PERBAIKAN SIFAT MEKANIS TEMBAGA (Cu)
DENGAN PERLAKUAN THERMOMEKANIKAL
PADA BANTALAN LORI PENGANGKUT
KELAPA SAWIT
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi
Syarat Memperoleh Gelar Sarjana Teknik
]
MISSWAR ABD NIM. 060401045
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Allah SWT atas segala karunia dan rahmat-Nya yang senantiasa diberikan kepada penulis, sehingga penulis dapat menyelesaikan skripsi ini dengan sebaik-baiknya.
Skripsi ini adalah salah satu syarat untuk dapat lulus menjadi Serjana Teknik di Departemen Teknik Mesin Fakultas Teknik Unuversitas Sumatera Utara. Adapun judul skripsi yang dipilih, diambil dari mata kuliah Ilmu Logam Fisik, yaitu “PERBAIKAN SIFAT MEKANIS TEMBAGA (Cu) DENGAN PERLAKUAN THERMOMEKANIKAL PADA BANTALAN LORI PENGANGKUT KELAPA SAWIT”.
Dalam penulisan skripsi ini penulis telah berupaya dengan segala kemampuan pembahasan dan penyajian, baik dengan disiplin ilmu yang diperoleh dari perkuliahan, menggunakan literatur, serta bimbingan dan arahan dari Bapak Dr.Eng.,Ir. Indra,MT sebagai dosen pembimbing.
Pada kesempatan ini, penulis tidak lupa menyampaikan terima kasih yang sebesar-besarnya kepada:
2. Bapak Dr.Eng.,Ir. Indra,MT selaku dosen pembimbing yang telah banyak meluangkan waktunya dan dengan sabar membimbing penulis hingga skripsi ini dapat terselesaikan.
3. Bapak Dr.Ing.Ir. Ikhwansyah Isranuri Dan Ir.syahril Gultom,MT selaku Ketua dan Sekretaris Depertemen Teknik Mesin, Fakultas Teknik USU. 4. Bapak Ir.Syahrul Abda, M.Sc dan Bapak Ir.Alfian Hamsi, M.Sc, selaku
dosen pembanding I dan II.
5. Bapak/Ibuk staff pengajar dan pegawai Departemen Teknik Mesin, Fakultas Teknik USU.
6. Teman-teman Teknik Mesin USU stambuk 2006 khususnya Marzuki R, M Rifai, Julius P. Brata, T.Fahri, Boy harpit akroma, yang menjadi teman diskusi dan menemani penulis selama mengikuti studi dan menyusun skripsi ini.
Penulis mengharapkan kritik dan saran yang sifatnya membangun demi penyempurnaan skripsi ini dimasa mendatang.
Akhir kata penulis mengucapkan terima kasih dan berharap semoga skripsi ini berguna bagi kita semua. Amin Ya Rabbal Alamin.
Medan , Juli,2012
Penulis
ABSTRAK
Perbaikan sifat mekanis tembaga dengan pelakuan thermomekanikal pada bantalan lori pengangkut kelapa sawit. Tujuan dari penelitian ini adalah untuk memperbaiki sifat tembaga dengan metode Thermomechanical. Thermomechanical adalah salah satu proses yang dimana terdapat dua perlakuan pada suatu material. Perlakuan pertama adalah proses thermal, dimana perlakuan tersebut merupakan perlakuan dengan memanaskan dan/atau mendinginkan suatu material yang dapat membuat material tersebut menjadi lebih keras ataupun lunak. Waktu penahanan pada temperatur tertentu untuk perlakuan panas juga akan menentukan pengerasan presipitasinya dan sangat berpengaruh terhadap sifat mekanis paduan Tembaga, dengn lama waktu penahanan dalam furnace selama 1 jam. Perlakuan yang kedua adalah proses mekanik, dimana proses ini merupakan proses deformasi menyeluruh,salah satunya dengen pengerolan, kemudian dilakukan proses pengerolan dimana tingkat deformasi 20%,30%, 40%,50% dan 60%. Hasil pengujian tarik memperlihatkan hasil rata-rata tegangan maksimum pada tingkat deformasi 20% 308.1 MPa, pada tingkat deformasi 30% 373.5 MPa, pada tingkat deformasi 40% 355.2 MPa, pada tingkat deformasi 50% 408.5 MPa, dan pada tingkat deformasi 60% 454.3 MPa. Sedangkan pengujian kekerasan memperlihatkan hasil BHN pada tingkat deformasi 20% 70.1 BHN, pada tingkat deformasi 30% 74,2 BHN, pada tingkat deformasi 40% 74.3 BHN, pada tingkat deformasi 50% 73.2 BHN dan pada tingkat deformasi 60% 69.2 BHN. Selanjutnya analisa mikrostruktur pada tingkat deformasi 20% 77.16µ m pada pembesar 200X, pada tingkat deformasi 30% 74.9 µ m pada pembesar 200X, pada tingkat deformasi 40% 69 µ m pada pembesar 200X, pada tingkat deformasi 50% 69.8 µ m pada pembesar 200X, dan pada tingkat deformasi 60% 79.8 µ m pada pembesar 200X. Dari penelitian dapat disimpulkan bahwa kekerasan meningkat pada deformasi 40%, diameter butir meningkat pada deformasi 60%, dan untuk kekuatan tari meningkat pada deformasi 60%. Dimana semakin kecil diameter butir maka semakin meningkat sifat mekanisnya.
ABSTACT
The improvement of mechanical characteristic of copper with thermomechanical handling in carriages bearing of crude palm oil. The porposis of this study is to improve the mechanical characteristic of copper with thermomechanical handling. Thermomechanical is a process, contain two handling of a material. The first handling is colled thermal process, with heat up and or freeze a material which can lead this material become harden on softer. The time of temperatu restriction for heat up handling will affect the precipitate stiffeningand offect the mechanical characteristic of copper composit, with an hoor of time restriction in furnance. The second handling is mechanical process this process is a general deformation process including rolling, with deformation state 20%, 30%, 40%, 50% and 60%. The result of tensile test show that the average result of maximum tension on deformation state 20% is 308,1 MPa, on deformation state 30% is 373,5 MPa, on deformation state 40% is 355,2 MPa, on deformation state 50% is 408,5 MPa, on deformation state 60% is 454,3 MPa. In hardness test results show that BHN result on deformation state 20% is 70,1 BHN, on deformation state 30% is 74,2 BHN, on deformation state 40% is 74,3 BHN, on deformation state 50% is 73,2 BHN, on deformation state 60% is 69,2 BHN. The microstructure analysis on deformation state 20% 77,16 µ m in 200X magnifition, on deformation state 30% 74,9 µm in 200X magnifition, on deformation state 40% 69 µm in 200X magnifition, on deformation state 50% 69,8 µm in 200X magnifition, and on deformation state 60% 79,8 µm in 200X magnifition. From this study, we can conclude that the hardness is improve on deformation state 40%, the particle diameter inprod on deformation state 60%, and the tensile strength improve on deformation state 60%. Smallerparticle diameter will improv the mechanical characteristic.
DAFTAR ISI
Halaman
LEMBAR PENGESAHAN ... i
SPESIFIKASI TUGAS ... ii
KATA PENGANTAR ... iv
ABSTRAK ... vi
DAFTAR ISI………...viii
DAFTAR GAMBAR ... xi
DAFTAR TABEL………..xiii
DAFTAR NOTASI……….xiv
BAB 1 PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Perumusan Masalah... 2
1.3 Batasan Masalah. ... 3
1.4 Tujuan penelitian ... 3
1.4.1 Tujuan umum ... 3
1.4.2 Tujuan khusus... 4
1.6 Sistematika Penulisan ... 5
BAB 2 TINJAUAN PUSTAKA 2.1 Pendahuluan ... 7
2.3 Aplikasi Tembaga Untuk Bantalan Gelinding………...11
2.3.1 Gaya-Gaya Yang Terjadi Pada Bantalan………...13
2.4 Deformasi plastis menyeluruh (Severe Plastic Deformation)……...13
2.4.1 Proses Termomechanical Treatmetn………..13
2.5 Pengujian Mekanik………17
2.5.2 Pengujian Kekerasan……….17
2.6 Microstruktur (Metallography Test) ... 26
2.6.1 Mounting Spesimen ... 28
2.6.2 Grinding (Pengamplasan) Spesimen ... 30
2.6.3 Polishing (Pemolesan) Spesimen ... 30
2.6.4 Etching (Etsa) Spesimen ... 31
2.7 Perhitungan Diameter Butir ... 31
BAB 3 METODOLOGI PENELITIAN 3.1 Waktu dan Tempat ... 34
3.2 Prosedur Penelitian..………...34
3.3 Pembuatan Spesimen ... ..35
3.3.1 Alat Penelitian ... 36
3.3.1.1 Alat Pengujian ... 36
3.3.1.3 Alat Pengujian Tarik…… ... 38
3.3.1.4 Alat Pengujian Metalografi ... 40
3.4 Proses Pembuatan Spesimen ... 40
3.4.1 Spesimen Uji Tarik ... 41
3.5.2.2 Persiapan Pengujian ... 45
3.5.2.3 Pengujian Hardness ... 45
3.5.3 Uji Metalografi ... 46
3.5.3.1 Etching Spesimen Observasi Metalografi……….46
3.5.3.2 Persiapan Pengujian………...47
3.5.3.3 Pengujian Metalografi………47
3.6 Diagram Alir Penelitian ... 48
BAB 4 HASIL DAN PEMBAHASAN 4.1 Hasil Pengujian ... 49
4.1.1 Hasil Pengujian Kekerasan ... 49
5.2 Saran ... 77
DAFTAR PUSTAKA
DAFTAR GAMBAR
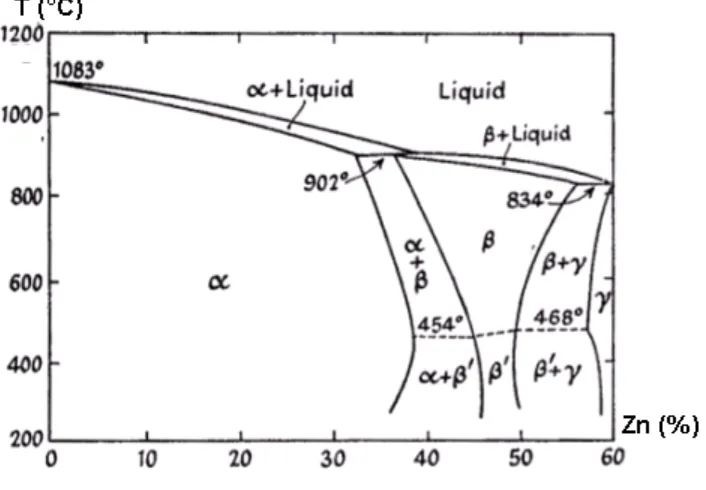
Gambar 2.1 Diagram fasa tembaga-seng 11
Gambar 2.2 Bantalan gelinding tembaga 12
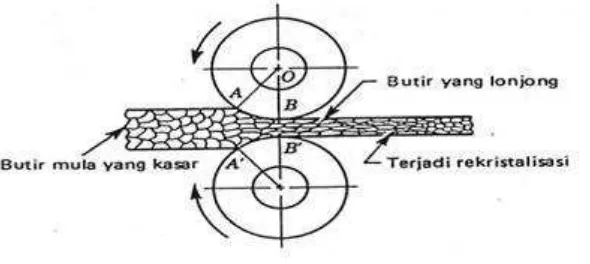
Gambar 2.3 Pengorolan mekanis 15
Gambar 2.4 Alat uji kekerasan brinell 18
Gambar 2.5 Bentuk identor brinell (Callister, 2001) 19
Gambar 2.6 Mesin uji tarik (Tensile Test) 22
Gambar 2.7 kurva pengujian tarik 23
Gambar 2.8 Profil data hasil uji tarik 23
Gambar 2.9 Mikroskop optic 28
Gambar 2.10 Perhitungan diameter butiran menggunakan metode planimetri 32
Gambar 3.1 Bahan tembaga 35
Gambar 3.2 Ukuran diameter benda kerja 35
Gambar 3.3 Furnace 36
Gambar 3.4 Roller 37
Gambar 3.5 Alat uji kkerasan 38
Gambar 3.6 Mesin uji Tarik (Tensile Test) 39
Gambar 3.7 Mesin skrap datar 39
Gambar 3.8 Mikroskop optic 40
Gambar 3.9 ASTM E 8-04 untuk sheet-type. 41
Gambar 3.11 Spesimen uji metalografi 43
Gambar 3.12 Diagram alir penelitian 48
Gambar 4.1 Grafik hubungan temperatur (ºC) dengan kekerana BHN 57
Gambar 4.2 Mikrostruktur tembaga pembesaran 200x pada temperature 750 oC 58
Gambar 4.3 Perhitungan diameter butir 59
Gambar 4.4 Hubungan temperatur dengan besar butir 66
Gambar 4.5 Kurva tegangan dengan regangan spesimen pada temperatur 400oC 70 Gambar 4.6 Kurva tegangan dengan regangan spesimen pada temperatur 450oC 70 Gambar 4.7 Kurva tegangan dengan regangan spesimen pada temperatur 800oC 71 Gambar 4.8 Kurva tegangan dengan regangan spesimen pada temperatur 850oC 71 Gambar 4.9 Kurva tegangan dengan regangan spesimen pada temperatur 850oC 72 Gambar 4.10 Hubungan antara kekerasan dengan deformasi 73
Gambar 4.11 Deformasi dengan kekerasan pada temperatur 400oC 74 Gambar 4.12 Deformasi dengan diameter butir pada temperatur 400oC 74
Gambar 4.13 Temperatur dengan kekerasan 75
DAFTAR TABEL
Tabel 2.1 Sifat fisis Tembaga 10
Tabel 2.2 Sifat mekanis tembaga 10
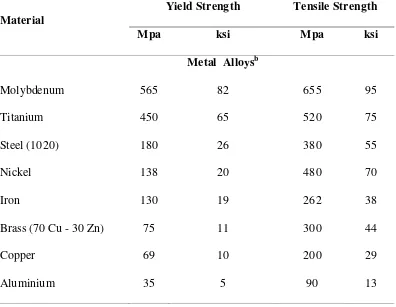
Tabel 2.3 Sifat mekanis (Pada Tension) bahan untuk jenis logam paduan 26
Tabel 2.4 Hubungan antara perbesaran yang digunakan dengan pengali Jeffries 33
Tabel 4.1 Tabel kekerasan spesimen awal 49
Tabel 4.2 Pengujian Kekerasan Setelah Proses Perlakuan Thermomekanikal 50
Tabel 4.3 Hasil pengukuran butiran spesimen awal 60
Tabel 4.4 Pengukuran butiran setelah proses termomekanikal 60
DAFTAR NOTASI
Lambang Keterangan Satuan
Ao Luas penampang mm2
d Diameter butir µm
D Diameter mm2
ε Regangan %
f Pengali Jeffries butiran/mm2
ABSTRAK
Perbaikan sifat mekanis tembaga dengan pelakuan thermomekanikal pada bantalan lori pengangkut kelapa sawit. Tujuan dari penelitian ini adalah untuk memperbaiki sifat tembaga dengan metode Thermomechanical. Thermomechanical adalah salah satu proses yang dimana terdapat dua perlakuan pada suatu material. Perlakuan pertama adalah proses thermal, dimana perlakuan tersebut merupakan perlakuan dengan memanaskan dan/atau mendinginkan suatu material yang dapat membuat material tersebut menjadi lebih keras ataupun lunak. Waktu penahanan pada temperatur tertentu untuk perlakuan panas juga akan menentukan pengerasan presipitasinya dan sangat berpengaruh terhadap sifat mekanis paduan Tembaga, dengn lama waktu penahanan dalam furnace selama 1 jam. Perlakuan yang kedua adalah proses mekanik, dimana proses ini merupakan proses deformasi menyeluruh,salah satunya dengen pengerolan, kemudian dilakukan proses pengerolan dimana tingkat deformasi 20%,30%, 40%,50% dan 60%. Hasil pengujian tarik memperlihatkan hasil rata-rata tegangan maksimum pada tingkat deformasi 20% 308.1 MPa, pada tingkat deformasi 30% 373.5 MPa, pada tingkat deformasi 40% 355.2 MPa, pada tingkat deformasi 50% 408.5 MPa, dan pada tingkat deformasi 60% 454.3 MPa. Sedangkan pengujian kekerasan memperlihatkan hasil BHN pada tingkat deformasi 20% 70.1 BHN, pada tingkat deformasi 30% 74,2 BHN, pada tingkat deformasi 40% 74.3 BHN, pada tingkat deformasi 50% 73.2 BHN dan pada tingkat deformasi 60% 69.2 BHN. Selanjutnya analisa mikrostruktur pada tingkat deformasi 20% 77.16µ m pada pembesar 200X, pada tingkat deformasi 30% 74.9 µ m pada pembesar 200X, pada tingkat deformasi 40% 69 µ m pada pembesar 200X, pada tingkat deformasi 50% 69.8 µ m pada pembesar 200X, dan pada tingkat deformasi 60% 79.8 µ m pada pembesar 200X. Dari penelitian dapat disimpulkan bahwa kekerasan meningkat pada deformasi 40%, diameter butir meningkat pada deformasi 60%, dan untuk kekuatan tari meningkat pada deformasi 60%. Dimana semakin kecil diameter butir maka semakin meningkat sifat mekanisnya.
ABSTACT
The improvement of mechanical characteristic of copper with thermomechanical handling in carriages bearing of crude palm oil. The porposis of this study is to improve the mechanical characteristic of copper with thermomechanical handling. Thermomechanical is a process, contain two handling of a material. The first handling is colled thermal process, with heat up and or freeze a material which can lead this material become harden on softer. The time of temperatu restriction for heat up handling will affect the precipitate stiffeningand offect the mechanical characteristic of copper composit, with an hoor of time restriction in furnance. The second handling is mechanical process this process is a general deformation process including rolling, with deformation state 20%, 30%, 40%, 50% and 60%. The result of tensile test show that the average result of maximum tension on deformation state 20% is 308,1 MPa, on deformation state 30% is 373,5 MPa, on deformation state 40% is 355,2 MPa, on deformation state 50% is 408,5 MPa, on deformation state 60% is 454,3 MPa. In hardness test results show that BHN result on deformation state 20% is 70,1 BHN, on deformation state 30% is 74,2 BHN, on deformation state 40% is 74,3 BHN, on deformation state 50% is 73,2 BHN, on deformation state 60% is 69,2 BHN. The microstructure analysis on deformation state 20% 77,16 µ m in 200X magnifition, on deformation state 30% 74,9 µm in 200X magnifition, on deformation state 40% 69 µm in 200X magnifition, on deformation state 50% 69,8 µm in 200X magnifition, and on deformation state 60% 79,8 µm in 200X magnifition. From this study, we can conclude that the hardness is improve on deformation state 40%, the particle diameter inprod on deformation state 60%, and the tensile strength improve on deformation state 60%. Smallerparticle diameter will improv the mechanical characteristic.
BAB I
PENDAHULUAN
1.1 Latar Belakang
Tembaga dan paduannya merupakan salah satu logam yang paling banyak di manfaatkan oleh manusia selain karena kelimpahannya yang sangat besar di alam dan juga sifat-sifat yang dimiliki oleh tembaga. Tembaga memiliki kondukvitas thermal dan elektrik yang baik, relatif lunak, mudah di tempa, memberikan kilau yang indah bila digosok dan mempunyai laju korosi yang lambat. Tembaga banyak digunakan untuk komponen elektrik, produk elektrik, peralatan rumah tangga, bodi automobil,bodi pesawat dan bearing. Sedangkan laju korosi tembaga yang rendah banyak di manfaatkan untuk melapisi logam lain yang mempunyai laju korosi tinggi misalnya baja. Pelapisan tembaga pada baja dapat mengontrol atmosfit korosi dari baja, meningkatkan konduktivitas elektrik dan termal baja (walsh,1994).
paduan. Formasi mikrostruktur adalah dasar perubahan utama dalam sifat-sifat bahan dan pencapaian karekteristik lanjut seperti kekuatan yang sangat tinggi dengan keuletan yang cukup, kekuatan kelelahan, umur, ketahanan aus, superelastis pada bahan kontruksi bearing tembaga.
Setelah proses penelitian bahwa penambahan Cu, Pb dan Sn dapat meningkatkan sifat mekanik bahan paduan, perlakuan panas dengan suhu 400oC dengan waktu tunggu 1 jam dapat meningkatkan kekerasan permukaan material. Dimana nilai kekerasan 60 BHN, nilai angka keausan 0.000013 gr/min. Setelah dilakukan penelitian bantalan gelinding yang menggunakan material tembaga dapat bertahan selama 4 bulan.
Oleh karena itu perlu di lakukan proses perlakuan termomekanikal untuk memperbaiki sifat mekanis tembaga komersial dengan suhu bervariasi 400o C-950oC dengan waktu tunggu 1 jam. Setelah dilakukan proses termomekanikal, kemudian dilakukan proses mekanik dengan cara pengujian kekerasan, pengujian tarik dan pengujian struktur mikro untuk mendapatkan besar butir setelah proses perlakuan termomekanikal.
1.2 Perumusan Masal
1.3 Batasan Masalah
Ruang lingkup penelitian ini menitik beratkan pada perubahan sifat mekanis terhadap besaran butir material dalam mikron. Adapun pembatasan masalah pada skripsi ini yaitu:
1. Material yang digunakan adalah Tembaga (Cu) yang dijual secara komersil.
2. Pengukuran besaran butir (mikrostruktur) material sesudah dilakukan Termomekanikal.
3. Pengujian tarik setelah dilakukan termomekanikal
4. Pengujian kekerasan setelah dilakukan proses termomekanikal dengan menggunakan metode Brinell
5. Penelitian ini diaplikasikan untuk perbaikan sifat mekanis (kekerasan dan kekuatan tarik) untuk bantalan lori pengangkut kelapa sawit ke stabilizer.
1.4 Tujuan Penelitian
Tujuan ini dibagi atas tujuan umum da tujuan khusus
1.4.1 Tujuan Umum
Perbaikan sifat mekanis (kekerasan dan kekuatan tarik) tembaga komersial yang terdapat di pasaran dengan proses perlakuan thermomekanikal.
1.4.2 Tujuan Khusus
a. Menganalisa morfologi mikrostruktur pada Tembaga (Cu) uji mikrostruktur.
b. Menyelidiki perubahan kekerasan setelah proses perlakuan thermomekanikal pada bahan tembaga (uji kekerasan).
c. Menentukan tegangan luluh (yield strengtn), tegangan maksimum, regangan, setelah perlakuan thermomekanikal pada bahan tembaga (uji tarik).
1.5 Manfaat Penelitian
Manfaat penilitian ini:
1. Bagi peneliti dapat menambah pengetahuan, wawasan dan pengalaman tentang metalurgi logam.
2. Bagi akademik, penelitian ini dapat digunakan sebagai referensi tambahan untuk penelitian tentang mikrosturktur logam.
3. Bagi industri dapat digunakan sebagai acuan atau pedoman dalam pembuatan bahan Tembaga (Cu). Hal ini dapat ditingkatkan dengan termomekanikal sehingga dapat mengurangi biaya produksi sekaligus meningkatkan kualitas produk khususnya sifat mekanisnya.
1.2 Sistematik Penulisan
praktis. Sistematik tesebut disusun dalam bentuk bab-bab yang saling berkaitan satu sama lain, yaitu:
Bab I Pendahuluan
Bab I berisikan latar belakang, perumusan masalah, batasan masalah,tujuan penelitian, mamfaat penelitian, sistematika penulisan.
Bab II Tinjauan Pustaka
Bab II berisikan pendahuluan, tembaga,aplikasi tembaga untuk bantalan gelinding lori kelapa sawit, deformasi menyeluruh, pengujian mekanik, mikrostruktur (Metallography test), perhitungan besar butir.
Bab III Metodologi Penelitian
Bab III berisikan waktu dan tempat, prosedur penelitian, pembuatan spesimen, alat pengujian tarik, alat pegujian metalografi, uji hardness dan proses yang dilaksanakan.
Bab IV Pengujian dan Analisis Penelitian
Bab IV berisikan penyajian hasil yang diberikan dari pengujian kekerasan, uji tarik dan metalografi.
Bab V Kesimpulan dan Saran
BAB II
TINJAUAN PUSTAKA
2.1 Pendahuluan
Tembaga merupakan salah satu logam non-ferrous yang paling penting dan banyak di pakai mulai dari industri sederhana sampai industri berteknologi tinggi. Hal ini digunakan baik murni atau paduan dengan logam lain. Secara fisika tembaga berwarna coklat kemerahan, lunak sehingga mudah di tempa, dapat dibentuk dan merupakan konduktor panas dan pengahantar listrik yang baik dengan. Tembaga adalah bahan penting dan sangat diperlukan dalam banyak aplikasi karena sifat fisik dan mekanis, termasuk konduktivitas listrik dan panas yang tinggi, ketahanan terhadap korosi yang tinggi, sehingga daktilitas kemudahan pengolahan, dan mampu las yang baik. Banyak penelitian dasar dan terapan telah dilakukan pada tembaga dan paduannya, baik secara mikroskopik maupun makroskopik. Kebanyakan tembaga yang di gunakan untuk bahan bantalan di industri-industri, seperti di industri kelapa sawit tembaga sering digunakan untuk bantalan lori kelapa sawit, umur bantalan berkisar 1 sampai 3 bulan. Disini saya melakukan perbaikan sifat mekanis bahan tembaga dengan perlakuan termomekanikal.
2.2 Tembaga
2.2.1 Pemrosesan Tembaga
Udara di hembuskan ke dalamnya selama 4 atau 5 jam, kotoran teroksidasi, dan besi membentuk terak yang dibuang pada waktu tertentu. Bila udara dihentikan, oksida kupro bereaksi dengan sulfida kupro maka akan membentuk tembaga blister dan dioksida belerang. Tembaga blister ini dilebur dan dicor menjadi slab, kemudian diolah secara elektrolitik menjadi tembaga murni.
terjadi proes pengurangan zat asam. Proses selanjutnya adalah pencarian di dalam suatu dapur mantel dengan jalan membakarnya dengan arang debu. Di sini dapat dipisahkan zat asam dan batu-batu silikon dan besinya dioksidasikan menjadi terak yang mengapung pada copper sulifida.
2.2.2 Mekanisme Penguatan Pada Logam
Sebagian besar logam dapat ditingkatkan kekuatan dan kekerasannya melalui beberapa teknik. Tujuan utama proses penguatan adalah menghasilkan logam dengan kekuatan dan kekerasan optimum.
2.2.3.1 Pengerasan Regangan
Pengerasan regangan adalah suatu fenomena dimana material menjadi kurang ulet, lebih keras, dan lebih keras setelah mengalami deformasi pada suhu ruang. Semakin besar perubahan bentuk yang dialami material tersebut, semakin besar peningkatan kekerasan yang terjadi. Persentase perubahan bentuk bentuk material dapat dinyatakan dengan persamaan:
%�� = (��−��)
�� × 100% ...[2.1]
Dimana: %CW = persentase perubahan bentuk , A0 = luas penampang awal, Ad =
luas penampang setelah di deformasi.
2.2.3 Sifat-Sifat Tembaga
mempunyai daya hantar listrik yang tinggi, daya hantar panasnya juga tinggi; dan tahan karat. Oleh karena itu tembaga juga dipakai untuk kelengkapan bahan radiator, ketel, dan alat kelengkapan pemanasan. Tembaga mempunyai sifat dapat dirol, ditarik, ditekan, ditekan tarik dan dapat ditempa.
2.2.4.1 Sifat Fisis
Tabel 2.1 Sifat Fisis Tembaga
Sifat Fisis Satuan
Densitas 8920 kg / m3
Ekspansi Thermal 16,5 x 10-6 K-1 Konduktivitas panas 400 / Mk
2.2.4.2 Sifat Mekanik
Tabel 2.2 Sifat Mekanis Tembaga
Sifat Mekanik Satuan
Kuat Tarik 200 N / mm2
Modulus Elastisitas 130 Gpa
Brinnel Hardness 874 m-2
2.2.5 Diagram Fasa Tembaga
Gambar 2.1 Diagram fasa tembaga-seng
Paduan tembaga seng yang dicampur unsure ketiga digunakan untuk memperbaiki sifat kekerasan dan ketahana korosi. Paduan tembaga seng sampai 39% memberikan hablur campuran lebih kenyal sehingga dalam keadaan dingin dapat dengan sempurna dirobah bentuknya dan tahan korosi tinggi.
2.3 Aplikasi Tembaga Untuk Bantalan Gelinding Lori Kelapa Sawit
Gambar 2.2 Bantalan gelinding tembaga
Aplikasi tembaga banyak di temukan dalam alat transportasi maupun elektronik khusus nya untuk bantalan. Persaingan di dunia transportasi di Indonesia, baik elektronik maupun transportasi semakin berkembang. Hal ini membuat bantalan gelinding berupaya untuk meningkatkan kualitas dan mutu untuk menciptakan effisiensi pada operasional bantalan sehingga biaya operasional dapat diminimalkan.
Penggunaan bantalan lori kelapa sawit terutama dari bahan tembaga (Cu) yang digunakan di industri kelapa sawit dimana kekerasan untuk bahan tembaga yang digunakan untuk bantalan lori kelapa sawit kekerasan 60 BHN dengan umur pemakaian 3 bulan.
Pada bantalan ini terjadi gesekan gelinding antara bagian yang berputar dengan yang diam melalui elemen gelinding seperti bola, rol, dan rol bulat. Bantalan gelinding mampu menumpu poros berputaran tinggi dengan beban yang besar. Dengan konstruksi yang sederhana maka bantalan ini mudah untuk dibongkar pasang.
Cincin dalam
Ada 3 bagian utama pada bantalan, yaitu :
1. Elemen yang berputar (ball, cylinder, barrels, taper, needle) selalu di pasang pada jarak yang telah di tentukan dan letaknya selalu dalam “sangkarnya”.
2. Cincin dalam (inner ring) merupakan bagian yang berputar dan kecepatan putarnya sama dengan poros
3. Cincin luar (outer ring) merupakan bagian yang diam dan di pasang pada lubang
2.3.1 Gaya-Gaya Yang Terjadi Pada Bantalan 1. Gaya axsial
Untuk beban aksial dalam kedua arah di perlukan dua baris peluru, arah beban sejajar sumbu poros.
2. Gaya radial
Bantalan bola menerima tekanan radial (tegak lurus sumbu poros), tetapi tidak dapat menerima tekanan axial (sejajar sumbu poros).
3. Gaya gesek
Pada bantalan ini terjadi gesekan gelinding antara bagian yang berputar dengan yang diam melalui elemen gelinding seperti bola, rol, dan rol bulat.
2.4 Deformasi Plastis Menyeluruh
2.4.1 Proses Termomechanical Treatment
Lips dan Van Zulein pada tahun 1954. Mereka menghasilkan sumbangan besar dalam prospek meningkatan sifat mekanis material dengan bermacam-macam kombinasi antara perlakuan panas dan mekanik. Untuk beberapa alasan, proses ini tidak diadopsi secara luas di bidang industri, tetapi mereka tetap yakin adanya kemungkinan aplikasi ini dibutuhkan dimasa depan.
Proses Thermomechanical adalah salah satu proses yang dimana terdapat dua perlakuan pada suatu material. Proses pertama adalah proses thermal, dimana perlakuan tersebut merupakan perlakuan dengan memanaskan dan mendinginkan suatu material yang dapat membuat suatu material tersebut menjadi lebih keras ataupun lunak. Proses yang kedua adalah proses mekanik, dimana proses ini merupakan pemberian suatu penempaan, pengerolan atau pemotongan. Thermomechanical treatment pada umunya tembaga merupakan proses deformasi yang sangat panas pada kondisi austenitik yang kemudian dilanjutkan dengan pendinginan yang terkontrol.
Gambar 2.3 Pengorolan mekanis
Busur AB dan A’B’ merupakan daerah kontak dengan rol. Aksi jepit pada benda kerja diatasi oleh gaya gesek pada daerah kontak dan logam tertarik diantara rol. Logam keluar dari rol dengan kecepatan yang lebih tinggi dibandingkan dengan kecepatan masuk.
Pada titik antara A dan B kecepatan logam sama dengan kecepatan keliling rol. Ketebalan mengalami deformasi terbanyak sedangkan lebar hanya bertambah sedikit. Keseragaman suhu sangan penting pada semua operasi pengerolan karena hal tersebut berpengaruh atas aliran logam dan plastisitas.
Kerja actual yang diberikan sama dengan kerja internal yang diperlukan untuk terjadinya deformasi plastis.
A0∆l0= A1∆l1………..[2.2]
Keterangan:
Wa = kerja actual (Nm)
Fr = gaya pengerolan (N)
∆l = perubahan panjang (mm)
Dimana gaya pengerolan (Fr)
�� = � ∫ ���0� ….………[2.3]
Keterangan :
Fr = gaya pengerolan (N) w = lebar bendakerja (mm)
p = tekanan rol (MPa)
L = panjang sentuh antara rol dengan benda kerja (mm)
Panjang sentuh (L) dapat dihitung dengan rumus :
� = �� (�0− ��………..[2.4]
Keterangan :
L= panjang sentuh antara rol dengan benda kerja (mm) R= jari-jari roll (mm)
t0= tebal mula-mula (mm)
tf= tebal akhir (mm)
Untuk kerja ideal
Keterangan :
W= kerja (Nm) F= gaya (N)
∆l= perubahan panjang (mm)
2.5 Pengujian Mekanik
Untuk mengetahui sifat-sifat suatu bahan, tentu kita harus mengadakan pengujian terhadap bahan tersebut. Ada tiga jenis uji coba yang akan dilakukan, yaitu uji tarik (tensile test), uji Kekerasan (Hardness Test), Foto Mikro (Metallography Test).
2.5.1 Pengujian Kekerasan (Hardness Test)
Pengujian kekerasan Brinnel merupakan pengujian standar skala industri, tetapi karena penekannya terbuat dari bola baja yang berukuran besar dan beban besar maka bahan yang sangat lunak atau sangat keras tidak dapat diukur kekerasannya. Di dalam aplikasi manufaktur, material diuji untuk dua pertimbangan, sebagai riset karakteristik suatu material baru dan juga sebagai suatu analisa mutu untuk memastikan bahwa contoh material tersebut menghasilkan spesifikasi kualitas tertentu.
Kekerasan suatu material harus diketahui khususnya untuk material yang
dalam penggunaanya akan mangalami pergesekan (Frictional force), dalam hal ini
bidang keilmuan yang berperan penting mempelajarinya adalah Ilmu Bahan
Teknik (Metallurgy Engineering). Kekerasan didefinisikan sebagai kemampuan
suatu material untuk menahan beban identasi atau penetrasi (penekanan). Didunia
teknik, umumnya pengujian kekerasan menggunakan 4 macam metode pengujian
kekerasan, yakni :
- Brinell (HB/BHN)
- Rockwell (HR/RHN)
- Vickers (HV/VHN)
- Micro Hardness (Namun jarang sekali dipakai-red)
Gambar alat uji kekerasan dapat dilihat pada gambar 2.4 dibawah ini
Gambar 2.4 Alat uji kekerasan brinell
Pemilihan masing-masing skala (metode pengujian) tergantung pada :
- Permukaan material
- Jenis dan dimensi material
- Jenis data yang diinginkan
- Ketersedian alat uji
2.5.2.1 Metode Brinell
Pengujian kekerasan dengan metode Brinell bertujuan untuk menentukan
kekerasan suatu material dalam bentuk daya tahan material terhadap bola baja
(identor) yang di tekankan pada permukaan material uji tersebut (speciment).
Idealnya, pengujian Brinell diperuntukan bagi material yang memiliki kekerasan
Brinell sampai 400 HB, jika lebih dari nilai tersebut maka disarankan
menggunakan metode pengujian Rockwell ataupun Vickers. Angka Kekerasan
Brinell (HB) di definisikan sebagai hasil bagi (Koefisien) dari beban uji (F) dalam
Newton yang dikalikan dengan angka faktor 0,102 dan luas permukaan bekas luka
tekan (injakan) bola baja (A) dalam milimeter persegi.
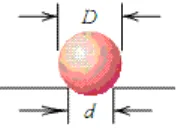
Gambar 2.5 Bentuk indentor brinell (Callister, 2001)
Di mana D adalah diameter bola penekan dengen ukuran 10mm, dengen beban f sebesar 500 Kg menekan permukaan benda kerja selama 15 detik. Angka kekerasan brinell disimbolkan dengan HB/BHN. Ketebalan maksimum spesimen sama dengan indentor, sedangkan jarak antar penjejakan sama dengan pengujian rockwell. Pengujian ini juga memerlukan permukaan yang datar dan halus.
Rumus perhitungan Brinell Hardness Number (BHN) terdapat pada persamaan
2.6 di bawah ini :
���= ��
����−���−���………..[2.6 ]
Dimana: P = beban penekan (Kg)
D = diameter bola penekan (mm)
d = diameter lekukan (mm)
Jejak penekanan yang relatif besar pada uji kekerasan brinell memberikan keuntungan dalam membagikan secara pukul rata ketidak seragaman lokal. Selain itu, uji brinell tidak begitu dipengaruhi oleh goresan dan kekerasan permukaan dibandingkan dengan uji kekerasan yang lain. Di sisi lain jejak penekanan yang besar ukuranya, dapat menghalangi pemakaian uji ini pada benda uji yang kecil atau tipis.
2.5.2.2 Metode Vickers
Pengujian kekerasan dengan metode Vickers bertujuan menentukan
kekerasan suatu material dalam bentuk daya tahan material terhadap intan
permukaan material uji tersebut. Angka kekerasan Vickers (HV) didefinisikan
sebagai hasil bagi (koefisien) dari beban uji (F) dalam Newton yang dikalikan
dengan angka faktor 0,102 dan luas permukaan bekas luka tekan (injakan) bola
baja (A) dalam milimeter persegi.
2.5.2.3 Metode Rockwell
Skala yang umum dipakai dalam pengujian Rockwell adalah :
- HRa (Untuk material dengan kekerasan sedang).
- HRb (Untuk material yang lunak).
- HRc (Untuk material yang sangat keras).
2.5.2.4 Metode Micro Hardness
Pada pengujian ini identornya menggunakan intan kasar yang di bentuk menjadi piramida. Bentuk lekukan intan tersebut adalah perbandingan diagonal panjang dan pendek dengan skala 7:1. Pengujian ini untuk menguji suatu material adalah dengan menggunakan beban statis. Bentuk identor yang khusus berupa knoop memberikan kemungkinan membuat kekuatan yang lebih rapat di bandingkan dengan lekukan Vickers. Hal ini sangat berguna khususnya bila mengukur kekerasan lapisan tipis atau mengukur kekerasan bahan getas dimana kecenderungan menjadi patah sebanding dengan volume bahan yang ditegangkan.
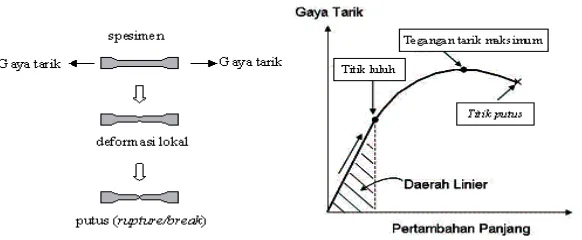
2.5.2 Pengujian Tensile (Tensile Test)
seluruh dunia (Amerika ASTM E8-04 dan Jepang JIS 2241). Dengan melakukan uji tarik suatu bahan,maka akan diketahui bagaimana bahan tersebut bereaksi terhadap energi tarikan dan sejauh mana material itu bertambah panjang. Alat eksperimen untuk uji tarik ini harus memiliki cengkeraman (grip) yang kuat dan kekakuan yang tinggi (highly stiffness). Alat uji tarik dapat dilihat pada gambar 2.6.
Gambar 2.6Mesin uji tarik (Tensile Test)
Gambar 2.7 Kurva pengujian tarik (www.infometrik.com)
Hal paling penting dalam pengujian tarik adalah kemampuan maksimum bahan tersebut dalam menahan beban. Kemampuan ini umumnya disebut “Ultimate Tensile Strength” disingkat dengan UTS, atau Tegangan Tarik Maksimum.
Detail profil uji tarik dan sifat mekanik logam adalah sebagai berikut :
Untuk keperluan analisa teknik pada umumnya, data yang didapatkan dari uji tarik dapat di generalisasi seperti pada Gambar 2.8 berikut:
Gambar.2.8Profil data hasil uji tarik
Analisa uji tarik dimulai dari titik O sampai D sesuai dengan arah panah dalam gambar. Keterangannya adalah sebagai berikut:
− Batas elastic σE ( elastic limit)
Dalam Gambar.2.8 dinyatakan dengan titik A. Bila sebuah bahan diberi beban sampai pada titik A, kemudian bebannya dihilangkan, maka bahan tersebut akan kembali ke kondisi semula (tepatnya hampir kembali ke kondisi semula) yaitu regangan “nol” pada titik O (lihat inset dalam Gambar.2.8). Tetapi bila beban ditarik sampai melewati titik A, hukum Hooke tidak lagi berlaku dan terdapat perubahan permanen dari bahan. Terdapat konvensi batas regangan permamen (permanent strain) sehingga masih disebut perubahan elastis yaitu kurang dari 0.02%, tetapi sebagian referensi menyebutkan 0.005% .Tidak ada standarisasi yang universal mengenai nilai ini.
− Batas proporsional σp (proportional limit)
Titik sampai dimana penerapan hukum Hooke masih bisa ditolerir.Tidak ada standarisasi tentang nilai ini. Dalam praktek, biasanya batas proporsional sama dengan batas elastis.
− Deformasi plastis (plastic deformation)
Yaitu perubahan bentuk yang tidak kembali ke keadaan semula.Pada Gambar.2.8 yaitu bila bahan ditarik sampai melewati batas proporsional dan mencapai daerah landing.
− Tegangan luluh atas
σuy
(upper yield stress)Tegangan maksimum sebelum bahan memasuki fase daerah landing peralihan deformasi elastis ke plastis.
Tegangan rata-rata daerah landing sebelum benar-benar memasuki fase deformasi plastis.Bila hanya disebutkan tegangan luluh (yield stress), maka yang dimaksud adalah tegangan ini.
− Regangan luluh
εy
(yield strain)Regangan permanen saat bahan akan memasuki fase deformasi plastis.
− Regangan elastis
εe
(elastic strain)Regangan yang diakibatkan perubahan elastis bahan. Pada saat beban dilepaskan regangan ini akan kembali ke posisi semula.
− Regangan plastis
εp
(plastic strain)Regangan yang diakibatkan perubahan plastis.Pada saat beban dilepaskan regangan ini tetap tinggal sebagai perubahan permanen bahan.
− Regangan total (total strain)
Merupakan gabungan regangan plastis dan regangan elastis,
εT
= εe+εp
.Perhatikan beban dengan arah OABE.Pada titik B, regangan yang ada adalah regangan total.Ketika beban dilepaskan, posisi regangan ada pada titik E dan besar regangan yang tinggal (OE) adalah regangan plastis.
− Tegangan tarik maksimum TTM (UTS, ultimate tensile strength)
Pada Gambar 2.8 ditunjukkan dengan titik C (
σ
β), merupakan besartegangan maksimum yang didapatkan dalam uji tarik.
− Kekuatan patah (breaking strength)
Untuk hampir semua logam, pada tahap sangat awal dari uji tarik, hubungan antara beban atau gaya yang diberikan berbanding lurus dengan perubahan panjang bahan tersebut. Ini disebut daerah linier atau linear zone. Tegangan yang terjadi adalah beban yang terjadi dibagi luas penampang bahan dan regangan adalah pertambahan panjang dibagi panjang awal bahan.
Berikut ini adalah table 2.3 sifat mekanis (pada Tension) dari bahan jenis logam paduan.
Tabel 2.3.Sifat mekanis (Pada Tension) bahan untuk jenis logam paduan.
Material
Yield Strength Tensile Strength
Mpa ksi Mpa ksi
2.6 Mikrostruktur (Metallography Test)
butiran – butiran logam tersebut. Struktur material berkaitan dengan komposisi, sifat, sejarah dan kinerja pengolahan, sehingga dengan mempelajari struktur mikro akan memberikan informasi yang menghubungkan komposisi dan pengolahan sifat serta kinerjanya.
Analisis struktur mikro digunakan untuk menentukan apakah parameter struktur berada dalam spesifikasi tertentu dan di dalam penelitian digunakan untuk menentukan perubahan – perubahan struktur mikro yang terjadi sebagai akibat komposisi atau perlakuan panas.
Metalografi merupakan disiplin ilmu yang mempelajari karakteristik mikrostruktur suatu logam dan paduannya serta hubungannya dengan sifat-sifat logam dan paduannya tersebut. Ada beberapa metode yang dipakai yaitu: mikroskop (optik maupun elektron), difraksi ( sinar-X, elektron dan neutron), analasis (X-ray fluoresence, elektron mikroprobe) dan juga stereometric metalografi. Pada praktikum metalografi ini digunakan metode mikroskop, sehingga pemahaman akan cara kerja mikroskop, baik optik maupun elektron perlu diketahui.
Pengamatan metalografi dengan mikroskop umumnya dibagi menjadi dua, yaitu:
1. Metalografi makro, yaitu pengamatan struktur dengan perbesaran 10 – 100 kali,
2. Metalografi mikro, yaitu pengamatan struktur dengan perbesaran di atas100 kali.
Alat pengujian metalografi dapat di tunjukkan pada gambar 2.9 berikut.
Gambar 2.9 Mikroskop optic
Gambar di atas yaitu alat uji struktur mikro, yang fungsinya untuk mengambil gambar dari spesimen yang diuji dengan ukuran 100, 200 dan 500 x pembesaran (metalografi).
2.6.1 Mounting Spesimen
pemolesan akhir. Sebagai contoh adalah spesimen yang berupa kawat, spesimen lembaran metal tipis, potongan yang tipis, dan lain-lain. Untuk memudahkan penanganannya, maka spesimen-spesimen tersebut harus ditempatkan pada suatu media (media mounting). Secara umum syarat-syarat yang harus dimiliki bahan mounting adalah:
1. Bersifat inert (tidak bereaksi dengan material maupun zat etsa) 2. Sifat eksoterimis rendah
3. Viskositas rendah 4. Penyusutan linier rendah 5. Sifat adhesi baik
6. Flowability baik, dapat menembus pori, celah dan bentuk ketidakteraturan yang terdapat pada spesimen
7. Khusus untuk etsa elektrolitik dan pengujian SEM, bahan mounting harus kondusif.
membutuhkan alat khusus, karena dibutuhkan aplikasi tekanan (4200 lb.in-2) dan panas (1490˚C) pada mold saat mounting.
2.6.2 Grinding (Pengamplasan) Spesimen
Sampel yang baru saja dipotong, atau sampel yang telah terkorosi memiliki permukaan yang kasar. Permukaan yang kasar ini harus diratakan agar pengamatan struktur mudah untuk dilakukan. Pengamplasan dilakukan dengan menggunakan kertas amplas yang ukuran butir abrasifnya dinyatakan dengan mesh. Urutan pengamplasan harus dilakukan dari nomor mesh yang rendah (hingga 150 mesh) ke nomor mesh yang tinggi (180 hingga 600 mesh). Ukuran grit pertama yang dipakai tergantung pada kekasaran permukaan dan ke dalaman kerusakan yang ditimbulkan oleh pemotongan. Hal yang harus diperhatikan pada saat pengamplasan adalah pemberian air. Air berfungsi sebagai pemindah geram, memperkecil kerusakan akibat panas yang timbul yang dapat merubah struktur mikro sampel dan memperpanjang masa pemakaian kertas amplas.
2.6.3 Polishing (Pemolesan) Spesimen
secara acak oleh permukaan sampel. Tahap pemolesan dimulai dengan pemolesan kasar terlebih dahulu kemudian dilanjutkan dengan pemolesan halus.
2.6.4 Etching (Etsa) Spesimen
Etsa merupakan proses penyerangan atau pengikisan batas butir secara selektif dan terkendali dengan pencelupan ke dalam larutan pengetsa baik menggunakan listrik maupun tidak ke permukaan sampel sehingga detil struktur yang akan diamati akan terlihat dengan jelas dan tajam. Untuk beberapa material, mikrostruktur baru muncul jika diberikan zat etsa. Sehingga perlu pengetahuan yang tepat untuk memilih zat etsa yang tepat.
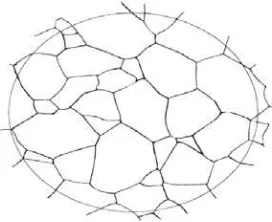
2.7 Perhitungan Besar Butir
Gambar 2.10 Perhitungan butiran menggunakan metode planimetri
“Sumber: ASTM 112-96,2000”
Jumlah butir bagian dalam lingkaran (Ninside) ditambah setengah jumlah butir yang bersingungan (Nintercepted) dengan lingkaran dikalikan oleh pengali Jeffries (f) dapat dituliskan pada persamaan (2.4).
�� =� (�������+ ������������2 ) ………[2.7]
Tabel 2.4 Hubungan antara perbesaran yang digunakan dengan pengali Jeffries
BAB III
METODOLOGI PENELITIAN
Pada bab ini akan dijelaskan mengenai waktu dan tempat penelitian, bahan dan alat penelitian, prosedur penelitian, dan diagram alir penelitian.
3.1 Waktu Dan Tempat
Waktu penelitian ini di rencanakan selama empat bulan yang dimulai dari oktober sampai dengan januari 2012. Tempat di laksanakan penelitian ini adalah di Laboratorium Teknologi Mekanik dan Laboratorium Metalurgi Fakultas Teknik Universitas Sumatera Utara.
3.2 Prosedur Penelitian
Dalam penelitian ini dilakukan beberapa proses pembuatan spesimen sebelum masuk ke pada pengujian inti. Dari bahan awal berupa pelat tembaga, hal yang pertama dilakukan pemotongan tembaga dengan panjang 10 cm, lebar 2 cm, dan tebal 5mm. proses termomekanikal dilakukan dengan memanaskan spesimen dan di lanjut dengan tahap rolling untuk mendapatkan variasi deformasi ketebalan yang di ikuti dengan hetreatment dengan variasi suhu. Setelah spesimen termomekanikal selesai barulah kemudian masuk kepada proses pembuatan spesimen uji. Metode pengujian pada penelitian ini meliputi uji kekerasan, uji tarik, dan uji mikrostruktur.
3.3 Pembuatan Spesimen
Bahan yang digunakan dalam penelitian ini adalah logam yang berjenis tembaga. Dalam Penelitian ini bahan yang digunakan adalah tembaga komersil yang terdapat di pasaran (as receive). Bahan dibeli pada bulan Mei 2011, dibeli di
Toko Panca Tjaya, Jalan Sutomo, Medan. Tembaga dengan jenis strip dengan
ukuran 2cm x 5mm x 10cm. Metode dan teknik yang digunakan dalam pembuatan spesimen adalah Thermomechanical, dimana metode yang digunakan adalah metode pengerolan. Bahan tembaga dapat ditunjukkan pada gambar 3.1.
Gambar 3.1 Bahan tembaga
3.3.1 Alat Penelitian
Alat-alat yang digunakan dalam pembuatan spesimen adalah:
3.3.1.1 Alat Pengujian a. Furnace
Furnace adalah suatu peralatan perpindahan panas yang sumber panasnya dihasilkan dari reaksi pembakaran bahan bakar oleh burner di dalam fire box. Furnace merupakan struktur bangunan berdinding plat baja yang bagian dalamnya dilapisi oleh material batu bahan api, batu isolasi untuk menahan kehilangan panas ke udara melalui dinding dapur. Dapat dilihat pada gambar 3.3. (Lab Metallurgy USU)
Spesifikasi :
Merk : NABER
Made in : Bremen Germany
Type : 2804
Suhu max : 1100 ºC
b . Roll
Alat ini digunakan untuk mengeroll tembaga untuk mengurangi tebal spesimen. Dapat di lihat pada gambar 3.4. (lab teknologi mekanik tek nik mesin USU)
Spesifikasi :
Merk : FASTI Germany
Type : 1270X-2
Max : 40 Kp/mm²
Gambar 3.4 Roll
3.3.1.2 Alat Pengujian Kekerasan
a. Alat Uji Kekerasan (Brinnel Hardness tester)
Alat ini digunakan untuk menguji kekerasan (hardness tester) dari material
Spesifikasi :
Type : BH-3CF
Max : 3000 kg
Gambar 3.5 Alat uji kekerasan
3.3.1.3 Alat Pengujian Tarik
a. Mesin Uji Tarik
Mesin uji tarik adalah salah satu mesin yang ada di laboratorium bahan, alat ini berfungsi untuk mengetahui kekuatan dari suatu bahan, kekuatan tariknya, kekuatan tekannya, dan kekuatan bengkoknya. Pada penelitian ini pengujian tarik menggunakan alat uji tarik Torsee Type AMU-10 dengan kapasitas 10 ton
Gambar 3.6 Mesin uji tarik (Tensile Test)
b. Mesin Skrap
Alat ini digunakan untuk membuat spesimen uji tarik. Mesin ini
digunakan karena spesimen uji berbentuk strip sehingga tidak memungkinkan
untuk membuat spesimen uji tarik menggunakan mesin bubut. Dapat dilihat
pada gambar 3.7 di bawah ini. (lab teknologi mekanik tek nik mesin USU)
Spesifikasi :
Type : L-450
Keluaran : 1993
3.3.1.4 Alat Pengujian Metalografi
a. Mikroskop Optik
Mikroskop optik digunakan untuk mengamati struktur mikro dari
Tembaga dengan pembesaran diatas 100, 200, 500 x. Pengujian ini menggunakan Reflected Metallurgical Microscope dengan type Rax Vision No.545491, MM-10A,230V-50Hz. Dapat dilihat pada gambar 3.8. (Lab Metallurgy USU)
Gambar 3.8 Mikroskop optik
3.4 Proses Pembuatan Spesimen
Gambar 3.9 ASTM E 8-04 untuk sheet-type.
Keterangan gambar:
1. G—Panjang daerah uji : 25.0 ± 60.1 mm
2. W—Lebar : 6.0 ± 0.1 mm
3. T—Tebal : 5mm
4. R—Radius : 6 mm
5. L—Panjang seluruhnya : 100 mm. 6. A—Daerah pengurangan : 32 mm. 7. B—panjang daerah cekam : 30 mm.
8. C—Lebar : 10 mm.
3.4.1 Spesimen Uji Tarik
Adapun proses pembentukan spesimen dalam pengujian tarik dilakukan beberapa langkah sebagai berikut:
1. Semua alat dan bahan disiapkan.
3. Mesin skrap di hidupkan dan pahat di atur agar pemakanan spesimen dapat dilakukan.
4. Selanjutnya dilakukan pemakanan terus menerus sehingga spesimen yang di inginkan dapat terjadi.
5. Pembentukan spesimen sesuai dengan pola yang di inginkan.
6. Gambar spesimen uji tarik dapat dilihat pada gambar 3.10 berikut.
Gambar 3.10 Spesimen uji tarik 3.4.2 Spesimen Uji Metalografi
Adapun proses pembentukan spesimen dalam pengujian metalografi dilakukan beberapa langkah sebagai berikut:
1. Semua alat dan bahan disiapkan.
2. Spesimen dipotong dengan ukuran 1,5 x1,5 mm.
4. Spesimen di bongkar 1 hari kemudian.
5. Dilakukan polish menggunakan kertas pasir variasi nomor 240,400, 500, 800, 1000,1200 dan 1500.
6. Kemudian permukaan spesimen yang telah di polish di beri autosol agar parmukaan nya lebih mengkilap seperti kaca.
7. Spesimen uji siap di pakai.
Gambar spesimen metalografi dapat dilihat pada gambar 3.11.
Gambar 3.11 Spesimen uji metalografi
3.5 Pengujian
Pengujian yang dilakukan terhadap spesimen uji yang telah di bentuk.
3.5.1 Uji Tarik
3.5.1.1 Persiapan Pengujian
Persiapan pengujian yang dilakukan dalam uji tarik ini adalah sebagai berikut:
1. Memastikan arus listrik terhubung dengan baik.
2. Menghidupkan mesin uji dengan menekan tombol ON.
3. Memanaskan mesin selama ± 15 menit, setelah itu mesin sudah siap digunakan.
3.5.1.2 Pengujian Tarik
Prosedur pengujian tarik adalah sebagai berikut: 1. Mesin dihidupkan
2. Kertas grafik dipasang pada tempatnya. 3. Spesimen dipasang pada pencekam. 4. Atur jarum penunjuk pada keadaan awal. 5. Hidrolik dihidupkan.
6. Katup hidrolik dibuka perlahan, tunggu sampai spesimen patah. 7. Mengamati retak yang terjadi.
8. Matikan hidrolik, dan buka katup.
9. Mencatat beban dan perubahan panjang maksimum. 10.Lepaskan spesimen dan grafik.
3.5.2 Uji Hardness
Pengujian ini dilakukan di Laboratorium Metalurgi Fisik Teknik Mesin Fakultas Teknik USU.
3.5.2.1 Alat Uji Hardness
Alat uji hardness ialah alat uji yang digunakan untuk mengetahui respon kekerasan pada material akibat efek tekanan yang di berikan oleh bola dengan tekanan yang tinggi. Alat uji ini bekerja dengan cara memanfaatkan tekanan pada bola untuk menekan permukaan spesimen sehingga spesimen memiliki lubang.
3.5.2.2 Persiapan Pengujian
1. Memastikan alat uji berfungsi dengan baik. 2. Memasang bola indentasi yang berukuran 5 mm.
3. Menutup tabung udara, setelah itu alat sudah siap digunakan.
3.5.2.3 Pengujian Hardness
Prosedur pengujian hardness adalah sebagai berikut: 1. Siapkan spesimen dan alat uji.
2. Ganti bola indentasi dengan ukuran 5 mm. 3. Letakkan spesimen di meja uji.
4. Tutup katup hirolik.
5. Tekan tuas hingga 500 kg, tahan 15 detik. 6. Buka katup hidrolik dan lepaskan spesimen.
3.5.3 Uji Metalografi
Pengujian ini dilakukan di Laboratorium Ilmu Logam Teknik Mesin Fakultas Teknik USU dengan menggunakan Mikroskop Optik. Mikroskop ini mampu melakukan pembesaran 100, 200, dan 500 x.
3.5.3.1 Etching Spesimen Observasi Metalografi
Pengetsaan (Etching) adalah membilas permukaan spesimen dengan larutan kimia dengan tujuan untuk menampilkan struktur yang lebih detail untuk pengamatan makro atau mikro. Etsa akan mempertegas ketajaman, kontras dan ukuran dari fasa pori dan batas butiran.
Pada penelitian ini etsa digunakan adalah mempunyai komposisi kimia sebagai berikut :
1. 5 gram FeCl3 2. 2 ml HCL 3. 98 ml etilalcohol
Prosedur untuk Etching adalah sebagai berikut : 1. Siapkan spesimen yang telah di-polish. 2. Buat campuran etsa.
3. Teteskan esta pada spesimen, tunggu 10 – 15 detik.
3.5.3.1 Persiapan Pengujian
Persiapan pengujian yang dilakukan dalam uji Metalografi ini adalah sebagai berikut:
1. Memastikan arus listrik terhubung dengan baik dan Mikroskop Optik dalam keadaan baik.
2. Memasang lensa pembesar yang akan di gunakan.
3. Memastikan Mikroskop Optik terhubung dengan komputer dan alat dapat di gunakan.
3.5.3.2 Pengujian Metalografi
Prosedur pengujian metalografi adalah sebagai berikut: 1. Semua alat dan bahan di siapkan.
2. Spesimen di letakkan di meja lensa.
3. Di lakukan penglihatan terhadap permukaan spesimen.
4. Pilih ukuran lensa yang akan di gunakan.
5. Amati gambar pada layar.
3.6 Diagram Alir penelitian
Diagram alir penelitian dapat dilihat pada gambar 3.12
Gambar 3.12 Diagram alir penelitian Studi Literatur
Data Hasil Pengujian (BHN), (d), dan (σ)
Pengujian Bahan (Cu)
BAB IV
HASIL DAN PEMBAHASAN
4.1 Hasil
Dalam bab ini berisikan data angka, grafik dan foto-foto hasil penelitian setelah dilakukan proses termomekanik pada kondisi suhu dan deformasi tertentu.
4.1.1 Hasil Uji Kekerasan
Proses pengujian kekerasan logam dapat diartikan sebagai kemampuan suatu bahan terhadap pembebanan dalam perubahan yang tetap, ketika gaya tertentu diberikan pada suatu benda uji. Pengujian kekerasan dalam penelitian ini dilakukan agar dapat diketahui pengaruh suhu dan deformasi ketebalan terhadap perubahan kekerasan material tembaga. Secara umum hasil pengujian kekerasan dari penelitian dapat dilihat pada tabel 4.1.
Tabel 4.1 Tabel kekerasan spesimen awal
Suhu
rata-rata Std Deviasi
Gamabar 4.1 Grafik Hubungan Temperatur (ºC) dengan Kekerana BHN
Kekerasan spesimen awal sebesar 46.5, setelah proses perlakuan thermomekanikal Pada suhu 400oC kekerasan 69.1 BHN meningkat menjadi 72,2 BHN dan menurun kekerasan mencapai 68.2 pada deformasi 605. Kemudian pada suhu 450oC dan pada suhu 950 oC kekerasan turun menjadi 64,34 BHN, karena pada suhu 950 oC mendekati titik cair sehingga kekerasan menurun. Pada deformasi 20% kekerasan semakin menurun 59.84 BHN dengan suhu 750 oC sedangkan dan pada suhu 950 oC dengan deformasi 60% kekerasan 60,52 BHN. Pada deformasi 40% kekerasan cendrung naik 72.2 BHN sampai 74.3 BHN dan turun pada suhu 750 oC kekerasan menjai 68.2 BHN.
4.1.2 Hasil Uji Metalografi (Metallography Test)
Pengujian metalografi dilakukan untuk melihat mikrostruktur yang ada dipermukaan spesimen. Pengujian ini menggunakan Reflected Metallurgical
Microscope dengan type Rax Vision No.545491, MM-10A,230V-50Hz. Pengujian mikrostruktur ini dilakukan untuk Tembaga. Pada penelitian ini etsa igunakan mempunyai komposisi kimia sebagai berikut:
1. 5 gram FeCl3 2. 2 ml HCL
3. 98 ml etalalcohol
Hasil foto mikro seperti diperlihatkan pada gambar 4.2 berikut.
Gambar 4.2 Perbesaran 200x spesimen Tembaga pada temperature 750 oC
Gambar 4.2 mikrostruktur pembesaran 200x pada temperature 750 oC.
4.1.3 Pengukuran Diameter Butir
Pengukuran diameter butir berdasarkan metode planimetri
200 µm 200 µm
Gambar 4.3 Perhitungan diameter butir
NA = f (�������+
������������ 2 )
= 8 ( 15 + 8 2) NA = 152
Dimana :
Ninside = butiran dalam lingkaran
Nintercepted = butiran bersinggungan lingkaran
Tabel 4.3 Hasil pengukuran butiran spesimen awal
Tabel 4.4 Pengukuran butiran setelah proses termomekanikal
Suhu
rata (µm) Std Deviasi
400 oC
rata (µm) Std Deviasi
50%
rata (µm) Std Deviasi
Suhu
rata (µm) Std Deviasi
Suhu
Gambar 4.4 Grafik hubungan temperature dengan diameter butir (µ m)
0
Temperatur rekristalisasi
Dari grafik diatas dapat disimpulkan bahwa pada deformasi 50% diameter butir naik 120.1 µm pada suhu 750 oC dan pada suhu 400 oC diameter butir turun menjadi 71.89 µm sehingga pada suhu 950 oC naik 84.67µm pada deformasi 50%. Dimana diameter butir pada spesimen awal 208.3 µm.
4.1.3 Hasil Pengujian Tarik
Pengujian tarik telah dilakukan dengan menggunakan alat uji tarik Torsee Universal Testing Machine terhadap bahan uji tarik dari Tembaga. Pengujian tarik dilakukan dengan menggunakan standar dari Annual book of ASTM Vol.3 E8M-00b. Berikut ini adalah gambar dan tabel hasil pengujian tarik bahan Tembaga. Pengujian tarik dilakukan untuk mengetahui sifat-sifat mekanis dari spesimen dalam penelitain ini. Pada penelitian ini pengujian tarik dilakukan pada deformasi 30%, 40% dan 50% denngan suhu 400 oC , 450 oC, 800oC, 850 oC, dan 900 oC.
Hasil pengujian tarik terdiri dari tiga parameter yaitu tegangan luluh (yield strength), tegangan batas (ultimate strength) dan keuletan yang ditunjukkan oleh besarnya regangan. Secara umum hasil pengujian tarik dapat dilihat pada table 4.5 berikut ini.
Untuk menghitung tegangan luluh(
σ
y) dengen cara menginterpolasikan sebagaiberikut:
0 0
�� 0.2
126.926− ��
Tabel 4.5 Sifat mekanik dari pengujian tarik
Gambar 4.5 Kurva tegangan dengan regangan pada temperature 400oC
Dari grafik diatas dapat disimpulkan bahwa tegangan maksimuk pada deformasi 20% sebesar 354.1 MPa, pada deformasi 40% sebesar 408.5 MPa,dengan regangan 17.5%.sedangkan untuk deformasi 60% nilai tegangan maksimum sebesar 538.5 MPa, dengan nilai regangan 25.2%.dan tegangan luluh 132.1 MPa.
Gambar 4.7 Kurva tegangan dengan regangan pada temperature 800oC Dari grafik diatas dapat disimpulkan bahwa nilai tegangan luluh 74.98 MPa, tegangan maksimum sebesar 296.2 MPa pada deformasi 20%, sedangkan pada deformasi 60% nilai nilai tegangan luluh sebesar 142.62 MPa dengan nilai tegangan maksimum 538.5 MPa.
Gambar 4.9 Kurva tegangan dengan regangan pada temperature 900oC Dari grafik diatas dapat disimpulkan bahwa tegangan maksimum meningkat pada deformasi 60% sebesar 565.5 MPa, sedangkan untuk deformasi 20% nilai maksimum sebesar 268 Mpa dan nilai regangan 18.1%. untuk deformasi 40% sbesar 408.5 Mpa,sedangkan nilai regangan 45.8%.
4.2. Pembahasan
4.2.1 Hubungan Antara Kekerasan Dengan deformasip
Gambar 4.10 Hubungan antara kekerasan dengan deformasi
Dari grafik diatas bahwa dapat disimpulkan kekerasan cendrung naik dari deformasi 20% dan meningkat kekerasan pada deformasi 40% dan pada deformasi 60% kekerasan mulai turun dimana nilai kekerasan 60.52 BHN pada suhu 950oC. pada suhu 400oC kekerasan pada deformasi 60% sebesar 68.2 BHN.
Untuk peningkatan deviasi kekerasan dapa dilihat dari grafik kekerasan dengan jumlah deformasi pada gambar 4.11
Gambar 4.11 Deformasi dengan kekerasan pada temperatur 400oC
Dari grafik diatas kekerasan spesimen dapat disimpulkan bahwa kekerasan meningkat pada defor masi 40% dan 60% dengan deviasi pada deforasi 20% sebesar 0, pada deformasi 40% deviasi sebesar 3,53 dan pada deformasi 50% sebesar 2.73.
Dari grafik diatas pada deformasi 30% deviasi 7.71, deformasi 40% diameter butir 69µm dengan deviasi 0,pada deformasi 60% diameter butir meningkat 81.75µm dengan deviasi 2.54.
Gambar 4.13 Temperatur dengan kekerasan
Dari grafik diatas dapat disimpulkan bahwa kekerasan yang pernah dilakukan penelitian pada jurnal orang, kekerasannya 60 BHN, setelahdilakukan proses pengujian kekerasan naik dari 60 BHN menjadi 72.2 BHN dan kekerasan tertinggi 74.3 BHN pada temperatur 450oC dengan deformasi 40%.
4.2.2 Hubungan Antara Kekerasan Dengan Besar Butir
Adapun hubungan antara besar butir dan kekerasan dapat dilihat pada gambar 4.14:
Gambar 4.14 Hubungan Diameter butir dengan Kekerasan
Dari grafik terlihat bahwa diameter butir mempengaruhi kekerasan dimana dapat dilihat melalui regresi linear y = -0.373x + 98.84. semakin kecil diameter butir maka semakin tinggi nilai kekerasan. Terlihat pada diameter butir 69 µm kekerasan specimen 74.3 BHN . pada diameter butir tarkecil kekerasan meningkat secara signifikan hal ini membuktikan telah terjadinya deformasi plastis dan specimen mencapai keunggulan sifat mekanisnya pada suhu 400 0C dengan deformasi 40%.
Diameter butir (µm)
40%
BAB V
KESIMPULAN DAN SARAN
5.1Kesimpulan
Kesimpulan yang dapat diambil dari hasil penelitian diatas adalah:
1. Setelah mengamati mikrostruktur besar butir tembaga sebelum perlakuan Thermomechanical pada spesimen awal sebesar 208.3 µm. kemudian Setelah proses perlakuan Thermomechanical ukuran diameter butir menjadi 69 µ m pada deformasi 40% dengan temperatur 4500C.
2. Kekerasan spesimen pada proses Thermomechanical pada temperatur kamar (35oC) yaitu 46.5 BHN, Setelah perlakuan proses Thermomechanical kekerasan lebih meningkat pada suhu dibawah rekristarisasi dengan kekerasan 74.3 BHN. Sedangkan pada proses pengerjaan panas kekerasan diperoleh adalah 60.52 BHN.
3. Tegangan luluh setelah proses Thermomekanikal 147.6 MPa dan tegangan maksimum sebesar 454.3 Mpa, sehingga regangan yang didapat 19% pada deformasi 60% dan temperatur 450ºC.
5.2. Saran
2. Untuk mendapatkan sifat mekanis yang lebih baik agar digunakan metode deformasi plastis.
DAFTAR PUSTAKA
Al Hasa, M. Husna. Karakterisasi Sifat Mekanik Dan Mikrostruktur Paduan Intermetalik Alfeni Sebagai Bahan Kelongsong Bahan Bakar, J. Tek. Bhn. Nukl. Vol. 3 No. 2 Juni 2007: 49–109.
Bondan T. Sofyan, Pengantar Material Teknik, Jakarta: Salembang Teknika, 2010
Jilid I.
Taufikurrahman dan Safei, 2005, “Analisa Sifat Mekanik Bahan Paduan
Tembaga-Seng Sebagai Alternatif Pengganti Bantalan Gelinding pada Lori
Pengangkut Buah Sawit”.Jurusan Teknik Mesin.Vol.7,No.2,oktober 2005:77-84.
W.A.Glaeser,1983, “Wear Properties of Heavy Loaded Copper-Base Bearing Alloys”. Journal of Metals,October 1983
Rahmat Saptono. Analisa Proses Pembentukan Logam, UI. 2004
Amanto, Hari, dan Daryanto. Ilmu Bahan, Jakarta: PT. Bumi Aksara, 1999.
ASTM E 10-01. Standard Test Method for Brinell Hardness of Metallic Materials. ASTM International, 2004
ASTM E8-04, Standard Test Methods for Tension Testing of Metallic Material. ASTM International, 2004
Callister Jr, W.D. Material Science and Engineering: An Introduction. New York: John Wiley&Sons: 2004.
Dieter, George E. Metalurgi Mekanik, Jakarta: Erlangga, 1987.
LAMPIRAN A
1. Tabel Spesimen Uji Kekerasan
temperatur
deformasi jumlah spesimen
60% 1 5
2. Tabel Spesimen Uji Mikrostruktur
Temperatur
Deformasi Jumlah spesimen
3. Tabel Spesimen Uji Tarik
temperatur deformasi jumlah spesimen