USULAN PERBAIKAN FASILITAS KERJA PADA STASIUN
PEMOTONGAN UNTUK MENGURANGI KELUHAN
MUSCULOSKLETAL DI CV. KOMPAKI AMIN BJAYA
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
TENGKU FUAD MAULANA
0 6 0 4 0 3 0 2 3
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
ABSTRAK
CV. Kompaki Amin Bjaya adalah suatu unit usaha yang bergerak dalam bidang penghasil suku cadang mesin untuk memenuhi kebutuhan mesin-mesin yang di perusahaan besar di seluruh wilayah Medan dan Deli Serdang. Kegiatan produksi dari usaha ini meliputi proses pemotongan, proses scrap, proses pelobangan, proses pengelasan dan proses pembubutan terhadap benda kerja. Pekerjaan dilakukan secara repetitif dengan jam kerja normal 8 jam per hari. Dari hasil pengamatan pendahuluan dengan menyebarkan kusioner SNQ, diperoleh bahwa operator bagian pemotongan merasakan keluhan sakit sebesar 41,9 % dan keluhan sangat sakit sebanyak 34,56 %. Hal ini mengindikasikan adanya keluhan musculoskeletal yang dirasakan operator. Hal inilah yang menjadi dasar dipilihnya stasiun pemotongan untuk menjadi subjek penelitian. Operator yang melakukan proses pemotongan berusia antara 30 sampai 40 tahun, dimana pekerjaan dilakukan selama 2 jam tiap harinya dan operator sudah bekerja lebih dari 5 tahun. Adapun operator dalam melakukan proses pemotongan dengan postur jongkok dan membungkuk yang sangat tidak dianjurkan sebagai sikap dalam bekerja.
Dari hasil pengamatan pendahuluan, operator stasiun pemotongan mengalami
Musculoskeletal Disorders (MSDs) pada tubuh seperti leher, tangan dan kaki. Oleh karena itu perlu dilakukan pengkajian faktor-faktor yang menimbulkan resiko MSDs. kusioner SNQ digunakan untuk melihat MSDs yang terjadi pada operator dan postur kerja dilihat dengan metode The Quick Exposure Check (QEC). Operator proses pemotongan yang diteliti sebanyak 3 operator.
Dari hasil penilaian QEC pada elemen kegiatan Mengukur bahan yang akan dipotong terdapat penilaian tindakan dalam waktu dekat (54%), pada elemen kegiatan mengunci bahan ke mesin terdapat penilaian tindakan dalam waktu dekat (56%), pada elemen kegiatan menghidupkan mesin terdapat penilaian tergolong aman (26%) dan pada elemen kegiatan memotong bahan terdapat penilaian tindakan dalam waktu dekat (63%). Keluhan MSDs yang terbanyak terjadi pada tubuh bagian atas pada bagian leher, tangan kanan dan tubuh bagian bawah seperti betis kaki. Jika pekerjaan ini dilakukan secara terus menerus dan secara berulang ulang (repetitif) maka akan menimbulkan cidera otot permanen. Oleh karena itu maka perlu dilakukan perbaikan fasilitas kerja berupa rancangan meja kerja operator dan kursi operator yang ergonomis untuk mengurangi Musculoskeletal Disorders (MSDs).
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Tuhan yang Maha Esa karena atas berkat dan rahmat-Nya tugas sarjana ini dapat terlaksana dan terselesaikan dengan baik.
Adapun tugas sarjana ini dibuat penulis untuk melengkapi persyaratan agar dapat memperoleh gelar Sarjana Teknik. Tujuan penelitian ini adalah mengusulkan rancangan perbaikan fasilitas kerja yang ergonomis di bagian pemotongan untuk mengurangi keluhan musculoskeletal pada operator.
Penulis mengucapkan terima kasih kepada pihak-pihak yang telah membantu terlaksananya penelitian dan terselesaikannya tugas sarjana ini. Penulis mengharapkan kritik dan saran demi penyempurnaan tugas sarjana ini. Akhir kata, semoga tugas sarjana ini dapat bermanfaat.
UNIVERSITAS SUMATERA UTARA Medan, Oktober 2012
UCAPAN TERIMA KASIH
Penulis menyadari bahwa dalam pengerjaan laporan ini memerlukan adanya bimbingan, pengarahan dan bantuan dari berbagai pihak. Oleh karena itu pada kesempatan ini penulis mengucapkan terima kasih kepada:
1. Allah SWT atas rahmat dan ridha-NYA yang telah memberikan kekuatan dan kesabaran dalam menghadapi cobaan saat menyelesaikan tugas sarjana ini.
2. Ibu Ir.Khawarita Siregar, MT selaku ketua jurusan Teknik Industri Universitas Sumatera Utara yang telah selalu memberikan motivasi dan semangat kepada penulis agar tidak mudah menyerah dalam menyelesaikan tugas sarjana ini.
3. Bapak Ir.Sugiharto, P., MM selaku dosen pembimbing I yang telah sabar dan ikhlas memberikan bimbingan dan kemudahan kepada penulis sampai tersusunnya laporan tugas sarjana ini.
4. Ibu Ir. Anizar, M. Kes selaku dosen pembimbing II yang telah memberikan pengarahan dan bimbingan penulisan laporan tugas sarjana sampai selesai dengan kesabaran.
5. Bapak Amin selaku pemilik CV. Kompaki Amin Bjaya, yang telah memberikan kesempatan untuk melakukan penelitian di perusahannya.
6. Tengku Ali Akbar, SH, MH dan Marlini sebagai Ayah dan Ibu tercinta yang tak henti-hentinya memberikan doa, semangat, nasehat, dan bantuan baik berupa moril,
financial dan spiritual.
8. Mahasiswa Teknik Industri Stambuk 2006 yang telah membantu dalam dukungan dan motivasi dalam penyelesaian tugas akhir ini.
9. Adik-adik Mahasiswa Teknik Industri Stambuk 2007 dan 2008 yang secara tidak langsung membantu dalam pengerjaan tugas akhir ini.
10. Satria Fajar Maulana khusus rasa terima kasih diucapkan oleh penulis sebagai teman yang telah banyak membantu penulis dalam pengerjaan tugas akhir.
11. Risky Hidayat sebagai teman seperjuangan dalam pengerjaan tugas sarjana dari awal sampai akhir, penulis mengucapkan terima kasih sebanyak-banyaknya atas bantuan, tukar pikiran dan motivasi untuk menjadi sukses bersama.
12. Pak Rudolf yang telah banyak membantu secara tidak langsung dalam kesuksesan pengerjaan tugas sarjana ini.
13. Om Darwin yang telah memberikan semangat agar tidak cepat berputus asa.
14. Bang Nurmansyah, Bang Mijo, Bang Ridho, Kak Dina dan Kak Rahma yang telah banyak membantu dalam urusan administrasi.
15. Pak Buchari, ST, M. Kes yang telah merubah pribadi penulis agar lebih berani mengemukakan pendapat.
16. Jessica Veranda Hardja dan Ghaida Farisya yang telah memberikan semangat kepada penulis dengan melihat semangat perjuangan mereka.
DAFTAR ISI
BAB Halaman
ABSTRAK ... i
KATA PENGANTAR ... ii
UCAPAN TERIMA KASIH ... iii
DAFTAR ISI ... iv
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN ... xv
I PENDAHULUAN ... I-1 1.1. Latar Belakang ... I-1 1.2. Perumusan Masalah ... I-3 1.3. Tujuan Penelitian dan Manfaat Penelitian ... I-4 1.3.1. Tujuan Penelitian ... I-4 1.3.2. Manfaat Penelitian ... I-4 1.4. Batasan Masalah dan Asumsi ... I-5 1.5. Sistematika Penulisan Laporan ... I-6
DAFTAR ISI (LANJUTAN)
2.3.1. Struktur Organisasi Perusahaan ... II-2 2.3.2. Uraian Tugas dan Tanggung Jawab ... II-3 2.3.3. Tenaga Kerja dan Jam Kerja ... II-4 2.3.3.1. Tenaga Kerja ... II-4 2.3.3.2. Jam Kerja ... II-5 2.3.4. Sistem Pengupahan ... II-6 2.4. Proses Produksi ... II-6 2.4.1. Bahan ... II-7 2.4.1.1. Bahan Baku ... II-7 2.4.1.2. Bahan Penolong ... II-7 2.4.2. Jumlah dan Spesifikasi Produk ... II-8 2.4.3. Uraian Proses Produksi ... II-9 2.4.4. Mesin dan Peralatan ... II-10 2.4.5. Tata Letak Fasilitas ... II-12
III TINJAUAN PUSTAKA ... III-1 3.1. Keluhan Muskuloskeletal ... III-1
3.1.1. Faktor Risiko Musculoskeletal Disorders (MSDs) dan
Keluhan Musculoskeletal ... III-2 3.2. Antropometri ... III-8
3.2.1. Faktor-faktor yang Mempengaruhi Pengukuran
DAFTAR ISI (LANJUTAN)
BAB Halaman
3.3. Postur Kerja ... III-13 3.3.1. Pengaruh Sikap Kerja Jongkok Terhadap Cedera ... III-18 3.4. Quick Exposure Check (QEC) ... III-21 3.5. Standard Nordic Questionnaire (SNQ) ... III-27
3.6. Rumus Pengujian Data ... III-29 3.6.1. Tingkat Ketelitian dan Tingkat Keyakinan ... III-29 3.6.2. Uji Keseragaman Data ... III-31 3.6.3. Uji Kecukupan Data ... III-32 3.6.4. Uji Distribusi Normal dengan Kolmogorov-Smirnov Test III-33 3.6.5. Penggunaan Distribusi Normal dan Perhitungan Persentil III-35 3.7. Alat Ukur Body Martin Model YM-1 ... III-37
DAFTAR ISI (LANJUTAN)
BAB Halaman
4.9. Pengolahan Data ... IV-6 4.10. Analisis Pemecahan Masalah ... IV-7 4.11. Kesimpulan dan Saran ... IV-7
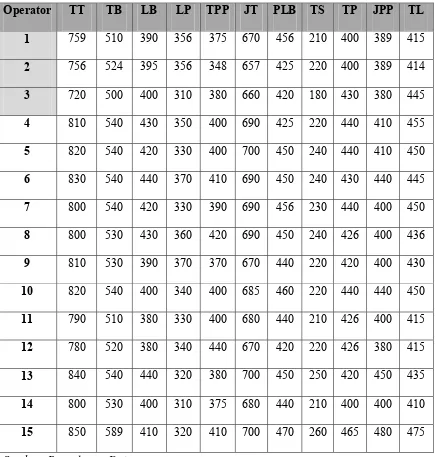
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1 5.1.1. Data Observasi Kegiatan Memotong ... V-1 5.1.2. Data Keluhan Muskuloskeletal Pekerja ... V-3 5.1.3. Data Antropometri Pekerja ... V-3 5.2. Pengolahan Data ... V-5 5.2.1. Pengolahan Data SNQ ... V-5 5.2.2. Pengolahan Postur Kerja dengan Metode QEC ... V-12
5.2.2.1. Postur Kerja Pada Kegiatan Mengukur Bahan
yang Akan Dipotong ... V-13 5.2.2.2. Postur Kegiatan Mengunci Bahan ke Mesin ... V-17 5.2.2.3. Postur Kerja Pada Kegiatan Menghidupkan
DAFTAR ISI (LANJUTAN)
BAB Halaman
5.2.3.3. Uji Normal dengan Kolmogorof-Smirnof Test .... V-45 5.2.4. Perancangan Fasilitas Kerja Usulan ... V-46
5.2.4.1. Hasil Rancangan Kursi Kerja dan Meja
Tempat Meletakkan Mesin Potong ... V-47
VI ANALISA PEMECAHAN MASALAH ... VI-1 6.1. Analisis Kondisi Kerja Aktual ... VI-1
6.1.1. Analisis Tingkat Keluhan Muskuloskeletal Berdasarkan
SNQ ... VI-2 6.1.2 Analisis Postur Kerja ... VI-2 6.2. Analisa Perancangan Fasilitas Kerja Usulan ... VI-4 6.3. Membandingkan Kondisi Kerja Aktual dengan Usulan ... VI-7 6.4. Rancangan Biaya untuk Fasilitas Kerja Usulan ... VI-9
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran .... ... VII-2
DAFTAR PUSTAKA ... DP
DAFTAR TABEL
BAB Halaman
2.1. Jumlah Karyawan ... II-5 3.1. Antropometri Posisi Berdiri dan Posisi Duduk ... III-13 3.2. Penilaian Observer QEC ... III-24 3.3. Penilaian Pekerja QEC ... III-24 3.4. Penilaian Skor QEC ... III-26 3.5. Nilai Level Tindakan QEC ... III-27 3.6. Macam Persentil dan Cara Perhitungan dalam Distribusi Normal ... III-36 5.1. Data Hasil Pengukuran Antropometri (mm) ... V-4
5.2. Rekapitulasi Bobot SNQ Bagian Pemotongan ... V-7 5.3. Rekapitulasi Bobot SNQ Bagian Pengeboran ... V-7 5.4. Rekapitulasi Bobot SNQ Bagian Peyekrapan ... V-7 5.5. Rekapitulasi Bobot SNQ Bagian Pengelasan ... V-8 5.6. Rekapitulasi Bobot SNQ Bagian Pembubutan ... V-8 5.7. Rekapitulasi Hasil Kategori Data SNQ ... V-10 5.8. Kuisioner QEC pada Kegiatan Mengukur Bahan yang Akan
Dipotong ... V-14 5.9. Penilaian Skor QEC pada Kegiatan Mengukur Bahan yang
DAFTAR TABEL (LANJUTAN)
BAB Halaman
5.12. Penilaian Skor QEC pada Kegiatan Mengunci Bahan ke Mesin... V-19 5.13. Nilai Level Tindakan QEC ... V-21 5.14. Kuisioner QEC pada Kegiatan Menghidupkan Mesin ... V-22 5.15. Penilaian Skor QEC pada Kegiatan Menghidupkan Mesin... V-23 5.16. Nilai Level Tindakan QEC ... V-24 5.17. Kuisioner QEC pada Kegiatan Memotong Bahan ... V-26 5.18. Penilaian Skor QEC pada Kegiatan Memotong Bahan ... V-27 5.19. Nilai Level Tindakan QEC ... V-29 5.20. Perhitungan Nilai Rata-rata, Standart Deviasi, Nilai Minimum dan
Maksimum Data Antropometri ... V-31 5.21. Perhitungan Uji Keseragaman Data ... V-33 5.22. Perhitungan Uji Keseragaman Data Revisi I ... V-38 5.23. Perhitungan Uji Keseragaman Data Revisi II ... V-41 5.24. Uji Kecukupan Data ... V-44 5.25. Hasil Uji Kenormalan Data dengan Kolmogorof-Smirnov ... V-46 5.26. Dimensi Tubuh dengan Prinsip Ekstrim ... V-48 6.1. Rekapitulasi Penilaian Level Tindakan QEC ... VI-2 6.2. Kondisi Kerja ... VI-8 6.3. Perbandingan Level Exposure Kondisi Aktual dan Kondisi Setelah
DAFTAR TABEL (LANJUTAN)
BAB Halaman
DAFTAR GAMBAR
BAB Halaman
DAFTAR GAMBAR (LANJUTAN)
BAB Halaman
DAFTAR GAMBAR (LANJUTAN)
BAB Halaman
5.27. Tampak Depan Meja Pemotongan ... V-52 5.28. Tampak Samping Meja Pemotongan ... V-53 5.29. Meja Pemotongan ... V-54 6.1. Kegiatan Setelah Perbaikan (a) Mengukur bahan yang akan dipotong,
(b) Mengunci Bahan, (c) Menghidupkan Mesin, dan (d) Memotong
DAFTAR LAMPIRAN
Lampiran Halaman
ABSTRAK
CV. Kompaki Amin Bjaya adalah suatu unit usaha yang bergerak dalam bidang penghasil suku cadang mesin untuk memenuhi kebutuhan mesin-mesin yang di perusahaan besar di seluruh wilayah Medan dan Deli Serdang. Kegiatan produksi dari usaha ini meliputi proses pemotongan, proses scrap, proses pelobangan, proses pengelasan dan proses pembubutan terhadap benda kerja. Pekerjaan dilakukan secara repetitif dengan jam kerja normal 8 jam per hari. Dari hasil pengamatan pendahuluan dengan menyebarkan kusioner SNQ, diperoleh bahwa operator bagian pemotongan merasakan keluhan sakit sebesar 41,9 % dan keluhan sangat sakit sebanyak 34,56 %. Hal ini mengindikasikan adanya keluhan musculoskeletal yang dirasakan operator. Hal inilah yang menjadi dasar dipilihnya stasiun pemotongan untuk menjadi subjek penelitian. Operator yang melakukan proses pemotongan berusia antara 30 sampai 40 tahun, dimana pekerjaan dilakukan selama 2 jam tiap harinya dan operator sudah bekerja lebih dari 5 tahun. Adapun operator dalam melakukan proses pemotongan dengan postur jongkok dan membungkuk yang sangat tidak dianjurkan sebagai sikap dalam bekerja.
Dari hasil pengamatan pendahuluan, operator stasiun pemotongan mengalami
Musculoskeletal Disorders (MSDs) pada tubuh seperti leher, tangan dan kaki. Oleh karena itu perlu dilakukan pengkajian faktor-faktor yang menimbulkan resiko MSDs. kusioner SNQ digunakan untuk melihat MSDs yang terjadi pada operator dan postur kerja dilihat dengan metode The Quick Exposure Check (QEC). Operator proses pemotongan yang diteliti sebanyak 3 operator.
Dari hasil penilaian QEC pada elemen kegiatan Mengukur bahan yang akan dipotong terdapat penilaian tindakan dalam waktu dekat (54%), pada elemen kegiatan mengunci bahan ke mesin terdapat penilaian tindakan dalam waktu dekat (56%), pada elemen kegiatan menghidupkan mesin terdapat penilaian tergolong aman (26%) dan pada elemen kegiatan memotong bahan terdapat penilaian tindakan dalam waktu dekat (63%). Keluhan MSDs yang terbanyak terjadi pada tubuh bagian atas pada bagian leher, tangan kanan dan tubuh bagian bawah seperti betis kaki. Jika pekerjaan ini dilakukan secara terus menerus dan secara berulang ulang (repetitif) maka akan menimbulkan cidera otot permanen. Oleh karena itu maka perlu dilakukan perbaikan fasilitas kerja berupa rancangan meja kerja operator dan kursi operator yang ergonomis untuk mengurangi Musculoskeletal Disorders (MSDs).
BAB I
PENDAHULUAN
1.1. Latar Belakang
Sikap kerja merupakan faktor penting dalam menentukan tingkat kenyamanan kerja. Sikap kerja yang kurang sesuai dapat menyebabkan keluhan muskuloskeletal seperti rasa nyeri pada otot. Adanya ketidaknyamanan kerja tentu meningkatkan beban kerja dan berpengaruh terhadap produktivitas. Salah satu sikap kerja yang berbahaya adalah postur jongkok. Postur jongkok dalam bekerja sangat umum ditemui di berbagai tempat terutama di bengkel otomotif, usaha pembuatan konstruksi bangunan, sektor agribisnis dan bengkel-bengkel pengrajin usaha kecil.
terjadi penyempitan jarak antar ruas tulang belakang yang mengakibatkan terjadinya kompresi berlebihan pada bantalan antar ruas (invertebral disc). Akibat kompresi ini bantalan menekan serabut syaraf yang menyebabkan rasa nyeri di sekitar tulang belakang. Selain itu berakibat tertekannya otot pada bagian perut, sudut yang terlalu sempit dapat mengakibatkan terhambatnya peredaran darah di sekitar kaki dan tungkai bagian bawah.
Penelitian mengenai efek postur kerja jongkok pernah dilakukan Andar Bagus Sriwarno pada 14 pria dewasa yang biasa melakukan pekerjaan dalam posisi berjongkok pada tahun 2008. Penelitian ini menggunakan metode eksperimen dengan mengukur aktifitas elektrik otot punggung dan kaki, analisis gerak, distribusi beban tubuh, pengukuran denyut jantung, dan keluhan subjektif. Penelitian ini dilakukan untuk menguji pengaruh ketinggian duduk terhadap pengurangan beban kerja fisik. Hasil dari penelitian yang dilakukan pada posisi jongkok dan ketinggian duduk antara 10 cm, 15 cm dan 20 cm mengalami pengurangan beban kerja setiap kenaikan tinggi duduk.
penelitian. Operator yang melakukan proses pemotongan berusia antara 30 sampai 40 tahun, dimana pekerjaan dilakukan selama 2 jam tiap harinya dan operator sudah bekerja lebih dari 5 tahun.
Pekerjaan yang dilakukan setiap hari selama bertahun-tahun akan berpotensi menimbulkan keluhan Musculosceletal Disorders (Neville Stanton, 2004, hal. 4-5). Adapun operator dalam melakukan proses pemotongan dengan postur jongkok dan membungkuk.
Dari gambaran di atas, maka perlu dilakukan perbaikan fasilitas kerja pada stasiun pemotongan agar lebih ergonomis. Diharapkan dengan adanya perancangan fasilitas kerja kerja maka postur kerja operator selama bekerja dapat diperbaiki sehingga keluhan MSDs dapat berkurang.
1.2. Perumusan Masalah
1.3. Tujuan Penelitian dan Manfaat Penelitian
Berikut ini akan diuraikan secara lengkap tujuan dan manfaat dari tugas sarjana ini.
1.3.1. Tujuan Penelitian
Tujuan umum dari penelitian ini adalah mengusulkan rancangan perbaikan
fasilitas kerja yang ergonomis di bagian pemotongan untuk mengurangi keluhan
musculoskeletal pada operator.
Tujuan khusus penelitian ini adalah sebagai berikut :
1. Mengidentifikasi keluhan operator di bagian pemotongan dengan pendekatan kuesioner SNQ.
2. Menganalisis pengaruh postur kerja terhadap level resiko operator pada bagian pemotongan dengan metode QEC.
1.3.2. Manfaat Penelitian
Manfaat penelitian yang dapat diperoleh dari penelitian ini adalah:
1. Bagi Mahasiswa
2. Bagi Perusahaan
Sebagai bahan masukan bagi pihak perusahaan untuk dapat merancang fasilitas kerja yang benar, sehingga dapat mengatasi masalah MSDs di Perusahaan.
3. Bagi Departemen Teknik Industri USU
Mempererat kerjasama antara perusahaan dengan Departemen Teknik Industri, Fakultas Teknik USU dan sebagai tambahan informasi yang dapat digunakan untuk perkembangan ilmu pengetahuan
1.4. Batasan Masalah dan Asumsi
Agar penyelesaian masalah tidak menyimpang dari tujuan dan menghindari kemungkinan meluasnya pembahasan dari yang seharusnya diteliti, maka penulis membuat batasan masalah dan asumsi.
Pembatasan masalah dalam penelitian ini adalah sebagai berikut :
1. Perbaikan rancangan hanya dilakukan pada fasilitas kerja di stasiun pemotongan tanpa dipengaruhi oleh komponen stasiun kerja lainnya.
2. Data keluhan muskuloskeletal diidentifikasi dengan menggunakan Standart Nordic Questionnaire (SNQ).
Asumsi yang digunakan dalam penelitian ini adalah :
1. Proses produksi, mesin dan prosedur kerja tidak berubah selama penelitian dilaksanakan.
2. Proses produksi berlangsung secara normal dan tidak ada gangguan atau perubahan urutan operasi yang mempengaruhi jalannya proses produksi.
3. Operator yang diteliti sudah mengerti dan paham akan tugasnya
1.5. Sistematika Penulisan Laporan
Sistematika penulisan ini bertujuan untuk memberikan gambaran umum tentang penelitian yang dilakukan. Adapun sistematika penulisan adalah sebagai berikut :
BAB I PENDAHULUAN
Pada Bab ini menguraikan latar belakang masalah, perumusan masalah, batasan masalah, tujuan, manfaat, dan sistematika laporan.
BAB II GAMBARAN UMUM PERUSAHAAN
Menjelaskan gambaran umum secara ringkas tentang objek studi meliputi sejarah perusahaan, bidang usaha, struktur organisasi, proses produksi, pemasaran dan ringkasan lain.
BAB III TINJAUAN PUSTAKA
BAB IV METODOLOGI PENELITIAN
Memaparkan langkah-langkah yang digunakan untuk mencapai tujuan penelitian meliputi tahapan-tahapan penelitian dan penjelasan tiap tahapan secara ringkas.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Mengidentifikasi data dari pengamatan pada pengumpulan data dan pengolahan data untuk mendapatkan hasil yang dilanjutkan untuk membahas dan menyajikan hasil-hasil analisa penelitian.
BAB VI ANALISA PEMECAHAN MASALAH
Menganalisis hasil yang diperoleh dari pengolahan data.
BAB VII KESIMPULAN DAN SARAN
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
CV. Kompaki Amin Bjaya didirikan oleh Pak Aminuddin di jl. Aluminium Raya Gg. Banten No. 30 Tanjung Mulia - Medan pada Tahun 2004. Usaha
ini didirikan sejak Pak Amin diberhentikan dari pekerjaannya dari perusahaan swasta pada tahun 2003. Pada saat itu usaha ini masih dalam bentuk bengkel bubut biasa. Kegiatan usaha ini bergerak dalam bidang pembuat suku cadang seperti multiring dan timba.
2.2. Ruang Lingkup Bidang Usaha
CV. Kompaki Amin Bjaya menghasilkan suku-suku cadang mesin pabrik yang merupakan konsumsi oleh perusahaan besar di beberapa wilayah Medan dan Deli Serdang terutama di PKS dan pabrik-pabrik yang menggunakan produk Pak Amin. Peningkatan produksi yang dilakukan oleh CV. Kompaki Amin Bjaya di Medan membuat masyarakat sekitar terpacu untuk lebih mendalami usaha Pak Amin ini tentang membuat suku cadang mesin pabrik dan mengenal segala mesin yang ada. Harga jual pada CV. Kompaki Amin Bjaya tidak terlalu mahal atau rendah. Oleh karena itu konsumen yang ada di sekitar Medan dan Deli Serdang tertarik dengan suku cadangnya disamping harganya tidak terlalu tinggi kualitas produknya juga bagus.
Usaha Pak Amin merangkap dalam pembuatan pagar besi, plang, roda pintu, dan rantai roda pintu. Dengan penambahan bidang ini usaha Pak Amin dapat menambah pendapatan bagi usahanya sehingga usaha ini cukup sukses.
2.3. Organisasi dan Manajemen
Organisasi dan manajemen di perusahaan ini berstruktur lini. Berikut ini akan diuraikan secara lengkap organisasi dan manajemen.
2.3.1. Struktur Organisasi Perusahaan
dengan yang lain untuk mencapai tujuan tertentu yang diharapkan oleh semua pihak yang terkait didalamnya.
Organisasi ditentukan atau dipengaruhi oleh badan usaha, jenis usaha dan besarnya usaha dan sistem produksi perusahaan. Dengan adanya struktur organisasi dan uraian tugas yang telah ditetapkan akan menciptakan suasana kerja yang baik dan tidak terjadi kekacauan akibat kesalahan dalam pemberian perintah dan tanggung jawab. Struktur organisasi dari perusahaan ini berbentuk struktur organisasi lini karena
perusahaan ini dipimpin dan dikoordinator oleh satu pemimpin yaitu pemilik usaha langsung. Oleh karena itu organisasi CV. Kompaki Amin Bjaya dapat dilihat pada Gambar 2.1.
2.3.2. Uraian Tugas dan Tanggung Jawab
Sumber : CV. Kompaki Amin Bjaya
Gambar 2.1. Struktur Organisasi Perusahaan
2.3.3. Tenaga Kerja dan Jam Kerja
Berikut akan diuraikan secara lengkap tenaga kerja dan jam kerja di CV. Kompaki Amin Bjaya.
2.3.3.1.Tenaga Kerja
Tenaga kerja di CV. Kompaki Amin Bjaya terdiri atas beberapa bagian. Bagian tersebut adalah bagian kantor dan tenaga kerja lapangan. Perekrutan tenaga kerja pada bagian tersebut diatur oleh perusahaan, pada usaha ini untuk pekerja lapangan atau operator, asalkan mampu dan ahli dalam menggunakan mesin bisa langsung diterima sebagai pekerja lepas (tidak tetap). Pada bagian kantor tenaga kerja yang bekerja di bagian kantor dengan sistem kontrak.
Tenaga kerja pada CV. Kompaki Amin Bjaya dikelompokkan berdasarkan pimpinan, manajer serta operator. Berdasarkan sistem pembayaran pekerja
Direktur
Manajer Produksi
dikelompokkan menjadi dua, yaitu karyawan tetap dan karyawan lepas. Karyawan tetap biasanya digaji setiap bulannya (monthly paid), sedangkan karyawan lepas digaji setiap harinya (daily paid). Jumlah karyawan pada CV. Kompaki Amin Bjaya setiap bulannya berubah, hal ini diakibatkan perubahan terhadap jumlah pekerja tidak tetap yang berubah setiap bulannya. Jumlah tenaga kerja pada CV. Kompaki Amin Bjaya pada akhir Maret 2012 dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jumlah Karyawan
No Bagian Jumlah (Orang)
1 Direktur 1
1 Manajer 1
2 Operator 6
Jumlah 8
Sumber : CV. Kompaki Amin Bjaya
2.3.3.2.Jam Kerja
Penjadwalan kerja pada CV. Kompaki Amin Bjaya yang tidak berdasarkan shift
biasanya diberlakukan bagi karyawan kantor. Syarat Kerja Umum (SKU) setiap pekerja mempunyai syarat maksimum 7-8 jam kerja/hari dan bekerja 6 hari/minggu. Jika waktu kerja lebih dari 8 jam kerja, maka jam kerja berikutnya terhitung sebagai lembur.
Ketentuan kerja pada CV. Kompaki Amin Bjaya adalah sebagai berikut : a. Tidak Berdasarkan shift
Senin-jumat
2.3.4. Sistem Pengupahan
Sistem pengupahan pada CV. Kompaki Amin Bjaya dibedakan berdasarkan golongan. Bagi para karyawan sistem pengupahan yaitu daily paid dan upah lembur.
Pengaturan sistem pengupahan untuk daily paid adalah sebagai berikut :
1. Sistem pembayaran daily paid, karyawan pada kategori ini dibayar berdasarkan hari kerja dan upahnya dibayarkan setiap dua minggu sekali. Besarnya upah harian yaitu berdasarkan kesepakatan yang dibuat oleh CV. Kompaki Amin Bjaya dengan pekerja.
2. Selain upah regular, upah lembur juga diberikan apabila kerja lembur dilakukan atas permintaan perusahaan. Kerja lembur biasa dilakukan apabila target produksi belum terpenuhi.
2.4. Proses Produksi
Proses produksi dari perusahaan ini akan diuraikan decara lengkap sebagai berikut.
2.4.1. Bahan
Bahan dari perusahaan ini terdiri dari bahan baku dan bahan penolong. Berikut akan diuraikan secara lengkap bahan yang diperlukan di CV. Kompaki Amin Bjaya.
2.4.1.1.Bahan Baku
karbon rendah (0.25% C), berbentuk silinder yang ukurannya 2 m x Ø 7 cm dengan tebal 0,5 cm.
Perusahaan mewajibkan bahan baku dihabiskan sesuai target yang di rencanakan oleh perusahaan untuk menjaga kenyamanan pelanggan terhadap persediaan suku cadang di CV. Kompaki Amin Bjaya,
2.4.1.2. Bahan Penolong
Bahan penolong adalah bahan yang ditambahkan dalam suatu produksi sehingga dapat meningkatkan mutu produk menjadi lebih baik. Bahan penolong yang digunakan CV. Kompaki Amin Bjaya untuk memproduksi suku cadang mesin adalah cairan pelumas untuk menempa yaitu air dan oli bekas
Gambar 2.3. Baja yang Telah Dipotong
2.4.2. Jumlah dan Spesifikasi Produk
CV. Kompaki Amin Bjaya memproduksi khusus suku cadang pabrik kapasitas kurang lebih 10 jenis produk dalam sebulan. Suku cadang mesin pabrik yang diproduksikan tersebut adalah berbentuk gear, conveyor, rantai conveyor, multiring dan timba.
2.4.3 Uraian Proses Produksi
Proses Produksi adalah teknik atau metode yang digunakan untuk menghasilkan suatu barang atau jasa sehingga nilainya bertambah dengan menggunakan sumber-sumber daya (resources) yang tersedia, antara lain tenaga kerja, mesin, bahan baku, modal, metode dan energy.
Pengukuran baja selindris Pemotongan baja selindris Menyekrap baja selindris
Pemeriksaan Pembubutan
Finishing Pengelasan
Gambar 2.4. Skema Uraian Proses
Proses produksi yang pertama adalah dengan melakukan :
1. Pengukuran baja karbon berbentuk selindris yang akan dipotong.
2. Pemotongan baja selindris sesuai ukuran. Baja selindris dipotong menjadi menjadi ukuran 7 cm setiap bagiannya.
3. Pengukuran baja karbon berbentuk selindris yang telah dipotong untuk ditempa ke mesin scrap. Proses ini bertujuan untuk menyesuaikan baja yang akan discrap sesuai kebutuhan.
4. Menyekrap baja selindris. Baja yang di tempa adalah di bagian baja yang di potong pada bagian atas.
5. Pemeriksaan. Bahan di periksa setelah disekrap untuk mengetahui bahan yang rusak.
6. Dibawa ke mesin pembubutan. Betujuan untuk memperhalus dan memperkecil bagian atas timba
Gambar 2.5. Produk jadi (Timba)
2.4.4. Mesin dan Peralatan
Sarana produksi pada CV. Kompaki Amin Bjaya sebagai berikut; 1. Mesin Potong
Merek : Hitachi
Kapasitas : 130 X 130 mm
Power Listrik : 2000 Watt
Tipe : cc 14SF
Jumlah : 2 unit
2. MesinBubut
Merek : ANN YANG 450X2000
Kapasitas : 200X500 mm
Power Listrik : 2,5 Kw Tegangan : 220V
Jumlah : 2 unit
3. Mesin Scrap
Merek : HC 6 28
Kapasitas : 100 X 200 mm
Tipe : GF H3D4
Jumlah : 2 unit
5. Mesin Gerinda
Merek : Makita
Kapasitas : 10 mm
Kec. putaran : 11000 rpm Ukuran Batu : 4”/ 100 mm
Tipe : 9556 NB
Jumlah : 5 Unit
Fungsi : Untuk memperhalus permukaan yang kasar
6. Mesin Bor
Merek : Bosch
Kapasitas : 10 mm
Tipe : GBM 350
Kec. Putaran : 0-3000 rpm
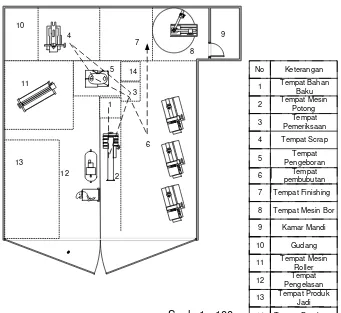
2.4.5. Tata Letak Fasilitas
[image:40.595.148.450.192.418.2]Gambar 2.6. Kondisi Lantai Produksi 1 2 3 4 5 6 7 8 9 10 11 12 No Keterangan 1 Tempat Bahan
Baku 2 Tempat Mesin
Potong 3 Tempat
Pemeriksaan 4 Tempat Scrap 5 PengeboranTempat 6 Tempat
pembubutan 7 Tempat Finishing 8 Tempat Mesin Bor 9 Kamar Mandi 10 Gudang 11 Tempat Mesin
Roller 12 Tempat
Pengelasan 13
14
13 Tempat Produk Jadi 14 Tempat Peralatan
Scale 1 : 100
[image:41.595.130.471.374.687.2]BAB III
TINJAUAN PUSTAKA
3.1 Keluhan Muskuloskeletal1
Keluhan muskuloskeletal adalah keluhan pada otot skeletal yang dirasakan oleh seseorang mulai dari keluhan yang sangat ringan sampai pada yang sangat sakit. Apabila otot menerima beban statis secara berulang dan dalam waktu yang lama, maka dapat menyebabkan keluhan berupa kerusakan pada sendi, ligamen, dan tendon. Keluhan hingga kerusakan ini disebut juga musculoskeletal disorders (MSDs) atau cedera pada sistem muskuloskeletal. Secara garis besar keluhan otot dapat dikelompokkan menjadi dua, yaitu :
1. Keluhan sementara (Reversible), yaitu keluhan otot yang terjadi pada saat otot menerima beban statis, keluhan tersebut segera hilang apabila pembebanan dihentikan.
2. Keluhan menetap (Persistent), yaitu keluhan otot yang bersifat menetap. Walaupun pembebanan kerja telah dihentikan, namun rasa sakit pada otot masih berlanjut. Keluhan muskuloskeletal dapat terjadi oleh beberapa penyebab, diantaranya adalah : 1. Peregangan otot yang berlebihan. Peregangan otot yang berlebihan pada umumnya sering dikeluhkan oleh pekerja yang aktivitas kerjanya menuntut pengerahan tenaga yang besar seperti aktivitas mengangkat, mendorong, menarik, dan menahan beban yang berat.
2. Aktivitas berulang. Aktivitas berulang adalah pekerjaan yang dilakukan secara terus-menerus seperti pekerjaan mencangkul, membelah kayu, dan sebagainya. Keluhan otot terjadi karena otot menerima tekana akibat beban kerja secara terus-menerus tanpa memperoleh waktu untuk relaksasi.
3. Sikap kerja tidak alamiah. Posisi bagian tubuh yang bergerak menjauhi posisi alamiah, misalnya pergerakan tangan terangkat, punggung terlalu membungkuk, kepala terangkat, dan sebagainya dapat menyebabkan keluhan pada otot skeletal. 4. Faktor penyebab sekunder. Faktor skunder yang juga berpengaruh terhadap keluhan
muskuloskeletal adalah tekanan, getaran dan mikroklimat.
5. Penyebab kombinasi. Resiko terjadinya keluhan otot skeletal akan semakin meningkat apabila dalam melakukan tugasnya pekerja dihadapkan pada beberapa faktor resiko dalam waktu yang bersamaan, misalnya pekerja harus melakukan aktivitas mengangkat beban di bawah tekanan panas matahari.
3.1.1 Faktor Risiko Musculoskeletal Disorders (MSDs) dan Keluhan
Musculoskeletal 2
Faktor-faktor risiko musculoskeletal disorders terkait dengan aktivitas manual handling meliputi beberapa faktor berikut : faktor risiko yang terkait dengan karakteristik pekerjaan (task characteristic), karakteristik objek (material/object characteristic), karakteristik lingkungan kerja (workplace characteristic), dan karakteristik individu (Exxon Chemical, 1994).
2
a. Karakteristik Pekerjaan.
Karakteristik pekerjaan yang menjadi faktor risiko musculoskeletal disorders
(MSDs) antara lain : 1. Postur Kerja
Postur kerja adalah posisi tubuh pekerja pada saat melakukan aktivitas kerja yang biasanya terkait dengan desain area kerja dan task requirements yang janggal (awkward posture). Postur janggal adalah posisi tubuh yang menyimpang secara signifikan terhadap posisi normal saat melakukan pekerjaan. Bekerja dengan posisi janggal meningkatkan jumlah energi yang dibutuhkan untuk bekerja. Posisi janggal menyebabkan kondisi dimana perpindahan tenaga dari otot ke jaringan rangka tidak efisien sehingga mudah menimbulkan lelah. Termasuk ke dalam postur janggal adalah pengulangan atau waktu lama dalam posisi menggapai, berputar (twisting), memiringkan badan, berlutut, jongkok, memegang dalam kondisi statis, dan menjepit dengan tangan. Postur ini melibatkan beberapa area tubuh seperti bahu, punggung dan lutut, karena bagian inilah yang paling sering mengalami cidera.
2. Frekuensi
3. Durasi
Durasi adalah jumlah waktu terpapar faktor risiko. Durasi dapat dilihat sebagai menit-menit dari jam kerja/hari pekerja terpapar risiko. Durasi juga dapat dilihat sebagai paparan/tahun faktor risiko atau karakteristik pekerjaan berdasarkan faktor risikonya. Secara umum, semakin besar paparan durasi pada faktor risiko, besar pula tingkat risikonya.
4. Vibrasi
Vibrasi dapat menyebabkan perubahan fungsi aliran darah pada ekstremitas yang terpapar bahaya vibrasi. Gangguan ini dikenal dengan Reynaud’s disease. Penyakit ini menyebabkan kerusakan saraf tepi.
b. Karakteristik individu.
Karakteristik individu yang menjadi faktor risiko MSDs antara lain : 1. Usia
2. Kebiasaan olahraga
Aerobic fitness meningkatkan kemampuan kontraksi otot. Delapan puluh persen (80 %) kasus nyeri tulang punggung disebabkan karena buruknya tingkat kelenturan (tonus) otot atau kurang berolah raga. Otot yang lemah terutama pada daerah perut tidak mampu menyokong punggung secara maksimal.
3. Masa kerja
Merupakan faktor risiko dari suatu pekerjaan yang terkait dengan lama bekerja. Dapat berupa masa kerja dalam suatu perusahaan dan masa kerja dalam suatu unit produksi. Masa kerja merupakan faktor risiko yang sangat mempengaruhi seseorang pekerja untuk meningkatkan risiko terjadinya MSDs, terutama untuk jenis pekerjaan yang menggunakan kekuatan yang tinggi.
4. Kebiasaan merokok
Berdasarkan penelitian telah membuktikan bahwa kebiasaan merokok dapat meningkatkan keluhan otot rangka. Semakin lama dan sering frekuensi rokok, maka keluhan otot rangka yang dirasakan akan semakin tinggi. Boshuizen (1993) menemukan hubungan yang signifikan antara kebiasaan merokok dengan keluhan otot pinggang, khususnya untuk pekerjaan yang memerlukan pengerahan otot.
5. Kesegaran jasmani
disimpulkan bahwa tingkat kesegaran tubuh yang rendah akan mempertinggi risiko terjadinya keluhan otot.
6. Ukuran antropometri tubuh
Walaupun pengaruhnya relatif kecil, berat badan, tinggi badan dan massa tubuh merupakan faktor yang dapat menyebabkan terjadinya keluhan otot. Vessy et all
(1990) menyatakan bahwa wanita yang lebih gemuk mempunyai risiko dua kali lipat dibandingkan dengan wanita kurus. Temuan lain menyatakan bahwa pada tubuh yang tinggi umumnya sering menderita keluhan sakit punggung, tetapi tubuh tinggi tidak mempunyai pengaruh terhadap keluhan pada leher, bahu dan pergelangan tangan.
c. Karakteristik material
Karakteristik material yang menjadi faktor risiko MSDs antara lain : 1. Berat objek
Menurut ILO, beban maksimum yang diperbolehkan untuk diangkat oleh seseorang adalah 23-25 kg. mengangkat beban yang terlalu berat akan mengakibatkan tekanan pada discus pada tulang belakang (deformitas discus).
deformitas discus menyebabkan derajat kurvatur lumbar lordisis berkurang sehingga pada akhirnya mengakibatkan tekanan pada jaringan lunak. Selain itu, beban yang berat juga dapat menyebabkan kelelahan karena dipicu peningkatan tekanan pada discus intervertebra.
2. Besar dan bentuk objek
lebih dari 300-400 mm, panjang lebih dari 350 mm dengan ketinggian lebih dari 450 mm. sedangkan bentuk objek yang baik harus memiliki pegangan, tidak ada sudut tajam dan tidak dingin/panas saat diangkat. Mengangkat objek tidak hanya dengan mengandalkan kekuatan jari, karena kemampuan otot jari terbatas sehingga dapat cidera pada jari.
d. Karakteristik lingkungan kerja.
Karakteristik lingkungan kerja yang menjadi faktor risiko MSDs antara lain : 1. Cuaca kerja dan konsentrasi oksigen
Cuaca kerja merupakan kombinasi dari komponen suhu udara, kecepatan gerakan udara, dan kelembapan udara. Komponen-komponen tersebut dapat mempengaruhi persepsi kualitas udara dalam ruangan kerja, sehingga haris selalu dijaga agar berada pada kisaran yang dapat diterima untuk kenyamanan penghuninya.
2. Desain lingkungan kerja
Suatu lingkungan kerja ergonomis apabila secara antropometris, faal, biomekanik, dan psikologis kompatibel dengan pemakainya. Di dalam mendesain stasiun kerja maka harus berorientasi pada kebutuhan pemakainya.
3.2. Antropometri3.
Istilah antropometri berasal dari “anthro” yang berarti manusia dan “metri” yang berarti ukuran. Secara definitif antropometri dapat dinyatakan sebagai satu studi yang berkaitan dengan pengukuran dimensi tubuh manusia. Antropometri menurut Stevenson
3
(1989) dan Nurmianto (1991) adalah satu kumpulan data numerik yang berhubungan dengan karakteristik fisik tubuh manusia, ukuran, bentuk, dan kekuatan, serta penerapan dari data tersebut untuk penanganan masalah desain4.
3.2.1. Faktor-faktor yang Mempengaruhi Pengukuran Antropometri5.
Manusia pada umumnya akan berbeda-beda dalam hal bentuk dan dimensi tubuhnya. Di sini ada beberapa faktor yang akan mempengaruhi ukuran tubuh manusia, sehingga sudah semestinya seorang perancang produk harus memperhatikan faktor-faktor tersebut yang antara lain adalah:
a. Umur. Secara umum dimensi tubuh manusia akan tumbuh dan bertambah besar, seiring dengan bertambahnya waktu, yaitu sejak awal kelahiranya sampai dengan umur sekitar 20 tahunan.
b. Jenis kelamin (sex). Dimensi ukuran tubuh laki-laki umumnya akan lebih besar dibandingkan dengan wanita, terkecuali untuk beberapa bagian tubuh tertentu seperti pinggul, dan sebagainya.
c. Suku/bangsa (ethnic). Setiap suku, bangsa ataupun kelompok etnik akan memiliki karakteristik fisik yang akan berbeda satu dengan yang lainnya.
d. Jenis pekerjaan. Beberapa jenis pekerjaan tertentu menuntut adanya persyaratan dalam seleksi karyawan/stafnya. Misalnya: buruh dermaga/pelabuhan harus mempunyai postur tubuh yang relatif lebih besar dibandingkan dengan karyawan perkantoran pada umumnya. Apalagi dibandingkan dengan jenis pekerjaan militer.
4
Eko Nurmianto.Ergonomi Konsep Dasar dan Aplikasinya (Surabaya : Guna Widya, 2005), h.54.
5
e. Cacat tubuh, dimana data antropometri disini akan diperlukan untuk perancangan produk bagi orang-orang cacat (kursi roda, kaki/tangan palsu, dan lain-lain).
f. Tebal/tipisnya pakaian yang harus dikenakan, dimana faktor iklim yang berbeda akan memberikan variasi yang berbeda-beda pula dalam bentuk rancangan dan spesifikasi pakaian. Dengan demikian dimensi tubuh orang akan berbeda dari satu tempat dengan tempat yang lain.
g. Kehamilan (pregnancy), dimana kondisi semacam ini jelas akan mempengaruhi bentuk dan ukuran tubuh (khusus perempuan). Hal tersebut jelas memerlukan perhatian khusus terhadap produk-produk yang dirancang bagi segmentasi seperti ini.
3.2.2. Prinsip Dalam Penggunaan Data Antropometri6.
Perancangan suatu fasilitas kerja ataupun produk hendaknya memperhatikan prinsip-prinsip perancangan yang ada, yaitu:
1. Prinsip perancangan fasilitas kerja bagi individu dengan ukuran yang ekstrim. Disini rancangan produk dibuat agar bisa memenuhi 2 (dua) sasaran produksi, yaitu: a. Bisa sesuai ukuran tubuh manusia yang mengikuti klasifikasi ekstrim dalam arti
terlalu besar atau kecil bila dibandingkan dengan rata-ratanya.
b. Tetap bisa digunakan untuk memenuhi ukuran tubuh yang lain (mayoritas dari populasi yang ada). Untuk memenuhi sasaran pokok tersebut maka ukuran yang diaplikasikan ditetapkan dengan cara :
6
a. Untuk dimensi minimum yang harus ditetapkan dari suatu rancangan produk umumnya didasarkan pada nilai persentil terbesar seperti 90th, 95th atau 99 persentil.
b. Untuk dimensi maksimum yang harus ditetapkan diambil berdasarkan nilai persentil yang paling rendah (1st, 5th, 10th persentil) dari distribusi data antropometri yang ada.
Secara umum aplikasi data antropometri untuk perancangan produk ataupun fasilitas kerja akan menetapkan nilai 5th persentil untuk dimensi maksimum dan 95th
persentil untuk dimensi minimumnya.
2. Prinsip perancangan fasilitas dengan ukuran rata-rata.
Masalah pokok yang dihadapi dalam hal ini justru sedikit sekali mereka yang berada dalam ukuran rata-rata.
Berdasarkan aplikasi data antropometri yang diperlukan dalam proses perancangan produk ataupun fasilitas kerja, maka ada beberapa langkah-langkah yang perlu diperhatikan yaitu :
a. Anggota tubuh mana yang nantinya akan difungsikan untuk mengoperasikan rancangan tersebut.
b. Menentukan dimensi tubuh yang penting dalam proses perancangan tersebut. c. Menetapkan prinsip ukuran yang harus diikuti, apakah rancangan tersebut untuk
ukuran individual yang ekstrim, rentang ukuran yang fleksibel (adjustable) atau ukuran rata-rata.
e. Untuk setiap dimensi tubuh yang telah diidentifikasi selanjutnya, tetapkan nilai ukurannya dari tabel data antropometri yang sesuai. Aplikasikan data tersebut dan tambahkan faktor kelonggaran (allowance) bila diperlukan.
3. Prinsip perancangan fasilitas yang bisa disesuaikan.
Beberapa bagian tertentu dari peralatan atau fasilitas dapat dirancang sehingga alat dapat disesuaikan dengan individu pemakainya. Biasanya mencakup persentil 5 wanita sampai persentil 95 pria dari karakteristik yang relevan.
antropomet
Gambar 3.1. Pengukuran Antropometri Posisi Berdiri dan Posisi Duduk
No Nama Dimensi
1 Tinggi tubuh posisi berdiri tegak 2 Tinggi mata posisi berdiri tegak 3 Tinggi bahu posisi berdiri tegak
4 Tinggi siku posisi berdiri tegak (siku tegak lurus)
5 Tinggi kepalan tangan yang berjulur lepas posisi berdiri tegak 6 Tinggi tubuh posisi duduk
7 Tinggi mata posisi duduk 8 Tinggi bahu posisi duduk 9 Tinggi siku posisi duduk 10 Tebal atau lebar paha
11 Panjang paha diukur dari pantat sampai ujung lutut
12 Panjang paha diukur dari pantai sampai bagian belakang dari lutut/betis 13 Tinggi lutut diukur baik dalam posisi berdiri maupun duduk
14 Tinggi tubuh posisi duduk yang diukur dari lantai sampaim paha 15 Lebar dari bahu
16 Lebar pinggul/pantat
17 Lebar dari dada (tidak tampak dalam gambar) 18 Lebar perut
19 Panjang siku di ukur dari siku sampai ujung jari dalam posisi siku tegak lurus
20 Lebar kepala
21 Panjang tangan diukur dari pergelangan sampai ujung jari 22 Lebar telapak tangan
24 Tinggi jangkauan tangan posisi berdiri tegak, diukur dari lantai sampai dengan telapak tangan yang terjangkau lurus ke atas
25 Tinggi jangkauan tangan posisi duduk tegak (tidak ditunjukkan dalam gambar)
26 Jarak jangkauan tangan yang terjulur kedepan, diukur dari bahu samapai ujung jari tangan
3.3. Postur Kerja7
Perancangan area kerja dan postur kerja memiliki hubungan yang erat satu dengan yang lainnya. Pada umumnya, ketika sedang bekerja, seorang operator akan mengambil posisi berdiri atau duduk, di mana kedua posisi ini memang diizinkan bagi operator dengan menggunakan perancangan yang sesuai. Pada posisi duduk, terdapat lebih banyak pertimbangan dalam perancangan, seperti pencahayaan, kejelasan, dan sebagainya. Posisi duduk memungkinkan pengurangan efek beban statis yang ditahan oleh tubuh, perbaikan sirkulasi dan peredaran darah, serta terjadinya keseimbangan dalam tubuh, di mana tubuh dapat terhindar dari faktor kelelahan (fatique). Sedangkan pada keadaan/posisi berdiri, seorang operator akan mengalami kelelahan akibat beban psikologi yang lebih besar. Berdiri pada jangka waktu tertentu, tanpa melibatkan pergerakan kaki dapat mengakibatkan penumpukan darah pada pembuluh balik yang berada pada kaki, yang pada akhirnya dapat berakibat pada timbulnya penyakit varises. Namun jika operator diizinkan untuk melakukan pergerakan pada kaki, masalah yang terjadi memiliki kemungkinan untuk diminimisasi.
7
Postur kerja merupakan titik penentu dalam menganalisis keefektifan dari suatu pekerjaan yang dilakukan. Apabila postur kerja yang dilakukan oleh pekerja sudah baik dan ergonomis maka dapat dipastikan hasil yang akan diperoleh oleh pekerja tersebut adalah hasil yang baik. Akan tetapi sebaliknya bila postur kerja pekerja salah atau tidak ergonomis maka pekerja tersebut akan mudah mengalami kelelahan dan dalam jangka panjang akan menimbulkan keluhan–keluhan pada bagian tubuh tertentu. Apabila pekerja mengalami kelelahan jelaslah hasil yang dilakukan pekerja tersebut juga akan mengalami penurunan dan tidak sesuai dengan yang diharapkan
Posisi duduk dalam jangka waktu yang lama juga akan berakibat buruk terhadap kesehatan. Grandjean mengungkapkan bahwa kursi dan postur kerja yang dirancang tidak bagus (tidak ergonomis), dapat mengakibatkan timbulnya rasa pegal pada leher, dan tulang belakang, kelainan bentuk pada tulang belakang, dan masalah yang berhubungan dengan fungsi otot.
Postur kerja merupakan pengaturan sikap tubuh saat bekerja. Sikap kerja yang berbeda akan menghasilkan kekuatan yang berbeda pula. Pada saat bekerja sebaiknya postur dilakukan secara alamiah sehingga dapat meminimalisasi timbulnya cedera dalam bekerja. Kenyamanan tercipta apabila pekerja telah melakukan postur kerja yang baik dan aman. Postur kerja yang baik sangat ditentukan oleh pergerakan organ tubuh saat bekerja.
1. Ovako Working Postures Analysis system (OWAS)
2. Rapid Upper Limb Assesment (RULA)
3. Rapid Entire Body Assesment (REBA)
4. The Quick Exposure Check (QEC)
Posisi kerja operator akan mempengaruhi kinerjanya, baik buruknya hasil pekerjaan, selain itu juga berpengaruh pada tingkat kelelahan yang dialaminya. Ketidaknyamanan dalam bekerja sangat mempengaruhi produktivitas kerja, demikian halnya dengan postur kerja. Postur kerja yang ergonomis akan membuat seseorang dapat bekerja dengan aman, nyaman, sehat, dan produktif. Dalam kaitan postur kerja tersebut, dilakukan penelitian dalam rangka menerapkan postur kerja tubuh yang ergonomis. Posisi tubuh dalam bekerja ditentukan oleh jenis pekerjaan yang dilakukan. Masing-masing posisi kerja mempunyai pengaruh yang berbeda-beda terhadap tubuh.
Faktor-faktor yang berperan dalam timbulnya nyeri dan pegal-pegal akibat kerja dapat dibagi dalam 2 golongan besar, yaitu faktor fisik/biomekanika dan faktor kimia/biokimiawi. Dari kedua faktor ini, yang lebih sering berperan ialah faktor fisik. Nyeri dan pegal-pegal akibat faktor fisik dapat dijelaskan sebagai berikut :
1. Stress fisik akibat tempat kerja atau peralatan yang buruk.
dipertahankan pada posisi yang jauh dari tubuh tanpa penopang. Keadaan ini misalnya ditemukan pada pekerja pabrik perakitan mobil, montir dan tukang listrik yang sering mengerjakan sesuatu lebih tinggi daripada kepala mereka sambil memegang peralatan yang berat.
2. Kelelahan dan nyeri akibat tempat duduk yang kurang baik.
Dapat timbul keluhan berupa nyeri pada otot gluteus (pantat), nyeri pinggang dan nyeri punggung. Sehingga perlu perbaikan perancangan kursi yang ergonomis atau sesuai dengan bentuk tubuh manusia.
3. Benturan yang terakumulasi (Cumulative trauma disorders).
Pada cumulative trauma disorders (CTD) terdapat faktor resiko seperti aktivitas yang berulang-ulang, misalnya mengetik, mengangkat beban yang berat dengan posisi sendi yang tidak wajar, tekanan langsung pada jari (misalnya tukang pijat), pekerjaan yang mempertahankan posisi tubuh terpaksa misalnya mengelas. Pekerjaan diatas menimbulkan akibat cedera saraf perifer akibat sikap tubuh yang abnormal pada berbagai situasi dan lingkungan kerja. Mungkin terjadi pembesaran otot atau otot justru mengecil, bergantung kepada ada tidaknya beban.
1. Semaksimal mungkin mengurangi keharusan pekerja untuk bekerja dengan postur membungkuk dengan frekuensi kegiatan yang sering atau dalam jangka waktu yang lama. Untuk mengatasi masalah ini maka stasiun kerja harus dirancang dengan memperhatikan fasilitas kerjanya yang sesuai dengan kondisi fisik pekerja, agar operator dapat menjaga postur kerjanya dalam keadaan tegak dan normal. Ketentuan ini sangat ditekankan khususnya pada pekerjaan yang harus dilaksanakan dalam keadaan berdiri.
2. Pekerja tidak seharusnya menggunakan jangkauan maksimum. Pengaturan postur kerja dalam hal ini dilakukan dalam jarak jangkauan normal. Untuk hal-hal tertentu operator harus mampu dan cukup leluasa mengatur tubuhnya agar memperoleh postur kerja yang nyaman.
3. Pekerja tidak seharusnya duduk atau berdiri dengan leher, kepala, dada atau kaki berada dalam posisi miring.
Beberapa sikap kerja yang harus diperhatikan adalah sebagai berikut : 1. Hindari posisi kepala dan leher yang terlalu menengadah ke atas 2. Hindari tungkai yang menaik
3. Hindari postur memutar atau asimetris
4. Sediakan sandaran bangku yang cukup di setiap bangku
3.3.1. Pengaruh Sikap Kerja Jongkok Terhadap Cedera8
Sikap kerja merupakan faktor penting dalam menentukan tingkat kenyamanan kerja. Sikap kerja yang kurang sesuai dapat menyebabkan keluhan fisik seperti rasa nyeri pada otot. Adanya ketidaknyamanan kerja tentu meningkatkan beban
8
kerja dan berpengaruh terhadap produktivitas. Gangguan kesehatan ini umum dijumpai di banyak negara berkembang. Postur jongkok dalam bekerja sangat umum ditemui di berbagai tempat terutama di bengkel otomotif, usaha pembuatan konstruksi bangunan, sektor agribisnis dan bengkel-bengkel pengrajin usaha kecil.
pun juga memberikan kemungkinan jarak jangkauan tangan yang terbatas pada zona-zona tertentu saja jika dibandingkan dengan postur kerja berdiri maupun duduk di kursi (Genaidy,et.al,1994:77-78). Dari sudut pandang kesehatan, dengan adanya pembebanan berlebihan pada anggota tubuh bagian bawah maka laju kelelahan (fatique) pun meningkat. Dengan demikian dapat dikatakan bahwa improvisasi desain lingkungan kerja perlu dilakukan sehubungan dengan pola kerja dalam postur jongkok.
terlalu sempit dapat mengakibatkan terhambatnya peredaran darah di sekitar kaki dan tungkai bagian bawah.
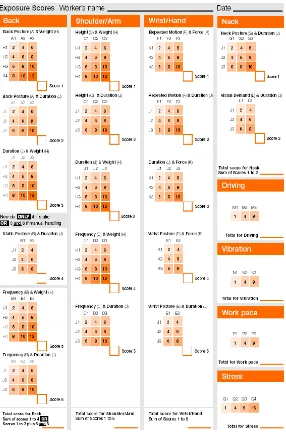
3.4. Quick Exposure Check (QEC)9
Quick Exposure Check (QEC) adalah suatu alat untuk penilaian terhadap resiko kerja yang berhubungan dengan gangguan otot (work-related musculoskeletal disorders/WMDs) di tempat kerja. QEC menilai gangguan resiko yang terjadi pada bagian belakang punggung (back), bahu/lengan (shoulder/arm), pergelangan tangan (hand/wrist), dan leher (neck).
Alat ini mempunyai fungsi utama sebagai berikut:
1. Mengidentifikasi faktor resiko untuk WMDs
2. Mengevaluasi gangguan resiko untuk daerah/bagian tubuh yang berbeda-beda. 3. Menyarankan suatu tindakan yang perlu diambil dalam rangka mengurangi
gangguan resiko yang ada.
4. Mengevaluasi efektivitas dari suatu intervensi ergonomi di tempat kerja. 5. Mendidik para pemakai tentang resiko musculoskeletal di tempat kerja.
Penilaian postur kerja dengan metode QEC dilakukan dari dua sisi. Penilaian pertama didasarkan kepada penilaian pengamat (Observer’s Assesment) dengan mengisi
Observer’s Assessment Checklist dan penilaian kedua didasarkan kepada penilaian pekerja (Worker’s Assessment) dengan mengisi Worker’s Assessment Checklist.
Selanjutnya menghitung skor penilaian untuk masing-masing bagian tubuh yang dinilai dengan tabel skor penilaian, dan terakhir menghitung total skor penilaian sebagai
9
skor akhir QEC untuk dinyatakan dalam empat tingkatan/level tindakan. Dari kategori tindakan yang didapat, akan dilakukan pengevaluasian terhadap postur kerja, serta langkah-langkah yang harus diambil jika ternyata hasil penilaian mennjukkan adanya tingkat resiko yang tinggi pada postur kerja bersangkutan. Hal yang dapat dilakukan adalah dengan merancang ulang stasiun dan metode kerja.
Penilaian dengan metode QEC memiliki beberapa keuntungan dan juga beberapa kekurangan. Keuntungan yang diperoleh dari penggunaan metode ini adalah: 1. Dapat mencakup sejumlah besar faktor fisik terhadap pekerjaan yang memiliki
resiko gangguan otot.
2. Mempertimbangkan kebutuhan dari pengguna dan dapat digunakan oleh pengguna yang belum berpengalaman.
3. Mempertimbangkan kombinasi dan interaksi dari faktor resiko terhadap pekerjaan dengan banyak stasiun kerja.
4. Memiliki tingkat sensitifitas dan kemudahan penggunaan yang baik. 5. Memiliki tingkat reliabilitas antar dan intra peneliti yang baik. 6. Mudah dipelajari dan cepat dipahami.
Selain keuntungan di atas, QEC juga memiliki beberapa kekurangan. Di antaranya adalah:
1. Metode ini hanya berfokus kepada faktor-faktor tempat kerja fisik.
2. Skor penilaian antara hipotesis dengan tingkat tindakan yang disarankan perlu divalidasi lebih lanjut.
% 100 Xmax (%)
E X x
Exposure Level (E) dihitung berdasarkan persentase antara total skor actual exposure (X) dengan total skor maksimum (Xmax) yaitu:
Dimana :
X = total skor yang diperoleh dari penilaian terhadap postur (punggung + bahu/lengan + pergelangan tangan + leher + vibrasi + visual + langkah + stres). Xmax = total skor maksimum postur kerja (punggung + bahu/lengan + pergelangan
tangan + leher).
Tabel 3.2. Penilaian Observer QEC
F
Faakkttoor r KKoodde e 11 2 2 3 3
B
Beellaakkaanngg((bbaacckk)) A A HHaammppiirr
n
n
e
ett
r
raa l
l
B
Beerrppuuttaarraattaauu
b
beennggkkookk s
seeddiikkiit t
C
Ceennddeerruunngg b
beerrppuuttaarr a
attaauu b
beennggkkook k
F
Frreekkuueennssii p
peerrggeerraakkaa n
n bbaaggiiaann b
beellaakkaanngg
B
B ≤≤33//mmnnt t KKiirraa--kkiirraa88//mmnnt t ≥≥1122//mmnntt
T
Tiinnggggiittuuggaas s CC PPaaddaaaattaauu s
see
t
tii n
n
g
g
g
gii p
pii n n g g g g a a n n g g S
Seettiinnggggiiddaadda a SSeettiinnggggiibbaahhu u
G
Geerraakkaann b
baahhuu//lleenngg a
an n
D
D SSeesseekkaalli i RReegguulleerr//tteerraattuurr d
deennggaannjjeedda a H
Haammppiirrkkoonnttiinnuu
P
Poossttuurr p
peerrggeellaannggaa n
n
t
taannggaann//ttaann g
gaan n
E
E HHaammppiirr
l
luu r
ruu
s
s
B
Beennggkkookk//bbeerrppuuttaar r
P
Peerrggeerraakkaann p
peerrggeellaannggaa n
n
F
F ≤≤1100mmnnt t 1111--2200mmnntt >>2200mmnntt
P
Poossttuurrlleehheerr G G HHaammppiirr
n
n
e
ett
r
raa l
l
K
Kaaddaanngg--kkaaddaanngg b
beennggkkoo//bbeerr p
puuttaarrsseeccaarraa b
beerrlleebbiihhaann p
paaddaa k
keeppaallaa//lleehhee r
r
B
Beennggkkookk//bbeerrppuuttaarr s
seeccaarraa b
beerrlleebbiihhaann p
paaddaa k
keeppaallaa//lleehhee r
Tabel 3.3. Penilaian Pekerja QEC
F
Faakkttoorr KKooddee 11 2 2 3 3 44
B
Beebbaann AA <<55kkg g 66--1100kkg g 1111--2200kkg g >>2200kkg g
D
Duurraassii B B <<22jjaam m 22––44jjaam m >>44jjaam m
Tabel 3.3. Penilaian Pekerja QEC (Lanjutan)
F
Faakkttoorr KKooddee 11 2 2 3 3 44
K
Keekkuuaattaann t
taanngg a
an n
C
C <<11kkg g 11--44kkg g >>44kkgg
V
Viibbrraassi i DD TTiiddaakk a
add
a
a//kk e
eccii
l
l
S
Seeddaanng g TTiinnggggi i
V
Viissuuaal l EE TTiiddaakk d
diipp
e
errll
u
ukk a
ann
D
Diippeerrlluukkaann u
unnttuu
k
k
m
meellii
h
haatt
d
deettaa
i
ill
L
Laannggkkaah h F F TTiiddaakk s
suuss
a
ahh
K
Kaaddaanngg-
-k
kaadd
a
anngg
s
suussaa h
h
L
Leebbiihh
s
seerrii
n
ngg
s
suussaa h
h
T
Tiinnggkkaatt s
sttrreess s
s
G
Penilaian skor QEC adalah dengan cara menghubungkan penilaian terhadap pekerja dan penilaian terhadap pengamat untuk mendapatkan penilaian pada bagian tubuh punggung, lengan, pergelangan tangan, dan leher. Kemudian terdapat penilaian terhadap getaran, langkah, penglihatan dan tingkat stres.
Contoh:
Pada kuisioner QEC untuk penilaian pengamat diperoleh untuk postur punggung yaitu A3 dengan kategori sangat bengkok kemudian pada penilaian pekerja diperoleh untuk beban pengangkatan yang dilakukan secara manual yaitu H3 dengan kategori sangat berat. Maka pada tabel isian QEC akan diperoleh nilai 10.
Tabel 3.4. Penilaian Skor QEC
PUNGGUNG
A1 A2 A3
H1 2 4 6
H2 4 6 8
H3 6 8 10
H4 8 10 12
Tabel 3.5. Nilai Level Tindakan QEC
Persentase
Skor
Total Skor
Exposure
Level
Tinda
kan
Tindakan
0-40% 32-70 1 Aman
41-50% 71-88 2 Diperlukan beberapa waktu ke
depan
51-70% 89-123 3 Tindakan dalam waktu dekat
71-100% 124-176 4 Tindakan sekarang juga
3.5. Standard Nordic Questionnaire (SNQ)
N JENIS KELUHAN TINGKAT KELUHAN Tidak Sakit Agak S a k i t Sakit Sanga t Sakit
0 Sakit kaku di leher bagian atas 1 Sakit kaku di leher bagian
bawah 2 Sakit di bahu kiri 3 Sakit di bahu kanan 4 Sakit lengan atas kiri 5 Sakit di punggung 6 Sakit lengan atas kanan 7 Sakit pada pinggang 8 Sakit pada bokong 9 Sakit pada pantat 10 Sakit pada siku kiri 11 Sakit pada siku kanan 12 Sakit pada lengan bawah kiri 13 Sakit pada lengan bawah
kanan
14 Sakit pada pergelangan tangan kiri
15 Sakit pada pergelangan tangan kanan
16 Sakit pada tangan kiri 17 Sakit pada tangan kanan 18 Sakit pada paha kiri 19 Sakit pada paha kanan 20 Sakit pada lutut kiri 21 Sakit pada lutut kanan 22 Sakit pada betis kiri 23 Sakit pada betis kanan
24 Sakit pada pergelangan kaki kiri
25 Sakit pada pergelangan kaki kanan
26 Sakit pada kaki kiri 27 Sakit pada kaki kanan
(Sumber : Gempur Santoso, Ergonomi : Manusia, Peralatan dan Lingkungan)
3.6. Rumus Pengujian Data10
3.6.1. Tingkat Ketelitian dan Tingkat Keyakinan
Adapun yang dicari dengan melakukan pengukuran pengukuran ini adalah waktu yang sebenarnya dibutuhkan untuk meyelesaikan suatu pekerjaan. Karena waktu penyelesaian ini tidak pernah diketahui sebelumnya, maka harus diadakan pengukuran pengukuran. Idealnya dilakukan pengukuran pengukuran yang sangat banyak, karena dengan demikianlah diperoleh jawaban yang pasti. Tetapi hal ini jelas tidak mungkin karena keterbatasan waktu, tenaga dan tentunya biaya. Namun sebaliknya jika hanya dilakukan beberapa kali pengukuran saja, dapat diduga hasilnya sangat kasar. Sehingga yang diperlukan adalah jumlah pengukuran yang tidak membebankan waktu, tenaga dan biaya yang besar, tetapi hasilnya dapat dipercaya. Jadi walaupun jumlah pengukuran tidak berjuta kali, tetapi jelas tidak hanya beberapa kali saja. Dengan tidak dilakukannya pengukuran yang banyak sekali ini, pengukuran akan hilangan sebagian kepastian akan ketetapan/rata rata waktu penyelesaian yang sebenarnya. Hal ini harus disadari oleh pengukur. Tingkat ketelitian dan tingkat keyakinan adalah pencerminan tingkat kepastian yang diinginkan oleh pengukur setelah memutuskan tidak akan melakukan pengukuran yang sangat banyak.
Tingkat ketelitian menunjukkan penyimpangan maksimum hasil pengukuran dari waktu penyelesaian sebenarnya. Hal ini biasanya dinyatakan dalam persen (dari waktu penyelesaian sebenarnya, yang seharusnya dicari). Sedangkan tingkat keyakinan menunjukkan besarnya keyakinan pengukur bahwa hasil yang
10
diperoleh memenuhi syarat ketelitian tadi. Inipun dinyatakan dalam persen. Jadi tingkat ketelitian 10% dan tingkat keyakinan 95% memberi arti bahwa pengukur memberoleh rata-rata hasil pengukurannya menyimpang sejauhnya 10% dari rata-rata sebenarnya, dan kemungkinan berhasil mendapatkan hal ini adalah 95%.
3.6.2. Uji Keseragaman Data11
Kegunaan uji keseragaman data adalah untuk mengetahui homogenitas data. Dari uji keseragaman data dapat diketahui apakah data berasal dari satu populasi yang sama. Uji keseragaman data dilakukan melalui tahap-tahap perhitungan yaitu:
a. Membagi data ke dalam suatu sub grup (kelas)
Penentuan jumlah sub grup dapat ditentukan dengan menggunakan rumus:
k = 1 + 3 , 3 log N
dimana N = jumlah data.
b. Menghitung harga rata-rata dari harga rata-rata sub grup dengan :
Dimana k = jumlah subgrup yang terbentuk
X i = harga rata-rata dari subgrup ke-i
c. Menghitung standar deviasi (SD), dengan:
Untuk sampel :
Untuk populasi :
11
dimana:
N = jumlah data amatan pendahuluan yang telah dilakukan Xi = data amatan yang didapat dari hasil pengukuran ke-i
d. Menghitung standar deviasi dari distribusi harga rata-rata sub grup dengan rumus:
Dimana n = ukuran rata-rata satu sub grup
e. Menentukan Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB) dengan rumus:
3.6.3. Uji Kecukupan Data
Uji ini dilakukan untuk mengetahui apakah data anthropometri yang telah diperoleh dari pengukuran sudah mencukupi atau belum. Uji ini dipengaruhi oleh:
a. Tingkat Ketelitian (dalam persen), yaitu penyimpangan maksimum dari hasil pengukuran terhadap nilai yang sebenarnya.
Rumus uji kecukupan data:
Keterangan:
N’ = jumlah pengukuran yang seharusnya dilakukan
N = jumlah pengukuran yang sudah dilakukan
Jika N’ < N, maka data pengamatan cukup
Jika N’ > N, maka data pengamatan kurang, dan perlu tambahan data.
3.6.4. Uji Distribusi Normal dengan Kolmogorov - Smirnov Test12
Jadi sebenarnya uji Kolmogorov Smirnov adalah uji beda antara data yang diuji normalitasnya dengan data normal baku. Seperti pada uji beda biasa, jika signifikansi di bawah 0,05 berarti terdapat perbedaan yang signifikan, dan jika signifikansi di atas 0,05 maka tidak terjadi perbedaan yang signifikan. Penerapan pada uji Kolmogorov Smirnov adalah bahwa jika signifikansi di bawah 0,05 berarti data yang akan diuji mempunyai perbedaan yang signifikan dengan data
12
normal baku, berarti data tersebut tidak normal, jika signifikansi di atas 0,05 maka berarti tidak Uji Kolmogorov Smirnov merupakan pengujian normalitas yang banyak digunakan. Kelebihan dari uji ini adalah sederhana dan tidak menimbulkan perbedaan persepsi di antara satu pengamat dengan pengamat yang lain, yang sering terjadi pada uji normalitas dengan menggunakan grafik. Data yang mempunyai distribusi yang normal merupakan salah satu syarat dilakukannya parametric-test. Untuk data yang tidak mempunyai distribusi normal tentu saja analisisnya menggunakan non parametric-test. Untuk mengatasi subjaktivitas yang tinggi tersebut maka diciptakan model analisis untuk mengetahui normal tidaknya distribusi serangkaian data. Model analisis yang digunakan adalah tes Kolmogorov-Smirnov. Konsep dasar dari uji normalitas Kolmogorov Smirnov adalah dengan membandingkan distribusi data (yang akan diuji normalitasnya) dengan distribusi normal baku. Distribusi normal baku adalah data yang telah ditransformasikan ke dalam bentuk Z-Score
dan diasumsikan normal. Terdapat perbedaan yang signifikan antara data yang akan diuji dengan data normal baku artinya data yang kita uji normal tidak berbeda dengan normal baku.
Adapun yang diperbandingkan dalam suatu uji Kolmogorov-Smirnov
Langkah- langkah yang diperlukan dalam pengujian ini adalah:
1. Susun data dari hasil pengamatan mulai dari nilai pengamatan terkecil sampai nilai pengamatan terakhir.
2. Kemudian susunlah distribusi frekuensi kumulatif relatif dari nilai pengamatan tersebut, dan notasikanlah dengan Fa (X).
3. Hitunglah nilai Z dengan rumus :
Dimana :
Z = satuan baku pada distribusi normal
X = nilai data
X = mean
σ = standar deviasi
4. Hitung distribusi frekuensi kumulatif teoritis (berdasarkan area kurva normal) dan notasikan dengan Fe (X).
5. Hitung selisih antara Fa (X) dengan Fe (X).
6. Ambil angka selisih maksimum dan notasikan dengan D.
D = Max |Fa (X) - Fe (X)|
Ho diterima apabila D ≤ Dα ; Ho ditolak apabila D ≥ Dα
Ho diterima artinya data berdistribusi normal.
3.6.5. Penggunaan Distribusi Normal dan Perhitungan Persentil
Penerapan data anthropometri akan dapat dilakukan jika tersedia nilai mean (rata-rata) dan SD (standar deviasi) dari suatu distribusi normal. Adapun distribusi normal ditandai dengan adanya nilai mean (rata-rata) dan SD (standar deviasi). Sedangkan persentil adalah suatu nilai yang menyatakan bahwa persentase tertentu dari sekelompok orang yang dimensinya sama atau lebih rendah dari nilai tersebut. Misalnya : 95 % populasi adalah sama dengan atau lebih rendah dari 95 persentil, 5 % dari populasi berada sama dengan atau lebih rendah dari 5 persentil. Besarnya nilai persentil dapat ditentukan dari Tabel distribusi normal pada Gambar 3.4.
Sedangkan Tabel macam perhitungan persentil dan cara perhitungan dalam distribusi normal dapat dilihat pada Tabel 3.6.
Tabel 3.6. Macam Persentil dan Cara Perhitungan dalam Distribusi Normal
Persentil Perhitungan
1 X - 2,325
2,5 X - 1,96
5 X - 1,645
10 X - 1,28
50 X
90 X + 1,28
95 X + 1,645
97,5 X + 1,96
99 X + 2,325
Sumber : Nurmianto, Eko. 2008. Ergonomi, Konsep Dasar dan Aplikasinya
3.7. Alat Ukur Body Martin Model YM-113
Adapun Bagian