USULAN PERBAIKAN FASILITAS KERJA UNTUK UNTUK MENGURANGI KELUHAN MUSKULOSKELETAL PADA BAGIAN
PENGURAIAN UD PUSAKA BAKTI
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
AFRIANI MELDA DEWI 050403029
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Alhamdulillah sebagai rasa Syukur tak terhingga penulis panjatkan
Kehadirat Allah SWT yang senantiasa memberikan rahmat-Nya kepada penulis
sehingga dapat menyelesaikan laporan Tugas Akhir ini dengan baik.
Kegiatan penelitian ini dilakukan di industri kecil pembuatan keset kaki
dengan nama UD. Pusaka Bakti yang beralamat Desa Telaga Sari No. 36
Kecamatan Batangkuis Kabupaten Deli Serdang, Sumatera Utara yang dijadikan
sebagai salah satu dari beberapa syarat yang telah ditentukan untuk dapat
memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas
Teknik, Universitas Sumatera Utara.
Adapun judul Tugas Sarjana ini adalah “Usulan Perbaikan Fasilitas
Kerja Untuk Mengurangi Keluhan Muskuloskeletal Pada Bagian Penguraian UD Pusaka Bakti”.
Penulis menyadari bahwa Tugas Sarjana ini belum sepenuhnya sempurna
dan masih terdapat kekurangan. Oleh karena itu penulis mengharapkan kritik dan
saran yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini dan
penulis berharap agar laporan ini bermanfaat bagi semua pihak yang
memerlukannya.
Medan, Juni 2010
UCAPAN TERIMA KASIH
Alhamdulillah yang tak hentinya terucap atas selesainya Tugas Sarjana ini,
banyak pihak yang telah membantu baik itu berupa bimbingan ataupun berupa
bantuan moril dan materil, sehingga Tugas Sarjana ini dapat diselesaikan. Oleh
karena itu, penulis mengucapkan terima kasih kepada semua pihak yang telah
membantu, teristimewa kepada Ibunda Daimah Nasution, Ayahanda Torkis
Harahap dan Adik-adik penulis tercinta Afreri Purnama Dewi, Dewi Roma
Widya, Marito Aisyah Dewi, Iqbal Rajamin, Hasna Dewi dan Lena Widya Wati,
yang senantiasa ada dan selalu memberikan perhatian, doa dan semangat dalam
bentuk apapun kepada penulis.
Pada kesempatan ini pula, penulis ucapkan terima kasih kepada :
1. Ibu Ir. Rosnani Ginting, MT, selaku Ketua Departemen Teknik Industri yang
telah memberikan izin pelaksanaan Tugas Sarjana ini.
2. Bapak Ir. Sugih Arto Pujangkoro, MM, selaku Dosen Pembimbing I atas
waktu untuk bimbingan, arahan, dan masukan serta ilmu yang diberikan dalam
penyelesaian Tugas Sarjana ini.
3. Ibu Ir. Dini Wahyuni, MT, selaku Dosen Pembimbing II atas kesediaannya
meluangkan waktu dan pikiran yang diberikan untuk bimbingan, arahan dan
masukan dalam penyelesaian Tugas Sarjana ini.
4. Bapak Ir. Danci Sukatendel, selaku Dosen Pembimbing Akademis yang telah
memberikan dukungan dan motivasi serta perhatian yang diberikan kepada
5. Pegawai administrasi Departemen Teknik Industri, Bang Bowo, Kak Dina,
Bang Mijo, Bang Nur, Bang Ridho dan Bu Ani yang telah membantu penulis
dalam melakukan urusan administrasi di Departemen Teknik Industri USU.
Bang Kumis dan Kak Rahma atas kebaikan hatinya meminjamkan buku demi
kelancaran pembuatan laporan Tugas Akhir ini.
6. Bapak Yatno serta karyawan UD Pusaka Bakti yang telah memberikan izin
untuk mengadakan penelitian dan meluangkan waktu untuk bimbingan penulis
selama melaksanakan penelitian.
7. Bang Andi yang telah memberikan saran dan masukan kepada penulis dalam
menyelesaikan penulisan laporan Tugas Sarjana ini.
8. Dwi Indriyani, Nella Siregar, ST, Reviana Riza, ST dan T Fahlani Tiara
Karmen selaku teman terdekat penulis yang tidak bosan selalu memberikan
dukungan dan semangat agar laporan ini diselesaikan.
9. Teman-teman seperjuangan di UD Pusaka Bakti Febrin Dina Hutagalung, ST
dan Stephanie Sirait, ST.
10.Gagah Sinaga, ST, Yandre Permana, ST, Rajendra, Khafyan Siregar, ST, Fasti
Fitra, Adelisa, ST, Doddi Trisna, ST, Budi Andryan, ST, Teddy Mahel, ST,
Fadillah Amelia, ST, Eka Rizky, ST, Fakhrurrazi Suzli, Ricky Haryadi, Adlin
Tambunan, ST, Ardiansyah, ST, Martina Dwi, ST, M. Agustiar, Fauzan,
Abdul Hafis, Arih Mende, Andi Priyadi dan SUPER 05 lainnya yang tak dapat
disebutkan satu persatu.
11.Rahmatia, Faza Fitriani, Masnun Nova, Rosi Primadanti, Fyta Fradina, Nissa
12.Mhd Fakhri Akbar, yang telah memberikan banyak bantuan dan dukungan doa
serta semangat kepada penulis hingga laporan ini selesai.
13.Abangnda Ihsanul Putra Lubis, ST, Agus Riyanto, ST, Syaiful Azhari Siregar,
ST, Bag Kinantan, ST, Indra S.F. Siregar, ST, Izet Mustakim, ST dan
Kakanda Elfrida, ST atas masukan, doa dan semangatnya kepada penulis.
14.Ibu Ir. Khawarita Siregar, MT dan Bapak Ir. A. Jabbar Rambe, M.Eng selaku
kepala Laboratorium Pengukuran dan Statistik. Teman dan adik-adik
seperjuangan di Laboratorium Pengukuran dan Statistik (Velino Aszukra, ST,
Budi Rahmadan, Delfandy Putra, Eko Budiono, M. Iman Rzki, Fieley
Khorman, Shinta Ernizar, Diky Hajril, Sri Wulandari, Nidia Juneika, Rafika
dan Armijal) atas masukan dan dukungan semangatnya dalam menyelesaikan
Tugas Sarjana ini.
15.Pengurus HIMTI periode 2008-2009, adik-adik angkatan 2006, 2007, 2008
dan 2009 atas doa dan semangatnya. Semua dosen-dosen Teknik Industri yang
telah memberikan penulis bekal ilmu pengetahuan yang sangat berharga yang
nantinya dapat diterapkan oleh penulis.
16.My Best Car ‘Zahra’ yang senantiasa menemani penulis disaat suka maupun duka.
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis ucapkan terima
kasih. Semoga laporan ini dapat bermanfaat bagi kita semua.
Medan, Juni 2010
DAFTAR ISI
BAB Halaman
LEMBAR PENGESAHAN
SERTIFIKAT EVALUASI TUGAS SARJANA
KATA PENGANTAR ... i
UCAPAN TERIMA KASIH... ii
DAFTAR ISI ... v
DAFTAR TABEL... xi
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN... xiv
ABSTRAK ... xv
I PENDAHULUAN... I-1 1.1. Latar Belakang ... I-1
1.2. Perumusan Masalah... I-2
1.3. Tujuan Penelitian... I-2
1.4. Manfaat Penelitian... I-3
1.5. Batasan Masalah dan Asumsi... I-3
1.6. Sistematika Penulisan Tugas Sarjana ... I-4
II GAMBARAN UMUM PERUSAHAAN... II-1 2.1. Sejarah Perusahaan... II-1
DAFTAR ISI (LANJUTAN)
BAB Halaman
2.3. Organisasi dan Manajemen ... II-2
2.3.1. Struktur Organisasi Perusahaan ... II-2
2.3.2. Tenaga Kerja dan Jam Kerja... II-2
2.3.3. Sistem Pengupahan dan Fasilitas ... II-3
2.4. Proses Produksi ... II-3
2.4.1. Bahan Baku ... II-4
2.4.2. Bahan Tambahan ... II-4
2.4.3. Bahan Penolong ... II-4
2.4.4. Uraian Proses Produksi ... II-5
2.4.5. Mesin dan Peralatan Produksi... II-7
III LANDASAN TOERI
3.1. Ergonomi... III-1
3.2. Keluhan Muskuloskeletal ...III-3
3.2.1. Standard Nordic Questionaire ...III-5 3.3. Peta Kerja ...III-7
3.3.1. Defenisi Peta Kerja ...III-7
3.3.2. Lambang-lambang yang Digunakan ...III-7
3.3.3. Jenis-jenis Peta Kerja ...III-10
DAFTAR ISI (LANJUTAN)
BAB Halaman
3.4. Antropometri ...III-13
3.4.1. Antropometri Statis ...III-15
3.4.2. Antropometri Dinamis...III-16
3.4.3. Tiga Prinsip Dalam Penggunaan Data Antropometri...III-16
3.5. Pengukuran Waktu...III-18
3.5.1. Pengukuran Waktu dengan Stop Watch...III-21 3.6. Tahapan Penentuan Waktu Baku...III-23
3.6.1. Uji Keseragaman Data ...III-23
3.6.2. Uji Kecukupan Data...III-24
3.6.3. Penentuan Waktu Standar ...III-25
3.7. Pemanfaatan Data Antropometri Dalam Perancangan Dengan
Menggunakan Konsep Persentil ...III-27
3.7.1. Uji Keseragaman Data ...III-27
3.7.2. Uji Kenormalan Data dengan Kolmogorov Smirnov Test...III-27
IV METODOLOGI PENELITIAN...IV-1 4.1.Lokasi Penelitian ...IV-1
4.2. Jenis Penelitian...IV-1
4.3. Objek Penelitian...IV-2
4.4. Variabel Penelitian...IV-2
DAFTAR ISI (LANJUTAN)
BAB Halaman
4.6. Metode Pengumpulan Data...IV-3
4.7. Pengumpulan Data ...IV-4
4.8. Pengolahan Data ...IV-5
4.8. Analisis Pemecahan Masalah...IV-5
4.9. Kesimpulan dan Saran ...IV-5
V PENGUMPULAN DAN PENGOLAHAN DATA... V-1 5.1. Pengumpulan Data ...V-1
5.1.1. Data Elemen Kegiatan ...V-1
5.1.2. Data Penilaian Musculosceletal Disorder Berdasarkan
Standard Nordic Questionaire...V-5 5.1.3. Data Antropometri ...V-8
5.1.4. Defenisi Satu Siklus Penguraian ...V-8
5.1.5. Waktu Siklus ...V-9
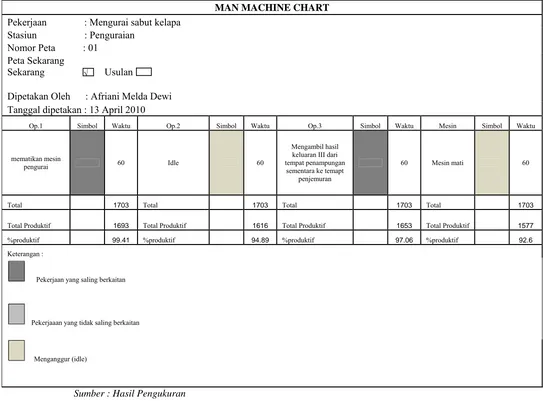
5.1.6. Man Machine Chart dan Gang Process Chart ...V-10 5.1.7. Sketsa Tempat Kerja Penguraian ...V-29
5.2. Pengolahan Data ...V-30
5.2.1. Pengolahan Data Hasil Kuisioner SNQ ...V-30
5.2.2. Perhitungan Antropometri ...V-32
5.2.3. Penentuan Waktu Terpilih ...V-41
DAFTAR ISI (LANJUTAN)
BAB Halaman VI ANALISIS PEMECAHAN MASALAH... VI-1
6.1. Analisis Tingkat Keluhan Muskuloskeletal ... VI-1
6.2. Analisis Kondisi Aktual Fasilitas Kerja... VI-2
6.3. Perancangan Fasilitas Kerja ... VI-4
6.4. Metode Kerja Baru... VI-19
6.5. Perbandingan Kondisi Kerja Sebelum dan Sesudah Menggunakan
Fasilitas KErja Bagian Penguraian ... VI-35
VII KESIMPULAN DAN SARAN...VII-1 7.1. Kesimpulan ...VII-1
7.2. Saran ...VII-2
DAFTAR TABEL
Tabel Halaman
2.1. Jumlah Tenaga Kerja ... II-3
2.2. Mesin dan Peralatan Produksi... II-7
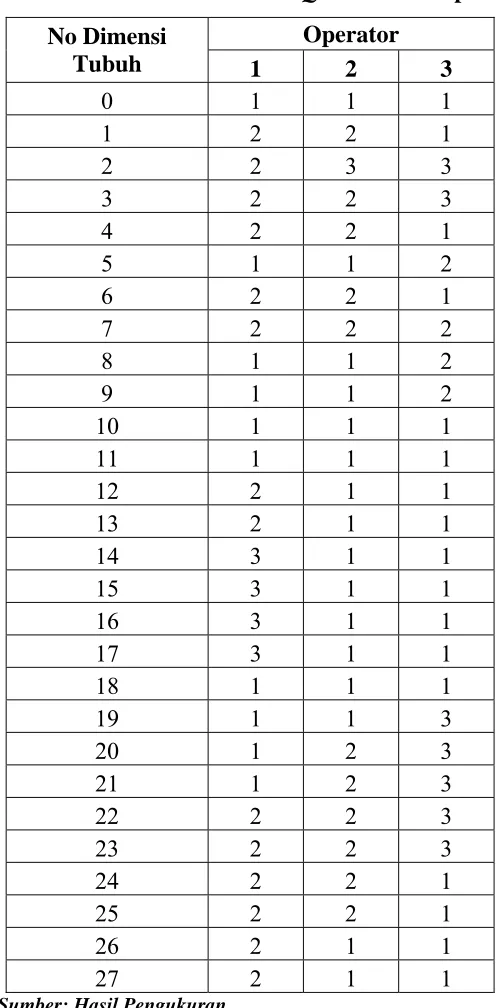
5.1. Data Standard Nordic Questionairre Operator... V-7 5.2. Data Antropometri Operator ... V-8
5.3. Waktu Pengamatan Selama 3 Hari... V-9
5.4. Perhitungan Uji Keseragaman Data... V-34
5.5. Uji Normal Kolmogorov-Smirnov Lebar Jari (Lj) Telunjuk ... V-36
5.6. Uji Normal Kolmogorov-Smirnov Lebar Jari (Lj) Tengah ... V-36
5.7. Uji Normal Kolmogorov-Smirnov Lebar Jari (Lj) Manis ... V-37
5.8. Uji Normal Kolmogorov-Smirnov Lebar Jari (Lj) Kelingking ... V-38
5.9. Uji Normal Kolmogorov-Smirnov Tinggi Bahu Berdiri ... V-38
5.10. Uji Normal Kolmogorov-Smirnov Diameter Genggaman Tangan... V-39
5.11. Uji Normal Kolmogorov-Smirnov Jangkauan Tangan ke Depan... V-39
5.12. Dimensi Tubuh Dengan Prinsip Ekstrim ... V-41
5.13. Penentuan Waktu Terpilih ... V-41
5.14. Allowance Operator ... V-45 6.1. Perbandingan Kondisi Kerja Sebelum dan Sesudah Menggunakan
DAFTAR GAMBAR
Gambar Halaman
2.1. Struktur Organisasi UD. Pusaka Bakti... II-2
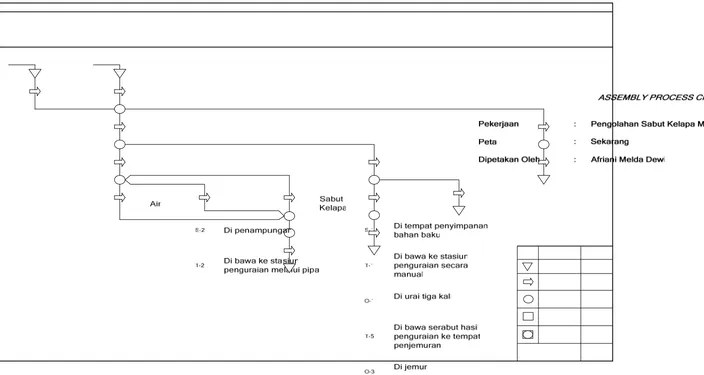
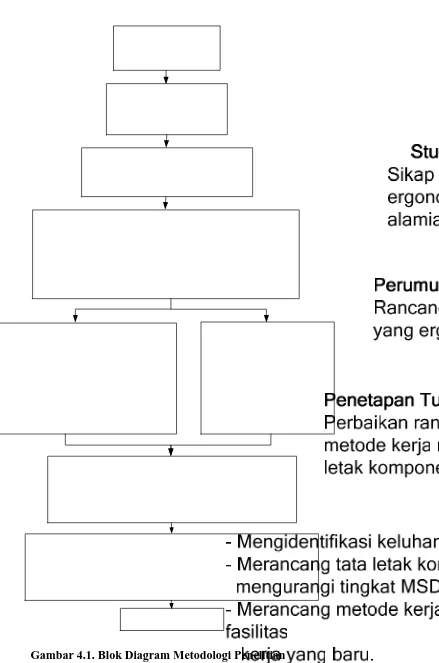
2.2. Assembly Process Chart Pembuatan Keset Kaki dan Cocopress... II-8 3.1. Standard Nordic Questionaire (SNQ) ...III-6 4.1. Blok Diagram Prosedur Penelitian...IV-6
5.1. Stasiun Penguraian... V-1
5.2. Mengambil Sabut Kelapa... V-2
5.3. Membawa sabut Kelapa ... V-2
5.4. Meletakkan Sabut Kelapa ... V-3
5.5. Mengambil Sabut Kelapa... V-3
5.6. Memasukkan Sabut Kelapa... V-4
5.7. Memindahkan Hasil Penguraian Sabut Kelapa... V-4
5.8. Standard Nordic Questionaire (SNQ) ... V-6 5.9. Man Machine Chart... V-11 5.10. Gang Process Chart... V-28 5.11. Sketsa Tempat Kerja Penguraian ... V-29
5.12. Identifikasi Keluhan MSDs Operator 1 ... V-30
5.13. Identifikasi Keluhan MSDs Operator 2 ... V-31
5.14. Identifikasi Keluhan MSDs Operator 3 ... V-31
DAFTAR GAMBAR (LANJUTAN)
Gambar Halaman
5.16. Uji Keseragaman Data ... V-43
6. 1. Fasilitas Kerja Aktual 3Dimensi ... VI-2
6. 2. Fasilitas Kerja Aktual Tampak Depan ... VI-3
6. 3. Usulan Fasilitas Kerja Tambahan 3 Dimensi... VI-5
6. 4. Usulan Fasilitas Kerja Tambahan Tampak Atas... VI-5
6. 5. Usulan Fasilitas Kerja Tambahan Tampak Samping... VI-6
6. 6. Usulan Fasilitas Kerja Tambahan Tampak Depan... VI-6
6. 7. Konveyor Tampak Depan ... VI-10
6. 8. Konveyor dan Gear Box Tampak Samping ... VI-10 6. 9. Konveyor dan Gear Box 3 Dimensi... VI-11 6. 10. Bak Penampungan Bawah (a) Tampak Samping (b) Tampak Atas.... VI-12
6. 11. Bak Penampungan Bawah 3 Dimensi... VI-13
6. 12. Bak Penampungan Atas (a) Tampak Depan (b) Tampak Samping ... VI-13
6. 13. Bak Penampungan Atas 3 Dimensi... VI-14
6. 14. Alat Bantu Pemindah Sabut Kelapa Untuk Memasukkan Sabut
Kelapa (a) Tampak Depan (b) Tampak Samping... VI-15
6. 15. Alat Bantu Pemindah Sabut Kelapa Untuk Memasukkan Sabut
Kelapa 3 Dimensi ... VI-15
6. 16. Alat Bantu Pemindah Sabut Kelapa Untuk Memindahkan Keluaran
DAFTAR GAMBAR (LANJUTAN)
Gambar Halaman
6. 17. Alat Bantu Pemindah Sabut Kelapa Untuk Memindahkan Keluaran
Sabut Kelapa 3 Dimensi ... VI-16
DAFTAR LAMPIRAN
Lampiran L.1. Nilai Kolmogorov Smirnov
L.2. Tabel besarnya kelonggaran berdasarkan faktor-faktor yang berpengaruh
L.3. Lembar Asistensi
L.4. Surat Penjajakan Pabrik
L.5. Surat Balasan dari Pabrik
L.6. SK Tugas Sarjana
ABSTRAK
UD. Pusaka Bakti merupakan Industri kecil yang pertama kalinya memproduksi keset kaki dari sabut kelapa. Proses produksi pada UD. Pusaka Bakti sebagian besar dilakukan secara manual dengan posisi tubuh yang tidak ergonomis. Pada stasiun penguraian operator yang menangani keluaran cocofiber,
mengambil dan memindahkan cocofiber dengan cara membungkuk. Aktifitas
kerja tersebut dilakukan secara berulang-ulang dalam waktu yang cukup lama sehingga menimbulkan musculosceletal disorder. Timbulnya musculosceletal disorder pada operator dapat mengurangi waktu kerja operator sehingga waktu proses penguraian menjadi lebih panjang.
Penelitian ini bertujuan untuk mengurangi musculoskeletal disorder pada operator sehingga dapat meningkatkan produktivitas pekerja. Untuk itu dilakukan penyebaran SNQ untuk mengetahui keluhan muskuloskeletal, pengukuran waktu kerja dan pengukuran dimensi tubuh operator.
Hasil SNQ menunjukkan setiap operator memiliki keluhan yang berbeda-beda, hal ini disebabkan karena setiap pekerja mempunyai tugas yang berbeda.
Perbedaan pembagian kerja masing-masing operator dapat dilihat pada man
machine chart dan gang process chart.
Salah satu tindakan yang dilakukan untuk memperbaiki kondisi tersebut adalah dengan melakukan perbaikan fasilitas kerja, yaitu merancang material handling berupa konveyor untuk memindahkan serat kelapa dari bak penampungan yang satu ke bak penampungan berikutnya, alat bantu pemindah sabut kelapa, dan dua bak penampung yang masing-masing berfungsi untuk menampung hasil keluaran dari mesin pengurai dan menampung serat kelapa yang dibawa dari konveyor. Perbaikan juga dilakukan terhadap metode kerja sesuai dengan usulan rancangan fasilitas kerja yang baru.
ABSTRAK
UD. Pusaka Bakti merupakan Industri kecil yang pertama kalinya memproduksi keset kaki dari sabut kelapa. Proses produksi pada UD. Pusaka Bakti sebagian besar dilakukan secara manual dengan posisi tubuh yang tidak ergonomis. Pada stasiun penguraian operator yang menangani keluaran cocofiber,
mengambil dan memindahkan cocofiber dengan cara membungkuk. Aktifitas
kerja tersebut dilakukan secara berulang-ulang dalam waktu yang cukup lama sehingga menimbulkan musculosceletal disorder. Timbulnya musculosceletal disorder pada operator dapat mengurangi waktu kerja operator sehingga waktu proses penguraian menjadi lebih panjang.
Penelitian ini bertujuan untuk mengurangi musculoskeletal disorder pada operator sehingga dapat meningkatkan produktivitas pekerja. Untuk itu dilakukan penyebaran SNQ untuk mengetahui keluhan muskuloskeletal, pengukuran waktu kerja dan pengukuran dimensi tubuh operator.
Hasil SNQ menunjukkan setiap operator memiliki keluhan yang berbeda-beda, hal ini disebabkan karena setiap pekerja mempunyai tugas yang berbeda.
Perbedaan pembagian kerja masing-masing operator dapat dilihat pada man
machine chart dan gang process chart.
Salah satu tindakan yang dilakukan untuk memperbaiki kondisi tersebut adalah dengan melakukan perbaikan fasilitas kerja, yaitu merancang material handling berupa konveyor untuk memindahkan serat kelapa dari bak penampungan yang satu ke bak penampungan berikutnya, alat bantu pemindah sabut kelapa, dan dua bak penampung yang masing-masing berfungsi untuk menampung hasil keluaran dari mesin pengurai dan menampung serat kelapa yang dibawa dari konveyor. Perbaikan juga dilakukan terhadap metode kerja sesuai dengan usulan rancangan fasilitas kerja yang baru.
BAB I
PENDAHULUAN
1.1.Latar Belakang
Bekerja merupakan aktivitas pokok bagi seorang operator didalam sebuah
perusahaan. Aktivitas kerja menggunakan fisik, non fisik, atau keduanya dapat
menimbulkan ketegangan. Ketegangan tersebut dapat berupa ketegangan otot
ataupun ketegangan psikis (mental). Ketegangan otot adalah ketegangan yang
ditimbulkan oleh kelelahan dari keadaan fisik. Ketegangan otot tersebut dapat
mengakibatkan keluhan-keluhan kelelahan terhadap otot pada saat bekerja,
sehingga dapat mengakibatkan cedera atau penyakit pada operator. Sedangkan
ketegangan psikis diakibatkan karena kecapekan dan kondisi yang tidak sehat
yang dapat menimbulkan stres kerja. Gangguan stres ini biasanya timbul setelah
operator bekerja terus menerus dengan tingkat istirahat yang rendah. Bekerja
dengan keadaan tubuh yang tidak normal dapat mengakibatkan rendahnya
produktivitas kerja.
UD Pusaka Bakti adalah usaha dagang yang memproduksi keset kaki
yang terbuat dari sabut kelapa dan memproduksi cocopress. Untuk memproduksi keset kaki, sabut kelapa harus melalaui beberapa tahapan terlebih dahulu, yaitu
tahap penguraian, pemintalan dan penjalinan. Pada bagian penguraian, operator
yang menangani keluaran cocofiber mengambil dan memindahkan cocofiber
Pekerja yang melakukan kegiatan berulang-ulang dalam satu siklus sangat
rentan mengalami gangguan musculoskeletal. Keluhan musculoskeletal adalah keluhan yang dialami pada bagian-bagian otot skeletal. Salah satu penyebab
terjadinya keluhan musculoskeletal adalah aktivitas angkat angkut yang dilakukan secara manual.1
Timbulnya musculoskeletal disorders pada operator dapat mengurangi waktu bekerja operator sehingga waktu proses penguraian menjadi lebih panjang.
Dalam penelitian ingin dicari solusi permasalahan di bagian penguraian.
1.2. Rumusan Permasalahan
Rumusan masalah dalam penelitian ini adalah bagaimana merancang
fasilitas kerja yang ergonomis pada bagian penguraian sehingga dapat mengurangi
musculoskeletal disorders operator dan operator dapat bekerja dengan EASNE.
1.3. Tujuan Penelitian
Tujuan dari penelitian yang dilakukan adalah mengurangi musculoskeletal disorder pada operator.
Tujuan khusus dari penelitian ini adalah sebagai berikut:
1. Mengidentifikasi musculoskeletal disorder pada operator. 2. Mendapatkan rancangan fasilitas kerja yang ergonomis.
3. Menemukan metode kerja baru yang lebih baik bagi operator sehingga dapat
mengurangi waktu proses.
1
1.4. Manfaat Penelitian
Manfaat penelitian ini adalah sebagai berkut:
1. Sebagai masukan bagi UKM dalam melakukan perancangan peralatan dan
fasilitas kerja, serta metode kerja yang baik.
2. Menjadi sarana untuk menerapkan dan mengembangkan ilmu pengetahuan
yang diperoleh di perkuliahan dan membandingkan antara teori yang
diperoleh dengan permasalahan pada perusahaan.
3. Dapat mempererat kerjasama antara UKM yang bersangkutan dengan
Departeman Teknik Industri serta memperluas pengenalan akan Jurusan
Teknik Industri Fakultas Teknik Universitas Sumatera Utara.
1.5. Batasan Masalah dan Asumsi
Batasan masalah yang digunakan dalam penelitian ini adalah sebagai
berikut :
a. Operator dan fasilitas kerja yang diteliti adalah operator bagian penguraian.
b. Tidak dilakukan perhitungan estimasi biaya terhadap fasilitas kerja yang
dirancang.
Sedangkan asumsi-asumsi yang digunakan dalam penelitian ini adalah :
a. Operator sudah paham dan dapat mengerjakan tugas-tugasnya dengan baik.
b. Proses produksi berjalan normal selama penelitian.
1.6. Sistematika Penulisan Tugas Sarjana
Agar lebih mudah untuk dipahami dan ditelusuri maka sistematika
penulisan tugas sarjana ini akan disajikan dalam beberapa bab sebagai berikut :
BAB I PENDAHULUAN
Dalam bab ini akan diuraikan mengenai latar belakang
permasalahan, rumusan permasalahan, tujuan penelitian, manfaat
penelitian, batasan dan asumsi yang digunakan, serta sistematika
penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini berisi sejarah dan gambaran umum perusahaan, proses
produksi serta organisasi dan manajemen perusahaan.
BAB III LANDASAN TEORI
Dalam bab ini diuraikan teori tentang ergonomi, teori tentang
antropometri, teori tentang musculoskeletal disorders dan teori pendukung lainnya.
BAB IV METODOLOGI PENELITIAN
Dalam bab ini berisikan langkah-langkah penelitian yang
merupakan gambaran bagaimana penelitian ini akan dilakukan dan
merupakan kerangka berpikir yang digunakan untuk mengkaji
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Pengumpulan data dilakukan dengan cara observasi, wawancara,
penyebaran Standar Nordic Questionnaire (SNQ) yang berisi
daftar pertanyaan kepada operator bagian penguraian, pengukuran
waktu dan dimensi tubuh operator.
BAB VI ANALISIS PEMECAHAN MASALAH
Bab ini berisi pambahasan dan analisis pemecahan masalah yang
dilakukan adalah untuk mengetahui musculoskeletal disorder pada bagian penguraian. Sehingga dirancang peralatan yang dapat
mengurangi musculoskeletal disorder dan untuk mendapatkan
metode kerja yang terbaik sehingga produktivitas kerja operator
meningkat.
BAB VII KESIMPULAN DAN SARAN
Bab ini berisikan kesimpulan yang dapat diambil oleh penulis dari
hasil penelitian ini serta rekomendasi saran-saran yang perlu bagi
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Unit kegiatan masyarakat (UKM) UD Pusaka Bakti adalah sebuah usaha
yang tergolong pada usaha kecil. Perusahaan ini berdiri pada tahun 1971 dengan
pemilik dan sekaligus pendiri perusahaan adalah Bapak Yatno. Perusahaan ini
beralamat Desa Telaga Sari No. 36 Kecamatan Batangkuis Kabupaten Deli
Serdang, Sumatera Utara.
2.2. Ruang Lingkup Bidang Usaha
Usaha UD. Pusaka Bakti meliputi pembuatan keset kaki, cocopress dan
cocopeat. Dalam sehari, UD Pusaka Bakti mengolah 3 ton sabut kelapa. Sekitar 20-25% akan menjadi cocopress dan keset kaki, dan 75-80% berupa cocopeat, yang bisa digunakan untuk makanan ternak dan pupuk.
Keset kaki yang diproduksi terbagi atas tiga jenis berdasarkan ukuran dan
berat yaitu ½ kg, 1 kg, dan 11/2 kg. Keset kaki yang dihasilkan merupakan hasil
dari pemintalan cocofiber. Ukuran pemintalan dibagi menjadi tiga yaitu, ukuran pemintalan yang kecil dinamakan lusi, untuk ukuran yang sedang dinamakan
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi Perusahaan
Organisasi adalah sekumpulan orang yang bekerja sama untuk mencapai
tujuan tertentu. Struktur organisasi adalah kerangka antar hubungan dari
orang-orang atau unit organisasi yang masing-masing memiliki tugas, tanggung jawab
dan wewenang tertentu.
Struktur organisasi UD. Pusaka Bakti adalah struktur organisasi lini.
Dimana wewenang dan kebijakan pimpinan atau atasan dilimpahkan pada
satuan-satuan organisasi dibawahnya menurut garis vertikal (lini). Struktur organisai
pada UD . Pusaka Bakti dapat dilihat pada Gambar 2.1.
Gambar 2.1. Struktur Organisasi UD. Pusaka Bakti
2.3.2. Tenaga Kerja dan Jam Kerja
Tenaga kerja yang dimiliki oleh UD Pusaka Bakti berjumlah 10 orang
dengan pembagian pekerjaan dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jumlah Tenaga Kerja Jenis Pekerjaan Jumlah
Pimpinan 1 orang
Penguraian 4 orang
Pemintalan 3orang
Penjalinan 2orang
Pengayakan 1 orang
Sumber : hasil wawancara
Pekerja bekerja dari hari Senin hingga Sabtu dengan jam kerja mulai pukul
07.00 WIB sampai dengan pukul 17.00 WIB. Pekerja istirahat pukul 12.00 WIB
sampai dengan pukul 13.00 WIB.
2.3.3. Sistem Pengupahan dan Fasilitas
Pada UD. Pusaka Bakti, upah karyawan dibayar harian. Besar upah
karyawan ditentukan oleh banyaknya produk yang diselesaikan oleh pekerja pada
satu hari. Operator tidak diberikan fasilitas lain karena semua pekerja bertempat
tinggal di sekitar perusahaan.
2.4. Proses Produksi
Proses produksi merupakan suatu cara, metode, dan teknik untuk
mengggunakan sumber-sumber (tenaga kerja, mesin, bahan baku, dan dana) yang
ada, dan menghasilkan nilai tambah dari suatu barang.
2.4.1. Bahan Baku
Bahan baku adalah bahan utama (memiliki komposisi terbesar dari semua
bahan) dalam proses produksi dimana sifat dan bentuk bahan tersebut akan
mengalami perubahan. Bahan baku yang digunakan adalah sabut kelapa.
2.4.2. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan pada proses pengolahan
untuk melengkapi dan memperbaiki mutu dari produk yang dihasilkan
pemakaiannya relatif sedikit.. Bahan tambahan yang digunakan adalah tali plastik
pada proses packing.
2.4.3. Bahan Penolong
Bahan penolong adalah bahan yang membantu proses produksi tetapi tidak
ikut dalan dalam produk akhir. Adapun bahan penolong yang digunakan antara
lain air yang berfungsi untuk membantu proses penguraian cocofiber dan
membantu agar cocopeat mudah dikumpulkan sehingga lingkungan kerja dapat
2.4.4. Uraian Proses Produksi
Sabut kelapa sebagai bahan baku utama pembuatan keset kaki melewati
berbagai tahapan pengolahan (proses produksi) hingga menjadi produk keset
kaki yang siap dipasarkan.
A.Proses Pembuatan Keset Kaki
Uraian proses produksi dari pembuatan keset kaki adalah sebagai berikut :
1. Penguraian
Pada proses ini digunakan mesin pengurai. Sebelum sabut kelapa
dimasukkan ke mesin pengurai disemprotkan air terlebih dahulu, hal ini
dilakukan agar sabut tidak telalu kering untuk memudahkan proses
penguraian pada mesin pengurai. Proses penguraian ini dilakukan tiga kali
agar dihasilkan cocofiber yang lebih baik. 2. Pemintalan
Proses ini berlangsung semi otomatis, mesin dibantu tenaga manusia
sebagai pengendalinya. Sabut yang telah diurai di pintal menjadi tali dalam
tiga ukuran, yaitu ukuran kecil (lusi), ukuran sedang (anyam) dan ukuran
besar (babat).
3. Penjalinan
Proses ini merupakan penggabungan lusi dengan babat yang telah dipotong
4. Pembingkaian
Proses ini dilakukan pada setiap sisi keset hasil panjalinan dengan
menggunakan anyam yang telah dijalin sebagai pembingkainya. Proses ini
dilakukan dengan menggunakan jarum rajutan dan diikuti proses perataan.
5. Packing
Proses ini merupakan akhir dari pembuatan keset kaki, dilakukan setelah
keset kaki dibingkai. Proses ini dibedakan berdasarkan ukuran dari keset
kaki yang dihasilkan. Ukuran 0,35 cm X 0,50 cm akan di packing bila sudah menyelesaikan dua puluh buah, dan untuk ukuran 0,35 cm X 0,70 cm
akan di packing bila memenuhi sepuluh buah keset kaki. B.Proses Pembuatan Cocopress
Uraian proses produksi dari pembuatan cocopress adalah sebagai berikut : 1. Penguraian
Sama seperti proses penguraian pada pembuatan keset kaki. Sabut
disemprotkan air agar sabut tidak kering pada saat diurai. Proses
penguraian dilakukan sebanyak tiga kali.
2. Penjemuran
Proses ini bertujuan untuk menghilangkan kandungan air yang terdapat di
dalam sabut hasil dari proses penguraian.
3. Pengayakan
Proses pengayakan ini dilakukan untuk mempermudah pengepresan
4. Pengepresan
Cocofiber hasil dari proses pengayakan akan dipress yang kemudian akan menghasilkan cocopress dan selanjutnya akan dipacking.
Assembly Process Chart proses pembuatan keset kaki dan cocopress dapat dilihat pada Gambar 2.2.
2.4.5. Mesin dan Peralatan Produksi
Mesin dan peralatan yang digunakan di UD. Pusaka Bakti untuk
berproduksi dapat dilihat pada Tabel 2.2.
Tabel 2.2. Mesin dan Peralatan Produksi
Nama Fungsi Spesifikasi Jumlah
Mesin Pengurai Mengubah sabut kelapa menjadi cocofiber
Kapasitas 1 ton CF/7 jam
kerja, dengan tenaga solar 1 unit
Alat Pemintal Memintal serabut menjadi
lusi, anyam dan babat - 1 unit
Mesin Pengayak Memisahkan cocopeat dari
cocofiber Kapasitas 200 kg CF/jam 1 unit
Mesin Press Mengepress cocofiber menjadi
bal Kapasitas 1 bal/ 20 menit 1 unit
Timbangan Duduk Menimbang berat hasil
pintalan dan pengepresan Kapasitas 1000 kg 1 unit
Pisau Potong Memotong babat - 3 unit
Alat Penjalinan Menjalin babat, anyam dan
lusi menjadi sebuah keset kaki - 1 unit
Jarum Bingkai Mengkaitkan bingkai pada
setiap sisi hasil penjalinan - 1 unit
BAB III
LANDASAN TEORI
3.1. Ergonomi
Ergonomi merupakan suatu cabang ilmu yang secara sistematis
memanfaatkan informasi-informasi mengenai sifat, kemampuan dan keterbatasan
manusia untuk merancang sistem kerja sehingga orang dapat hidup dan bekerja
pada sistem itu dengan baik yaitu mencapai tujuan yang diinginkan melalui
pekerjaan itu dengan efektif, aman, nyaman, sehat dan efisien2.
Pada penerapan ergonomi, diperlukan informasi yang lengkap mengenai
kemampuan manusia dengan segala keterbatasannya. Salah satu usaha untuk
mendapatkan informasi tersebut adalah dengan melakukan
penyelidikan-penyelidikan. Berkaitan dengan bidang penyelidikan yang dilakukan, ergonomi
dikelompokkan atas 4 bidang penyelidikan yaitu :
1. Penyelidikan tentang tampilan (display)
Tampilan (display) adalah suatu perangkat antara (interface) yang
menyajikan informasi tentang keadaaan lingkungan dan kemudian
mengkomunikasikannya pada manusia dalam bentuk tanda-tanda,
angka-angka, lambang dan sebagainya. Informasi tersebut dapat disajikan dalam
bentuk dinamis yang menggambarkan perubahan menurut waktu sesuai
dengan variabelnya, misalnya speedometer.
2
2. Penyelidikan tentang kekuatan fisik manusia
Penyelidikan tentang kekuatan fisik manusia dilakukan ketika manusia
mulai melakukan aktivitas kerja dan kemudian dipelajari cara mengukur
aktivitas-aktivitas tersebut. Penyelidikan ini juga mempelajari perancangan
objek serta peralatan yang sesuai dengan kemampuan fisik manusia pada
saat melakukan aktivitasnya.
3. Penyelidikan tentang ukuran tempat kerja
Penyelidikan tentang ukuran tempat kerja bertujuan untuk mendapatkan
rancangan tempat kerja yang sesuai dengan ukuran (dimensi) tubuh
manusia, agar diperoleh tempat kerja yang baik yang sesuai dengan
kemampuan dan keterbatasan manusia.
4. Penyelidikan tentang lingkungan kerja
Penyelidikan tentang lingkungan kerja meliputi kondisi fisik tempat kerja
dan fasilitas kerja, seperti pengaturan cahaya, kebisingan, temperatur,
getaran, dan lain-lain yang dianggap dapat mempengaruhi tingkah laku
manusia.
3.2. Keluhan Musculoskeletal3
Keluhan musculoskeletal adalah keluhan pada bagian–bagian otot skeletal yang dirasakan oleh seseorang mulai dari keluhan sangat ringan sampai sangat
sakit. Apabila otot menerima beban statis secara berulang dalam waktu yang
lama, akan dapat menyebabkan keluhan berupa kerusakan pada sendi, ligamen
3
dan tendon. Keluhan hingga kerusakan inilah yang biasanya diistilakan dengan
Musculoskeletal disorsders (MSDs) atau cedera pada sistem muskuloskeletal. Apabila pekerjaan berulang tersebut dilakukan dengan cara yang nyaman, sehat
dan sesuai dengan standar yang ergonomis, maka tidak akan menyebabkan
gangguan muskuloskeletal dan semua pekerjaan akan berlangsung dengan efektif
dan efisien.
Secara garis besar keluhan otot yang terjadi dapat dikelompokkan menjadi
dua yaitu:
1. Keluhan sementara (reversible), yaitu keluhan otot yang terjadi pada saat menerima beban statis, namun demikian keluhan tersebut akan hilang
apabila pembebanan dihentikan.
2. Keluhan menetap (persistent), yaitu keluhan otot yang bersifat menetap.
Walaupun pembebanan kerja telah dihentikan, namun rasa sakit pada otot
masih terus berlanjut.
Studi tentang MSDs pada berbagai jenis industri telah banyak dilakukan
dan hasil studi menunjukkan bahwa bagian otot yang sering dikeluhkan adalah
otot rangka (skeletal) yang meliputi leher, bahu, lengan, tangan, jari, punggung,
pinggang dan otot-otot bagian bawah. Diantara keluhan otot skeletal tersebut,
yang paling banyak dialami oleh pekerja adalah otot bagian pinggang (low back
pain = LBP).
Keluhan otot skeletal pada umumnya terjadi karena kontraksi otot yang
berlebihan akibat pemberian beban kerja yang terlalu berat dengan durasi
apabila kontraksi otot hanya berkisar antara 15-20%. Peredaran darah ke otot
berkurang menurut tingkat kontraksi yang dipengaruhi oleh besarnya tenaga yang
diperlukan. Bila suplai oksigen ke otot menurun, proses metabolisme karbohidrat
terhambat dan sebagai akibatnya terjadi penimbunan asam laktat yang
menyebabkan timbulnya rasa nyeri otot.
Peter vi (2000) menjelaskan bahwa, terdapat banyak faktor yang dapat
menyebabkan terjadi keluhan musculoskeletal sebagai berikut. 1. Peregangan otot yang berlebihan
Peregangan otot yang berlebihan pada umumnya sering dikeluhakan oleh para
pekerja dimana aktivitas kerjanya menuntut pengerahan tenaga yang besar seperti
aktivitas mengangkat, menarik, mendorong dan menahan beban yang berat.
Peregangan otot yang berlebihan ini terjadi karena pengerahan otot yang
diperlukan melampaui kekuatan optimum otot. Apabila hal serupa sering
dilakukan, maka dapat mempertinggi resiko terjadinya keluhan otot, bahkan dapat
menyebabkan terjadinya otot skeletal.
2. Aktivitas berulang
Aktivitas berulang merupakan pekerjaan yang dilakukan secara terus menerus
seperti pekerjaan mencangkul, membelah kayu besar, angkut dan sebagainya.
Keluhan otot terjadi karena otot menerima tekanan akibat beban kerja secara terus
menerus tanpa memperoleh kesempatan untuk relaksasi.
3. Sikap kerja tidak alamiah
Sikap kerja tidak alamiah adalah sikap kerja yang menyebabkan posisi bagian
terangkat, punggung terlalu membungkuk, kepala terangkat dan sebagainya.
Semakin jauh posisi tubuh dari pusat gravitasi tubuh, maka semakin tinggi pula
resiko terjadinya keluhan otot skeletal.
4. Faktor penyebab sekunder
Faktor penyebab sekunder ini adalah berupa tekanan langsung dari jaringan
otot yang lunak atau getaran dengan frekwensi tinggi yang menyebabkan
kontraksi otot bertambah.
Ada beberapa cara yang telah diperkenalkan dalam melakukan evaluasi
ergonomi untuk mengetahui hubungan antara tekanan fisik dengan resiko keluhan
otot skeletal. Pengukuran terhadap tekanan fisik ini cukup sulit karena melibatkan
berbagai faktor subjektif seperti kinerja, motivasi, harapan dan toleransi
kelelahan. Alat ukur yang digunakan dpat dilakukan dengan berbagai cara mulai
metoda yang sederhana sampai menggunakan sistem komputer. Salah satu dari
metode tersebut adalah melalui Standard Nordic Questionnaire.
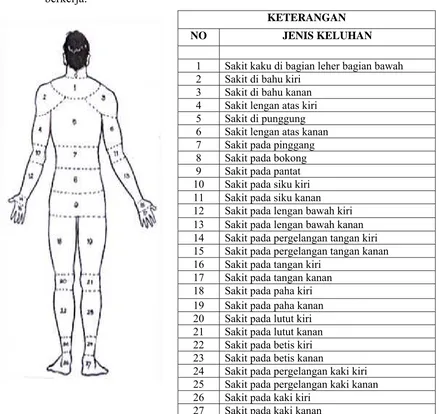
3.2.1. Standard Nordic Questionnaire (SNQ)
Standard Nordic Questionnaire (SNQ) merupakan alat yang dapat mengetahui bagian-bagian otot yang mengalami keluhan dengan tingkat keluhan
mualai dari Tidak Sakit (TS), agak sakit (AS), Sakit (S) dan Sangat Sakit (SS).
Dengan melihat dan menganalisis peta tubuh seperti pada Gambar 3.1. maka
dapat diestimasi jenis dan tingkat keluhan otot skeletal yang dirasakan oleh
Cara ini merupakan cara yang cukup sederhana dan mengandung nilai
subjektivitas yang tinggi. Untuk menekankan bias yang terjadi, maka sebaiknya
pengukuran dilakukan sebelum dan sesudah melakukan aktivitas kerja. Cara ini
dilakukan agar dapat diketahui perbedaan dan perbandingan sebelum dan sesudah
[image:41.595.69.508.233.647.2]berkerja.
Gambar 3.1. Standard Nordic Questionnaire (SNQ) KETERANGAN
NO JENIS KELUHAN
1 Sakit kaku di bagian leher bagian bawah 2 Sakit di bahu kiri
3 Sakit di bahu kanan 4 Sakit lengan atas kiri 5 Sakit di punggung 6 Sakit lengan atas kanan 7 Sakit pada pinggang 8 Sakit pada bokong 9 Sakit pada pantat 10 Sakit pada siku kiri 11 Sakit pada siku kanan 12 Sakit pada lengan bawah kiri 13 Sakit pada lengan bawah kanan 14 Sakit pada pergelangan tangan kiri 15 Sakit pada pergelangan tangan kanan 16 Sakit pada tangan kiri
17 Sakit pada tangan kanan 18 Sakit pada paha kiri 19 Sakit pada paha kanan 20 Sakit pada lutut kiri 21 Sakit pada lutut kanan 22 Sakit pada betis kiri 23 Sakit pada betis kanan
24 Sakit pada pergelangan kaki kiri 25 Sakit pada pergelangan kaki kanan 26 Sakit pada kaki kiri
3.3. Peta Kerja4
3.3.1. Definisi Peta Kerja
Peta kerja adalah suatu alat yang menggambarkan kegiatan kerja secara
sistematis dan jelas. Dengan menggunakan peta–peta kerja ini dapat dilihat semua
langkah atau kejadian yang dialami oleh benda kerja mulai masuk ke pabrik yang
berbentuk bahan baku, kemudian menggambarkan semua langkah yang
dialaminya, seperti : transportasi operasi, pemeriksaan dan perakitan, sampai
akhirnya menjadi produk jadi, baik produk lengkap atau produk setengah jadi.
Dengan menggunakan peta kerja ini, maka pekerjaan dalam usaha memperbaiki
metode kerja dari suatu proses produksi akan lebih mudah dilaksanakan.
Perbaikan tersebut ditujukan untuk mengurangi biaya produksi secara
keseluruhan. Peta kerja merupakan alat yang baik untuk menganalisa dan
memperbaiki kesalahan, dan akan sangat bermanfaat dalam perencanaan sistem
kerja.
3.3.2. Lambang-lambang yang Digunakan
Peta-peta kerja yang ada sekarang ini dikembangkan oleh Gilberth.
Gilberth mengusulkan 40 buah lambang yang bisa dipakai. Kemudian pada tahun
berikutnya jumlah lambang-lambang tersebut disederhanakan, sehingga hanya
tinggal 5 jenis lambang. Penyederhanaan ini memudahkan pembuatan suatu peta
kerja dimana setiap notasi mempunyai fleksibilitas yang tinggi karena setiap
lambang mempunyai kandungan arti yang sangat luas.
4
American Society of Mechanical Engineers (ASME) pada tahun 1947 membuat standar lambang-lambang yang terdiri dari 5 macam lambang.
Lambang-lambang ini merupakan modifikasi dari lambang yang digunakan oleh
Gilberth. Lambang-lambang standar dari ASME inilah yang digunakan dalam
pembahasan selanjutnya. Lambang-lambang tersebut diuraikan sebagai berikut:
Operasi
Suatu kegiatan operasi terjadi apabila benda kerja mengalami perubahan
sifat, baik fisik maupun kimiawi, mengambil informasi maupun memberikan
informasi pada suatu keadaan juga termasuk operasi. Contohnya:
- Pekerjaan menyerut kayu dengan mesin serut.
- Pekerjaan merakit.
- Pekerjaan mengeraskan logam.
Pemeriksaan
Suatu kegiatan pemeriksaan terjadi apabila benda kerja atau peralatan
mengalami pemeriksaan baik dari segi kualitas, maupun segi kuantitas.
Contohnya:
- Membaca alat ukur tekanan uap pada suatu mesin uap
Transportasi
Suatu kegiatan transportasi terjadi apabila benda kerja atau perlengkapan
mengalami perpindahan tempat dan bukan merupakan bagian dari suatu operasi.
Contohnya:
- Benda kerja dipindahkan dari lantai bawah ke lantai atas
- Benda kerja diangkut dari mesin bubut ke mesin skrap untuk mengalami
operasi berikutnya.
Menunggu
Proses menunggu terjadi apabila benda kerja, pekerja atau perlengkapan
tidak mengalami kegiatan apa-apa selain menunggu (biasanya sebentar). Contoh:
- Bahan menunggu untuk diangkut ke tempat lain
- Peti menunggu untuk dibongkar
Penyimpanan
Proses penyimpanan terjadi apabila benda kerja disimpan untuk jangka
waktu yang cukup lama. Contohnya:
- Dokumen-dokumen/ catatan-catatan disimpan sebagai arsip
Aktivitas Gabungan (Operasi dan Inspeksi)
Kegiatan ini terjadi apabila antara aktivitas operasi dan pemeriksaan
dilakukan bersamaan atau dilakukan pada suatu tempat kerja.
3.3.3. Jenis-jenis Peta Kerja
Peta-peta kerja pada dasarnya dibagi atas dua kelompok besar berdasarkan
kegiatannya, yaitu :
1. Peta-peta kerja untuk menganalisis kegiatan kerja keseluruhan.
Yang termasuk peta kerja keseluruhan yaitu :
a. Peta Proses Operasi (Operation Process Chart) b. Peta Aliran Proses (Flow Process Chart)
c. Peta Proses Perakitan (Assembly Process Chart) d. Peta Proses Kelompok Kerja (Gang Process Chart) e. Diagram Aliran (Flow Diagram)
2. Peta-peta kerja untuk menganalisis kegiatan kerja setempat.
Yang termasuk peta kerja setempat yaitu :
a. Peta Pekerja dan Mesin (Man-Machine Chart)
b. Peta Tangan Kiri dan Tangan Kanan
Suatu kegiatan disebut kegiatan kerja keseluruhan apabila kegiatan
tersebut melibatkan sebagian besar atau semua fasilitas yang diperlukan untuk
membuat produk yang bersangkutan. Sedangkan suatu kegiatan disebut kegiatan
biasanya melibatkan orang dan fasilitas dalam jumlah terbatas. Hubungan antara
kedua macam kegiatan adalah untuk menyelesaikan suatu produk diperlukan
beberapa stasiun kerja, di mana satu sama lainnya saling berhubungan dan
kelancaran proses produksi secara keseluruhan tergantung pada kelancaran setiap
stasiun kerja.
3.3.4. Peta Pekerja dan Mesin (Man-Machine Chart)
Peta pekerja dan mesin merupakan peta pertama yang termasuk kelompok
kegiatan setempat. Peta pekerjaan dan mesin dapat dikatakan merupakan suatu
grafik yang menggambarkan koordinasi antara waktu bekerja dan waktu
menganggur dari kombinasi antara pekerja dan mesin. Dengan demikian peta ini
merupakan alat yang baik digunakan untuk mengurangi waktu menganggur.
Kegunaan peta pekerja dan mesin antara lain berupa informasi waktu kerja
operator dan waktu operasi mesin yang ditanganinya. Dengan informasi ini,
dimilki data yang baik untuk melakukan penyelidikan, penganalisaan, dan
perbaikan terhadap suatu sistem kerja.
Peningkatan efektifitas penggunaan dan perbaikan keseimbangan kerja
tersebut dapat dilakukan, misalnya dengan cara :
1. Merubah tata letak tempat kerja
2. Mengatur kembali gerakan-gerakan kerja
3. Merancang kembali mesin dan peralataan
4. Menambah operator bagi sebuah mesin atau menambah mesin bagi seorang
Ada beberapa hal yang harus diperhatikan dalam membuat peta pekerja
dan mesin, yaitu : nyatakan identifikasi peta yang dibuat, kemudian diikuti oleh
informasi pelengkap yang meliputi: nomor peta, nama pekerjaan, metode
sekarang atau usulan, tanggal dipetakan dan nama orang pembuat peta. Setelah
semua identifikasi lengkap langkah berikutnya menguraikan semua elemen
pekerjaan yang terjadi.
Lambang-lambang yang digunakan dapat dilihat pada Gambar 2.2 berikut:
Menunjukkan waktu menganggur
Menunjukkan kerja tak bergantungan (independent)
Menunjukkan kerja kombinasi
3.3.5. Peta Proses Kelompok Kerja (Gang Process Chart)
Peta ini dapat digunakan dalam suatu tempat kerja dimana untuk
melaksanakan pekerjaan tersebut memerlukan kerja sama yang baik dari
sekelompok pekerja. Jenis pekerjaan atau tempat kerja yang mungkin memerlukan
analisa melalui peta proses kelompok kerja misalnya pekerjaan-pekerjaan
Setiap peta aliran proses dipetakan dalam arah mendatar, sehingga paralel
satu sama lain, yang satu di atas atau di bawah yang lainnya. Jelaslah disini bahwa
satu seri pekerjaan yang dilaksanakan oleh seorang operator sangat erat sekali
hubungannya dengan seri operator-operator lainnya. Karena adanya
kebergantungan tiap aktivitas, maka dalam peta proses kelompok kerja biasanya
banyak dijumpai lambang-lambang kelambatan, yang menunjukkan bahwa suatu
aktivitas sedang menunggu aktivitas lainnya.
Peta ini juga dapat digunakan sebagai alat untuk menganalisa aktivitas
suatu kelompok kerja. Masalah utama jika terjadi kerja sama antara sekelompok
orang dimana satu aktivitas dengan lainnya saling bergantung adalah banyaknya
dijumpai aktivitas-aktivitas menunggu (delay). Tujuan utama yang harus dianalisa
dari kelompok kerja adalah meminimumkan waktu menunggu (delay). Dengan
berkurangnya waktu menunggu berarti dapat tercapai tujuan lain yang lebih nyata
di antaranya dapat mengurangi ongkos produksi atau proses dan dapat
mempercepat waktu penyelesaian produk atau proses. Keuntungan-keuntungan di
atas bisa dicapai setelah dilakukan analisa yang teliti.
3.4. Antropometri5
Antropometri adalah suatu studi yang berhubungan dengan pengukuran
dimensi tubuh manusia. Antropometri secara luas akan digunakan sebagai
pertimbangan ergonomis dalam proses perencanaan (design) produk maupun
5
sistem kerja yang memerlukan interaksi manusia. Data antropometri yang berhasil
diperoleh akan diaplikasikan secara luas antara lain dalam hal :
a. Perancangan areal kerja
b. Perancangan peralatan kerja seperti mesin, equipment, perkakas (tools) dan sebagainya.
c. Perancangan produk-produk konsumtif seperti pakaian, kursi, meja,
komputer dan lain-lain.
d. Perancangan lingkungan kerja fisik.
Antropometri dibagi dalam dua bagian yaitu :
1. Antropometri statis, dimana pengukuran dilakukan pada saat tubuh dalam
keadaan diam/posisi diam/ tidak bergerak.
2. Antropometri dinamis, dimana dimensi tubuh diukur dalam berbagai posisi
tubuh yang sedang bergerak.
Dimensi yang diukur pada antropometri statis diambil secara linear (lurus) dan dilakukan pada permukaan tubuh. Agar hasilnya dapat representatif, maka
pengukuran harus dilakukan dengan metode tertentu terhadap individu.
Faktor-faktor yang mempengaruhi dimensi tubuh manusia diantaranya :
1. Umur
Seperti diketahui bersama bahwa manusia tumbuh sejak lahir hingga
kira-kira berumur 20 tahun untuk pria dan 17 tahun untuk wanita. Setelah usia
tersebut ukuran tubuh manusia tetap dan cenderung untuk menyusut
2. Jenis Kelamin
Jenis kelamin manusia yang bebeda akan mengakibatkan dimensi anggota
tubuhnya berbeda. Perbedaan dimensi tubuh ini dikarenakan fungsi yang
berbeda.
3. Suku bangsa
Suku bangsa juga memberikan ciri khas mengenai dimensi tubuhnya.
Ekstrimnya orang Eropa merupakan ras kaukasoid berbeda dengan orang
Indonesia yang merupakan ras Mongoloid. Kecenderungan dimensi tubuh
manusia yang termasuk ras Kaukasoid lebih panjang bila dibandingkan
dengan dimensi tubuh manusia yang termasuk ras Mongoloid.
4. Jenis pekerjaan atau latihan
Suatu sifat dasar otot manusia, dimana bila otot tersebut sering
dipekerjakan/dilatih akan mengakibatkan otot tersebut berukuran lebih
besar. Misalnya: dimensi seorang buruh pabrik, dimensi seorang
binaragawan dan sebagainya.
3.4.1 Antropometri Statis
Antropometri statis disebut juga pengukuran dimensi struktur tubuh
(structural body dimension). Di sini tubuh diukur dalam berbagai posisi standard dan tidak bergerak (tetap tegak sempurna). Dimensi tubuh yang diukur dengan
posisi tetap antara lain meliputi berat badan, tinggi tubuh dalam posisi berdiri
maupun duduk, ukuran kepala, tinggi/panjang lutut pada saat berdiri atau duduk,
3.4.2. Antropometri Dinamis
Di sini pengukuran dilakukan terhadap posisi tubuh pada saat berfungsi
melakukan gerakan-gerakan tertentu yang berkaitan dengan kegiatan yang harus
diselesaikan. Hal pokok yang ditekankan dalam pengukuran dimensi fungsional
tubuh ini adalah mendapatkan ukuran tubuh yang nantinya akan berkaitan erat
dengan gerakan-gerakan nyata yang diperlukan tubuh untuk melaksanakan
kegiatan-kegiatan tertentu. Jadi, pengukuran dilakukan pada saat tubuh melakukan
gerakan-gerakan kerja atau dalam posisi yang dinamis. Cara pengukuran semacam
ini akan menghasilkan data antropometri dinamis. Antropometri dalam posisi
tubuh melaksanakan fungsinya yang dinamis akan banyak diaplikasikan dalam
proses perancangan fasilitas ataupun ruang kerja. Sebagai contoh perancangan
kursi mobil. Dimana di sini posisi tubuh pada saat melakukan gerakan
mengoperasikan kemudi, tangkai pemindahan gigi, pedal dan juga jarak antara
atap mobil harus menggunakan data antropometri dinamis.
3.4.3. Tiga Prinsip Dalam Penggunaan Data Antropometri
Agar rancangan suatu poduk nantinya bisa sesuai dengan ukuran tubuh
manusia yang akan mengoperasikannya, maka prinsip-prinsip yang harus diambil
di dalam aplikasi data antropometri harus ditetapkan terlebih dahulu yaitu:
1. Prinsip perancangan produk bagi individu dengan ukuran yang ekstrim
Di sini rancangan produk dibuat agar bisa memenuhi dua sasaran produk,
a. Bisa sesuai untuk ukuran tubuh manusia yang mengikuti klasifikasi
ekstrim dalam arti terlalu besar atau kecil bila dibandingkan dengan
rata-ratanya.
b. Tetap bisa digunakan untuk memenuhi ukuran tubuh yang lain (mayoritas
dari populasi yang ada).
Agar bisa memenuhi sasaran pokok tersebut maka ukuran yang diaplikasikan
ditetapkan dengan cara:
a. Untuk dimensi minimum yang harus ditetapkan dari suatu rancangan
produk umumnya didasarkan pada nilai percentile yang terbesar seperti 90-th, 95-th, atau 99-th percentile. Contoh konkrit pada kasus ini bisa dilihat pada penetapan ukuran minimal dari lebar dan tinggi pintu darurat,
dan lain-lain.
b. Untuk dimensi maksimum yang harus ditetapkan diambil berdasarkan nilai
percentile yang paling rendah (1-th, 5-th, 10-th percentile) dari distribusi data antropometri yang ada. Hal ini diterapkan dalam contoh penetapan
jarak jangkau dari suatu mekanisme kontrol yang harus dioperasikan oleh
seorang pekerja.
2. Prinsip perancangan produk yang bisa dioperasikan di antara rentang ukuran
tertentu (adjustable)
Di sini rancangan bisa dirubah-rubah ukurannya sehingga cukup fleksibel
dioperasikan oleh setiap orang yang memiliki berbagai macam ukuran tubuh.
Contoh yang paling umum dijumpai adalah perancangan kursi mobil yang
bisa berubah-ubah sesuai dengan yang diinginkan. Dalam kaitannya untuk
mendapatkan rancangan yang fleksibel semacam ini maka data antropometri
yang umum diaplikasikan adalah dalam rentang nilai 5-th sampai denagn
95-th percentile.
3. Prinsip perancangan produk dengan ukuran rata-rata
Dalam hal ini rancangan produk didasarkan terhadap rata-rata ukuran
manusia. Masalah pokok yang dihadapi dalam hal ini justru sedikit sekali
mereka yang berada dalam ukuran rata-rata. Di sini produk dibuat dan
dirancang untuk mereka yang berukuran sekitar rata-rata, sedangkan bagi
mereka yang berukuran ekstrim akan dibuatkan rancangan tersendiri.
3.5. Pengukuran Waktu
Pada dasarnya teknik-teknik pengukuran waktu kerja dibagi ke dalam dua
bagian, yaitu secara langsung dan tidak langsung. Pengukuran waktu kerja secara
langsung dapat dilakukan di tempat dimana pekerjaan yang bersangkutan
dilakukan. Dua metode yang termasuk pengukuran waktu secara langsung adalah
metode jam henti (stop watch time study) dan sampling kerja (work sampling).
Sampling kerja (work sampling) merupakan suatu prosedur pengukuran yang dilakukan pada waktu tertentu secara acak yang dikembangkan berdasarkan
hukum probabilitas dimana pengamatan yang dilakukan menggunakan sampel
yang diambil secara random. Pengambilan sampel dibenarkan karena adanya
keterbatasan waktu, tenaga dan biaya yang tidak memungkinkan kita untuk
Yang dicari dengan melakukan pengukuran pengukuran ini adalah waktu
yang sebenarnya dibutuhkan untuk meyelesaikan suatu pekerjaan. Karena waktu
penyelesaian ini tidak pernah diketahui sebelumnya, maka harus diadakan
pengukuran pengukuran. Yang ideal tentunya dilakukan pengukuran pengukuran
yang sangat banyak (sampai tak terhingga kali, misalnya), karena dengan
demikianlah diperoleh jawaban yang pasti. Tetapi hal ini jelas tidak mungkin
karena keterbatasan waktu, tenaga dan tentunya biaya. Namun sebaliknya jika
hanya dilakukan beberapa kali pengukuran saja, dapat diduga hasilnya sangat
kasar. Sehingga yang diperlukan adalah jumlah pengukuran yang tidak
membebankan waktu, tenaga dan biaya yang besar, tetapi hasilnya dapat
dipercaya. Jadi walaupun jumlah pengukuran tidak berjuta kali, tetapi jelas tidak
hanya beberapa kali saja. Dengan tidak dilakukannya pengukuran yang banyak
sekali ini, pengukuran akan hilangan sebagian kepastian akan ketetapan/rata rata
waktu penyelesaian yang sebenarnya. Hal ini harus disadari oleh pengukur;
Tingkat ketelitian dan tingkat keyakinan adalah pencerminan tingkat kepastian
yang diinginkan oleh pengukur setelah memutuskan tidak akan melakkan
pengukuran yang sangat banyak.
Tingkat ketelitian menunjukkan penyimpangan maksimum hasil
pengukuran dari waktu penyelesaian sebenarnya. Hal ini biasanya dinyatakan
dalam persen (dari waktu penyelesaian sebenarnya, yang seharusnya dicari).
Sedangkan tingkat keyakinan menunjukkan besarnya keyakinan pengukur bahwa
hasil yang diperoleh memenuhi syarat ketelitian tadi. Inipun dinyatakan dalam
bahwa pengukur memperbolehkan rata-rata hasil pengukurannya menyimpang
sejauhnya 10% dari rata-rata sebenarnya, dan kemungkinan berhasil mendapatkan
hal ini adalah 95%.
Dengan lain perkataan jika pengukuran sampai memperoleh rata-rata
pengukuran yang menyimpang lebih dari 10% seharusnya, hal ini dibolehkan
terjadi hanya dengan kemungkinan 5% (= 100%-95%). Sebagai contoh,
katakanlah rata-rata waktu penyelesaian pekerjaan adalah 100 detik. Harga ini
tidak pernah diketahui kecuali jika dilakukan tak terhingga kali pengukuran.
Paling jauh yang didapat dilakukan adalah memperkirakannya dengan melakukan
sejumlah pengukuran. Dengan pengukuran yang tidak sebanyak itu maka rata-rata
yang diperoleh, mungkin tidak 100 detik, tetapi suatu harga yang lain, misalnya
88, 96, atau 105 detik. katakalah rata-rata pengukuran yang didapat 96 detik.
Walaupun rata rata sebenarnya (=100 detik) tidak diketahui, jika jumlah
pengukuran yang dilakukan memenuhi untuk ketelitian 10% dan tingkat
keyakinan 95%, maka pengukur mempunyai keyakinan 95% bahwa 96 detik itu
terletak pada interval harga rata rata sebenarnya dikurangi 10% dari rata rata ini,
dan harga rata rata sebenarnya ditambah 10% dari rata rata ini. Mengenai
pengaruh tingkat tingkat ketelitian dan keyakinan terhadap jumlah pengukuran
yang diperlukan dapat dipelajari secara statistik. Tetapi secara intuitif hal ini dapat
diduga yaitu bahwa semakin tinggi tingkat ketelitian dan semakin besar tingkat
3.5.1. Pengukuran Waktu dengan Stop Watch6
Pengukuran waktu dengan jam henti (stop watch) pertama kali
diperkenalkan oleh Frederick W. Taylorsekitar abad 19 yang lalu. Metode ini
terutama baik sekali diaplikasikan untuk pekerjaan-pekerjaan yang berlangsung
singkat dan berulang-ulang (repetitive). Dari hasil pengukuran maka akan
diperoleh waktu baku untuk menyelesaikan suatu siklus pekerjaan, yang mana
waktu ini akan dipergunakan sebagai standar penyelesaian pekerjaan bagi semua
pekerja yang akan melaksanakan pekerjaan yang sama seperti itu. Secara garis
besar langkah-langkah untuk pelaksanaan pengukuran waktu kerja dengan jam
henti ini dapat diuraikan sebagai berikut:
1. Defenisi pekerjaan yang akan diteliti untuk diukur waktunya dan beritahukan
maksud dan tujuan pengukuran ini kepada pekerja yang dipilih untuk diamati
dan supervisor yang ada.
2. Catat semua informasi yang berkaitan erat dengan penyelesaaian pekerjaan,
seperti layout, karakteristik/spesifikasi mesin atau peralatan kerja lain yang digunakan dan lain-lain.
3. Bagi operasi kerja dalam elemen-elemen kerja sedetail-detailnya tapi masih
dalam batas-batas kemudahan untuk pengukuran waktunya.
4. Amati, ukur dan catat waktu yang dibutuhkan oleh operator untuk
menyelesaikan elemen-elemen kerja tersebut.
6
5. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat. Teliti apakah
jumlah siklus kerja yang dilaksanakan ini sudah memenuhi syarat atau tidak,
uji pula keseragaman data yang diperoleh.
6. Tetapkan rate of performance dari operator saat melaksanakan aktivitas kerja yang diukur dan dicatat waktunya tersebut. Rate of performance ini ditetapkan untuk setiap elemen kerja yang ada dan hanya ditujukan untuk performance
operator. Untuk elemen kerja yang secara penuh dilakukan oleh mesin maka
performance dianggap normal (100%).
7. Sesuaikan waktu pengamatan berdasarkan performance yang ditunjukkan oleh operator tersebut sehingga akhirnya akan diperoleh waktu kerja normal.
8. Tetapkan waktu longgar (allowance time) guna memberikan fleksibilitas.
Waktu longgar yang akan diberikan ini guna menghadapi kondisi-kondisi
seperti kebutuhan-kebutuhan personil yanga bersifat pribadi, faktor kelelahan,
keterlambatan material dan lain-lainnya.
9. Tetapkan waktu kerja baku (Standard Time) yaitu jumlah total antara waktu normal dan waktu longgar.
Berdasarkan lagkah-langkah di atas terlihat bahwa pengukuran waktu
dengan jam henti ini merupakan cara pengukuran yang objektif karena di sini
waktu ditetapkan berdasarkan fakta yang terjadi dan tidak cuma sekedar
diestimasi secara subjektif. Di sini juga akan berlaku asumsi-asumsi dasar sebagai
1. Metoda dan fasilitas untuk menyelesaikan pekerjaan harus sama dan dibakukan
terlebih dahulu sebelum kita mengaplikasikan waktu baku ini dengan pekerjaan
yang serupa.
2. Operator harus memahami benar prosedur dan metoda pelaksanaan kerja
sebelum dilakukan pengukuran kerja. Operator-operator yang akan dibebani
dengan waktu baku ini diasumsikan memiliki tingkat keterampilan dan
kemampuan yang sama dan sesuai untuk pekerjaan tersebut. Untuk ini
persyaratan mutlak pada waktu memilih operator yang akan dianalisa waktu
kerjanya benar-benar memiliki tingkat kemampuan yang rata-rata.
3. Kondisi lingkungan fisik pekerjaan juga relatif tidak jauh berbeda dengan
kondisi fisik pada saat pengukuran kerja dilakukan.
4. Performance kerja mampu dikendalikan pada tingkat yang sesuai untuk seluruh periode kerja yang ada.
3.6. Tahapan Penentuan Waktu Baku 3.6.1. Uji Keseragaman Data7
Kegunaan uji keseragaman data adalah untuk mengetahui homogenitas
data. Dari uji keseragaman data dapat diketahui apakah data berasal dari satu
populasi yang sama. Uji keseragaman data dilakukan melalui tahap-tahap
perhitungan yaitu:
a. Lakukan pengukuran waktu dalam beberapa hari dimana data waktu yang
berasal dari hari yang sama dikelompokkan ke dalam subgroup yang sama.
7
b. Menghitung harga rata-rata dari harga rata-rata sub grup dengan :
n X X
n i
i
1
Dimana n = jumlah subgrup yang terbentuk
i
X = harga rata-rata dari subgrup ke-i c. Menghitung standar deviasi (SD), dengan:
Untuk sampel : Untuk populasi :
1 )
( 2
n X Xi
N X X s
i 2 ) (
dimana:
N = jumlah data amatan pendahuluan yang telah dilakukan
Xi = data amatan yang didapat dari hasil pengukuran ke-i
d. Menghitung standar deviasi dari distribusi harga rata-rata sub grup dengan
rumus:
Dimana n = jumlah subgroup
c. Menentukan Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB)
dengan rumus:
X Z X
BKA
X Z X
Dimana Z diperoleh dari tabel distribusi normal untuk luas sebesar tingkat
keyakinan.
3.6.2. Uji Kecukupan Data
Uji ini dilakukan untuk mengetahui apakah data waktu yang telah
diperoleh dari pengukuran sudah mencukupi atau belum. Uji ini dipengaruhi oleh:
a. Tingkat Ketelitian (dalam persen), yaitu penyimpangan maksimum dari hasil
pengukuran terhadap nilai yang sebenarnya.
b. Tingkat Keyakinan (dalam persen), yaitu besarnya keyakinan/besarnya
probabilitas bahwa data yang didapatkan terletak dalam tingkat ketelitian
yang telah ditentukan.
Rumus uji kecukupan data:
2 1 2 1 1 2 '
n i i n i i n i i X X X N s z N Keterangan:N’ = jumlah pengukuran yang seharusnya dilakukan
N = jumlah pengukuran yang sudah dilakukan
Jika N’ < N, maka data pengamatan cukup
3.6.3. Penentuam Waktu Standar
Sebelum menentukan waktu standar, terlebih dahulu ditentukan waktu
longgar (allowance). Waktu longgar (allowance) yang dibutuhkan akan bisa diklasifikasikan menjadi personal allowance, fatique allowance dan delay allowance.
1. Kelonggaran Waktu Untuk Kebutuhan Pribadi
Untuk pekerjaan-pekerjaan yang relatif ringan, dimana operator bekerja selama
8 jam per hari tanpa jam istirahat yang resmi sekitar 2 sampai 5 % (atau 10
sampai 24 menit) akan dipergunakan untuk kebutuhan-kebutuhan yang bersifat
personil.
2. Kelonggaran Waktu Untuk Melepaskan Lelah
Kelelahan fisik manusia bisa disebabkan oleh beberapa penyebab diantaranya
adalah kerja yang membutuhkan fikiran banyak (lelah mental) dan lelah fisik.
Di sini waktu yang dibutuhkan untuk keperluan istirahat akan sangat
tergantung pada individu yang bersangkutan, interval waktu dari siklus kerja
dimana pekerja akan memikul beban kerja secara penuh, kondisi lingkungan
fisik pekerjaan dan factor-faktor lainnya. Barangkali yang paling umum
dilakukan adalah memberikan satu kali periode istirahat pada pagi hari dan
sekali lagi pada saat siang menjelang sore hari lama waktu periode yang
diberikan berkisar 5 samapai 15 menit.
Keterlambatan bisa disebabkan oleh faktor-faktor yang sulit untuk dihindarkan,
tetapi bisa juga disebabkan oleh beberapa faktor yang sebenarnya masih bisa
untuk dihindari.
Dengan demikian waktu baku dapat diperoleh dengan mengaplikasikan rumus:
Waktu Standar
% %
100
% 100
Allowance x
Normal Waktu
3.7. Pemanfaatan Data Antropometri Dalam Perancangan Dengan Menggunakan Konsep Persentil
3.7.1. Uji Keseragaman Data
Uji keseragaman data perlu untuk pengendalian proses bagian data yang
ditolak atau tidak seragam (out of control) karena tidak memenuhi batas yang telah ditetapkan.
Peta kontrol adalah suatu alat yang tepat digunakan dalam menguji
keseragaman data yang diperoleh dari hasil pengamatan rata-rata. Batas kontrol
atas (BKA) serta bata kontrol bawah (BKB) dicari dengan formulasi sebagai
berikut:
2 X
BKA BKB X2
3.7.2. Uji Kenormalan Data dengan Komlogorov Smirnov Test
Uji kesesuaian antara frekuensi hasil pengamatan dengan frekuensi yang
diharapkan, yang tidak memerlukan anggapan tertentu tentang bentuk distribusi
dapat juga digunakan uji kolmogorov smirnov. Suatu alternatif dari uji kesesuaian
ini dikemukakan oleh A. Kolmogorov dan NV Smirnov matematis Bangsa Rusia
yang meletakkan dasar teoritis dari alternatif uji kesesuaian.
Dalam uji kolmogorov-smirnov yang diperbandingkan adalah distribusi
frekuensi kumulatif hasil pengamatan dengan distribusi kumulatif yang
diharapkan. Langkah-langkah yang diperlukan dalam pengujian ini adalah :
1. Data dari hasil pengamatan disusun mulai dari nilai pengamatan terkecil
sampai nilai pengamatan terbesar.
2. Nilai pengamatan tersebut kemudian disusun membentuk distribusi frekuensi
kumulatif relatif, dan notasikan dengan Fa(X).
3. Hitung nilai Z dengan rumus
2
X Xi Z
Keterangan : Xi = data ke-i
X = nilai rata-rata
= standar deviasi
4. Hitung distribusi frekuensi kumulatif teoritis (berdasarkan kurva normal) dan
notasikan dengan Fe(X)
5. Ambil selisih antara Fa(X) dengan distribusi normal Fe(X)
6. Ambil angka selisih maksimum dan notasikan dengan D
D = Max Fa(X) – Fe(X)
7. Bandingkan nilai D yang diperoleh dengan nilai Dα dari table uji
Kriteria pengambilan keputusannya adalah :
Ho diterima apabila D < Dα
Ho ditolak apabila D > Dα
Ho artinya data berdistribusi normal. Data yang sudah berdistribusi normal
BAB IV
METODOLOGI PENELITIAN
4.1. Lokasi Penelitian
Penelitian dilakukan di UD. Pusaka Bakti yang berlokasi Desa Telaga Sari
No. 36 Kecamatan Batangkuis Kabupaten Deli Serdang, Sumatera Utara. UD.
Pusaka Bakti ini merupakan usaha dagang yang memproduksi keset kaki yang
terbuat dari cocofiber dan memproduksi cocopress.
Peneliti terlebih dahulu melakukan penelitian pendahuluan ke UD. Pusaka
Bakti pada Tanggal 7 desember 2009 sampai tanggal 10 desember 2009 untuk
mengetahui kondisi awal di perusahaan dan untuk mengidentifikasi masalah yang
terdapat di perusahaan tersebut. Setelah mengetahui kondisi awal dan
permasalahan pada perusahaan tersebut, maka dilakukan pengambilan data yang
diperlukan untuk penelitian melalui cara wawancara dan observasi langsung.
Penelitian berlangsung selama 4 bulan.
4.2. Jenis Penelitian
Jenis penelitian ini adalah penelitian deskriptif, yaitu penelitian yang
menggambarkan/melukiskan keadaan objek penelitian pada saat sekarang
berdasarkan fakta-fakta yang tampak sebagaimana adanya pada kegiatan