PERBAIKAN FASILITAS KERJA PENYARINGAN BUBUR KEDELAI UNTUK MENGURANGI KELUHAN MUSKULOSKELETAL
PADA UD. PONIMIN
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
OLEH
KHAFYAN SIREGAR NIM. 0 5 0 4 0 3 0 5 5
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Allah SWT yang telah memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan penulisan laporan Tugas Akhir di UD. Ponimin. Laporan ini merupakan salah satu syarat untuk dapat mendapatkan Gelar Sarjana Teknik (ST) di Departemen Teknik Industri, khususnya program studi Reguler Strata Satu, Fakultas Teknik, Universitas Sumatera Utara. Laporan ini berjudul “Perbaikan Fasilitas Kerja Penyaringan Bubur Kedelai Untuk Mengurangi Keluhan Muskuloskeletal Pada UD. Ponimin”.
Sebagai manusia yang tidak luput dari kesalahan, maka penulis menyadari masih banyak kekurangan dalam penulisan laporan ini. Oleh karena itu, penulis sangat mengharapkan saran dan masukan yang sifatnya membangun demi kesempurnaan laporan ini. Semoga laporan ini dapat bermanfaat bagi penulis sendiri, UD. Ponimin, dan pembaca lainnya.
Medan, April 2010 Penulis,
UCAPAN TERIMA KASIH
Dalam penulisan laporan ini penulis banyak mendapat bantuan dari berbagai pihak sehingga laporan ini dapat diselesaikan. Pada kesempatan ini dengan kerendahan hati dan ketulusan hati penulis mengucapkan terima kasih kepada:
1. Allah SWT yang mana telah memberikan kesehatan dan hikmah dalam menyusun Laporan ini sehingga dapat terselesaikan dengan baik dan sempurna.
2. Orang Tua Penulis Ayahanda Tercinta Chairus Siregar dan Ibunda Rosmanila Pohan yang mendukung penulis untuk dapat menyelesaikan Laporan ini dengan dukungan dan motivasi yang berupa material maupun nonmateri. 3. Abang, Kakak dan Adik saudara kandung yang telah memberikan motivasi
dan dorongan untuk menyelesaikan Laporan ini.
4. Ibu Ir. Rosnani Ginting, MT selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara, Medan.
5. Dosen Pembimbing Penulis Bapak Ir. A. Jabbar M. Rambe, M.Eng dan Bapak Ikhsan Siregar, ST, M.Eng yang telah banyak memberikan arahan dan bimbingan dalam pembuatan Laporan ini.
7. Ibu Ir. Nazlina, MT, Ibu Tuti Sarma Sinaga, ST, MT dan Bapak Buchari, ST, M.Kes sebagai dosen penguji saya, terima kasih atas bimbingan dan masukannya sehingga laporan ini dapat terselesaikan.
8. Om Andi yang telah banyak membantu dalam menyelesaikan Laporan ini. 9. Staf Pegawai Teknik Industri Bang Bowo, B’Mijo, K’Dina, B’Ridho dan
B’Ani terima kasih atas bantuannya dalam masalah administrasi untuk melaksanakan Tugas Akhir.
10. Bapak Ponimi selaku Pemilik Pabrik yang telah memberikan kesempatan Penulis untuk Riset di Usaha Dagang yang dimiliki Beliau.
11. Eka Rizky Kurniawan dan Teddy Mahel sebagai rekan penulis selama melaksanakan Riset Tugas Akhir di UD. Ponimin.
12. Terima kasih yang sangat besar Penulis ucapkan kepada Fadilah Amelia, Adelisa, Doddi, Robert, Yandre, Melda, Arih, Revi, Aan, Velino, Juni, Tina, Dwi, Sis Nel, Tia, Ricky, Agus, Fitra, Razi, Jendra, Febrin, Sri, Rahmi, Siti, Adlin, Fitri, Wita, Ozan, Andi, Dedi, Ardi, dan Rekan Kerja Penulis di Laboratorium Menggambar Teknik (B’Zuna, B’Ari, Gagah, Dila, Robert, Ririn, Aidil, Yudi, Andri, Fariz) yang selalu memberikan semangat dan dukungan untuk selesainya Laporan ini.
13. Teman-Teman seperjuangan Penulis di Departemn Teknik Industri Super ’05 yang tidak bisa disebutkan satu persatu terima kasih atas do’a, dukungan dan motivasi sehingga Laporan ini dapat terselesaikan.
15. Hariati, Upik, Qiky, Utta, Leo, Sarah, B’Yeyen, B’Ewin, dan Hafis terima kasih untuk canda tawa dan doanya selama penulis membuat laporan ini. 16. Semua adik-adik Penulis Stambuk, 2006, 2007, 2008 dan 2009 di Departemen
D A F T A R I S I
BAB HALAMAN
LEMAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... viii
DAFTA TABEL ... xiv
DAFTAR GAMBAR ... xix
DAFTAR LAMPIRAN ... xxiii
ABSTRAK ... xxvi
I PENDAHULUAN
D A F T A R I S I ( L A N J U T A N )
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II-1 2.2. Ruang Lingkup Bidang Usaha ... II-2 2.3. Organisasi dan Manajemen ... II-2 2.3.1. Struktur Organisasi... II-2 2.3.2. Uraian Tugas dan Tanggung Jawab ... II-4 2.3.3. Tenaga Kerja dan Kerja Perusahaan ... II-5 2.3.4. Sistem Pengupahan ... II-6 2.4. Proses Produksi ... II-7 2.4.1. Bahan ... II-7 2.4.2. Uraian Proses Produksi ... II-9 2.4.3. Pengolahan Limbah Tahu ... II-14 2.4.4. Mesin dan Peralatan ... II-14
III LANDASAN TEORI
D A F T A R I S I ( L A N J U T A N )
BAB HALAMAN
3.2. Anthropometri ... III-6 3.2.1. Pengertian Anthropometri ... III-6 3.2.2. Dimensi Anthropometri ... III-12
D A F T A R I S I ( L A N J U T A N )
BAB HALAMAN
IV METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian ... IV-1 4.2. Racangan Penelitian ... IV-1 4.3. Objek Penelitian ... IV-2 4.4. Pengumpulan Data ... IV-2 4.4.1. Jenis Data ... IV-2 4.4.2. Metode Pengumpulan Data ... IV-3 4.5. Instrumen Penelitian ... IV-4 4.6. Metode Pengolahan Data ... IV-4 4.7. Analisis Pemecahan Masalah ... IV-5 4.8. Kesimpulan dan Saran ... IV-5
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1 5.1.1. Data Keluhan Muskuloskeletal ... V-1 5.1.2. Data Postur Kerja Operator ... V-6 5.2. Pengolahan Data ... V-9
D A F T A R I S I ( L A N J U T A N )
BAB HALAMAN
5.3. Data Antropometri ... V-45 5.3.1. Uji Kenormalan Data dengan Chi-Square ... V-47 5.3.2. Uji Keseragaman Data... V-48 5.3.3. Uji Kecekupan Data ... V-50 5.4. Penentuan Dimensi Produk yang Akan Dirancang ... V-52
VI ANALISIS DAN PEMECAHAN MASALAH
6.1. Analisis Pemecahan Masalah Keluhan Muskuloskeletal ... VI-1 6.2. Analisis Postur Kerja Aktual ... VI-3 6.3. Analisis Kondisi Aktual Failitas Kerja ... VI-9 6.4. Perbaikan Rancangan Fasilitas yang Baru ... VI-10 6.5. Perbandingan Fasilitas Kerja Aktual dengan Fasilitas
Kerja Usulan ... VI-16 6.6. Analisis Postur Kerja dengan Rancangan Fasilitas Kerja yang
Baru ... VI-19 6.7. Perbandingan Metode Keja Aktual dengan Metode Kerja
D A F T A R I S I ( L A N J U T A N )
BAB HALAMAN
6.9. Standart Operation Prosedure Rancangan Fasilitas Kerja
Usulan ... VI-22
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan... VII-1 7.2. Saran ... VII-5
D A F T A R T A B E L
TABEL HALAMAN
3.1. Macam Persentil dan Cara Perhitungan dalam Distribuisi
Normal ... III-20 3.2. pemilihan Sikap Kerja terhadap Jenis Pekerjaan yang
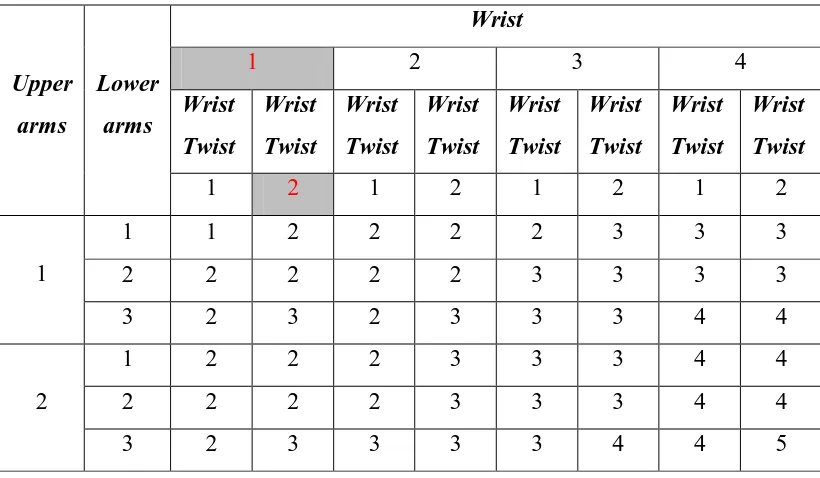
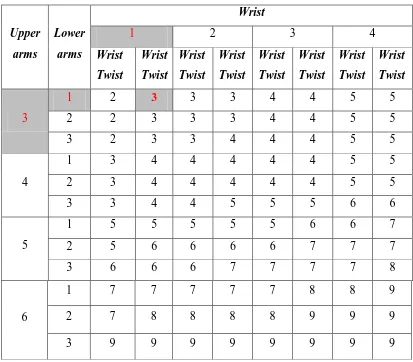
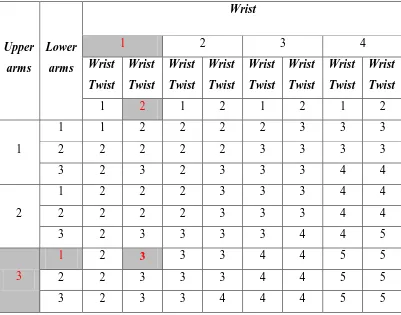
Berbeda ... III-34 3.3. Skor Lengan Atas RULA ... III-36 3.4. Skor Lengan Bawah RULA ... III-36 3.5. Skor Pergelangan Tangan RULA ... III-37 3.6. Skor Leher RULA ... III-38 3.7. Skor Punggung RULA ... III-38 3.8. Skor Kaki RULA ... III-39 3.9. Kategori Tindakan RULA... III-39 3.10. Perbedaan Antara Chi-Square dan Kolmogorov-Smirnov ... III-46 5.1. Data Hasil Rekapitulasi SNQ ... V-4 5.2. Perhitungan Grup A Untuk Gerakan Berjalan Normal
Mengambil Kain Saring ... V-11 5.3. Perhitungan Grup B Untuk Gerakan Berjalan Normal
D A F T A R T A B E L ( L A N J U T A N )
TABEL HALAMAN
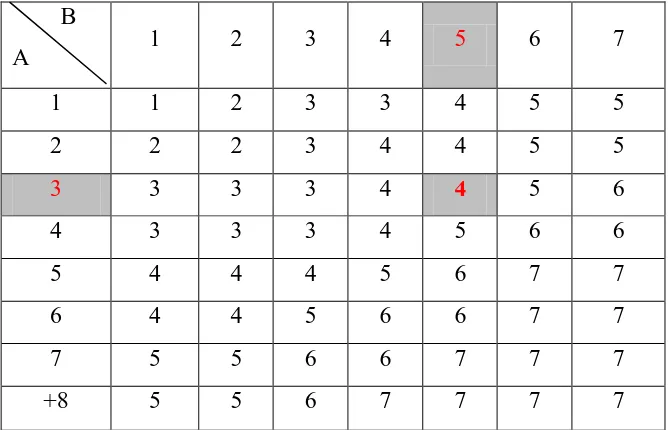
5.4. Perhitungan Total Untuk Gerakan Berjalan Normal
Mengambil Kain Saring ... V-13 5.5. Kategori Tindakan RULA ... V-14 5.6. Perhitungan Grup A Untuk Gerakan Memasang Kain Saring
Ke Wadah Penampungan ... V-15 5.7. Perhitungan Grup B Untuk Gerakan Memasang Kain Saring
Ke Wadah Penampungan ... V-17 5.8. Perhitungan Total Untuk Gerakan Memasang Kain Saring
Ke Wadah Penampungan ... V-17 5.9. Kategori Tindakan RULA ... V-18 5.10. Perhitungan Grup A Untuk Gerakan Memasang Kain Saring
Ke Katrol Pengayakan ... V-19 5.11. Perhitungan Grup B Untuk Gerakan Memasang Kain Saring
Ke Katrol Pengayakan ... V-20 5.12. Perhitungan Total Untuk Gerakan Memasang Kain Saring
D A F T A R T A B E L ( L A N J U T A N )
TABEL HALAMAN
5.14. Perhitungan Grup A Untuk Gerakan Mengambil Hasil
Rebusan Bubur Kedelai dari Wadah Perebusan ... V-23 5.15. Perhitungan Grup B Untuk Gerakan Mengambil Hasil
Rebusan Bubur Kedelai dari Wadah Perebusan ... V-25 5.16. Perhitungan Total Untuk Gerakan Mengambil Hasil
Rebusan Bubur Kedelai dari Wadah Perebusan ... V-25 5.17. Kategori Tindakan RULA ... V-26 5.18. Perhitungan Grup A Untuk Gerakan Mengayak Bubur
Kedelai ... V-27 5.19. Perhitungan Grup B Untuk Gerakan Mengayak Bubur
Kedelai ... V-29 5.20. Perhitungan Total Untuk Gerakan Mengayak Bubur
Kedelai ... V-29 5.21. Kategori Tindakan RULA ... V-30 5.22. Perhitungan Grup A Untuk Gerakan Membuka Kain Ayakan
D A F T A R G A M B A R
GAMBAR HALAMAN
D A F T A R G A M B A R ( L A N J U T A N )
GAMBAR HALAMAN
D A F T A R G A M B A R ( L A N J U T A N )
GAMBAR HALAMAN 6.6. Fasilitas Kerja Kuali Perebusan Tampak Depan dan
Tampak Atas ... VI-11 6.7. Fasilitas Kerja Wadah Penampungan Tampak Depan dan
Tampak Samping ... VI-12 6.8. Fasilitas Kerja Pengayakan Tampak Samping dan Tampak
Depan ... VI-13 6.9. Fasilitas Kerja Penampungan Ampas Tampak Samping
dan Tampak Atas ... VI-14 6.10. Perbaikan Rancangan Fasilitas Kerja Penyaringan Bubur
Kedelai ... VI-15 6.11. Perbaikan Rancangan Fasilitas Kerja Penyaringan Bubur
D A F T A R L A M P I R A N
LAMPIRAN HALAMAN
Surat Permohonan Tugas Sarjana Surat Penjejakan Pabrik
Surat Balasan Pabrik
Surat Keputusan (SK) Tugas Akhir Berita Acara Laporan Tugas Akhir
L1. Mesin Produksi ... L-1 L2. Peralatan ... L-1 L3. Hasil Perhitugan Uji Kenormalan ... L-5 L4. Gambar Peta Kontrol Uji Keseragaman Data ... L-9 L5. Hasil Perhitungan Postur Kerja RULA Perancangan Baru ... L-11 LT-1. Hasil Perhitungan Uji Kenormalan ... L-5 LT-2. Uji Kenormalan Untuk Dimensi Tinggi Siku Berdiri ... L-5 LT-3. Uji Kenormalan Untuk Dimensi Panjang Lengan Bawah ... L-6 LT-4 Uji Kenormalan Untuk Dimensi Jangakauan Tangan ... L-6 LT-5. Uji Kenormalan Untuk Dimensi Lebar Tangan ... L-7 LT-6. Uji Kenormalan Untuk Dimensi Panjang Tangan Ke
D A F T A R L A M P I R A N (L A N J U T A N)
LAMPIRAN HALAMAN
LT-8. Perhitungan Grup A Untuk Gerakan Memasang Kain Saring
Ke Wadah Penampungan ... L-12 LT-9. Perhitungan Grup B Untuk Gerakan Memasang Kain Saring
Ke Wadah Penampungan ... L-13 LT-10. Perhitungan Total Untuk Gerakan Memasang Kain Saring
Ke Wadah Penampungan ... L-13 LT-11. Kategori Tindakan RULA... L-14 LT-12. Perhitungan Grup A Untuk Gerakan Menjangkau Kran ... L-16 LT-13. Perhitungan Grup B Untuk Gerakan Menjangkau Kran... L-17 LT-14. Perhitungan Total Untuk Gerakan Menjangkau Kran ... L-17 LT-15. Kategori Tindakan RULA... L-18 LT-16. Perhitungan Grup A Untuk Gerakan Mengayak Bubur
Kedelai ... L-20 LT-17. Perhitungan Grup B Untuk Gerakan Mengayak Bubur
Kedelai ... L-21 LT-18. Perhitungan Total Untuk Gerakan Mengayak Bubur
D A F T A R L A M P I R A N (L A N J U T A N)
LAMPIRAN HALAMAN
LT-20. Perhitungan Grup A Untuk Gerakan Memasukkan Ampas
Ayakan Ke Tempat Penampungan ... L-23 LT-21. Perhitungan Grup B Untuk Gerakan Memasukkan Ampas
Ayakan Ke Tempat Penampungan ... L-24 LT-22. Perhitungan Total Untuk Gerakan Memasukkan Ampas
ABSTRAK
UD. Ponimin merupakan usaha yang dapat memproduksi tahu yang berlokasi daerah Medan. Usaha dagang Ponimin dalam melakukan aktivitas produksinya dengan cara manual seperti fasilitas kerja yang digunakan pada penyaringan bubur kedelai, sehingga akan mengakibatkan terjadinya ketegangan otot pada operator. Ketegangan otot tersebut dapat mengakibatkan keluhan terhadap otot pada saat bekerja, sehingga dapat mengakibatkan cedera atau penyakit pada operator. Untuk menghindari terjadinya hal yang tidak di inginkan perlu diperbaiki fasilitas kerja yang ada pada lantai produksi. Masalah yang terjadi ini, berdasarkan pengamatan langsung saat melakukan studi pendahuluan.
Adapun tahapan yang dilakukan untuk mengatasi masalah tersebut yaitu dilakukan identifikasi keluhan tubuh yang dialami oleh operator saat melakukan aktifitas kerjanya dan melakukan penilaian postur kerja dengan menggunakan postur kerja RULA. Tujuannya dilakukan identifikasi keluhan dan penilaian postur kerja ini supaya dapat diketahui bagian tubuh yang sering sakit saat melakukan pekerjaan dan postur tubuh yang cepat menyebabkan keluhan saat melakukan aktivitas kerja.
Dari hasil identifiaksi keluhan otot skeletal bahwa keseluruhan operator yang ada di lantai produksi mengalami keluhan pada bagian bahu, lengan, pinggang, punggung, tangan dan betis. Untuk mengatasi hal ini diperlukan perbaikan fasilitas kerja pada penyaringan bubur kedelai tujuannya agar operator yang menggunakannya dapat bekerja lebih maksimal dan dapat mengurangi rasa sakit yang dirasakan oleh operator. Dengan diketahuinya jenis keluhan yang di alami operator saat melakukan kegiatan dan postur kerja yang tidak ergonomis saat melakukan kegiatan produksi, maka dilakukan perbaikan fasilitas kerja yang ada pada penyaringan bubur kedelai dengan menggunakan data antropometri dari keseluruhan operator.
ABSTRAK
UD. Ponimin merupakan usaha yang dapat memproduksi tahu yang berlokasi daerah Medan. Usaha dagang Ponimin dalam melakukan aktivitas produksinya dengan cara manual seperti fasilitas kerja yang digunakan pada penyaringan bubur kedelai, sehingga akan mengakibatkan terjadinya ketegangan otot pada operator. Ketegangan otot tersebut dapat mengakibatkan keluhan terhadap otot pada saat bekerja, sehingga dapat mengakibatkan cedera atau penyakit pada operator. Untuk menghindari terjadinya hal yang tidak di inginkan perlu diperbaiki fasilitas kerja yang ada pada lantai produksi. Masalah yang terjadi ini, berdasarkan pengamatan langsung saat melakukan studi pendahuluan.
Adapun tahapan yang dilakukan untuk mengatasi masalah tersebut yaitu dilakukan identifikasi keluhan tubuh yang dialami oleh operator saat melakukan aktifitas kerjanya dan melakukan penilaian postur kerja dengan menggunakan postur kerja RULA. Tujuannya dilakukan identifikasi keluhan dan penilaian postur kerja ini supaya dapat diketahui bagian tubuh yang sering sakit saat melakukan pekerjaan dan postur tubuh yang cepat menyebabkan keluhan saat melakukan aktivitas kerja.
Dari hasil identifiaksi keluhan otot skeletal bahwa keseluruhan operator yang ada di lantai produksi mengalami keluhan pada bagian bahu, lengan, pinggang, punggung, tangan dan betis. Untuk mengatasi hal ini diperlukan perbaikan fasilitas kerja pada penyaringan bubur kedelai tujuannya agar operator yang menggunakannya dapat bekerja lebih maksimal dan dapat mengurangi rasa sakit yang dirasakan oleh operator. Dengan diketahuinya jenis keluhan yang di alami operator saat melakukan kegiatan dan postur kerja yang tidak ergonomis saat melakukan kegiatan produksi, maka dilakukan perbaikan fasilitas kerja yang ada pada penyaringan bubur kedelai dengan menggunakan data antropometri dari keseluruhan operator.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Pekerja yang melakukan kegiatan berulang-ulang dalam satu siklus sangat rentan mengalami gangguan musculoskeletal. Keluhan musculoskeletal adalah keluhan pada bagian-bagian otot skeletal yang dirasakan oleh seseorang mulai dari keluhan sangat ringan sampai sangat sakit. Apabila otot menerima beban statis secara berulang dalam waktu yang lama, akan dapat menyebabkan keluhan berupa kerusakan pada sendi, ligamen dan tendon. Keluhan hingga kerusakan ini biasanya disebut dengan keluhan musculoskeletal (MSDs) atau cedera pada sistem musculoskeletal (Tarwaka, 2004).
UD. Ponimin merupakan industri kecil yang bergerak dalam usaha memproduksi tahu yang berlokasi di daerah Medan. Usaha dagang Ponimin dalam melakukan aktivitas produksinya masih menggunakan peralatan manual seperti peralatan yang digunakan pada penyaringan bubur kedelai, sehingga operator dalam melakukan pekerjaan sering mengalami keluhan musculoskeletal dalam bekerja.
menyebabkan terjadinya keluhan otot pergelangan operator saat mengambil rebusan kedelai, karena kegiatan yang dilakukan berulang-ulang. Posisi tangan dalam mengayak lebih tinggi dari bahu sehingga mengakibatkan keluhan pada bahu dan tangan operator. Mengangkat ampas bubur kedelai dengan berat ….kg, posisi operator dalam hal ini tidak alamiah sehingga terjadi postur tubuh membungkuk yang mengakibatkan terjadinya keluhan pada punggung.
1.2. Perumusan Masalah
Berdasarkan latar belakang permasalahan yang terjadi pada UD. Ponimin yaitu terjadinya keluhan musculoskeletal saat melakukan kegiatan pekerjaan pada proses penyaringan bubur kedelai karena adanya ketidaksesuaian antara dimensi antropometri operator dengan fasilitas kerja yang digunakan.
1.3. Tujuan Penelitian
Tujuan dari penelitian yang dilakukan adalah merancang fasilitas kerja pada proses penyaringan bubur kedelai untuk mengurangi keluhan musculoskeletal pada operator.
Tujuan khusus dari penelitian ini adalah sebagai berikut: 1. Mengidentifikasi keluhan musculoskeletal disorder pada operator.
2. Menilai dan menganalisis postur kerja pada operator saat melakukan pekerjaan dengan menggunakan postur kerja Rapid Upper Limb Assessment (RULA). 3. Mendapatkan bentuk, ukuran serta dimensi fasilitas kerja yang sesuai dengan
data antropometri pengguna fasilitas kerja. 4. Merancang perbaikan alat yang ergonomis.
5. Membandingkan fasilitas kerja aktual dengan fasilitas kerja usulan. 6. Merancang SOP pada proses penyaringan bubur kedelai.
7. Membandingkan metode kerja aktual dengan usulan.
1.4. Manfaat Penelitian
Manfaat yang ingin dicapai dari penelitian ini adalah :
1. Mendapatkan hasil rancangan fasilitas kerja yang sesuai dengan yang dibutuhkan dan diinginkan oleh pengguna fasilitas kerja.
2. Sebagai masukan bagi UKM dalam melakukan perancangan fasilitas kerja sehingga lebih mementingkan kenyamanan karyawan dalam menyelesaikan pekerjaannya.dengan tujuan dapat meningkatkan produktivitas kerja operator.
1.5. Batasan Masalah & Asumsi
Pembatasan masalah pada penelitian ini adalah sebagai berikut:
1. Fasilitas kerja yang dirancang hanya pada proses penyaringan bubur kedelai. 2. Tidak dilakukan estimasi biaya terhadap fasilitas kerja yang akan dirancang.
Asumsi yang digunakan dalam penelitian ini adalah :
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah sebagai berikut:
BAB I PENDAHULUAN
Berisi latar belakang masalah, perumusan masalah, tujuan dan manfaat penelitian, pembatasan masalah dan asumsi penelitian, serta sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Memaparkan sejarah dan gambaran umum perusahaan, mesin dan peralatan serta proses produksi.
BAB III LANDASAN TEORI
Berisi teori-teori tentang ergonomi, antropometri, keluhan muskoloskeletal, postur kerja dan produktivitas.
BAB IV METODOLOGI PENELITIAN
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Mengumpulkan data primer yang diperoleh dari penelitian serta melakukan pengolahan data yang digunakan sebagai dasar pemecahan masalah. Pengolahan data terdiri dari pengolahan SNQ, penilaian postur kerja RULA, pengolahan uji keseragaman data, kecukupan data dan kenormalan data antropometri.
BAB VI ANALISIS PEMECAHAN MASALAH
Menganalisis hasil pengolahan data dan pemecahan masalah yang terdiri dari terdiri dari analisis tingkat keluhan muskuloskeletal, analisis postur kerja aktual, perbaikan rancangan fasilitas yang baru, analisis postur kerja pada fasilitas kerja baru, membandingkan fasilitas kerja aktual dengan fasilitas kerja baru, merancang SOP prosedur kerja baru dan membandingkan prosedur kerja aktual dan prosedur kerja baru.
BAB VII KESIMPULAN DAN SARAN
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Berdirinya UD. Ponimin pada tahun 1998, UD. Ponimin merupakan industri rumah tangga yang memproduksi tahu. UD. Ponimin ini milik Bapak Ponimin. Awalnya Bapak Ponimin bekerja sebagai seorang karyawan pembuat tahu, setelah beberapa tahun kemudian Bapak Ponimin berusaha untuk membuat tahu sendiri di rumahnya. Beliau memproduksi tahu dengan dibantu oleh sang istri yaitu Ibu Wagini. Waktu berjalan tahun berganti Bapak Ponimin mencoba untuk membuka usaha lebih besar lagi, sehingga sampai sekarang ini usaha Bapak Ponimin berkembang pesat. Sudah 12 tahun UD. Ponimin bergerak dalam memproduksi tahu.
2.2. Ruang Lingkup Bidang Usaha
Ruang lingkup bidang usaha pada UD. Ponimin merupakan usaha yang bergerak dalam pembuatan tahu. Tahu yang diproduksi hanya satu jenis saja yakni tahu gembur. Untuk menjaga kualitas tahu yang diproduksi UD. Ponimin menjalin kerja sama dengan UD. Alam Semesta. UD. Alam Semesta ini merupakan tempat penjual bahan baku yang dipercaya oleh UD. Ponimin. Dari awalnya usaha ini berdiri sampai sekarang ini Bapak Ponimin selalu memeli bahan baku pada UD. Alam Semesta karena kulaitas untuk tahu bagus, disamping itu juga sebagai bahan tambahan dari tahu ini adalah bahan-bahan kimia (resep) guna untuk menambah kualitas dari produk itu sendiri.
Hasil produksi UD. Ponimin seluruhnya masih dipasarkan di daerah Medan dan sekitarnya.
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi
Manajemen adalah seni dan ilmu perencanaan, pengorganisasian, penyusunan, pengarahan dan pengawasan daripada sumber daya manusia untuk mencapai tujuan yang telah ditetapkan. Perusahaan yang terdiri dari beberapa bagian aktivitas yang berbeda-beda harus dikoordinasikan sedemikian rupa sehingga dapat mencapai target dan sasaran perusahaan. Dalam hal pengorganisasian dari bagian-bagian yang berbeda diperlukan suatu struktur organisasi yang dapat mempersatukan sumber daya dengan cara yang teratur. Struktur organisasi yang baik adalah struktur organisasi yang fleksibel dalam arti hidup, berkembang, bergerak sesuai dengan kondisi yang sedang dihadapi oleh perusahaan.
Berikut Struktur organisasi pada UD. Ponimin dapat dilihat pada Gambar 2.1.
PIMPINAN
PEKERJA PEKERJA PEKERJA PEKERJA PEKERJA
Gambar 2.1. Struktur Organisasi UD. Ponimin
2.3.2. Uraian Tugas dan Tanggung jawab
Berikut tugas, wewenang dan tanggung jawab dari masing-masing jabatan pada UD. Ponimin secara garis besar akan diuraikan sebagai berikut:
1. Pimpinan Perusahaan
Pimpinan di UD. Ponimin merupakan pemilik usaha yang merupakan pimpinan tertinggi dalam perusahaan yang diberikan wewenang atau kekuasaan melakukan tindakan berupa tugas dan tanggung jawab atas pekerja atas perusahaan.
Tugas :
- Pemimpin dan pemegang tertinggi dalam perusahaan.
- Melakukan pengawasan dengan mengadakan pemeriksaan serta penilaian seluruh kegiatan perusahaan.
Tanggung jawab :
- Memimpin dan mengendalikan semua usaha, kegiatan pekerjaan untuk mencapai tujuan.
- Memperhatikan, memelihara dan mengawasi kelancaran administrasi, pengamanan dan pelaksanaan tugas secara seimbang dan berhasil.
- Mengatur pembelian dan penjualan produk. b. Pekerja
Tugas :
- Melaksanakan pekerjaan yang diberikan oleh pimpinan perusahaan mulai dari bahan untuk diproses sampai berupa suatu produk.
Tanggung jawab :
- Menanggungjawabi semua kegiatan produki yang diberikan oleh pimpinan perusahaan.
2.3.3. Tenaga Kerja dan Kerja Perusahaan 2.3.3.1. Jumlah Tenaga Kerja
2.3.3.2 Jam Kerja
Untuk menjalankan pekerjaannya UD. Ponimin memiliki jam kerja dengan satu shift kerja. Tujuan dibuatnya jam kerja untuk menjaga kedisiplinan pekerja dalam melakukan proses produksi. Dan jadwal tersebut menjadi panutan seorang pekerja dalam melakukan pekerjaan.
Adapun jadwal kerja pada UD. Ponimin setiap hari dimana sistem kerjanya selama satu bulan, libur kerja hanya 2 hari. Artinya setiap 2 minggu sekali pekerjanya libur. Jam kerjanya dari jam 08.00-12.00 WIB bekerja, 12.00-13.00 WIB Istirahat, dan kerja kembali jam 12.00-13.00-17.00 WIB.
2.3.4. Sistem Pengupahan
Upah adalah suatu penerimaan sebagai sebuah imbalan dari pemberian kerja kepada penerima kerja untuk pekerjaan atas jasa yang telah dan akan dilakukan. Upah berfungsi sebagai jaminan kelangsungan kehidupan yang layak bagi kemanusiaan dan produksi dinyatakan atau dinilai dalam bentuk uang yang akan ditetapkan menurut suatu persetujuan.
Pemberian upah pada setiap pekerja dilakukan dengan sistem harian. Gaji diterima setiap seminggu sekali dimana pengambilan gaji itu setiap hari Sabtu selesai melakukan proses produksi. Pekerja dapat menerima langsung gajinya dari Pimpinan Perusahaan (Pemilik Usaha).
Selain dari itu, pihak UD. Ponimin juga memiliki tunjangan yang diberikan kepada karyawanya guna memberikan motivasi dalam kerja yakni tunjangan hari raya (THR).
2.4. Proses Produksi
Proses Produksi merupakan fungsi pokok dalam setiap organisasi, yang merupakan aktivitas yang bertanggung jawab untuk menciptakan nilai tambah produk yang merupakan output dari setiap organisasi industri. Proses produksi merupakan bagian yang sangat penting di dalam suatu perusahaan. Dimulai dari keinginan untuk dapat memproduksi suatu produk tertentu, proses produksi membantu perusahaan untuk menemukan teknik-teknik pengerjaan maupun pengolahan bahan yang efektif dan efisien untuk menghasilkan produk yang sesuai dengan standar mutu yang telah ditetapkan.
2.4.1. Bahan
2.4.1.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk, ikut dalam proses produksi dan memiliki persentase yang besar dibandingkan bahan-bahan lainnya. Jadi bahan baku ini dapat juga disebut bahan utama. Adapun bahan baku yang digunakan oleh UD. Ponimin adalah Kacang Kedelai.
2.4.1.2. Bahan Penolong
Bahan penolong adalah bahan yang digunakan untuk menyelesaikan suatu produk dan keberadaannya tidak mengurangi nilai produk yang dihasilkan. Bahan penolong yang dipergunakan dalam proses produksi adalah sebagai berikut:
1. Cuka (air asam)
Air cuka merupakan resep dari pembuatan tahu, kualitas tahu, dan rasa tahu itu sendiri.
2. Air
Air digunakan pada setiap kegiatan kerja mulai dari bahan baku sampai berbentuk seperti produk (tahu).
3. Minyak Solar
2.4.1.3. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dan ditambahkan pada proses produksi untuk membantu menghasilkan kualitas produk, tetapi bahan tersebut tidak ikut dalam proses produksi. Bahan tambahan yang dipergunakan dalam proses produksi tidak ada.
Ada standard kualitas tahu itu dikatakan bagus, yaitu sebagai berikut: - Tingkat Kepadatan
- Adanya Bau Asam - Penampilan
- Cita Rasa Tahu
2.4.2. Uraian Proses Produksi
Uraian tahap proses produksi yang dilakukan ada UD. Ponimin adalah sebagai berikut:
1. Perendaman Kacang Kedelai
2. Penggilingan Kacang Kedelai
Untuk mendapatkan sari kedelai, kedelai yang lunak (hasil rendaman) harus dihancurkan terlebih dahulu melalui proses penggilingan. Kedelai dapat digiling dengan menggunakan mesin penggiling dan sebagai bahan penolong dalam proses penggilingan ini adalah air.
3. Perebusan Bubur Kedelai
Perebusan bubur kedelai dilakukan dengan memerlukan bantuan uap panas, panas yang dihasilkan didapatkan dari steam. Dalam perebusan ini, dilakukan proses pendidihan sebanyak dua kali. Pada saat terbentuk busa di permukaan bubur kedelai (pendidihan pertama), air bersih dingin disiramkan secukupnya secara merata diseluruh permukaan. Dengan tindakan seperti itu busa tersebut tidak akan meluap. Pada saat timbul busa lagi, pendidihan kedua akan dilakukan. Setelah ini perebusan bubur kedelai dianggap selesai.
4. Penyaringan Bubur kedelai
tersebut dan hasilnya ditampung oleh bak penampungan yang nantinya akan menjadi tahu setelah dimasukkan kedalam proses pencetakan.
5. Pencampuran Bahan Tambahan
Bahan tambahan (resep) yang direncanakan akan dicampur, segera dituangkan sedikit demi sedikit kedalam bubur kedelai sambil di aduk secara merata.
6. Pencetakan Tahu
Adapun prose yang akan dilakukan pada proses pencetakan ini adalah sebagai berikut:
a. Cetakan disiapkan
b. Kain saring diletakkan di atas cetakan secara merata sehingga permukaan cetakan tertutup oleh kain saring
c. Bubur tahu yang selesai dicampur dengan bahan tambahan tadi dalam keadaan panas dituangkan hingga cetakan yang dibuat tadi penuh.
d. Setelah penuh, sisa kain saring ditutupkan kembali kepermukaan bubur tahu dalam cetakan
e. Ditutup cetakan itu dengan menggunakan papan yang ukurannya telah disesuaikan dengan cetakan, kemudian di atasnya ditimpa dengan menggunakan batu tujuannya agar sebagian dari cairan tahu terperas keluar dan tahu yang dihasilkan cukup keras.
g. Selanjutnya batu yang dijadikan sebagai alat bantu untuk menekan permukaan bubur kedelai tadi di angkat, kemudian kain saring dibuka. Tahu segera dipotong-potong sesuai dengan ukuran yang biasanya di buat. Hasil potongan tahu tersebut selanjutnya dimasukkan kedalam gerigen yang berisi air dingin selanjutnya tahu siap dipasarkan ke pasar.
S-1
T-1
O-1
Di gudang Kedelai
Dibawa ke tempat perendaman secara manual
Di rendam di tempat perendaman dengan air
Air
O-2
Dibawa ke mesin penggilingan kedelai dengan ember plastik
Digiling di mesin penggilingan kedelai dengan dibantu air
O-3
Dibawa ke tempat perebusan dengan ember plastik
O-4
Direbus didalam kuali perebusan dengan dibantu air
Disaring dengan saringan gantung
Dibawa ke tempat pencetakan dengan gayung kayu O-7 Dituangkan sari kedelai kedalam cetakan tahu
Ditunggu sampai sari kedelai mengeras KEGIATAN Operasi Inspeksi 0 10 JUMLAH Transportasi Menunggu Penyimpanan 6 0 10 Total 26
Tahu dipotong sesuai dengan ukuran 4 x 4 cm
T-3
T-5
T-7 Dibawa ke tempat penyaringan dengan ember kayu
T-9 S-2 Dari PDAM
T-2 Disalurkan ke tempat perendaman dengan selang
O-8
O-5 Dicampur dengan air cuka (CH3COOH)
O-6
T-10
S-6
Tahu yang sudah dipotong dibawa ke ember secara manual Disimpan didalam ember untuk dipasarkan Air
S-3 Dari PDAM
T-4 Disalurkan ke mesin giling dengan selang Air
S-4 Dari PDAM
T-6 Disalurkan ke tempat perebusan dengan selang
Resep (Asam Cuka)
S-5 Di gudang
Dibawa ke temapat penyaringan dengan jerigen T-8
[image:44.595.115.569.117.630.2]
2.4.3. Pengolahan Limbah Tahu
Setiap penyelenggaraan kegiatan industri hampir selalu ada limbah yang apabila tidak ditangani secara tepat akan menyebabkan pencemaran terhadap lingkungan. Hal ini akan dialami, misalnya oleh perusahaan-perusahaan tepung tapioka, tempe, tahu, dan lain-lain. Oleh karena itu, para produsen yang bersangkutan harus menyadari dampak negative yang ditimbulkan akibat dari kegiatan usahanya. Bau busuk akan menyebar ke seluruh penjuru hingga mencapai radisu 1 km dan air limbah yang meresap ke dalam tanah akan mencemari sumur-sumur disekitarnya.
Jenis limbah yang dihasilkan oleh UD. Ponimin berupa limbah padat basah. Limbah basah yang didapat dari hasil penyaringan bubur kedelai atau disebut dengan ampas. Ampas tersebut dapat dijadikan sebagai bahan makanan pakan ternak. Ampas ini dijual kepada konsumen yang langsung datang ke UD. Ponimin tersebut.
2.4.4. Mesin dan Peralatan
Mesin dan peralatan merupakan alat-alat yang digunakan untuk membantu lancarnya kegiatan produksi. Mesin dan peralatan digunakan dari awal proses produksi sampai nanti dapat terbentuk suatu produk yang dapat dipasarkan ke pasar.
2.4.4.1. Mesin Produksi
Adapun mesin yang digunakan untuk mengubah bubur kedelai menjadi tahu pada UD. Ponimin terlampir:
2.4.4.2. Peralatan
BAB III
LANDASAN TEORI
3.1. Ergonomi
3.1.1. Defenisi Ergonomi
Ergonomi berasal dari bahasa Yunani yang terdiri dari dua kata yaitu ergon yang berarti kerja dan nomos yang berarti aturan atau hukum. Jadi ergonomi dapat diartikan sebagai ilmu yang mempelajari sifat, kemampuan, dan keterbatasan manusia untuk merancang suatu sistem kerja sehingga orang dapat hidup dan bekerja pada sistem itu dengan baik, yaitu mencapai tujuan yang diinginkan melalui pekerjaan itu dengan efektif, aman, dan nyaman (Sutalaksana, 1979). 1
Nurmianto (1998) mendefinisikan istilah ergonomi sebagai studi tantang aspek-aspek manusia dalam lingkungan kerjanya yang ditinjau secara anatomi, fisiologi, psikologi, engineering, manajemen, dan desain/perancangan2
1
Sutalaksana, I.Z., dkk. 1979. ”Teknik Tata Cara Kerja”. Bandung. 2
Eko Nurmianto, Ergonomi Konsep Dasar dan Aplikasinya, edisi kedua, Guna Widya, Surabaya, 1998
lebih baik3
1. Terjadi pengaruh-pengaruh dari pekerjaan baru (pemakaian energi, pada pekerjaan berat berulang).
. Peran ergonomi dalam mengoptimalkan sistem kerja yang baik dapat diterapkan sebagai aktifitas rancang bangun (desain) atau rancang ulang (redesain). Peran tersebut dapat dibedakan menjadi 3 kelompok yaitu:
1. Peran ergonomi dalam desain produk.
2. Peran ergonomi dalam upaya meningkatkan keselamatan dan hygiene kerja. 3. Peran ergonomi dalam upaya meningkatkan produktifitas kerja.
Ergonomi mempunyai peranan penting dalam industrialisasi. Mekanisme dan automasi tidak saja terjadi pada industri, tetapi juga pada pertanian dan pekerjaan administrasi, maka timbullah permasalahan sebagai berikut:
2. Perawatan dan perbaikan peralatan yang disertai sikap kerja dan kondisi-kondisi lingkungan kurang baik.
3. Kesehatan fisik dan mental sehubungan dengan pekerjaan yang menyangkut tempo kerja, beban fisik, tegangan syaraf, pengaruh kerja bergilir, perasaan-perasaan terisoler dan bertambahnya tanggung jawab dan lain-lain. Juga beban tambahan oleh faktor lingkungan.
4. Pindahnya tenaga kerja pertanian ke perindustrian di Negara berkembang. Ergonomi dapat mengurangi beban kerja, dengan cara evaluasi
fisiologis, psikologis atau cara-cara tak langsung, pengukuran beban kerja dan modifikasi yang sesuai diantara kapasitas kerja dengan beban kerja dan beban tambahan. Tujuan utamanya adalah untuk menjamin kesehatan kerja, tetapi
3
secara tidak langsung produktivitas juga dapat ditingkatkan. Dalam evaluasi kapasitas dan isi kerja, perhatian terutama perlu diberikan kepada kegiatan fisik, yaitu intensitas, tempo, jam kerja, dan waktu istirahat serta pengaruh keadaan lingkungan.
3.1.2. Tujuan ergonomi4
1. Meningkatkan kesejahteraan fisik dan mental melalui upaya pencegahan cedera dan penyakit akibat kerja, menurunkan beban kerja fisik dan mental, mengupayakan promosi dan kepuasan kerja.
Tujuan dari penerapan ergonomi adalah sebagai berikut:
2. Meningkatkan kesejahteraan sosial melalui peningkatan kualitas kontak sosial, mengelola dan mengkoordinir kerja secara tepat guna dan meningkatkan jaminan sosial baik selama kurun waktu usia produktif maupun setelah tidak produktif.
3. Menciptakan keseimbangan rasional antara berbagai aspek yaitu aspek teknis, ekonomis, antropologis, dan budaya dari setiap sistem kerja yang dilakukan sehingga tercipta kualitas kerja dan kualitas hidup yang tinggi.
3.1.3. Bidang Kajian Ergonomi
Pada penerapan ergonomi, diperlukan informasi yang lengkap mengenai kemampuan manusia dengan segala keterbatasannya. Salah satu usaha untuk mendapatkan informasi tersebut adalah dengan melakukan
penyelidikan-4
penyelidikan. Berkaitan dengan bidang penyelidikan yang dilakukan, ergonomi dikelompokkan atas 4 bidang penyelidikan yaitu5
1. Penyelidikan tentang tampilan (display) :
Tampilan (display) adalah suatu perangkat antara (interface) yang menyajikan informasi tentang keadaaan lingkungan dan kemudian mengkomunikasikannya pada manusia dalam bentuk tanda-tanda, angka-angka, lambang dan sebagainya. Informasi tersebut dapat disajikan dalam bentuk dinamis yang menggambarkan perubahan menurut waktu sesuai dengan variabelnya, misalnya speedometer.
2. Penyelidikan tentang kekuatan fisik manusia
Penyelidikan tentang kekuatan fisik manusia dilakukan ketika manusia mulai melakukan aktivitas kerja dan kemudian dipelajari cara mengukur aktivitas-aktivitas tersebut. Penyelidikan ini juga mempelajari perancangan objek serta peralatan yang sesuai dengan kemampuan fisik manusia pada saat melakukan aktivitasnya.
3. Penyelidikan tentang ukuran tempat kerja
Penyelidikan tentang ukuran tempat kerja bertujuan untuk mendapatkan rancangan tempat kerja yang sesuai dengan ukuran (dimensi) tubuh manusia, agar diperoleh tempat kerja yang baik yang sesuai dengan kemampuan dan keterbatasan manusia.
5
4. Penyelidikan tentang lingkungan kerja
Penyelidikan tentang lingkungan kerja meliputi kondisi fisik tempat kerja dan fasilitas kerja, seperti pengaturan cahaya, kebisingan, temperatur, getaran, dan lain-lain yang dianggap dapat mempengaruhi tingkah laku manusia.
Masalah ergonomi dapat dikategorikan ke dalam bermacam-macam grup yang berbeda, bergantung kepada wilayah spesifik dari efek tubuh seperti6
a. Anthropometric
:
Antropometri berhubungan dengan dimensi antara ruang geometri fungsional dengan tubuh manusia. Antropometri ini merupakan pengukuran dari dimensi tubuh secara linier, termasuk berat dan volume, jarak jangkauan, tinggi mata saat duduk, dan lain-lain. Masalah antropometri merupakan ketidaksesuaian antara dimensi terhadap desain ruang dan sarana kerja. Pemecahan masalah ini dengan memodifikasi desain dan menyesuaikan kenyamanan.
b. Cognitive
Masalah cognitive muncul ketika beban kerja berlebih atau berada di bawah kebutuhan proses. Keduanya dalam jangka waktu panjang maupun dalam jangka waktu pendek dapat menyebabkan ketegangan. Pada sisi lain fungsi ini tidak sepenuhnya berguna untuk pemeliharaan tingkat optimum. Pemecahan masalah ini dengan melengkapkan fungsi manusia dengan fungsi mesin untuk meningkatkan performansi.
6
c. Musculoskeletal
Ketegangan otot dan sistem kerangka termasuk dalam kategori ini. Hal tersebut dapat menyebabkan insiden kecil atau trauma efek kumulatif. Pemecahan masalah ini terletak pada penyediaan bantuan performansi kerja atau mendesain kembali pekerjaan untuk menjaga agar kebutuhannya sesuai dengan batas kemampuan manusia.
d. Cardiovaskular
Masalah ini diakibatkan oleh ketegangan sistem sirkulasi, termasuk jantung. Jantung memompa lebih banyak darah ke otot untuk memenuhi tingginya permintaan oksigen. Pemecahan masalah ini dengan mendesain kembali pekerjaan untuk melindungi pekerja dan melakukan rotasi pekerjaan.
e. Psychomotor
Permasalahan dalam hal ini adalah ketegangan pada sistem psychomotor. Pemecahannya adalah dengan menegaskan kebutuhan pekerjaan untuk disesuaikan dengan kemampuan manusia dan menyediakan bantuan performansi pekerjaan.
3.2. Anthropometri
3.2.1. Pengertian Anthropometri
Istilah Antropometri berasal dari kata “anthro” yang berarti manusia dan “metri” yang berarti ukuran. Antropometri dapat diartikan sebagai satu studi yang berkaitan dengan pengukuran dimensi tubuh manusia7
7
Sritomo Wignjosoebroto. Ergonomi, Studi Gerak dan Waktu, Guna Widya, Surabaya, 1995
studi tentang dimensi tubuh manusia (Pullat, 1992). Anthropometri merupakan ilmu yang secara khusus mempelajari tentang pengukuran tubuh manusia guna merumuskan perbedaan-perbedaan ukuran pada tiap individu ataupun kelompok dan lain sebagainya. Data anthropometri berguna untuk perancangan berbagai peralatan agar dapat digunakan secara optimal dan pemakai dapat bekerja dengan aman dan nyaman.
Data antropometri yang berhasil diperoleh akan diaplikasikan secara luas antara lain dalam hal :
a. Perancangan areal kerja
b. Perancangan peralatan kerja seperti mesin, equipment, perkakas ( tools) dan sebagainya.
c. Perancangan produk-produk konsumtif seperti pakaian , kursi, meja, komputer dan lain-lain.
d. Perancangan lingkungan kerja fisik. Antropometri dibagi dalam dua bagian yaitu :
1. Antropometri statis, dimana pengukuran dilakukan pada saat tubuh dalam keadaan diam/posisi diam/ tidak bergerak.
2. Antropometri dinamis, dimana dimensi tubuh diukur dalam berbagai posisi tubuh yang sedang bergerak.
Faktor-faktor yang mempengaruhi dimensi tubuh manusia diantaranya8 1. Umur
:
Seperti diketahui bersama bahwa manusia tumbuh sejak lahir hingga kira-kira berumur 20 tahun untuk pria dan 17 tahun untuk wanita. Pada saat tersebut ukuran tubuh manusia tetap dan cenderung untuk menyusut setelah kurang lebih berumur 60 tahun.
2. Jenis Kelamin
Jenis kelamin manusia yang bebeda akan mengakibatkan dimensi anggota tubuhnya berbeda. Perbedaan dimensi tubuh ini dikarenakan fungsi yang berbeda.
3. Suku bangsa
Suku bangsa juga memberikan ciri khas mengenai dimensi tubuhnya. Ekstrimnya orang Eropa merupakan etnis kaukasoid berbeda dengan orang Indonesia yang merupakan Etnis Mongoloid. Kecenderungan dimensi tubuh manusia yang termasuk Etnis Kaukasoid lebih panjang bila dibandingkan dengan dimensi tubuh manusia yang termasuk etnis Mongoloid.
4. Jenis pekerjaan atau latihan
Suatu sifat dasar otot manusia, dimana bila otot tersebut sering dipekerjakan akan mengakibatkan otot tersebut bertambah lebuh besar.
8
Misalnya : dimensi seorang buruh pabrik. Dimensi seorang binaragawan dan sebagainya.
Untuk mengukur antropometri dinamis , terdapat tiga kelas pengukuran, yaitu (1) Pengukuran tingkat keterampilan sebagai pendekatan untuk mengerti kedaaan mekanis dari suatu aktifitas, contohnya mempelajari performasi seseorang, (2) Pengukuran jangkauan ruang yang dibutuhkan saat bekerja dan (3) Pengukuran variabilitas kerja.
Selain faktor-faktor tersebut di atas masih ada pula beberapa faktor lain yang mempengaruhi variabilitas ukuran tubuh manusia seperti:
1. Cacat tubuh, dimana data anthropometri disini akan diperlukan untuk perancangan produk bagi orang-orang cacat (kursi roda, alat bantu jalan, dll). 2. Tebal/tipisnya pakaian yang harus dikenakan, dimana faktor lingkungan yang
berbeda akan memberikan variasi yang berbeda-beda pula dalam bentuk rancangan dan spesifikasi pakaian.
3. Kehamilan (pregnancy), dimana dalam kondisi semacam ini jelas akan mempengaruhi bentuk dan ukuran tubuh (khusus perempuan).
Agar rancangan suatu produk dapat sesuai dengan ukuran tubuh manusia yang akan mengoperasikannya, maka prinsip penggunaan data antropometri harus sesuai. Prinsip tersebut adalah :9
1. Prinsip Perancangan Produk Bagi Individu Dengan Ukuran Yang Ekstrim. Rancangan produk dibuat agar dapat memenuhi dua sasaran produk, yaitu:
a. Dapat sesuai untuk ukuran tubuh manusia yang mengikuti klasifikasi ekstrim dalam arti terlalu besar atau kecil bila dibandingkan dengan rata-rata.
b. Dapat digunakan untuk memenuhi ukuran tubuh yang lain (mayoritas dari populasi yang ada).
Ukuran yang diaplikasikan agar memenuhi sasaran pokok tersebut yaitu :
- Dimensi minimum yang ditetapkan dari suatu rancangan produk umumnya didasarkan pada nilai persentil yang terbesar seperti 90-th, 95-th, atau 99-th. Contoh kasus ini dapat dilihat pada penetapan ukuran minimal dari lebar dan tinggi dari pintu darurat, dan lain-lain.
- Dimensi maksimum yang ditetapkan diambil berdasarkan nilai persentil yang terendah, seperti 1-th, 5-th, atau 10-th dari distribusi data antropometri yang ada. Contohnya penetapan jarak jangkau dari suatu mekanisme kontrol yang harus dioperasikan oleh seorang pekerja.
2. Prinsip Perancangan Produk yang Dapat Dioperasikan Pada Rentang Ukuran Tertentu (Adjustable).
9
Rancangan dapat berubah ukurannya sehingga cukup fleksibel dioperasikan oleh setiap orang yang memiliki berbagai macam ukuran tubuh. Contoh yang paling umum dijumpai adalah perancangan kursi mobil yang letaknya bisa digeser maju dan mundur, begitu juga dengan sandarannya bisa dirubah sudutnya sesuai dengan keinginan. Untuk mendapatkan rancangan yang fleksibel hal semacam ini umumnya mengaplikasikan data antropometri dalam rentang persentil 5-th s/d 95-th.
3. Prinsip Perancangan Produk dengan Ukuran Rata-rata.
Dalam hal ini rancangan produk didasarkan terhadap rata-rata ukuran manusia. Problem pokok yang dihadapi dalam hal ini adalah justru sedikit sekali mereka yang berada dalam ukuran rata-rata.
Berkaitan dengan aplikasi data antropometri yang diperlukan dalam proses perancangan produk ataupun fasilitas kerja, maka ada beberapa saran/rekomendasi yang bisa diberikan sesuai dengan langkah-langkah sebagai berikut :10
a. Tetapkan anggota tubuh yang mana yang akan difungsikan untuk mengoperasikan rancangan tersebut.
b. Tentukan dimensi tubuh yang penting dalam proses perancangan tersebut, dalam hal ini juga perlu diperhatikan apakah mengunakan data static anthropometry atau dynamic anthropometry.
c. Tentukan apakah produk dirancang khusus untuk individu tertentu, untuk semua populasi, atau dilakukan pengambilan sampel dengan tujuan mewakili
10
populasi terbesar yang harus diantisipasi, diakomodasikan dan menjadi target utama pemakai rancangan produk tersebut.
d. Untuk perancangan fasilitas atau produk dengan target pemakainya adalah populasi, tetapkan prinsip ukuran yang harus diikuti misalnya apakah rancangan tersebut untuk ukuran individual yang ekstrim, adjustable, ataukah ukuran rata-rata.
e. Untuk setiap dimensi tubuh yang telah diidentifikasi selanjutnya pilih/tetapkan nilai ukurannya apakah dilakukan pengukuran langsung terhadap dimensi tubuh tersebut atau ukurannya telah tersedia dan dapat diambil dari tabel data antropometri yang sesuai.
f. Jika data berasal dari sampel dan perancangan produk atau fasilitas kerja diaplikasikan untuk populasi atau tujuan perancangan untuk ukuran rata-rata, pilih persentil populasi yang harus diikuti; persentil 90-th, 95-th, 99-th ataukah nilai persentil yang lain yang dikehendaki.
g. Aplikasikan data tersebut dan tambahkan faktor kelonggaran (allowance) bila diperlukan seperti halnya tambahan ukuran akibat faktor tebalnya pakaian yang harus dikenakan oleh operator, pemakaian sarung tangan, dan sebagainya.
3.2.2. Dimensi Anthropometri11
Dimensi anthropometri merupakan ukuran tubuh pada posisi tertentu. Data ini dapat dimanfaatkan guna menetapkan dimensi ukuran produk yang akan
11
dirancang dan disesuaikan dengan dimensi tubuh manusia yang akan mengoperasikan atau menggunakannya.
1.Posisi Duduk Samping
a. Tinggi Duduk Tegak (TDT), cara pengukuran yaitu dengan mengukur jarak vertikal dari permukaan alas duduk samping ujung atas kepala. Subjek duduk tegak dengan mata memandang lurus ke depan dan lutut membentuk sudut siku-siku.
b. Tinggi Bahu Duduk (TDT), cara pengukuran yaitu mengukur jarak vertikal dari permukaan alas duduk samping ujung tulang bahu yang menonjol pada saat subjek duduk tegak.
c. Tinggi Mata Duduk (TMD), cara pengukuran yaitu mengukur jarak vertikal dari permukaan alas duduk samping ujung mata bagian dalam. Subjek duduk tegak dan memandang lurus ke depan.
d. Tinggi Siku Duduk (TSD), cara pengukuran yaitu mengukur jarak vertikal dari permukaan alas duduk samping ujung bawah siku kanan. Subjek duduk tegak dengan lengan atas vertikal di sisi badan dan lengan bawah membentuk sudut siku-siku dengan lengan bawah.
e. Tebal Paha (TP), cara pengukuran yaitu mengukur sybjek duduk tegak, ukur jarak dari permukaan alas duduk samping ke permukaan atas paha. f. Tinggi Popliteal(TPO), cara pengukuran yaitu mengukur jarak vertikal dari
lantai sampai bagian bawah paha.
sebelah dalam (popliteal). Paha dan kaki bagian bawah membentuk sudut siku-siku.
h. Pantat Ke Lutut (PKL), cara pengukuran yaitu mengukur subjek duduk dan ukur horisontal dari bagian terluar pantat sampai ke lutut. Paha dan kaki bagian bawah membentuk sudut siku-siku.
2.Posisi Berdiri.
a. Tinggi Siku Berdiri (TSB), cara pengukuran yaitu mengukur jarak vertikal dari lantai ke titik pertemuan antara lengan atas dan lengan bawah. Subjek berdiri tegak dengan kedua tangan tergantung secara wajar.
b. Panjang Lengan Bawah (PLB), cara pengukuran yaitu mengukur subjek berdiri tegak dan tangan di samping, ukur jarak dari siku sampai pergelangan tangan.
c. Tinggi Mata Berdiri (TMB), cara pengukuran yaitu mengukur jarak vertikal dari lantai sampai ujung mata bagian dalam (dekat pangkal hidung). Subjek berdiri tegak dan memandang lurus ke depan.
d. Tinggi Badan Tegak (TBT), cara pengukuran yaitu mengukur jarak vertikal telapak kaki sampai ujung kepala yang paling atas, sementara subjek berdiri tegak dengan mata memandang lurus ke depan.
e. Tinggi Bahu Berdiri (TBB), cara pengukuran yaitu mengukur jarak vertikal dari lantai sampai bahu yang menonjol pada saat subjek berdiri tegak.
3. Posisi Berdiri Dengan Tangan Kedepan.
a. Jangkauan Tangan (JT), cara pengukuran yaitu mengukur jarak horisontal dari punggung samping ujung jari tengah dan subjek berdiri tegak dengan betis, pantat dan punggung merapat ke dinding, tangan direntangkan secara horisontal ke depan.
4. Posisi Duduk Menghadap Kedepan.
a. Lebar Pinggul (LP), cara pengukuran yaitu mengukur subjek duduk tegak dan ukur jarakhorisontal dari bagaian terluar pinggul sisi kiri samping bagian terluar pinggul sisi kanan.
b. Lebar Bahu (LB), cara pengukuran yaitu mengukur jarak horisontal antara kedua lengan atas dan subjek duduk tegak dengan lengan atas merapat ke badan dan lengan bawah direntangkan ke depan.
5. Posisi Berdiri Dengan Kedua Lengan Direntangkan.
a. Rentangan Tangan (RT), cara pengukuran yaitu mengukur jarak horisontal dari ujung jari terpanjang tangan kiri samping ujung jari terpanjang tangan kanan. Subjek berdiri tegak dan kedua tangan direntangkan horisontal ke samping sejauh mungkin.
6. Pengukuran Jari Tangan
b. Pangkal Ke Lengan (PPT), cara pengukuran yaitu mengukur pangkal pergelangan tangan sampai pangkal ruas jari. Lengan bawah sampai telapak tangan subjek lurus.
c. Lebar Jari 2345 (LJ-2345), cara pengukuran yaitu mengukur dari sisi luar jari telunjuk sampai sisi luar jari kelingking dan jari-jari subjek lurus merapat satu sama lain.
d. Lebar Tangan (LT), cara pengukuran yaitu mengukur sisi luar ibu jari sampai sisi luar jari kelingking.
3.2.3. Pertimbangan Anthropometri dalam Desain
Setiap desain produk, baik produk yang sederhana maupun produk yang sangat kompleks harus berpedoman pada anthropometri pemakainya. Anthropometri adalah pengukuran dimensi tubuh atau karakteristik fisik tubuh lainnya yang relevan dengan desain tentang sesuatu yang dipakai orang. Pengaplikasian ergonomi dalam kaitannya dengan anthropometri dibedakan menjadi 2, yaitu:
1. Ergonomi berhadapan dengan manusia, mesin beserta sarana pendukung lainnya dan lingkungan kerja. Tujuan ergonomi disini adalah untuk menciptakan situasi terbaik pada pekerjaan sehingga kesehatan fisik dan mental manusia dapat terus dipelihara serta efisiensi, produktivitas dan kualitas produk dapat dihasilkan dengan optimal.
Dalam menentukan ukuran stasiun kerja, alat kerja dan produk pendukung lainnya, data anthropometri manusia memegang peranan penting. Dengan mengetahui ukuran anthropometri manusia akan dapat dibuat suatu desain alat-alat kerja yang sepadan bagi manusia yang akan menggunakan, dengan harapan dapat menciptakan kenyamanan, kesehatan, keselamatan dan estetika kerja. Faktor manusia harus selalu diperhitungkan dalam setip desain produk dan stasiun kerja. Hal tersebut didasarkan atas pertimbangan-pertimbangan sebagai berikut: 1. Manusia adalah berbeda satu sama lainnya. Setiap manusia mempunyai bentuk
dan ukuran yang berbeda- beda seperti tinggi-pendek, tua-muda, kurus-gemuk, normal-cacat, dsb. Tetapi kita sering hanya mendesain stasiun kerja dengan satu ukuran untuk semua orang. Sehingga hanya orang dengan ukuran tubuh tertentu yang sesuai atau tepat untuk menggunakan.
2. Manusia mempunyai keterbatasan, baik keterbatasan fisik maupun mental. 3. Manusia selalu mempunyai harapan tertentu dan prediksi terhadap apa yang ada
3.2.4. Aplikasi Data Anthropometri Dalam Perancangan
Dengan adanya variabilitas dimensi tubuh manusia, maka terdapat tiga prinsip dalam pemakaian data anthropometri agar produk yang dirancang dapat mengakomodasi ukuran tubuh dari populasi yang akan menggunakan produk tersebut, yaitu:
1. Perancangan berdasar individu ekstrim
Prinsip ini digunakan apabila diharapkan fasilitas yang dirancang dapat dipakai dengan nyaman oleh sebagian besar orang-orang yang memakainya. Perancangan ini dapat dibagi dua yaitu yang pertama perancangan dengan data nilai persentil tinggi (90%, 95%, atau 99%). Misalnya untuk merancang tinggi pintu dipakai tinngi manusia dengan persentil 99% ditambah dengan kelonggaran. Yang kedua, perancangan fasilitas dengan data persentil kecil atau rendah (10%, 5%, atau 1%). Misalnya untuk menentukan tinggi tombol lampu digunakan persentil 5 yang berarti 5% dari populasi tidak dapat menjangkaunya.
2. Perancangan fasilitas yang bisa disesuaikan (adjustable)
3. Perancangan fasilitas berdasar harga rata-rata pemakainya
Prinsip ini hanya digunakan apabila perancangan berdasar harga ekstrim tidak mungkin dilaksanakan dan tidak layak jika kita menggunakan prinsip perancangan fasilitas yang bisa disesuaikan.
3.2.5. Persentil
Persentil adalah suatu nilai yang menyatakan bahwa persentase tertentu dari kelompok orang yang dimensinya lebih tinggi, sama dengan, atau lebih rendah dari nilai tersebut (Nurmianto, 2004)12. Data anthropometri diperlukan agar rancangan suatu produk dapat sesuai dengan orang yang akan memakainya. Akan timbul masalah ketika lebih banyak produk yang harus dibuat untuk digunakan oleh banyak orang. Masalah yang timbul adalah menentukan ukuran yang dipakai sebagai acuan untuk mewakili populasi mengingat ukuran individual bervariasi. Permasalahan adanya variasi ukuran dapat diatasi dengan merancang suatu produk yang mempunyai fleksibilitas dan sifat adjustable dengan rentang ukuran tertentu. Solusinya adalah penetapan persentil berdasarkan tabel probabilitas distribusi normal. Persentil adalah suatu nilai yang menunjukkan persentase tertentu dari orang yang mempunyai ukuran pada nilai tersebut. Sebagai contoh persentil ke-95 menunjukkan 95% populasi berada pada ukuran tersebut. Pemakaian nilai-nilai persentil yang umum digunakan dalam perhitungan data anthropometri dapat dilihat pada Tabel 3.1. berikut.
12
Tabel 3.1. Macam Persentil dan Cara Perhitungan dalam Distribusi Normal
Sumber : Dewa, Kartika, P, 1998
Perhitungan di atas berdasar pada distribusi normal. Di dalam statistik distribusi tersebut dibentuk berdasar harga rata-rata dan standar deviasi dari data yang diolah. Nilai persentil kemudian didapat sesuai dengan tabel probabilitas distribusi normal.
3.2.6. Pengolahan Data Anthropometri
Data mentah yang sudah didapatkan diuji terlebih dahulu dengan menggunakan metode statistik sederhana yaitu uji keseragaman data, uji kecukupan data, dan uji kenormalan data. Hal tersebut dilakukan agar data yang diperoleh bersifat representatif, artinya data tersebut dapat mewakili populasi yang diharapkan.
1. Uji Keseragaman Data
populasi yang sama. Uji keseragaman data dilakukan melalui tahap-tahap perhitungan yaitu:
a. Membagi data ke dalam suatu sub grup (kelas)
Penentuan jumlah sub grup dapat ditentukan dengan menggunakan rumus: k = 1 + 3 , 3 log N
dimana N = jumlah data.
b. Menghitung harga rata-rata dari harga rata-rata sub grup dengan :
Dimana k = jumlah subgrup yang terbentuk i
X = harga rata-rata dari subgrup ke-i
c. Menghitung standar deviasi (SD), dengan:
Untuk sampel : Untuk populasi :
1 )
( 2
− −
=
∑
n X Xi
σ
N X X s =
∑
i −2
) (
dimana:
N = jumlah data amatan pendahuluan yang telah dilakukan Xi = data amatan yang didapat dari hasil pengukuran ke-i
Dimana n =ukuran rata-rata satu sub grup
e. Menentukan Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB) dengan rumus:
Jika X min > BKB dan Xmax < BKA maka data seragam.
Jika X min < BKB dan Xmax > BKA maka data tidak seragam.
2. Uji Kecukupan Data
Uji ini dilakukan untuk mengetahui apakah data anthropometri yang telah diperoleh dari pengukuran sudah mencukupi atau belum. Uji ini dipengaruhi oleh:
a. Tingkat Ketelitian (dalam persen), yaitu penyimpangan maksimum dari hasil pengukuran terhadap nilai yang sebenarnya.
b. Tingkat Keyakinan (dalam persen), yaitu besarnya keyakinan/besarnya probabilitas bahwa data yang kita dapatkan terletak dalam tingkat ketelitian yang telah ditentukan.
Rumus uji kecukupan data:
2 1 2 1 1 2 40 ' − =
∑
∑
∑
= = = n i i n i i n i iX
X
X
N N Keterangan:N = jumlah pengukuran yang sudah dilakukan Jika N’ < N, maka data pengamatan cukup
Jika N’ > N, maka data pengamatan kurang, dan perlu tambahan data. Nilai K untuk tingkat kepercayaan tertentu ditunjukkan pada Tabel 3.2.
3. Uji Kenormalan Data
Uji ini bertujuan untuk mengetahui apakah data yang diperoleh telah memenuhi distribusi normal atau dapat didekati oleh distribusi normal. Uji kenormalan data dalam penelitian kali ini menggunakan SPSS 10 for windows. Alat uji yang digunakan disebut dengan uji Kolmogorov-Smirnov (uji K- S). Tahapan yang harus dilakukan dalam uji K-S ini adalah sebagai berikut:
a) Klik menu Statistik, pilih nonparametric test, pilih dan klik 1-sampel K-S. b) Dalam kotak Test Variable List isikan dengan variabel yang akan dites
normalitasnya, terutama variabel independent.
c) Dalam Test Distribution pilih normal, kemudian klik OK, sehingga akan dihasilkan outputnya. Ukuran yang digunakan untuk menerima atau menolak hipotesis nol (Ho) yaitu nilai Asymp. Sig.(2-tailed).
Penggunaan statistik non parametric dianjurkan pada keadaan:
2. Jenis data adalah Interval dan Rasio, namun distribusi datanya tidak mengikuti distribusi normal. Jadi data (variable) penghasilan perbulan adalah data rasio, namun karena distribusi datanya tidak normal, dalam arti data mempunyai kemencengan ke kiri atau ke kanan, maka data penghasilan per bulan tersebut harus diberi perlakuan statistik non parametric.
3.3. Keluhan Musculoskeletal13
Pekerja yang melakukan kegiatan berulang-ulang dalam satu siklus sangat rentan mengalami gangguan musculoskeletal. Keluhan musculoskeletal adalah keluhan pada bagian–bagian otot skeletal yang dirasakan oleh seseorang mulai dari keluhan sangat ringan sampai sangat sakit. Apabila otot menerima beban statis secara berulang dalam waktu yang lama, akan dapat menyebabkan keluhan berupa kerusakan pada sendi, ligemen dan tendon. Keluhan hingga kerusakan inilah yang biasanya diistilakan dengan keluhan Musculoskeletal disorsders (MSDs) atau cedera pada sistem muskuloskeletal. Apabila pekerjaan berulang tersebut dilakukan dengan cara yang nyaman, sehat dan sesuai dengan standar yang ergonomis, maka tidak akan menyebabkan gangguan muskuloskeletal dan semua pekerjaan akan berlangsung dengan efektif dan efisien.
Secara garis besar keluhan otot yang terjadi dapat dikelompokkan menjadi dua yaitu:
13
1. Keluhan sementara (reversible), yaitu keluhan otot yang terjadi pada saat menerima beban statis, namun demikian keluhan tersebut akan hilang apabila pembebanan dihentikan.
2. Keluhan menetap (persisttent), yaitu keluhan otot yang bersifat menetap. Walaupun pembebanan kerja telah dihentikan, namun rasa sakit pada otot masih terus berlanjut.
Studi tentang MSDs pada berbagai jenis industri telah banyak dilakukan dan hasil studi menunjukkan bahwa bagian otot yang sering dikeluhkan adalah otot rangka (skeletal) yang meliputi leher, bahu, lengan, tangan, jari, punggung, pinggang dan otot-otot bagian bawah. Diantara keluhan otot skeletal tersebut, yang paling banyak dialami oleh pekerja adalah otot bagian pinggang (low back pain = LBP).
Keluhan otot skeletal pada umumnya terjadi karena kontraksi otot yang berlebihan akibat pemberian beban kerja yang terlalu berat dengan durasi pembebanan yang panjang. Sebaliknya, otot kemungkinan tidak terjadi apabila kontraksi otot hanya berkisar antara 15-20%, maka peredaran darah ke otot berkurang menurut tingkat kontraksi yang dipengaruhi oleh besarnya tenaga yang diperlukan. Suplai oksigen ke otot menurun, proses metabolisme karbohidrat terhambat dan sebagai akibatnya terjadi penimbunan asam laktat yang menyebabkan timbulnya rasa nyeri otot.
Peter vi (2000) menjelaskan bahwa, terdapat banyak faktor yang dapat menyebabkan terjadi keluhan musculoskeletal sebagai berikut.
Peregangan otot yang berlebihan pada umumnya sering dikeluhakan oleh para pekerja dimana aktivitas kerjanya menuntut pengerahan tenaga yang besar seperti aktivitas mengangkat, menarik, mendorong dan menahan beban yang berat. Peregangan otot yang berlebihan ini terjadi karna pengerahan otot yang diperlukan melampaui kekuatan optimum otot. Apabila hal serupa sering dilakukan, maka dapt mempertinggi resiko terjadinya keluhan otot, bahkan dapat menyebabkan terjadinya otot skeletal.
2. Aktivitas berulang
Aktivitas berulang merupakan pekerjaan yang dilakukan secara terus menerus seperti pekerjaan mencangkul, membelah kayu besar, angkut dan sebagainya. Keluhan otot terjasi karena otot menerima tekanan akibat beban kerja secara terus menerus tenpa memperoleh kesempatan untuk relaksasi.
3. Sikap kerja tidak alamiah
Sikap kerja tidak alamiah adalah sikap kerja yang menyebabkan posisi bagian bagian tubuh bergerak menjauhi posisi alamiah, misalnya pergerakan tangan terangkat, punggung terlalu membungkuk, kepala terangkat dan sebagainya. Semakin jauh posisi tubuh dari pusat gravitasi tubuh, maka semakin tinggi pula resiko terjadinya keluhan otot skeletal.
4. Faktor penyebab sekunder
Ada beberapa cara yang telah diperkenalkan dalam melakukan evaluasi ergonomi untuk mengetahui hubungan antara tekanan fisik dengan resiko keluhan otot skeletal. Pengukuran terhadap tekanan fisik ini cukup sulit karena melibatkan berbagai faktor subjektif seperti kinerja, motivasi, harapan dan toleransi kelelahan. Alat ukur yang digunakan dpat dilakukan dengan berbagai cara mulai metoda yang sederhana sampai menggunakan sistem komputer. Salah satu dari metode tersebut adalah melalui Standard Nordic Body Map Questionnaire.
3.4. Standard Nordic Body Map Questionnaire (SNQ)
Keluhan otot skeletal pada umumnya terjadi karena kontraksi otot yang berlebihan akibat pemberian beban kerja yang terlalu berat dengan durasi pembebanan yang panjang. Sebaliknya, otot kemungkinan tidak terjadi apabila kontraksi otot hanya berkisar antara 15-20%, maka peredaran darah ke otot berkurang menurut tingkat kontraksi yang dipengaruhi oleh besarnya tenaga yang diperlukan. Suplai oksigen ke otot menurun, proses metabolisme karbohidrat terhambat dan sebagai akibatnya terjadi penimbunan asam laktat yang menyebabkan timbulnya rasa nyeri otot.
metoda yang sederhana sampai menggunakan sistem komputer. Salah satu dari metode tersebut adalah melalui Standard Nordic Body Map Questionnaire.
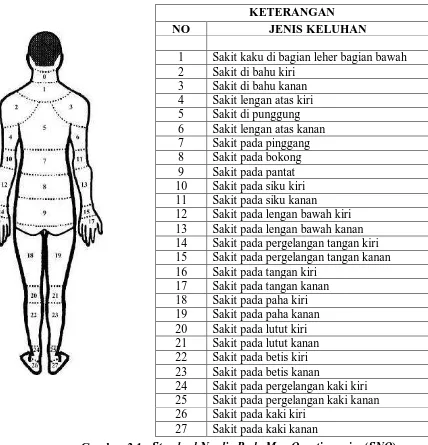
Gambar 3.1. Standard Nordic Body Map Questionnaire (SNQ)
Kelelahan maupun ketidaknyamanan akibat pekerjaan yang berulang-ulang sering terjadi di tempat kerja. Hal –hal yang menyebabkan terjadinya resiko tersebut adalah:
1. Static Positions (posisi yang tetap) 2. Body Movements (pergerakan tubuh)
3. Handling – Lifting (pengangkatan dan penanganan benda) KETERANGAN
NO JENIS KELUHAN
1 Sakit kaku di bagian leher bagian bawah 2 Sakit di bahu kiri
3 Sakit di bahu kanan 4 Sakit lengan atas kiri 5 Sakit di punggung 6 Sakit lengan atas kanan 7 Sakit pada pinggang 8 Sakit pada bokong 9 Sakit pada pantat 10 Sakit pada siku kiri 11 Sakit pada siku kanan
12 Sakit pada lengan bawah kiri 13 Sakit pada lengan bawah kanan 14 Sakit pada pergelangan tangan kiri 15 Sakit pada pergelangan tangan kanan 16 Sakit pada tangan kiri
17 Sakit pada tangan kanan 18 Sakit pada paha kiri 19 Sakit pada paha kanan 20 Sakit pada lutut kiri 21 Sakit pada lutut kanan 22 Sakit pada betis kiri 23 Sakit pada betis kanan
24 Sakit pada pergelangan kaki kiri 25 Sakit pada pergelangan kaki kanan 26 Sakit pada kaki kiri
4. Pushing/Pulling and Carrying Loads (pekerjaan menarik, mendorong, dan mengangkat beban)
5. Use of a Localised force (penggunaan gaya setempat) 6. Repeated Efforts (usaha yang berulang – ulang)
7. Energy Expenditure (pengeluaran energi yang berlebihan)
Untuk mengatasi mesalah tersebut ada beberapa langkah yang dapat diterapkan dalam upaya penilaian dan pengendalian terhadap resiko kelelahan otot serta ketidaknyamanan pada proses kerja.
1. Identifikasi resiko 2. Penilaian resiko 3. Evaluasi resiko
3.5. Postur Kerja
Pertimbangan ergonomi yang berkaitan dengan postur kerja dapat membantu mendapatkan postur kerja yang nyaman bagi pekerja, baik itu postur kerja berdiri, duduk maupun postur kerja lainnya. Pada beberapa jenis pekerjaan terdapat postur kerja yang tidak alami dan berlangsung dalam jangka waktu yang lama. Hal ini akan mengakibatkan keluhan sakit pada bagian tubuh, cacat produk bahkan cacat tubuh. Berikut ini beberapa hal yang harus diperhatikan berkaitan dengan postur tubuh saat bekerja :
kondisi fisik pekerja, agar operator dapat menjaga postur kerjanya dalam keadaan tegak dan normal. Ketentuan ini sangat ditekankan khususnya pada pekerjaan yang harus dilaksanakan dalam keadaan berdiri.
2. Pekerja tidak seharusnya menggunakan jangkauan maksimum. Pengaturan postur kerja dalam hal ini dilakukan dalam jarak jangkauan normal. Untuk hal-hal tertentu operator harus mampu dan cukup leluasa mengatur tubuhnya agar memperoleh postur kerja yang nyaman.
3. Pekerja tidak seharusnya duduk atau berdiri dengan leher, kepala, dada atau kaki berada dalam posisi miring.
Beberapa sikap kerja yang harus diperhatikan adalah sebagai berikut : 1. Hindari posisi kepala dan leher yang terlalu menengadah ke atas 2. Hindari tungkai yang menaik
3. Hindari postur memutar atau asimetris
4. Sediakan sandaran bangku yang cukup di setiap bangku
Posisi tubuh dalam kerja sangat ditentukan oleh jenis pekerjaan yang dilakukan. Masing-masing posisi kerja mempunyai pengaruh yang berbeda-bed