PENGUKURAN POSTUR KERJA DENGAN MENGGUNAKAN
METODE RAPID ENTIRE BODY ASSESSMENT (REBA) PADA
OPERATOR PABRIK GAMBIR PT. GANPATI TRADING
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
PENTA NURTANIAN SINAGA 080423090
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat TYME, atas segala berkah dan
rahmat-Nya sehingga penulis dapat melaksanakan Tugas Sarjana di PT. Ganpati
Trading Sidikalang.
Pelaksanaan Tugas Sarjana merupakan pengalaman yang berharga, dimana saya
dapat memperoleh pelajaran yang banyak dari perusahaan secara langsung. Tugas
Sarjana merupakan salah satu persyaratan dalam memperoleh gelar Sarjana Teknik pada
Program Studi Teknik Industri Ekstensi, Fakultas Teknik Univesitas Sumatera Utara.
Dalam hal ini penulis mengangkat suatu permasalahan yaitu “ Pengukuran Postur
Kerja Dengan Menggunakan Metode Rapid Entire Body Assessment (REBA) Pada Operator Pabrik Gambir PT. Ganpati Trading”.
Penulis berupaya menyempurnakan laporan ini, namun penulis menyadari
bahwa tidak ada yang sempurna, mungkin terdapat kekurangan-kekurangan akibat
kesalahan penulis, untuk itulah penulis mengharapkan saran dan kritik yang
membangun guna menyempurnakan laporan ini.
Akhir kata penulis mengucapkan terima kasih, semoga laporan ini bermanfaat
bagi yang membacanya. Amin
Universitas Sumatera Utara Penulis
UCAPAN TERIMAKASIH
Dalam penulisan Tugas Sarjana ini, penulis mendapatkan banyak bantuan,
bimbingan dan dorongan dari berbagai pihak, maka pada kesempatan ini penulis
mengucapkan terima kasih kepada :
1. Ibu Ir. Rosnani Ginting, MT., selaku Ketua Departemen Teknik Industri, Fakultas
Teknik, Universitas Sumatera Utara.
2. Bapak Ir. Poerwanto, Msc., selaku dosen pembimbing I yang telah banyak
memberikan bimbingan dan waktunya kepada penulis untuk menyelesaikan tugas
sarjana ini.
3. Ibu Ir. Khawarita Siregar, MT., selaku dosen pembimbing II yang telah banyak
memberikan bimbingan dan arahan kepada penulis untuk menyelesaikan tugas
sarjana ini.
4. Bapak Pimpinan PT. Ganpati Trading yang telah memberikan kesempatan kepada
penulis untuk melaksanakan riset tugas sarjana pada perusahaan tersebut.
5. Seluruh staf dan karyawan PT. Ganpati Trading yang bersedia memberikan
masukan-masukan mengenai pabrik.
6. Kedua orang tua tercinta yang telah memberikan dukungan baik secara moril
maupun material dan doa, serta abang dan kakak yang saya sayangi.
7. Herwandi, Marulitua, Mia, Sukma, Hafis, Evi, Erni dan semua teman-teman yang
tidak dapat disebutkan satu persatu yang telah memberikan dukungan kepada
8. Bang Mijo, kak Dina, bu Ani, bang Rido, bang Kumis dan kak Rahma yang telah
membantu dan memberikan dukungan kepada penulis.
Penulis berupaya menyempurnakan laporan ini, namun penulis menyadari
bahwa tidak ada yang sempurna, mungkin terdapat kekurangan-kekurangan akibat
kesalahan penulis, untuk itulah penulis mengharapkan saran dan kritik yang
membangun guna menyempurnakan laporan ini.
Akhir kata penulis mengucapkan terimakasih, semoga tugas sarjana ini
bermanfaat bagi kita semua.
Universitas Sumatera Utara Penulis
DAFTAR ISI
BAB HALAMAN
JUDUL ... i
LEMBAR PENGESAHAN ... i i KATA PENGANTAR ... iii
UCAPAN TERIMAKASIH ... iv
DAFTAR ISI ... vi
1.1. Latar Belakang Permasalahan ... I-1
1.2. Perumusan Masalah ... I-2
1.3. Tujuan Penelitian ... I-3
1.4. Manfaat Penelitian ... I-3
1.5. Pembatasan Masalah ... I-4
1.6. Asumsi- Asumsi ... I-5
1.7. Sistematika Penulisan Tugas Sarjana... I-5
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha... II-1
DAFTAR ISI ( Lanjutan )
BAB HALAMAN
2.4. Daerah Pemasaran ... II-3
2.5. Dampak Sosial Ekonomi Terhadap Lingkungan ... II-4
2.6. Proses Produksi ... II-5
DAFTAR ISI ( Lanjutan )
3.1.1. Defenisi Ergonomi ... III-2
3.1.2. Sejarah Ergonomi... III-6
3.1.3. Tujuan Ergonomi ... III-9
3.1.4. Penerapan Ergonomi ... III-9
3.1.5. Konsep Keseimbangan Dalam Ergonomi ... III-11
3.1.6. Kapasitas Kerja ... III-14
3.2. Antropometri ... III-19
3.2.1. Defenisi Antropometri ... III-19
3.2.2. Data Antropometri... III-20
3.2.3. Pengukuran Antropometri ...
3.2.1.1. Pengukuran Dimensi Struktur Tubuh ... III-23
DAFTAR ISI ( Lanjutan )
BAB HALAMAN
3.2.4. Aplikasi Data Antropometri Dalam Desain ... III-25
3.3. Beban Kerja ... III-26
3.3.1. Faktor Yang Mempengaruhi Beban Kerja ... III-32
3.3.1.1. Beban Kerja Karena Faktor Eksternal ... III-32
3.3.1.2. Beban Kerja Karena Faktor Internal ... III-33
3.3.2. Penilaian Beban Kerja Fisik ... III-34
3.4. Keluhan Muskuloskeletal ... III-35
3.4.1. Faktor Penyebab Keluhan Muskuloskeletal ... III-37
3.4.2. Pengukuran Penyebab Keluhan Muskuloskeletal ... III-38
3.4.3. Langkah- Langkah Mengatasi Keluhan
Muskuloskeletal ... III-39
3.5. Rapid Entire Body Assessment (REBA) ... III-40
3.5.1. Defenisi REBA ... III-40
3.5.2. Langkah- Langkah Metode REBA ... III-45
3.5.3. Perhitungan REBA ... III-51
3.5.3.1. Perhitungan Skor A ... III-52
3.5.3.2. Perhitungan Skor B ... III-53
3.5.3.3. Perhitungan Skor C ... III-54
3.5.3.4. Perhitungan Skor REBA ... III-54
DAFTAR ISI ( Lanjutan )
BAB HALAMAN IV METODOLOGI PENELITIAN ... IV-1
4.1. Lokasi Penelitian... IV-1
4.2. Metode Penelitian ... IV-1
4.3. Data Penelitian ... IV-1
4.3.1. Jenis Data Yang Dikumpulkan ... IV-1
4.3.2. Sumber Data Penelitian ... IV-2
4.3.3. Instrumen Pengumpulan Data ... IV-2
4.3.4. Metode Pengumpulan Data ... IV-2
4.4. Pengolahan Data... IV-3
5.2.1. Analisa Sikap Kerja dengan Metode REBA ... V-4
5.2.1.1. Posisi Kerja Kegiatan Mengangkat Daun Gambir
5.2.1.2. Posisi Kerja Menimbang Daun Gambir ... V-22
5.2.1.3. Posisi Kerja Proses Cutting ... V-33
5.2.1.4. Posisi Kerja Proses Drying ... V-49
5.2.1.5. Posisi Kerja Mengeluarkan daun gambir dari jendela
blower ... V-61
5.2.1.6. Posisi Kerja Memasukkan daun gambir ke dalam mesin
penggiling ... V-73
5.2.1.7. Posisi Kerja Proses Packing... V-85
VI ANALISA DAN EVALUASI ... VI-1
6.1. Analisa ... VI-1
6.2. Evaluasi ... VI-6
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran... VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1. Perincian Jumlah Tenaga Kerja Pada PT. Ganpati Trading ... II-24
2.2. Pembagian Jam Kerja Untuk Karyawan Kantor ... II-25
2.3. Pembagian Shift Untuk Karyawan Pabrik... II-25
3.1. Kategori Beban Kerja Berdasarkan Metabolisme, Respirasi,
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Gambir Powder ... II-6
2.1. Pohon Gambir ... II-8
2.3. Daun gambir dijemput dari lahan masyarakat ... II- 9
2.4. Situasi Pabrik Setelah Selesai Proses Produks i ... II-10
2.5. Struktur Organisasi PT.Ganpati Trading... II-22
3.1. Konsep Dasar Dalam Ergonomi ... III-12
3.2. Pergerakan Leher ... III-46
3.3. Pergerakan Batang Tubuh ... III-47
3.4. Pergerakan Kaki... III-48
3.5. Pergerakan Lengan Atas... III-49
3.6. Pergerakan Lengan Bawah ... III-49
3.7. Pergerakan Pergelangan Tangan... III-50
DAFTAR GAMBAR ( Lanjutan )
GAMBAR HALAMAN
5.1. Posisi kerja II Proses cutting ... V-37
5.1. Posisi kerja III Proses cutting ... V-41
5.1. Posisi kerja IV Proses cutting ... V-45
5.1. Posisi kerja I Drying ... V-49
5.1. Posisi kerja II Drying... V-53
5.1. Posisi kerja III Drying ... V-57
5.1. Posisi kerja I Mengeluarkan daun gambir dari jendela blower... V-61
5.1. Posisi kerja II Mengeluarkan daun gambir dari jendela blower ... V-65
5.1. Posisi kerja III Mengeluarkan daun gambir dari jendela blower ... V-69
5.1. Posisi kerja I Proses Penggilingan ... V-73
5.1. Posisi kerja II Proses Penggilingan ... V-77
5.1. Posisi kerja III Proses Penggilingan ... V-81
5.1. Posisi kerja I Packing ... V-85
5.1. Posisi kerja II Packing ... V-89
5.1. Posisi kerja III Packing... V-93
5.1. Posisi kerja IV Packing ... V-97
DAFTAR LAMPIRAN
LAMPIRAN 1 Mesin Produksi
LAMPIRAN 2 Peralatan
ABSTRAK
PT.Ganpati Trading adalah suatu perusahaan industri yang bergerak di bidang pengolahan daun gambir. Perusahaan ini memproduksi barang setengah jadi untuk diolah kembali untuk dijadikan berbagai kegunaan seperti pewarna kain, obat- obatan, kosmetik, pelunak kulit, dan lain- lain.
Perusahaan ini beroperasi dengan menggunakan mesin/peralatan yang semi modern. Pekerjaan dilakukan secara manual untuk mengangkat daun gambir kedalam truk, proses penimbangan, memasukkan daun gambir kedalam mesin cutting, memasukkan daun gambir ke mesin pengering, memasukkan daun gambir ke mesin penggiling, menimbang dan mempacking daun gambir tersebut kedalam karung untuk dikirim ke Medan.
REBA adalah metode yang berguna dalam pengukuran resiko pada pemindahan material secara manual. Untuk mengetahui gangguan postur tubuh yang terjadi pada karyawan maka dipergunakan metode REBA (Rapid Entire Body Assessment) yaitu metode yang digunakan untuk menganalisa pekerjaan berdasarkan posisi tubuh. Metode ini didesain untuk mengevaluasi pekerjaan atau aktivitas, dimana pekerjaan tersebut memiliki kecenderungan menimbulkan ketidaknyamanan seperti kelelahan pada leher, tulang punggung, lengan dan sebagainya.
Dari hasil pengamataan yang telah dilakukan terdapat beberapa posisi kerja yang tidak ergonomis. Untuk itu perlu dilakukan perbaikan metode kerja oleh perusahaan.
ABSTRAK
PT.Ganpati Trading adalah suatu perusahaan industri yang bergerak di bidang pengolahan daun gambir. Perusahaan ini memproduksi barang setengah jadi untuk diolah kembali untuk dijadikan berbagai kegunaan seperti pewarna kain, obat- obatan, kosmetik, pelunak kulit, dan lain- lain.
Perusahaan ini beroperasi dengan menggunakan mesin/peralatan yang semi modern. Pekerjaan dilakukan secara manual untuk mengangkat daun gambir kedalam truk, proses penimbangan, memasukkan daun gambir kedalam mesin cutting, memasukkan daun gambir ke mesin pengering, memasukkan daun gambir ke mesin penggiling, menimbang dan mempacking daun gambir tersebut kedalam karung untuk dikirim ke Medan.
REBA adalah metode yang berguna dalam pengukuran resiko pada pemindahan material secara manual. Untuk mengetahui gangguan postur tubuh yang terjadi pada karyawan maka dipergunakan metode REBA (Rapid Entire Body Assessment) yaitu metode yang digunakan untuk menganalisa pekerjaan berdasarkan posisi tubuh. Metode ini didesain untuk mengevaluasi pekerjaan atau aktivitas, dimana pekerjaan tersebut memiliki kecenderungan menimbulkan ketidaknyamanan seperti kelelahan pada leher, tulang punggung, lengan dan sebagainya.
Dari hasil pengamataan yang telah dilakukan terdapat beberapa posisi kerja yang tidak ergonomis. Untuk itu perlu dilakukan perbaikan metode kerja oleh perusahaan.
BAB I
PENDAHULUAN
1.1Latar Belakang
Salah satu tipe masalah ergonomi yang sering dijumpai ditempat kerja
khususnya yang berhubungan dengan kekuatan dan ketahanan manusia dalam
melaksanakan pekerjaannya adalah keluhan musculoskeletal disorders(MSDs).
Keluhan ini dirasakan pada bagian- bagian otot skeletal yaitu meliputi otot leher,
bahu, lengan, tangan, jari, punggung, pinggang dan otot-otot bagian bawah,
apabila otot menerima beban statis secara berulang dan dalam waktu yang lama
yang dapat mengakibatkan kerusakan pada sendi, ligament dan tendon. Keluhan
hingga kerusakan inilah yang disebut dengan musculoskeletal disorders (MSDs)
atau cedera pada sistem musculoskeletal.
Keluhan musculoskeletal disorders (MSDs) tersebut diawali dengan
postur kerja yang kurang ergonomis, oleh karena itu perlu dianalisa tingkat
beban musculoskeletal disorders (MSDs) yang diakibatkan postur kerja yang
ada pada saat ini khususnya pada anggota badan bagian atas. Penelitian ini
dilakukan dengan menggunakan metode Rapid Entire Body Assessment
(REBA), yang merupakan suatu metode penelitian dengan menginvestigasi
gangguan pada anggota tubuh bagian atas, lengan bawah, pergelangan tangan,
leher, batang tubuh dan ditambah dengan penganalisaan terhadap keseimbangan
Penelitian terhadap postur kerja untuk menginvestigasi keluhan
musculoskeletal disorders (MSDs) telah dilakukan sebelumnya. Penelitian
terhadap postur kerja lebih banyak dilakukan untuk pekerjaan yang dilakukan
secara manual dan lebih cocok untuk kerja dengan beban angkat. Penelitian
Lynn Mc Atamney dan Nigel Corlett pada tahun 1993, menyajikan sebuah
metode survey untuk menginvestigasi keluhan musculoskeletal disorders
(MSDs) terhadap tubuh bagian atas berdasarkan analisis postur kerja dengan
menggunakan metode Rapid Entire Body Assessment (REBA). Studi
pendahuluan yang telah dilakukan ini, menemukan adanya keluhan rasa sakit
pada punggung, oleh karena itu diperlukan pengukuran terhadap postur kerja
dari operator dibagian tersebut sebagai tindakan awal dalam identifikasi
terhadap resiko timbulnya keluhan muskulokeletal yang pada akhirnya dapat
menyebabkan timbulnya penyakit akibat kerja.
Proses pembuatan gambir di PT. Ganpati Trading terdiri dari rangkaian
kegiatan yang melibatkan para operator berdasarkan fungsinya masing- masing.
Berdasarkan pembahasan dengan pihak manajemen PT. Ganpati Trading
diketahui bahwa kebanyakan operator yang bekerja pada bagian pengangkatan
daun gambir menyatakan keluhan sakit pada bagian punggung.
1.2. Perumusan Masalah
Adapun masalah yang ada di PT. Ganpati yaitu keluhan tentang posisi
tubuh yang tidak ergonomis sehingga mengakibatkan sakit pada bagian tubuh
terhadap perusahaan dan karyawan. Berdasarkan uraian latar belakang
permasalahan yang sudah dijabarkan diatas maka penulis menilai postur kerja
dari operator saat melakukan pekerjaan dengan menggunakan metode REBA.
1.3. Tujuan Penelitian
Tujuan yang dilakukan dalam penelitian ini adalah:
a. Mendapatkan penilaian postur kerja operator.
b. Mendapatkan skor akhir penilaian postur kerja.
c. Mendapatkan kategori tindakan dari hasil penilaian postur kerja.
d. Melakukan perbaikan fasilitas kerja dan postur kerja.
1.4. Manfaat Penelitian
Adapun manfaat yang diharapkan dapat diperoleh dari penelitian ini
adalah:
1. Bagi penulis :
a. Dapat menjadi sarana pembelajaran dan pematangan ilmu
pengetahuan yang telah diterima selama menjalani perkuliahan.
b. Dapat melihat dan menerapkan secara nyata suatu konsep ilmu
dilapangan kerja nyata.
c. Menambah wawasan dan pengalaman pada bidang industri sehingga
dapat memahami dan mengetahui berbagai macam aspek kegiatan
d. Memperoleh pengetahuan yang berguna untuk terjun kedunia kerja
kelak setelah mahasiswa menyelesaikan perkuliahan.
2. Bagi departemen:
a. Mempererat kerjasama antara Departemen Teknik Industri Fakultas
Teknik Universitas Sumatera Utara.
b. Menjadi literatur yang akan semakin memperkaya penerapan ilmu
keteknik-industrian di lapangan kerja nyata serta menjadi bahan
literature bagi penelitian oleh departemen maupun mahasiswa
dikemudian hari.
3. Bagi perusahaan:
a. Perusahaan akan lebih dapat melihat kondisi perusahaan dari sudut
pandang mahasiswa/pendidikan.
b. Masukan untuk perbaikan lebih lanjut untuk mengatasi postur kerja
yang tidak ergonomis.
4. Bagi masyarakat umum:
a. Menambah wawasan bagi yang berminat terhadap pengukuran postur
kerja dari operator.
1.5. Pembatasan Masalah
Pembatasan masalah sangat diperlukan dalam penelitian ini, sehingga
hasil yang diperoleh dapat benar- benar sesuai dengan tujuan yang ingin dicapai.
a. Analisis hanya dilakukan terhadap operator yang bekerja pada bagian
pengolahan tepung gambir.
b. Analisis masalah dibatasi hanya pada metode REBA.
c. Pembahasan hanya dilakukan terhadap operator yang mengalami keluhan
pada bagian tubuh.
1.6. Asumsi -Asumsi
Pekerja yang diamati bekerja dalam kondisi wajar, artinya pekerja berada
dalam kondisi stamina yang baik, tidak berada dalam tekanan serta menguasai
prosedur pekerjaannya.
a. Seluruh mesin dan peralatan produksi yang digunakan untuk kegiatan
produksi dalam keadaan baik.
b. Jumlah bahan baku yang tersedia cukup memenuhi untuk kebutuhan
kegiatan produksi.
1.7. Sistematika Penulisan Tugas Sarjana
Untuk memudahkan dalam mempelajari laporan tugas sarjana ini, maka
sistematika penulisan tugas sarjana ini disusun dalam beberapa bab sebagai
BAB I : PENDAHULUAN
Memuat latar belakang masalah, perumusan masalah, tujuan
dan manfaat penelitian, batasan masalah dan asumsi serta
sistematika penulisan laporan.
BAB II : GAMBARAN UMUM PERUSAHAAN
Memaparkan secara singkat sejarah perusahaan tempat
dilakukannya penelitian yang terdiri dari sejarah perusahaan,
ruang lingkup bidang usaha, serta organisasi dan manajemen.
BAB III : TINJAUAN PUSTAKA
Menampilkan dengan jelas kajian kepustakaan yang
dipergunakan untuk mendukung penyelesaian yang muncul
dalam penelitian.
BAB IV : METODOLOGI PENELITIAN
Menjelaskan secara rinci mengenai pelaksanaan penelitian yang
meliputi tempat dimana penelitian akan dilakukan, kapan akan
dilakukan, bahan yang digunakan, peralatan yang dipakai,
rancangan yang digunakan, pelaksanaan kegiatan, variable yang
diamati, pengukuran variable, serta metode analisis atau teknik
analisis yang sesuai.
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Mengidentifikasi data hasil penelitian yang diperoleh oleh
pengolahan data sehingga pemecahan masalah dapat
dilaksanakan.
BAB VI : ANALISA PEMECAHAN MASALAH
Menganalisa hasil penelitian yang diperoleh dengan
membandingkan data yang diperoleh dengan teori yang
mendasari hal tersebut. Dan dilakukan evaluasi hasil penelitian
yang diperoleh tersebut.
BAB VII : KESIMPULAN DAN SARAN
Memberikan hasil penelitian secara keseluruhan berdasarkan
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Ganpati Traiding merupakan Perusahaan Milik Asing (PMA) yang bergerak
dibidang industri manufaktur pengolahan gambir.
Perusahaan ini berdiri sejak tahun 2007, perusahaan ini berpusat di India.
Perusahaan ini mempunyai beberapa cabang di Indonesia yakni Sumatera Barat di
daerah Lubuk Arai, Batu besurek, Paya Kumbuh, Riau, Penen, Teluk Bayur dan
Sumatera Utara yang berada di Medan, Sidikalang Kabupaten Dairi dan Pakpak Barat.
Pemilik dari keseluruhan pabrik gambir ini adalah Mr.Sendif Agelwal. Seluruh
karyawan pabrik PT. Gandapati Traiding telah terdaftar di dinas tenaga kerja dan sudah
mendapat asuransi JAMSOSTEK.
2.2. Ruang Lingkup Bidang Usaha
PT.Ganpati Traiding merupakan perusahaan asing yang bergerak di bidang
pengolahan gambir yang ada di Indonesia. Seluruh produk jadi maupun setengah jadi
2.3. Lokasi Perusahaan
Pada dasarnya lokasi perusahaan yang paling ideal adalah lokasi dimana unit
cost dari proses produksi dan distribusi akan rendah, sedangkan harga dan volume
penjualan produk akan mampu menghasilkan keuntungan yang sebesar- besarnya.
Persoalan dimana suatu perusahaan didirikan merupakan suatu hal yang penting
dan bukanlah hal yang mudah diselesaikan karena kekeliruan yang dibuat tidaklah
mungkin dengan segera dapat dikoreksi tanpa kehilangan investasi yang sudah terlanjur
ditanamkan serta tambahan modal / investasi yang harus dikeluarkan kembali untuk
mencari alternative lokasi di tempat lain.
PT. Ganpati Trading yang berlokasi di Jl. Runding KM. 6,5 Sidiangkat
Sidikalang Dairi seluas 1135 m. Dimana lokasi bangunannya dibatasi oleh :
Sebelah timur : pemukiman penduduk
Sebelah selatan : pemukiman penduduk
Sebalah barat : pemukiman penduduk
Sebelah utara : pemukiman penduduk
Lokasi perusahaan tersebut dipilih berdasarkan beberapa pertimbangan sebagai
berikut:
1. Mudah dijangkau
Lokasi PT. Ganpati Trading Indonesia berada di pinggir jalan, sehingga dapat dilalui
oleh alat transportasi dengan mudah.
2. Dekat dengan lokasi bahan baku
Lokasi dekat dengan lokasi bahan baku sehingga memperlancar proses produksi.
Lokasi yang berdekatan dengan pemukiman penduduk membuat mudah bagi PT
Ganpati untuk mendapat tenaga kerja sebagai operator.
2.4. Daerah pemasaran
Perusahaan ini khusus memproduksi gambir untuk dikirim ke negara India,
yakni New Delhi, Bombai, dan lain- lain. Karena gambir ini akan diolah kembali untuk
dijadikan berbagai kegunaan seperti pewarna kain, obat-obatan, kosmetik, pelunak kulit,
dan lain- lain. PT. Ganpati Trading tidak menjual gambir ini di Indonesia. Tidak banyak
Propinsi di Indonesia yang mampu menjadikan komoditasnya menjadi komoditas
unggulan yang mampu mendominasi pasar dunia. Salah satunya adalah Sumatera Uarat
dengan tanaman gambir. Tanaman Gambir atau uncaria gambir roab merupakan
komoditas unggulan propinsi Sumatera Utara yang mampu memasok 90 persen
kebutuhan pasar dunia dengan tujuan utama ke India, Pakistan, Singapura, Thailand dan
Malaysia.Dari data tahun 2005 Dinas Perkebunan Propinsi Sumatera Uarat total luas
areal tanaman gambir di Sumatera Barat adalah 19.658 dengan Daerah penghasil utama
tanaman ini di adalah Kabupaten Pakpak bharat seluas 13.558 Ha dan sisanya tersebar
di delapan kabupaten lainnya di Sumatera Utara. Realisasi ekspor gambir pada tahun
2003 mencapai US$.668,523 kemudian meningkat sebesar 44,6 % pada tahun 2004
menjadi US$.967,000 (bisnis-18 Okt 2005). dan pada tahun 2005 total nilai ekspor
sebesar USD.622,460.00 dengan pencapaian produksi sebesar 13.249 Ton. Untuk
ekspor, gambir dikirim melalui Medan, sedangkan untuk pasaran dalam negeri dikirim
ke Jakarta. Nilai ekspor komoditas yang diekspor ke India, Singapura, dan Pakistan ini
baku perekat kayu lapis didalam negeri maka baru akan memenuhi kebutuhan tiga
pabrik kayu lapis yang berkapasitas 5000-6000 m3/bulan. Hal ini akan masih tetap
terlalu sedikit dibanding kebutuhan pabrik kayu lapis dan papan partikel yang ada di
Pulau Sumatra. Dan gambir dapat diolah didalam negeri menjadi bentuk yang lain dari
sekarang, seperti bentuk biskuit dan tepung gambir sesuai dengan permintaan pasar
dunia. Negara India saja membutuhkan gambir sebanyak 6000 ton pertahun. Terlihat
bahwa prospek luar negeri masih terbuka.
2.5. Dampak Sosial Ekonomi Terhadap Lingkungan
PT. Ganpati Traiding memberikan dampak positif terhadap lingkungan
sekitarnya seperti pembukaan lapangan kerja bagi masyarakat sekitar dan pemenuhan
kebutuhan pembangunan bagi daerah.
Saat ini PT. Ganpati Trading cabang Sidikalang memiliki 19 orang karyawan.
Hal ini merupakan suatu peluang kerja bagi penduduk desa Sidiangkat. Dimana peluang
tenaga kerja ini telah mengurangi pengangguran yang berada di daerah tersebut. Dan
masyarakat sangat menerima pembangunan perusahaan ini dengan sangat baik.
Seluruh tenaga kerja di perusahaan ini telah terdaftar di Dinas Tenaga Kerja dan
telah mendapatkan asuransi JAMSOSTEK. Jadi perusahaan sangat menjamin kebutuhan
hidup tenaga kerja dan keamanan nya. PT. Ganpati Traiding telah memberikan dampak
positif dalam bidang ekonomi yaitu menjadi sumber pendapatan bagi tenaga kerja,
pemerintah daerah dan negara. Pabrik ini tidak menghasilkan limbah yang bisa
merugikan dan membahayakan masyarakat. Karena pabrik ini sama sekali tidak
Pak-pak Bharat yang tentu saja menjadi sumber penghasilan dalam keluarga mereka.
Masyarakat Pak- Pak Bharat keseluruhan adalah petani gambir. Sehingga apabila tidak
ada yang membeli daun gambir maka mereka tidak akan mempunyai penghasilan tetap.
2.6. Proses Produksi
Proses produksi dapat dinyatakan sebagai serangkaian aktivitas yang diperlukan
untuk mengolah ataupun merubah sekumpulan masukan (input) menjadi sekumpulan
keluaran (output) yang memiliki pertambahan nilai (added value). Pengolahan ataupun
perubahan yang terjadi disini bisa secara fisik maupun non fisik, dimana perubahan
tersebut bisa terjadi terhadap bentuk, dimensi, maupun sifat-sifatnya. Mengenai
pertambahan nilai yang dimaksudkan disini adalah nilai dari keluaran yang “bertambah”
dalam pengertian fungsional (kegunaan) dan atau nilai ekonomisnya.
Dalam pelaksanaannya proses produksi akan berkaitan erat dengan pengelolaan
faktor- faktor seperti tenaga kerja, modal berupa mesin, peralatan kerja, bahan baku,
bangunan pabrik, dan sebagainya untuk menghasilkan produk secara efektif dan efisien.
2.6.1. Standard Mutu Bahan/ Produk
PT. Ganpati Trading memproduksi gambir mempunyai kualitas yang sama
karena pengolahannya hanya untuk membuat daun-daun gambir menjadi tepung gambir.
Gambar 2.1. Gambir Powder
2.6.2. Bahan yang Digunakan
Bahan yang digunakan dalam proses pengolahan tersebut adalah murni daun
gambir, dan tidak ada campuran. Proses produksi ini adalah untuk mengubah daun-
daun gambir menjadi tepung (powder) gambir. Gambir adalah sejenis getah yang
dikeringkan yang berasal dari ekstrak remasan daun dan ranting tumbuhan bernama
sama Uncaria gambir Roxb. Di Indonesia gambir pada umumnya digunakan untuk
menyirih. Kegunaan yang lebih penting adalah sebagai bahan penyamak kulit dan
pewarna. Gambir juga mengandung katekin (catechin), suatu bahan alami yang bersifat
antioksidan. India mengimpor 68% gambir dari Indonesia, dan menggunakannya
Gambir dibudidayakan pada lahan ketinggian 200-800 m diatas permukaan laut.
Mulai dari topografi agak datar sampai di lereng bukit. Biasanya ditanam sebagai
tanaman perkebunan di pekarangan atau kebun di pinggir hutan. Budidaya biasanya
semiintensif, jarang diberi pupuk tetapi pembersihan dan pemangkasan dilakukan. Di
Sumatra kegiatan penanaman ini sudah mengganggu kawasan lindung. Hampir 95%
produksi dibuat menjadi produk ini, yang dinamakan betel bite atau plan masala. Bentuk
cetakan biasanya silinder, menyerupai gula merah. Warnanya coklat kehitaman. Gambir
(dalam perdagangan antar negara dikenal sebagai gambier) biasanya dikirim dalam
kemasan 50kg. Bentuk lainnya adalah bubuk atau “biskuit”. Nama lainnya dalah
catechu, gutta gambir, catechu pallidum (pale catechu). Kandungan yang utama dan
juga dikandung oleh banyak anggota Uncaria lainnya adalah flavonoid (terutama
gambiriin), katekin (sampai 51%), zat penyamak (22-50%), serta sejumlah alkaloid
(seperti gambirtannin dan turunan dihidro- dan okso-nya. Selain itu gambir dijadikan
obat-obatan modern yang diproduksi negara jerman, dan juga sebagai pewarna cat,
pakaian Umumnya, gambir dikenal berasal dari Sumatera Utara. Terutama dari
Kabupaten Pakpak Bharat. Sebagai sentra penghasil gambir, Kabupaten Pakpak Bharat
merupakan lokasi yang strategis dan cocok untuk investor perkebunan. Harga jualnya di
tingkat petani per kg adalah IDR 5.000 hingga IDR 20.000; di pasaran ekspor harganya
berkisar dari USD1,46 hingga USD2,91. Ekspor gambir juga menunjukkan
pertumbuhan yang baik. Gambir dapat dipanen 2 hingga 4 kali dalam setahun selama 15
tahun sejak pertama dipanen tetapi seperti komoditi unggulan lainnya diberbagai
fluktuasi harga ditingkat petani yang berdampak langsung bagi kesejahteraan
petani.(hn.Humas.PPHP). Contoh dari daun gambir dapat dilihat pada Gambar 2.1.
Gambar 2.2. Pohon gambir
Klasifikasi ilmiah tanaman Gambir
Kerajaan : Plantae
Divisi : Magnoliophyta
Kelas : Magnoliopsida
Ordo : Gentianales
Famili : Rubiaceae
Genus : Uncaria
Spesies : U. gambir
Nama binomial : Uncaria gambir
2.6.3. Uraian Proses
PT. Ganpati hanya mengubah daun-daun gambir menjadi tepung (powder)
2.6.3.1. Uraian Proses Produksi Gambir 2.6.3.1.1. Bahan Baku
Bahan baku utama dari pengolahan gambir adalah murni daun gambir dan tidak
mempergunakan bahan lain sebagai penolong ataupun tambahan. Sumber bahan baku
ini diperoleh dari masyarakat di daerah Pakpak Bharat. Di daerah ini penghasilan
masyarakat adalah bertani gambir. Rata-rata setiap rumah tangga mempunyai lahan
gambir antara 2Ha-5 Ha. PT. Ganpati Trading membeli daun gambir sebanyak rata- rata
15 ton/hari dan 200 ton/bulan. Sumber bahan baku diperoleh dari daerah Pakpak Bharat
yakni Sibande, Salak. Daerah lain seperti Aceh Tenggara, dan di Kabupaten Dairi yang
terdapat di daerah Parongil. Bahan baku tersebut dijemput dengan menggunakan mobil
truk pengangkut barang sebanyak dua kali sehari. Contoh dapat dilihat pada Gambar
2.3.
2.6.3.1.2. Proses Penimbangan
Bahan baku yang telah sampai di pabrik dibongkar dari dalam karung dan
ditimbang kembali di lantai pabrik. Penimbangan ini berfungsi untuk mengetahui total
jumlah bahan baku yang akan diolah. Bahan baku tersebut berupa daun- daun segar
yang baru dipetik oleh petani gambir. Daun- daun segar tersebut selanjutnya disortir
untuk memisahkan dahan-dahan gambir yang tercampur dengan bahan baku tersebut,
dan untuk memudahan proses pengolahan seperti yang terlihat pada Gambar 2.4.
Gambar 2.4. Proses penimbangan dan pembongkaran
2.6.3.1.3. Proses Pencincangan (Cutting)
Daun-daun gambir segar yang sudah selesai ditimbang selanjutnya dicincang
dengan menggunakan mesin cutting. Para operator bekerja secara manual memasukkan
bahan baku kedalam mesin cutting. Para operator memindahkan dan mengangkat bahan
baku tersebut dengan menggunakan garpu modifikasi dan sekop modifikasi. Jumlah
yaitu masker, sarung tangan, tutup kepala dan sepatu boot. Seluruh operator bekerja
dengan team. Karena dalam hal ini mereka diupah dengan sistem borongan. Semakin
banyak gambir yang diproduksi maka semakin tinggi upah operator tersebut.
Operator harus bekerja dengan cepat agar mereka dapat menyelesaikan
pengolahan bahan baku tersebut dalam waktu satu hari. Apabila bahan baku tersebut
tidak selesai hari itu juga, maka pekerjaan mereka akan menumpuk untuk keesokan
harinya. Contoh dapat dilihat pada Gambar 2.5.
Gambar 2.5. Proses Cutting
2.6.3.1.4. Proses Pengeringan (Drying)
Dalam proses ini 2 orang operator memasukkan daun- daun gambir yang sudah
dicincang kedalam oven atau mesin pengering. Mesin ini bekerja secara otomatis. Pada
sudah dikeringkan tersebut keluar dalam keadaan kering melalui jendela diujung oven.
Contoh dapat dilihat pada Gambar 2.6,Gambar 2.7, Gambar 2.8, dan Gambar 2.9.
Gambar 2.6 Daun gambir dimasukkan ke dalam mesin oven
Gambar 2.8 Daun gambir dikeringkan ke dalam blower
2.6.3.1.5. Proses Penggilingan (Powder)
Daun kering yang keluar dari oven tersebut dikumpulkan oleh operator dengan
menggunakan sekop panjang. Operator memasukkan daun- daun tersebut ke dalam
mesin- mensin penggiling. Daun- daun kering dimasukkan kedalam mesin penggiling
dan keluar dalam bentuk tepung (powder). Contoh dapat dilihat pada Gambar 2.9, dan
Gambar 2.10.
Gambar 2.10 Daun gambir digiling didalam mesin penggiling
2.6.3.1.6 Proses Penimbangan
Setelah daun gambir digiling di dalam mesin penggiling dan menjadi tepung,
tepung gambir tersebut ditimbang dengan menggunakan timbangan dengan berat 35
Kg/Karung. Contoh dapat dilihat pada Gambar 2.11.
Gambar 2.12 Tepung gambir ditimbang dengan berat 35 kg/karung
2.6.3.1.7. Pengepakan (Packaging)
Tepung- tepung gambir yang telah ditimbang dimasukkan kedalam karung
dengan berat 35 Kg/Karung dan disusun sebelum diangkut ke Medan dengan
menggunakan mobil truk pengangkut barang. Contoh dapat dilihat pada Gambar 2.13,
Gambar 2.13 Tepung gambir dipacking ke dalam karung
Gambar 2.15. Tepung gambir dikirim ke kota Medan untuk di eksport
2.7. Mesin dan Peralatan
Mesin dan peralatan yang dipergunakan dalam proses produksi harus sesuai
dengan standard yang sudah ditetapkan dan selama pemakaian harus dirawat secara
rutin untuk memastikan bahwa setiap mesin dan peralatan dapat berfungsi sebagaimana
mestinya, hal ini sangat penting untuk diperhatikan karena akan sangat mempengaruhi
2.8. Utilitas
Utilitas yang digunakan adalah :
1. Listrik, berfungsi sebagai sumber tenaga.
2. Bengkel, berfungsi sebagai tempat perbaikan mesin dan peralatan yang rusak.
3. Genset, berfungsi sebagai pembantu cadangan listrik.
2.9. “Safety & Fire Protection”
PT. Ganpati Trading merupakan perusahaan yang sangat mementingkan
kesehatan dan keselamatan kerja (K3) dari para karyawannya, hal ini dibuktikan dengan
mewajibkan setiap operator yang bekerja terutama yang berada dilantai produksi untuk
menggunakan alat pelindung diri seperti kacamata, sarung tangan, kaca las, sepatu boot,
dan baju pelindung.
Dalam hal pencegahan kebakaran, PT. Ganpati Trading telah menyediakan
beberapa tabung pemadam kebakaran pada beberapa lokasi pabrik yang dinilai rawan
kebakaran. Penempatan dari tabung pemadam kebakaran ini diatur agar mudah
dijangkau oleh para karyawan sehingga apabila terjadi kebakaran maka karyawan
dengan mudah dan cepat dapat melakukan pemadam terhadap kebakaran sebelum api
menyebar ketempat lain.
Salah satu contoh penempatan tabung pemadam kebakaran dapat dilihat pada
Gambar 2.16. Tabung Pemadam Kebakaran
2.10. “ Waste Treatment”
PT. Ganpati Trading tidak menghasilkan limbah produksi, karena proses
produksi ini hanya untuk mengolah daun gambir menjadi tepung atau powder. Limbah
yang dihasilkan hanya berupa sisa bahan bakar generator berupa oli kotor dan oli
tersebut dapat dimanfaatkan untuk membersihkan karat mesin. Jadi semuanya bisa
digunakan untuk keperluan perusahaan. Sampah –sampah sisa pemotongan dahan
gambir langsung dikumpulkan dan dibakar di halaman pabrik, sehingga kondisi pabrik
setelah selesai produksi selalu dalam keadaan bersih. Jadi dapat dikatakan bahwa PT.
Gambar 2.17. Situasi pabrik setelah selesai proses produksi
2.11. Struktur Organisasi Perusahaan
` Organisasi dapat didefenisikan sebagai suatu unit (satuan) sosial yang
dikoordinasikan dengan sadar, yang tersusun atas dua orang atau lebih, yang berfungsi
atas dasar yang relative terus- menerus untuk mencapai suatu tujuan atau seperangkat
tujuan bersama, atau secara lebih sederhana dapat juga didefenisikan sebagai kumpulan
orang yang mempunyai tujuan tertentu dan mereka melakukan pembagian tugas untuk
pencapaian tujuan tersebut.
Dalam proses pencapain tujuan tersebut, penetapan tugas- tugas yang harus
dikerjakan, siapa yang harus mengerjakan, bagaimana tugas- tugas itu dikelompokkan,
siapa melapor kepada siapa dan dimana keputusan harus diambil merupakan suatu hal
yang sangat penting untuk direncanakan.
Pembagian tugas (disertai uraian tugas, wewenang dan tanggung jawab) harus
1. Beban tugas harus berimbang
2. Kejelasan hubungan antara bagian- bagian
3. Motivasi kerja
4. Kepemimpinan
Metode pembagian tugas memunculkan 4 jenis hubungan kerja dalam organisasi
yaitu:
1. Hubungan garis (hubungan lini atau komando)
Dalam hubungan garis, bawahan hanya akan mengenal seorang atasan. Bawahan
tersebut hanya akan menerima tugas, tanggung jawab, wewenang serta haknya
dari atasannya yang seorang itu.
2. Hubungan fungsional
Hubungan fungsional apabila pembagian tugas dilakukan menurut fungsi- fungsi
maka akan terbentuk hubungan fungional. Seorang bawahan mempunyai banyak
atasan, sesuai dengan banyaknya uraian fungsi tugasnya. Secara umum
hubungan ini sangat sukar dilakukan dengan murni, karena adanya persyaratan-
persyaratan berat yang harus dipenuhi, seperti tingkat spesialisasi dan
keterampilan yang tinggi, pemahaman dan kesadaran yang tinggi atas rencana
kerja, jadwal serta target pekerjaan.
3. Hubungan staf
Hubungan staf yaitu seorang atau sekelompok ahli betugas hanya memberikan
4. Hubungan campuran
Dewasa ini secara umum lebih sering dijumpai hubungan- hubungan campuran
dalam suatu organisasi, seperti campuran hubungan lini- fungsional-staf,
hubungan lini- fungsional dan hubungan fungsional staf.
Struktur organisasi PT. Ganpati Trading adalah berdasarkan organisasi
campuran yaitu lini dan staf, dimana pada hubungan staff terdapat seorang atau
sekelompok ahli yang berfungsi untuk memberikan saran atau nasehat kepada atasan.
Secara lebih sederhana struktur organisasi PT. Ganpati Trading dapat dilihat pada
gambar 2.18
Gambar 2.18. Struktur Organisasi PT. Ganpati Trading
Tenaga kerja yang bekerja di PT. Ganpati Trading dibagi atas 3 golongan, yaitu:
1. Staff
2. Pegawai
3. Karyawan harian tetap
Adapun keuntungan dari organisasi ini adalah :
1. Rasa solidaritas yang tinggi karena para karyawan saling mengenal
2. Garis kepempinan berjalan secara tegas , tidak mungkin terjadi simpang siur
karena pimpinan langsung berhubungan dengan bawahan.
3. Kesatuan perintah terjamin sepenuhnya karena pimpinan berada pada satu
tangan.
2.12. Jumlah Tenaga Kerja dan Jam Kerja 2.12.1. Tenaga Kerja
Tenaga kerja di PT. Ganpati terdiri dari tenaga kerja langsung dan tenaga kerja
tidak langsung. Tenaga kerja langsung ini meliputi semua tenaga kerja yang langsung
berhubungan dengan proses pembuatan produk, seperti pekerja dibagian produksi.
Sedangkan tenaga kerja tidak langsung meliputi semua karyawan/ tenaga kerja yang
tidak langsung berhubungan dengan pembuatan produk seperti bagian administrasi,
keamanan dan lain- lain.
Penempatan jabatan terhadap seorang karyawan dilakukan pihak manajemen
perusahaan dengan menganut “ the right man on the right place”. Sebelum diputuskan
jabatan bagi seorang karyawan maka terlebih dahulu dilakukan pertimbangan yang
yang lebih tinggi, demosi jabatan yang lebih rendah ataupun mutasi posisi kebidang lain
yang posisinya sama.
Bahan pertimbangan yang digunakan perusahaan dalam penempatan jabatan
yaitu :
1. Data umum tentang karyawan
2. Catatan keterampilan khusus yang dimiliki karyawan
3. Riwayat perjalanan karir karyawan dalam perusahaan.
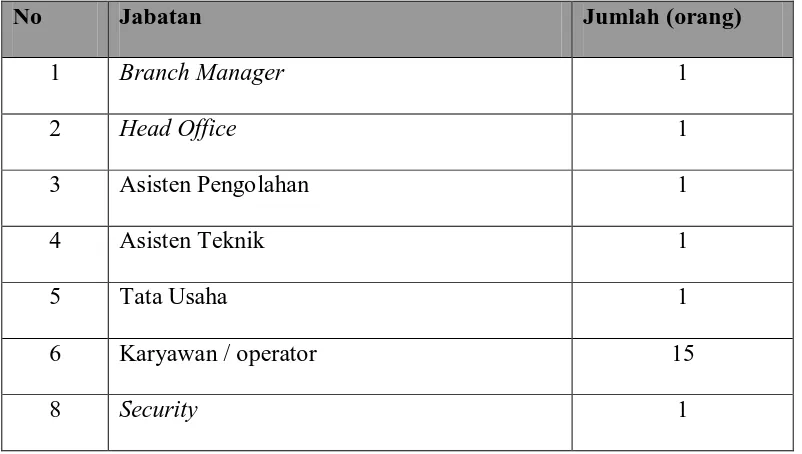
Tabel 2.1. Perincian Jumlah Tenaga Kerja pada PT. Ganpati Trading
No Jabatan Jumlah (orang)
1 Branch Manager 1
2 Head Office 1
3 Asisten Pengolahan 1
4 Asisten Teknik 1
5 Tata Usaha 1
6 Karyawan / operator 15
8 Security 1
2.12.2. Jam Kerja
Dalam menjalankan aktifitasnya, PT. Ganpati Trading memiliki ketentuan jam
kerja sebagai berikut :
1. Jam kerja untuk karyawan kantor/administrasi dan proses produksi dibagi dalam
3 bagian seperti pada tabel 2.2.
Tabel 2.2. Pembagian Jam Kerja Untuk Karyawan Kantor
Kegiatan Jam Kerja
Kerja aktif 08.00-12.00 WIB
Istirahat 12.00-13.00 WIB
Kerja aktif 13.00-16.40 WIB
Sumber : PT. Ganpati Trading
2. Jam kerja untuk karyawan yang berhubungan dengan kemanan pabrik dibagi dalam 3
shift dengan cara kerja bergiliran seperti pada tabel 2.3.
Tabel 2.3. Pembagian Shift Untuk Karyawan Pabrik
Shift Jam Kerja
Shift I 07.00-15.00 WIB
Shift II 15.00-23.00WIB
Shift III 23.00-07.00WIB
2.13. Sistem Informasi
Sistem informasi merupakan suatu sistem yang menggunakan teknologi
informasi untuk mengambil, mengirimkan, menyimpan, mengemballikan,
memanipulasi, atau menampilkan informasi yang digunakan dalam beberapa proses.
Informasi bahan baku diperoleh dari masyarakat setempat dan berdasarkan survey yang
dilakukan ke setiap daerah. Sistem informasi pasar juga didapatkan dari buku, majalah,
internet dan dari pengetahuan umum.
2.14. Teknologi
Teknologi yang digunakan pada PT. Ganpati Trading secara umum adalah
teknologi semi otomatis. Namun untuk bagian packing dan penimbangan yang
digunakan masih manual. PT. Ganpati Trading memiliki mesin yang dirancang khusus
untuk pengolahan gambir dan diimport dari negara India.
Teknologi otomatis biasanya ditunjukkan oleh mesin–mesin yang dapat berkerja
sendiri. Manusia berfungsi untuk menghidupkan mesin dan mengawasi kegiatan.
Selebihnya semua pekerjaan dikerjakan oleh mesin. Teknologi yang bersifat
semi-otomatis ditunjukkan oleh mesin–mesin yang berkerja tetapi masih memerlukan
manusia untuk mengoperasikannya. Teknologi jenis ini terlihat pada bagian mesin
cutting, oven templest, mesin drying dan mesin penggiling. Pada proses cutting
manusia berperan untuk memasukkan daun gambir kedalam mesin cutting. Pada proses
pengeringan, manusia berperan untuk memasukkan daun gambir kedalam mesin drying.
Kemudian daun gambir kering keluar dari jendela blower dan dikumpulkan oleh
mesin penggiling oleh manusia. Dan daun gambir tersebut digiling menjadi tepung
gambir oleh mesin penggiling. Sedangkan untuk proses penimbangan dan proses
packing dilakukan secara manual dengan menggunakan karung dan jarum.
Penyediaan utilitas yang mencakup listrik, air dan angin pada PT. Ganpati
Trading termasuk baik. Karena perusahaan memiliki cadangan bila terjadi pemadaman
listrik.
Faktor keselamatan kerja dan fasilitas yang disediakan perusahaan sudah cukup
bagus. Seperti kacamata, helm, sarung tangan, dan sepatu boot. Namun para pekerja
BAB III
TINJAUAN PUSTAKA
3.1. Ergonomi
Salah satu dari faktor penting yang menunjukkan karakteristik masyarakat
industri yang hidup di negara maju adalah banyaknya orang yang hidup dalam
lingkungan fisik yang merupakan hasil budi daya manusia (man made). Hal ini akan
kontras sekali dengan kehidupan masa lampau disaat kebanyakan dari mereka masih
hidup dalam lingkungan alam yang asli (natural environment). Perubahan waktu
walaupun secara perlahan- lahan telah merubah manusia dari keadaan
primitive/tradisional menjadi manusia yang berbudaya/ modern.
Tujuan pokok manusia untuk selalu mengadakan perubahan rancangan
peralatan-peralatan yang dipakai adalah untuk memudahkan dan mengenakkan operasi
penggunaannya. Disiplin keilmuan lahir dan berkembang sekitar pertengahan abad 20
ini yang berkaitan dengan perancangan peralatan dan fasilitas kerja yang
memperhatikan aspek-aspek manusia sebagai pemakainya dikenal kemudian dengan
nama ergonomi.
Dari pengalaman menunjukkan bahwa setiap aktivitas atau pekerjaan yang
dilakukan, apabila tidak dilakukan secara ergonomis akan mengakibatkan
ketidaknyamanan, biaya tinggi, kecelakaan dan penyakit akibat kerja meningkat,
performansi menurun yang berakibat kepada penurunan efisiensi dan daya kerja.
Secara umum penerapan ergonomi dapat dilakukan di mana saja, baik di
kerja. Ergonomi dapat diterapkan kapan saja dalam putaran 24 jam sehari semalam,
sehingga baik pada saat bekerja, istirahat, maupun dalam berinteraksi sosial kita dapat
melakukan dengan sehat, aman dan nyaman.
Setiap komponen masyarakat baik masyarakat pekerja maupun masyarakat
sosial harus menerapkan ergonomi dalam upaya menciptakan kenyamanan, kesehatan,
keselamatan dan produktivitas kerja yang setinggi-tingginya.
Untuk dapat menerapkan ergonomi secara benar dan tepat, maka kita harus
mempelajari dan memahami ergonomi secara detail. Dalam penerapan ergonomi
diperlukan suatu seni agar apa yang akan diterapkan dapat diterima oleh pemakainya
dan memberikan manfaat yang besar kepadanya.
3.1.1. Defenisi Ergonomi
Beberapa pengertian ergonomi menurut para ahli sebagai berikut :
1. Ergonomi ialah suatu cabang ilmu yang sistematis untuk memanfaatkan informasi-
informasi mengenal sifat, kemampuan dan keterbatasan manusia untuk merancang
suatu sistem kerja sehingga orang dapat hidup dan bekerja pada sistem itu dengan
baik, yaitu mencapai tujuan yang diinginkan melalui pekerjaan itu, dengan efektif,
aman dan nyaman.1
2. Ergonomi atau ergonomics (bahasa inggrisnya) berasal dari kata Yunani yaitu Ergo
yang berarti kerja dan Nomos yang berarti hukum dengan demikian ergonomi
dimaksudkan sebagai disiplin keilmuan yang mempelajari manusia dalam kaitannya
negara Eropa Barat. Di Amerika istilah ini lebih dikenal sebagai Human Factors
Engineering atau Human Engineering.2
3. Istilah ergonomi berasal dari bahasa Yunani yang terdiri dari dua kata yaitu "ergon"
berarti kerja dan "nomos" berarti aturan atau hukum. Jadi secaras ringkas ergonomi
adalah suatu aturan atau norma dalam sistem kerja. Di Indonesia memakai istilah
ergonomi, tetapi di beberapa Negara seperti Skandinavia menggunakan istilah
"Biotechnology" sedangkan di negara Amerika menggunakan istilah "Human
Engineering" atau "Human Factor Engineering". Namun demikian kesemuanya
membahas hal yang sama yaitu tentang optimalisasi fungsi manusia terhadap
aktivitas yang dilakukan.3
4. Asal muasal konsep ergonomi dimulai ketika masyarakat primitive membuat alat
dari batu yang digunakan untuk memotong hewan sebagai makanan (Kamal,2004).
Kenyataan selanjutnya konsep ergonomi diterapkan pada dunia industri. Revolusi
yang dicetuskan sekitar tahun 1900-an. Orang bernama F.W. Taylor dan Franc serta
Lilian Gilbreth mengawali menyebut kata “ergonomits”. Taylor memberikan
prinsip bahwa hal itu sangat baik dan terkait dengan metode yang digunakan untuk
melakukan kerja. Frank dan Gilbreths memfokuskan pada studi gerak dalam
melakukan tugas kerja di industri sehingga memiliki gerakan kerja yang ekonomis
dan mapan (=nyaman). Mereka menganjurkan agar saat bekerja tidak menggunakan
otot pada kedua tangan bersamaan, berposisi simetris dan bergerak pelan (=statik)
serta berbagai gerakan yang berlebihan harap dikurangi agar tenaga lebih optimal
2
Wignjosoebroto, Sritomo. Ergonomi Studi Gerak dan Waktu.Jakarta : Penerbit Guna Widya, Edisi Pertama. Cetakan keempat 2008
3
dan efisien. Sejak 12 Juli 1949, ergonomi adalah suatu interdisiplin ilmu untuk
menyelesaikan problem masyarakat kerja. Kemudian,pada 16 Februari 1950 istilah
ergonomi diadopsi menjadi disiplin ilmu yang digunakan dalam berbagai kehidupan
(Edholm and Murrel, 1977 dikutip David J.Oborne, 1982).4
• Ergonomics is the application of scientific information about human being (and scientific methods of acquiring such information) to the problem of design
(Pheasant, 1988)
Selanjutnya untuk lebih memahami pengertian ergonomi, perlu ditampilkan
definisi-defenisi ergonomi dari beberapa ahli ergonomi terdahulu. Secara umum
definisi-definisi ergonomi yang ada membicarakan masalah-masalah hubungan antara
manusia pekerja dengan tugas-tugas dan pekerjaannya serta desain dari objek yang
digunakannya . Pada dasarnya kita boleh mengambil definisi ergonomi darimana saja,
namun demikian perlu kita sesuaikan dengan apa yang sedang kita kerjakan. Di bawah
ini ditampilkan beberapa defenisi ergonomi yang berhubungan dengan tugas, pekerjaan
dan desain.
• Ergonomic is the study of human abilities and characteristics -which affect the design of equipment, system and job (Corlett & Clark, 1995)
• Ergonomic is the ability to apply information regardinghuman characters, capacities, and limitations to the design of human task, machine system, living
spaces, and environment so that people can live, work and play safely,
comfortably and efficiently (Annis & McConville, 1996)
4
• Ergonomic design is the application of human factors, information to the design of tools, machines, systems, tasks, jobs and environments for productive, safe,
comfortable and effective human functioning (Manuaba, 1998)
Apabila kita hanya mencermati definisi-defmisi tersebut secara sepintas, maka
ruang lingkup ergonomi terasa sempit, karena hanya membicarakan antara manusia
dengan tugas dan pekerjaannya. Namun demikian, apabila kita lebih dalam
mencermatinya, maka ruang lingkup ergonomi akan sangat luas dan mencakup segala
aspek, tempat dan waktu. Dengan demikian, ergonomi dapat diterapkan pada aspek apa
saja, dimana saja dan kapan saja. Sebagai ilustrasi, bahwa sehari semalam kita
mempunyai 24 jam dengan distribusi secara umum adalah 8 jam di tempat kerja, 2 jam
di tempat rekreasi, olahraga dan lingkungan sosial serta selebihnya (12 jam) di rumah.
Sehingga penerapan ergonomi tidak boleh hanya terfokus pada 6 jam di tempat kerja
dan melupakan 16 jam lainnya. Untuk dapat mencapai kualitas hidup yang lebih baik,
maka siklus ke-24 jam tersebut harus menjadi perhatian dalam kajian ergonomi.
Dari uraian tersebut maka selanjutnya kita dapat mendefinisikan ergonomi
sebagai berikut : "Ergonomi adalah ilmu seni, seni dan penerapan teknologi untuk
menyerasikan atau menyeimbangkan antara segala fasilitas yang digunakan baik dalam
beraktivitas maupun istirahat dengan kemampuan dan keterbatasan manusia baik fisik
maupun mental sehingga kualitas hidup secara keseluruhan menjadi lebih baik".
Sedangkan yang dimaksud dengan kualitas hidup hidup manusia pekerja, sesuai
yang ditetapkan oleh organisasi perburuhan internasional (ILO), secara umum adalah
1. Work should respect the workers 'life and health
2. Work should leave the worker with free time for rest and leisure
3. Work should enable the worker to serve society and achieve self-fulfillment by
developing his personal capacities
Dengan demikian pencapaian kualitas hidup manusia secara optimal, baik di
tempat kerja, di lingkungan sosial maupun di lingkungan keluarga, menjadi tujuan
utama dari penerapan ergonomi.
3.1.2. Sejarah Ergonomi
Istilah "ergonomi" mulai dicetuskan pada tahun 1949, akan tetapi aktivitas yang
berkenaan dengannya telah bermunculan puluhan tahun sebelumnya. Beberapa
kejadian penting diilustrasikan sebagai berikut :
1. C.T. Thackrah, England, 1831.
Thackrah adalah seoarang dokter dari Inggris yang meneruskan pekerjaan dari
seorang Italia bernama Ramazzini, dalam serangkaian kegiatan yang
berhubungan dengan lingkungan kerja yang tidak nyaman yang dirasakan oleh
para operator di tempat kerjanya. la mengamati postur tubuh pada saat bekerja
sebagai bagian dari masalah kesehatan. Pada saat itu Thackrah mengamati
seorang penjahit yang bekerja dengan posisi dan dimensi kursi meja yang
kurang sesuai secara antropometri, serta pencahayaan yang tidak ergonomis
sehingga mengakibatkan membungkuknya badan dan iritasi indera penglihatan.
dengan temperatur tinggi, kurangnya ventilasi, jam kerja yang panjang, dan
gerakan kerja yang berulang-ulang (repetitive work).
2. F.W. Taylor, U.S.A., 1989.
Frederick W. Taylor adalah seorang insinyur Amerika yang menerapkan metode
ilmiah untuk menentukan cara yang terbaik dalam melakukan suatu pekerjaan.
Beberapa metodanya merupakan konsep ergonomi dan manajemen modern.
3. F.B. Gilberth, U.S.A., 1911
Gilberth juga mengamati dan mengoptimasi metode kerja, dalam hal ini lebih
mendetail dalam analisa gerakan dibandingkan dengan Taylor. Dalam bukunya
Motion Study yang diterbitkan pada tahun 1911 ia menunjukkan bagaimana
postur membungkuk dapat diatasi dengan mendesain suatu sistem meja yang
dapat diatur
4. Badan Penelitian untuk Kelelahan Industri (Industrial Fatique Research Board),
England, 1918.
Badan ini didirikanm sebagai penyelesaian masalah yang terjadi di pabrik
amunisi pada Perang Dunia Pertama. Mereka menunjukkan bagaimana output
setiap harinya meningkat dengan jam kerja per hari-nya yang menurun.
Disamping itu mereka juga mengamati waktu siklus optimum untuk sistem kerja
berulang (repetitive work system) dan menyarankan adanya variasi dan rotasi
pekerjaan.
5. E. Mayo dan teman-temannya, U.S.A., 1933
Elton Mayo seorang warga negara Australia, memulai beberapa studi di suatu
Tujuan studinya adalah untuk mengkuantifikasi pengaruh dari variabel fisik
seperti misalnya pencahayaan dan lamanya waktu istirahat terhadap faktor
efisiensi dari para operator kerja pada unit perakitan.
6. Perang Dunia Kedua, England dan U.S.A.
Masalah operational yang terjadi pada peralatan militer yang berkembang secara
cepat (seperti misalnya pesawat terbang) harus melibatkan sejumlah kelompok
interdisiplin ilmu secara bersama-sama sehingga mempercepat perkembangan
ergonomi pesawat terbang. Masalah yang ada pada saat itu adalah penempatan
dan identifikasi untuk pengendali pesawat terbang, efektivitas alat peraga
(display), handel pembuka, ketidaknyamanan karena terlalu panas atau terlalu
dingin, desain pakaian untuk suasana kerja yang terlalu panas atau terlalu dingin
dan pengaruhnya pada kinerja operator.
7. Pembentukan Kelompok Ergonomi
Pembentukan masyarakat peneliti ergonomi (The Ergonomics Research Society)
di England pada tahun 1949 melibatkan beberapa profesional yang telah banyak
berkecimpung dalam bidang ini. Hal ini menghasilkan jurnal (majalah ilmiah)
pertama dalam bidang ergonomi pada tahun 1957. Perkumpulan Ergonomi
Internasional (The International Ergonomics Association) terbentuk pada tahun
1957, dan The Human Factors Society di Amerika pada tahun yang sama.
Disamping itu patut diketahui pula bahwa Konperensi Ergonomi Australia yang
pertama diselenggarakan pada tahun 1964, dan hal ini mencetuskan
terbentuknya Masyarakat Ergonomi Australia dan New Zealand (The
3.1.3. Tujuan Ergonomi
Secara umum tujuan dari penerapan ergonomi adalah :
1. Meningkatkan kesejahteraan fisik dan mental melalui upaya pencegahan cedera
dan penyakit akibat kerja, menurunkan beban kerja fisik dan mental,
mengupayakan promosi dan kepuasan kerja.
2. Meningkatkan kesejahteraan sosial melalui peningkatan kualitas kontak sosial,
mengelola dan mengkoordinir kerja secara tepat guna dan meningkatkan
jaminan sosial baik selama kurun waktu usia produktif maupun setelah tidak
produktif.
3. Menciptakan keseimbangan rasional antara berbagai aspek yaitu aspek teknis,
ekonomis, antropologis dan budaya dari setiap sistem kerja yang dilakukan
sehingga tercipta kualitas kerja dan kualitas hidup yang tinggi.
4. Memperbaiki perfomans kerja manusia seperti menambah kecepatan kerja,
accuracy, keselamatan kerja disamping untuk mengurangi energi kerja yang
berlebihan serta mengurangi datangnya kelelahan yang terlalu cepat.
5. Memperbaiki pendayagunaan sumber daya manusia serta meminimalkan
kerusakan peralatan yang disebabkan kesalahan manusia (human errors)
manusia adalah manusia bukan mesin.5
3.1.4. Penerapan Ergonomi
Penerapan ergonomi pada umumnya merupakan aktivitas rancang bangun
(desain) ataupun rancang ulang (redesain). Hal ini dapat meliputi perangakat keras
5
seperti perkakas kerja (tools), bangku kerja (benches), platform, pegangan alat kerja
(workholders), sistem pengendali (controls), jendela (windows), dan lain-lain. Masih
dalam kaitan dengan hal tersebut adalah bahasan mengenai rancang bangun lingkungan
kerja (working environment), karena jika sistem perangkat keras berubah maka akan
berubah pula lingkungan kerjanya.
Ergonomi dapat berperan pula sebagai desain pekerjaan pada suatu organisasi,
misalnya : penentuan jumlah jam istirahat, pemilihan jadwal pergantian waktu kerja
(shift kerja), meningkatkan variasi pekerjaan, dan Iain-lain. Ergonomi dapat pula
berfungsi sebagai desain perangkat lunak karena dengan semakin banyaknya pekerjaan
yang berkaitan erat dengan komputer. Penyampaian informasi dalam suatu sistem
komputer harus pula diusahakan sekompatibel mungkin sesuai dengan kemampuan
pemrosesan informasi oleh manusia.
Disamping itu ergonomi juga memberikan peranan penting dalam meningkatkan
faktor keselamatan dan kesehatan kerja, misalnya : desain suatu sistem kerja untuk
mengurangi rasa nyeri dan ngilu pada sistem kerja untuk mengurangi rasa nyeri dan
ngilu pada sistem kerangka dan otot manusia, desain stasiun kerja untuk alat peraga
visual (visual display unit station). Hal itu adalah untuk mengurangi ketidaknyamanan
visual dan poster kerja, desain suatu perkakas kerja (handtools) untuk mengurangi
kelelahan kerja, desain suatu peletakan instrumen dan sistem pengendalian agar didapat
optimasi dalam proses transfer informasi dengan dihasilkannya suatu respon yang cepat
dengan meminimumkan resiko kesalahan, serta supaya didapatkan optimasi, efisiensi
Penerapan ergonomi lainnya yang tidak kalah pentingnya adalah untuk desain
dan evaluasi produk. Produk-produk ini haruslah dapat dengan mudah diterapkan
(dimengerti dan digunakan) pada sejumlah populasi masyarakat tertentu tanpa
mengakibatkan bahaya/resiko dalam penggunaannya.
3.1.5. Konsep Keseimbangan Dalam Ergonomi
Ergonomi merupakan suatu ilmu, seni dan teknologi yang berupaya untuk
menyerasikan alat, cara dan lingkungan kerja terhadap kemampuan, kebolehan dan
segala keterbatasan manusia, sehingga manusia dapat berkarya secara optimal tanpa
pengaruh buruk dari pekerjaannya.
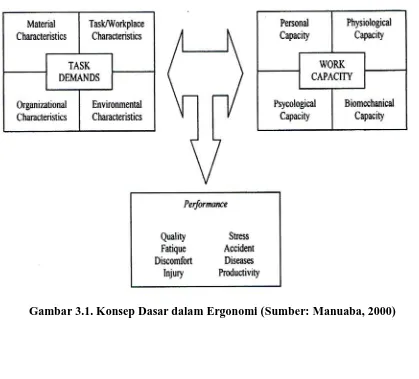
Dari sudut pandang ergonomi, antara tuntutan tugas dengan kapasitas kerja
harus selalu dalam garis keseimbangan sehingga dicapai performansi kerja yang tinggi.
Dalam kata lain, tuntutan tugas pekerjaan tidak boleh terlalu rendah (underload)
dan juga tidak boleh terlalu berlebihan (overload). Karena keduanya, baik underload
maupun overload akan menyebabkan stress.
Kemampuan kerja seseorang sangat ditentukan oleh :
1. Personal Capacity (Karakteristik Pribadi) ; meliputi faktor usia, jenis kelamin,
antropometri, pendidikan, pengalaman, status sosial, agama dan kepercayaan,
status kesehatan, kesegaran tubuh, dsb.
2. Physiological Capacity (Kemampuan Fisiologis); meliputi kemampuan dan daya
tahan cardio-vaskuler, syaraf otot, panca indera, dsb.
3. Psycological Capacity (Kemampuan Prikologis); berhubungan dengan
4. Biomechanical Capacity (Kemampuan Bio-mekanik); berkaitan dengan
kemampuan dan daya tahan sendi dan persendian, tendon dan jalinan tulang.
Secara ringkas konsep keseimbangan antara kapasitas kerja dengan tuntutan
tugas tersebut dapat diilustrasikan seperti pada Gambar 3.1.
Tuntutan tugas pekerjaan/aktivitas bergantung pada :
1. Task and Material Characteristics (Karakteristik Tugas dan Material);
ditentukan oleh karakteristik peralatan dan mesin, tipe, kecepatan dan irama
kerja, dan sebagainya.
2. Organization Characteristics; berhubungan dengan jam kerja dan jam istirahat,
kerja malam dan bergilir, cuti dan libur, manajemen, dan sebagainya.
3. Enviromental Characteristics; berkaitan dengan manusia teman setugas, suhu
dan kelembaban, bising dan getaran, penerangan, sosio-budaya, tabu, norma,
adat dan kebiasaan, bahan-bahan pencemar, dsb.
Performansi atau tampilan seseorang sangat bergantung kepada rasio dari
besarnya tuntutan tugas dengan besarnya kemampuan yang bersangkutan, sehingga
bila:
1. Bila rasio tuntutan tugas lebih besar daripada kemampuan seseorang atau
kapasitas kerjanya, maka akari terjadi penampilan akhir berupa :
ketidaknyamanan, "Overstress", kelelahan, kecelakaan, cedera, rasa sakit,
penyakit dan tidak produktif.
2. Sebaliknya, bila tuntutan tugas lebih rendah daripada kemampuan
sseseorang atau kapasitas kerjanya, maka akan terjadi penampilan akhir berupa:
"understress", kebosanan, kejemuan, kelesuan, sakit dan tidak produktif.
3. Agar penampilan menjadi optimal maka perlu adanya keseimbangan dinamis
antara tuntutan tugas dengan kemampuan yang dimiliki sehingga tercapai
3.1.6. Kapasitas Kerja
Untuk mencapai tujuan ergonomi seperti yang telah dikemukakan, maka perlu
keserasian antara pekerja dan pekerjaannya, sehingga manusia pekerja dapat bekerja
sesuai dengan kemampuan, kebolehan dan keterbatasannya.
Secara umum kemampuan, kebolehan dan keterbatasan manusia ditentukan oleh
berbagai faktor yaitu : umur, jenis kelamin, ras, antropometri, status kesehatan, gizi,
kesegaran jasmani, pendidikan, keterampilan, budaya, tingkah laku, kebiasaan, dan
kemampuan beradaptasi (Manuaba, 1998).
1. Umur
Umur seseorang berbanding langsung dengan kapasitas fisik sampai batas
tertentu dan mencapai puncaknya pada umur 25 tahun. Pada umur 50-60 tahun kekuatan
otot menurun sebesar 25%, kemampuan sensoris-motoris menurun sebanyak 60%.
Selanjutnya kemampuan kerja fisik seseorang yang berumur > 60 tahun tinggal
mencapai 50% dari orang yang berumur 25 tahun. Bertambahnya umur akan diikuti
oleh penurunan; VO2 max, tajam penglihatan, pendengaran, kecepatan membedakan
sesuatu, membuat keputusan dan kemampuan mengingat jangka pendek. Dengan
demikian pengaruh umur harus selalu dijadikan pertimbangan dalam memberikan
pekerjaan pada seseorang (Astrand & Rodahl, 1977, Gradjean, 1993, Genaidy 1996 dan
Konz, 1996).
2. Jenis Kelamin
Secara umum wanita hanya mempunyai kekuatan fisik 2/3 dari
kemampuan fisik atau kekuatan otot laki-laki, tetapi dalam hal tertentu wanita lebih
15-30% lebih rendah dari laki-laki. Kondisi tersebut menyebabkan lemak tubuh wanita
lebih tinggi dan kabar Hb darah lebih rendah daripada laki-laki. Waters & Bhattacharya
(1996) menjelaskan bahwa wanita mempunyai maksimum tenaga Delativ sebesar 2,4
L/menit, sedangkan pada laki-laki sedikit lebih tinggi yaitu 3,0 L/menit. Disamping itu,
menurut Priatna (1990) bahwa seorang wanita lebih tahan terhadap suhu dingin
daripada suhu panas. Hal tersebut disebabkan karena tubuh seorang wanita mempunyai
jaringan dengan daya konduksi yang lebih tinggi terhadap panas bila dibandingkan
dengan laki-laki. Akibatnya pekerja wanita akan memberikan lebih banyak reaksi
perifer bila bekerja pada cuaca panas. Dari uraian tersebut jelas bahwa, untuk
mendapatkan daya kerja yang tinggi, maka harus diupayakan pembagian tugas antara
pria/wanita sesuai dengan kemampuan, kebolehan dan keterbatasan masing-masing.
3. Antropometri
Data antropometri sangat penting dalam menentukan alat dan cara
mengoperasikannya. Kesesuaian hubungan antara antropometri pekerja dengan alat
yang digunakan sangat berpengaruh pada sikap kerja, tingkat kelelahan, kemampuan
kerja dan produktivitas kerja. Antropometri juga menentukan dalam seleksi penerimaan
tenaga kerja, misalnya orang gemuk tidak cocok untuk pekerjaan di tempat suhu tinggi,
pekerjaan yang memerlukan kelincahan, dll. Menurut Pulat (1992), data antropometri
dapat digunakan untuk mendesain pakaian, tempat kerja, lingkungan kerja, mesin, alat
dan sarana kerja serta produk-produk untuk konsumen.
4. Status Kesehatan dan Nutrisi
Status kesehatan dan nutrisi atau keadaan gizi berhubungan erat satu sama