MENINGKATKAN SIFAT MEKANIS ALUMINIUM KOMERSIL UNTUK BAHAN KONSTRUKSI ATAP DENGAN METODE
ACCUMULATIVE ROLL-BONDING
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
BOY HARPIT AKROMA 060401082
DEPARTEMEN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan ke hadirat Allah SWT atas segala karunia dan rahmat-Nya yang senantiasa diberikan kepada penulis, sehingga penulis dapat menyelesaikan skripsi ini dengan sebaik-baiknya.
Skripsi ini adalah salah satu syarat untuk dapat lulus menjadi Sarjana Teknik di Departemen Teknik Mesin Fakultas Teknik Universitas Sumatera Utara. Adapun judul skripsi yang dipilih, diambil dari mata kuliah Ilmu Logam Fisik, yaitu “MENINGKATKAN SIFAT MEKANIS ALUMINIUM KOMERSIL UNTUK BAHAN KONSTRUKSI ATAP DENGAN METODE ACCUMULATIVE ROLL-BONDING”.
Dalam penulisan skripsi ini, penulis telah berupaya dengan segala kemampuan pembahasan dan penyajian, baik dengan disiplin ilmu yang diperoleh dari perkuliahan, menggunakan literature, serta bimbingan dan arahan dari Bapak Dr. Eng., Ir. Indra, MT sebagai Dosen Pembimbing.
Pada kesempatan ini, penulis tidak lupa menyampaikan terima kasih yang sebesar-besarnya kepada:
1. Kedua orang tua tercinta, Ayahanda Mairizal dan Ibunda Nelta Lefida, Adik adik tersayang (Puja Rahmadi dan Salsabila) atas doa, kasih sayang, pengorbanan, tanggung jawab yang selalu menyertai penulis, dan memberikan penulis semangat yang luar biasa sehingga penulis dapat menyelesaikan skripsi ini.
2. Bapak Dr. Eng., Ir. Indra, MT selaku dosen pembimbing yang telah banyak meluangkan waktunya dan dengan sabar membimbing penulis hingga skripsi ini dapat terselesaikan.
3. Bapak Dr. Ing. Ir. Ikhwansyah Isranuri dan Ir.Syahril Gultom, MT selaku Ketua dan Sekretaris Departemen Teknik Mesin, Fakultas Teknik USU. 4. Bapak/ibu staff pengajar dan pegawai Departemen Teknik Mesin, Fakultas
5. Teman-teman Teknik Mesin USU stambuk 2006 khususnya Marzuki R, M. Rifai, Julius P. Brata, T. Fahri, dan Miswar A., yang menjadi teman diskusi dan menemani penulis selama mengikuti studi dan menyusun skripsi ini. 6. Anggota IMAPALIKO yang telah memberi penulis dukungan moral yang
luar biasa, khususnya kepada Millaty Fitrah dan kak Mayang Sari.
Penulis mengharapkan kritik dan saran yang sifatnya membangun demi penyempurnaan skripsi ini dimasa mendatang.
Akhir kata penulis mengucapkan terima kasih dan berharap semoga skripsi ini berguna bagi kita semua. Amiin Ya Rabbal Alamin.
Medan, Oktober 2011 Penulis,
ABSTRAK
Perbaikan sifat mekanis aluminium komersil untuk bahan konstruksi atap telah dilakukan dengan metode deformasi plastis menyeluruh (Accumulative Roll-Bonding). Metode Accumulative Roll-Bonding (ARB) menggunakan proses pengerolan berulang hingga terjadi deformasi menyeluruh pada bahan dengan beberapa lapisan lempengan aluminium berketebalan 5 mm. 2 lempengan aluminium ditumpuk menjadi 1 lapisan dan dirol sehingga ketebalannya berkurang setengahnya dari tebal awal logam sebelum dirol. ARB pada penelitian ini dilakukan sebanyak 3 siklus untuk mendapatkan 2 layer, 4 layer dan 8 layer. Pengurangan ketebalan setiap siklus adalah 50 %. Pengujian yang dilakukan adalah uji tarik, uji kekerasan dan foto mikro.Dari penelitian didapat bahwa untuk 2 layer, tegangan maksimalnya 113,506 Mpa, tegangan patahnya 66,158 Mpa dan regangan maksimalnya sebesar 10,333 % ,kekerasan bahannya 36,38 skala BHN dan diameter butirannya 32,667 μm, untuk 4 layer, tegangan maksimalnya 118,459 Mpa, tegangan patahnya 71,065 Mpa dan regangan maksimalnya sebesar 16.400 %, kekerasan bahannya 38.94 skala BHN dan diameter butirannya 27,977
μm, Untuk 8 layer, tegangan maksimalnya 123,438 Mpa, tegangan patahnya 72,588 Mpa dan regangan maksimalnya sebesar 16.827 %, kekerasan bahannya 39.98 skala BHN dan diameter butirannya 25,095 μm. Secara keseluruhan peningkatan terjadi pada sifat mekanis aluminium dan ukuran butiran mengecil seiring dengan meningkatnya kekerasan bahan, dapat disimpulkan bahwa telah terjadi deformasi plastis menyeluruh pada bahan.
DAFTAR ISI
Halaman
LEMBAR PENGESAHAN ... i
SPESIFIKASI TUGAS ... ii
KATA PENGANTAR ... iii
ABSTRAK ... v
DAFTAR ISI ... vi
DAFTAR GAMBAR ... ix
DAFTAR TABEL ... xi
DAFTAR NOTASI... xii
BAB 1 PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 2
1.3 Batasan Masalah ... 2
1.4 Tujuan Penelitian ... 2
1.5 Manfaat Penelitian ... 3
1.6 Sistematika Penulisan ... 4
BAB 2 TINJAUAN PUSTAKA ... 5
2.1 Aluminium ... 5
2.1.1 Proses Pembuatan Aluminium ... 7
2.1.3 Sifat-Sifat Aluminium ... 9
2.1.3.1 Sifat Fisik Aluminium ... 9
2.1.3.2 Sifat Mekanik Aluminium ... 10
2.1.4 Diagram Fasa Aluminium ... 12
2.1.5 Aplikasi Aluminium untuk Konstruksi Atap ... 12
2.2 Deformasi plastis menyeluruh (Severe Plastic Deformation) ... 13
2.3 Accumulative Roll-Bonding (ARB) ... 17
2.4 Uji Tarik ... 19
2.5 Uji Kekerasan (Hardness Test) ... 21
2.6 Metallography Test ... 23
2.6.1 Mounting Spesimen ... 23
2.6.2 Polishing (Pemolesan) Spesimen ... 24
2.6.3 Etching (Etsa) Spesimen ... 24
2.6.4 Analisa Struktur Butir ... 25
2.6.4.1 Perubahan Struktur Butir ... 25
2.6.4.2 Penghitungan Diameter Butir ... 26
BAB 3 METODOLOGI PENELITIAN ... 28
3.1 Waktu dan Tempat ... 28
3.2 Prosedur Penelitian ... 28
3.3 Proses Accumulative Roll-Bonding ... 28
3.3.1 Persiapan Bahan ... 29
3.3.2 Persiapan Alat... 30
3.3.3 Pembuatan spesimen Accumulative Roll-Bonding ... 34
3.4 Pengujian……….. ... 34
3.4.1 Uji Tarik…… ... 35
3.4.1.1 Pembuatan Spesimen Uji Tarik ... 35
3.4.1.1.1 Persiapan Alat dan Bahan ... 36
3.4.1.1.2 Proses Pembuatan Spesimen Uji Tarik ... 37
3.4.1.2 Pengujian Tarik ... 38
3.4.2 Uji Kekerasan ... 38
3.4.3.1 Mounting Spesimen Observasi Metalografi ... 40
3.4.3.1.1 Persiapan Bahan Mounting ... 40
3.4.3.1.2 Prosedur Mounting ... 40
3.4.3.2 Polishing Spesimen Observasi Metalografi ... 40
3.4.3.3 Etching Spesimen Observasi Metalografi ... 41
3.4.3.4 Proses Observasi Metalografi ... 41
3.5 Diagram Alir Penelitian ... 42
BAB 4 HASIL DAN PEMBAHASAN ... 43
4.1 Hasil Pengujian ... 43
4.1.1 Hasil Pengujian Tarik ... 43
4.1.2 Hasil pengujian Kekerasan ... 45
4.1.3 Hasil Pengujian Metalografi... 46
4.2 Pembahasan…… ... 47
4.2.1 Accumulative Roll-Bonding ... 47
4.2.2 Sifat Mekanik Pengujian Tarik... 48
4.2.3 Hubungan Kekerasan Dengan Ukuran Butiran Spesimen ... 51
BAB 5 KESIMPULAN DAN SARAN ... 53
5.1 Kesimpulan ... 53
5.2 Saran ... 54
DAFTAR PUSTAKA ... 55
DAFTAR GAMBAR
Halaman
Gambar 2.1 Proses Bayer ... 7
Gambar 2.2 Struktur mikro dari aluminium murni ... 8
Gambar 2.3 Struktur mikro dari paduan aluminium-silikon ... 9
Gambar 2.4 Diagram fasa Al-Mn ... 12
Gambar 2.5 Persentasi secara skematik dari High pressure torsion... 14
Gambar 2.6 Persentasi secara skematik dari Equal channel angular pressing 15 Gambar 2.7 Persentasi secara skematik dari Cyclic extrusion-compression ... 15
Gambar 2.8 Persentasi secara skematik dari Multiaxial forging ... 16
Gambar 2.9 Persentasi secara skematik dari Accumulatibe roll bonding ... 17
Gambar 2.10 Persentasi secara skematik dari RCS ... 17
Gambar 2.11 Prinsip Proses ARB ... 18
Gambar 2.12 Kurva Tegangan-Regangan ... 21
Gambar 2.13 Perhitungan butiran mengunakan metode planimetri ... 27
Gambar 3.1 Proses ARB ... 29
Gambar 3.2 Lembaran aluminium ... 29
Gambar 3.3 Mesin Pemotong Logam ... 30
Gambar 3.4 Roller ... 31
Gambar 3.5 Furnace ... 31
Gambar 3.6 Termometer ... 32
Gambar 3.7 Precition Drilling Machine ... 33
Gambar 3.8 Paku keling ... 33
Gambar 3.9 Torsee Universal Testing Machine ... 35
Gambar 3.10 ASTM E 8M untuk sheet-type ... 36
Gambar 3.11 Spesimen hasil ARB ... 36
Gambar 3.12 Mesin Sekrap Datar ... 37
Gambar 3.13 Brinell Hardness Tester ... 38
Gambar 3.14 Mikroskop Optik ... 39
Gambar 3.15 Spesimen yang sudah di-Mounting ... 40
Gambar 3.16 Diagram alir penelitian ... 42
Gambar 4.2 Grafik uji tarik spesimen ARB awal (0 layer) ... 44
Gambar 4.3 Grafik uji tarik spesimen ARB 2 layer ... 44
Gambar 4.4 Grafik uji tarik spesimen ARB 4 layer ... 45
Gambar 4.5 Grafik uji tarik spesimen ARB 8 layer ... 45
Gambar 4.6 Foto mikro ... 47
Gambar 4.7 Kurva tegangan regangan spesimen ARB awal (0 layer) ... 48
Gambar 4.8 Kurva tegangan regangan spesimen ARB 2 layer ... 48
Gambar 4.9 Kurva tegangan regangan spesimen ARB 4 layer ... 49
Gambar 4.10 Kurva tegangan regangan spesimen ARB 8 layer ... 49
Gambar 4.11 Grafik jumlah layer vs tegangan tarik maksimal ... 50
Gambar 4.12 Gafik Kekerasan Spesimen ... 51
DAFTAR TABEL
Halaman
Tabel 2.1 Sifat fisik aluminium ... 10
Tabel 2.2 Kekuatan mekanis aluminium 5005 ... 13
Tabel 2.3 Faktor pengali (f) Jeffries ... 27
Tabel 4.1 Pengujian Kekerasan Badasarkan Skala Brinell (BHN)... 46
Tabel 4.2 Perubahan geometri yang terjadi selama proses ARB ... 47
Tabel 4.3 Sifat mekanik dari pengujian tarik ... 50
DAFTAR NOTASI
Simbol Nama Keterangan Satuan
T - ketebalan lapisan mm
To - ketebalan lapisan mula-mula mm
n - layer -
rt - reduksi total mm
εt - total regangan ekuifalen -
σ sigma tegangan N/mm2
F - gaya N
Ao - luas penampang mula-mula mm2
ε ebsilon regangan %
L - panjang mm
Lo - panjang mula-mula mm
∆L - selisih panjang mm
E - modulus elastisitas N/mm2
σy sigma y Tegangan luluh N/mm2
σi sigma I Tegangan friksi N/mm2
k - Koefisien penguat -
d - diameter butiran µ m
ABSTRAK
Perbaikan sifat mekanis aluminium komersil untuk bahan konstruksi atap telah dilakukan dengan metode deformasi plastis menyeluruh (Accumulative Roll-Bonding). Metode Accumulative Roll-Bonding (ARB) menggunakan proses pengerolan berulang hingga terjadi deformasi menyeluruh pada bahan dengan beberapa lapisan lempengan aluminium berketebalan 5 mm. 2 lempengan aluminium ditumpuk menjadi 1 lapisan dan dirol sehingga ketebalannya berkurang setengahnya dari tebal awal logam sebelum dirol. ARB pada penelitian ini dilakukan sebanyak 3 siklus untuk mendapatkan 2 layer, 4 layer dan 8 layer. Pengurangan ketebalan setiap siklus adalah 50 %. Pengujian yang dilakukan adalah uji tarik, uji kekerasan dan foto mikro.Dari penelitian didapat bahwa untuk 2 layer, tegangan maksimalnya 113,506 Mpa, tegangan patahnya 66,158 Mpa dan regangan maksimalnya sebesar 10,333 % ,kekerasan bahannya 36,38 skala BHN dan diameter butirannya 32,667 μm, untuk 4 layer, tegangan maksimalnya 118,459 Mpa, tegangan patahnya 71,065 Mpa dan regangan maksimalnya sebesar 16.400 %, kekerasan bahannya 38.94 skala BHN dan diameter butirannya 27,977
μm, Untuk 8 layer, tegangan maksimalnya 123,438 Mpa, tegangan patahnya 72,588 Mpa dan regangan maksimalnya sebesar 16.827 %, kekerasan bahannya 39.98 skala BHN dan diameter butirannya 25,095 μm. Secara keseluruhan peningkatan terjadi pada sifat mekanis aluminium dan ukuran butiran mengecil seiring dengan meningkatnya kekerasan bahan, dapat disimpulkan bahwa telah terjadi deformasi plastis menyeluruh pada bahan.
BAB 1 PENDAHULUAN
1.1 LATAR BELAKANG
Selain memenuhi persyaratan dasar sebagai bahan atap dan dinding yaitu tidak berkarat, aluminium juga punya sifat-sifat mekanis dan sifat-sifat fisik yang sesuai untuk diterapkan sebagai bahan bangunan. Sebagai bahan konstruksi atap aluminium juga merupakan bahan mudah dikerjakan dan karena sifatnya yang mudah menyesuaikan bentuk dengan keadaan setempat, jadi penggunaannya tidak terbatas sesuai dengan keinginan para perencana, maka aluminium telah menjadi pilihan utama sebagai bahan atap dan dinding untuk bangunan rumah, pabrik, gudang, perkantoran dan lain-lain (ArchBlog, 2010).
Bahan atap yang dimaksud dalam penelitian ini adalah sesuai dengan SNI 03-2583-1989 aluminium lembaran bergelombang untuk atap dan dinding, kekuatan tarik maksimum untuk bahan aluminium yang dipergunakan untuk atap adalah 120 MPa dengan kekerasan bahan 30 skala brinnel.
Keterbatasan persediaan logam, memicu penghematan penggunaan logam, sehingga berkembang cara baru untuk meningkatkan kekuatan logam dengan metode deformasi plastis menyeluruh. Deformasi plastis menyeluruh adalah satu dari teknik yang efektif untuk memperbaiki sifat – sifat mekanis dan penyesuaian karakteristik paduan logam konvensional (Tsuji, 2008).
Salah satu metode deformasi plastis menyeluruh adalah Accumulative Roll-Bonding (ARB). Dengan ARB penghalusan mikrostruktur logam dan paduan
dengan menggunakan proses rolling yang disertai heat treatment diharapkan dapat menaikkan kekuatan material tanpa perlu menambahkan campuran material lain pada aluminium.
Proses ARB sangat penting karena rolling adalah proses yang tepat untuk menghasilkan bahan masal. Jika proses ini telah diterapkan dalam industri, kita bisa meningkatkan kekuatan bahan tanpa elemen paduan khusus dengan proses yang sederhana dan dengan biaya produksi rendah.
1.2PERUMUSAN MASALAH
Permasalahan yang akan menjadi pokok bahasan dalam penelitian ini adalah melakukan metode ARB dengan menggunakan bahan aluminium yang terdapat di pasaran (as-received) agar sesuai dengan SNI 03-2583-1989 untuk bahan atap, dan menganalisa sejauh mana pengaruh ARB terhadap kekuatan tarik, kekerasan dan struktur mikro bahan.
1.3BATASAN MASALAH
Batasan masalah pada penelitian ini adalah:
1. Melakukan ARB pada aluminium untuk 2 layer, 4 layer, dan 8 layer. 2. Pengujian kekerasan.
3. Pengujian tarik.
1.4TUJUAN PENELITIAN
Tujuan yang hendak dicapai dalam pembuatan tugas akhir ini adalah: 1. Secara Umum
Dengan penelitian ini diharapkan kekuatan aluminium dapat meningkat tanpa perlu menambahkan elemen paduan khusus dengan menggunakan metode Accumulative Roll-Bonding.
2. Secara Khusus
Tujuan khusus dari penelitian ini adalah:
1. Melihat pengaruh Accumulative Roll-Bonding pada kekuatan tarik bahan Aluminium komersil
2. Melihat pengaruh Accumulative Roll-Bonding pada kekerasan bahan Aluminium komersil
3. Melihat pengaruh Accumulative Roll-Bonding pada mikrostruktur bahan Aluminium komersil
4. Melihat apakah alumunium yang telah diproses dengan metode ARB sudah memenuhi syarat untuk bahan atap sesui dengan SNI 03-2583-1989
1.5MANFAAT PENELITIAN
Adapun manfaat dari pengujian ini adalah: 1. Pengembangan Akademis
1. Bagi peneliti, penelitian ini dapat menambah pengetahuan, wawasan dan pengalaman tentang material logam
2. Bagi akademik, penelitian ini dapat digunakan sebagai referensi tambahan untuk penelitian tentang accumulative roll-bonding.
2. Pengembangan Industri
1.6 SISTEMATIKA PENULISAN
Laporan penelitian Tugas Akhir ini terbagi dalam lima bab. Untuk mempermudah dalam memahami pokok permasalahan yang ada maka diuraikan sebagai berikut:
1. BAB 1 PENDAHULUAN
Bab ini berisikan latar belakang, perumusan masalah, batasan masalah, tujuan penelitian, manfaat penelitian dan sistematika penulisan.
2. BAB 2 TINJAUAN PUSTAKA
Bab ini berisikan tinjauan pustaka, diantaranya mengenai teori yang berhubungan dengan penelitian yaitu teori Accumulative Roll-Bonding, teori aluminium, teori uji tarik, uji kekerasan dan foto mikro.
3. BAB 3 METODOLOGI PENULISAN
Bab ini berisikan urutan dan cara yang dilakukan. Dimulai dari alat, bahan, dan proses yang dilaksanakan.
4. BAB 4 ANALISA DATA
Bab ini berisikan tentang hasil-hasil penelitian meliputi data hasil pengujian tarik, kekerasan dan foto mikro.
5. BAB 5 KESIMPULAN DAN SARAN
Bab 5 yaitu penutup, berisi tentang kesimpulan dan saran dari semua hasil analisis pengamatan serta perhitungan
6. DAFTAR PUSTAKA
Daftar pustaka berisikan literatur yang digunakan dalam penelitian dan penyusunan laporan ini.
BAB 2
TINJAUAN PUSTAKA
2.1 Aluminium
Aluminium diambil dari bahasa Latin: alumen, alum. Orang-orang Yunani dan Romawi kuno menggunakan alum sebagai cairan penutup pori-pori dan bahan penajam proses pewarnaan. Pada tahun 1787, Lavoisier menduga bahwa unsur ini adalah Oksida logam yang belum ditemukan. Pada tahun 1761, de Morveau mengajukan nama alumine untuk basa alum. Pada Tahun 1827, Wohler disebut sebagai ilmuwan yang berhasil mengisolasi logam ini. Pada 1807, Davy memberikan proposal untuk menamakan logam ini Aluminum, walau pada akhirnya setuju untuk menggantinya dengan Aluminium. Nama yang terakhir ini sama dengan nama banyak unsur lainnya yang berakhir dengan “ium”.
Aluminium ditemukan pada tahun 1825 oleh Hans Christian Oersted. Baru diakui secara pasti oleh F. Wohler pada tahun 1827. Sumber unsur ini tidak terdapat bebas, bijih utamanya adalah bauksit. Penggunaan Aluminium antara lain untuk pembuatan kabel, kerangka kapal terbang, mobil dan berbagai produk peralatan rumah tangga. Senyawanya dapat digunakan sebagai obat, penjernih air, fotografi serta sebagai ramuan cat, bahan pewarna, ampelas dan permata
sintesis.
Aluminium paduan dengan tembaga kurang tahan terhadap korosi akibat reaksi galvanik dengan paduan Tembaga.
Dalam keadaan murni aluminium terlalu lunak, terutama kekuatannya sangat rendah untuk dapat dipergunakan pada berbagai keperluan teknik.
Dengan pemaduan ini dapat diperbaiki tetapi seringkali sifat tahan korosinya berkurang, demikian juga keuletannya.
Jenis dan pengaruh unsur-unsur paduan terhadap perbaikan sifat aluminium antara lain:
1. Silikon (Si)
Dengan atau tanpa paduan lainnya silikon mempunyai ketahanan terhadap korosi. Bila bersama aluminium ia akan mempunyai kekuatan yang tinggi setelah perlakuan panas, tetapi silikon mempunyai kualitas pengerjaan mesin yang jelek, selain itu juga mempunyai ketahanan koefisien panas yang rendah.
2. Tembaga (Cu)
Dengan unsur tembaga pada aluminium akan meningkatkan kekerasannya dan kekuatannya karena tembaga bisa memperhalus struktur butir dan akan mempunyai kualitas pengerjaan mesin yang baik, mampu tempa, keuletan yang baik dan mudah dibentuk.
3. Magnesium (Mg)
Dengan unsur magnesium pada aluminium akan mempunyai ketahanan korosi yang baik dan kualitas pengerjaan mesin yang baik, mampu las serta kekuatannya cukup.
4. Nikel (Ni)
Dengan unsur nikel aluminium dapat bekerja pada temperature tinggi, misalnya piston dan silinder head untuk motor.
5. Mangan (Mn)
6. Seng (Zn)
Umumnya seng ditambahkan bersama-sama dengan unsur tembaga dalam prosentase kecil. Dengan penambahan ini akan meningkatkan sifat-sifat mekanik pada perlakuan panas, juga kemampuan mesin.
7. Ferro (Fe)
Penambahan ferro dimaksud untuk mengurangi penyusutan, tapi penambahan ferro (Fe) yang besar akan menyebabkan struktur perubahan butir yang kasar, namun hal ini dapat diperbaiki dengan Mg atau Cr.
8. Titanium (Ti)
Penambahan titanium pada aluminium dimaksud untuk mendapat struktur butir yang halus. Biasanya penambahan bersama-sama dengan Cr dalam prosentase 0,1%, titanium juga dapat meningkatkan mampu mesin.
2.1.1 Proses Pembuatan Aluminium
Aluminium adalah logam yang sangat reaktif yang membentuk ikatan kimia berenergi tinggi dengan oksigen. Dibandingkan dengan logam lain, proses ekstraksi aluminium dari batuannya memerlukan energi yang tinggi untuk mereduksi Al2O3. Proses reduksi ini tidak semudah mereduksi besi dengan menggunakan batu bara, karena aluminium merupakan reduktor yang lebih kuat dari karbon. Proses produksi aluminium dimulai dari pengambilan bahan tambang yang mengandung aluminium (bauksit, corrundum, gibbsite, boehmite, diaspore, dan sebagainya). Selanjutnya, bahan tambang dibawa menuju proses Bayer yang ditampilkan oleh gambar 2.1
Proses Bayer menghasilkan alumina (Al2O3) dengan membasuh bahan tambang yang mengandung aluminium dengan larutan natrium hidroksida pada temperatur 175 °C sehingga menghasilkan aluminium hidroksida, Al(OH)3. Aluminium hidroksida lalu dipanaskan pada suhu sedikit di atas 1000 °C sehingga terbentuk alumina dan H2O yang menjadi uap air. Setelah Alumina dihasilkan, alumina dibawa ke proses Hall-Heroult. Proses Hall-Heroult dimulai dengan melarutkan alumina dengan lelehan Na3AlF6, atau yang biasa disebut cryolite. Larutan lalu dielektrolisis dan akan mengakibatkan aluminium cair menempel pada anoda, sementara oksigen dari alumina akan teroksidasi bersama anoda yang terbuat dari karbon, membentuk karbon dioksida. Aluminium cair memiliki massa jenis yang lebih ringan dari pada larutan alumina, sehingga pemisahan dapat dilakukan dengan mudah.
2.1.2 Microstruktur Aluminium
Gambar 2.2 memperlihatkan struktur mikro aluminium murni. Gambar 2.3 Struktur mikro dari paduan aluminium-silikon. Gambar (a) merupakan paduan Al-Si tanpa perlakuan khusus. Gambar (b) merupakan paduan Al-Si dengan perlakuan termal. Gambar (c) adalah paduan Al-Si dengan perlakuan termal dan penempaan. Perhatikan bahwa semakin ke kanan, struktur mikro semakin baik.
Gambar 2.3 Struktur mikro dari paduan aluminium-silikon.
2.1.3 Sifat-Sifat Aluminium
Sifat teknik bahan aluminium murni dan aluminium paduan dipengaruhi oleh konsentrasi bahan dan perlakuan yang diberikan terhadap bahan tersebut. Aluminium terkenal sebagai bahan yang tahan terhadap korosi. Hal ini disebabkan oleh fenomena pasivasi, yaitu proses pembentukan lapisan aluminium oksida di permukaan logam aluminium segera setelah logamterpapar oleh udara bebas. Lapisan aluminium oksida ini mencegah terjadinya oksidasi lebih jauh. Namun, pasivasi dapat terjadi lebih lambat jika dipadukan dengan logam yang bersifat lebih katodik, karena dapat mencegah oksidasi aluminium.
2.1.3.1 Sifat Fisik Aluminium
Tabel 2.1 Sifat fisik aluminium
Sumber:
2.1.3.2 Sifat Mekanik Aluminium
Adapun sifat-sifat mekanik dari aluminium adalah sebagai berikut: 1. Kekuatan tarik
Kekuatan tarik adalah besar tegangan yang didapatkan ketika dilakukan pengujian tarik. Kekuatan tarik ditunjukkan oleh nilai tertinggi dari tegangan pada kurva tegangan-regangan hasil pengujian, dan biasanya terjadi ketika terjadinya necking. Kekuatan tarik bukanlah ukuran kekuatan yang sebenarnya dapat terjadi di lapangan, namun dapat dijadikan sebagai suatu acuan terhadap kekuatan bahan.
Kekuatan tarik pada aluminium murni pada berbagai perlakuan umumnya sangat rendah, yaitu sekitar 90 MPa, sehingga untuk penggunaan yang memerlukan kekuatan tarik yang tinggi, aluminium perlu dipadukan. Dengan dipadukan dengan logam lain, ditambah dengan berbagai perlakuan termal, aluminium paduan akan memiliki kekuatan tarik hingga 600 Mpa (paduan 7075).
2. Kekerasan
ketika diaplikasikan suatu gaya. Kekerasan suatu bahan dipengaruhi oleh elastisitas, plastisitas, viskoelastisitas, kekuatan tarik, ductility, dan sebagainya. Kekerasan dapat diuji dan diukur dengan berbagai metode. Yang paling umum adalah metode Brinnel, Vickers, Mohs, dan Rockwell.
Kekerasan bahan aluminium murni sangatlah kecil, yaitu sekitar 20 skala Brinnel, sehingga dengan sedikit gaya saja dapat mengubah bentuk logam. Untuk kebutuhan aplikasi yang membutuhkan kekerasan, aluminium perlu dipadukan dengan logam lain dan/atau diberi perlakuan termal atau fisik. Aluminium dengan 4,4% Cu dan diperlakukan quenching, lalu disimpan pada temperatur tinggi dapat memiliki tingkat kekerasan Brinnel sebesar 160.
3. Ductility (kelenturan)
Ductility didefinisikan sebagai sifat mekanis dari suatu bahan
untuk menerangkan seberapa jauh bahan dapat diubah bentuknya secara plastis tanpa terjadinya retakan. Dalam suatu pengujian tarik, ductility ditunjukkan dengan bentuk neckingnya; material dengan ductility yang tinggi akan mengalami necking yang sangat sempit, sedangkan bahan yang memiliki ductility rendah, hampir tidak mengalami necking. Sedangkan dalam hasil pengujian tarik, ductility diukur dengan skala yang disebut elongasi. Elongasi adalah seberapa besar pertambahan panjang suatu bahan ketika dilakukan uji kekuatan tarik. Elongasi ditulis dalam persentase pertambahan panjang per panjang awal bahan yang diujikan.
4. Recyclability (daya untuk didaur ulang)
Aluminium adalah 100% bahan yang dapat didaur ulang tanpa penurunan dari kualitas awalnya, peleburannya memerlukan sedikit energi, hanya sekitar 5% dari energi yang diperlukan untuk memproduksi logam utama yang pada awalnya diperlukan dalam proses daur ulang.
5. Reflectivity (daya pemantulan)
2.1.4 Diagram fasa aluminium
Suhu rekristalisasi pada paduan Al-Mn adalah ± 660 ºC. Struktur kristal logam akan rusak pada titik cairnya, sehingga perlakuan panas dilakukan dibawah suhu rekristalisasi bahan. Diagram fasa Al-Mn seperti yang diperlihatkan pada gambar 2.4
Gambar 2.4 Diagram fasa Al-Mn Sumber: ASM Handbook
Penambahan magan pada paduan akan berefek pada sifat dapat perlakuan pengerasan (work-hardening) pada alumunium paduan, sehingga didapatkan logam paduan dengan kekuatan tarik tinggi namun tidak terlalu rapuh. Penambahan mangan juga akan berefek pada meningkatnya suhu rekristalisasi dari paduan.
2.1.5 Aplikasi Aluminium untuk Konstruksi Atap
Syarat – syarat atap yang harus di penuhi antara lain:
1. Konstruksi atap harus kuat menahan beratnya sendiri dan tahan terhadap tekanan maupun tiupan angin
2. Pemilihan bentuk atap yang akan dipakai hendaknya sedemikian rupa, sehingga menambah keindahaan serta kenyamanaan bertempat tinggal bagi penghuninya
3. Agar rangka atap tidak mudah diserang oleh rayap/bubuk, perlu diberi lapisan pengawet
4. Bahan penutup atap harus tahan terhadap pengaruh cuaca
5. Kemiringan atau sudut lereng atap harus disesuaikan dengan jenis bahan penutupnya maka kemiringannya dibuat lebih landai.
6. Tahan panas dan tahan api.
Aluminium adalah bahan yang belakangan dipilih untuk digunakan sebagai material dari pembuatan atap. Keunggulan utamanya adalah massanya yg ringan dengan kekuatan menengah dan daya tahan terhadap korosi serta kemampuannya untuk merefleksikan kembali sinar matahari. Di Indonesia klasifikasi penggunaan aluminium sebagai atap terdapat dalam SNI 03-2583-1989 aluminium lembaran bergelombang untuk atap dan dinding.
Sesuai standar tersebut salah satu jenis aluminium yang dapat digunakan sebagai bahan atap adalah seri 5005 dengan spesifikasi kekuatan mekanis seperti pada tabel 2.2
Tabel 2.2 Kekuatan mekanis aluminium 5005 Form Proof stress 0.2
%
Ultimate Tensile Strength, MPa
Hardness, Brinnel
sheet 60 120 30
Sumber:
2.2 Deformasi plastis menyeluruh (Severe Plastic Deformation)
struktur kristalografi yang berbeda (Zrnik, J, 2008). Proses deformasi plastis menyeluruh dapat didefinisikan sebagai proses-proses yang menyebabkan regangan plastis yang sangat tinggi pada logam untuk menghasilkankan penghalusan butir (Srinivasan, R, 2006). Jumlah tegangan plastis yang dihasilkan oleh logam klasik dalam proses operasi seringkali terbatas karena kegagalan material atau alat. Metode pembentukan tekan lebih disukai untuk menghambat terjadi nukleasi, pertumbuhan dan koalesensi yang mengarah pada rapuhan bahan. Dalam beberapa proses seperti rolling atau drawing pengurangan ukuran dari ketebalan material dapat dicapai. Namun, bentuk yang dihasilkan oleh proses cukup besar untuk digunakan dalam konversi lebih lanjut menjadi produk. Jadi proses pembentukan logam baru mampu menghasilkan deformasi plastis yang sangat besar atau menyeluruh (SPD) tanpa perubahan besar dalam geometri (Olejnik, L, 2005).
Berikut ini adalah beberapa metode deformasi menyeluruh: 1. High Pressure Torsion (HPT, Valiev at al., 1997)
Deformasi plastik menyeluruh dengan high pressure torsion menyebabkan terjadi deformasi didalam cakram di antara dua landasan di mana satu landasan berputar terhadap landasan lainnya yang mencengkram material seperti yang ditunjukkan pada Gambar 2.5. Metode ini terbatas pada cakram kecil. Deformasi yang terinduksi selama HPT adalah tidak seragam dari pusat ke diameter luar (Srinivasan, R, 2006).
2. Equal Channel Angular Pressing (ECAP, Segal, 1977)
Equal channel angular pressing adalah suatu prosedur proses dimana
material diberikan regangan plastis berupa geseran sederhana dengan penekanan melalui cetakan dua saluran. Cetakan ini terdiri dari dua saluran yang berbentuk L dengan penampang sama dan memiliki sudut (θ) antara dua saluran tersebut, seperti terlihat pada Gambar 2.6. Regangan yang besar akibat penekanan pada proses Cetak Tekan ini mengakibatkan perubahan pada struktur butir (Srinivasan, R, 2006).
Gambar 2.6 Persentasi secara skematik dari Equal channel angular pressing
3. Cyclic Extrusion-Compression (CEC, J. and M. Richert, Zasadzinski, Korbel, 1979)
Richert J. dkk. datang dengan ide Cyclic extrusion-compression (CEC), CEC melibatkan aliran berputar dari logam antara ekstrusi
bolak-balik dan ruang kompresi, seperti yang ditunjukkan pada Gambar 2.7. Efek deformasi jelas bisa dicapai dengan bingkai/cetakan tetap dan pukulan bergerak atau sebaliknya.
4. Multiaxial Forging (CCDF, Ghosh, 1988)
Multi-Axial Compressions/Forgings terjadi deformasi dari sampel
penampang persegi panjang melalui serangkaian kompresi sehingga dimensi awal bilet yang dipertahankan. Arah penempatan diubah melalui dari sudut 900 antara kompresi yang berurutan. Skema satu langkah Multi-Axial Compressions/Forgings ditunjukkan pada Gambar 2.8. Multi-Axial
Compressions/Forgings sangat efektif didalam memproduksi struktur butir
halus, tetapi kekurangannya adalah distribusi regangan tidak seragam sepanjang bilet penampang. Namun ketidak seragaman ini dapat dihilangkan dengan pelumasan yang baik pada bilet dan melalui sejumlah langkah kompresi/tempa.
Gambar 2.8 Persentasi secara skematik dari Multiaxial forging
5. Accumulatibe Roll-Bonding (ARB, Saito, Tsuji, Utsunomiya, Sakai, 1998)
Gambar 2.9 Persentasi secara skematik dari Accumulative Roll-Bonding
6. Repetitive Corrugation And Straightening (RCS, Zhu, Lowe, Jiang, Huang, 2001)
Selama proses RCS, benda kerja berulang-ulang mengalami pembengkokan dan pelurusan, seperti yang ditunjukkan pada Gambar 2.10. Dengan proses ini, akumulasi tegangan tinggi sambil mempertahankan bentuk benda kerja awal. Proses ini dapat berlangsung secara terus menerus atau terputus-putus. Benda kerja diratakan diluar dengan cetakan datar dalam proses yang terputus-putus dan gulungan halus dalam proses yang berlangsung secara terus menerus.
Gambar 2.10 Persentasi secara skematik dari RCS
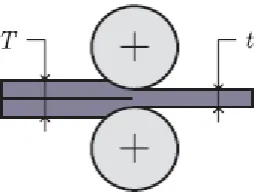
2.3 Accumulative Roll-Bonding (ARB)
Gambar 2.11 Prinsip Proses ARB
Rolling adalah proses deformasi plastis yang sangat baik untuk
memproduksi lembaran, pelat dan batangan logam. Teknik ARB menggunakan mesin pengerolan logam konvensional. Lempengan logam dirol sehingga ketebalannya berkurang setengahnya dari tebal awal logam sebelum dirol. Kemudian lempengan logam yg telah dirol dipotong menjadi 2 bagian, dan di tumpuk menjadi 1 lapisan. Untuk memperoleh rekatan yang baik selama proses pengerolan, permukaan 2 logam yang akan saling kontak harus dibersihkan terlebih dahulu. Biasanya proses pembersihan kotoran yang menempel dilakukan dengan meng-gerinda permukaan. Setelah bersih, lempengan logam tersebut kemudian ditumpuk menjadi 1 lapisan, dan di rol kembali sehingga ketebalan
berkurang setengahnya. Proses ini (rolling->cutting->surface treatment->stacking) terus berulang-ulang dilakukan sehingga regangan yang sangat besar
bisa diperoleh dan terkumpul pada logam yang diproses.
(2.1) To = Ketebalan lapisan awal rt = Total reduksi
εt = regangan ekuivalen n = jumlah layer
2.4 Uji Tarik
Adalah salah satu uji stress-strain mekanik yang bertujuan untuk mengetahui kekuatan bahan terhadap gaya tarik. Dalam pengujiannya, bahan uji ditarik sampai putus.
Banyak hal yang dapat kita pelajari dari hasil uji tarik. Biasanya yang menjadi fokus perhatian adalah kemampuan maksimum bahan tersebut dalam menahan beban tarik. Kemampuan ini umumnya disebut “Ultimate Tensile Strength” dalam bahasa Indonesia disebut kekuatan tarik maksimum.
Perubahan panjang dalam kurva disebut sebagai regangan teknik(εeng.), yang didefinisikan sebagai perubahan panjang yang terjadi akibat perubahan statik (∆L) terhadap panjang batang mula-mula (L0).Tegangan yang dihasilkan
Ao = Luas penampang spesimen mula-mula (mm2)
Regangan akibat beban tarik statik dapat ditentukan berdasarkan persamaan (2.5).
L L
∆ =
ε (2.5)
Dimana: ∆L=L-L0
Keterangan:
ε = Regangan akibat beban tarik statik
L = Perubahan panjang spesimen akibat beban tarik (mm)
Lo = Panjang spesimen mula-mula (mm)
Pada prakteknya nilai hasil pengukuran tegangan pada suatu pengujian tarik dan tekan pada umumnya merupakan nilai teknik. Regangan akibat beban tarik yang terjadi, panjang akan menjadi berkurang dan diameter pada spesimen akan menjadi besar, maka ini akan terjadi deformasi plastis. Hubungan antara stress dan strain dirumuskan pada persamaan (2.6)
E = σ / ε (2.6)
E adalah gradien kurva dalam daerah linier, di mana perbandingan tegangan (σ) dan regangan (ε) selalu tetap. E diberi nama “Modulus Elastisitas” atau “Young Modulus”. Kurva yang menyatakan hubungan antara strain dan stress seperti ini
Gambar 2.12 Kurva Tegangan-Regangan
2.5 Uji Kekerasan (Hardness Test)
Pengujian kekerasan Brinnel merupakan pengujian standar skala industri, tetapi karena penekannya terbuat dari bola baja yang berukuran besar dan beban besar maka bahan yang sangat lunak atau sangat keras tidak dapat diukur kekerasannya. Di dalam aplikasi manufaktur, material diuji untuk dua pertimbangan, sebagai riset karakteristik suatu material baru dan juga sebagai suatu analisa mutu untuk memastikan bahwa contoh material tersebut menghasilkan spesifikasi kualitas tertentu.
Pengujian yang paling banyak dipakai adalah dengan menekan alat penekan tertentu kepada benda uji dengan beban tertentu dan dengan mengukur ukuran bekas penekanan yang terbentuk di atasnya, cara ini dinamakan cara kekerasan dengan penekanan (brinnel).
Didunia teknik, umumnya pengujian kekerasan menggunakan empat macam metode pengujian kekerasan, yakni:
1. Brinell (HB/BHN)
Pengujian kekerasan dengan metode Brinell bertujuan untuk
menentukan kekerasan suatu material dalam bentuk daya tahan material terhadap bola baja (identor) yang ditekankan pada permukaan material uji tersebut (speciment). Idealnya, pengujian Brinell diperuntukan bagi material yang memiliki kekerasan Brinell sampai 400 HB, jika lebih dari nilai tersebut maka disarankan menggunakan metode pengujian Rockwell ataupun Vickers. Angka Kekerasan Brinell (HB) didefinisikan sebagai hasil bagi (Koefisien) dari beban uji (F) dalam Newton yang dikalikan dengan angka faktor 0,102 dan luas permukaan bekas luka tekan (injakan) bola baja (A) dalam milimeter persegi.
2. Rockwell (HR/RHN)
Skala yang umum dipakai dalam pengujian Rockwell adalah: 1. HRa (Untuk material yang lunak).
2. HRb (Untuk material dengan kekerasan sedang). 3. HRc (Untuk material yang sangat keras).
3. Vickers (HV/VHN)
Pengujian kekerasan dengan metode Vickers bertujuan menentukan
kekerasan suatu material dalam bentuk daya tahan material terhadap intan berbentuk piramida dengan sudut puncak 136 Derajat yang ditekankan pada permukaan material uji tersebut. Angka kekerasan Vickers (HV) didefinisikan sebagai hasil bagi (koefisien) dari beban uji
(F) dalam Newton yang dikalikan dengan angka faktor 0,102 dan luas permukaan bekas luka tekan (injakan) bola baja (A) dalam milimeter persegi.
4. Micro Hardness
2.6 Metallography Test
Analisa mikro adalah suatu analisa mengenai struktur logam melalui pembesaran dengan menggunakan mikroskop khusus metalografi. Dengan analisa mikro struktur, kita dapat mengamati bentuk dan ukuran kristal logam, kerusakan logam akibat proses deformasi, proses perlakuan panas, dan perbedaan komposisi.
Sifat-sifat logam terutama sifat mekanis dan sifat fisis sangat dipengaruhi oleh mikro struktur logam dan paduannya, disamping komposisi kimianya. Struktur mikro dari logam dapat diubah dengan jalan perlakuan panas ataupun dengan proses perubahan bentuk (deformasi) dari logam yang akan diuji.
2.6.1 Mounting Spesimen
Spesimen yang berukuran kecil atau memiliki bentuk yang tidak beraturan akan sulit untuk ditangani khususnya ketika dilakukan pengamplasan dan pemolesan akhir. Sebagai contoh adalah spesimen yang berupa kawat, spesimen lembaran metal tipis, potongan yang tipis, dan lain-lain. Untuk memudahkan penanganannya, maka spesimen-spesimen tersebut harus ditempatkan pada suatu media (media mounting). Secara umum syarat-syarat yang harus dimiliki bahan mounting adalah:
1. Bersifat inert (tidak bereaksi dengan material maupun zat etsa) 2. Sifat eksoterimis rendah
3. Viskositas rendah 4. Penyusutan linier rendah 5. Sifat adhesi baik
6. Flowability baik, dapat menembus pori, celah dan bentuk ketidakteraturan yang terdapat pada spesimen
7. Khusus untuk etsa elektrolitik dan pengujian SEM, bahan mounting harus kondusif.
dicampur dengan hardener, atau bakelit. Penggunaan castable resin lebih mudah dan alat yang digunakan lebih sederhana dibandingkan bakelit, karena tidak diperlukan aplikasi panas dan tekanan. Bahan castable resin ini tidak memiliki sifat mekanis yang baik (lunak) sehingga kurang cocok untuk material-material yang keras. Teknik mounting yang paling baik adalah menggunakan thermosetting resin dengan menggunakan material bakelit. Material ini berupa
bubuk yang tersedia dengan warna yang beragam. Thermosetting mounting membutuhkan alat khusus, karena dibutuhkan aplikasi tekanan (4200 lb.in-2) dan panas (1490˚C) pada mold saat mounting.
2.6.2 Polishing (Pemolesan) Spesimen
Setelah diamplas sampai halus, sampel harus dilakukan pemolesan. Pemolesan bertujuan untuk memperoleh permukaan sampel yang halus, bebas goresan dan mengkilap seperti cermin dengan permukaan teratur. Permukaan sampel yang akan diamati di bawah mikroskop harus benar-benar rata. Apabila permukaan sampel kasar atau bergelombang, maka pengamatan struktur mikro akan sulit untuk dilakukan karena cahaya yang datang dari mikroskop dipantulkan secara acak oleh permukaan sampel. Tahap pemolesan dimulai dengan pemolesan kasar terlebih dahulu kemudian dilanjutkan dengan pemolesan halus.
2.6.3 Etching (Etsa) Spesimen
Etsa merupakan proses penyerangan atau pengikisan batas butir secara selektif dan terkendali dengan pencelupan ke dalam larutan pengetsa baik menggunakan listrik maupun tidak ke permukaan sampel sehingga detil struktur yang akan diamati akan terlihat dengan jelas dan tajam. Untuk beberapa material, mikrostruktur baru muncul jika diberikan zat etsa. Sehingga perlu pengetahuan yang tepat untuk memilih zat etsa yang tepat. Pengamatan struktur makro dan mikro. Pengamatan metalografi dengan mikroskop optik dapat dibagi dua, yaitu:
2. Metalografi mikro yaitu pengamatan struktur dengan perbesaran di atas 100 kali.
2.6.4Analisa Struktur Butir
Tiap volume yang mempunyai orientasi tertentu disebut butir dan daerah tidak teratur antarbutir disebut batas butir. Lebar batas butir sekitar dua atau tiga deretan atom. Sebetulnya, butir dan batas butir berdimensi tiga. Gambar hanya menampilkan penampang tertentu. Gelembung polihedral yang terbentuk bila larutan sabun kita aduk merupakan model tiga dimensi dari kristal dengan batas butirnya.
Butir kristal tidak sepenuhnya berbentuk polihedral, tetapi dapat mempunyai bentuk yang berbeda, bergantung pada riwayat termal dan mekanik bahan utuh. Sifat mekanik turut ditentukan oleh ukuran butir. Makin halus butir, makin keras bahan, dan kekuatan luluh, keuletan dan ketangguhan bahan juga lebih tinggi
2.6.4.1 Perubahan Struktur Butir
Struktur kristal logam akan rusak pada titik cairnya. Batas butir akan lenyap dan kekuatan mekanik tidak akan berarti lagi. Struktur kristal akan terbentuk kembali jika logam didinginkan. Sewaktu membeku, energi dilepaskan dalam bentuk panas laten pembekuan, dan laju pembekuan bergantung pada jumlah panas yang dapat dilepaskan.
Bila logam direntangkan melampaui batas elsitk dan mengalami deformasi tetap sebagian energi deformasi tertumpuk dalam butir sebagai distorsi kisi dan rangkaian dislokasi. Struktur coran logam yang langsung membeku dari cairan tidak mengadung energi deformasi mekanik. Oleh karena itu, struktur akan stabil dan hampir-hampir tidak mempunyai kecederungan untuk berubah. Pemanasan hingga temperatur tinggi hanya akan mengubah bentuk butir secara terbatas, terkecuali pada besi dan baja. Pada logam ini, transformasi struktur padat terjadi jauh dibawah titik cair, dan mempunyai efek memperhalus butir struktur coran. Akan tetapi, umumnya bahan teknik tidak mengalami transformasi seperti itu dan struktur coran akan tetap ada sampai dipecahkan secara mekanik.
Sifat mekanik turut ditentukan oleh ukuran butir. Makin halus butir, makin keras bahan dan kekuatan luluh; keuletan dan ketangguhan bahan juga lebih tinggi. Hubungan antara besar butir dan kekuatan diberikan oleh persamaan Petch yang dirumuskan pada persamaan (2.6).
(2.6)
Dimana:
σy = Tegangan luluh
σi= Tegangan friksi (friction stress)
k= Koefisien penguat (strengthening coefficient)
d= ukuran (diameter) butir
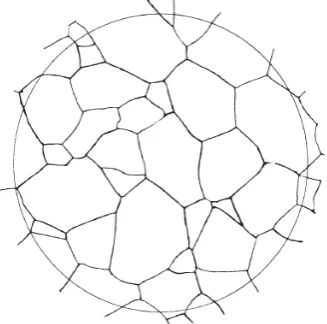
2.6.4.2Penghitungan Besar Butir
Secara skematis proses perhitungan menggunakan metode ini ditunjukkan oleh gambar 2.13.
Gambar 2.13 Perhitungan butiran mengunakan metode planimetri Sumber: ASTM E 112-96, 2000
Jumlah butir bagian dalam lingkaran (Ninside) ditambah setengah jumlah butir
yang bersingungan (Nintercepted) dengan lingkaran dikalikan oleh pengali Jeffries
(f)
(2.7)
Pengali Jeffries tergantung pada perbesaran yang digunakan dan dapat dilihat pada tabel 2.3 berikut.
Tabel 2.3 faktor pengali (f) Jeffries
BAB 3
METODOLOGI PENELITIAN
3.1 Waktu dan Tempat
Waktu penelitian ini direncanakan selama enam bulan yang dimulai dari Maret sampai dengan September 2011. Tempat dilaksanakannya penelitian adalah di Laboratorium Proses Produksi, Laboratorium Teknologi Mekanik, dan Laboratorium Metalurgi Departemen Teknik Mesin Fakultas Teknik Universitas Sumatera Utara. Khusus untuk pemotongan lembar Aluminium dilakukan di Bengkel Mesin Politeknik Medan.
3.2 Prosedur penelitian
Dalam penelitian ini dilakukan beberapa proses pembuatan spesimen sebelum masuk kepada pengujian inti. Dari bahan awal berupa lembaran aluminium, hal yang pertama dilakukan adalah pemotongan aluminium lembaran tersebut menjadi bentuk strip dengan lebar 4 cm. Barulah kemudian masuk kepada proses ARB yang dilakukan pada suhu 500 °C, agar terjadi ikatan pada spesimen. Suhu ini didapat dari proses uji coba sebelumnya yang penulis lakukan dengan metode trial and error. Setelah spesimen ARB selesai, barulah kemudian masuk kepada proses pembuatan spesimen uji untuk pengujian tarik, kekerasan, dan struktur mikro. Pengujian dilakukan setelah spesimen dibentuk. Data yang didapat kemudian dianalisa untuk mendapatkan kesimpulan akhir.
3.3 Proses Accumulative Roll-Bonding
Gambar 3.1 Proses ARB
3.3.1. Persiapan Bahan
Dalam Penelitian ini bahan yang digunakan adalah aluminium komersil. Aluminium komersil yang dimaksud adalah aluminium yang terdapat di pasaran (as receive), yang dibeli pada bulan Mei 2011, di Toko Waja, Jalan
Pandu, Medan. Aluminium dengan jenis lembaran dan dimensi 1 x 2 m dan tebal 5 mm seperti yang terlihat pada gambar 3.2.
3.3.2 Persiapan Alat
Alat yang digunakan dalam pembuatan spesimen ARB adalah sebagai berikut:
1. Mesin Pemotong Logam
Alat ini digunakan untuk memotong lembar aluminium menjadi bentuk strip untuk menyesuaikan dengan kondisi furnace yang kecil, seperti ditunjukkan oleh gambar 3.3.
Spesifikasi:
Merk : HYDRACUT Tipe : GUITOLINI Max Cut : 5 meter – 5 mm
Gambar 3.3 Mesin Pemotong Logam
2. Roller
Alat ini digunakan untuk pengerolan dalam proses ARB. Tidak menggunakan mesin, hanya menggunakan tenaga manusia dengan tuas di kiri dan kanannya, seperti ditunjukkan oleh gambar 3.4.
Spesifikasi:
Merk : FASTI Germany Type : 1270X-2
Gambar 3.4 Roller
3. Furnace
Alat ini digunakan untuk melakukan pemanasan (Heat Treatment) pada spesimen sebelum di-rolling, seperti ditunjukkan oleh gambar 3.5. Spesifikasi:
Merk : NABER
Made in : Bremen Germany Type : 2804
Suhu max : 1100 ºC
4. Termometer
Alat ini digunakan sebagai pengukur suhu sebagai pengganti pengukur suhu yang rusak pada heat treatment, seperti ditunjukkan oleh gambar 3.6.
Spesifikasi:
Merk : KRISBOW
Type : KW06-278
Rentang Suhu : -5 s/d 1300 ºC
Skala : Celcius, Fahreinheit, Kelvin
Gambar 3.6 Termometer
5. Precition Drilling Machine
Alat ini digunakan untuk membuat lubang pada spesimen sebagai tempat masuknya paku keeling, seperti ditunjukkan oleh gambar 3.7.
Spesifikasi:
Type : LC-16 Capacity : 5/8
HP : 1/3
Gambar 3.7 Precition Drilling Machine
6. Paku Keling Aluminium
Alat ini digunakan untuk proses stacking, mengikat dua spesimen sebelum di-roll agar dapat terjadi bonding. Ukuran paku keling yang dipakai adalah 4 x 12.5 mm, seperti ditunjukkan oleh gambar 3.8.
3.3.3 Pembuatan spesimen Accumulative Roll-Bonding
Spesimen yang akan dibuat adalah ARB sebanyak 2 layer , 4 layer dan 8 layer. Untuk berikutnya spesimen ini akan diproses lagi untuk menjadi spesimen uji tarik, uji kekerasan, dan metalografi.
Adapun proses pembuatan spesimen Accumulative Roll-Bonding adalah sebagai berikut:
1. Semua alat dan bahan disiapkan.
2. Pelat aluminium dipotong menjadi strip dengan lebar 4 cm menggunakan mesin pemotong logam.
3. Spesimen dipotong lagi sesuai dengan panjang yang diinginkan untuk tiap layernya menggunakan gergaji tangan.
4. Spesimen diragum dan permukaannya yang akan ditempelkan digerinda menggunakan gerinda tangan.
5. Spesimen kemudian ditumpuk dengan permukaan yang telah digerinda berhadap-hadapan.
6. Pemberian lobang dilakukan dengan mesin bor pada ujung-ujung spesimen.
7. Paku keling (rivet) aluminium dipasangkan pada lubang yang telah dibuat.
8. Perlakuan panas pada spesimen, spesimen dipanaskan di dalam furnace dengan suhu 500 ºC selama 10 menit.
9. Pengerolan spesimen dilakukan untuk mereduksi 50% dari tebal spesimen.
10. spesimen dicelupkan pada air sesaat, dan didinginkan pada suhu ruangan.
11. Diulangi dari langkah ke-3 sampai dengan langkah ke-10, untuk penbuatan 4 layer dan 8 layer.
3.4 Pengujian
3.4.1 Uji Tarik
Pengujian tarik dilakukan di Laboratorium Teknologi Mekanik Departemen Teknik Mesin USU dengan menggunakan Torsee Universal Testing Machine, seperti yang diperlihatkan pada gambar 3.9.
Spesifikasi:
Type : AMU-10 Beban max : 10 Ton Force Tahun : 1989
Gambar 3.9 Torsee Universal Testing Machine
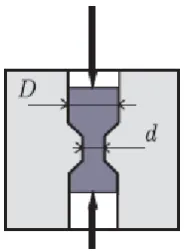
3.4.1.1 Pembuatan Spesimen Uji Tarik
Keterangan gambar:
1. G—Gage length : 50.0 ± 0.1 mm
2. W—Width : 12.5 ± 0.2 mm
3. T—Thickness : Thickness of material (5
mm)
4. R—Radius of fillet : 12.5 mm
5. L—Over-all length : 200 mm
6. A—Length of reduced section : 57 mm 7. B—Length of grip section : 50 mm 8. C—Width of grip sction, approximate : 20 mm
Gambar 3.10 ASTM E 8M untuk sheet-type
3.4.1.1.1 Persiapan Alat dan Bahan
Bahan yang dipergunakan adalah spesimen hasil dari ARB yang ditunjukkan pada gambar 3.11.
Alat yang dipergunakan untuk membentuk spesimen adalah mesin sekrap datar yang terdapat di Laboratorium Proses Produksi Departemen Teknik Mesin USU, seperti yang diperlihatkan pada gambar 3.12.
Spesifikasi:
Merk : CMZ Type : L-150 Made in : Japan
Gambar 3.12 Mesin Sekrap Datar
3.4.1.1.2 Proses Pembuatan Spesimen Uji Tarik
Untuk pembuatan spesimen uji tarik dilakukan beberapa langkah sebagai berikut:
1. Semua alat dan bahan disiapkan.
2. Semua bahan disamakan terlebih dahulu ukuran panjangnya.
3. Semua bahan tumpuk bersama kemudian diberi lem pada pinggirannya.
4. Pola spesimen dibuat pada spesimen terluar dengan menggunakan spidol.
3.4.1.2 Pengujian Tarik
Prosedur untuk pengujian tarik dilakukan sebagai berikut: 1. Mesin dihidupkan.
2. Kertas Grafik dipasang pada tempatnya. 3. Spesimen dipasang pada pencekam. 4. Atur jarum penunjuk pada keadaan awal. 5. Hidrolik dihidupkan.
4. Katup hidrolik dibuka perlahan, tunggu sampai spesimen patah . 5. Matikan hidrolik, dan buka katup.
6. Lepaskan spesimen dan grafik.
3.4.2 Uji Kekerasan
Pengujian kekerasan dilakukan di Laboratorium Metalurgi Fisik Departemen Teknik Mesin USU dengan menggunakan Brinell Hardness Tester, seperti yang diperlihatkan pada gambar 3.13.
Spesifikasi:
Type : BH-3CF
Kapasitas max : 3000 Kgf Bola indentasi : 3, 5, dan 10 mm
Prosedur pengujian uji kekerasan adalah sebagai berikut: 1. Siapkan spesimen dan alat uji.
2. Ganti bola indentasi dengan ukuran 5 mm. 3. Letakkan spesimen di meja uji.
4. Tutup katup hirolik.
5. Tekan tuas hingga 500 kg, tahan 15 detik. 6. Buka katup hidrolik dan lepaskan spesimen.
7. Amati jejak yang terjadi dan konversikan ke-Brinell Hardness Number kemudian dicatat.
3.4.3 Observasi Metalografi
Pengujian ini dilakukan di Laboratorium Metalurgi Fisik Departemen Teknik Mesin USU, dengan menggunakan mikroskop optik seperti yang diperlihatkan pada gambar 3.14.
Spesifikasi:
Merk : Rax Vision 3
Pembesaran Optik : 50X, 100X, 200X, 500X, dan 800X
3.4.3.1 Mounting Spesimen Observasi Metalografi
Mounting berguna agar pada proses polish spesimen dapat dipegang
dengan baik. Untuk spesimen observasi metalografi bahan akan di-mounting menggunakan resin, dengan cetakan bulat, hasil mounting adalah seperti yang diperlihatkan gambar 3.15.
Gambar 3.15 Spesimen yang sudah di-Mounting
3.4.3.1.1 Persiapan Bahan Mounting
Bahan yang dipergunakan adalah spesimen hasil dari ARB yang ditunjukkan pada gambar 3.11, bahan kemudian dipotong kecil dengan ukuran 1,5 x 1.5 cm. sedangkan untuk resin dan hardener yang dipergunakan adalah merk Eposchon.
3.4.3.1.2 Prosedur Mounting
Adapun prosedur mounting adalah sebagai berikut: 1. Siapkan spesimen dan alat.
2. Spesimen dipotong kecil dengan ukuran 1,5 x 1,5 cm.
3. Buat campuran resin dan hardener dengan perbandingan 2 : 1.
4. Letakkan spesimen didasar cetakan dan masukkan campuran kedalam cetakan.
5. Tunggu sampai mengeras kemudian keluarkan spesimen dari cetakan.
3.4.3.2 Polishing Spesimen Observasi Metalografi
Polishing berguna untuk menghaluskan permukaan spesimen sebelum
di-Etching. Polishing dilakukan di Laboratorium Metalurgi Fisik Departemen
3.4.3.3 Etching Spesimen Observasi Metalografi
Pengetsaan (Etching) adalah membilas permukaan spesimen dengan larutan kimia dengan tujuan untuk menampilkan struktur yang lebih detail untuk pengamatan makro atau mikro. Etsa akan mempertegas ketajaman, kontras dan ukuran dari fasa pori dan batas butiran.
Pada penelitian ini etsa digunakan adalah Keller`s Reagent, yang mempunyai komposisi kimia sebagai berikut:
1. 95 ml Destilled H2O 2. 2,5 ml HNO3
3. 1.5 ml HCL 4. 1 ml HF
Prosedur untuk Etching adalah sebagai berikut: 1. Siapkan spesimen yang telah di-polish. 2. Buat campuran etsa Kellers Reagent .
3. Teteskan esta pada spesimen, tunggu 3 – 5 menit.
4. Kibaskan spesimen untuk membuang etsa yang tersisa, dan tunggu sampai sisa etsa mengering.
3.4.3.4 Proses Observasi Metalografi
Setelah melalui proses mounting, polishing dan etching maka spesimen siap untuk diobservasi untuk melihat mikrostruktur-nya.
Adapun prosedur dari observasi metelografi adalah sebagai berikut:
1. Siapkan spesimen yang telah di mounting, polishing dan etching. 2. Hidupkan Mikroskop Optik, sambungkan dengan komputer yang telah
ter- install sofware di dalamnya. 3. Letakkan spesimen di meja pengujian. 4. Pilih ukuran lensa yang akan digunakan. 5. Amati gambar pada layar.
3.5 Diagram Alir Penelitian
Diagram alir penelitian ditunjukkan oleh gambar 3.16
Gambar 3.16 Diagram alir penelitian Membuat spesimen ARB
Berhasil
Analisa Data
Laporan
Selesai Studi Literatur
Mulai
Proses ARB
Persiapan Pengujian Tidak
Ya
BAB 4
HASIL DAN PEMBAHASAN
Pada bab ini akan ditampilkan hasil dari proses ARB dan pengujian, hasil pengujian dianalisa untuk mendapatkan sifat mekanik dari spesimen. Hasil pembuatan spesimen uji dapat dilihat pada gambar 4.1.
(a) (b)
(c)
Gambar 4.1 (a) spesimen uji tarik (b) spesimen foto mikro (c) spesimen uji kekerasan
4.1 Hasil Pengujian
4.1.1 Hasil Pengujian Tarik
Gambar 4.2 Grafik uji tarik spesimen ARB awal
Gambar 4.3 Grafik uji tarik spesimen ARB 2 layer
Gambar 4.4 Grafik uji tarik spesimen ARB 4 layer
Gambar 4.5 Grafik uji tarik spesimen ARB 8 layer
4.1.2 Hasil Pengujian Kekerasan
Pengujian kekerasan memperlihatkan peningkatan kekerasan pada setiap peningkatan layer dari ARB yang dilakukan. Hasil pengujian kekerasan seperti yang ditunjukankan pada tabel 4.1.
Tabel 4.1 Pengujian Kekerasan Badasarkan Skala Brinell (BHN)
No 0 Layer
(BHN)
2 Layer (BHN)
4 Layer (BHN)
8 Layer (BHN)
1 33.6 36.2 40.2 40.2
2 34.4 36.2 38.1 40.2
3 35.3 35.3 38.1 40.2
4 34.4 37.1 38.1 39.1
5 35.3 37.1 40.2 40.2
Rata-rata 34.6 36.38 38.94 39.98
Deviasi ± 0.718 ± 0.753 ± 0.025 ± 0.492
4.1 Hasil Pengujian Metalografi
Pengujian metalografi dilakukan untuk melihat mikrostruktur yang ada pada spesimen. Pengujian ini menggunakan Reflected Metallurgical Microscope dengan tipe Rax Vision.
Gambar struktur mikro dari spesimen tiap laluan diperlihatkan pada Gambar 4.5. Semua Gambar menunjukkan pola butiran yang cukup jelas. Pada Gambar terlihat bahwa butir berubah pada setiap laluan.
Karakteristik struktur mikro bahan aluminium awal diperlihatkan oleh gambar 4.5 (a) terlihat ukuran butiran yang lebih besar daripada struktur mikro aluminium yang telah diproses ARB yang ditunjukkan oleh gambar 4.5 (b), (c), dan (d). Tampak pengurangan diameter butiran yang nantinya akan dihitung menggunakan metode planiametri.
(c) (d)
Gambar 4.6 Foto mikro pembesaran 500x (a) spesimen awal (b) ARB 2 layer (c) ARB 4 layer (d) ARB 8 layer
Pembesaran yang dipilih pada pengambilan foto mikro ini adalah 500x, dan disamakan untuk semua spesimen guna mempermudah penghitungan besar butiran.
4.2 Pembahasan
4.2.1 Accumulative Roll-Bonding
Dengan menggunakan persamaan (2.1), (2.2) dan (2.2) dengan ketebalan awal spesimen adalah 5 mm, dan reduksi adalah 50% per siklus, ketebalan lapisan
(T), total reduksi (rt), dan total regangan ekuifalen (εt) setelah siklus ke-n dapat dihitung seperti pada tabel 4.2.
Tabel 4.2 Perubahan geometri yang terjadi selama proses ARB
Jumlah Siklus 1 2 3
Jumlah Layer 2 4 8
Jumlah Ikatan yang Terjadi 1 3 7
Ketebalan Lapisan (mm) 5 2.5 1.25
Total Reduksi (%) 50 75 87.5
4.2.2 Sifat Mekanik Pengujian Tarik
Dengan menggunakan persamaan (2.4) dan (2.5) dengan luas area penampang sebesar 62.5 mm2, maka kurva tegangan regangan diperlihatkan oleh gambar 4.6, 4.7, 4.8, dan 4.9. Sedangkan tegangan tarik maksimal, regangan maksimum, tegangan tarik patah ditampilkan pada tabel 4.3.
Gambar 4.7 Kurva tegangan regangan spesimen ARB awal
Gambar 4.8 Kurva tegangan regangan spesimen ARB 2 layer
Gambar 4.9 Kurva tegangan regangan spesimen ARB 4 layer
Gambar 4.10 Kurva tegangan regangan spesimen ARB 8 layer
Tabel 4.3 Sifat mekanik dari pengujian tarik
1 111.414 39.534 75.474 7.5
2 112.191 41.137 74.794 8.501
3 109.838 39.796 72.666 5.501
Rata-rata 0 Layer 111.147 ± 1.199 40.156 74.311 7.167
4 113.758 39.568 66.771 9.999
5 114.550 41.238 75.603 11.5
6 112.200 44.880 56.100 9.5
Rata-rata 2 layer 113.503 ± 1.196 41.895 66.158 10.333
7 121.597 50.316 71.281 16.96
8 119.244 54.392 66.944 17.4
9 114.538 58.310 74.970 14.84
Rata-rata 4 layer 118.459 ± 3.594 54.339 71.065 16.4
10 127.108 79.812 70.944 16.98
11 123.168 66.716 76.980 18.5
12 120.038 58.928 69.840 15
Rata-rata 8 layer 123.438 ± 3.543 68.485 72.588 16.827
Untuk peningkatan kekuatan tarik dari peningkatan jumlah layer dapat dilihat dari grafik jumlah layer vs tegangan tarik maksimal pada gambar 4.10.
Gambar 4.11 Grafik jumlah layer vs tegangan tarik maksimal
100
0 layer 2 layer 4 layer 8 layer
σ (
M
pa
4.2.3 Hubungan Kekerasan Dengan Ukuran Butiran Spesimen
Grafik perubahan kekerasan berdasarkan laluan dapat dilihat pada gambar 4.11.
Gambar 4.12 Gafik Kekerasan Spesimen
Untuk ukuran butiran spesimen dihitung berdasarkan metode planimetri, hasilnya ditampilkan pada tabel 4.4
Tabel 4.4 Ukuran Butiran Spesimen
Jumlah layer Ukuran butiran (μm)
Bahan awal (0 layer) 35,937
0 layer 2 layer 4 layer 8 layer
Gambar 4.13 Kekerasan vs Besar Butiran
Pada gambar 4.12 kita dapat melihat hubungan antara kekerasan dan besar butiran yang ditunjukkan oleh persamaan regresi linier. Perubahan besar butir akibat proses cetak tekan mempengaruhi nilai kekerasan aluminium komersil, semakin halus butir maka akan semakin keras aluminium. Hal ini sesusai dengan teori Hall-Petch, sifat mekanik turut ditentukan oleh ukuran butir. Makin halus butir, makin keras bahan dan kekuatan luluh, keuletan dan ketangguhan bahan juga lebih tinggi.
y = -2,133x + 109,4
0 5 10 15 20 25 30 35 40
34 35 36 37 38 39 40 41
K
e
k
e
ra
sa
n
B
H
N
BAB 5
KESIMPULAN DAN SARAN
5.1 Kesimpulan
1. Kekuatan tarik pada aluminium komersil dapat ditingkatkan dengan menggunakan Accumulative Roll-Bonding (ARB). Kekuatan tarik sebelum diproses ARB adalah 111,147 MPa, setelah diproses ARB pada 8 layer meningkat menjadi 123,438 Mpa. Peningkatan kekuatan tarik yang terjadi sebesar 11,058 %.
2. Kekerasan pada aluminium komersil dapat ditingkatkan dengan menggunakan Accumulative Roll-Bonding (ARB). Kekerasan sebelum diproses ARB adalah 34.6 skala brinnel, setelah diproses ARB pada 8 layer meningkat menjadi 39.98 skala brinnel. Peningkatan kekerasan yang terjadi sebesar 15.549 %.
3. Diameter butiran akan semakin kecil seiring dengan banyaknya siklus ARB yang dilakukan pada aluminium tersebut, dengan kata lain telah terjadi perubahan struktur mikro yang disebabkan oleh deformasi plastis menyeluruh yang terjadi pada spesimen. Diameter butiran sebelum diproses ARB adalah 35,937 μm, setelah diproses ARB pada 8 layer mengecil menjadi 24,312 μm. Penurunan diameter ukuran yang terjadi sebesar 32,348 %.
5.2 Saran
1. Untuk pengembangan selanjutnya, peneliti menyarankan agar dilakukan gabungan dari beberapa metode deformasi plastis menyeluruh untuk melihat apakah dapat meningkatkan kekuatan mekanis bahan lebih lanjut. 2. Untuk penelitian selanjutnya sebaiknya ditambahkan pengujian fatigue
DAFTAR PUSTAKA
Alexander, W. O., G. J. Davies, S. Heslop, K. A. Reynolds, V. N. Whittaker, 1990. Dasar Metalurgi Untuk Rekayasawan. Jakarta: Gramedia Pustaka Utama
ASM Handbook vol. 9, 2004. Metallography and Microstructures. USA: ASM International
ASTM E 112-96 rev,2000. Standard Test Method for Determining Average Grain Size. ASTM International
Dalil, M., Prayitno, Adi., Inonu, Ismet., 1999. “Pengaruh Perbedaan Waktu Penahanan Suhu Stabil (holding time) Terhadap Kekerasan Logam”.
Jurnal Natur Indonesia I1 (1): 12 - 17
Elseaidy, Ibrahim M., M. M. Ibrahim., M. M. Ghoneim., M. E Abd EL-Azim, 2007, “Aluminium Alloys Strengthening by Accumulative Roll- Bonding (ARB) Process”, (F01/2): 2-3
Geels, Kay., Daniel B. Fowler., Wolf-Ulrich Kopp., and Michael Rückert, 2006, “Metallographic and Materialographic Specimen Preparation, Light Microscopy, Image Analysis and Hardness Testing”, ASTM International.
Hatch, John E., 1984. Aluminium Properties and Physical Metallurgy. Ohio: American Society for Metals
Inoue, Tadanobu. 2009, “Strain Variations on Rolling Condition in Accumulative Roll-Bonding by Finite Element Analysis”, Japan: National Institute for
Materials Science
Lee, S. H., T. Sakai., Y. Saito., H. Utsunomiya., dan N. Tsuji. 1999, “Strengthening of Sheet-Rolled Aluminium Based MMC bt The ARB Process”, (12): 1422-1428
Srinivasan, R., Chaudhury, P. K., Cherukuri, B., Han, Q., Swenson, D., Gros, P., 2006, “Continuous Severe Plastic Deformation Processing of Aluminum Alloys”, Wright State University
Sudjana, Hardi. 2008, “Teknik Pengecoran Logam”, Departemen Pendidikan Nasional
Surdia, Tata, Saito, S .2006. Pengetahuan Bahan Teknik. edisi kesembilan. Jakarta: PT. Pradnya Paramita.
Terence, G. Langdon, 2010. “The impact of bulk nanostructured materials In modern research”. Rev.Adv.mater.Sci.25: 10 – 15
Tsuji, Nobuhiro., Y. Saito., S. H. lee., . Utsunomiya. 2003, “ARB (Accumulative Roll-Bonding) and other new Techniques to Produce Bulk Ultrafine
Grained Materials” Advanced Engineering Materials, 5 (5): 338-344
Zrnik, J., Dobatkin, S.V., Mamuzic, I., 2008, Processing of Metals by Severe Plastic Deformation(SPD) – Structure and Mechanical Properties
Respond, Metalurgija 47 (2008) 3, 211-216
LAMPIRAN A
LAMPIRAN B
Penghitungan Diameter Butir dengan Metode Planimetri
Contoh perhitungan sesuai rumus 2.7:
NA = 825
Diameter butir dapat dicari pada tabel grain size relationships computer for uniform , randomly oriented, equiaxed grains yang terlampir. Maka didapat data tabel sebagai berikut.
Tabel Penghitungan Diameter Butir dengan Metode Planimetri
N Inside N Intercepted f NA Average diameter (µm)
10 13 50 825 35,249
8 12 50 750 36,797
10 12 50 800 35,765
Diameter rata-rata bahan awal 35,937
13 15 50 1025 31,390
15 16 50 1150 29,839
11 16 50 950 32,667
Diameter rata-rata 2 layer 31,299
21 14 50 1400 26,736
21 16 50 1450 26,359
21 19 50 1525 25,817
Diameter rata-rata 4 layer 26,304
27 19 50 1825 23,649
28 19 50 1875 23,288
22 16 50 1500 25,998