DAFTAR LAMPIRAN
LAMPIRAN
1. Flow Process Chart
2. Nilai Rating Factor
3. Nilai Allowance
4. Form Tugas Akhir 5. Surat Penjajakan
Flow Process Chart Ban Bekas Air Lem Karet Filling Gum Cushion gum Liner Skip Gum Ban dalam S-2 S-3 S-4 S-5 S-6 S-7 S-8 T-14
Dibawa ke stasiun inspeksi secara manual
T-1
Dikeruk permukaan ban bekas hingga rata
Diberi Filling Gum dengan alat mini ekstruder
T-13 T-11 T-9 T-8 T-2
S-1 Di stasiun incoming ban Diperiksa dengan mesin inspeksi
Dibawa ke stasiun envolving secara manual
O-19 I-3
Dimasak dengan suhu thermostat 110⁰C di Mesin Chamber dan diawasi
Diperiksa secara manual
T-17 Dibawa ke stasiun finishing secara manual I-1
T-1
T-3
Dibawa ke stasiun buffing secara manual
Dibawa ke stasiun skiving secara manual
T-4 Dibawa ke stasiun repairing secara manual
T-5 Dibawa ke stasiun cementing dengan menggunakan forklit
Dibawa ke stasiun Filling Rubber dengan menggunakan forklit
T-10 Dibawa ke stasiun building secara manual
T-12
Diberi skip gum Dipasang ban dalam pada ban bekas Dipasang velg sementara pada ban bekas
T-16 Dibawa ke stasiun chambering dengan conveyor gantung
S-10 Di gudang produk
T-18 Dibawa ke gudang produk S-9 T-15 Velg Di tempat penyimpanan T-6 Di tempat penyimpanan Di tempat penyimpanan Di tempat penyimpanan Di tempat penyimpanan Di tempat penyimpanan Di tempat penyimpanan Di tempat penyimpanan
Diberi cushion gum dengan kuas T-7 SIMBOL TRANSPORTASI INSPEKSI DELAY STORAGE KETERANGAN OPERASI 18 5 3 10 JUMLAH 23
D-1 Menunggu Dikeruk
D-2 Menunggu diberi lem
D-3 Menunggu untuk di finishing Ditandai bagian ban bekas yang cacat
O-1 Diposisikan pada mesin buffing
O-2 Dihaluskan liner ban bekas dengan mesin buffing
O-3 Dilepaskan ban bekas
dari mesin buffing
O-4
O-5 Diletakkan pada mesin repairing
O-6 Ditambal dengan mesin repairing
O-7 Dilepaskan dari mesin repairing
O-8 Diberi lem karet
dengan kuas
O-9 Dikeringkan pada
ruangan terbuka
O-10 O-11 O-12 Dikeringkan pada
ruangan terbuka
O-13 Diletakkan pada mesin ekstruder
O-14 Ditempelkan pada permukaan ban dengan mesin ekstruder
O-15 Dilepaskan dari mesin ekstruder O-16 O-17 O-18 O-20 O-21 O-22 O-23
Diposisikan ban bekas pada alat Dilepaskan velg sementara dari ban bekas Dicat permukaan ban bekas dengan kuas Dikeringkan pada ruangan terbuka I-4
Rating Factor Operator pada Setiap Stasiun Kerja Vulkanisir Ban
Stasiun
Kerja Operator Faktor Kelas Lambang Nilai Total
Rating
Factor
I 1
Keterampilan Average D 0,00
0,00 1,00
Usaha Average D 0,00
Kondisi Kerja Average D 0,00
Konsistensi Average D 0,00
II 1
Keterampilan Good C2 0,03
0,18 1,18
Usaha Excellent B2 0,08
Kondisi Kerja Excellent B 0,04 Konsistensi Excellent B 0,03
III 1
Keterampilan Average D 0,00
0,00 1,00
Usaha Average D 0,00
Kondisi Kerja Average D 0,00
Konsistensi Average D 0,00
IV 1
Keterampilan Average D 0,00
Usaha Average D 0,00
0,00 1,00 Kondisi Kerja Average D 0,00
Konsistensi Average D 0,00
V 1
Keterampilan Average D 0,00
0,00 1,00
Usaha Average D 0,00
Kondisi Kerja Average D 0,00
Rating Factor Operator pada Setiap Stasiun Kerja Vulkanisir Ban
(Lanjutan) Stasiun
Kerja Operator Faktor Kelas Lambang Nilai Total
Rating
Factor
VI 1
Keterampilan Average D 0,00
0,05 1,05
Usaha Good C2 0,02
Kondisi Kerja Good C 0,02
Konsistensi Good D 0,01
VII 1
Keterampilan Good C1 0,06
0,16 1,16
Usaha Good C1 0,05
Kondisi Kerja Good C 0,02
Konsistensi Excellent B 0,03
VIII 1
Keterampilan Good C2 0,03
0,18 1,18
Usaha Excellent B1 0,10
Kondisi Kerja Excellent B 0,04 Konsistensi Excelletn B 0,03
IX 1
Keterampilan Good C2 0,03
0,18 1,18
Usaha Excellent B2 0,08
Kondisi Kerja Excellent B2 0,04 Konsistensi Excellent B 0,03
X 1
Keterampilan Good C2 0,03
0,08 1,08
Usaha Good C2 0,02
Kondisi Kerja Good C 0,02
Konsistensi Good D 0,01
XI 1
Allowance Operator pada Setiap Stasiun Kerja
Stasiun
Kerja Operator Faktor Kondisi
Pekerj
a Nilai
Total (%)
I 1
Kebutuhan Pribadi Pria 0,5
13,5 Tenaga yang
Dikeluarkan
Sangat Ringan 6,5
Sikap Kerja Berdiri di atas dua kaki 1,5
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan yang terputus-putus
4
Keadaan Temperatur Normal 0
Keadaan Atmosfer cukup 0
Keadaan Lingkungan Siklus kerja berulang-ulang antara 5-10 detik
1
II 1
Kebutuhan Pribadi Pria 0,5
10,5 Tenaga yang
Dikeluarkan
Sangat Ringan 6
Sikap Kerja Berdiri di atas dua kaki 1
Gerakan Kerja Agak terbatas 0
Kelelahan Mata Pandangan yang terputus-putus
2
Keadaan Temperatur Normal 0
Keadaan Atmosfer Cukup 0
Keadaan Lingkungan Siklus kerja berulang-ulang antara 5-10 detik
1
III 1
Kebutuhan Pribadi Pria 0,5
14 Tenaga yang
Dikeluarkan
Sangat Ringan 6,5
Sikap Kerja Berdiri di atas dua kaki 2
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan yang terputus-putus
Allowance Operator pada Setiap Stasiun Kerja (Lanjutan)
Stasiun
Kerja Operator Faktor Kondisi
Pekerj
a Nilai
Total (%)
Keadaan Temperatur Normal 0
Keadaan Atmosfer Cukup 0
Keadaan Lingkungan Siklus kerja berulang 5-10 detik
1
IV 1
Kebutuhan Pribadi Pria 0,5
13 Tenaga yang
Dikeluarkan
Sangat Ringan 6,5
Sikap Kerja Berdiri di atas dua kaki 1
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan yang terputus-putus
4
Keadaan Temperatur Normal 0
Keadaan Atmosfer cukup 0
Keadaan Lingkungan Siklus kerja berulang 5-10 detik
1
V 1
Kebutuhan Pribadi Pria 0,5
13 Tenaga yang
Dikeluarkan
Sangat ringan 6,5
Sikap Kerja Berdiri di atas dua kaki 1
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan yang terputus-putus
4
Keadaan Temperatur Normal 0
Keadaan Atmosfer cukup 0
Allowance Operator pada Setiap Stasiun Kerja (Lanjutan)
Stasiun
Kerja Operator Faktor Kondisi
Pekerj
a Nilai
Total (%)
VI 1
Kebutuhan Pribadi Pria 0,5
11,5 Tenaga yang
Dikeluarkan
Sangat Ringan 6,5
Sikap Kerja Berdiri di atas dua kaki 1,5
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan yang terputus-putus
2
Keadaan Temperatur Normal 0
Keadaan Atmosfer cukup 0
Keadaan Lingkungan Siklus kerja berulang 5-10 detik
1
VII 1
Kebutuhan Pribadi Pria 0,5
10,5 Tenaga yang
Dikeluarkan
Sangat ringan 6
Sikap Kerja Berdiri di atas dua kaki 1
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan yang terputus-putus
2
Keadaan Temperatur Normal 0
Keadaan Atmosfer cukup 0
Allowance Operator pada Setiap Stasiun Kerja (Lanjutan)
Stasiun
Kerja Operator Faktor Kondisi Pekerja Nilai
Total (%)
VIII 1
Kebutuhan Pribadi Pria 0,5
12 Tenaga yang
Dikeluarkan
Sangat Ringan 6,5
Sikap Kerja Berdiri di atas dua kaki 2
Gerakan Kerja Agak Terbatas 0
Kelelahan Mata Pandangan yang terputus-putus
2
Keadaan Temperatur Normal 0
Keadaan Atmosfer cukup 0
Keadaan Lingkungan Siklus kerja berulang 5-10 detik
1
IX 1
Kebutuhan Pribadi Pria 0,5
8,5 Tenaga yang
Dikeluarkan
Sangat ringan 6
Sikap Kerja Berdiri di atas dua kaki 1
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan yang terputus-putus
0
Keadaan Temperatur Normal 0
Keadaan Atmosfer cukup 0
Allowance Operator pada Setiap Stasiun Kerja (Lanjutan)
Stasiun Kerja
Operato
r Faktor Kondisi
Pekerj
a Nilai
Total (%)
X 1
Kebutuhan Pribadi Pria 0,5
11 Tenaga yang
Dikeluarkan
Sangat Ringan 6,5
Sikap Kerja Berdiri di atas dua kaki 1
Gerakan Kerja Normal 0
Kelelahan Mata Pandangan yang terputus-putus
2
Keadaan Temperatur Normal 0
Keadaan Atmosfer cukup 0
Keadaan Lingkungan Siklus kerja berulang 5-10 detik
1
XI 1
Kebutuhan Pribadi Pria 0,5
13 Tenaga yang
Dikeluarkan
Sangat ringan 6,5
Sikap Kerja Berdiri di atas dua kaki 1,5
Gerakan Kerja Agak Terbatas 0
Kelelahan Mata Pandangan yang terputus-putus
4
Keadaan Temperatur Normal 0
Keadaan Atmosfer cukup 0
DAFTAR PUSTAKA
Baroto, Teguh. 2002. Perencanaan dan Pengendalian Produksi.Ghalia Indonesia, Jakarta
Cox III, James F. and John G. Schleier, Jr. 2010. Theory of Constraints. McGraw Hill, New York
Daniel, Sipper and Bulfin Jr. Robert L. 1998. Production: Planning, Control and Integration. McGraw Hill, New York
Deffmer, H. William. 1997. Goldratt’s Theory of Constraints: A Systems Approach to Continuous Improvement. Wisconsin: ASQC Quality Press.
Ghutukade, Santosh. T. 2013. Use of Ranked Position Weighted Method for Assembly Line Line Balancing. Rajarambapu Institute of technology. Islampur
Ginting, Rosnani. 2009. Penjadwalan Mesin. Graha Ilmu, Yogyakarta
Morton, Thomas. E. 1993. Heuristic Schedulling Systems With Applications to Production Systems and Project Management. A Wiley – Interscience Publication, New York
Sutalaksana, Iftikar Z. 1979. Teknik Tata Cara Kerja. Bandung: Penerbit ITB.
BAB III
TINJAUAN PUSTAKA
3.1. Lintasan Produksi
Lini produksi adalah penempatan area-area kerja dimana operasi-operasi diatur secara berurutan dan material bergerak secara kontinu melalui operasi yang terangkai seimbang.3
3. Pembagian tugas terbagi secara seimbang yang disesuaikan dengan keahlian masing-masing pekerja sehingga pemanfaatan tenaga kerja lebih efisien.
Menurut karakteristik proses produksinya, lini produksi dibagi menjadi dua yaitu :
1. Lini pabrikasi, yaitu lintasan produksi yang terdiri dari sejumlah operasi yang bersifat membentuk atau mengubah bentuk benda kerja.
2. Lini perakitan, yaitu lintasan produksi yang terdiri dari sejumlah operasi perakitan yang dikerjakan pada beberapa stasiun kerja dan digabungkan menjadi benda assembly atau subassembly.
Beberapa keuntungan yang dapat diperoleh dari perencanaan lini produksi yang baik adalah sebagai berikut:
1. Jarak perpindahan material yang minim diperoleh dengan mengatur susunan dan tempat kerja.
2. Aliran benda kerja (material), mencakup gerakan dari benda kerja yang kontinu. Alirannya diukur dengan kecepatan produksi dan bukan jumlah spesifik.
3
4. Pengerjaan operasi yang serentak (simultan) yaitu setiap operasi dikerjakan pada saat yang sama di seluruh lintasan produksi.
5. Operasi unit. Lintasan dimaksudkan sebagai penghasil unit tunggal, satu seri operasi atau grup pekerja ditugaskan untuk suatu produk. Seluruh lintasan merupakan satu unit produksi.
6. Gerakan benda kerja tetap sesuai dengan set-up dari lintasan dan bersifat tetap.
7. Proses memerlukan waktu yang minim.
3.2. Defenisi Keseimbangan Lintasan
Konsep manufaktur perakitan pertama kali diperkenalkan oleh Henry Ford pada awal tahun 1900an. Ini dirancang untuk menghasilkan cara pembuatan produk yang efisien dan produktif. Lintasan produksi pada dasarnya terdiri dari sekumpulan stasiun kerja yang terhubungkan oleh material handling. Stasiun ini dilakukan dengan mesin, robot ataupun operator manusia.4
4
Santosh T. Ghutukade,. “Use of Ranked Position Weighted Method for Assembly Line Line Balancing”,(Islampur: Department of Mech-Production Engineering, Rajarambapu Institute of Technology,2013)
Waktu yang yang dibutuhkan untuk menyelesaikan tugas yang dilakukan pada setiap stasiun disebut service time ataupun station time. Sedangkan waktu yang tersedia pada masing-masing stasiun kerja disebut waktu siklus. Ketika merancang jalur perakitan, batasan yang harus diberlakukan adalah:
1. Precedence diagram
3. Waktu siklus harus lebih besar atau sama dengan waktu stasiun kerja yang paling besar dan waktu siklus juga harus lebih kecil atau sama dengan total seluruh waktu elemen kerja atau dapat dinyatakan sebagai berikut :
timax ≤ CT ≤ ∑ti
Dimana : timax : waktu stasiun kerja terbesar pada lintasan
CT : waktu siklus
∑ti : jumlah waktu elemen kerja pada lintasan
Kriteria umum keseimbangan lintasan produksi adalah memaksimumkan efisiensi atau meminimumkan balance delay. Tujuan pokok dari penggunaan metode ini adalah untuk meminimumkan waktu menganggur (idle time) pada lintasan yang ditentukan oleh operasi yang paling lambat.
Tujuan perencanaan keseimbangan lintasan adalah mendistribusikan unit-unit kerja atau elemen-elemen kerja pada setiap stasiun kerja agar waktu menganggur dari stasiun kerja pada suatu lintasan produksi dapat ditekan seminimal mungkin sehingga pemanfaatan peralatan maupun operator semaksimal mungkin.
3.3. Permasalahan Keseimbangan Lintasan
Permasalahan pada lintasan produksi banyak terjadi pada proses perakitan dibandingkan dengan proses pabrikasi.5
Dalam lintasan produksi satu unit produk, biasanya ada sejumlah k elemen kerja. Untuk masing-masing elemen kerja dibutuhkan waktu proses selama tk (k = 1, 2, 3, … k) dan total waktu yang dibutuhkan untuk merakit satu unit produk adalah :
Dalam pabrikasi, part-part biasanya membutuhkan mesin-mesin berat dengan waktu siklus yang panjang. Bila beberapa operasi dengan peralatan yang berbeda dibutuhkan secara proses seri, maka akan sulit untuk menyeimbangkan panjangnya waktu siklus mesin yang pada akhirnya akan menghasilkan rendahnya penggunaan kapasitas. Gerakan kontinu lebih dapat dicapai dengan operasi yang dilakukan secara manual jika operasi tersebut dapat dibagi-bagi menjadi pekerjaan-pekerjaan kecil dengan waktu yang sangat pendek. Semakin besarfleksibilitas dalam mengkombinasikan tugas-tugas tersebut, semakin tinggi pula derajat keseimbangan yang dapat dicapai.
Pengelompokan tugas-tugas yang akan dihasilkan pada lintasan produksi yang seimbang membutuhkan informasi tentang waktu pelaksanaan tugas, kebutuhan precedence (tingkat ketergantungan) yang menentukan urutan yang
feasible, tingkat output dan waktu siklus yang diinginkan.
3.4. Pendefinisian Masalah Keseimbangan
5
� ��
�
�=1
= � ��
�
�=1
k elemen juga dibatasi oleh hubungan precedence yang biasa diberikan oleh diagram precedence. Simbol di dalam lingkaran menyatakan elemen kerja dan nomor di luar lingkaran menyatakan waktu pengerjaan elemen. Elemen kerja i merupakan predecessor dari elemen kerja j jika proses perakitan menghendaki elemen kerja i lebih dulu sebelum elemen j.
3.5. Terminologi lintasan a. Elemen Kerja
Adalah pekerjaan yang harus dilakukan dalam suatu kegiatan perakitan. b. Stasiun Kerja
Adalah lokasi-lokasi tempat elemen kerja dikerjakan. c. Waktu Siklus / Cycle Time
d. Waktu Stasiun Kerja (WSK)
Adalah waktu yang dibutuhkan sebuah stasiun kerja untuk mengerjakan semua elemen kerja yang didistribusikan pada staiun kerja tersebut.
e. Waktu Operasi
Adalah waktu standar untuk menyelesaikan suatu operasi. f. Waktu menganggur (idle time)
Idle time adalah selisih atau perbedaan antara waktu siklus dan stasiun kerja. g. Balance Delay
Merupakan ukuran dari ketidakefisienan lintasan yang dihasilkan dari waktu mengganggur sebenarnya yang disebabkan karena pengalokasian yang kurang sempurna di antara stasiun-stasiun kerja. Balance Delay dapat dirumuskan sebagai berikut:
D =
(nx timax)∑ni-1ti
(n x timax) x 100%
dimana : n = jumlah stasiun kerja
timax = waktu stasiun kerja terbesar
∑ �� = jumlah waktu semua elemen kerja h. Precedence Diagram
Adalah diagram yang menggambarkan urutan dan keterkaitan antar elemen kerja perakitan sebuah produk. Pendistribusian elemen kerja yang dilakukan untuk setiap stasiun kerja harus memperhatikan precedence diagram.
i. Zoning Constraint
Pengalokasian dari elemen-elemen kerja pada stasiun kerja juga dibatasi oleh
Untuk mengukur performans sebelum dan sesudah dilakukan proses keseimbangan lintasan dilakukan perhitungan kriteria-kriteria berikut ini :
1. Efisiensi Lini (Line Efficiency)
Adalah rasio antara waktu yang digunakan dengan waktu yang tersedia. Berkaitan dengan waktu yang tersedia, lini akan mencapai keseimbangan apabila setiap daerah pada lini mempunyai waktu yang sama. Adapun rumus untuk menentukan efisiensi lini adalah sebagai berikut :
LE= ∑ti
n x CT×100 dimana: ∑ti =jumlah waktu elemen kerja
n = jumlah total stasiun kerja CT = cycle time atau waktu siklus 2. Indeks Penghalusan (Smoothness Index / SI)
Adalah suatu indeks yang menunjukkan kelancaran relatif dari penyeimbang lini produksi tertentu. Suatu smoothness index sempurna jika nilainya 0 atau disebut perfect balance.
Formula yang digunakan untuk menentukan besarnya SI adalah sebagai berikut :
SI = �∑��=1(CT−����)2
CT = waktu siklus
WSKi = Waktu stasiun kerja yang terbentuk
3.6. Theory of Constraint
TOC merupakan pengembangan dari Optimized Production Technology
(OPT).6 Nama lain dari TOC adalah OPT Throughware, synchronous production, dan synchronous manufacturing. TOC adalah suatu teori yang menekankan bahwa performa optimum dari suatu sistem bukan merupakan hasil penjumlahan dari semua komponen sistem yang telah dioptimasi, tetapi merupakan pengaruh keterbatasan-keterbatasan yang ada pada suatu sistem terhadap performa optimum yang dapat dicapai sistem tersebut.
Inti dari TOC adalah meliputi pengidentifikasian kendala-kendala sistem dan memutuskan bagaimana beroperasi dengan kendala-kendala tersebut untuk mencapai proses produksi yang sinkron. Defenisi kendala menjelaskan bahwa TOC mempunyai aplikasi yang lebih luas dibanding Production Planning and Controlling. Kendala adalah elemen-elemen yang mencegah sistem untuk mencapai tujuan untuk memperoleh profit yang lebih besar. Ada beberapa kategori kendala yang ada dalam lingkungan manufaktur termasuk didalamnya kendala pasar, material, logistic, manajerial dan tingkah laku.
7
6
Sipper, Daniel., Bulfin Jr. Robert L., Production: Planning, Control, and Integration, MC. Gram Hill, New York. 1998, p.571-572
7
James F. Cox III and John G. Schleier, Jr. Theory of Constraints. (New York: McGraw Hill Company, 2010)., h. 10-13
3.6.1. Prinsip Theory of Constraints (TOC)
Berikut ini adalah beberapa prinsip dari TOC yaitu :8
a. Sistem dianalogikan sebagai suatu rantai. Rantai disini dapat diartikan sebagai suatu hubungan yang tidak dapat terputus atau dapat dikatakan satu kesatuan dari pemasukan bahan baku hingga hasil produk jadi.
b. Seimbangkan aliran produksi bukan kapasitas produksi. Diasumsikan perusahaan memiliki kapasitas tidak seimbang dengan jumlah permintaan pasar (demand) karena keseimbangan kapasitas menghambat pencapaian tujuan (goal) perusahaan.
c. Lokal versus sistem optima. Jumlah optimum lokal tidak sama dengan optimum keseluruhan (total). Pengukuran performansi dilihat sebagai satu kesatuan berdasarkan pemasukan bahan baku dan hasil produk jadi.
d. Sebab akibat. Jika bottleneck terus dibiarkan maka dapat mempegaruhi
throughput dan inventory.
e. Penjadwalan (kapasitas dan prioritas) dilakukan dengan memperhatikan semua kendala (constraint) yang ada secara simultan.
f. Batch transfer tidak selalu sama jumlahnya dengan batch proses. Batch
proses sebaiknya tidak tetap (variabel).
g. Aktifitas tidak selalu sama dengan utilitas. Menjalankan non bottleneck
dapat mengakitbakan bertumpuknya work in process (buffer) dalam jumlah yang berlebihan.
8
h. Tingkat utilitas nonbottleneck tidak ditentukan oleh potensi stasiun kerja tersebut tetapi oleh stasiun kerja bottleneck atau sumber kritis lainnya. Hanya stasiun kerja yang mengalami bottleneck yang perlu dijalankan dengan utilitas 100 %.
i. Satu jam kehilangan pada bottleneck merupakan satu jam kehilangan sistem keseluruhan. Satu jam pada non bottleneck merupakan suatu hal yang tidak mungkin.
3.6.2. Langkah-langkah Theory of Constraints (TOC)
Dalam mengimplementasikan ide-ide sebagai solusi dari suatu permasalahan, Goldratt mengembangkan 5 (lima) langkah yang berurutan supaya proses perbaikan lebih fokus dan berakibat lebih baik bagi sistem.9
1. Identifikasi kendala sebuah sistem
Langkah-langkahnya adalah sebagai berikut:
Kendala-kendala ini dapat berupa bentuk material, orang, mesin, tingkat permintaan atau berupa manajerial. Sangat penting untuk mengidentifikasi kendala dengan baik dan juga membuat prioritas berdasarkan pengaruhnya pada tujuan organisasi.
2. Eksploitasi kendala-kendala yang ada
Bagaimana memanfaatkan/ mensiasati pembatas (kendala) yang ada untuk memperbaiki kerja sistem lebih efektif dan efisien. Proses berpikirnya adalah lebih baik berpikir bagaimana membuat sistem berjalan baik dengan kendala
9
yang ada, tidak langsung membuang kendala. Misalnya Goldratt memberikan contoh dalam bukunya lebih baik menajamkan mata gergaji yang ada (jikalau masih mungkin) daripada langsung mengganti dengan yang baru. Jika kendala berupa fisik maka tujuan tahap ini adalah mensiasati kendala agar lebih efektif lagi, tapi jika kendala berupa kebijakan manajerial maka kendala ini jangan disiasati tapi harus dieliminasi dan diganti dengan kebijakan yang mendukung perbaikan sistem.
3. Subordinasi
Semua bagian dari sistem yang dipandang non kendala harus diupayakan untuk mendukung secara maksimum kefektifan dari perbaikan kendala yang sudah ditentukan, bukan memperumit perbaikan kendala. Karena perbaikan
throughput perusahaan, maka segala sumber daya yang ada harus disinkronisasikan.
4. Elevasi kendala sistem
5. Kembali ke langkah 1 dan hindari inersia.
Jika sebelum tiba pada langkah keempat, kendala yang ada sudah berhasil diatasi maka kembali ke langkah pertama. Ketika berhasil mengatasi kendala terlemah dalam sistem (menjadi non kendala), maka yang lain akan menjadi yang paling lemah (prinsip perbaikan terus-menerus).
3.7. Stasiun Kerja Bottleneck dan Nonbottleneck
Ditinjau dari titik kapasitas, ada dua tipe stasiun kerja yang berbeda.
10
3.7.1. Perbedaan Stasiun Kerja Bottleneck dan Nonbottleneck
Stasiun kerja dengan kelebihan kapasitas disebut stasiun kerja nonbottleneck dan yang kapasitasnya lebih kecil dari kebutuhan disebut bottleneck.
Untuk melihat perbedaan stasiun kerja bottleneck dan nonbottleneck dapat dilihat pada contoh berikut ini. Suatu proses memerlukan stasiun kerja R1 dan R2. Kapasitas tersedia untuk R1 dan R2 adalah 40 jam/minggu. Angka ini menunjukkan kapasitas potensial kedua stasiun kerja tersebut. Jika waktu untuk makan siang, istirahat operator, masalah mekanik dan lain-lain mengakibatkan stasiun kerja secara normal tidak produktif 1 jam/hari, maka kapasitas yang terserdia tidak lagi 40 jam/minggu, kapasitas aktualnya menjadi 35 jam/minggu (5 hari kerja dalam 1 minggu). Bila untuk memproduksi kombinasi produk pada stasiun kerja R1 dan R2 dibutuhkan waktu 30 dan 35 jam/ minggu, maka R1 menjadi stasiun kerja nonbottleneck dan R2 menjadi stasiun kerja bottleneck.
10
Umble, Michael Phd CFPIM, Srikanth, Mokshagundam L. Phd., Synchronous
Stasiun kerja bottleneck dan nonbottleneck memerlukan perhatian yang berbeda dari pihak manajemen. Ketersediaan waktu pada masing-masing stasiun kerja tersebut dapat dipakai dengan beberapa cara yang berbeda. Hal tersebut dapat dijelaskan sebagai berikut:
a. Production time (waktu operasi) yaitu waktu yang digunakan untuk memproses suatu produk.
b. Setup time (waktu setup) yaitu waktu yang digunakan untuk mempersiapkan proses suatu produk.
c. Idle Time (waktu menganggur) yaitu waktu yang tidak digunakan untuk setup
maupun proses.
d. Waste time (waktu terbuang) yaitu waktu yang digunakan untuk memproses material yang tidak dapat diubah menjadi produk.
3.7.2. Identifikasi Stasiun Kerja Bottleneck
Ada dua cara untuk mengidentifikasi bottleneck dalam suatu sistem yaitu : 1. Melihat beban kerja (load) setiap stasiun kerja menggunakan bantuan
perencanaan kebutuhan kapasitas, yaitu dengan mempertimbangkan waku operasi, waktu setup dan ukuran batch.
2. Melakukan observasi langsung pada perusahaan
3.8. Definisi dan Konsep Dasar Penjadwalan
alat ukur yang baik bagi perencanaa agregat. Pesanan-pesanan aktual pada tahap ini akan ditugaskan pertama kalinya pada sumber daya tertentu (fasilitas, pekerja, dan peralatan), kemudian dilakukan pengurutan kerja pada tiap-tiap pusat pemrosesan sehingga dicapai optimalitas utilisasi kapasitas yang ada11
Penjadwalan sering terjadi di setiap aktivitas ekonomi. Penjadwalan selalu melibatkan penyelesaian hal-hal yang berlandaskan sumber daya untuk periode waktu tertentu
.
3.9. Teori Penjadwalan
12
Ada beberapa alasan untuk menemukan sasaran yang baik untuk memaksimasi atau meminimisasi menjadi sangat sulit dalam permasalahan . Seluruh sumber daya memiliki persediaan yang terbatas. Hal-hal yang akan diselesaikan disebut dengan “job” atau “project” atau “tugas” dan disusun dari bagian-bagian dasar yang disebut dengan “aktifitas” atau “operasi” dan “penundaan”. Setiap aktifitas membutuhkan jumlah yang pasti dari sumber daya yang ditentukan untuk waktu yang ditentukan disebut dengan “waktu proses”. Sumber daya juga memiliki bagian dasar yaitu mesin, work center, transportasi, penundaan/keterlambatan, dan lain-lain.
Permasalahan penjadwalan sering menjadi lebih rumit dengan besarnya batasan yang menghubungkan setiap aktifitas, sumber daya dengan aktifitas dan antar sumber daya, serta sumber daya ataupun aktifitas dengan peristiwa yang ada di luar sistem.
11
Rosnani, Ginting. 2009. Penjadwalan Mesin. Yogyakarta: Graha Ilmu.
12
penjadwalan. Pertama, sasaran yang begitu penting untuk kepuasan pelanggan dengan kualitas ataupun ketepatan waktu sangat sulit mengukurnya dan tidak ditunjukkan dengan angka. Kedua, perusahaan biasanya melakukan transaksi dengan tiga tujuan yang berbeda:
1. Memaksimisasi hasil produksi selama priode waktu tertentu. 2. Memberi kepuasaan pelanggan akan kualitas dan ketepatan waktu. 3. Meminimisasi biaya pengeluaran perusahaan.
Beberapa pendekatan yang mungkin dilakukan adalah: 1. Menyelesaikan masalah dengan salah satu tujuan. 2. Menyelesaikan efek yang timbul antara setiap tujuan.
3. Menggabungkan beberapa tujuan dari ketetapan biaya sesuai keinginan konsumen dan kekurangan kebutuhan.
Masalah penjadwalan sebenarnya masalah murni pengalokasian dan dengan bantuan model matematis akan dapat ditentukan solusi optimal.
3.10. Pendekatan Penjadwalan
bergerak maju menuju ke arah due date. Sedangkan pada penjadwalan mundur,
job dijadwalkan mundur mulai dari due date menuju ke arah saat nol13.
Pada penjadwalan maju, meskipun jadwal yan g dihasilkan selalu layak, tetapi tidak menjamin job tidak mengalami keterlambatan. Sedangkan pada penjadwalan mundur, meskipun saat selesai job bisa tepat pada saat due date
tetapi jadwal yang dihasilkan bisa tidak layak, yaitu jika saat mulai job lebih awal dari saat datang job (atau saat nol).
Kombinasi dari dua penjadwalan di atas menghasilkan penjadwalan kompromi (comporized scheduling) dan penjadwalan paksa (forced scheduling). Penjadwalan kompromi ini dilakukan dua tahap. Tahap pertama adalaah menjadwalkan job dengan penjadwalan maju sehingga diperoleh saat selesai job. Pada tahap kedua, job dijadwalkan dengan penjadwalan mundur dimulai saat selesai job yang diperoleh dari hasil tahap pertama.
Jika terdapat sumber daya yang terpaksa hanya dapat digunakan pada interval waktu tertentu, maka penjadwalan paksa sesuai untuk diterapkan. Pada penjadwalan paksa, operasi-operasi yang dikerjakan pada sumber daya yang terbatas harus dijadwalkan terlebih dahulu. Sedangkan operasi yang mendahuluinya dijadwalkan dengan penjadwalan mundur, dan operasi sesudahnya dengan penjadwalan maju.
13
3.11. Pengukuran Waktu Kerja dengan Stopwatch Time Study
Pengukuran waktu kerja dengan jam henti (stop-watch time study) diperkenalkan pertama kali oleh Frederick W. Taylor sekitar abad 19 yang lalu.
14
1. Definisi pekerjaan yang akan diteliti untuk diukur waktunya dan beritahukan maksud dan tujuan oengukuran ini kepada pekerja yang dipilih untuk diamati dan supervisor yang ada.
Metoda ini terutama sekali diaplikasikan untuk pekerjaan-pekerjaan yang berlangsung singkat dan berulang-ulang (repetitive). Dari hasil pengukuran akan diperoleh waktu baku untuk menyelesaikan suatu siklus pekerjaan, yang mana waktu ini akan dipergunakan sebagai standard penyelesaian pekerjaan bagi semua pekerja yang akan melaksanakan pekerjaan yang sama seperti itu. Secara garis besar langkah-langkah untuk pelaksanaan pengukuran waktu kerja dengan jam henti ini diuraikan sebagai berikut:
2. Catat semua informasi yang berkaitan erat dengan penyelesaian pekerjaan seperti layout, karakteristik/spesifikasi mesin atau peralatan kerja lain yang digunakan, dan lain-lain.
3. Bagi operasi kerja dalam elemen-elemen kerja sedetail-detailnya tapi masih dalam batas-batas kemudahan untuk pengukuran waktunya.
4. Amati, ukur, catat waktu yang dibutuhkan oleh operator untuk menyelesaikan elemen-elemen kerja tersebut.
14
5. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat. Teliti apakah jumlah siklus kerja yang dilaksanakan ini sudah memenuhi syarat atau tidak. Test pula keseragaman data yang diperoleh.
6. Tetapkan rate of performance dari operator saat melaksanakan aktivitas kerja yang diukur dan dicatat waktunya tersebut. Rate of performance ini ditetapkan untuk setiap elemen kerja yang ada dan hanya ditujukan untuk
performance operator. Untuk elemen kerja yang secara penuh dilakukan oleh mesin maka performance dianggap normal (100%).
7. Sesuaikan waktu pengamatan berdasarkan performance yang ditunjukkan oleh operator tersebut sehingga akhirnya akan diperoleh waktu kerja normal. 8. Tetapkan waktu longgar (allowance time) guna memberikan fleksibilitas.
Waktu longgar yang akan diberikan ini guna menghadapi kondisi-kondisi seperti kebutuhan personil yang bersifat pribadi, faktor kelelahan, keterlambatan material, dan lain-lainnya.
9. Tetapkan wakatu kerja baku (standard time) yaitu jumlah total antara waktu normal dan waktu longgar.
3.12. Pengujian Keseragaman Data
yang demikian dibuang dan tidak dipergunakan dalam perhitungan selanjutnya. Rumus untuk menghitung keseragaman data adalah:
x�= ∑xi n
s = �∑(xi− x�)
2
n − 1 BKA = x� + ks BKB = x� − ks Keterangan:
xi = Waktu pengukuran
x = Waktu rata-rata s = Simpangan baku BKA = Batas Kontrol Atas BKB = Batas Kontrol Bawah k = Tingkat ketelitian
3.13. Pengujian Kecukupan Data
Pengujian kecukupan data dilakukan untuk mengetahui apakah data yang diperoleh dari pengamatan mencukupi untuk dilakukan perhitungan atau tidak. Rumus untuk menghitung kecukupan data adalah:
N'= � k
s �N∑xi2 − (∑xi)2
∑xi �
2
Keterangan:
k = Tingkat kepercayaan s = Tingkat ketelitian N = Jumlah data awal
3.14. Penentuan Rating Factor
Setelah pengukuran berlangsung, pengukur harus mengamati kewajaran kerja yang ditunjukkan oleh operator.15
1. Skill dan Effort Rating
Andaikan ketidakwajaran ada maka pengukur harus mengetahuinya dan menilai seberapa jauh hal tersebut terjadi. Penilaian perlu dilakukan karena berdasarkan itu dapat dilakukan penyesuaian, dan pengukur harus menormalkannya dengan melakukan penyesuaian.
Biasanya penyesuaian dilakukan dengan mengalikan waktu siklus rata-rata dengan suatu harga p yang disebut faktor penyesuaian. Besarnya harga p sedemikian rupa sehingga hasil perkalian yang diperoleh mencerminkan waktu yang sewajarnya atau normal. Bila pengukur berpendapat bahwa operator bekerja di atas normal maka harga p akan lebih besar dari 1 (p>1) dan sebaliknya jika operator bekerja di bawah normal maka harga p akan lebih kecil dari 1 (p<1), dan andaikan pengukur berpendapat bahwa operator bekerja secara wajar maka harga p akan sama dengan 1 (p=1).
Beberapa sistem untuk memberikan rating yang umumnya diaplikasikan dalam aktivitas pengukuran kerja, antara lain:
Sekitar tahun 1961, Charles E. Bedaux memperkenalkan suatu sistem untuk pembayaran upah atau pengendalian tenaga kerja. Sistem yang diperkenalkan olehnya ini berdasarkan pengukuran kerja dan waktu baku yang dinyatakan dengan dalam “B” (huruf pertama Bedaux, penemunya). Prosedur pengukuran kerja yang dilakukan oleh Bedaux meliputi penentuan rating terhadap
15
kecakapan (skill) dan usaha-usaha yang ditunjukkan oleh operator pada saat bekerja, disamping itu juga mempertimbangkan kelonggaran (allowance). Bedaux menetapkan 60B sebagai performance standard yang harus dicapai oleh seorang operator yang bekerja dengan kecepatan normal yang diharapkan akan mampu mencapai angka 60B per jam, dan pemberian insentif dilakukan pada tempo kerja rata-rata sekitar 70 sampai dengan 85Bper jam.
2. Westinghouse System’s Rating
Westing House Company (1972) berhasil membuat suatu tabel performance rating yang berisikan nilai-nilai yang berdasarkan tingkatan yang ada untuk 4 faktor yang menentukan kewajaran atau ketidakwajaran dalam bekerja. Adapun 4 faktor tersebut antara lain:
a. Keterampilan atau skill, didefinisikan sebagai kemampuan mengikuti cara kerja yang ditetapkan. Latihan dapat meningkatkan keterampilan, tetapi hanya sampai ke tingkat tertentu saja.
b. Usaha, adalah kesungguhan yang ditunjukkan atau yang diberikan operator ketika melakukan pekerjaannya.
sendiri-sendiri. Pada dasarnya, kondisi ideal adalah kondisi yang paling cocok untuk pekerjaan yang bersangkutan, yaitu yang memungkinkan kinerja maksimal dari pekerja. Sebaliknya kondisi poor adalah kondisi yang tidak membantu jalannya pekerjaan atau bahkan sangat menghambat pencapaian kinerja yang baik.
d. Konsistensi, adalah keseragaman hasil pengukuran yang diperoleh selama operator bekerja. Konsistensi dibagi atas 6 kelas, yaitu Perfect, Excellent, Good, Average, Fair dan Poor. Seseorang yang bekerja Perfect adalah yang dapat bekerja dengan waktu penyelesaian yang boleh dikatakan tetap dari saat ke saat. Sebaliknya konsistensi yang Poor terjadi bila waktu-waktu penyelesaiannya berselisih jauh dari rata secara acak. Konsistensi rata atau Average adalah bila selisih antara waktu penyelesaian dengan rata-ratanya tidak besar walaupun ada satu dua yang “letaknya” jauh.
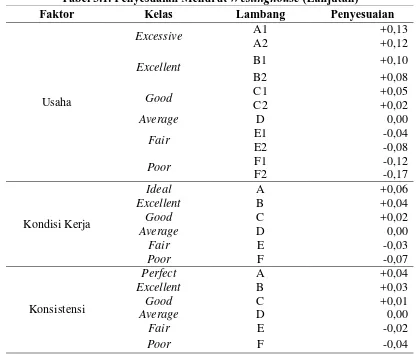
Angka-angka yang diberikan bagi setiap kelas dari faktor-faktor di atas diperlihatkan pada Tabel 3.1.
Tabel 3.1. Penyesuaian Menurut Westinghouse
Faktor Kelas Lambang Penyesuaian
Keterampilan
Superskill A1 +0,15
A2 +0,13
Excellent B1 +0,11
B2 +0,08
Good C1 +0,06
C2 +0,03
Average D 0,00
Fair E1 -0,05
E2 -0,10
Poor F1 -0,16
Tabel 3.1. Penyesuaian Menurut Westinghouse (Lanjutan)
Faktor Kelas Lambang Penyesuaian
Usaha
Excessive A1 +0,13
A2 +0,12
Excellent B1 +0,10
B2 +0,08
Good C1 +0,05
C2 +0,02
Average D 0,00
Fair E1 -0,04
E2 -0,08
Poor F1 -0,12
F2 -0,17
Kondisi Kerja
Ideal A +0,06
Excellent B +0,04
Good C +0,02
Average D 0,00
Fair E -0,03
Poor F -0,07
Konsistensi
Perfect A +0,04
Excellent B +0,03
Good C +0,01
Average D 0,00
Fair E -0,02
Poor F -0,04
Rating factor diperoleh dengan menjumlahkan harga empat penyesuaian itu lalu ditambah satu. Sebagai contoh, suatu pekerjaan diselesaikan dalam keadaan sebagai berikut:
Keterampilan : Fair (E1) = - 0,05
Usaha : Good (C1) = + 0,02 Kondisi : Excellent (B) = + 0,04 Konsistensi : Poor (F) = - 0,04
Jumlah : - 0,03
Jadi, Rf = 1 + (- 0,03) Rf = 0,97
3.15. Penetapan Kelonggaran (Allowance)
Kelonggaran diberikan untuk tiga hal, yaitu untuk kebutuhan pribadi, menghilangkan rasa fatique, dan hambatan-hambatan yang tidak dapat dihindarkan. Ketiga faktor tersebut adalah sebagai berikut:
1. Kelonggaran untuk kebutuhan pribadi
Kelonggaran yang termasuk ke dalam kebutuhan pribadi adalah hal-hal seperti minum untuk menghilangkan rasa haus, ke kamar kecil, berbicara dengan teman sekerja untuk menghilangkan ketegangan dalam kerja.
2. Kelonggaran untuk menghilangkan fatique
Rasa lelah menyebabkan hasil produksi menurun, baik secara kuantitas maupun kualitas. Karenanya salah satu cara untuk menentukan besarnya kelonggaran adalah dengan melakukan pengamatan sepanjang hari kerja dan mencatat pada saat-saat dimana hasil produksi menurun.
3. Kelonggaran untuk hambatan-hambatan yang tak terhindarkan
Hambatan yang tak dapat dihindarkan terjadi karena berada di luar kekuasaan pekerja untuk mengendalikannya. Beberapa contoh hambatan yang tak dapat terhindarkan adalah menerima petunjuk dari pengawas, melakukan penyesuaian mesin, dan mengasah peralatan potong.
Tabel 3.2. Allowance
Faktor Kelonggaran
Tenaga Yang dikeluarkan Pria Wanita
1. Dapat diabaikan 0,0-0,6 0,0-0,6
2. Sangat Ringan 6,0-7,5 6,0-7,5
3. Ringan 7,5-12,0 7,5-12,0
4. Sedang 12,0-19,0 16,0-30,0
5. Berat 19,0-30,0
6. Sangat Berat 30,0-50,00
Sikap Kerja
1. Duduk 0,0-1,0
2. Berdiri di atas dua kaki 1,0-2,5
3. Berdiri di atas satu kaki 2,5-4,0
4. Berbaring 2,5-4,0
5. Membungkuk 4,0-10
Gerakan Normal
1. Normal 0
2. Agak terbatas 0-5
3. Sulit 0-5
4. Anggota badan terbatas 5-10
5. Seluruh anggota badan terbatas 10-15
Kelelahan Mata Cahaya Baik Cahaya Buruk
1. Pandangan yang terputus-putus 0,0-6,0 0,0-6,0 2. Pandangan hampir terus menerus 6,0-7,5 6,0-7,5 3. Pandangan terus menerus fokus
berubah
7,5-12,0 7,5-16,0 4. Pandangan terus menerus fokus tetap 12,19,0 16,0-30,0 Keadaan Temperatur Kerja (C)
1. Beku (dibawah 0) Di atas 10
2. Rendah (0-13) 10-0
3. Sedang (13-22) 5-0
4. Normal (22-28) 0-5
5. Tinggi (28-38) 5-40
6. Sangat tinggi (diatas 38) Di atas 40
Keadaan Atmosfer
1. Baik 0
2. Cukup 0-5
3. Kurang baik 5-10
Tabel 3.2. Allowance (Lanjutan)
Faktor Kelonggaran
Keadaan Lingkungan Yang Baik
1. bersih, sehat, kebisingan rendah 0
2. siklus kerja berulang 5-10 detik 0-1
3. siklus kerja berulang 0-5 detik 1-3
4. sangat bising 0-5
5. faktor yang menurukan kualitas 0-5
6. terasa adanya getaran lantai 5-10
7. keadaan yang luar biasa 5-15
3.16. Penetapan Waktu Baku
Jika pengukuran-pengukuran telah selasai dan semua data yang didapat memiliki keseragaman yang dikehendaki, serta jumlahnya telah memenuhi tingkat-tingkat ketelitian dan keyakinan yang diinginkan, langkah selanjutnya yang harus dilakukan adalah mengolah data-data tersebut untuk mendapatkan waktu baku. Waktu baku adalah waktu yang dibutuhkan oleh seorang pekerja normal untuk bekerja secara wajar dalam sistem kerja yang baik. Penetuan waktu baku didasarkan pada pengukuran waktu untuk menyelesaikan pekerjaan yang disesuaikan dengan keadaan normal dan ditambah dengan allowance yang diberikan. Waktu baku dihitung dengan rumus sebagai berikut:
Wn = Wt x Rf Wb = Wn x 100
100−%���
Dimana : Wn = waktu normal Rf = rating factor
Wb = waktu baku
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT. Putra Sejahtera Mandiri Vulkanisir yang bergerak dalam bidang manufaktur vulkanisir ban. Perusahaan ini berlokasi di Jl. Pelita IV No. 11-11A. Kawasan Industri Medan Star, Tanjung Morawa, Medan, Sumatera Utara. Penelitian dilakukan dari April 2015 hingga Agustus 2015.
4.2. Jenis Penelitian
Jenis penelitian yang dilakukan adalah penelitian deskriptif yang berbentuk job and activity analysis. Bentuk penelitian deskriptif yang berbentuk
job and activity analysis yaitu penelitian yang bertujuan menyelidiki secara terperinci aktivitas dan pekerjaan seseorang atau sekelompok orang agar mendapat rekomendasi untuk berbagai keperluan, seperti misalnya keseimbangan beban kerja serta efesiensi dalam penggunaan waktu. (Sukaria Sinulingga, 2013:30).
4.3. Objek Penelitian
4.4. Variabel Penelitian
Variabel-variabel yang akan diamati dalam penelitian ini adalah sebagai berikut :
a. Waktu elemen kerja, yaitu waktu yang dibutuhkan operator untuk menyelesaikan pekerjaannya (diperoleh dari pengukuran langsung).
b. Proses produksi merupakan urutan kegiatan proses produksi dari vulkanisir ban (diperoleh melalui observasi lapangan).
c. Waktu set-up pada setiap stasiun kerja yaitu waktu yang diperlukan mesin untuk dipersiapkan sebelum beroperasi (diperoleh melalui observasi lapangan).
d. Jumlah jam kerja diperoleh dari kalender kerja perusahaan tahun 2015. e. Jumlah shift kerja diperoleh dari perusahaan (diperoleh melalui observasi
lapangan).
f. Waktu menganggur yaitu waktu operator menunggu produksi dari stasiun kerja sebelumnya (diperoleh melalui observasi lapangan).
g. Waktu delay yaitu waktu produk menunggu untuk dikerjakan (diperoleh melalui observasi lapangan)
h. Waktu perpindahan yaitu waktu yang dibutuhkan produk untuk dipindahkan dari satu stasiun ke stasiun lainnya (diperoleh dari pengukuran langsung).
j. Allowance merupakan faktor penyesuaian yang diberikan peneliti atas adanya sejumlah kebutuhan di luar kerja yang terjadi selama pekerjaan berlangsung (diperoleh dari pengukuran langsung).
k. Kapasitas harian merupakan jumlah produk yang mampu diselesaikan dalam satu stasiun kerja setiap harinya (diperoleh dari pengukuran langsung).
l. Zoning constraint merupakan pengelompokkan elemen kerja yang harus berada dalam satu stasiun kerja (diperoleh melalui observasi lapangan). m. Job qualification merupakan persyaratan pekerjaan yang harus dimiliki
operator (diperoleh melalui observasi lapangan).
n. Efisiensi merupakan ukuran yang umum dari kehandalan peralatan. Utilisasi merujuk pada jumlah output fasilitas produksi terhadap kapasitasnya (diperoleh dari pengukuran langsung).
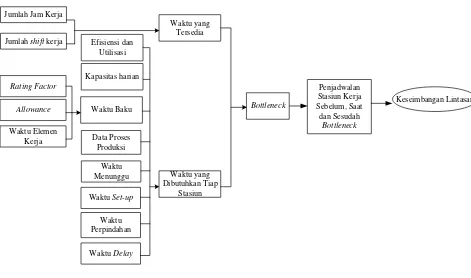
4.5. Kerangka Konseptual Penelitian
Jumlah shift kerja
Data Proses Produksi
Waktu Menunggu
Waktu yang Tersedia
Waktu yang Dibutuhkan Tiap
Stasiun Jumlah Jam Kerja
Keseimbangan Lintasan
Waktu Elemen Kerja
Waktu Set-up
Bottleneck
Waktu Perpindahan
Waktu Delay
Penjadwalan Stasiun Kerja Sebelum, Saat dan Sesudah
Bottleneck Rating Factor
Allowance Waktu Baku Kapasitas harian
[image:52.595.86.557.108.386.2]Efisiensi dan Utilisasi
Gambar 4.1. Kerangka Konseptual Penelitian
4.6. Metode Pengumpulan Data
Berdasarkan cara pengumpulannya, data yang digunakan dalam penelitian ini adalah:
a. Data primer diperoleh dengan cara pengamatan atau pengukuran langsung. Data yang termasuk kategori ini adalah:
1. Data urutan proses produksi. 2. Data waktu elemen kerja. 3. Data waktu perpindahan 4. Rating factor
5. Allowance
b. Data sekunder diperoleh berdasarkan data historis perusahaan dan wawancara operator. Data yang termasuk kategori ini adalah:
1. Data hari kerja.
2. Data jam dan shift kerja. 3. Data jumlah operator. 4. Data waktu setup
5. Data Waktu delay
6. Data waktu menganggur 7. Zoning constraint
8. Job qualification
Metode pengumpulan data yang digunakan dalam penelitian ini adalah:
1. Pengumpulan data waktu elemen kerja dan waktu perpindahan adalah sebagai berikut:
a. Penetapan operator dari setiap stasiun kerja yang akan diukur. Jika lebih dari satu operator, operator yang diukur merupakan operator yang kecepatan kerjanya dibawah rata-rata dari kedua operator tersebut.
b. Mengukur waktu elemen kerja dan waktu perpindahan pada setiap stasiun kerja selama 3 hari berturut-turut dan sebanyak 10 kali pengamatan dengan menggunakan stopwatch.
2. Penentuan rating factor operator dimana operator yang diukur sama dengan operator yang diukur waktu siklus, perpindahan dan elemen kerjanya.
4.7. Metode Pengolahan Data
Langkah-langkah dalam proses pengolahan data adalah: 1. Pengujian Keseragaman dan Kecukupan Data
a. Pengujian waktu elemen kerja b. Pengujian waktu perpindahan c. Pembentukan waktu stasiun kerja 2. Identifikasi kendala sistem
3. Tentukan bagaimana mengetahui kendala yang ada a. Perhitungan waktu standar
b. Perhitungan kapasitas terpasang dan kapasitas terpakai c. Perhitungan waktu yang dibutuhkan dan waktu yang tersedia d. Identifikasi stasiun kerja bottleneck
4. Menentukan perbaikan yang dilakukan berdasarkan kondisi yang ada
a. Melakukan penjadwalan pada stasiun kerja sebelum stasiun kerja
bottleneck, stasiun kerja saat bottleneck dan stasiun kerja sesudah
bottleneck.
b. Melakukan perhitungan efisiensi lintasan dan smoothing index dari kondisi aktual
4.8. Analisis Pemecahan Masalah
Langkah-langkah pada analisis pemecahan masalah adalah sebagai berikut:
2. Memberikan usulan perbaikan dan membandingkan dengan kondisi aktual perusahaan
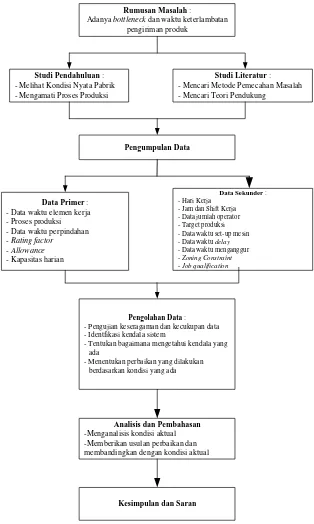
Langkah-langkah proses penelitian yang dapat dilihat pada Gambar 4.2.
Rumusan Masalah :
Adanya bottleneck dan waktu keterlambatan pengiriman produk
Studi Pendahuluan :
- Melihat Kondisi Nyata Pabrik - Mengamati Proses Produksi
Studi Literatur :
- Mencari Metode Pemecahan Masalah - Mencari Teori Pendukung
Pengumpulan Data
Data Primer :
- Data waktu elemen kerja - Proses produksi - Data waktu perpindahan - Rating factor
- Allowance
- Kapasitas harian
Data Sekunder : - Hari Kerja
- Jam dan Shift Kerja - Data jumlah operator - Target produksi - Data waktu set-up mesin - Data waktu delay
- Data waktu menganggur - Zoning Constraint
- Job qualification
Pengolahan Data :
- Pengujian keseragaman dan kecukupan data - Identfikasi kendala sistem
- Tentukan bagaimana mengetahui kendala yang ada
- Menentukan perbaikan yang dilakukan berdasarkan kondisi yang ada
Analisis dan Pembahasan -Menganalisis kondisi aktual -Memberikan usulan perbaikan dan membandingkan dengan kondisi aktual
[image:55.595.154.468.194.718.2]Kesimpulan dan Saran
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
Data yang dikumpulkan adalah data yang berhubungan dengan proses vulkanisir ban. Data tersebut meliputi data flow process chart, elemen kerja pada vulkanisir ban, waktu setiap elemen kerja, waktu set-up, waktu delay, waktu menganggur, waktu perpindahan, effisiensi dan utilitas mesin dan rating factor
dan allowance.
5.1.1. Flow Process chart
Flow process chart proses vulkanisir ban dapat dilihat pada Lampiran 1.
5.1.2. Elemen Kerja pada Vulkanisir Ban
Elemen kerja atau kegiatan operasi pada vulkanisir ban diperoleh berdasarkan flow process chart vulkanisir ban. Data elemen kerja vulkanisir ban dimulai dari memeriksa ban pada stasiun kerja inspeksi awal sampai menandai ban pada stasiun kerja inspeksi akhir dapat dilihat pada Tabel 5.1.
Tabel 5.1 Data Elemen Kerja No Stasiun Kerja Elemen Kerja
I Inspeksi Awal Memeriksa ban
Menandai bagian ban yang cacat II Buffing
Pencocokan ban dengan lingkaran mesin buffing
Penghalusan Ban
Pelepasan ban dari lingkaran mesin buffing
Tabel 5.1 Data Elemen Kerja (Lanjutan) No Stasiun Kerja Elemen Kerja
IV Repairing
Meletakkan ban pada mesin repairing
Penambalan ban
Melepaskan ban dari mesin repairing
V Cementing Ban diberi lem karet di bagian permukaan
Ban dikeringkan secara alami VI Filling rubber
Pemberian filling gum pada permukaan ban Menempelkan cushion gum di sekitar area kerja Ban dikeringkan secara alami
VII Building
Ban diletakkan pada mesin ekstruder Penempelan liner baru pada ban Pelepasan ban dari mesin ekstruder VIII Envolving
Pemberian skip gum pada tepian permukaan ban Pemasangan ban dalam
Pemasangan velg
IX Chambering Ban dimasak dengan suhu 110 °C
X Finishing
Menyesuaikan alat dengan diameter ban Melepaskan velg sementara
Operator mengecat ban Ban dikeringkan secara alami XI Inspeksi Akhir Memeriksa kelayakan ban
Menandai ban
5.1.3. Zoning Constraint
Berdasarkan precedence diagram, terdapat beberapa elemen kerja yang tidak dapat dipisahkan karena saling terkait atau disebut zoning constraint. Elemen-elemen kerja yang menjadi zoning constraint dapat dilihat pada Tabel 5.2.
Tabel 5.2. Zoning Constraint Elemen Kerja yang Tidak Dapat
Dipisahkan Keterangan
3,4,5 Elemen kerja yang menggunakan mesin
buffing
7,8,9 Elemen kerja yang menggunakan mesin
repairing
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 end
I II III IV V VI VII VIII IX X XI
Ket : Zoning Constraint
5.1.4. Job Qualification
Data job qualification dari setiap elemen kerja adalah sebagai berikut: a. Operator penghalusan ban dengan mesin buffing harus berpengalaman
menggunakan mesin buffing dan mengikuti pelatihan operasional mesin.
b. Operator penambalan ban dengan mesin repairing harus berpengalaman menggunakan mesin repairing dan mengikuti pelatihan operasional mesin c. Operator penempelan liner baru dengan mesin ekstruder harus berpengalaman
menggunakan mesin ekstruder dan mengikuti pelatihan operasional mesin.
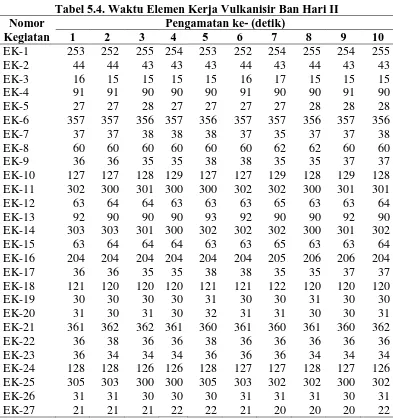
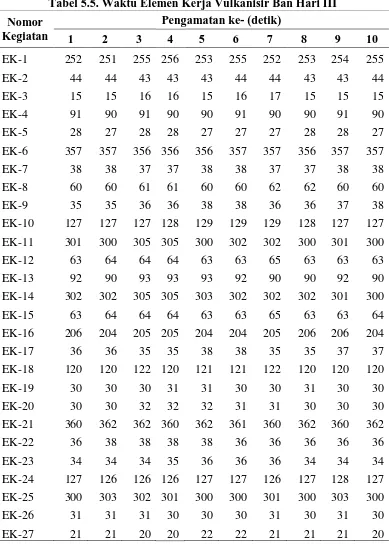
5.1.5. Waktu Elemen Kerja
Pengukuran waktu elemen kerja dilakukan dengan stopwatch time study
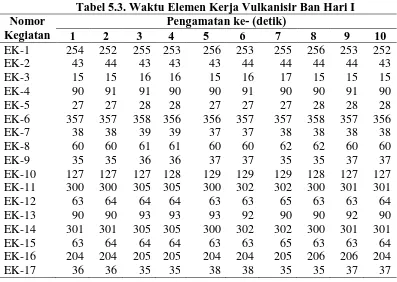
[image:60.595.114.511.472.754.2]pada setiap proses dari awal hingga akhir selama 3 hari pengamatan. Data waktu elemen kerja dapat dilihat pada Tabel 5.3, Tabel 5.4, Tabel 5.5 berikut.
Tabel 5.3. Waktu Elemen Kerja Vulkanisir Ban Hari I Nomor
Kegiatan
Pengamatan ke- (detik)
1 2 3 4 5 6 7 8 9 10
EK-1 254 252 255 253 256 253 255 256 253 252
EK-2 43 44 43 43 43 44 44 44 44 43
EK-3 15 15 16 16 15 16 17 15 15 15
EK-4 90 91 91 90 90 91 90 90 91 90
EK-5 27 27 28 28 27 27 27 28 28 28
EK-6 357 357 358 356 356 357 357 358 357 356
EK-7 38 38 39 39 37 37 38 38 38 38
EK-8 60 60 61 61 60 60 62 62 60 60
EK-9 35 35 36 36 37 37 35 35 37 37
EK-10 127 127 127 128 129 129 129 128 127 127 EK-11 300 300 305 305 300 302 302 300 301 301
EK-12 63 64 64 64 63 63 65 63 63 64
EK-13 90 90 93 93 93 92 90 90 92 90
EK-14 301 301 305 305 300 302 302 300 301 301
EK-15 63 64 64 64 63 63 65 63 63 64
EK-16 204 204 205 205 204 204 205 206 206 204
Tabel 5.3. Waktu Elemen Kerja Vulkanisir Ban Hari I (Lanjutan) Nomor
Kegiatan
Pengamatan ke- (detik)
1 2 3 4 5 6 7 8 9 10
EK-18 120 120 122 120 121 121 122 120 120 120
EK-19 30 30 30 31 31 30 30 31 30 30
EK-20 30 30 32 32 32 31 31 30 30 31
EK-21 360 362 362 360 360 361 362 361 360 362
EK-22 36 38 38 38 38 36 36 36 36 36
EK-23 34 34 34 35 36 36 36 34 34 34
EK-24 128 128 127 127 126 126 126 127 126 127 EK-25 300 300 303 303 303 300 303 300 300 305
EK-26 30 30 31 31 30 30 30 31 31 30
[image:61.595.115.508.307.727.2]EK-27 21 20 22 22 21 20 20 22 22 21
Tabel 5.4. Waktu Elemen Kerja Vulkanisir Ban Hari II Nomor
Kegiatan
Pengamatan ke- (detik)
1 2 3 4 5 6 7 8 9 10
EK-1 253 252 255 254 253 252 254 255 254 255
EK-2 44 44 43 43 43 44 43 44 43 43
EK-3 16 15 15 15 15 16 17 15 15 15
EK-4 91 91 90 90 90 91 90 90 91 90
EK-5 27 27 28 27 27 27 27 28 28 28
EK-6 357 357 356 357 356 357 357 356 357 356
EK-7 37 37 38 38 38 37 35 37 37 38
EK-8 60 60 60 60 60 60 62 62 60 60
EK-9 36 36 35 35 38 38 35 35 37 37
EK-10 127 127 128 129 127 127 129 128 129 128 EK-11 302 300 301 300 300 302 302 300 301 301
EK-12 63 64 64 63 63 63 65 63 63 64
EK-13 92 90 90 90 93 92 90 90 92 90
EK-14 303 303 301 300 302 302 302 300 301 302
EK-15 63 64 64 64 63 63 65 63 63 64
EK-16 204 204 204 204 204 204 205 206 206 204
EK-17 36 36 35 35 38 38 35 35 37 37
EK-18 121 120 120 120 121 121 122 120 120 120
EK-19 30 30 30 30 31 30 30 31 30 30
EK-20 31 30 31 30 32 31 31 30 30 31
EK-21 361 362 362 361 360 361 360 361 360 362
EK-22 36 38 36 36 38 36 36 36 36 36
EK-23 36 34 34 34 36 36 36 34 34 34
EK-24 128 128 126 126 128 127 127 128 127 126 EK-25 305 303 300 300 305 303 302 302 300 302
EK-26 31 31 30 30 30 31 31 31 30 31
Tabel 5.5. Waktu Elemen Kerja Vulkanisir Ban Hari III Nomor
Kegiatan
Pengamatan ke- (detik)
1 2 3 4 5 6 7 8 9 10
EK-1 252 251 255 256 253 255 252 253 254 255
EK-2 44 44 43 43 43 44 44 43 43 44
EK-3 15 15 16 16 15 16 17 15 15 15
EK-4 91 90 91 90 90 91 90 90 91 90
EK-5 28 27 28 28 27 27 27 28 28 27
EK-6 357 357 356 356 356 357 357 356 357 357
EK-7 38 38 37 37 38 38 37 37 38 38
EK-8 60 60 61 61 60 60 62 62 60 60
EK-9 35 35 36 36 38 38 36 36 37 38
EK-10 127 127 127 128 129 129 129 128 127 127 EK-11 301 300 305 305 300 302 302 300 301 300
EK-12 63 64 64 64 63 63 65 63 63 63
EK-13 92 90 93 93 93 92 90 90 92 90
EK-14 302 302 305 305 303 302 302 302 301 300
EK-15 63 64 64 64 63 63 65 63 63 64
EK-16 206 204 205 205 204 204 205 206 206 204
EK-17 36 36 35 35 38 38 35 35 37 37
EK-18 120 120 122 120 121 121 122 120 120 120
EK-19 30 30 30 31 31 30 30 31 30 30
EK-20 30 30 32 32 32 31 31 30 30 30
EK-21 360 362 362 360 362 361 360 362 360 362
EK-22 36 38 38 38 38 36 36 36 36 36
EK-23 34 34 34 35 36 36 36 34 34 34
EK-24 127 126 126 126 127 127 126 127 128 127 EK-25 300 303 302 301 300 300 301 300 303 300
EK-26 31 31 31 30 30 30 31 30 31 30
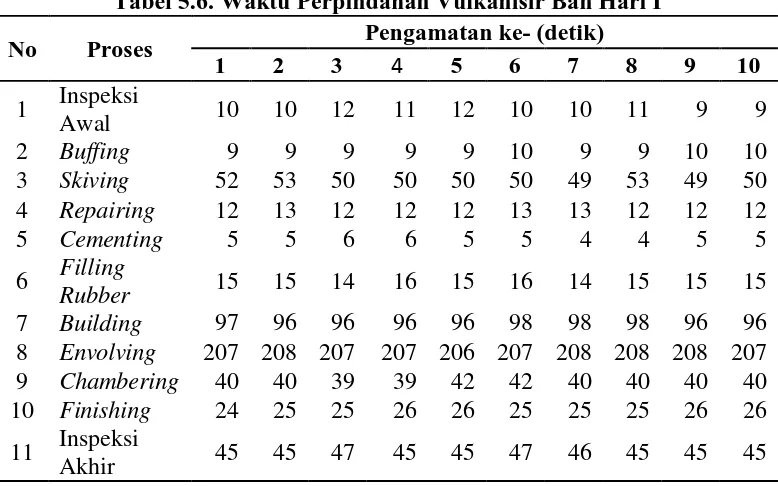
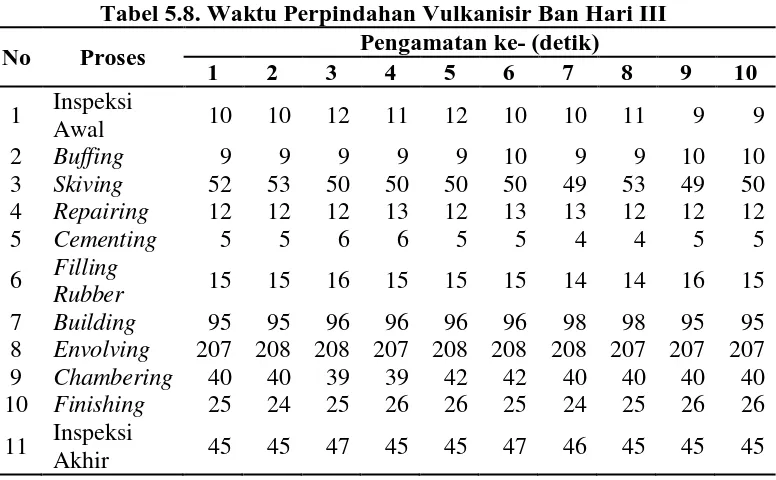
5.1.6. Waktu Perpindahan
Pengukuran waktu perpindahan dilakukan dengan stopwatch time study
pada setiap proses dari awal hingga akhir selama 3 hari pengamatan. Data waktu perpindahan dapat dilihat pada Tabel 5.6, Tabel 5.7, Tabel 5.8 berikut.
Tabel 5.6. Waktu Perpindahan Vulkanisir Ban Hari I
No Proses Pengamatan ke- (detik)
1 2 3 4 5 6 7 8 9 10
1 Inspeksi
Awal 10 10 12 11 12 10 10 11 9 9
2 Buffing 9 9 9 9 9 10 9 9 10 10
3 Skiving 52 53 50 50 50 50 49 53 49 50
4 Repairing 12 13 12 12 12 13 13 12 12 12
5 Cementing 5 5 6 6 5 5 4 4 5 5
6 Filling
Rubber 15 15 14 16 15 16 14 15 15 15
7 Building 97 96 96 96 96 98 98 98 96 96
8 Envolving 207 208 207 207 206 207 208 208 208 207
9 Chambering 40 40 39 39 42 42 40 40 40 40
10 Finishing 24 25 25 26 26 25 25 25 26 26
11 Inspeksi
[image:63.595.118.507.230.473.2]Akhir 45 45 47 45 45 47 46 45 45 45
Tabel 5.7. Waktu Perpindahan Vulkanisir Ban Hari II
No Proses Pengamatan ke- (detik)
1 2 3 4 5 6 7 8 9 10
1 Inspeksi Awal 10 10 12 11 12 10 10 11 9 9
2 Buffing 9 9 9 9 9 10 9 9 10 10
3 Skiving 52 53 50 50 50 50 49 53 49 50
4 Repairing 12 13 12 13 12 13 13 12 12 13
5 Cementing 5 5 6 6 5 5 4 4 5 5
6 Filling Rubber 15 15 14 16 15 15 15 14 15 16
7 Building 96 96 96 97 97 98 96 98 96 95
8 Envolving 207 207 208 208 207 207 207 208 208 207
9 Chambering 40 40 39 39 42 42 40 40 40 40
10 Finishing 25 25 24 26 26 25 25 24 26 26
Tabel 5.8. Waktu Perpindahan Vulkanisir Ban Hari III
No Proses Pengamatan ke- (detik)
1 2 3 4 5 6 7 8 9 10
1 Inspeksi
Awal 10 10 12 11 12 10 10 11 9 9
2 Buffing 9 9 9 9 9 10 9 9 10 10
3 Skiving 52 53 50 50 50 50 49 53 49 50
4 Repairing 12 12 12 13 12 13 13 12 12 12
5 Cementing 5 5 6 6 5 5 4 4 5 5
6 Filling
Rubber 15 15 16 15 15 15 14 14 16 15
7 Building 95 95 96 96 96 96 98 98 95 95
8 Envolving 207 208 208 207 208 208 208 207 207 207
9 Chambering 40 40 39 39 42 42 40 40 40 40
10 Finishing 25 24 25 26 26 25 24 25 26 26
11 Inspeksi
Akhir 45 45 47 45 45 47 46 45 45 45
5.1.7. Waktu Setup
[image:64.595.119.512.517.750.2]Proses set up pada mesin-mesin di PT. Putra Sejahtera Mandiri dilakukan setiap hari setiap awal jam kerja di pagi hari. Waktu set up yang diambil adalah waktu set up dari awal proses hingga akhir. Rincian uraian proses dan waktu set up dapat dilihat pada Tabel 5.9.
Tabel 5.9. Rincian Proses dan Waktu Set up Stasiun Kerja
No. Stasiun Aktivitas Waktu (detik)
1.
Inspeksi Awal
Pemeriksaan kabel 53
2. Pemeriksaan power control 23
3.
Menyambungkan mesin ke
power suplai dan menekan tombol start
20
4. Pemasangan benda kerja dan
alat yang akan digunakan 479
5. Menyalakan Alat 10
1.
Buffing
Pemeriksaan oli mesin 15
2. Mengambil oli 55
3. Pengisian oli 54
4 Pemeriksaan kondisi komponen
Tabel 5.9. Rincian Proses dan Waktu Set up Stasiun Kerja
No. Stasiun Aktivitas Waktu (detik)
5. Pembersihan scrap pada mesin 283
6 Memeriksa mata pisau mesin 146
1.
Cementing Mengambil Lem 75
2. Mengambil Kuas 76
1.
Filling Rubber
Mengambil cushion gum 50
2. Mengambil filling gum 55
3. Pemeriksaan kondisi peralatan 248
1. Building Mengambil liner baru 151
1
Envolving Mengambil velg sementara 75
2 Mengambil skip gum 76
1.
Chambering
Pemeriksaan Air 26
2. Mengambil Air 151
3. Pengisian Air 65
4. Menunggu mesin panas 315
5. Pemeriksaan kesesuaian suhu
dan waktu 68
1.
Finishing
Mengambil ban dalam 50
2 Mengambil velg baru 50
3 Mengambil cat 51
1. Inspeksi Akhir
Mengambil alat tulis dan
worksheet 152
5.1.8. Waktu Delay, Waktu Menganggur, dan Waktu Pengerjaan Mesin Data waktu delay, waktu menganggur, dan waktu pengerjaan mesin diperoleh dari data historis perusahaan. Data ini dapat dilihat pada Tabel 5.9.
Tabel 5.10. Waktu Delay, Waktu Menganggur, Waktu Set-up dan Waktu Pengerjaan Mesin Stasiun Kerja Waktu Delay (detik) Waktu Menganggur (detik)
Waktu Proses dengan Mesin (detik)
Inspeksi Awal 0 0 0
Buffing 0 0 90
Skiving 500 0 0
Repairing 0 352 60
Cementing 300 0 0
Filling Rubber 0 0 0
Building 0 0 150
Tabel 5.10. Waktu Delay, Waktu Menganggur, Waktu Set-up dan Waktu Pengerjaan Mesin (Lanjutan)
Stasiun Kerja
Waktu Delay (detik)
Waktu Menganggur
(detik)
Waktu Proses dengan Mesin (detik)
Chambering 0 0 9900
Finishing 1590 0 0
Inspeksi Akhir 0 120 0
5.1.9. Data Rating Factor dan Allowance
Nilai Rating factor dan Allowance operator dari stasiun kerja inspeksi awal sampai stasiun kerja inspeksi akhir dapat dilihat pada Tabel 5.10. Rincian penilaian rating factor dan allowance dapat dilihat pada Lampiran.
Tabel 5.11 Nilai Rating Factor dan Allowance Operator pada Vulkanisir Ban Stasiun Westinghouse
Factor
Rating factor
Total
Allowance
(%)
Inspeksi Awal 0,00 1,00 13,5
Buffing 0,18 1,18 10,5
Skiving 0,00 1,00 14,0
Repairing 0,00 1,00 13,0
Cementing 0,00 1,00 13,0
Filling Rubber 0,05 1,05 11,5
Building 0,16 1,16 10,5
Envolving 0,18 1,18 12,0
Chambering 0,18 1,18 8,5
Finishing 0,16 1,08 11,0
Inspeksi Akhir 0,00 1,00 13,0
5.1.10. Efisiensi dan Utilisasi
Tabel 5.12. Efisiensi dan Utilisasi
Stasiun Kerja Effisiensi (%) Utilitas (%)
Inspeksi Awal 93 86
Buffing 93 87
Skiving 93 87
Repairing 94 88
Cementing 93 87
Filling Rubber 93 86
Building 93 87
Envolving 93 87
Chambering 93 86
Finishing 93 87
Inspeksi Akhir 93 87
5.2. Pengolahan Data
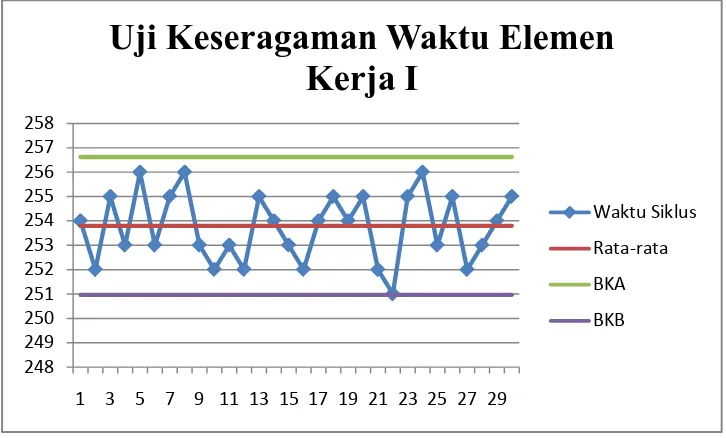
5.2.1. Pengujian Keseragaman dan Kecukupan Data
Uji keseragaman data dan uji kecukupan data dilakukan untuk data waktu elemen kerja dan waktu perpindahan seluruh proses vulkanisir ban besar dari inspeksi awal hingga inspeksi akhir.
5.2.1.1.Pengujian Waktu Elemen Kerja
Langkah awal pengujian keseragaman dan kecukupan data adalah perhitungan waktu rata-rata elemen dari sepuluh pengamatan dalam 3 hari. Perhitungan waktu rata-rata elemen kerja dimulai dari elemen kerja 1 hingga elemen kerja 28 dapat dilihat pada Tabel 5.13. Sebagai contoh perhitungan waktu elemen kerja rata-rata pada elemen kerja 1, adalah sebagai berikut:
79 , 253 3
253,78 253,70
253,90 x
_
= +
Tabel 5.13. Waktu Siklus Rata-Rata Elemen Kerja Selama Tiga Hari Pengamatan
Nomor Kegiatan
Waktu Elemen Kerja (detik) Rata-rata Waktu Elemen Kerja (detik) Hari I Hari II Hari III
EK-1 253,90 253,70 253,78 253,79
EK-2 43,50 43,40 43,44 43,45
EK-3 15,50 15,40 15,56 15,49
EK-4 90,40 90,40 90,33 90,38
EK-5 27,50 27,40 27,44 27,45
EK-6 356,90 356,60