, sendi dan jaringan ikat lainnya yang sering disebut Work
Related-Musculoskeletal Diseases (WMSDs).
3.3. Quick Exposure Check (QEC)3
Quick Exposure Check (QEC) adalah suatu alat untuk penilaian terhadap
resiko kerja yang berhubungan dengan gangguan otot (work-related
musculoskeletal disorders/WMDs) di tempat kerja. QEC menilai gangguan resiko
3
yang terjadi pada bagian belakang punggung (back), bahu/lengan (shoulder/arm), pergelangan tangan (hand/wrist), dan leher (neck).
Alat ini mempunyai fungsi utama sebagai berikut: 1. Mengidentifikasi faktor resiko untuk WMDs
2. Mengevaluasi gangguan resiko untuk daerah/bagian tubuh yang berbeda-beda.
3. Menyarankan suatu tindakan yang perlu diambil dalam rangka mengurangi gangguan resiko yang ada.
4. Mengevaluasi efektivitas dari suatu intervensi ergonomi di tempat kerja. 5. Mendidik para pemakai tentang resiko musculoskeletal di tempat kerja.
Penilaian postur kerja dengan metode QEC dilakukan dari dua sisi. Penilaian pertama didasarkan kepada penilaian pengamat (Observer’s Assesment) dengan mengisi Observer’s Assessment Checklist dan penilaian kedua didasarkan kepada penilaian pekerja (Worker’s Assessment) dengan mengisi Worker’s
Assessment Checklist.
% 100 Xmax (%)
E = X x
Penilaian dengan metode QEC memiliki beberapa keuntungan dan juga beberapa kekurangan. Keuntungan yang diperoleh dari penggunaan metode ini adalah:
1. Dapat mencakup sejumlah besar faktor fisik terhadap pekerjaan yang memiliki resiko gangguan otot.
2. Mempertimbangkan kebutuhan dari pengguna dan dapat digunakan oleh pengguna yang belum berpengalaman.
3. Mempertimbangkan kombinasi dan interaksi dari faktor resiko terhadap pekerjaan dengan banyak stasiun kerja.
4. Memiliki tingkat sensitifitas dan kemudahan penggunaan yang baik. 5. Memiliki tingkat reliabilitas antar dan intra peneliti yang baik. 6. Mudah dipelajari dan cepat dipahami.
Selain keuntungan di atas, QEC juga memeliki beberapa kekurangan. Di antaranya adalah:
1. Metode ini hanya berfokus kepada faktor-faktor tempat kerja fisik.
2. Skor penilaian antara hipotesis dengan tingkat tindakan yang disarankan perlu divalidasi lebih lanjut.
3. Pelatihan tambahan mungkin diperlukan untuk pengguna pemula sebagai peningkatan penilaian reliabilitas.
Dimana :
X = total skor yang diperoleh dari penilaian terhadap postur (punggung + bahu/lengan + pergelangan tangan + leher + vibrasi + visual + langkah + stres).
Xmax = total skor maksimum postur kerja (punggung + bahu/lengan + pergelangan tangan + leher).
Xmax adalah konstanta untuk tipe-tipe tugas tertentu. Pemberian skor maksimum (Xmax = 162) apabila tipe tubuh adalah statis, termasuk duduk atau berdiri dengan/tanpa pengulangan (repetitive) yang sering dan penggunaan tenaga/beban yang relatif rendah. Untuk pemberian skor maksimum (Xmax=176) apabila dilakukan manual handling, yaitu mengangkat, mendorong, menarik, dan membawa beban. Adapun tabel-tabel dalam penilaian postur kerja dengan menggunakan Quick Exposure Check (QEC) dapat dilihat pada Tabel 3.1, 3.2, 3.3, dan 3.4.
Tabel 3.1. Penilaian Observer QEC F
Faakkttoor r KKoodde e 11 2 2 3 3
B
Beellaakkaanngg((bbaacckk)) A A HHaammppiirr
n
neettrraall
B
Beerrppuuttaarraattaauu
b
beennggkkookksseeddiikkiit t
C
Ceennddeerruunngg b
beerrppuuttaarraattaauu
b
beennggkkook k F
Frreekkuueennssii p
peerrggeerraakkaannbbaaggiiaann b
beellaakkaanngg
B
B ≤≤33//mmnnt t KKiirraa--kkiirraa88//mmnnt t ≥≥1122//mmnnt t
T
Tiinnggggiittuuggaas s C C PPaaddaaaattaauu
s
seettiinnggggii
p
piinnggggaanngg
S
Seettiinnggggiiddaadda a SSeettiinnggggiibbaahhu u
G
Geerraakkaann b
baahhuu//lleennggaan n
D
D SSeesseekkaalli i RReegguulleerr//tteerraattuurr d
deennggaannjjeedda a
H
Tabel 3.1. Penilaian Observer QEC (Lanjutan)
F
Faakkttoor r KKoodde e 11 2 2 3 3
P
Poossttuurr
p
peerrggeellaannggaann t
taannggaann//ttaannggaan n
E
E HHaammppiirr
l
luurruus s
B
Beennggkkookk//bbeerrppuuttaar r
P
Peerrggeerraakkaann p
peerrggeellaannggaan n
F
F ≤≤1100mmnnt t 1111--2200mmnnt t >>2200mmnnt t
P
Poossttuurrlleehheer r G G HHaammppiirr
n
neettrraall
K
Kaaddaanngg--kkaaddaanngg b
beennggkkoo//bbeerrppuuttaarr s
seeccaarraabbeerrlleebbiihhaann
p
paaddaakkeeppaallaa//lleehheer r B
Beennggkkookk//bbeerrppuuttaarr
s
seeccaarraabbeerrlleebbiihhaann p
paaddaakkeeppaallaa//lleehheerr
Tabel 3.2. Penilaian Pekerja QEC F
Faakkttoorr KKoodde e 1 1 22 33 4 4
B
Beebbaann A A <<55kkgg 66--1100kkg g 1111--2200kkg g >>2200kkg g D
Duurraassii BB <<22jjaam m 22––44jjaamm >>44jjaamm
K
Keekkuuaattaann t
taannggaan n
C
C <<11kkgg 11--44kkg g >>44kkg g
V
Viibbrraassi i D D TTiiddaakk a
addaa//kkeecciil l S
Seeddaanngg TTiinnggggi i
V
Viissuuaal l E E TTiiddaakk d
diippeerrlluukkaan n D
Diippeerrlluukkaann u
unnttuukk
m
meelliihhaatt d
deettaaiil l L
Laannggkkaah h F F TTiiddaakk s
suussaahh
K
Kaaddaanngg- -k
kaaddaanngg s
suussaah h
L
Leebbiihh s
seerriinngg s
suussaah h T
Tiinnggkkaatt
s
sttrreesss s
G
G TTiiddaakkaadda a KKeecciil l SSeeddaanngg TTiinnggggi i
pada bagian tubuh punggung, lengan, pergelangan tangan, dan leher. Kemudian terdapat penilaian terhadap getaran, langkah, penglihatan dan tingkat stres.
Contoh:
Pada kuisioner QEC untuk penilaian pengamat diperoleh untuk postur punggung yaitu A3 dengan kategori sangat bengkok kemudian pada penilaian pekerja diperoleh untuk beban pengangkatan yang dilakukan secara manual yaitu H3 dengan kategori sangat berat. Maka pada tabel isian QEC akan diperoleh nilai 10.
Tabel 3.3. Nilai Level Tindakan QEC Persentase
Skor
Total Skor
Exposure
Level Tindakan
Tindakan
0-40% 32-70 1 Aman
41-50% 71-88 2 Diperlukan beberapa waktu ke
depan
51-70% 89-123 3 Tindakan dalam waktu dekat
71-100% 124-176 4 Tindakan sekarang juga
PUNGGUNG
A1 A2 A3
H1 2 4 6
H2 4 6 8
H3 6 8 10
H4 8 10 12
3.4. Standard Nordic Questionnaire (SNQ)4
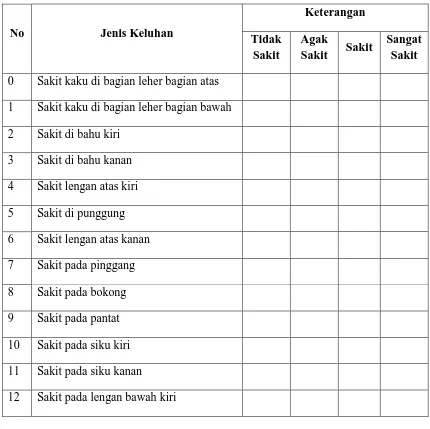
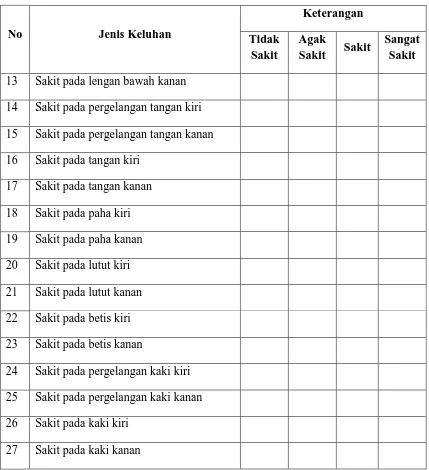
Standard Nordic Quitionnaire (SNQ) adalah suatu kuisioner untuk menilai
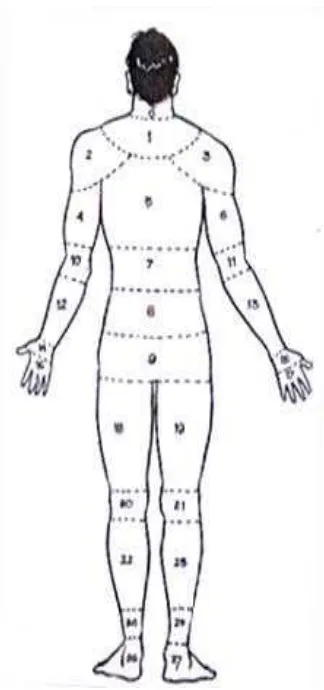
[image:70.595.87.517.275.704.2]keluhan musculoskeletal para pekerja yang terdiri dari 27 keluhan di seluruh tubuh dengan kategori Tidak Sakit (TS), Agak Sakit (AS), Sakit (S), dan Sangat Sakit (SS). Adapun tabel kuisioner SNQ dapat dilihat pada Tabel 3.5.
Tabel 3.5. Kuisioner SNQ
No Jenis Keluhan
Keterangan Tidak
Sakit
Agak
Sakit Sakit
Sangat Sakit 0 Sakit kaku di bagian leher bagian atas
1 Sakit kaku di bagian leher bagian bawah 2 Sakit di bahu kiri
3 Sakit di bahu kanan 4 Sakit lengan atas kiri 5 Sakit di punggung 6 Sakit lengan atas kanan 7 Sakit pada pinggang 8 Sakit pada bokong 9 Sakit pada pantat 10 Sakit pada siku kiri 11 Sakit pada siku kanan
12 Sakit pada lengan bawah kiri
4
Tabel 3.5. Kuisioner SNQ (Lanjutan)
No Jenis Keluhan
Keterangan Tidak
Sakit
Agak
Sakit Sakit
Sangat Sakit 13 Sakit pada lengan bawah kanan
14 Sakit pada pergelangan tangan kiri 15 Sakit pada pergelangan tangan kanan 16 Sakit pada tangan kiri
17 Sakit pada tangan kanan 18 Sakit pada paha kiri 19 Sakit pada paha kanan 20 Sakit pada lutut kiri 21 Sakit pada lutut kanan 22 Sakit pada betis kiri 23 Sakit pada betis kanan
24 Sakit pada pergelangan kaki kiri 25 Sakit pada pergelangan kaki kanan 26 Sakit pada kaki kiri
27 Sakit pada kaki kanan
Gambar 3.4. Identifikasi Keluhan Musculosceletal
Setelah dilakukan rekapitulasi skor pada pengumpulan data kemudian dilakukan perhitungan persentasi keluhan yang dirasakan pekerja pada masing-masing bagian tubuh pekerja tersebut. Untuk mendapatkan persentasi tersebut dapat dicari dengan rumus :
% 100
0
0 = ×
operator tubuh
bagian risiko
skor Jumlah
operator tubuh
bagian risiko
Skor Keluhan
Contoh :
% 100 344
15
0
0 Skorsakitdileherbagianbawah= ×
% 3 , 4
3.5. Antropometri5
Salah satu kegiatan terpenting yang dilakukan manusia adalah bekerja, dimana antropometri tubuh yang secara umum berhubungan dengan lingkungan fisik pekerja. Lingkungan fisik di sini berarti semua keadaan yang terdapat di sekitar tempat kerja yang akan mempengaruhi pekerja baik secara langsung maupun tidak langsung.
Untuk bisa meminimumkan pengaruh lingkungan fisik terhadap pekerja, maka langkah pertama yang harus kita lakukan adalah mempelajari keadaan fisik manusia yang dijadikan acuan sebagai operator, untuk kemudian digunakan sebagai dasar untuk merangsang lingkungan fisik tersebut.
Untuk meningkatkan produktivitas, pekerja harus didukung oleh sistem kerja dan lingkungan kerja yang baik juga. Untuk merangsang sistem kerja yang baik, maka haruslah dipahami secara benar tentang keterbatasan dan kemampuan yang dimiliki manusia, sebab di dalam suatu sistem kerja manusia akan berperan sebagai perencana, perancang, pelaksana, pengendali, dan pengevaluasi.
Untuk membuat suatu sistem kerja yang baik, maka perlu dirancang peralatan yang sesuai dengan keadaan fisik pekerja. Peralatan yang digunakan dalam bekerja harus benar-benar membuat pekerja merasa nyaman dan tidak mudah lelah dalam melakukan pekerjaannya. Hal ini akan memberi kepuasan kerja kepada pekerja dan pekerjaan menjadi lebih efektif. Agar kepuasan kerja, kenyamanan dan pekerjaan efektif tercapai dalam menggunakan produk tersebut,
5
maka perlu dilakukan pengukuran data antropometri pada perancangan suatu produk yang akan digunakan oleh manusia.
Data antropometri dapat digunakan sebagai pertimbangan-pertimbangan ergonomis dan dapat diaplikasikan secara luas dalam perancangan produk dan lingkungan kerja. Data antropometri akan menentukan bentuk, ukuran, dan dimensi yang tepat yang berkaitan dengan produk yang dirancang dan manusia yang akan mengoperasikan atau menggunakan produk tersebut.
Antropometri terdiri dari dua kata yaitu anthro yang berarti manusia dan
metri yang berarti ukuran. Antropometri menurut Stevenson dan Nurmianto
adalah satu kumpulan data numerik yang berhubungan dengan karakteristik fisik tubuh manusia ukuran, bentuk, dan kekuatan serta penerapan data untuk penanganan masalah desain. Singkatnya antropometri dapat diartikan sebagai suatu studi tentang pengukuran dimensi tubuh manusia.
Antropometri secara luas akan digunakan sebagai pertimbangan ergonomis dalam proses perencanaan (design) produk maupun sistem kerja yang memerlukan interaksi manusia. Data antropometri yang berhasil diperoleh akan diaplikasikan secara luas antara lain dalam hal :
a. Perancangan areal kerja
b. Perancangan peralatan kerja seperti mesin, equipment, perkakas ( tools) dan sebagainya.
c. Perancangan produk-produk konsumtif seperti pakaian , kursi, meja, komputer dan lain-lain.
Manusia pada umumnya akan berbeda-beda dalam hal bentuk dan dimensi ukuran tubuhnya. Di sini ada beberapa faktor yang akan mempengaruhi ukuran tubuh manusia, sehingga sudah semestinya seorang perancang produk harus memperhatikan faktor-faktor tersebut yang antara lain adalah:
1. Umur
Ukuran tubuh manusia akan berkembang dari saat lahir sampai sekitar 20 tahun untuk pria dan 17 tahun untuk wanita. Ada kecenderungan berkurang setelah 60 tahun.
2. Jenis kelamin
Pria pada umumnya memiliki dimensi tubuh yang lebih besar kecuali bagian dada dan pinggul.
3. Rumpun dan Suku Bangsa
Setiap suku, bangsa ataupun kelompok etni akan memiliki karakteristik fisik yang akan berbeda satu dengan yang lainnya.
4. Posisi Tubuh
Sikap ataupun posisi tubuh akan berpengaruh terhadap ukuran tubuh oleh karena itu, posisi tubuh standar harus diterapkan untuk survey pengukuran. 5. Cacat Tubuh
Data antropometri disini akan akan diperlukan untuk rancangan produk bagi orang-orang cacat.
6. Jenis Pekerjaan
yang relatif lebih besar dibandingkan dengan karyawan perkantoran pada umumnya.
7. Faktor Kehamilan pada Wanita
Kondisi ini jelas akan mempengaruhi bentuk dan ukuran tubuh wanita. Hal tersebut jelas memerlukan perhatian khusus terhadap produk-produk yang dirancang bagi segmentasi seperti itu.
8. Tebal/tipisnya pakaian yang harus dikenakan
Faktor iklim yang berbeda akan memberikan variasi yang berbeda-beda pula dalam bentuk rancangan dan spesifikasi pakaian
3.5.1. Tiga Prinsip dalam Penggunaan Data Antropometri
Data antropometri digunakan sebagai data untuk perancangan peralatan. Mengingat bahwa keadaan ciri fisik dipengaruhi oleh banyak factor sehingga berbeda satu sama lainnya maka terdapat tiga prinsip dalam pemakaian data tersebut, yaitu: perancangan fasilitas berdasarkan individu yang ekstrim, perancangan fasilitas yang bisa diseesuaikan, dan perancangan fasilitas berdasarkan harga arata-rata pemakainya.
1. Perancangan berdasarkan individu ekstrim.
tergolong ekstrim dan juga tetap mampu memenuhi ukuran tubuh mayoritas. Supaya memenuhi dua sasaran tersebut maka ukuran yang diaplikasikan dapat ditetapkan dengan dua cara. Pertama dengan menerapkan dimensi minimum dengan berdasarkan pada nilai percentile terbesar. Kedua, dengan menetapkan dimensi maksimum yang berdasar nilai percentile terendah. 2. Perancangan fasilitas yang bisa disesuaikan.
Prinsip ini digunakan untuk merancang suatu fasilitas agar fasilitas itu bisa menampung atau bisa dipakai dengan enak dan nyaman oleh semua orang yangn mungkin memerlukannya. Kursi pengemudi mobil bisa diatur maju-mundurnya dan kemiringan sandarannya; dan tinggi kursi sekretaris atau tinggi permukaan mejanya, merupakan contoh-contoh dari pemakaian prinsip ini dalam praktek.
3. Perancangan fasilitas berdasarkan harga rata-rata pemakainya.
3.5.2. Jenis-jenis Antropometri 3.5.2.1. Antropometri Statis
Antropometri statis sehubungan dengan pengukuran keadaan dan ciri-ciri fisik manusia dalam keadaan diam atau dalam posisi dibakukan. Pengukuran dimensi tubuh manusia ini dilakukan dalam berbagai posisi standar dan tegak sempurna yang biasa disebut static anthropometri. Pengukuran jenis ini biasanya untuk mendapat data berat badan, tinggi badan, ukuran kepala, tinggi lutut dsb.
3.5.2.2. Antropometri Dinamis
Antropometri dinamis sehubungan dengan pengukuran keadaaan ciri-ciri fisik manusia dalam keadaan bergerak atau memperhatikan gerakan gerakan-gerakan yang mungkin terjadi pada saat pekerja tersebut melaksanakan kegitannya. Pengukurannya akan berbeda bila dibandingkan cara pengukuran antropometri statis karena pengukuran dilakukan saat tubuh melakukan gerakan. Cara pengukuran semacam ini akan menghasilkan data antropometri dinamis. Antropometri dalam posisi tubuh melaksanakan fungsinya yang dinamis akan banyak diaplikasikan dalam proses perancangan fasilitas ataupun ruang kerja.
3.5.3. Dimensi Tubuh Manusia dalam Perancangan6
Pada umumnya dimensi tubuh yang diukur dalam melakukan perancangan adalah posisi saat berdiri, posisi saat duduk, kapala, tangan dan kaki dapat dilihat pada Gambar 3.5, 3.6, 3.7, 3.8, dan 3.9.
6
Santoso, Gempur. 2004. Ergonomi Manusia, Peralatan dan Lingkungan. Jakarta: Prestasi
Gambar 3.5. Antropometri Posisi Berdiri
[image:79.595.194.466.451.720.2]Gambar 3.7. Antropometri Kepala
Gambar 3.9. Antropometri Kaki Keterangan gambar adalah sebagai berikut:
1. Antropometri kepala terdiri dari: A. Jarak antara vertex dengan dagu B. Jarak antara mata dengan dagu C. Jarak antara hidung dengan dagu D. Jarak antara mulut dengan dagu
E. Jarak antara ujung hidung dengan lekukan lubang hidung F. Jarak antara ujung hidung dengan kepala belakang G. Jarak antara dahi dengan belakang kepala
H. Jarak antara vertex dengan lekukan di antara kedua alis I. Jarak antara vertex dengan daun telinga atas
M. Lingkar kepala melintang N. Lebar kepala
O. Jarak antara kedua mata P. Jarak antara kedua pipi
Q. Jarak antara kedua lubang hidung
R. Jarak antara kedua persendian rahang bawah S. Jarak antara kedua daun telinga
T. Jarak antara cuping hidung 2. Antropometri tangan terdiri dari:
A. Panjang tangan
B. Panjang telapak tangan C. Lebar tangan
D. Lebar tangan sampai matakarpal E. Ketebalan tangan sampai matakarpal F. Lingkar tangan sampai telunjuk G. Lingkar tangan sampai ibu jari 3. Antropometri kaki terdiri dari:
A. Panjang kaki B. Lebar kaki
C. Jarak antara tumit dengan telapak kaki yang lebar D. Lebar tumit (ukur yang terlebar)
3.5.4. Antropometri dan Peralatan7
Jika disadari bahwa perancangan suatu produk juga dilakukan oleh manusia, maka perancangan sistem manusia-mesin juga tidak lepas dari faktor-faktor manusia karena sebagian dari kesalahan-kesalahan ke