48 BAB 5
ANALISIS DATA DAN PEMBAHASAN
Penentuan due date yang lama merupakan pertimbangan utama yang dilakukan
costumer. Waktu penyelesaian yang lama dapat menyebabkan costumer tidak jadi memesan mesin. Saat ini total waktu proses machining dan perakitan yang dikerjakan di Bengkel Mesin Family Technic yaitu selama 2 bulan. Waktu yang relatif lama tersebut mengakibatkan banyak costumer yang tidak jadi memesan pada Family Technic. Dari permasalahan tersebut penulis akan memberikan solusi dengan membuat gambar kerja yang dibutuhkan dalam proses machining, Data komponen yang merupakan BOM (Bill Of Material) dan urutan pengerjaan yang sesuai sehingga dapat menghasilkan due date yang tepat.
5.1. Gambar Teknik
Saat ini pada kegiatan produksi yang dilakukan tidak menggunakan gambar kerja yang jelas dan hanya menggunakan ingatan operator sehingga, pada setiap produk yang sama memiliki ukuran yang berbeda - beda. Pada penelitian ini penulis akan mendesain mesin dengan standart ukuran gambar yang baku dan dijadikan acuan dalam pengerjaan komponen yang identik. Selain sebagai acuan dalam pengerjaan, berikut tujuan lainnya :
a. Saat proses machining dapat diketahui langkah – langkah pengerjakan yang efektif.
b. Dapat memperkirakan pasangan komponen yang akan dirakit. c. Mengetahui jenis material yang dibutuhkan.
49
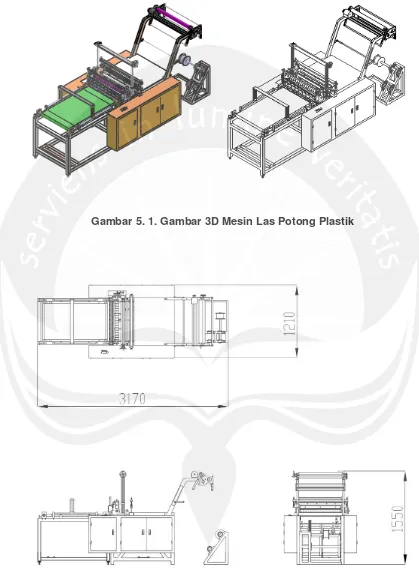
Gambar 5. 1. Gambar 3D Mesin Las Potong Plastik
50
Penggambaran yang dilakukan merupakan langkah awal yang dilakukan penulis untuk mengetahui dan mendata semua komponen yang akan dimachining. Gambar kerja tersebut membantu operator dalam melakukan kegiatan perakitan dengan berbagai urutan yang yang dibuat penulis dan mengelompokkan komponen yang telah disesuaikan sesuai urutan perakitannya. Langkah selanjutnya setelah gambar kerja sudah dibuat yaitu membuat BOM (Bill Of Material). Gambar selengkapnya dapat dilihat dilampiran.
5.2. BOM ( Bill Of Material )
51
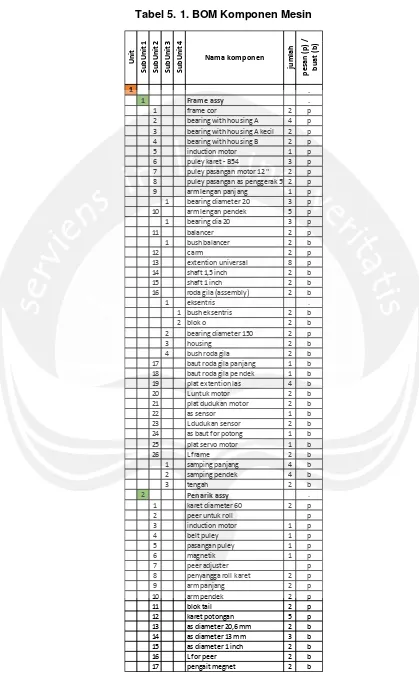
Tabel 5. 1. BOM Komponen Mesin
1 .
1 Frame assy .
1 frame cor 2 p
2 bearing with housing A 4 p 3 bearing with housing A kecil 2 p 4 bearing with housing B 2 p 5 induction motor 1 p 6 puley karet - B54 3 p 7 puley pasangan motor 12 " 2 p 8 puley pasangan as penggerak 5" 2 p 9 arm lengan panjang 1 p 1 bearing diameter 20 3 p 10 arm lengan pendek 5 p 1 bearing dia 20 3 p
11 balancer 2 p
1 bush balancer 2 b
12 c arm 2 p
13 extention universal 8 p 14 shaft 1,5 inch 2 b 15 shaft 1 inch 2 b 16 roda gila (assembly) 2 b
1 eksentris .
1 bush eksentris 2 b
2 blok o 2 b
2 bearing diameter 150 2 p
3 housing 2 b
4 bush roda gila 2 b 17 baut roda gila panjang 1 b 18 baut roda gila pendek 1 b 19 plat extention las 4 b 20 L untuk motor 2 b 21 plat dudukan motor 2 b
22 as sensor 1 b
23 L dudukan sensor 2 b 24 as baut for potong 1 b 25 plat servo motor 1 b
26 L frame 2 b
1 samping panjang 4 b 2 samping pendek 4 b
3 tengah 2 b
2 Penarik assy .
1 karet diameter 60 2 p 2 peer untuk roll p 3 induction motor 1 p
4 belt puley 1 p
5 pasangan puley 1 p
6 magnetik 1 p
7 peer adjuster p
8 penyangga roll karet 2 p
9 arm panjang 2 p
10 arm pendek 2 p
11 blok tail 2 p
12 karet potongan 5 p 13 as diameter 20,6 mm 2 b 14 as diameter 13 mm 3 b 15 as diameter 1 inch 2 b
16 L for peer 2 b
17 pengait megnet 2 b
52
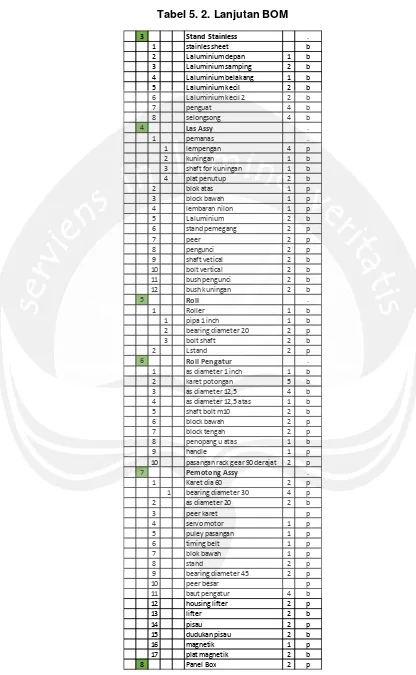
Tabel 5. 2. Lanjutan BOM
3 Stand Stainless .
1 stainles sheet b
2 L aluminium depan 1 b 3 L aluminium samping 2 b 4 L aluminium belakang 1 b 5 L aluminium kecil 2 b 6 L aluminium kecil 2 2 b
7 penguat 4 b
8 selongsong 4 b
4 Las Assy .
1 pemanas .
1 lempengan 4 p
2 kuningan 1 b
3 shaft for kuningan 1 b 4 plat penutup 2 b
2 blok atas 1 p
3 block bawah 1 p
4 lembaran nilon 1 p
5 L aluminium 2 b
6 stand pemegang 2 p
7 peer 2 p
8 pengunci 2 p
9 shaft vetical 2 b 10 bolt vertical 2 b 11 bush pengunci 2 b 12 bush kuningan 2 b
5 Roll .
1 Roller 1 b
1 pipa 1 inch 1 b 2 bearing diameter 20 2 p
3 bolt shaft 2 b
2 L stand 2 p
6 Roll Pengatur .
1 as diameter 1 inch 1 b 2 karet potongan 5 b 3 as diameter 12,5 4 b 4 as diameter 12,5 atas 1 b 5 shaft bolt m10 2 b
6 block bawah 2 p
7 block tengah 2 p
8 penopang u atas 1 b
9 handle 1 p
10 pasangan rack gear 90 derajat 2 p
7 Pemotong Assy .
1 Karet dia 60 2 p
1 bearing diameter 30 4 p 2 as diameter 20 2 b
3 peer karet p
4 servo motor 1 p
5 puley pasangan 1 p
6 timing belt 1 p
7 blok bawah 1 p
8 stand 2 p
9 bearing diameter 45 2 p
10 peer besar p
11 baut pengatur 4 b 12 housing lifter 2 p
13 lifter 2 b
14 pisau 2 p
15 dudukan pisau 2 b
16 magnetik 1 p
17 plat magnetik 2 b
53
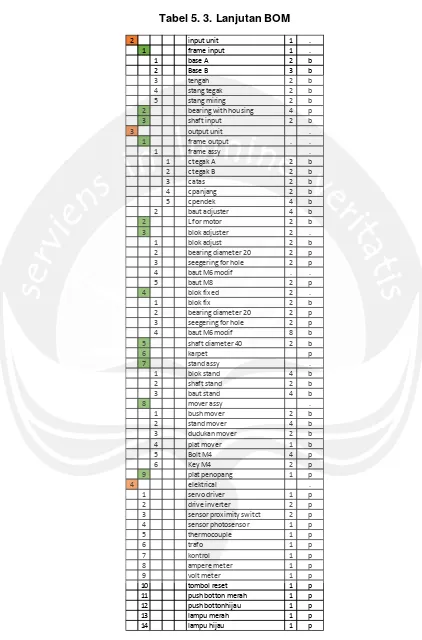
Tabel 5. 3. Lanjutan BOM
2 input unit 1 .
1 frame input 1 .
1 base A 2 b
2 Base B 3 b
3 tengah 2 b
4 stang tegak 2 b
5 stang miring 2 b
2 bearing with housing 4 p
3 shaft input 2 b
3 output unit .
1 frame output . .
1 frame assy .
1 c tegak A 2 b
2 c tegak B 2 b
3 c atas 2 b
4 c panjang 2 b
5 c pendek 4 b
2 baut adjuster 4 b
2 L for motor 2 b
3 blok adjuster 2 .
1 blok adjust 2 b
2 bearing diameter 20 2 p 3 seegering for hole 2 p 4 baut M6 modif . .
5 baut M8 2 p
4 blok fixed 2 .
1 blok fix 2 b
2 bearing diameter 20 2 p 3 seegering for hole 2 p 4 baut M6 modif 8 b 5 shaft diameter 40 2 b
6 karpet p
7 stand assy .
1 blok stand 4 b
2 shaft stand 2 b
3 baut stand 4 b
8 mover assy .
1 bush mover 2 b
2 stand mover 4 b
3 dudukan mover 2 b
4 plat mover 1 b
5 Bolt M4 4 p
6 Key M4 2 p
9 plat penopang 1 p
4 elektrical .
1 servo driver 1 p
2 drive inverter 2 p
3 sensor proximity switct 2 p 4 sensor photosensor 1 p
5 thermocouple 1 p
6 trafo 1 p
7 kontrol 1 p
8 ampere meter 1 p
9 volt meter 1 p
10 tombol reset 1 p
11 push botton merah 1 p 12 push bottonhijau 1 p
13 lampu merah 1 p
54 5.3. Priority Rule
Aturan prioritas yang dibuat dapat menjadi acuan dalam kegiatan penjadwalan sehingga proses produksi yang diharapkan dapat terwujud. Berikut merupakan aturan prioritasnya :
1. Pengerjaan komponen dimulai dari level terendah.
Level terendah yang dimaksudkan yaitu terdapat pada sub unit 4, berlanjut ke sub unit 3, 2 dan 1 yang ada pada Tabel 5.1. BOM Komponen Mesin.
Contoh : pada sub unit 4 yaitu komponen bush eksentris dan blok O.
2. Pemilihan pada satu level tertentu yang proses pengerjaannya dibuat sendiri. Proses pengerjaan sendiri pada level tertentu dapat dilihat dengan keterangan
“b”.
Contoh yang dipilih : pada level sub unit 3 terdapat beberapa komponen
yang bisa dijadwalkan, komponen yang dengan keterangan “b” yang bisa
dijadwalkan yaitu komponen samping panjang, samping pendek, dan tengah.
Contoh yang tidak dipilih : pada level sub unit 3 terdapat : bearing diameter 150, housing, dan bush roda gila. Karena terdapat komponen bearing diameter 150 yang memiliki keterangan “p” yang berarti pesan sehingga komponen pada level tersebut belum bisa dijadwalkan.
3. Pengerjakan komponen yang dalam satu level memiliki part standart dengan urutan kedatangan paling awal. (lihat tabel 1. Waktu Pemesanan Part Standart)
55
5.4. Metode SPT (Shortest Processing Time)
Metode SPT (Shortest Processing Time) merupakan metode yang memilih waktu proses tersingkat / tercepat yang akan dijadwalkan terlebih dahulu. Berikut urutan penjadwalan metode SPT :
1. Memilih komponen dari level terendah, yaitu berada pada sub unit 4. Komponen tersebut yaitu bush eksentris dan blok O.
2. Dari ke 2 komponen tersebut membandingkan total waktu pengerjaan tercepat. Diketahui bush eksentris = 70 dan blok O= 110, sehingga bush eksentris dijadwalkan terlebih dulu. Bush eksentris dan blok o diberi urutan
dan nama “1” dan “2” pada gant chartt.
3. Setelah pengerjaan bush eksentris dan blok O dilanjutkan dengan perakitan
(priority rule). Perakitan / eksentris diberi urutan dan nama “3” pada gant chart.
Dikerjakan di Operator 1 = dengan tanda
4. Memilih dari level terendah berikutnya, yaitu sub unit 3 (sub unit 4 sudah dijadwalkan), terdapat beberapa komponen yaitu: (dikelompokkan menurut perakitannya)
a. eksentris, bearing diameter 150 (part standart), housing, dan bush roda gila.
b. samping panjang, samping pendek, dan tengah.
c. lempengan (part standart), kuningan, shaft for kuningan, dan plat penutup. d. pipa 1 inch, bearing diameter 20 (part standart), dan bolt shaft.
e. u tegak A, u tegak B, u atas, u panjang, dan u pendek.
5. Dari ke beberapa komponen tersebut, dipilih komponen yang dalam satu level semua dibuat sendiri dan komponen yang memiliki part standart dengan urutan kedatangan paling awal.
Berikut komponen yang akan dijadwalkan dan total waktu pengerjaan. Diketahui :
a. samping panjang= 50, samping pendek= 50, dan tengah= 50. (total 150) b. u tegak A= 50, u tegak B= 50, u atas= 50, u panjang= 50, dan u pendek=
60. (total= 260)
Memilih total waktu pengerjaan tercepat, pada ke 3 komponen awal. samping panjang, samping pendek, dan tengah diberi urutan dan nama “4”,
56
6. Setelah pengerjaan samping panjang, samping pendek, dan tengah dilanjutkan perakitan (priority rule). Perakitan / L frame (lihat nama komponen
pada tabel 2) diberi urutan dan nama “7” pada gant chartt. Pada komponen 7 kegiatan perakitan membutuhkan 2 operator (lihat butuh operator pada tabel 2)
Dikerjakan di Operator 2 = dengan tanda
7. Melanjutkan pengerjaan komponen u tegak A, u tegak B, u atas, u panjang, dan u pendek.
8. Dari ke 5 komponen tersebut membandingkan total waktu pengerjaan tercepat yaitu :
u tegak A= 50, u tegak B= 50, u atas= 50, u panjang= 50, dan u pendek= 60. memilih secara bebas karena diketahui memiliki waktu yang sama dan u penguat pendek diletakkan pada penjadwalan terakhir karena memiki waktu
yang paling lama. Sehingga diberi urutan dan nama “8”,”9”,”10”,”11” dan “12”
9. Setelah ke 5 komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Frame assy dengan urutan dan nama “13”. Dibutuh 2 operator dalam perakitan ini (lihat butuh operator pada tabel 1).
*pengerjaan yang tidak dapat dikerjakan pada hari itu, dikerjakan dihari berikutnya.
Dikerjakan di Operator 3 = dengan tanda
10. Memilih komponen pada level terendah berikutnya yaitu pada sub unit 2 ( sub unit 3 sudah dijadwalkan), terdapat beberapa komponen yaitu : (dikelompokkan menurut perakitannya)
a. Frame cor (cor), bearing with housing A (part standart), bearing with housing A kecil (part standart), sampai L frame.
b. Karet diameter 60 (part standart), peer untuk roll (part standart), induction motor (electric), belt pulley (part standart) sampai pengait magnet.
c. L aluminium depan, L aluminium samping, L aluminium belakang, L alminium kecil, L alminium kecil 2, penguat selongsong, stainless sheet. d. Pemanas (part standart), blok atas (cor), blok bawah (cor), lembaran nilon,
...bush kuningan.
57
f. As diameter 1 inch, karet potongan, sampai handle (part standart), pasangan rack gear 90 derajat (part standart).
g. Karet diameter 60 (part standart), as diameter 20, peer karet (part standart), servo motor (electric), sampai plat magnetik.
h. Base A, base B, tengah, stang tegak, stang miring. i. Baut adjuster.
j. Blok adjust, bearing diameter 20 (part standart), seegering for hole ,baut. k. Blok fix, bearing diameter 20 (part standart), baut M6 modif.
l. Blok Stand, shaft stand, baut stand.
m. Bush mover, stand mover, dudukan mover, plat mover.
11. Dari beberapa komponen tersebut, dipilih komponen yang dalam satu level semua dibuat sendiri dan komponen yang memiliki part standart dengan urutan kedatangan paling awal.
Berikut komponen yang akan dijadwalkan dan total waktu pengerjaan. Diketahui :
a. L aluminium depan= 20, L aluminium samping= 20, L aluminium belakang= 20, L alminium kecil= 30, L alminium kecil 2= 30, penguat= 30, selongsong= 30 dan stainless sheet= 70. (total = 250)
b. Base A= 40, base B= 60, tengah= 40, stang tegak= 40, dan stang miring= 50. (total= 230)
c. Baut adjuster= 40 (total= 40)
d. Blok stand= 80, shaft stand = 50, dan baut stand = 40. (total= 170)
e. Bush mover= 100, stand mover= 70, dudukan mover= 60, dan plat mover= 60. (total= 290)
Dari beberapa komponen tersebut dipilih total tercepat yaitu pada kelompok perakitan, yaitu Baut adjuster= 40 Sehingga diberi urutan dan
nama “14”
12. Setelah komponen Baut adjuster dijadwalkan, maka dilanjutkan dengan perakitan (priority rule). Perakitan tersebut (frame output) diberi urutan dan
nama “15” pada gant chartt. Dibutuh 3 operator dalam perakitan ini (lihat butuh operator pada tabel 1).
58
14. Dari ke 3 komponen tersebut diurutkan dari waktu tercepatnya yaitu: baut stand = 40, shaft stand = 50, dan Blok stand = 80. Sehingga diberikan urutan
dan nomer yaitu “16”,”17”, dan “18” pada gant chartt.
15. Setelah ke 3 komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “stand assy” dengan urutan dan nama “19” pada gant chartt.
16. Melanjutkan penjadwalan dengan melihat total waktu tercepat berikutnya yaitu pada komponen Base A= 40, base B= 60, tengah= 40, stang tegak= 40, dan stang miring= 50. (total= 230)
17. Dari ke 5 komponen tersebut diurutkan dari waktu tercepatnya yaitu: Base A= 40, tengah= 40, stang tegak= 40, stang miring= 50, dan base B= 60. Sehingga
diberikan urutan dan nomer yaitu “20”,”21”, “22”, “23” dan “24” pada gant chartt.
18. Setelah ke 5 komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “frame input” dengan urutan dan nama “25” pada gant chartt.
19. Melanjutkan penjadwalan dengan melihat total waktu tercepat berikutnya yaitu pada komponen L aluminium depan= 20, L aluminium samping= 20, L aluminium belakang= 20, L alminium kecil= 30, L alminium kecil 2= 30, penguat= 30, selongsong= 30 dan stainless sheet= 70. (total = 250)
20. Dari ke 8 komponen tersebut diurutkan dari waktu tercepatnya yaitu: L aluminium depan= 20, L aluminium samping= 20, L aluminium belakang= 20, L alminium kecil= 30, L alminium kecil 2= 30, penguat= 30, selongsong= 30
dan stainless sheet= 70 Sehingga diberikan urutan dan nomer yaitu “26”,”27”, “28”, “29”, “30”, “31”, “32” dan “33” pada gant chartt.
21. Setelah ke 8 komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “stand stainless” dengan urutan dan nama “34” pada gant chartt.
22. Melanjutkan penjadwalan dengan melihat total waktu tercepat berikutnya yaitu pada komponen Bush mover= 100, stand mover = 70, dudukan mover = 60, dan plat mover = 60. (total= 290).
59
Sehingga diberikan urutan dan nomer yaitu “35”,”36”, “37”, dan “38” pada gant chartt.
24. Setelah ke 4 komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “mover assy” dengan urutan dan nama “39” pada gant chartt.
Setelah semua komponen (yang dalam satu level semua dibuat sendiri) dijadwalkan, maka dilanjutkan untuk menjadwalkan komponen yang memiliki part standart dengan urutan kedatangan paling awal.
25. Memilih komponen pada level terendah yaitu pada sub unit 3 (sub unit 4 semua sudah dijadwalkan), terdapat beberapa komponen yaitu: (dikelompokkan menurut perakitannya)
a. Bush balancer= 70.
b. Eksetris (done), bearing dia 150 (part standart), housing= 110, dan bush roda gila= 90. (total= 200)
c. Lempengan (part standart), kuningan= 110, shaft for kuningan= 150, dan plat penutup= 110. (total= 370)
d. Pipa 1 inch= 80, bearing dia 20 (part standart), bolt shaft= 80. (total= 160).
26. Dari beberapa kelompok komponen tersebut, dipilih kelompok komponen yang mempunyai waktu total tercepat yaitu pada bush balancer sehingga
diberi urutan dan nama “40” pada gant chartt.
27. Melanjutkan penjadwalan dengan melihat total waktu tercepat berikutnya yaitu pada kelompok komponen Pipa 1 inch= 80, bearing diameter 20 (part standart), bolt shaft= 80. (total= 160) dan diurutkan berdasarkan waktu tercepat yaitu Pipa 1 inch= 80, dan bolt shaft= 80 sehingga diberi urutan dan nama “41”, dan “42” pada gant chartt.
28. Setelah ke 2 komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “roller” dengan urutan dan nama “43” pada gant chartt.
60
30. Dari ke 2 komponen tersebut diurutkan dari waktu tercepatnya untuk dijadwalkan yaitu: bush roda gila= 90, dan ), housing= 110 Sehingga diberikan
urutan dan nomer yaitu “44, dan “45” pada gant chartt.
31. Setelah ke 2 komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “roda gila (assembly)” dengan urutan dan nama “46” pada
gant chartt.
32. Melanjutkan penjadwalan dengan melihat total waktu tercepat berikutnya yaitu pada kelompok komponen Lempengan (part standart), kuningan= 110, shaft for kuningan= 150, dan plat penutup= 110. (total= 370).
33. Dari ke 3 komponen tersebut diurutkan dari waktu tercepatnya untuk dijadwalkan yaitu: kuningan= 110, plat penutup= 110, dan shaft for kuningan= 150 sehingga diberi urutan dan nama yaitu “47”, “48”, dan “49”.
34. Setelah ke 3 komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “pemanas” dengan urutan dan nama “50” pada gant chartt.
35. Memilih komponen pada level terendah berikutnya yaitu pada sub unit 2 (sub unit 3 semua sudah dijadwalkan), terdapat beberapa komponen yaitu: (dikelompokkan menurut perakitannya)
a. Frame cor (cor), bearing with housing A (part standart), bearing with housing A kecil (part standart), bearing with housing B (part standart),
induction motor (electrical), pulley karet – B54 (part standart), pulley
pasangan motor 12” (part standart), pulley pasangan as penggerak 5” (part standart), arm lengan panjang (cor), arm lengan pendek (cor), balancer (cor), c arm (cor), extention universal (part standart), shaft1,5 inch= 180, shaft 1 inch= 160, roda gila (assemby) (done), baut roda gila panjang= 70, baut roda gila pendek=70, plat extention las= 150, L untuk motor= 120, plat dudukan motor= 130, as sensor= 80, L dudukan sensor= 120, as baut for potong= 90, plat servo motor=110, L frame (done). (total waktu= 1280). b. Karet diameter 60 (part standart), peer untuk roll (part standart), induction
motor (electric), belt pulley (part standart), pasangan pulley (part standart),
magnetik (part standart), peer adjuster (part standart), penyangga roll karet (cor), arm panjang (cor), arm pendek (cor), blok tail (cor), karet potongan
61
diameter 1 inch= 140, L for peer= 80, pengait magnet= 80. (total waktu= 620)
c. Pemanas (done), blok atas (cor), blok bawah (cor), lembaran nilon= 50, L aluminium= 70, stand pemegang (cor), peer (part standart), pengunci (part standart), shaft vertical= 130, bolt vertical= 110, bush pengunci= 110, bush kuningan= 160. (total waktu= 630)
d. As diameter 1 inch= 130, karet potongan= 70, as diameter 12,5= 190, as diameter atas= 12,5= 100, shaft bolt m10= 80, blok bawah (pesan), blok tengan (pesan), penopang u atas= 170, handle (part standart), pasangan rack gear (part standart). (total waktu= 740).
e. Karet dia 60 (part standart), as diameter 20= 160, peer karet (part standart),
servo motor (electrical), pulley pasangan (part standart), timing belt (part standart), blok bawah (cor), stand (cor), peer besar (part standart), baut pengatur= 100, housing lifter (pesan), housing lifter (pesan), lifter= 160, pisau (part standart), dudukan pisau= 140, magnetik (part standart), plat magnetik= 60. (total waktu= 620).
f. Blok adjust= 70, bearing dia 20 (part standart), baut= 60. (total waktu= 130). g. Blok fix= 70, bearing dia 20 (part standart), baut= 70. (total waktu= 140). 36. Dari beberapa kelompok komponen tersebut, dipilih kelompok komponen
yang mempunyai waktu total tercepat yaitu Blok adjust= 70, bearing dia 20
(part standart), baut= 60. (total waktu= 120) dan diurutkan berdasarkan waktu tercepat yaitu baut= 60 dan Blok adjust= 70 sehingga diberi urutan dan nama
“51” dan “52”pada gant chartt.
37. Setelah ke 2 komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “blok adjuster” dengan urutan dan nama “53” pada gant chartt.
(dikerjakan oleh 2 operator).
38. Melanjutkan penjadwalan dengan melihat total waktu tercepat berikutnya yaitu pada kelompok komponen Blok fix= 70, bearing dia 20 (part standart), baut= 70. (total waktu= 140)
39. Dari ke 2 komponen tersebut diurutkan berdasarkan waktu tercepatnya untuk dijadwalkan yaitu: Blok fix= 70 dan baut= 70 sehingga diberi urutan dan nama
62
40. Setelah ke 2 komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “blok fixed” dengan urutan dan nama “56” pada gant chartt.
(dikerjakan oleh 2 operator).
41. Melanjutkan penjadwalan dengan melihat total waktu tercepat berikutnya yaitu pada kelompok komponen Karet dia 60 (part standart), as diameter 20= 160, peer karet (part standart), servo motor (electrical), pulley pasangan (part standart), timing belt (part standart), blok bawah (cor), stand (cor), peer besar
(part standart), baut pengatur= 100, housing lifter (pesan), housing lifter (pesan), lifter= 160, pisau (part standart), dudukan pisau= 140, magnetik (part standart), plat magnetik= 60. (total waktu= 620).
42. Dari beberapa komponen tersebut diurutkan berdasarkan waktu tercepatnya untuk dijadwalkan yaitu: plat magnetik= 60, baut pengatur= 100, dudukan pisau= 140, lifter= 160 dan as diameter 20= 160 sehingga diberi urutan dan
nama yaitu “57”, “58”, “59”, “60” dan “61” pada gant chartt.
*tidak dilanjutkan perakitan karena masih menunggu komponen cor yang belum datang
43. Melanjutkan penjadwalan dengan melihat total waktu tercepat berikutnya yaitu pada kelompok komponen Karet diameter 60 (part standart), peer untuk roll
(part standart), induction motor (electric), belt pulley (part standart), pasangan pulley (part standart), magnetik (part standart), peer adjuster (part standart),
penyangga roll karet (cor), arm panjang (cor), arm pendek (cor), blok tail (cor), karet potongan (part standart), as diameter 20,6 mm= 130, as diameter 13 mm= 190, as diameter 1 inch= 140, L for peer= 80, pengait magnet= 80. (total waktu= 620)
44. Dari beberapa komponen tersebut diurutkan berdasarkan waktu tercepatnya untuk dijadwalkan yaitu: pengait magnet= 80, L for peer= 80, as diameter 20,6 mm= 130, as diameter 1 inch= 140, danas diameter 13 mm= 190 sehingga
diberi urutan dan nama yaitu “62”, “63”, “64”, “65” dan “66 pada gant chartt.
*tidak dilanjutkan perakitan karena masih menunggu komponen cor yang belum datang
63
lembaran nilon= 50, L aluminium= 70, stand pemegang (cor), peer (part standart), pengunci (part standart), shaft vertical= 130, bolt vertical= 110, bush pengunci= 110, bush kuningan= 160. (total waktu= 630)
46. Dari beberapa komponen tersebut diurutkan berdasarkan waktu tercepatnya untuk dijadwalkan yaitu: lembaran nilon= 50, L aluminium= 70, bolt vertical= 110, bush pengunci= 110, shaft vertical= 130, dan bush kuningan= 160
sehingga diberi urutan dan nama yaitu “67”, “68”, “69”, “70”, “71” dan “72”.
*tidak dilanjutkan perakitan karena masih menunggu komponen cor yang belum datang
47. Melanjutkan penjadwalan dengan melihat total waktu tercepat berikutnya yaitu pada kelompok komponen As diameter 1 inch= 130, karet potongan= 70, as diameter 12,5= 190, as diameter atas= 12,5= 100, shaft bolt m10= 80, blok bawah (pesan), blok tengan (pesan), penopang u atas= 170, handle (part standart), pasangan rack gear (part standart). (total waktu= 740).
48. Dari beberapa komponen tersebut diurutkan berdasarkan waktu tercepat untuk dijadwalkan yaitu: karet potongan= 70, shaft bolt m10= 80, as diameter atas= 12,5= 100, As diameter 1 inch= 130, penopang u atas= 170, dan as
diameter 12,5= 190 sehingga diberi urutan dan nama yaitu “73”, “74”, “75”, “76”, “77” dan “78” pada gant chartt.
49. Setelah komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “roll pengatur” dengan urutan dan nama “79” pada gant chartt.
(dikerjakan oleh 2 operator).
50. Melanjutkan penjadwalan dengan melihat total waktu tercepat berikutnya yaitu pada kelompok komponen Frame cor (cor), bearing with housing A (part standart), bearing with housing A kecil (part standart), bearing with housing B
64
motor= 130, as sensor= 80, L dudukan sensor= 120, as baut for potong= 90, plat servo motor=110, L frame (done). (total waktu= 1280).
51. Dari beberapa komponen tersebut diurutkan berdasarkan waktu tercepat untuk dijadwalkan yaitu: baut roda gila panjang= 70, baut roda gila pendek=70, as sensor= 80, as baut for potong= 90, plat servo motor=110, L dudukan sensor= 120, L untuk motor= 120, plat dudukan motor= 130, plat extention las= 150, shaft 1 inch= 160, dan shaft1,5 inch= 180 sehingga diberi
urutan dan nama yaitu “80”, “81”, “82”, “83”, “84”, “85”, “86”, “87”, “88”, “89” dan “90” pada gant chartt.
*tidak dilanjutkan perakitan karena masih menunggu komponen cor yang belum datang
52. Memilih komponen pada level terendah berikutnya yaitu pada sub unit 1 (sub unit 2 semua sudah dijadwalkan), terdapat beberapa komponen yaitu: (dikelompokkan menurut perakitannya)
a. Shaft input= 150.
b. L motor= 90, dan shaft dia 40= 150. (total waktu= 240)
53. Dari beberapa kelompok komponen tersebut, dipilih kelompok komponen yang mempunyai waktu total tercepat yaitu Shaft input= 150 sehingga diberi
urutan dan nama yaitu “91” pada gant chartt.
54. Setelah komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “input unit” dengan urutan dan nama “92” pada gant chartt.
(dikerjakan oleh 2 operator).
55. Melanjutkan penjadwalan dengan melihat total waktu tercepat berikutnya yaitu pada kelompok komponen L motor= 90, dan shaft dia 40= 150. (total waktu= 240)
56. Dari beberapa komponen tersebut diurutkan berdasarkan waktu tercepat untuk dijadwalkan yaitu: L motor= 90, dan shaft dia 40= 150 sehingga diberi
urutan dan nama yaitu “93”, dan “94” pada gant chartt.
57. Setelah komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “input unit” dengan urutan dan nama “95” pada gant chartt.
(dikerjakan oleh 3 operator).
65
5.5. Metode LPT (Longest Processing Time)
Metode LPT (Longest Processing Time) merupakan metode yang memilih waktu proses terlama yang akan dijadwalkan terlebih dahulu. Berikut urutan penjadwalan metode SPT :
1. Memilih komponen dari level terendah, yaitu berada pada sub unit 4. Komponen tersebut yaitu bush eksentris dan blok O.
2. Dari ke 2 komponen tersebut membandingkan waktu pengerjaan terlama. Diketahui bush eksentris = 70 dan blok O= 110, sehingga blok O dijadwalkan terlebih dulu. blok O dan Bush eksentris diberi urutan dan nama “1” dan “2” pada gant chartt.
3. Setelah pengerjaan bush eksentris dan blok O dilanjutkan dengan perakitan
(priority rule). Perakitan / eksentris diberi urutan dan nama “3” pada gant chart.
Dikerjakan di Operator 1 = dengan tanda
4. Memilih dari level terendah berikutnya, yaitu sub unit 3 (sub unit 4 sudah dijadwalkan), terdapat beberapa komponen yaitu: (dikelompokkan menurut perakitannya)
a. eksentris, bearing diameter 150 (part standart), housing, dan bush roda gila.
b. samping panjang, samping pendek, dan tengah.
c. lempengan (part standart), kuningan, shaft for kuningan, dan plat penutup. d. pipa 1 inch, bearing diameter 20 (part standart), dan bolt shaft.
e. u samping tegak A, u samping tegak B, u atas, u penguat panjang, dan u penguat pendek.
5. Dari beberapa komponen tersebut, dipilih komponen yang dalam satu level semua dibuat sendiri sehingga langsung bisa dirakit.
Berikut komponen yang akan dijadwalkan dan total waktu pengerjaan. Diketahui :
a. samping panjang= 50, samping pendek= 50, dan tengah= 50. (total 150) b. u samping tegak A= 50, u samping tegak B= 50, u atas= 50, u penguat
panjang= 50, dan u penguat pendek= 60. (total= 260)
66
Diurutkan dari waktu pengerjaan terlama yaitu u penguat pendek= 60, u samping tegak A= 50, u samping tegak B= 50, u atas= 50, dan u penguat panjang= 50. diberi urutan dan nama “4”, “5”,“6”, “7”, dan “8” pada gant chartt.
6. Setelah pengerjaan komponen tersebut dilanjutkan perakitan (priority rule). Perakitan “frame assy” (lihat nama komponen pada tabel 2) diberi urutan dan
nama “9” pada gant chartt. Pada komponen 9 kegiatan perakitan membutuhkan 2 operator (lihat kebutuh operator pada tabel 2)
Dikerjakan di Operator 2 = dengan tanda
7. Melanjutkan pengerjaan komponen samping panjang, samping pendek, dan tengah.
8. Dari ke 3 komponen tersebut membandingkan total waktu pengerjaan terlama yaitu :
samping panjang= 50, samping pendek= 50, dan tengah= 50
memilih secara bebas karena diketahui memiliki waktu yang sama sehingga
diberi urutan dan nama “10”,”11”,dan “12”
9. Setelah ke 3 komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “L Frame”dengan urutan dan nama “13”. Dibutuh 2 operator
dalam perakitan ini (lihat butuh operator pada tabel 1).
*pengerjaan yang tidak dapat dikerjakan pada hari itu, dikerjakan dihari berikutnya.
Dikerjakan di Operator 3 = dengan tanda
10. Memilih komponen pada level terendah berikutnya yaitu pada sub unit 2 ( sub unit 3 sudah dijadwalkan), terdapat beberapa komponen yaitu : (dikelompokkan menurut perakitannya)
a. Frame cor (cor), bearing with housing A (part standart), bearing with housing A kecil (part standart), sampai L frame.
b. Karet diameter 60 (part standart), peer untuk roll (part standart), induction motor (electric), belt pulley (part standart) sampai pengait magnet.
c. L aluminium depan, L aluminium samping, L aluminium belakang, L alminium kecil, L alminium kecil 2, penguat selongsong, stainless sheet. d. Pemanas (part standart), blok atas (cor), blok bawah (cor), lembaran nilon,
67 e. Roller(part standart), L stand (cor).
f. As diameter 1 inch, karet potongan, sampai handle (part standart), pasangan rack gear 90 derajat (part standart).
g. Karet dia 60 (part standart), as diameter 20, peer karet (part standart), servo motor (electric), sampai plat magnetik.
h. Base A, base B, tengah, stang tegak, stang miring. i. Baut adjuster.
j. Blok adjust, bearing dia 20 (part standart), baut. k. Blok fix, bearing dia 20 (part standart), baut. l. Blok kecil, shaft, baut.
m. Bush, tiang, dudukan atas, plat slot.
11. Dari beberapa komponen tersebut, dipilih komponen yang dalam satu level semua dibuat sendiri sehingga bisa langsung dirakit.
Berikut komponen yang akan dijadwalkan dan total waktu pengerjaan. Diketahui :
a. L aluminium depan= 20, L aluminium samping= 20, L aluminium belakang= 20, L alminium kecil= 30, L alminium kecil 2= 30, penguat= 30, selongsong= 30 dan stainless sheet= 70. (total = 250)
b. Base A= 40, base B= 60, tengah= 40, stang tegak= 40, dan stang miring= 50. (total= 230)
c. Baut adjuster= 40 (total= 40)
d. Blok stand= 80, shaft stand = 50, dan baut stand = 40. (total= 170)
e. Bush mover= 100, Stand mover = 70, dudukan mover = 60, dan plat mover = 60. (total= 290)
Dari beberapa komponen tersebut dipilih kelompok komponen dengan total waktu terlama yaitu pada kelompok perakitan, yaitu Bush mover, stand mover, dudukan mover, dan plat mover (total 290).
68
13. Setelah komponen tersebut dijadwalkan, maka dilanjutkan dengan perakitan
(priority rule). Perakitan “mover assy” diberi urutan dan nama “18” pada gant chartt.
14. Melanjutkan penjadwalan dengan melihat total waktu terlama berikutnya (total = 250) yaitu pada komponen L aluminium depan= 20, L aluminium samping= 20, L aluminium belakang= 20, L alminium kecil= 30, L alminium kecil 2= 30, penguat= 30, selongsong= 30 dan stainless sheet= 70. (total = 250)
15. Dari ke 8 komponen tersebut diurutkan dari waktu pengerjaan terlama yaitu: stainless sheet= 70, L alminium kecil= 30, L alminium kecil 2= 30, penguat= 30, selongsong= 30, L aluminium depan= 20, L aluminium samping= 20, L aluminium belakang= 20 sehingga diberikan urutan dan nomer yaitu “19”,”20”,
“21”, “22”, “23”, “24”, “25” dan “26” pada gant chartt.
16. Setelah ke 8 komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “stand stainless” dengan urutan dan nama “27” pada gant chartt.
17. Melanjutkan penjadwalan dengan melihat total waktu terlama berikutnya yaitu pada komponen Base A= 40, base B= 60, tengah= 40, stang tegak= 40, dan stang miring= 50. (total= 230)
18. Dari ke 5 komponen tersebut diurutkan dari waktu pengerjaan terlama yaitu: base B= 60, stang miring= 50, Base A= 40, tengah= 40, dan stang tegak= 40,
Sehingga diberikan urutan dan nomer yaitu “28”,”29”, 30”, “31” dan “32” pada
gant chartt.
19. Setelah ke 5 komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “frame input” dengan urutan dan nama “33” pada gant chartt.
20. Melanjutkan penjadwalan dengan melihat total waktu terlama berikutnya yaitu pada komponen Blok kecil= 80, shaft= 50, dan baut= 40. (total= 170)
69
22. Setelah ke 3 komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “stand assy” dengan urutan dan nama “37” pada gant chartt.
23. Melanjutkan penjadwalan dengan melihat total waktu terlama berikutnya yaitu Baut adjuster= 40 (total= 40) dan diberikan urutan dan nama “38” pada gant chartt.
24. Setelah komponen tersebut dijadwalkan kemudian dilanjutkan perakitan
(priority rule). Perakitan “frame output” dengan urutan dan nama “39” pada gant chartt.
Setelah semua komponen (yang dalam satu level semua dibuat sendiri) dijadwalkan, maka dilanjutkan untuk menjadwalkan komponen yang memiliki part standart dengan urutan kedatangan paling awal.
25. Memilih komponen pada level terendah yaitu pada sub unit 3 (sub unit 4 semua sudah dijadwalkan), terdapat beberapa komponen yaitu: (dikelompokkan menurut perakitannya)
a. Bush balancer= 70.
b. Eksetris (done), bearing dia 150 (part standart), housing= 110, dan bush roda gila= 90. (total= 200)
c. Lempengan (part standart), kuningan= 110, shaft for kuningan= 150, dan plat penutup= 110. (total= 370)
d. Pipa 1 inch= 80, bearing dia 20 (part standart), bolt shaft= 80. (total= 160).
26. Dari bebepara kelompok komponen tersebut, dipilih kelompok komponen yang mempunyai waktu total terlama yaitu komponen Lempengan (part standart), kuningan= 110, shaft for kuningan= 150, dan plat penutup= 110. (total= 370).
27. Dari ke 3 komponen tersebut diurutkan dari waktu pengerjaan terlama untuk dijadwalkan yaitu: shaft for kuningan= 150, kuningan= 110, dan plat penutup= 110 sehingga diberi urutan dan nama yaitu “40”, “41”, dan “42”.
70
29. Melanjutkan penjadwalan dengan melihat total waktu terlama berikutnya yaitu pada kelompok komponen Eksetris (done), bearing dia 150 (part standart),
housing= 110, dan bush roda gila= 90. (total= 200).
30. Dari ke 2 komponen tersebut diurutkan dari waktu pengerjaan terlama untuk dijadwalkan yaitu: housing= 110,dan bush roda gila= 90, sehingga diberikan
urutan dan nomer yaitu “44, dan “45” pada gant chartt.
31. Setelah ke 2 komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “roda gila (assembly)” dengan urutan dan nama “46” pada gant chartt
32. Melanjutkan penjadwalan dengan melihat total waktu terlama berikutnya yaitu pada kelompok komponen Pipa 1 inch= 80, bearing dia 20 (part standart), bolt shaft= 80. (total= 160)
33. Melakukan pengurutan berdasarkan waktu pengerjaan terlama yaitu Pipa 1 inch= 80, dan bolt shaft= 80 sehingga diberi urutan dan nama “47”, dan “48” pada gant chartt.
34. Setelah ke 2 komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “roller” dengan urutan dan nama “49” pada gant chartt.
35. Melanjutkan penjadwalan dengan melihat total waktu terlama berikutnya yaitu
pada bush balancer sehingga diberi urutan dan nama “50” pada gant chartt.
36. Memilih komponen pada level terendah berikutnya yaitu pada sub unit 2 (sub unit 3 semua sudah dijadwalkan), terdapat beberapa komponen yaitu: (dikelompokkan menurut perakitannya)
a. Frame cor (cor), bearing with housing A (part standart), bearing with housing A kecil (part standart), bearing with housing B (part standart),
induction motor (electrical), pulley karet – B54 (part standart), pulley
71
b. Karet diameter 60 (part standart), peer untuk roll (part standart), induction motor (electric), belt pulley (part standart), pasangan pulley (part standart),
magnetik (part standart), peer adjuster (part standart), penyangga roll karet (cor), arm panjang (cor), arm pendek (cor), blok tail (cor), karet potongan
(part standart), as diameter 20,6 mm= 130, as diameter 13 mm= 190, as diameter 1 inch= 140, L for peer= 80, pengait magnet= 80. (total waktu= 620)
c. Pemanas (done), blok atas (cor), blok bawah (cor), lembaran nilon= 50, L aluminium= 70, stand pemegang (cor), peer (part standart), pengunci (part standart), shaft vertical= 130, bolt vertical= 110, bush pengunci= 110, bush kuningan= 160. (total waktu= 630)
d. As diameter 1 inch= 130, karet potongan= 70, as diameter 12,5= 190, as diameter atas= 12,5= 100, shaft bolt m10= 80, blok bawah (pesan), blok tengan (pesan), penopang u atas= 170, handle (part standart), pasangan rack gear (part standart). (total waktu= 740).
e. Karet dia 60 (part standart), as diameter 20= 160, peer karet (part standart),
servo motor (electrical), pulley pasangan (part standart), timing belt (part standart), blok bawah (cor), stand (cor), peer besar (part standart), baut pengatur= 100, housing lifter (pesan), housing lifter (pesan), lifter= 160, pisau (part standart), dudukan pisau= 140, magnetik (part standart), plat magnetik= 60. (total waktu= 620).
f. Blok adjust= 70, bearing dia 20 (part standart), baut= 60. (total waktu= 130). g. Blok fix= 70, bearing dia 20 (part standart), baut= 70. (total waktu= 140).
37. Dari beberapa kelompok komponen tersebut, dipilih kelompok komponen yang mempunyai waktu total terlama yaitu pada kelompok komponen Frame cor (cor), bearing with housing A (part standart), bearing with housing A kecil
72
80, L dudukan sensor= 120, as baut for potong= 90, plat servo motor=110, L frame (done). (total waktu= 1280).
38. Dari beberapa komponen tersebut diurutkan berdasarkan waktu terlama untuk dijadwalkan yaitu: shaft1,5 inch= 180, shaft 1 inch= 160, plat extention las= 150, plat dudukan motor= 130, L dudukan sensor= 120, L untuk motor= 120, plat servo motor=110, as baut for potong= 90, as sensor= 80, baut roda gila panjang= 70, dan baut roda gila pendek=70 sehingga diberi urutan dan nama
yaitu “51”, “52”, “53”, “54”, “55”, “56”, “57”, “58”, “59”, “60” dan “61” pada gant chartt.
*tidak dilanjutkan perakitan karena masih menunggu komponen cor yang belum datang
39. Melanjutkan penjadwalan dengan melihat total waktu terlama berikutnya yaitu pada kelompok komponen As diameter 1 inch= 130, karet potongan= 70, as diameter 12,5= 190, as diameter atas= 12,5= 100, shaft bolt m10= 80, blok bawah (pesan), blok tengan (pesan), penopang u atas= 170, handle (part standart), pasangan rack gear (part standart). (total waktu= 740).
40. Dari beberapa komponen tersebut diurutkan berdasarkan waktu pengerjaan terlama untuk dijadwalkan yaitu: as diameter 12,5= 190, penopang u atas= 170, As diameter 1 inch= 130, as diameter atas= 12,5= 100, shaft bolt m10= 80 dan karet potongan= 70 sehingga diberi urutan dan nama yaitu “62”, “63”,
“64”, “65”, “66” dan “67” pada gant chartt.
41. Setelah komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “roll pengatur” dengan urutan dan nama “68” pada gant chartt.
(dikerjakan oleh 2 operator).
42. Melanjutkan penjadwalan dengan melihat total waktu terlama berikutnya yaitu pada kelompok komponen Pemanas (done), blok atas (cor), blok bawah (cor), lembaran nilon= 50, L aluminium= 70, stand pemegang (cor), peer (part standart), pengunci (part standart), shaft vertical= 130, bolt vertical= 110, bush pengunci= 110, bush kuningan= 160. (total waktu= 630)
43. Dari beberapa komponen tersebut diurutkan berdasarkan waktu pengerjaan terlama untuk dijadwalkan yaitu: bush kuningan= 160, shaft vertical= 130, bolt vertical= 110, bush pengunci= 110, L aluminium= 70, dan lembaran nilon= 50
73
*tidak dilanjutkan perakitan karena masih menunggu komponen cor yang belum datang
44. Melanjutkan penjadwalan dengan melihat total waktu terlama berikutnya yaitu pada kelompok komponen Karet dia 60 (part standart), as diameter 20= 160, peer karet (part standart), servo motor (electrical), pulley pasangan (part standart), timing belt (part standart), blok bawah (cor), stand (cor), peer besar
(part standart), baut pengatur= 100, housing lifter (pesan), housing lifter (pesan), lifter= 160, pisau (part standart), dudukan pisau= 140, magnetik (part standart), plat magnetik= 60. (total waktu= 620).
45. Dari beberapa komponen tersebut diurutkan berdasarkan waktu pengerjaan terlama untuk dijadwalkan yaitu:
as diameter 20= 160, lifter= 160, dudukan pisau= 140, baut pengatur= 100,
dan plat magnetik= 60 sehingga diberi urutan dan nama yaitu “75”, “76”, “77”, “78” dan “79” pada gant chartt.
*tidak dilanjutkan perakitan karena masih menunggu komponen cor yang belum datang
46. Melanjutkan penjadwalan dengan melihat total waktu terlama berikutnya yaitu pada kelompok komponen Karet diameter 60 (part standart), peer untuk roll
(part standart), induction motor (electric), belt pulley (part standart), pasangan pulley (part standart), magnetik (part standart), peer adjuster (part standart),
penyangga roll karet (cor), arm panjang (cor), arm pendek (cor), blok tail (cor), karet potongan (part standart), as diameter 20,6 mm= 130, as diameter 13 mm= 190, as diameter 1 inch= 140, L for peer= 80, pengait magnet= 80. (total waktu= 620)
47. Dari beberapa komponen tersebut diurutkan berdasarkan waktu pengerjaan terlama untuk dijadwalkan yaitu:
as diameter 13 mm= 190, as diameter 1 inch= 140, as diameter 20,6 mm= 130, L for peer= 80,dan pengait magnet= 80 sehingga diberi urutan dan nama
yaitu “80”,“81”, “82”, “83” dan “84 pada gant chartt.
74
48. Melanjutkan penjadwalan dengan melihat total waktu terlama berikutnya yaitu pada kelompok komponen Blok fix= 70, bearing dia 20 (part standart), baut= 70. (total waktu= 140)
49. Dari ke 2 komponen tersebut diurutkan berdasarkan waktu pengerjaan terlama untuk dijadwalkan yaitu: Blok fix= 70 dan baut= 70 sehingga diberi
urutan dan nama yaitu “85” dan “86” pada gant chartt.
50. Setelah ke 2 komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “blok fixed” dengan urutan dan nama “87” pada gant chartt.
(dikerjakan oleh 2 operator).
51. Melanjutkan penjadwalan dengan melihat total waktu terlama berikutnya, yaitu Blok adjust= 70, bearing dia 20 (part standart), baut= 60. (total waktu= 120) 52. Melakukan pengurutan berdasarkan waktu terlama yaitu Blok adjust= 70, dan
baut= 60 sehingga diberi urutan dan nama “88” dan “89”pada gant chartt.
53. Setelah ke 2 komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “blok adjuster” dengan urutan dan nama “90” pada gant chartt.
(dikerjakan oleh 2 operator).
54. Memilih komponen pada level terendah berikutnya yaitu pada sub unit 1 (sub unit 2 semua sudah dijadwalkan), terdapat beberapa komponen yaitu: (dikelompokkan menurut perakitannya)
a. Shaft input= 150.
b. L motor= 90, dan shaft dia 40= 150. (total waktu= 240)
55. Dari beberapa kelompok komponen tersebut, dipilih kelompok komponen yang mempunyai waktu total terlama yaitu pada kelompok komponen L motor= 90, dan shaft dia 40= 150. (total waktu= 240)
56. Dari beberapa komponen tersebut diurutkan berdasarkan waktu pengerjaan terlama untuk dijadwalkan yaitu: shaft dia 40= 150, dan L motor= 90, sehingga diberi urutan dan nama yaitu “91”, dan “92” pada gant chartt.
57. Setelah komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “output unit” dengan urutan dan nama “93” pada gant chartt.
75
58. Melanjutkan penjadwalan dengan melihat total waktu terlama berikutnya yaitu pada kelompok komponen Shaft input= 150 sehingga diberi urutan dan nama
yaitu “94” pada gant chartt.
59. Setelah komponen dijadwalkan kemudian dilanjutkan perakitan (priority rule). Perakitan “input unit” dengan urutan dan nama “95” pada gant chartt.
(dikerjakan oleh 2 operator).
*gantt chart disertakan dilampiran
*Pengecualian
Dari metode diatas yaitu SPT (Shortest Processing Time) dan LPT (Longest
Processing Time) dapat diketahui total waktu yang ada metode SPT mempunyai
waktu lebih cepat yang ditunjukan pada gant chart.
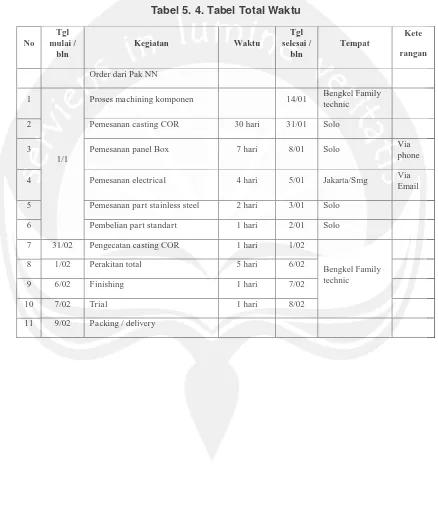
76 5.6. Total Waktu
[image:29.595.86.524.208.718.2]Total waktu dihitung dari semua proses produksi yang berawal dari pemesanan / order sampai proses packing dilakukan. Pada tabel berikut merupakan total waktu secara keseluruhan proses produksi dengan menggunakan metode yang diusulkan penulis guna mengevaluasi kegiatan proses produksi yang ada.
Tabel 5. 4. Tabel Total Waktu
No
Tgl mulai /
bln
Kegiatan Waktu
Tgl selesai /
bln
Tempat
Kete rangan
Order dari Pak NN
1
1/1
Proses machining komponen 14/01 Bengkel Family
technic
2 Pemesanan casting COR 30 hari 31/01 Solo
3 Pemesanan panel Box 7 hari 8/01 Solo Via
phone
4 Pemesanan electrical 4 hari 5/01 Jakarta/Smg Via
5 Pemesanan part stainless steel 2 hari 3/01 Solo
6 Pembelian part standart 1 hari 2/01 Solo
7 31/02 Pengecatan casting COR 1 hari 1/02
Bengkel Family technic
8 1/02 Perakitan total 5 hari 6/02
9 6/02 Finishing 1 hari 7/02
10 7/02 Trial 1 hari 8/02