PERANCANGAN LINTASAN PRODUKSI DENGAN MENGGUNAKAN METODE ALGORITMA GENETIK DI CV. SUPER PLATES
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh PUTRA PURBA
1 1 0 4 2 3 0 0 5
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA M E D A N
PERANCANGAN LINTASAN PRODUKSI DENGAN MENGGUNAKAN METODE ALGORITMA GENETIK DI CV. SUPER PLATES
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh PUTRA PURBA
1 1 0 4 2 3 0 0 5
Disetujui Oleh :
Pembimbing I
(Ir. ABADI GINTING, M.SIE)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan yang telah memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar sarjana teknik di Departemen Teknik Industri, khususnya program studi ekstensi strata satu, Fakultas Teknik, Universitas Sumatera Utara. Adapun judul untuk tugas sarjana ini adalah “Perancangan Lintasan Produksi Dengan Menggunakan Metode Algoritma Genetik di CV. Super Plates”.
Sebagai manusia yang tidak luput dari kesalahan, maka penulis menyadari masih terdapat kekurangan dalam penulisan tugas sarjana ini. Oleh karena itu, penulis sangat mengharapkan saran dan kritik untuk menyempurnakan tugas sarjana ini. Semoga tugas sarjana ini dapat bermanfaat bagi penulis sendiri, perpustakaan Universitas Sumatera Utara, dan pembaca lainnya.
Medan, Januari 2015
UCAPAN TERIMA KASIH
Syukur dan terimakasih penulis ucapkan yang sebesar-besarnya kepada Tuhan yang telah memberikan kesempatan kepada penulis untuk merasakan dan mengikuti pendidikan di Departemen Teknik Industri USU serta telah membimbing penulis selama masa kuliah dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Kedua orang tua yang selalu memberikan dukungan setiap saat, abang saya Bonaparte Purba dan Edward Purba serta keluarga besar yang saya cintai.
2. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini.
4. Seluruh pekerja di CV. Super Plates baik yang masih muda belia hingga yang sudah mau pensiun terutama buat operator yang juteekkkk bingitss. Terima kasih atas kerja samanya.
5. Staf pegawai Teknik Industri, Bang Ridho, Bang Mijo, Kak Dina, Bang Nurmansyah, Kak Rahma dan Ibu Ani, terimakasih atas bantuannya dalam masalah administrasi untuk melaksanakan tugas sarjana ini.
6. Spesial ucapan terima kasih saya yang sebesar-besarnya buat orang-orang yang sangat berjasa dalam membatu proses pengerjaan Tugas Sarjana ini mereka adalah Airlangga Kurniawan (Universitas Maranata) dan Denny Yulianti (Universitas Teknologi Malaysia).
ABSTRAK
CV. SUPER PLATES merupakan perusahaan yang bergerak di industri manufaktur baterai aki yang berproduksi secara massal. Salah satu produk yang dihasilkan adalah tipe N120, dimana komponen utamanya adalah plate yang disusun sedemikian rupa dengan jumlah 120 unit.
Dari 8 buah stasiun kerja 6 diantaranya terjadi penumpukan atau delay di beberapa stasiun kerja seperti stasiun Pasting process, Cell assambly, Assambly process, Elektorlisis proses, Charging proscess, dan Press box yang mengakibatkan ketidakseimbangan proses produksi sehingga harus diperbaiki. Dalam upaya menyeimbangkan proses produksi langkah awal yang dilakukan adalah menetapkan waktu standar untuk setiap elemen kerja yang terdapat di setiap stasiun kerja. Waktu standar tersebut akan dijadikan input untuk pengolahan metode Algoritma Genetik sebagai penyeimbang lintasan produksi. Pengukuran waktu standar dilakukan untuk mendapatkan nilai fitnes setelah dilakukan inisalisasi populasi. Inisialisasi populasi dilakukan sebanyak 6 buah sebagai solusi permasalahan yang dihadapai. Selain itu, penulis juga menghitung penyeimbangan lintasan prtoduksi yang digunakan oleh perusahaan sebagai pembandingnya. Efisiensi lintasan total melalui metode Algoritma Genetik sebesar 79,46%, sedangkan lintasan prtoduksi aktual perusahaan adalah sebesar 39,68%.
Jika algoritma genetik ini diterapkan untuk penyusunan lintasan produksi yang baru atau penelitian yang akan datang, perlu di perhatikan parameter genetik yang digunakan untuk mendapatkan hasil yang lebih optimal.
DAFTAR ISI
BAB
HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
DAFTAR ISI ... vii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvii
ABSTRAK ... xviii
I PENDAHULUAN ... I-1
1.1. Latar Belakang Permasalahan ... I-1 1.2. Perumusan Masalah ... I-5 1.3. Tujuan Penelitian... I-5 1.4. Manfaat Penelitian... I-6 1.5. Batasan dan Asumsi Masalah ... I-6 1.6. Sistematika Penulisan Tugas Akhir ... I-7
II GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (Lanjutan)
BAB
HALAMAN
2.2. Ruang Lingkup Bidang Usaha ... II-1 2.3. Organisasi dan Manajemen ... II-2 2.3.1. Struktur Organisasi ... II-2 2.3.1. Uraian Tugas dan Tanggung Jawab ... II-3 2.3.3. Tenaga Kerja dan Jam Kerja Perusahaan ... II-6
III LANDASAN TEORI ... III-1
3.1. Definisi Ergonomi ... III-1 3.2. Kelelahan ... III-2 3.2.1. Pengertian Kelelahan... III-2 3.2.2. Faktor Penyebab Terjadinya Kelelahan ... III-2 3.3. Standard Nordic Questionnaire (SNQ) ... III-3 3.4. Beban Kerja ... III-5 3.4.1.Faktor yang Mempengaruhi Beban Kerja ... III-5 3.4.2.Penilaian Beban Kerja Berdasarkan Jumlah
DAFTAR ISI (Lanjutan)
BAB
HALAMAN
3.6.1. Faktor yang Mempengaruhi Antropometri ... III-17 3.6.2. Antropometri Statis ... III-18 3.6.3. Prinsip Penggunaan Data Antropometri ... III-18 3.6.4. Dimensi Tubuh Pengukuran Data Antropometri ... III-20 3.6.5. Aplikasi Distribusi Normal dalan Penetapan Data
Antropometri ... III-24 3.6.6. Aplikasi Antropometri dalam Perancangan Produk ... III-25 3.7. Pengukuran Waktu ... III-28 3.7.1. Uji Keseragaman Data ... III-28 3.7.2. Uji Kecukupan Data ... III-29 3.8. Uji Distribusi Normal dengan Kolmogorov – Smirnov Test ... III-30
IV METODOLOGI PENELITIAN ... IV-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
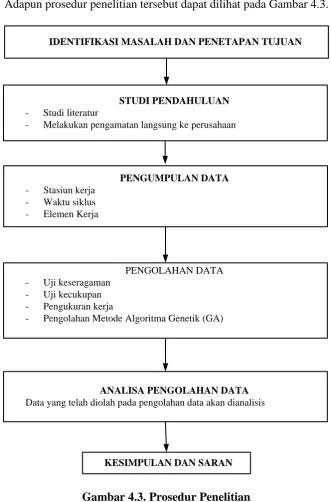
4.7.1. Sumber Data ... IV-5 4.7.2. Metode Pengumpulan Data ... IV-6 4.8. Pengolahan Data ... IV-7 4.9. Analisis Pemecahan Masalah ... IV-9 4.10. Kesimpulan dan Saran ... IV-9
V PENGUMPULAN DAN PENGOLAHAN DATA... V-1
5.1. Pengumpulan Data ... V-1 5.1.1. Data Standard Nordic Questionnaire (SNQ) ... V-1 5.1.2. Data Fisiologi ... V-3 5.1.3. Elemen Kegiatan Kondisi aktual ... V-4 5.1.4. Data Postur Kerja ... V-6 5.1.5. Data Fasilitas Kerja Aktual ... V-9 5.1.6. Data Antropometri... V-10 5.2. Pengolahan Data ... V-11
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.3. Penilaian Postur Kerja dengan Metode REBA ... V-22 5.2.4. Perhitungan Data Antropometri ... V-25 5.2.4.1. Perhitungan Rata-rata, Standar Deviasi, Nilai
Maksimum, dan Minimum ... V-27 5.2.4.1.1. Perhitungan rata-rata ... V-27 5.2.4.1.2. Perhitungan Standar Deviasi ... V-28 5.2.4.1.3. Perhitungan Nilai dan Maksimum
Minimum ... V-28 5.2.4.2. Uji Keseragaman Data Antropometri ... V-28 5.2.4.3. Uji Kecukupann Data ... V-37 5.2.4.4. Uji Kenormalan Data dengan Kolmogorov-
Smirnov ... V-39
5.2.4.5. Perhitungan Persentil ... V-40 5.2.5. Perancangan Fasilitas Kerja Usulan ... V-42
VI ANALISIS DAN EVALUASI ... VI-1
6.3. Analisis Postur Kerja dengan REBA ... VI-2
DAFTAR ISI (Lanjutan)
BAB
HALAMAN
6.4. Analisis Fasilitas Kerja Aktual ... VI-4 6.5. Analisis Perancangan Fasilitas Kerja Usulan ... VI-5
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.9. Pengkuran Waktu Uji Keseragaman Data untuk ...
Elemen Kerja 1 ... V-11 5.10. Uji Keseragaman Data Elemen Kerja ... V-13 5.11. Pengkuran Waktu Untuk Uji Kecukupan Data Elemen ...
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.47. Fitness Value untuk Setiap Kromosom Generasi 2 ... V-75 5.48. Fitness Relatif dan Fitness Kumulatif Generasi 2 ... V-76 5.49. Bilangan Random Untuk Seleksi Generasi 2 ... V-76 5.50. Kromosom Baru Hasil Seleksi Generasi 2 ... V-77 5.51. Bilangan Random Untuk Crossover Generasi 2 ... V-78 5.52. Hasil dari Offspiring Kromosom 1 Generasi 2 ... V-83 5.53. Hasil dari Offspiring Kromosom 3 Generasi 2 ... V-83 5.54. Hasil dari Offspiring Kromosom 2 Generasi 2 ... V-86 5.55. Hasil dari Offspiring Kromosom 4 Generasi 2 ... V-86 5.56. Hasil dari Offspiring Kromosom 5 Generasi 2 ... V-89 5.57. Hasil dari Offspiring Kromosom 6 Generasi 2 ... V-90 5.59. Seleksi Kromosom yang Valid Pada Generasi 2... V-96 5.60. Populasi Akhir Setelah Generasi ke-2... V-97 6.1. Perbandingan Penyeimbangan Lintasan Kondisi
ABSTRAK
CV. SUPER PLATES merupakan perusahaan yang bergerak di industri manufaktur baterai aki yang berproduksi secara massal. Salah satu produk yang dihasilkan adalah tipe N120, dimana komponen utamanya adalah plate yang disusun sedemikian rupa dengan jumlah 120 unit.
Dari 8 buah stasiun kerja 6 diantaranya terjadi penumpukan atau delay di beberapa stasiun kerja seperti stasiun Pasting process, Cell assambly, Assambly process, Elektorlisis proses, Charging proscess, dan Press box yang mengakibatkan ketidakseimbangan proses produksi sehingga harus diperbaiki. Dalam upaya menyeimbangkan proses produksi langkah awal yang dilakukan adalah menetapkan waktu standar untuk setiap elemen kerja yang terdapat di setiap stasiun kerja. Waktu standar tersebut akan dijadikan input untuk pengolahan metode Algoritma Genetik sebagai penyeimbang lintasan produksi. Pengukuran waktu standar dilakukan untuk mendapatkan nilai fitnes setelah dilakukan inisalisasi populasi. Inisialisasi populasi dilakukan sebanyak 6 buah sebagai solusi permasalahan yang dihadapai. Selain itu, penulis juga menghitung penyeimbangan lintasan prtoduksi yang digunakan oleh perusahaan sebagai pembandingnya. Efisiensi lintasan total melalui metode Algoritma Genetik sebesar 79,46%, sedangkan lintasan prtoduksi aktual perusahaan adalah sebesar 39,68%.
Jika algoritma genetik ini diterapkan untuk penyusunan lintasan produksi yang baru atau penelitian yang akan datang, perlu di perhatikan parameter genetik yang digunakan untuk mendapatkan hasil yang lebih optimal.
BAB I
PENDAHULUAN
1.1. Latar Belakang
CV. Super Plates merupakan perusahaan yang bergerak dibidang manufaktur baterai/aki basah yang diperuntukkan untuk mobil. Produksi yang dihasilkan terdapat dalam berbagai tipe yang kuat arusnya berbeda, merek dagang dari baterai yang dihasilkan adalah Samson. Komponen utama Samson tersebut adalah sejumlah plate yang disusun sedemikian rupa, sebagai contoh baterai tipe N120 memiliki 120 plate yang dibagi menjadi 60 plate positif dan 60 plate negatif. Daerah pemasaran baterai Samson ini hanya melingkupi kota Medan dan Pekanbaru.
Proses produksi bersifat massal yang ditandai dengan volume produksi yang besar dimana variasi antar produk cukup kecil. Pada proses pembuatan baterai Samson ini masih dikerjakan secara manual dan menggunakan peralatan mesin yang cukup sederhana.
Terdapat beberapa faktor yang mempengaruhinya diantaranya adalah jenis urutan operasi pada lintasan dalam proses produksi dan waktu penyelesaian masing-masing elemen kerja pada masing-masing-masing-masing produksi sedangkan untuk mesin dan perlatan dalam keadaan baik serta bahan baku sudah tersedia untuk dirakit atau di proses. Tujuan dari menyeimbangkan lintasan produksi adalah menyeimbangkan beban kerja pada tiap stasiun kerja dan meminimalisasi jumlah stasiun kerja.
Hal tersebut dapat dicapai terlebih dahulu melalui pengkuran kerja sehingga didapatkan waktu baku yang wajar, normal, dan terbaik. Hasil dari pengukuran kerja ini akan dijadikan input untuk proses algoritma genetik dalam mencapai solusi optimum efesiensi lini.
Algoritma Genetik (AG) dipilih karena AG tidak mempunyai kriteria khusus yang dijumpai pada algoritma heuristik lainnya dalam menyaring kualitas solusi, dan dapat menghasilkan beberapa alternatif solusi yang mempunyai nilai objektif yang sama.
1.2. Perumusam Masalah
Permasalahan pada penelitian ini ialah pembagian elemen kerja yang masih belum seimbang sehingga menyebabkan waktu siklus setiap stasiun kerja berbeda-beda dan adanya penumpukan di beberapa stasiun kerja yang menyebabkan terjadinya delay di beberapa stasiun kerja. Oleh karena itu perlu dilakukan penyeimbangan lintasan produksi, sehingga dapat diperoleh lintasan produksi yang efesien dan efektif serta dapat mengatasi masalah yang ada.
1.3. Tujuan dan Manfaat
Tujuan umum dari penelitian ini adalah merancang sebuah metode keseimbangan lintasan produksi yang seharusnya diterapkan di perusahaan sehingga di peroleh utilitas yang tinggi dalam lintasan produksi.
Adapun tujuan khusus dari penelitian ini adalah sebagai berikut : 1. Mengindetifikasi kelemahan lintasan produksi sekarang.
2. Memberikan usulan penyusunan lintasan produksi yang seharusnya di terapkan di perusahaan.
3. Menjelaskan manfaat penerapan lintasan produksi yang diusulkan. Adapun manfaat penelitian adalah sebagai berikut :
1. Bagi perusahaan
Sebagai bahan masukan perusahaan dalam melakukan perbaikan lintasan produksi.
Menjadi sarana kerjasama antara perusahaan dengan departemen teknik industri.
3. Bagi Mahasiswa
Membantu mahasiswa dalam melakukan penyusunan Laporan Tugas Sarjana yang merupakan salah satu syarat kelulusan di Jurusan Teknik Industri dan juga sebagai sarana untuk menerapkan ilmu teknik industri dilingkungan perusahaan.
1.4. Batasan Masalah dan Asumsi
Adapun yang menjadi batasan masalah dalam penelitian ini adalah sebagai berikut :
1. Produk yang diamati baterai aki tipe N120.
2. Penelitian ini memfokuskan pada keseimbangan lintasan produksi.
3. Pengukuran waktu operasi hanya digunakan untuk hal-hal yang berkaitan langsung dengan proses produksi menggunakan stopwatch.
4. Pada penelitian ini tidak membahas masalah biaya.
Asumsi-asumsi yang digunakan dalam penelitian ini antara lain : 1. Mesin yang digunakan dalam keadaan baik.
2. Tidak dilakukan penambahan mesin.
3. Bahan baku dan part sudah tersedia untuk dirakit/diproses. 4. Tidak terjadi kerusakan mesin/peralatan.
1.5. Sistematika Penulisan Laporan
Adapun sistematika yang mempermudah penulisan tugas sarjana ini adalah sebagai berikut:
BAB I Pendahuluan berisi tentang latar belakang permasalahan, rumusan masalah, tujuan penelitian, manfaat penelitian, batasan masalah dan asumsi serta sistematika penulisan laporan.
BAB II Gambaran Umum Perusahaan memaparkan secara singkat tentang
gambaran dari objek penelitian, yaitu Sejarah Perusahaan, Ruang Lingkup Bidang Usaha, Organisasi dan Manajemen dan Proses Produksi.
BAB III Landasan Teori menyajikan dasar teori dan metode yang digunakan
sebagai dasar dan kelengkapan untuk memecahkan masalah dalam penelitian. Adapun teori yang dibahas dalam penelitian ini adalah Lintasan Produksi, perhitungan waktu baku, dan Algoritma Genetik (AG).
BAB IV Metodologi Penelitian mengemukakan tentang urutan langkah-langkah
dalam pemecahan masalah dan penjelasan secara garis besar bagaimana langkah pemecahan persoalan dengan menggunakan metode yang digunakan.
BAB V Pengumpulan Dan Pengolahan Data membahas tentang data-data yang
BAB VI Analisa Pemecahan Masalah menganalisa hasil dari pengolahan data dan
mengidentifikasi pemecahan masalah untuk mengetahui langkah-langkah perbaikan yang dibutuhkan perusahaan.
BAB VII Kesimpulan Dan Saran menguraikan tentang pokok-pokok hasil penelitian
dan uraian singkat hasil analisa yang dilakukan. Sedankan saran berisi tindak lanjut dari hasil penelitian yang telah dilakukan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
CV. Super Plates didirikan pada tahun 1992 yang beralamat di Jl.Balai Desa 141 Polonia Medan. CV. Super Plates merupakan salah satu perusahaan yang bergerak di bidang industri perakitan baterai aki mobil. Perusahan ini didirikan dengan modal sendiri dan pinjaman dari Bank yang mana Deny Chandra sebagai pemilik usaha. Pada awalnya perusahaan ini memproduksi baterai televisi tahun 1984. Keterbatasan penyediaan dan distribusi listrik didaerah polonia pada waktu itu menganggap sebagai peluang usaha, sehingga Deny Chandra mulai membuat baterai televisi yang dipasarkan secara lokal di Polonia Medan.
tahun 1992 perusahaan ini berbentuk usaha Persekutuan Komenditer (CV) dengan nama CV. Super Plates.
2.2. Lokasi Perusahaan
CV. Super Plates berlokasi di Jl. Balai Desa No. 141 Kecamatan Polonia Medan. Sejak awal didirikannya perusahaan ini terletak berdampingan dengan rumah pemilik usaha, yang mana luas tanah ± 400 m2.
2.3. Struktur Organisasi
Struktur organisasi pada CV. Super Plates dapat dilihat pada Gambar 2.1 dibawah ini.
OWNER
Keuangan
Operator Office Boy Driver
Gambar 2.1. Struktur Organisasi CV. Super Plates
karena anggota-anggota staff yang ahli dalam bidangnya yang dapat memberi nasehat dan mengerjakan perencanaan yang teliti, koordinasi dapat dengan mudah dikerjakan karena sudah ada pembidangan masing-masing.
Struktur organisasi yang berbentuk hubungan garis dapat dijelaskan bahwa bawahan hanya mengenal seorang atasan. Bawahan tersebut hanya menerima tugas, tanggung jawab, wewenang serta haknya dari atasan tersebut. Bentuk hubungan ini dapat dilihat antara keuangan dengan operator, office boy dan driver.
Adapun tugas dan tanggung jawab dari karyawan CV. Super Plates adalah sebagai berikut :
1. Pemilik Usaha
Pemilik usaha merupakan pemilik modal yang bertanggungjawab atas penyusunan semua kebijakan di perusahaan.
2. Keuangan
Bertanggungjawab atas pembuatan laporan keuangan seperti, membuat laporan gaji karyawan, pembelian bahan baku dan peralatan, dan laporan jual/beli baterai aki.
3. Operator
Operator terdiri dari beberapa bidang perkerjaan, berikut adalah tugas masing-masing operator :
Bertanggungjawab melakukan persiapan sebelum produksi dimulai mulai dari memerikasa kelengkapan, pemanasan tungku hingga peleburan timah serta mencetak plate.
b. Operator pemotongan
Bertanggungjawab memeriksa semua kelengkapan dan memotong plate setelah selesai di cetak.
c. Operator pasting
Bertanggungjawab memeriksa semua kelengkapan dan melakukan pasting pada plate.
d. Operator press pasting
Bertanggungjawab memeriksa semua kelengkapan, penggilingan timah putih dan mem-press plate yang sudah di pasting.
e. Operator cell assambly
Bertanggungjawab memeriksa semua kelengkapan, menjemur plate yang sudah di press pasting hingga memastikan apakah sudah kering atau belum dan merangkai plate.
f. Assambly process
Bertanggugjawab memeriksa semua kelengkapan dan merangkai plate untuk dimasukkan kedalam box.
g. Press assambly
h. Driver
Bertanggungjawab atas pendistribusian arus barang dan jasa. i. Office boy
Bertanggungjawab atas kebersihan dan kenyaman lingkungan kerja.
2.4. Ruang Lingkup Bidang Usaha
CV. Super Plates Memproduksi berbagai macam jenis produk baterai aki mobil. Produk yang dihasilkan dapat dilihat pada Tabel 2.1. berikut.
Tabel 2.1. Jenis dan Harga dari Produk CV Super Plates
No Tipe Vlot AH Tukar
Tambah
Tanpa Tukaran
Baterai Rusak
2.5. Jumlah Tenaga Kerja dan Jam Kerja 2.5.1. Jumlah Tenaga Kerja
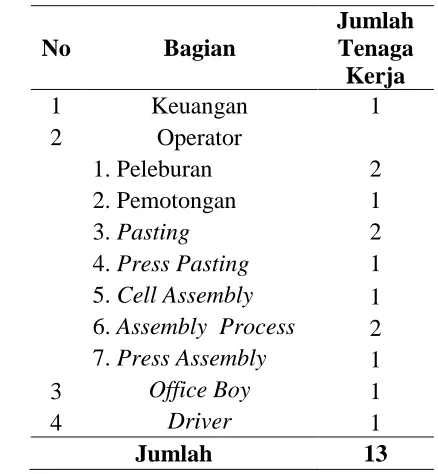
Dalam menjalankan tugasnya, CV. Super Plates mempekerjakan tenaga kerja langsung. Tenaga kerja langsung adalah tenaga kerja yang bekerja di lantai produksi baterai aki didalam pabrik. Jumlah tenaga kerja pada CV. Super Plates adalah 14 orang. Alokasi tenaga kerja di CV. Super Plates pada Tabel 2.2.
Tabel 2.2. Jumlah Tenaga Kerja di CV. Super Plates
No Bagian
(Sumber : CV. Super Plates)
2.5.2. Jam Kerja
Jam kerja di CV. Super Plates terdiri dari satu shift saja, dengan rincian sebagai berikut:
2. Jam 12.01-13.00 WIB (Istirahat) 3. Jam 13.01-17.00 WIB (Kerja)
Hari minggu dan hari-hari besar lainnya merupakan hari libur bagi perusahaan.
2.6. Proses Produksi
Produksi adalah suatu aktivitas dalam perusahaan industri berupa penciptaan nilai tambah dari input menjadi output secara efektif dan efisien sehingga produk sebagai output dari proses penciptaan nilai tambah dapat dijual dengan harga yang kompetitif di pasar.
2.6.1. Bahan yang Digunakan 2.6.1.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk yang terlibat langsung dalam proses produksi hingga manjadi produk jadi dimana sifat dan bentuk bahan tersebut akan mengalami perubahan. Bahan baku utama yang digunakan dalam proses produksi prosuk – produk pada di CV. Super Plates adalah sebagai berikut :
1. Timah Hitam (Pb)
Plumbum. Timah Hitam adalah logam berat yang terdapat secara alami di dalam kerak bumi.
•
•
Dalam sehari diperlukan 100 kg timah hitam untuk membuat plate. 2. Timah Putih (Sn)
Timah Putih adalah sebuah unsur kimia dalam tabel periodik yang memiliki simbol Sn dan nomor atom 50.
•
•
Dalam sehari diperlukan 100 kg timah hitam untuk membuat pasta. 3. Air Raksa (Hg)
dalam endapan alam seperti bijih bersama unsur-unsur lainnya. Air raksa dipergunakan sebagai produk elektrik seperti batu baterai sel kering. Air raksa juga digunakan untuk campuran pasta.
2.6.1.2. Bahan Penolong
memperbaiki mutu dari produk yang dihasilkan suatu proses produksi. Adapun bahan penolong yang digunakan di CV. Super Plates adalah sebagai berikut :
1. Box
Box digunakan sebagai wadah untuk menapung semua komponen baterai.
2. Kardus
Kardus digunakan untuk packaging baterai apabila di distribusikan dalam jumlah yang banyak.
3. Termo Aki
Termo aki digunakan sebagai alat untuk memeriksa kadar air raksa normal atau tidak.
2.6.1.3. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan untuk mempermudah proses dan meningkatkan kualitas dari produk yang dihasilkan dan merupakan bagian dari produk akhir yang ikut dalam proses produksinya tanpa menggunakan bahan penolong produk akan tetap bisa diselesaikan tetapi hasilnya tidak sesuai yang diharapkan dan fungsinya tidak sempurna. Bahan tambahan yang digunakan dalam proses produksi produk – produk di CV. Super Plates adalah sebagai berikut :
1. Air
Air digunakan untuk mengurangi kadar air raksa ketika membuat pasta. 2. Sinar Ultraviolet
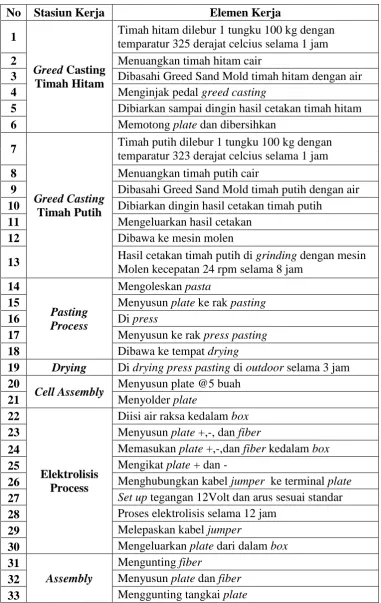
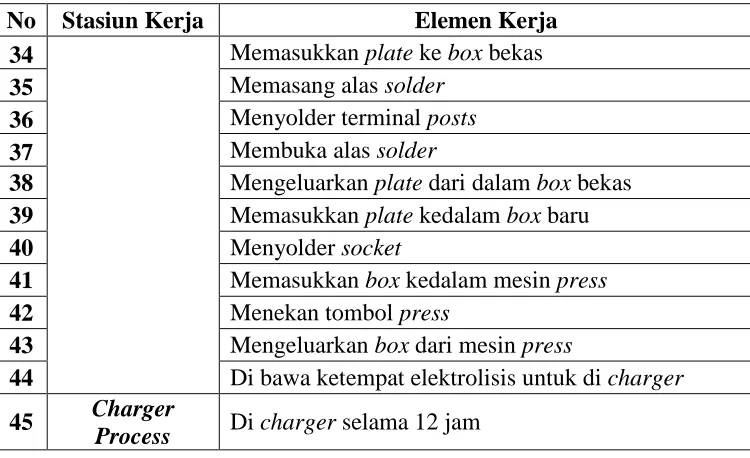
2.7. Uraian Proses Produksi
Uraian proses produksi baterai aki dapat diuraikan sebagai berkut : 1. Peleburan
Timah hitam (Pb) dilebur 1 tungku sebanyak 100 kg selama 1 jam dengan suhu 325 derajat celcius. Sedangkan untuk timah putih (Sn) dengan suhu 232 derajat celcius. Timah hitam yang sudah dilebur akan dijadikan plate dengan cara menuangkan cairan timah hitam kedalam mesin greed casting dengan sendok untuk di cetak menjadi plate sedangkan hasil dari peleburan timah putih nantinya akan digunakan untuk pasta dengan cara hasil peleburan timah putih di tuangkan dengan sendok ke mesin greed cating setelah itu di giling dengan mesin molen dengan kecepatan 24 rpm selama 8 jam di campur air raksa.
2. Pemotongan
Setelah selesai pencetakan tahap berikutnya adalah memotong plate menjadi dua bagian dan lalu dibersihkan.
3. Pasting Process
Plate yang sudah di potong-potong dioleskan pasta yang terbuat dari timah
putih yang sudah digiling. 4. Press Pasta
Tahap selanjutnya adalah menekan pasta agar tidak lepas dari plate lalu dijemur di outdor selama 3 jam.
Merakit plate sebanyak 5 buah sebelum di elektrolisis. 6. Proses Elektrolisis
Plate yang sudah dirakit akan dielektrolisis selama 12 jam. Proses elektrolisis adalah proses reduksi dan oksidasi kutub-kutub pada baterai sehingga terjadi migrasi ion-ion pada plate yang membuat plate dapat menyimpan atau mengeluarkan energi listrik.
7. Assembly Process
Assembly process adalah merangkai plate positf dan negatif yang di batasi
dengan fiber dengan jumlah sesuai jenis baterai aki yang akan diproduksi. Setelah selesai dirakit maka tahap selanjutnya adalah menyusun kedalam box lalu di press agar tidak lepas dari box.
8. Charger process
Charger process merupakan pengisian tiap cell plate yang menghasilkan
tegangan 2 Volt. Sehingga untuk menghasilkan tegangan 12 Volt harus menghubungkan tiap cell secara seri.
2.8. Mesin dan Peralatan
2.8.1. Mesin Produksi
Adapun mesin yang digunakan pada CV. Super Plates adalah mesin molen dan mesin press sederhana yang bersifat umum. Dibawah ini dapat di lihat gambar mesin yang dipergunakan untuk proses produksi baterai aki.
1. Mesin Molen
Gambar 2.3. Mesin Molen
Spesifikasi mesin molen: Keterangan : Mixer Timah
Dimensi PxLxT (mm): 2300 x 1175 x 1520 Drum Speed : 24 - 25 rpm
Berat bersih : 400 kg
2. Mesin Press
Gambar 2.4. Mesin Press
Spesifikasi mesin molen: Press force : 10 ton
Dimensi PxLxT (mm): 110 x 65 x 220 Berat : 450 kg
2.8.2. Peralatan (Equipment)
Adapun peralatan yang mendukung proses produksi yang digunakan adalah sebagai berikut :
1. Tungku
Tungku digunakan untuk membakar timah. 2. Solder
Kuas digunakan untuk mengoleskan pasta. 4. Parang
Parang digunakan untuk memotong plate. 5. Kereta sorong
Kereta sorong digunakan untuk mengangkut timah dari mobil.
2.9. Utilitas
Utilitas merupakan bagian yang penting dalam menunjang kegiatan operasi dalam pabrik, penanggulangan kebakaran dan perumahan. Sistem utilitas yang terdapat di CV. Super Plates adalah :
1. Pembangkit Tenaga Listrik
Penggunaan tenaga listrik PLN dengan daya 555 KVA untuk menghidupkan mesin-mesin secara normal. Selain itu apabila terjadi hambatan karena pemadaman listrik maka digunakan generator cadangan berdaya 380 KVA dengan spesifikasi sebagai berikut :
a. Kode No. : SR4 serial no. B49BH6998 b. Merk : Maspion
c. Jumlah : 1 unit d. Bahan bakar : solar
2. Air dari Perusahaan menggunakan jasa PAM
BAB III
TINJAUAN PUSTAKA
3.1. Lini Produksi1
1. Lini fabrikasi, merupakan lintasan produksi yang terdiri atas sejumlah operasi pekerjaan yang bersifat membentuk atau mengubah bentuk benda kerja.
Lini produksi adalah penempatan area-area kerja dimana operasi-operasi diatur secara berurutan dan material bergerak secara kontinu melalui operasi yang terangkai seimbang. Menurut karakteristiknya proses produksinya, lini produksi dibagi menjadi dua.
2. Lini perakitan, merupakan lintasan produksi yang terdiri atas sejumlah operasi perakitan yang dikerjakan pada beberapa stasiun kerja dan digabungkan menjadi benda assembly atau subassembly.
Beberapa keuntungan yang dapat diperoleh dari perencanaan lini produksi yang baik adalah :
1. Jarak perpindahan material yang minim diperoleh dengan mengatur susunan dan tempat kerja.
2. Aliran benda kerja (material), mecakup gerakan dari benda kerja yang kontinu. Alirannya diukur dengan kecepatan produksi dan bukan oleh jumlah spesifik.
1 Baroto,Teguh. Pengendalian dan Perencanaan Produksi. Ghalia Indonesia. Jakarta. 2002.Hal
3. Pembagian tugas terbagi secara merata yang disesuaikan dengan keahlian masing-masing pekerjaan sehingga pemanfaat tenaga kerja lebih efisien.
4. Pengerjaan operasi yang serentak (simultan) yaitu setiap operasi dikerjakan pada saat yang sama di seluruh lintasan produksi.
5. Operasi unit. Lintasan dimaksudkan sebagai penghasil unit tunggal, satu seri operasi atau grup pekerja di tugaskan untuk suatu produk. Seluruh lintasan merupakan satu unit produksi.
6. Gerakan benda kerja tetap sesuai dengan set-up dari lintasan dan bersifat tetap. 7. Proses memerlukan waktu minium.
Persyaratan yanag harus diperhatikan untuk menunjang kelangsungan lintasan produksi antara lain sebagai berikut :
1. Pemerataan distribusi kerja yang seimbang disetiap stasiun kerja yang terdapat di dalam suatu lintasan produksi fabrikasi atau suatu lintasan perakitan yang bersifat manual.
2. Pergerakan aliran benda kerja yang kontinu pada kecepatan yang seragam. Alirannya tergantung pada waktu operasi.
3. Arah aliran meterial harus tetap sehingga memperkecil daerah penyebaran dan mencagah timbulnya atau setidak-tidaknya mengurangi waktu menunggu karena keterlambatan benda kerja.
Keseimbangan lintasan, proses penyusunannya bersifat teoritis. Dalam praktik persyaratan di atas mutlak untuk dijadikan dasar pertimbangan.
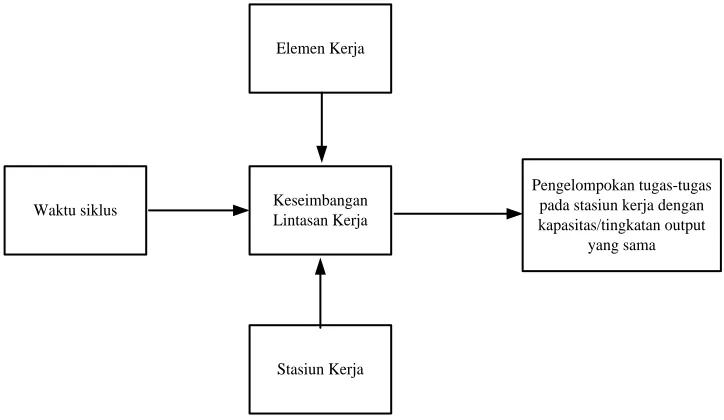
3.2. Line Balancing
Kriteria umum keseimbangan lintasan produksi adalah untuk memaksimumkan efisiensi atau meminimumkan balance delay. Tujuan pokok dari penggunaan metode ini adalah untuk mengurangi atau meminimumkan waktu menganggur (idle time) pada lintasan yang ditentukan oleh operasi yang paling lambat.
Tujuan perencanaan kesimbangan lintasan adalah mendistribusikan unit-unit kerja atau elemen-elemen kerja pada setiap stasiun kerja agar waktu menganggur dari stasiun kerja pada suatu lintasan produksi dapat ditekan seminimal mungkin, sehingga pemanfaatan dari peralatan maupun operator dapat digunakan semaksimal mungkin.
Pembuatan suatu produk pada umumnya dilakukan melalui beberapa tahapan proses produksi pada beberapa departemen berupa aliran proses produksi. Aliran proses produksi disini adalah yang diperlukan untuk memindahkan elemen-elemen produksi, seperti bahan atau material, part, orang, dan lain-lain, mulai dari awal proses sampai produk yang dikehendaki bisa melalui lintasan produksi.
lancarnya aliran material ke departemen berikutnya, sehingga terjadi waktu menunggu (delay time) dan penumpukan material (material in proses storage).
Lini perakitan (assembly line) adalah sebuah lini produksi yang mana meterial atau bahan bergerak secara kontinu dalam tingkat rata-rata seragam pada seluruh urutan stasiun kerja di mana pekerjaan perakitan dilakukan. Lini perakitan akan menjadi bagian utama dari manufucturing dan operasi perakitan, walaupun pekerjaannya mungkin digantikan oleh robot. Pengaturan kerja sepanjang lini perakitan akan bervariasi sesuai ukuran produk yang akan dirakit, kebutuhan proses pendahuluan, ketersediaan ruang, elemen pengerjaan dan kondisi pengerjaan, yang akan dikenakan pada job. Adapun dua permasalahan penting dalam penyeimbangan lini adalah :
1. Penyeimbangan antara stasiun kerja,
2. Menjaga kelangsungan produksi di dalam lini perakitan.
3.2.1. Istilah-istilah Dalam Line Balancing
Sebelum membahas mengenai operasional dari metode-metode dalam line
balancing, perlu dipahami dulu beberapa istilah yang lazim digunakan dalam line
balancing.
Precedence diagram. Precedence diagram merupakan gambaran secara grafis
dari urutan kerja operasi kerja, serta ketergantungan pada operasi kerja lainnya yang tujuannya untuk memudahkan pengontrolan dan perencanaan kegiatan yang terkait di dalamnya. Adapun tanda-tanda yang dipakai sebagai berikut:
1. Symbol lingkaran dengan huruf atau nomor di dalamnya untuk mempermudah identifikasi dari suatu proses operasi
2. Tanda panah menunjukkan ketergantungan dan urutan proses operasi. Dalam hal ini, operasi yang berada pada pangkal panah berarti mendahului operasi kerja yang ada pada ujung anak panah
3. Angka di atas symbol lingkaran adalah waktu standar yang diperlukan untuk menyelesaikan setiap operasi
Asssamble product
Adalah produk yang melewati urutan work stasiun di mana tiap work stasiun (WS ) memberikan proses tertentu hingga selesai menjadi produk akhir pada perakitan akhir
Work elemen
Waktu operasi (Ti)
Adalah waktu standar untuk menyelesaikan suatu operasi Work stasiun (WS)
Adalah tempat pada lini perakitan di mana proses perakitan dilakukan. Setelah menentukan interval waktu siklus, maka jumlah stasiun kerja efisien dapat ditetapkan dengan rumus berikut:
Di mana:
Ti : waktu operasi/elemen ( I=1,2,3,…,n) C :waktu siklus stasiun kerja
N : jumlah elemen
Kmin : jumlah stasiun kerja minimal Cycle time (CT)
Di mana:
ti max : waktu operasi terbesar pada lintasan CT : waktu siklus (cycle time)
P : jam kerja efektif per hari Q : jumlah produksi per hari Station time (ST)
Jumlah waktu dari elemen kerja yang dilakukan pada suatu stasiun kerja yang sama
Idle time (I)
Merupakan selisih (perbedaan) antara cycle time (CT) dan stasiun time (ST) atau CT dikurangi ST.
Balance delay (D)
Sering disebut balancing loss, adalah ukuran dari ketidakefisiensinan lintasan yang dihasilkan dari waktu menganggur sebenarnya yang disebabkan karena pengalokasian yang kurang sempurna di antara stasiun-stasiun kerja. Balance
delay ini dinyatakan dalam persentase. Balance delay dapat dirumuskan:
Di mana:
n : jumlah stasiun kerja
: waktu operasi : balance delay (%) Line efficiency (LE)
Adalah rasio dari total waktu di stasiun kerja dibagi dengan waktu siklus dikalikan jumlah stasiun kerja
Di mana:
STi : waktu stasiun dari stasiun ke-1 K : jumlah(banyaknya) stasiun kerja CT : waktu siklus
Smoothes index (SI)
Adalah suatu indeks yang menunjukkan kelancaran relative dari penyeimbangan lini perakitan tertentu
SI=
Di mana:
St max : maksimum waktu di stasiun Sti : waktu stasiun di stasiun kerja ke-i Output production (Q)
Adalah jumlah waktu efektif yang tersedi dalam suatu periode dibagi dengan
cycle time
Di mana:
3.3 Algoritma Genetik2
Pada akhirnya, akan didapatkan solusi-solusi yang paling tepat bagi permasalahan yang dihadapi. Untuk menggunakan algoritma genetik, solusi permasalahan direpresentasikan sebagai khromosom. Tiga aspek yang penting untuk penggunaan algoritma genetik:
Algoritma ini ditemukan di Universitas Michigan, Amerika Serikat oleh John Holland (1975) melalui sebuah penelitian dan dipopulerkan oleh salah satu muridnya, David Goldberg (1989). Dimana mendefenisikan algoritma genetik ini sebagai metode algoritma pencarian berdasarkan pada mekanisme seleksi alam dan genetik alam.
Algoritma genetik adalah algoritma yang berusaha menerapkan pemahaman mengenai evolusi alamiah pada tugas-tugas pemecahan-masalah (problem
solving). Pendekatan yang diambil oleh algoritma ini adalah dengan menggabungkan secara acak berbagai pilihan solusi terbaik di dalam suatu kumpulan untuk mendapatkan generasi solusi terbaik berikutnya yaitu pada suatu kondisi yang memaksimalkan kecocokannya atau lazim disebut fitness. Generasi ini akan merepresentasikan perbaikan-perbaikan pada populasi awalnya. Dengan melakukan proses ini secara berulang, algoritma ini diharapkan dapat mensimulasikan proses evolusioner.
2
1. Defenisi fungsi fitness
2. Defenisi dan implementasi representasi genetik 3. Defenisi dan implementasi operasi genetik
Jika ketiga aspek di atas telah didefinisikan, algoritma genetik akan bekerja dengan baik. Tentu saja, algoritma genetik bukanlah solusi terbaik untuk memecahkan segala masalah. Sebagai contoh, metode tradisional telah diatur untuk untuk mencari penyelesaian dari fungsi analitis convex yang “berperilaku baik” yang variabelnya sedikit. Pada kasus-kasus ini, metode berbasis kalkulus lebih unggul dari algoritma genetik karena metode ini dengan cepat menemukan solusi minimum ketika algoritma genetik masih menganalisa bobot dari populasi awal.
Untuk problem-problem ini pengguna harus mengakui fakta dari pengalaman ini dan memakai metode tradisional yang lebih cepat tersebut. Akan tetapi, banyak persoalan realistis yang berada di luar golongan ini. Selain itu, untuk persoalan yang tidak terlalu rumit, banyak cara yang lebih cepat dari algoritma genetik. Jumlah besar dari populasi solusi, yang merupakan keunggulan dari algoritma genetik, juga harus mengakui kekurangannya dalam dalam kecepatan pada sekumpulan komputer yang dipasang secara seri-fitness
function dari tiap solusi harus dievaluasi. Namun, bila tersedia komputer-
pada saat yang bersamaan. Karena itulah, algoritma genetik sangat cocok untuk perhitungan yang paralel.
3.4. Struktur Umum Algoritma Genetik
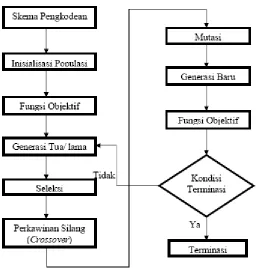
Algoritma genetik memberikan suatu pilihan bagi penentuan nilai parameter dengan meniru cara reproduksi genetik, pembentukan kromosom baru serta seleksi alami seperti yang terjadi pada makhluk hidup. Algoritma Genetik secara umum dapat diilustrasikan dalam diagram alir berikut ini.
Gambar 3.1. Diagram Alir Algoritma Genetik
karakteristik-karakteristik yang perlu diketahui sehingga dapat terbedakan dari prosedur pencarian atau optimasi yang lain, yaitu:
1. Algoritma genetik dengan pengkodean dari himpunan solusi permasalahan berdasarkan parameter yang telah ditetapkan dean bukan parameter itu sendiri. 2. Algoritma genetik pencarian pada sebuah solusi dari sejumlah individu- individu
yang merupakan solusi permasalahan bukan hanya dari sebuah individu.
3. Algoritma genetik informasi fungsi objektif (fitness), sebagai cara untuk mengevaluasi individu yang mempunyai solusi terbaik, bukan turunan dari suatu fungsi.
4. Algoritma genetik menggunakan aturan transisi peluang, bukan aturan-aturan deterministik.
Variabel dan parameter yang digunakan pada algoritma genetik adalah:
1. Fungsi fitness (fungsi tujuan) yang dimiliki oleh masing-masing individu untuk menentukan tingkat kesesuaian individu tersebut dengan criteria yang ingin dicapai.
2. Populasi jumlah individu yang dilibatkan pada setiap generasi. 3. Probabilitas terjadinya persilangan (crossover) pada suatu generasi. 4. Probabilitas terjadinya mutasi pada setiap individu.
5. Jumlah generasi yang akan dibentuk yang menentukan lama penerapan algoritma genetik.
1. Membangkitkan populasi awal
Populasi awal ini dibangkitkan secara random sehingga didapatkan solusi awal. Populasi itu sendiri terdiri atas sejumlah kromosom yang
merepresentasikan solusi yang diinginkan. 2. Membentuk generasi baru
Untuk membentuk generasi baru, digunakan operator reproduksi/ seleksi,
crossover dan mutasi. Proses ini dilakukan berulang-ulang sehingga
didapatkan jumlah kromosom yang cukup untuk membentuk generasi baru dimana generasi baru ini merupakan representasi dari solusi baru. Generasi baru ini dikenal denga istilah anak (offspring).
3. Evaluasi solusi
Fungsi fitness tersebut sebagai berikut:
Fitness 1
1 + Penalti (3.1) dimana: ∑ Penalti =∑Bp + ∑Np
Dari persamaan diatas nilai fitness ditentukan oleh nilai penalty. Penalty tersebut menunjukkan jumlah pelanggaran kendala pada suatu kromosom. Semakin tinggi nilai fitness akan semakin besar kemungkinan kromosom tersebut terpilih ke generasi berikutnya. Jadi nilai penalty berbanding terbalik dengan nilai fitness, semakin kecil nilai penalty (jumlah pelanggaran) semakin besar nilai fitnessnya.
Jadi fungsi fitness:
Keterangan:
Bp : Bobot Pelanggaran
Np : Indikator Pelanggaran
3.5. Pengkodean
1. Pengkodean biner merupakan cara pengkodean yang paling umum digunakan karena adalah yang pertama kali digunakan dalam algoritma genetik oleh Holland. Keuntungan pengkodean ini adalah sederhana untuk diciptakan dan mudah dimanipulasi. Pengkodean biner memberikan banyak kemungkinan untuk kromosom walaupun dengan jumlah nilai-nilai yang mungkin terjadi pada suatu gen yang sedikit (0 dan 1). Di pihak lain, pengkodean biner sering tidak sesuai untuk banyak masalah dan kadang pengoreksian harus dilakukan setelah operasi
crossover dan mutasi.
2. Pengkodean bilang riil adalah suatu pengkodean bilangan dalam bentuk riil. Masalah optimalisasi fungsi dan optimalisasi kendala lebih tepat jika diselesaikan dengan pengkodean bilangan riil karena struktur topologi ruang genotif untuk pengkodean bilangan riil identik dengan ruang fenotifnya, sehingga mudah membentuk operator genetik yang efektif dengan cara memakai teknik yang dapat digunakan yang berasal dari metode konvensional.
3. Pengkodean bilangan bulat adalah metode yang mengkodekan bilangan dalam bentuk bilangan bulat. Pengkodean ini baik digunakan untuk masalah optimisasi kombinatorial.
4. Pengkodean struktur data adalah model pengkodean yang menggunakan struktur data. Pengkodean ini digunakan untuk masalah kehidupan yang lebih kompleks seperti perencanaan jalur robot, dan masalah pewarnaan
3.6. Operator Genetik
Algoritma genetik merupakan proses pencarian yang heuristik dan acak sehingga penekanan pemilihan operator yang digunakan sangat menentukan keberhasilan algoritma genetik dalam menemukan solusi optimum suatu masalah yang diberikan. Hal yang harus diperhatikan adalah menghindari terjadinya konvergensi premature, yaitu mencapai solusi optimum yang belum waktunya, dalam arti bahwa solusi yang diperoleh adalah hasil optimum lokal.
Operator genetik yang digunakan setelah proses evaluasi tahap pertama membentuk populasi baru dari generasi sekarang. Operator-operator tersebut adalah operator seleksi, crossover dan mutasi.
3.6.1. Seleksi
Seleksi bertujuan memberikan kesempatan reproduksi yang lebih besar bagi anggota populasi yang paling fit. Langkah pertama dalam seleksi ini adalah pencarian nilai fitness. Masing-masing individu dalam suatu wadah seleksi akan menerima probabilitas reproduksi yang tergantung pada nilai objektif dirinya sendiri terhadap nilai objektif dari semua individu dalam wadah seleksi tersebut. Nilai fitness inilah yang nantinya akan digunakan pada tahap seleksi berikutnya.
Kemampuan algoritma genetik untuk memproduksi kromosom yang lebih baik secara progresif tergantung pada penekanan selektif (selective
dalam dua cara. Cara pertama adalah membuat lebih banyak kromosom anak yang dipelihara dalam populasi dan memilih hanya kromosom-kromosom terbaik bagi generasi berikut. Walaupun orang tua dipilih secara acak, metode ini akan terus menghasilkan kromosom yang lebih baik berhubungan dengan penekanan selektif yang diterapkan pada individu anak tersebut.
Cara lain menerapkan penekanan selektif adalah memilih orang tua yang lebih baik ketika membuat keturunan baru. Dengan metode ini, hanya kromosom sebanyak yang dipelihara dalam populasi yang perlu dibuat bagi generasi berikutnya. Walaupun penekanan selektif tidak diterapkan ke level keturunan, metode ini akan terus menghasilkan kromosom yang lebih baik, karena adanya penekanan selektif yang diterapkan ke orangtua.
Ada beberapa metode untuk memilih kromosom yang sering digunakan antara lain adalah seleksi roda rolet (roulette wheel selection), seleksi ranking (rank selection) dam seleksi turnamen (tournament selection).
Dalam penelitian ini, metode yang digunakan adalah seleksi roda rolet (roulette wheel selection). Pada seleksi ini, orang tua dipilih berdasarkan fitness mereka. Lebih baik kualitas suatu kromosom, lebih besar peluangnya untuk terpilih. Probabilitas suatu individu terpilih untuk crossover sebanding dengan
fitness-nya. Cara penyeleksian ini merupakan peniruan dari permainan roda
3.6.2. Crossover
Crossover (perkawinan silang) bertujuan menambah keanekaragaman
string dalam populasi dengan penyilangan antar-string yang diperoleh dari sebelumnya. Beberapa jenis crossover tersebut adalah:
1. Crossover 1-titik
Pada crossover dilakukan dengan memisahkan suatu string menjadi dua bagian dan selanjutnya salah satu bagian dipertukarkan dengan salah satu bagian dari string yang lain yang telah dipisahkan dengan cara yang sama. Proses yang demikian dinamakan operator crossover satu titik seperti diperlihatkan pada Tabel 3.1. berikut:
Tabel 3.1 Contoh Crossover 1-titik
Kromosom Orangtua 1 11001011
Kromosom Orangtua 2 11011111 Keturunan 11001111
2. Crossover 2-titik
Tabel 3.2 Contoh Crossover 2-titik
Kromosom Orangtua 1 11001011
Kromosom Orangtua 2 11011111 Keturunan 11011111
3. Crossover seragam
Crossover seragam manghasilkan kromosom keturunan dengan menyalin bit-bit secara acak dari kedua orangtuanya.
Tabel 3.3 Contoh Crossover Seragam
Kromosom Orangtua 1 11001011
Kromosom Orangtua 2 11011111 Keturunan 11011111
3.6.3. Mutasi
Mutasi merupakan proses mengubah nilai dari satu atau beberapa gen dalam suatu kromosom. Operasi crossover yang dilakukan pada kromosom dengan tujuan untuk memperoleh kromosom-kromosom baru sebagai kandidat solusi pada generasi mendatang denga fitness yang lebih baik, dan lama-kelamaan menuju solusi optimum yang diinginkan. Akan tetapi, untuk mencapai hal ini, penekanan selektif juga memegang peranan yang penting. Jika dalam proses pemilihan kromosom-kromosom cenderung pada kromosom yang memiliki fitness yang tinggi saja, konvergensi premature, yaitu mencapai solusi yang optimal lokal sangat mudah terjadi
Proses mutasi dalam sistem biologi berlangsung dengan mengubah isi
allele gen pada suatu locus dengan allele yang lain. Proses mutasi ini bersifat
acak sehingga tidak selalu menjamin bahwa setelah proses mutasi akan diperoleh kromosom dengan fitness yang lebih baik.
Operator mutasi merupakan operasi yang menyangkut satu kromosom tertentu. Beberapa cara operasi mutasi diterapkan dalam algoritma genetik menurut jenis pengkodean terhadap phenotype, antara lain:
1. Mutasi dalam Pengkodean Biner
Mutasi pada pengkodean biner merupakan operasi yang sangat sederhana. Proses yang dilakukan adalah menginversi nilai bit pada posisi tertentu yang terpilih secara acak (atau menggunakan skema tertentu) pada kromosom, yang disebut inverse bit.
Tabel 3.4 Contoh Mutasi pada Pengkodean Biner
Kromosom sebelum mutasi 1 0 0 1 0 1 1 1 Kromosom setelah mutasi 1 0 0 1 0 0 1 1
2. Mutasi dalam Pengkodean Permutasi
Tabel 3.5 Contoh Mutasi pada Pengkodean Permutasi
Kromosom sebelum mutasi 1 2 3 4 6 5 8 7 9 Kromosom setelah mutasi 1 2 7 4 6 5 8 3 9
3. Mutasi dalam Pengkodean Nilai
Mutasi pada pengkodean nilai hampir sama dengan yang dilakukan pada pengkodean biner, tetapi yang dilakukan bukan menginversi nilai bit. Penerapannya bergantung pada jenis nilai yang digunakan. Sebagai contoh untuk nilai riil, proses mutasi dapat dilakukan seperti yang dilakukan pada pengkodean permutasi, dengan saling mempertukarkan nilai dua gen pada kromosom.
Tabel 3.6 Contoh Mutasi Pengkodean Nilai Keadaan Kromosom Proses Mutasi
Kromosom sebelum mutasi 1,45 2,67 1,87 2,56 Kromosom sesudah mutasi 1,55 2,67 1,77 2,56
4. Mutasi dalam Pengkodean Pohon
5. Order-based mutation
Proses mutasi dilakukan menggunakan metode order-based mutation, dengan ketentuan sebagai berikut :
a. Jika nilai bilangan random lebih kecil atau sama dengan ½ Pm, maka kurangi nilai gen dengan satu. Jika nilai gen tersebut adalah satu, maka tambahkan nilai gen tersebut dengan satu.
3.6.4. Parameter Genetik
Pengoperasian algoritma genetik dibutuhkan 4 yaitu: 1. Probabilitas Persilangan (Crossover Probability)
Menunjukkan kemungkinan crossover terjadi antara 2 kromosom. Jika tidak terjadi crossover maka keturunannya akan sama persis dengan kromosom orangtua, tetapi tidak berarti generasi yang baru akan sama persis dengan generasi yang lama. Jika probabilitas crossover 100% maka semua
keturunannya dihasilkan dari crossover. Crossover dilakukan dengan harapan bahwa kromosom yang baru akan lebih baik.
2. Probabilitas Mutasi (Mutation Probability)
3. Jumlah Individu
Menunjukkan jumlah kromosom yang terdapat dalam populasi (dalam satu generasi). Jika hanya sedikit kromosom dalam populasi maka algoritma genetik akan mempunyai sedikit variasi kemungkinan untuk melakukan crossover antara orangtua karena hanya sebagian kecil dari search space yang dipakai. Sebaliknya jika terlalu banyak maka algoritma genetik akan berjalan lambat. 4. Jumlah Generasi
3.7. Metode Pengukuran Waktu3
Pengukuran waktu ditujukan untuk mendapatkan waktu baku penyelesaian pekerjaan yaitu waktu yang dibutuhkan secara wajar oleh seorang pekerja normal untuk menyelesaikan suatu pekerjaan yang dijalankan dalam sistem kerja terbaik. Ini dimaksudkan untuk menunjukkan bahwa waktu baku yang dicari bukanlah waktu penyelesaian yang diselesaikan secara tidak wajar seperti terlalu cepat atau terlalu lambat.
Secara garis besar, metode pengukuran waktu terbagi ke dalam dua bagian, yaitu:
1. Pengukuran secara langsung
Pengukuran yang dilakukan secara langsung di tempat dimana pekerjaan yang bersangkutan dijalankan. Dua cara yang termasuk pengukuran langsung adalah cara jam henti (stopwatch time study) dan sampling kerja (work sampling). 2. Pengukuran secara tidak langsung merupakan pengukuran waktu tanpa harus
berada ditempat kerja yaitu dengan membaca tabel-tabel yang tersedia asalkan mengetahui jalannya pekerjaan melalui elemen pekerjaan atau elemen-elemen gerakan. Yang termasuk pengukuran tidak langsung adalah data waktu baku dan data waktu gerakan.
Dengan salah satu cara ini, waktu penyelesaian pekerjaan yang dikerjakan dengan suatu sistem kerja tertentu dapat ditentukan. Sehingga jika pengukuran dilakukan terhadap beberapa alternatif sistem kerja, kita dapat memilih yang
3 Iftikar Z Sutalaksana. Teknik Tata Cara Kerja. Bandung: Institut Teknologi Bandung. 1979. h.
terbaik dari segi waktu yaitu sistem yang membutuhkan waktu penyelesaian yang tersingkat.
Adapun beberapa istilah di dalam metode pengukuran waktu, yaitu: 1. Waktu Siklus
Waktu Siklus merupakan data waktu sesungguhnya yang terukur oleh pengamat yang diawali dan diakhiri oleh suatu elemen operasi yang sama. Pengukuran waktu siklus haruslah mencakup seluruh elemen operasi (gerakan) yang mungkin muncul pada saat pekerjaan dilakukan.
a. Pengujian Kecukupan Data
Untuk memastikan data yang dikumpulkan adalah cukup secara objektif. b. Pengujian Keseragaman Data
Ini dilakukan untuk memastikan bahwa data yang terkumpul berasal dari suatu sistem yang sama.
2. Waktu Siklus Rata-rata (Ws)
Waktu diperoleh dari dengan cara menjumlahkan seluruh data waktu siklus, kemudian dibagi dengan banyaknya data yang telah terkumpul.
3. Waktu Normal
Dalam melakukan pekerjaannya, seorang operator dapat saja menunjukkan kecepatan kerja yang tidak konsisten. Operator dapat bekerja secara cenderung cepat, atau bahkan sebaliknya cenderung lambat. Data waktu yang terukur dari cara kerja seperti ini, haruslah ditambah dengan rating factor (Rf).
4. Waktu Standar (Waktu Baku)
Disamping melakukan pekerjaan rutin, seorang operator mungkin saja hanya melakukan aktivitas-aktivitas lain yang tidak berhubungan secara langsung dengan pekerjaan. Aspek ini di koreksi dengan menambahkan suatu nilai yang disebut dengan allowance (kelonggaran).
Wb = Wn x (1 + allowance)
Waktu Baku adalah waktu yang dibutuhkan oleh seorang pekerja normal untuk bekerja secara wajar dalam sistem kerja yang terbaik.
3.7.1 Pengukuran Waktu Jam Henti (Stopwatch Time Study)
Sesuai dengan namanya, maka pengukuran waktu ini menggunakan jam henti (stopwatch) sebagai alat utamanya. Cara ini tampaknya merupakan cara yang paling banyak dikenal, dan karenanya paling banyak dipakai.Salah satu yang menyebabkannya adalah kesederhanaan aturan-aturan yang dipakai.
Ada beberapa aturan pengukuran yang dijalankan untuk mendapatkan hasil yang baik.Aturan-aturan tersebut dijelaskan dalam langkah-langkah berikut ini. 1. Langkah-langkah sebelum melakukan pengukuran
a. Penetapan tujuan pengukuran
b. Melakukan penelitian pendahuluan
Yang dicari dari pengukuran waktu adalah waktu yang pantas diberikan kepada pekerja untuk menyelesaikan suatu pekerjaan. Tentu suatu kondisi yang ada dapat dicari waktu yang pantas tersebut, artinya akan didapat juga waktu yang pantas untuk menyelesaikan pekerjaan dengan kondisi yang bersangkutan. Suatu perusahaan biasanya menginginkan waktu kerja yang sesingkat-singkatnya agar dapat meraih keuntungan yang sebesar-besarnya. Keuntungan demikian tidak akan diperoleh jika kondisi kerja dari pekerjaan-pekerjaan yang ada diperusahaan tersebut tidak menunjang tercapainya hasil tadi.
c. Memilih operator
d. Melatih operator
Walaupun operator yang baik telah didapat, kadang-kadang masih diperlukan adalah bagi operator tersebut terutama jika kondisi dan cara kerja yang dipakai tidak sama dengan yang biasa dilakukan operator. Hal ini terjadi jika pada saat penelitian pendahuluan kondisi kerja atau cara kerja sesudah mengalami perubahan. Dalam keadaan ini operator harus dilatih terlebih dahulu karena sebelum diukur operator harus terbiasa dengan kondisi kerja yang telah ditetapkan.Harap diingat bahwa yang dicari adalah waktu penyelesaian pekerjaan yang didapat dari suatu penyelesaian yang wajar dan bukan penyelesaian dari orang-orang yang bekerja kaku dengan berbagai kesalahan.
e. Mengurai pekerjaan atas elemen-elemen pekerjaan
dari gerakan-gerakan kerjanya, untuk memudahkan mengamati terjadinya elemen yang tidak baku yang mungkin saja dilakukan pekerja, untuk memungkinkan dikembangkannya data waktu standard atau tempat kerja yang bersangkutan.
f. Menyiapkan alat-alat pengukuran
Setelah kelima langkah tersebut dapat dijalankan dengan baik, tibalah sekarang pada langkah terakhir sebelum melakukan pengukuran yaitu menyiapkan alat-alat yang diperlukan.
Alat-alat tersebut adalah: 1. Stopwatch
2. Lembar pengamatan 3. Pena atau pensil 4. Papan pengamatan 2. Melakukan pengukuran waktu
mengikuti dengan baik saat-saat suatu siklus atau elemen bermula dan berakhir. Umumnya posisi agak menyimpang dibelakang operator sejauh 1,5 m merupakan tempat yang baik. Hal pertama yang dilakukan adalah pengukuran pendahuluan.Tujuan pengukuran pendahuluan ialah untuk mengetahui berapa kali pengukuran harus dilakukan untuk tingkat ketelitian dan keyakinan yang diinginkan.Pengukuran pendahuluan pertama dilakukan dengan melakukan beberapa buah pengukuran yang banyaknya ditentukan oleh pengukur.Biasanya sepuluh kali atau lebih.
3. Tingkat ketelitian dan tingkat keyakinan
Tingkat ketelitian dan keyakinan adalah pencerminan tingkat kepastian yang diinginkan oleh pengukur setelah memutuskan tidak akan melakukan pengukuran yang sangat banyak. Tingkat ketelitian menunjukkan penyimpangan maksimum hasil pengukuran dari waktu penyelesaian sebenarnya.Sedangkan tingkat keyakinan menunjukkan besarnya keyakinan pengukur bahwa hasil yang diperoleh memenuhi syarat ketelitian tadi.
4. Melakukan perhitungan waktu baku
3.7.2 Rating Factor
Rating Factor (faktor penyesuaian) merupakan perbandingan performansi
seseorang pekerja atau individual dengan konsep normalnya. Ada beberapa kriteria rating factor (Rf) dari pekerja yaitu:
1. Pekerja normal
Rf = 100% =1 (waktu normal). 2. Pekerja terampil
Rf > 1 ( waktu pekerja lebih kecil dari waktu normal). 3. Pekerja lamban
Rf < 1 ( waktu pekerja lebih besar dari waktu normal). Ada beberapa cara menentukan rating factor antara lain: 1. Cara Persentase
Cara ini merupakan cara yang paling awal digunakan dalam melakukan penyesuaian. Di sini besarnya faktor penyesuian sepenuhnya ditentukan oleh pengukur melalui pengamatan selama pengukuran.
WN=14,6 x 1,1 = 16,6 menit. 2. Cara Shumard
Tabel 3.7. Penyesuaian Menurut Cara Shumard
Kelas Penyesuaian
Superfast 100
Fast + 95
Fast 90
Fast – 85
Excellent 80
Good + 75
Good + 75
Good 70
Good – 65
Normal 60
Fair + 55
Fair 50
Fair – 45
Poor 40
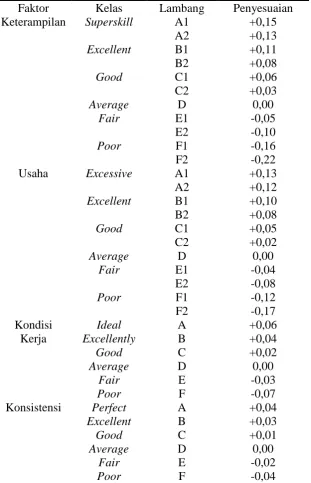
3. Cara Westinghouse
Cara Westinghouse mengarahkan penilaian pada empat faktor yang dianggap menentukan kewajaran atau ketidakwajaran dalam bekerja yaitu keterampilan, usaha, kondisi kerja dan konsistensi. Setiap faktor terbagi kedalam kelas-kelas dengan nilainya masing-masing. Penyesuaian menurut
Tabel 3.8. Penyesuaian Menurut Westinghouse
Faktor Kelas Lambang Penyesuaian Keterampilan Superskill A1 +0,15
A2 +0,13
pengamatan karenanya setelah mendapatkan waktu normal perlu ditambahkan kelonggaran. Dalam menghitung besarnya allowance, bagi keadaan yang dianggap wajar diambil harga allowance =100 %. Sedangkan bila terjadi penyimpangan dari keadaan ini, harga p harus ditambah dengan faktor-faktor yang sesuai dengan waktu siklus yang diperoleh dan waktu ini dicapai berdasarkan setiap departemen.
Kelonggaran diberikan untuk tiga hal, yaitu:
1. Kelonggaran untuk kebutuhan pribadi (personal)
Yang termasuk didalam kebutuhan pribadi adalah hal-hal sepeti minum
sekedarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman sekedarnya untuk menghilangkan ketegangan ataupun kejenuhan dalam sewaktu bekerja.
2. Kelonggaran untuk menghilangkan rasa fatique.
Fatique merupakan hal yang akan terjadi pada diri seseorang sebagai akibat
dari melakukan suatu pekerjaan.
3. Kelonggaran untuk hambatan-hambatan tidak terhindarkan (delay)
Hambatan-hambatan tidak terhindarkan terjadi karena berada diluar kekuasaan/kendali pekerja.
3.8. Pengujian Data
3.8.1. Kecukupan Data
Pengujian data yang pertama adalah uji kecukupan data. Uji kecukupan data diperlukan untuk memastikan bahwa data yang telah dikumpulkan adalah cukup secara objektif. Idealnya pengukuran dilakukan dalam jumlah yang banyak, bahkan sampai jumlah yang tak terhinga agar data hasil pengukuran layak untuk digunakan. Namun pengukuran dalam jumlah yang tak terhingga sulit dilakukan mengingat keterbatasan-keterbatasan yang ada, baik dari segi tenaga, biaya, waktu, dan sebagainya. Sebaliknya pengumpulan data dalam jumlah yang sekedarnya juga kurang baik karena tidak mewakili keadaan yang sebenarnya. Untuk itu pengujian kecukupan data dilakukan dengan berpedoman pada konsep statistik, yaitu tingkat ketelitian dan tingkat keyakinan. Tingkat ketelitian dan tingkat keyakinan adalah pencerminan tingkat kepastian yang diingkinkan oleh pengukur setelah memutuskan tidak akan melakukan pengukuran dalam jumlah banyak. Tingkat ketelitian menunjukkan penyimpangan maksimum hasil pengukuran dari waktu penyelesaian sebenarnya. Sedang tingkat keyakinan menunjukkan besarnya keyakinan pengukur akan ketelitian data waktu yang telah diamati dan dikumpulkan. Pengaruh tingkat ketelitian dan tingkat keyakinan adalah bahwa semakin tinggi tingkat ketelitian semakin besar tingkat keyakinan, semakin banyak pengukuran yang diperlukan.
Tes kecukupan data dapat dilakukan dengan menggunakan rumus sebagai berikut.
K = Tingkat keyakinan = 99% ≈ 3
= 95% ≈ 2
s = Derajat ketelitian
N = Jumlah data pengamatan N’ = Jumlah data teoritis
Jika N’≤ N, data dianggap cukup, jika N’>N, data dianggap tidak cukup (kurang) dan perlu dilakukan penambahan kembali.
3.8.2. Keseragaman Data
Untuk memastikan bahwa data yang terkumpul berasal dari sistem yang sama, maka dilakukan pengujian terhadap keseragaman data. Sebagai contoh, pada suatu hari seorang operator dalam melakukan pengerjaan dinilai terlalu lamban, karena pada malam harinya tidak tidur semalaman. Dibandingkan dengan hari-hari sebelumnya data yang terkumpul pada hari itu jelas akan jauh berbeda. Untuk itu diperlukan pengujian keseragaman data untuk memisahkan data yang memiliki karakteristik yang berbeda. Adapun rumus yang digunakan dalam pengujian keseragaman data untuk stop watch adalah sebagai berikut.
BKA = Batas kontrol atas BKB = Batas kontrol bawah
= Nilai rata-rata
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian dilakukan di CV. Super Plates yang merupakan industri yang bergerak di bidang perakitan baterai aki mobil dengan merek Samson yang beralamat di Jalan Balai Desa No. 141 Kec Polonia, Medan. Penelitian dilakukan pada bulan Agustus 2014 sampai dengan bulan November 2014 untuk mengetahui kondisi perusahaan dan permasalahan yang terjadi di perusahaan tersebut.
4.2. Jenis Penelitian
Jenis penelitian yang dilakukan adalah penelitian deskriptif (deskriptif
research) yaitu penelitian yang berusaha untuk memaparkan pemecahan masalah
terhadap suatu masalah yang ada sekarang secara sistematis dan faktual berdasarkan data. Jadi penelitian ini meliputi proses pengumpulan, penyajian dan pengolahan data, serta analisis dan interpretasi data.
4.3. Objek Penelitian
Objek yang diteliti adalah data elemen-elemen kerja dalam proses pembuatan baterai aki, waktu pengerjaan setiap elemen kerja tersebut, dan lintasan kerja awal
4.4. Variabel Penelitian
Variabel yang digunakan dalam penelitian ini adalah : 1. Variabel dependen
Variabel dependen adalah variabel yang nilainya dipengaruhi atau ditentukan oleh variabel lain. Adapun variabel dependen dalam penelitian ini adalah Efesiensi lini.
2. Variabel independen
Variabel independen adalah variabel yang mempengaruhi variabel dependen baik secara positif maupun secara negatif. Adapun variabel independen atau bebas dalam penelitian ini adalah elemen kerja, waktu baku pekerjaan tiap operasi, stasiun kerja.
4.5. Instrumen Penelitian
Pada penelitian ini instrumen penelitian yang digunakan adalah a. Pengukuran kerja langsung dengan stopwatch
Gambar 4.1. Stopwatch
2. Melakukan penelitian pendahuluan 3. Memilih operator
4. Menguraikan pekerjaan atas elemen-elemen 5. Menyiapkan alat pengukuran
6. Melakukan pengukuran waktu repetitif timing. b. Uji Keseragaman (uniformity test)
Data yang seragam yaitu berasal dari sistem sebab yang sama dan berada dalam batas kontrol, data tidak seragam apabila berasal dari sistem sebab berbeda dan berada diluar batas kontrol.
c. Uji Kecukupan (adequacy test)
Untuk memenuhi tingkat ketelitian dan keyakinan yang diinginkan perlu dilakukan perhitungan jumlah pengamatan yang diperlukan. Dengan tingkat ketelitian 5 % dan tingkat keyakinan 95 %, jumlah pengamatan yang diperlukan :
Dengan :
K = Tingkat keyakinan = 99% ≈ 3
= 95% ≈ 2
s = Derajat ketelitian