TUGAS SARJANA
PROSES PEMOTONGAN LOGAM
VOLUME BAHAN TERBUANG SEBAGAI
PARAMETER ALTERNATIF UMUR PAHAT
OLEH:
LILIK SULAIMANSYAH NIM : 020401007
DEPARTEMEN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
DEPARTEMEN TEKNIK MESIN FAKULTAS TEKNIK
MEDAN
2007
TUGAS SARJANA
PROSES PEMOTONGAN LOGAM
VOLUME BAHAN TERBUANG SEBAGAI
PARAMETER ALTERNATIF UMUR PAHAT
OLEH:
LILIK SULAIMANSYAH
NIM : 020401007
Disetujui oleh:
Dosen Pembimbing,
Dr. Ir. Armansyah Ginting, M.Eng
KATA PENGANTAR
Alhamdullillah, puji dan syukur saya ucapkan kehadirat Allah SWT atas
rahmat dan hidayah-Nya, penulis dapat menyelesaikan Tugas Akhir ini tepat pada
waktunya. Tugas Akhir ini adalah salah satu syarat yang harus dipenuhi untuk
menyelesaikan program studi S-1 di Departemen Teknik Mesin, Fakultas Teknik,
Universitas Sumatera Utara.
Penulis memilih Tugas Akhir ini dalam bidang Pemotongan Logam dengan judul “VOLUME BAHAN TERBUANG SEBAGAI PARAMETER ALTERNATIF UMUR PAHAT”
Pada kesempatan yang baik ini juga, penulis ingin mengucapkan terimakasih kapada :
1. Bapak Dr. Ir. Armansyah Ginting, M.Eng selaku dosen pembimbing tugas
sarjana ini, yang telah banyak membantu sumbangan pikiran dan
meluangkan waktunya dalam memberikan bimbingan untuk penulisan
tugas sarjana ini.
2. Bapak Ir. Alfian Hamsi, M.Sc, selaku Ketua Jurusan Teknik Mesin
Universitas Sumatera Utara.
3. Bapak Tulus Burhanuddin Sitorus, S.T, M.T, selaku Sekretaris Jurusan Teknik Mesin Universitas Sumatera Utara.
4. Seluruh staf pengajar dan pegawai administrasi Jurusan Teknik Mesin di
Universitas Sumatera Utara.
5. Orang tua saya, buat bapak dan ibu saya tercinta yang telah banyak
6. Herry, Rahman, Reza selaku teman diskusi dan rekan setim dalam
penelitian ini terimakasih atas semua bantuannya.
7. Kepada senior dan teman-teman penulis yang telah banyak membantu penulis dalam kuliah. Semoga Allah SWT membalas perbuatan baik yang
telah mereka lakukan.
Akhir kata, syukur pada Allah SWT dan semoga tugas sarjana ini bermanfaat dan berguna bagi kita semua.
Medan, Juli 2007 Penulis
( Lilik Sulaimansyah )
DAFTAR ISI
Halaman
KATA PENGANTAR... i
DAFTAR ISI... iii
DAFTAR TABEL... vi
DAFTARGAMBAR... viii
DAFTAR NOTASI... xi
BAB I PENDAHULUAN... 1
1.1 Latar Belakang... 1
1.2 Tujuan... 2
1.3 Manfaat... 3
1.4 Sistematika Penulisan... 3
BAB II TINJAUAN PUSTAKA... 5
2.1 Elemen Dasar Pemotongan... 5
... 2.2 Proses Pembuangan Bahan (Metal Removal Process)... 10
2.2.1 Komponen Gaya Pembentuk Geram... 11
2.2.2 Sudut Geser dan Rasio Pemampatan Tebal Geram... 15
2.3 Pemotongan Orthogonal... 19
2.4 Analisis Teoritik Umur Pahat... 21
2.5 Rumus Empirik Umur Pahat... 29
2.6 Pembahasan Atas Rumus Empirik Umur Pahat... 32
BAB III METODE PENELITIAN... 35
3.1 Bahan dan Alat... 35
3.1.1 Bahan... 35
3.1.2 Alat... 36
3.2 Metode... 38
3.3 Pengumpulan Data... 44
3.4 Variabel Yang Diamati... 45
3.5 Analisa Regresi... 45
3.6 Volume Bahan Terbuang (Q) Sebagai Parameter Alternatif Umur Pahat (T)... 52
BAB IV HASIL DAN DISKUSI... 53
4.1 Model Matematika... 53
4.1.1 Model Matematika Y... 53
4.1.2 Model Matematika Q... 55
4.2 Pengaruh Kondisi Pemotongan (v, f, a) Terhadap Volume Bahan Terbuang (Q)... 56
4.2.1 Pengaruh Laju Pemotongan (v) Terhadap Volume Bahan Terbuang (Q)... 57
4.2.2 Pengaruh Pemakanan (f) Terhadap Volume Bahan Terbuang (Q)... 60
4.2.3 Pengaruh Kedalaman Potong (a) Terhadap Volume Bahan Terbuang (Q)... 63
4.3 Diagram Kendali Volume Bahan Terbuang... 66
BAB V KESIMPULAN DAN SARAN... 75 5.1 Kesimpulan... 75
5.2 Saran... 76 DAFTAR PUSTAKA
DAFTAR TABEL
Tabel 2.1 Besaran fisik... 26
Tabel 2.2 Harga m dan n untuk berbagai jenis pahat... 29
Tabel 3.1 Komposisi kimia dari material benda kerja... 33
Tabel 3.2 Sifat mekanik material benda kerja... 33
Tabel 3.3 Komposisi Kimia dan Sifat Mekanik Pahat Karbida Berlapis titanium nitrida... 34
Tabel 3.4 Data Teknis Mesin CNC Emcoturn -242... 35
Tabel 3.5 Kondisi pemotongan... 35
Tabel 3.6 Faktor dan level dalam eksperimen... 36
Tabel 3.7 Standar Array L9... 37
Tabel 3.8 Parameter yang diukur untuk VB = 0,1mm...41
Tabel . 3.9 Parameter yang diukur untuk VB = 0,3 mm...41
Tabel 3.10 Parameter yang diukur untuk VB = 0,6 mm... 42
Tabel 3.11 Hasil eksperimen... 44
Tabel 3.12 Volume bahan terbuang (Q) hasil eksperimen... 44
Tabel 3.13 Skema perhitungan untuk menyelesaikan persamaan normal...51
Tabel 4.1 Olahan data volume bahan terbuang pada VB = 0.1 mm... 54
Tabel 4.2 Nilai b1,b2,b3………... 45
Tabel 4.4 Kondisi pemotongan (v, f, a) untuk perubahan volume bahan
terbuang (Q) secara eksperimen dan pemodelan untuk
aus tepi VB = 0.3 mm... 57
Tabel 4.5 Kondisi pemotongan (v, f, a) untuk perubahan volume bahan terbuang (Q) secara eksperimen dan pemodelan untuk
aus tepi VB = 0.6 mm... 53
Tabel 4.6 Data untuk diagram kendali Q rata-rata dan standar deviasi (s)... 67 Tabel 4.7 Ragam aus tepi (VB) dengan volume bahan terbuang (Q) hasil
Eksperimen... 71 Tabel 4.8 Ragam aus tepi (VB) dengan volume bahan terbuang (Q) hasil
DAFTAR GAMBAR
Gambar 2.1 Proses Bubut... 7
Gambar 2.2 Teori tradisional (awal) yang menerangkan terjadinya geram... 10
Gambar 2.3 Teori modern (yang dianut) yang menerangkan terjadinya geram... 11
Gambar 2.4. Lingkaran Merchant’s... 13
Gambar 2.5 Sudut geser Ф sebagai fungsi dari rasio pemampatan tebal geram λh ... 17
Gambar 2.6 Arah kecepatan geser (vs), kecepatan aliran geram (vc) dan kecepatan potong (v)... 18
Gambar 2.7 Proses pemotongan orthogonal... 19
Gambar 2.8 Garis-garis isoterm pada geram dan pahat sewaktu proses pemotongan berlangsung... 24
Gambar 3.1 Gambar benda kerja (bahan baja paduan kelas tinggi)... 36
Gambar 3.2 EMCOTURN –242... 36
Gambar 3.3 Benda kerja terpasang pada mesin... 37
Gambar 3.4 Gaya yang bekerja pada proses bubut... 38
Gambar 3.5 Termokopel dan temperature control indicator... 38
Gambar 3.6 Bentuk hubungan antara variabel... 46
Gambar 3.8 Pola perubahan nilai variabel... 47
Gambar 4.2 Grafik laju pemotongan vs volume bahan terbuang
pada VB = 0.3 mm... 58
Gambar 4.3 Grafik laju pemotongan vs volume bahan terbuang
pada VB = 0.6 mm... 59
Gambar 4.4 Grafik laju pemotongan vs volume bahan terbuang pada
VB = 0.1, 0.3 dan 0.6 mm... 59 Gambar 4.5 Grafik pemakanan vs volume bahan terbuang pada
VB = 0.1 mm... 61 Gambar 4.6 Grafik pemakanan vs volume bahan terbuang pada
VB = 0.3 mm... 61 Gambar 4.7 Grafik pemakanan vs volume bahan terbuang
pada VB = 0.6 mm... 62
Gambar 4.8 Grafik pemakanan vs volume bahan terbuang pada
VB = 0.1, 0.3 dan 0.6 mm... 62
Gambar 4.9 Grafik kedalaman potong vs volume bahan terbuang
pada VB = 0.1 mm... 64 Gambar 4.10 Grafik kedalaman potong vs volume bahan terbuang
pada VB = 0.3 mm... 64 Gambar 4.11 Grafik kedalaman potong vs volume bahan terbuang
pada VB = 0.6 mm... 65 Gambar 4.12 Grafik kedalaman potong vs volume bahan terbuang pada
VB = 0.1, 0.3 dan 0.6 mm... 65
Gambar 4.15 Aus tepi pada saat VB = 0.1 mm... 69
Gambar 4.15 Aus tepi pada saat VB = 0.3 mm... 70
Gambar 4.15 Aus tepi pada saat VB = 0.6 mm... 70
Gambar 4.16 Variasi kenaikan VB terhadap Q dari hasil eksperimen... 73
DAFTAR NOTASI
a : Kedalaman potong (depth of cut) mm
ac : Tebal geram yang tidak terdeformasi (h) mm aw : Lebar pemotongan atau lebarnya geram (b) mm
A : Penampang geram sebelum terpotong mm2
Ashi : Penampang bidang geser mm2
Aγ : Bidang pada pahat dimana geram mengalir (face) mm2
b : Lebar pemotongan (width of cut) mm
b0-b3 : Koefesien
c : Temperatur oC
C : Konstanta
CT : Konstanta
Ck : Faktor koreksi terhadap sudut potong Kr Cv : Faktor koreksi terhadap kecepatan potong Cv Cvb : Faktor koreksi terhadap keausan tepi VB
γ
C : Faktor koreksi terhadap sudut geram Cγ
d : Diameter rata-rata mm
dm : Diameter akhir mm
do : Diameter mula mm E : Modulus elastisitas (modulus of elasticity) Mpa
Fs : Gaya geser yang bekerja pada pemotongan logam N
Fsn : Gaya normal pada bidang geser pada pemotongan logam N
Fv
:
Gaya potong searah dengan kecepatan potong Nγ
F : Gaya gesek pada bidang geram N
n
Fγ : Gaya normal pada bidang geram N
G : Modulus elastisitas geser (shear modulus) MPa
h : Tebal geram sebelum terpotong mm
hc : Tebal geram setelah terpotong mm
Kr : Sudut potong utama ( o)
K : Konduktifitas panas (thermal conductivity) W/m.K
Ks : Gaya potong spesifik N/mm2
Ks1,1 : Gaya potong spesifik referensi N/mm2
LCL : Lower Control Limit
Q : Volume Bahan Terbuang dm3
Qt : Panas total yang dihasilkan perdetik W Qsh : Panas yang dihasilkan perdetik pada bidang geser W
Qγ : Panas yang dihasilkan perdetik pada bidang geram W
Qα : Panas yang dihasilkan perdetik pada bidang utama W
s : Standar deviasi
T : Umur pahat min
c
t : Waktu pemotongan min
UCL : Upper Control Limit
Vc : Kecepatan potong pada daerah deformasi utama m/s
Vf : Kecepatan makan m/min
o
V : Kecepatan potong x rasio pemotongan m/min
Vs : Kecepatan geser pada daerah deformasi utama m/s
VB : Panjang keausan tepi mm
X : Nilai yang diobservasi
Y : Nilai yang dicari untuk setiap nilai X
z : Pangkat tebal geram, rata-rata bermilai 0,2
Z : Kecepatan penghasilan geram mm3/mnt
Z : Distribusi normal
γo : Sudut geram ( o)
η : Besar sudut gesek ( o)
λh : Rasio pemampatan tebal geram
σu : Tegangan tarik (Ultimate tensile strength) Mpa
σy : Tegangan geser (Tensile yield strength) Mpa
τshi : Tegangan geser pada bidang geser N/mm2
µ : Poisson’s ratio
ρ : Densitas gr/cm3
Abstrak
Proses Pembuangan Material (Metal Removal Process) atau lebih dikenal dengan Pemotongan
Logam merupakan proses yang digunakan untuk mengubah bentuk benda kerja menjadi suatu produk
dengan cara memotong. Dari pemotongan yang dilakukan, akan terbentuk geram atau serpihan (chip)
yang berasal dari bagian benda kerja yang terpotong demi dihasilkannya produk dengan dimensi dan
bentuk yang diinginkan sesuai dengan desain. Geram yang terbentuk dari pemotongan dapat
dikelompokan kepada beberapa kelas yaitu:
1. Geram kontiniu,
2. Geram terputus,
3. Geram bersegmen
4. Geram built-up edge.
Saat pemotongan berlangsung, pada bidang kontak antara geram dan pahat akan
mengalami kenaikan temperatur akibat kalor yang terkonsentrasi pada kawasan pemotongan.
Bidang kontak tersebut akan menerima beban temperatur dan tekanan yang sangat tinggi,
sehingga pahat akan mengalami keausan yang akibatnya dapat menyebabkan masa pakai pahat
(umur pahat) berakhir.
Abstrak
Proses Pembuangan Material (Metal Removal Process) atau lebih dikenal dengan Pemotongan
Logam merupakan proses yang digunakan untuk mengubah bentuk benda kerja menjadi suatu produk
dengan cara memotong. Dari pemotongan yang dilakukan, akan terbentuk geram atau serpihan (chip)
yang berasal dari bagian benda kerja yang terpotong demi dihasilkannya produk dengan dimensi dan
bentuk yang diinginkan sesuai dengan desain. Geram yang terbentuk dari pemotongan dapat
dikelompokan kepada beberapa kelas yaitu:
1. Geram kontiniu,
2. Geram terputus,
3. Geram bersegmen
4. Geram built-up edge.
Saat pemotongan berlangsung, pada bidang kontak antara geram dan pahat akan
mengalami kenaikan temperatur akibat kalor yang terkonsentrasi pada kawasan pemotongan.
Bidang kontak tersebut akan menerima beban temperatur dan tekanan yang sangat tinggi,
sehingga pahat akan mengalami keausan yang akibatnya dapat menyebabkan masa pakai pahat
(umur pahat) berakhir.
BAB I
PENDAHULUAN
1.1Latar Belakang
Proses Pembuangan Material (Metal Removal Process) atau lebih dikenal
dengan Pemotongan Logam merupakan proses yang digunakan untuk mengubah
bentuk benda kerja menjadi suatu produk dengan cara memotong. Dari
pemotongan yang dilakukan, akan terbentuk geram atau serpihan (chip) yang
berasal dari bagian benda kerja yang terpotong demi dihasilkannya produk dengan
dimensi dan bentuk yang diinginkan sesuai dengan desain. Geram yang terbentuk
dari pemotongan dapat dikelompokan kepada beberapa kelas yaitu:
1. Geram kontiniu,
2. Geram terputus,
3. Geram bersegmen
4. Geram built-up edge.
Saat pemotongan berlangsung, pada bidang kontak antara geram dan pahat
akan mengalami kenaikan temperatur akibat kalor yang terkonsentrasi pada
kawasan pemotongan. Bidang kontak tersebut akan menerima beban temperatur
dan tekanan yang sangat tinggi, sehingga pahat akan mengalami keausan yang
akibatnya dapat menyebabkan masa pakai pahat (umur pahat) berakhir.
Umur pahat yang mengindikasikan rentang waktu masa pakai pahat untuk
memotong, lazim dihubungkan dengan rumus Taylor yaitu :
C
Notasi v adalah laju pemotongan [m/min], T adalah umur pahat [min], n adalah
indeks bagi umur pahat dan C adalah konstanta. Nilai n bergantung pada jenis
bahan pahat yang digunakan untuk memotong. Untuk karbida, nilai n adalah 0.3,
sedangkan untuk High Speed Steel (HSS) nilai n adalah 0.5 (Kalpakjian, 2004).
Apabila persamaan (1.1) di atas dihubungkan dengan parameter pemotongan
logam yaitu v (laju pemotongan), f (pemakanan), a (kedalaman potong), tc (waktu
pemesinan) dan Z (kadar pembuangan bahan / metal removal rate), maka rumus
Taylor tersebut dapat dikembangkan lebih lanjut.
Pengembangan rumus Taylor yang dimaksud adalah sebagaimana yang
dipaparkan oleh Ginting dan Nouari (2006) yaitu dengan memasukkan seluruh
parameter pemotongan sehingga umur pahat tidak lagi diwakili oleh T, melainkan
oleh modifikasi dari parameter Z yang digabungkan dengan parameter tc, menjadi:
[min] .
] min [
3
c
t dm Z Q=
... (1.2)
] [dm3 Q=
r q p
a f v C
Q= . . . ………....(1.3)
1.2Tujuan Penelitian
Tujuan dari penelitian ini adalah untuk menentukan model matematika umur
pahat yang dicirikan oleh parameter Q (volume bahan terbuang) dan seluruh
parameter pemotongan lain yaitu v, f, a pada operasi pembubutan kering
1.3Manfaat
Manfaat yang diperoleh dari tugas akhir ini adalah :
1. Dapat mengetahui permodelan matematika volume bahan terbuang (Q)
sebagai parameter alternatif umur pahat (T).
2. Dapat mengetahui pengaruh volume bahan terbuang (Q) terhadap kondisi
pemotongan (v, f, a).
3. Dapat mengetahui pengaruh volume bahan terbuang (Q) terhadap keausan tepi
pahat (VB).
4. Sebagai bahan acuan untuk operator pemesinan supaya dalam melaksanakan
atau mendesain suatu bentuk pada benda kerja dapat memperkirakan dan
menghitung kondisi pemotongan yang sesuai.
1.4Sistematika Penulisan
Tugas sarjana ini disajikan dalam beberapa bab dengan tujuan untuk
memudahkan pemaparan masalah dan membentuk alur pembahasan analisa hasil
penelitian yang mudah dipahami. BAB I merupakan uraian singkat mengenai latar
belakang, batasan masalah, tujuan penelitian, manfaat penelitian, dan sistematika
penulisan.
BAB II menyajikan tinjauan pustaka yang akan memberi informasi
mengenai elemen dasar proses pemotongan, pemotongan orthogonal, analisis
teoritik umur pahat, rumus empiric umur pahat, pembahasan atas rumus empiric
BAB III memperkenalkan pengumpulan data, variable yang diamati,
regresi berganda (regresi multi linier) serta volume bahan terbuang sebagai
parameter alternatif umur pahat.
BAB IV menguraikan hasil pemodelan matematika volume bahan
terbuang (Q) sebagai parameter alternative umur pahat (T) dan pengaruh kondisi
pemotongan dan keausan tepi terhadap model matematika yang dihasilkan.
Akhirnya sebagai kesimpulan dan saran dari semua uraian yang ada
BAB II
TINJAUAN PUSTAKA
2.1 Elemen Dasar Proses Pemesinan
Berdasarkan gambar teknik, dimana dinyatakan spesifikasi geometrik
suatu produk komponen mesin harus dipilih sebagai suatu proses atau urutan
proses yang digunakan untuk membuatnya. Bagi suatu tingkatan proses, ukuran
objektif ditentukan dan pahat harus membuang sebagian material benda kerja
sampai ukuran objektif itu dicapai. Hal ini dapat dilaksanakan dengan cara
menentukan penampang geram (sebelum terpotong). Selain itu, setelah berbagai
aspek teknologi ditinjau, kecepatan pembuangan geram dapat dipilih supaya
waktu pemotongan sesuai dengan yang dikehendaki. Pekerjaan ini akan ditemui
dalam setiap perencanaan proses pemesinan. Untuk itu perlu dipahami lima
elemen dasar proses pemesinan yaitu :
1. Laju pemotongan (cutting speed) : v (m/min)
2. Laju pemakanan (feeding speed) : vf (mm/min)
3. Kedalaman potong (depth of cut) : a (mm)
4. Waktu pemotongan (cutting time) : tc (min)
5. Kadar pembuangan material
(rate of metal removal) : Z (dm3 /min)
Elemen proses pemesinan tersebut (v, vf, a, tc, Z) dihitung berdasarkan
dimensi benda kerja dan/atau pahat serta besaran dari mesin perkakas. Oleh sebab
dalam penelitian ini penulis menggunakan mesin bubut (turning) maka yang akan
dibahas dalam bab ini hanya mengenai elemen dasar proses pemesinan dari mesin
bubut (turning).
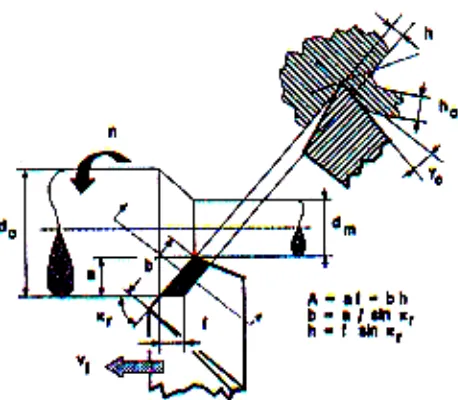
Elemen dasar dari proses bubut (turning) dapat diketahui atau dihitung
dengan menggunakan rumus yang dapat diturunkan dengan memperhatikan
Gambar 2.8. Kondisi pemotongan ditentukan sebagi berikut :
Benda Kerja : d0 = diameter luar ; mm
dm = diameter dalam ; mm
lt = panjang pemesinan ; mm
Pahat : κr = sudut potong utama ; 0
γ0 = sudut geram ; 0
Mesin Bubut : a = kedalaman potong; mm
= (d0 - dm )/2 ; mm, ….……….(2.1)
f = gerak makan ; mm/(r)
Gambar 2.1 Proses Bubut (Sumber : Rochim, 1993)
Dari Gambar 2.1 diatas, terlihat bahwa proses bubut tersebut
menggunakan suatu proses pemotongan miring (oblique cutting) yaitu suatu
sistem pemotongan dengan gerakan relatif antara pahat dan benda kerja
membentuk sudut potong utama (κr) selain 90º. Kecepatan makan (vf) dihasilkan
oleh pergerakan dari pahat ke benda kerja.
Elemen dasar dapat dihitung dengan rumus-rumus berikut :
1. Laju pemotongan :
v =
1000 n . d .
π ; m/min, ……….(2.2)
dimana : v = Kecepatan potong ; m/min
d = Diameter rata-rata, yaitu :
d = (d0 + dm) /2 = d0 ; mm, ………….……….(2.3)
n = Putaran poros utama ; rpm
Kecepatan potong maksimal yang diijinkan tergantung pada :
a. Bahan benda kerja : makin tinggi kekuatan bahan, makin rendah
b. Bahan pahat : Pahat Karbida memungkinkan kecepatan yang lebih tinggi
daripada pahat HSS.
c. Besaran asutan : Makin besar asutan, makin kecil kecepatan potong.
d. Dalamnya pemotongan : makin besar dalamnya pemotongan, makin kecil
kecepatan potong.
2. Laju pemakanan :
vf = f . n ; mm/min ……….…………..(2.4)
dimana :
vf = kecepatan makan ; mm/min
f = gerak makan ; mm/(r)
n = putaran poros utama (benda kerja) ; rpm
3. Waktu pemotongan :
tc = lt / vf ; min ……….………..(2.5)
dimana :
tc = waktu pemotongan ; min
lt = panjang pemesinan ; mm
vf = kecepatan makan ; mm/min
4. Kecepatan penghasilan geram :
Z = A . v …...………(2.6)
Dimana, penampang geram sebelum terpotong A = f . a ;mm2,
Maka :
Z = kecepatan penghasilan geram ; dm3 / min
f = gerak makan ; mm/(r)
a = kedalaman potong ; mm
v = kecepatan potong ; m/min
Pada Gambar 2.9 diperlihatkan sudut potong utama (κr, principal cutting edge
angle) yaitu merupakan sudut antara mata potong mayor dengan kecepatan makan
vf. Besarnya sudut tersebut ditentukan oleh geometri pahat dan cara pemasangan
pahat pada mesin perkakas (orientasi pemasangannya). Untuk harga a dan f yang
tetap maka sudut ini menentukan besarnya lebar pemotongan. (b, widh of cut) dan
tebal geram sebelum terpotong (h, underformed chip thicknes) sebagai berikut:
a. Lebar pemotongan : b = a / sin κr ; mm, …..………(2.8)
b. Tebal geram sebelum terpotong :
h = f sin Kr ; mm, …...………(2.9)
Dengan demikian penampang geram sebelum terpotong dapat dituliskan
sebagai berikut :
A = f . a = b . h ;mm2 …………(2.10)
Perlu dicatat bahwa tebal geram sebelum terpotong (h) belum tentu sama
dengan tebal geram (hc, chip thicknes) dan hal ini antara lain dipengaruhi oleh
sudut geram, kecepatan potong dan material benda kerja.
2.2 Proses Pembuangan Bahan (Metal Removal Process)
Ada banyak ragam operasi pembuangan bahan/material yang
dan pahat. Beberapa operasi pembuangan material yang utama adalah sebagai
berikut :
1. Proses turning menghasilkan permukaan silinder
2. Proses milling menghasilkan permukaan yang datar dan permukaan
dengan geometri yang kompleks
3. Proses boring, drilling, reaming menghasilkan bentuk lubang
Bahan yang terbuang dapat diasumsikan sebagai geram. Geram yang
terbentuk pada proses pemesinan, awalnya diperkirakan terbentuk karena adanya
retak mikro (micro track) yang timbul pada benda kerja tepat diujung pahat pada
saat pemotongan dimulai. Dengan bertambahnya tekanan pahat, retak tersebut
menjalar kedepan sehingga terjadilah geram, lihat gambar 2.2.
Gambar 2.2 Teori tradisional (awal) yang menerangkan terjadinya geram
(Sumber : Rochim, 1993)
Berkat hasil berbagai penelitian, anggapan mengenai pembentukan
geram ini sekarang sudah ditinggalkan. Logam yang pada umumnya bersifat ulet
(benda kerja) tersebut mempunyai orientasi yang kompleks dan pada salah satu
arah akan terjadi tegangan geser (shearing stress) yang maksimum. Apabila
tegangan geser ini melebihi kekuatan logam yang akan terjadi deformasi plastik
(perubahan bentuk) yang menggeser dan memutuskan benda kerja diujung pahat
pada suatu bidang geser (shear plane). Bidang geser mempunyai lokasi tertentu
yang membuat sudut terhadap vektor kecepatan potong dan dinamakan sudut
geser (shear angle, Φ), lihat Gambar 2.3.
Gambar 2.3 Teori modern (yang dianut) yang menerangkan terjadinya geram
(Sumber : Rochim, 1993)
2.2.1 Komponen Gaya Pembentukan Geram
Suatu analisis mekanisme pembentukan geram yang dikemukakan oleh
Merchant mendasarkan teorinya atas model pemotongan sistem tegak
(Orthogonal System). Sistem gaya yang bekerja pada proses pemotongan logam
dipandang hanya pada satu bidang (bukan ruang) maka gaya total yang bekerja
dapat diuraikan menjadi dua komponen gaya yang saling tegak lurus. Tergantung
pada cara penguraian dalam hal ini dapat dikemukakan tiga cara yaitu,
1. Gaya total (F), ditinjau dari proses deformasi material, dapat
a. Gaya geser (Fs) yang mendeformasikan material pada bidang
geser sehingga melampaui batas elastik.
b. Gaya normal pada bidang geser (Fsn) yang menyebabkan pahat
tetap menempel pada benda kerja.
2. Gaya total (F) dapat diketahui arah dan besarnya dengan cara
membuat dinamometer (alat ukur gaya dimana pahat dipasang padanya
dan alat tersebut dipasang pada mesin perkakas) yang mengukur dua
komponen gaya yaitu,
a. Gaya potong (Fv), searah dengan laju potong.
b. Gaya makan (Ff), searah dengan laju makan.
3. Gaya total (F) yang bereaksi pada bidang geram (Aγ, face, bidang
pada pahat dimana geram mengalir) diuraikan menjadi dua komponen
untuk menentukan ‘koefisien gesek geram terhadap pahat’ yaitu,
a. Gaya gesek (Fγ) pada bidang geram.
b. Gaya normal (Fγn) pada bidang geram.
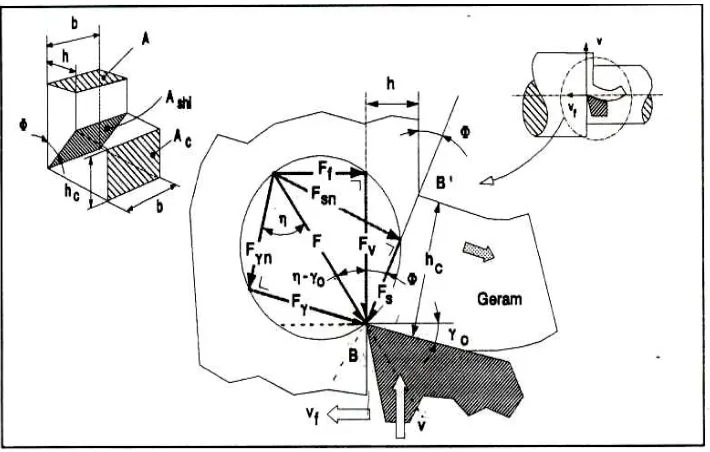
Oleh karena berasal dari satu gaya yang sama, gaya-gaya tersebut dapat
dilukiskan pada suatu lingkaran dengan diameter yang sama dengan gaya total
(F), atau biasa disebut sebagai lingkaran Merchant’s seperti diperlihatkan pada
Gambar 2.4. Lingkaran yang diciptakan oleh M. Eugene Merchant tersebut
digambarkan persis diujung pahat sedemikian rupa sehingga semua komponen
Gambar 2.4. Lingkaran Merchant’s (Sumber : Rochim, 1993)
Gambar 2.4. merupakan gambaran sistem gaya pada pemotongan
orthogonal dan dalam prakteknya dapat dilakukan dengan pendekatan
menggunakan pahat dengan sudut κr = 90o dan Sudut λs = 0o (sudut miring,
inclination angle) dengan kecepatan potong yang jauh lebih tinggi daripada
kecepatan makan.
Berdasarkan analisis geometrik dari lingkaran gaya (Merchant) dapat
diturunkan rumus dasar gaya potong Fv.
Dari,
Fv = F cos ( η −γ0) , dan Fs = F cos (Φ + η - γ0 ) ……….(2.11)
Maka,
Fv =
) cos(
) cos(
0 0 γ η γ η
− +
Φ −
s
F
Gaya geser Fs dapat digantikan dengan penampang bidang geser dan tegangan
geser yang terjadi padanya yaitu :
Fs = Ashi . τshi ; N ..…………....(2.13)
Dimana :
Ashi = Penampang bidang geser,
= A / sin Φ ;mm2
A = penampang geram sebelum terpotong = b. h ; mm2
τshi = tegangan geser pada bidang geser, ; N/mm2
Dengan demikian rumus gaya potong adalah :
Fv = τshi.b.h
) cos(
sin
) cos(
0 0
γ η γ η
− + Φ
Φ − ; N .……(2.14)
Dari persamaan (2.14) dapat disimpulkan beberapa variabel yang
mempengaruhi gaya pemotongan sebagai berikut :
1. Tegangan geser menentukan besarnya gaya potong maka kekuatan benda
kerja merupakan faktor penentu dalam proses pemesinan. Dalam praktek telah
diketahui bahwa untuk kondisi pemotongan yang sama maka gaya potong
bagi benda kerja Aluminium lebih rendah daripada gaya potong bagi benda
kerja baja.
2. Semakin besar penampang geram, gaya potong akan semakin besar.
3. Sudut geram, sudut geser dan sudut gesek (ditentukan oleh koefisien gesek µ)
Untuk menentukan besar gaya gesek dan gaya normal pada bidang geram (Fγ dan
Fγn) dapat diturunkan dari gaya potong dan gaya makan (Fv dan Ff), yaitu :
Fγ = Ff cos γ0 + Fv sin γ0 , dan Fγn = Fv cos γ0 – Ff sin γ0 ……...(2.15)
dimana ;
Ff = gaya makan ; N (0.5 s.d 0.75 Fv tergantung pada kondisi
pemotongan)
γ0 = sudut geram
Sehingga dari hasil tersebut, dapat diperoleh harga koefisien gesek :
0 0 tan tan tan
γ γ γ
η
µ γ
f v
v f
F F
F F
n F
F
− + = =
= ………(2.16)
dimana :
η = sudut gesek
Berdasarkan persamaan (2.6) tersebut diatas, dinyatakan bahwa koefisien gesek
dipengaruhi oleh sudut geram. Tetapi rumus tersebut tidak menyatakan bahwa
dengan mengubah sudut geram gaya potong dan gaya makan tidak berubah.
Dalam kenyataan, gaya potong dan gaya makan berubah dengan berubahnya sudut
geram dan hal ini disebabkan oleh perubahan sudut geser Ф.
2.2.2 Sudut Geser dan Rasio Pemampatan Tebal Geram
Dari persamaan (2.4), dikarenakan gaya potong (Fv) merupakan fungsi
dari sudut geser (Ф) maka sudut geser maksimum dapat dicari dengan cara
deferensiasi dan hasilnya disamakan dengan nol,
0 = Φ ∂ ∂Fv
.………(2.17)
cos Ф cos (Ф + η – γ0) - sin Ф sin (Ф + η – γ0) =0
yang berarti:
2 Ф+ η - γ0 = 90º ………(2.18)
maka ;
Ф = 45º +
2 2
0 η
γ − ……….………(2.19)
Berdasarkan logika, dari persamaan (2.19) diatas dapat ditarik kesimpulan bahwa:
1. Sudut geser Ф ditentukan oleh sudut geram γ0. Semakin besar sudut geram
maka sudut geser akan membesar dan menyebabkan penurunan bidang luas
bidang geser (lihat Gambar 2.3) sehingga menurunkan gaya potong.
2. Koefisien gesek tidak mungkin sama dengan nol. Dengan demikian,
berdasarkan analisis geometrik gaya (lingkaran Merchant) maka sudut geser
tidak mungkin melebihi suatu harga yaitu,
Ф < 45º +
2 0 γ
Tebal geram sebelum terpotong h hanya mungkin sama besar dengan tebal geram
hc bila,
Ф = 45º +
2 0 γ
Oleh sebab itu, berdasarkan hal diatas dan kenyataan dalam praktek maka,
hc > h
sehingga seolah-olah geram dimampatkan, yang biasa disebut dengan Rasio
Pemampatan Tebal Geram yang merupakan perbandingan antara tebal geram
λh =
h hc
> 1 ………..(2.20)
maka,
λh =
h hc
=
Φ− Φ sin
) cos( γ0
....………..(2.21)
Dari rumus diatas, dapat dicari harga sudut geser Ф berdasarkan pengukuran λ h,
yaitu ;
tan Ф =
0 0
sin cos
γ λh − γ
………..………...(2.22)
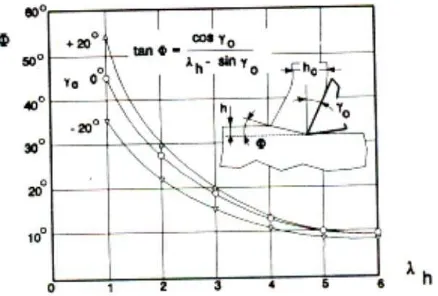
Secara grafis Gambar 2.5 di bawah menunjukkan hubungan antara sudut
geser Ф sebagai fungsi rasio pemampatan tebal geram λ h untuk sudut geram
γ0 = 20º, 0º, dan -20º. Dari gambar berikut terlihat bahwa untuk λ h yang besar
[image:34.595.201.420.454.602.2]perbedaan γ0tidak mempunyai arti terhadap sudut geser Ф.
Gambar 2.5 Sudut geser Ф sebagai fungsi dari rasio pemampatan tebal geram λh
(Sumber : Rochim, 1993)
Jika sudut geram telah ditetapkan, maka sudut geser dapat dihitung
dengan mengukur rasio pemampatan tebal geram. Akan tetapi tebal geram tak
a. Permukaan geram relatif kasar, dan
b. Geram tidak lurus karena dalam kenyataan bidang geser tidak
lurus melainkan melengkung yang diakibatkan oleh distribusi tegangan
geser yang tidak merata
Dikarenakan adanya pemampatan tebal geram, maka kecepatan aliran geram
selalu lebih rendah daripada kecepatan potong. Gambar 2.6 menunjukkan
kecepatan aliran geram (vc) dan kecepatan potong (v).
Gambar 2.6 Arah kecepatan geser (vs), kecepatan aliran geram (vc) dan kecepatan
potong (v) (Sumber : Rochim, 1993)
Dari Gambar 2.6 diatas, arah kecepatan geser (vs) ditentukan oleh
kecepatan aliran geram (vc) dan kecepatan potong (v). Berdasarkan aturan/kaidah
tangan kanan, dari Gambar 2.5 arah pergerakan mata pahat (vf) searah pada
sumbu x, dan kecepatan potong (v) yang terbentuk terletak pada sumbu z.
Kecepatan geser (vs) akan lebih tinggi daripada kecepatan potong (v) untuk sudut
geram γ0 negatif (Rochim, 1993).
Sehingga berdasarkan polygon kecepatan tersebut maka dapat dirumuskan sebagai
berikut :
sin
sin Φ
=
Φ v
dimana :
vc = kecepatan aliran geram
v = kecepatan potong
λh =
Φ− Φ sin
) cos( γ0
; (persamaan 2.21)
maka,
vc =
h
v
λ ………...(2.24)
Karena λh > 1 maka kecepatan geram selalu lebih rendah daripada kecepatan
potong. Selanjutnya kecepatan geser dapat diketahui dari poligon yaitu ;
vs =
Φ sin
cosγ0
c
v
, ………(2.25)
vs =
) cos(
cos
0 0 γ γ − Φ v
2.3 Pemotongan Orthogonal
Gambar 2.7 Proses pemotongan orthogonal (Sumber : Rochim, 1993)
Analisis mekanisme pembentukan geram tersebut dikemukakan oleh
Merchant berdasarkan teorinya atas model pemotongan sistem tegak (orthogonal
system). Sistem pemotongan tegak merupakan penyederhanaan dari sistem
pemotongan miring (oblique system) dimana gaya diuraikan menjadi komponen
gaya yang bekerja pada suatu bidang.
Pemotongan tegak (Orthogonal cutting) merupakan suatu sistem
pemotongan dengan gerakan relatif antara mata pahat dan benda kerja membentuk
sudut potong tepat 90º atau yang dinamakan dengan sudut potong utama (κr), dan
besarnya lebar mata pahat lebih besar dari lebar benda kerja yang akan dipotong.
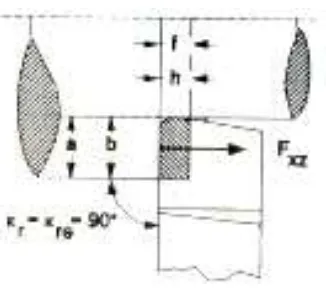
Menurut Rochim (1993), sudut potong utama (κr) mempunyai peran antara lain :
1. Menentukan lebar dan tebal geram sebelum terpotong (b
dan h)
2. Menentukan panjang mata potong yang aktif atau panjang
kontak antara geram dengan bidang pahat, dan
memperkecil sudut potong utama (κr) akan menurunkan tebal geram sebelum
terpotong h dan menaikkan lebar geram b.
Akan tetapi, pemakaian sudut potong utama yang kecil tidak selalu
menguntungkan sebab akan menaikkan gaya radial Fx. Gaya radial yang besar
mungkin menyebabkan lenturan yang terlalu besar ataupun getaran (chatter)
sehingga menurunkan ketelitian geometrik produk dan hasil pemotongan terlalu
kasar. Tergantung pada kekakuan (stiffness) benda kerja dan pahat serta metode
pencekaman benda kerja serta geometri benda kerja.
Sudut geram mempengaruhi proses pembentukan geram pada proses
pemotongan orthogonal. Untuk suatu kecepatan potong tertentu, sudut geram
yang besar akan menurunkan rasio pemampatan tebal geram (λh) yang
mengakibatkan kenaikan sudut geser (Ф).
Jenis material benda kerja juga akan mempengaruhi pemilihan sudut geram. Pada
prinsipnya, untuk material yang lunak dan ulet (soft & ductile) memerlukan sudut
geram yang besar untuk mempermudah proses pembentukan geram, sebaliknya
bagi material yang keras dan rapuh (hard & brittle) memerlukan sudut geram
yang kecil atau negatif untuk memperkuat pahat.
2.4 Analisis Teoritik Umur Pahat
Kerja/energi mekanik dalam proses pemotongan yang bebas getaran
seluruhnya diubah menjadi panas/kalor. Energi mekanik per satuan waktu atau
daya mekanik yang diubah menjadi energi panas persatuan waktu tersebut dapat
dituliskan sebagai berikut :
dimana, Qt = Panas total yang dihasilkan perdetik
Q Fvv J satauW
sh ;
60 .
= ……...…………(2.28)
Qsh = panas yang dihasilkan perdetik pada bidang geser,
W atau s J v F
Q s s
; 60
. =
γ ………..….………(2.29)
Qγ = Panas yang dihasilkan perdetik pada bidang geram,
W atau s J v F
Q c ;
60 .
γ
α = .….………...(2.30)
Qα = Panas yang dihasilkan perdetik pada bidang utama
Berdasarkan hasil penelitian pada berbagai kondisi pemotongan,
prosentase panas yang dihasilkan pada bidang geser, bidang geram dan bidang
utama masing-masing berkisar diantara harga 80%, 18% dan 2%. Panas tersebut
sebagian akan terbawa geram, sebagian mengalir menuju ke pahat dan benda kerja
dengan prosentase sebagai berikut :
Qt =Qc+Qs +Qw ;W………(2.31)
dimana,
Qc = panas yang terbawa oleh geram dengan prosentase sekitar 75%,
Qs = panas yang merambat melalui pahat dengan prosentase sekitar 20%
Qw = panas yang merambat melalui benda kerja dengan prosentase
sekitar 5%
Semakin tinggi kecepatan potong semakin besar prosentase panas yang terbawa
min, / ; . .Av J k
Qt = s ……….(2.32)
dimana,
ks . A = Fv = gaya potong ; N
ks = gaya potong spesifik ; N/mm2
A = penampang geram ; mm2
v = laju pemotongan ; m/min
Panas yang terbawa oleh geram adalah :
min / ; .
.Wc J
Qc =∆θc w ………..(2.33)
dimana,
c
θ
∆ = kenaikan temperatur geram; oK.
W = berat geram yang terbentuk permenit; g/min
= Z.ρw =A.v.ρw
Z = kecepatan pembentukan geram; dm3/min
ρw = berat spesifik material (benda kerja); g/dm3
cw = panas spesifik benda kerja ; J/(g.K)
Apabila ηq menyatakan rasio panas yang dibuang oleh geram terhadap
panas total yang dihasilkan proses pemotongan, maka :
v A k c v A Q Q s w w c t c q . . . . . . ρ θ
η = = ∆ ………..(2.34)
s vw c s w w c q k c k c . . .ρ θ θ
η = ∆ =∆ ……….(2.35)
dimana, cvw = panas spesifik volumetric benda kerja; J/(cm3K).
Dengan demikian temperatur geram relatif terhadap temperatur bneda kerja paling
vw s c
c k =
∆θ ; oC ………..….(2.36)
yaitu bila harga ηq mencapai satu (umumnya berharga 70% s.d. 75%).
Persamaan di atas menyatakan bahwa benda kerja mempunyai gaya potong
spesifik yang rendah serta panas spesifik volumetrik yang tinggi akan
mneghasilkan temperatur geram yang relatif rendah. Meskipun prosentase panas
yang terbawa geram sangat tinggi tidaklah berarti bahwa temperatur geram
mnejadi lebih tinggi daripada temperatur pahat. Panas mengalir bersama-sama
geram yang selalu terbentuk dengan kecepatan tertentu, sedangkan panas yang
merambat melalui pahat terjadi sebagai proses konduksi panas yang dipengaruhi
oleh konduktivitas panas material pahat serta penampang pahat yang relatif kecil.
Dengan demikian temperatur rata-rata pahat akan lebih tinggi (kurang lebih dua
kalinya) daripada temperatur rata-rata geram. Gambar di bawah akan
menunjukkan temperatur pahat (pada bidang geram yang ‘bergesekan’ dengan
geram), temperatur rata-rata geram, serta temperatur benda kerja, sebagai fungsi
Hampir seluruh energi pemotongan diubah menjadi panas melalui proses
gesekan, antara geram dengan pahat dan antara pahat dengan benda kerja, serta
proses perusakan molukuler atau ikatan atom pada bidang geser (shear plane).
Panas ini sebagian besar terbawa oleh geram, sebagian merambat melalui pahat
dan sisanya mengalir melalui benda kerja menuju ke sekeliling. Panas yang timbul
tersebut cukup besar dan karena luas bidang kontak relatif kecil maka temperatur
pahat, terutama bidang geram dan bidang utamanya, akan sangat tinggi. Karena
tekanan yang besar akibat gaya pemotongan dan temperatur yang tinggi maka
permukaan aktif dari pahat akan mengalami keausan. Keausan tersebut makin
lama makin membesar yang selain memperlemah pahat juga akan memperbesar
gaya pemotongan sehingga dapat menimbulkan kerusakan fatal.
Analisis dimensional banyak digunakan secara intensif dalam
memecahkan masalah perpindahan panas dan aliran fluida dengan hasil yang
memuaskan. Oleh sebab itu, analisis tersebut dapat pula dimanfaatkan untuk
menyelesaikan masalah temperatur pemotongan ini. Pada garis besarnya dalam
analisis dimensional diusahakan untuk mencari besaran tak berdimnesi
(dimensionless quantity) yang didapat dengan cara menggabungkan beberapa
besaran fisik yang diperkirakan mempunyai pengaruh yang paling dekat (paling
logis) dengan masalah yang dihadapi. Kemudian dilakukan percabaan untuk
melihat korelasi antara dua atau beberapa besaran tak berdimensi. Apabila mereka
ternyata tidak mempunyai korelasi (hubungan fungsional) yang jelas berarti ada
kesalahan fundamental dalam pemilihan besaran fisik. Jika demikian halnya perlu
dilakukan modifikasi besaran fisik untuk memperoleh besaran tak berdimensi lain
Analisis dimensional dapat digunakan untuk mencari korelasi yang
dimaksud dengan cara menentukan besaran-besaran fisik yang dianggap penting.
Adapun besaran fisik yang dimaksud adalah seperti yang diberikan pada tabel
[image:43.595.106.517.218.604.2]berikut.
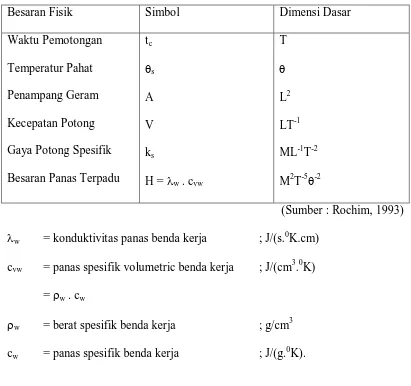
Tabel 2.1 Besaran fisik
Besaran Fisik Simbol Dimensi Dasar
Waktu Pemotongan
Temperatur Pahat
Penampang Geram
Kecepatan Potong
Gaya Potong Spesifik
Besaran Panas Terpadu tc
θs
A
V
ks
H = λw . cvw
T
θ
L2
LT-1
ML-1T-2
M2T-5θ-2
(Sumber : Rochim, 1993)
λw = konduktivitas panas benda kerja ; J/(s.0K.cm)
cvw = panas spesifik volumetric benda kerja ; J/(cm3.0K)
= ρw . cw
ρw = berat spesifik benda kerja ; g/cm3
cw = panas spesifik benda kerja ; J/(g.0K).
Menurut Teorema Phi dari Buckingham, karena ada enam besaran fisik
yang penting (n1 = 6) dengan empat dimensi dasar (n2 = 4) maka paling sedikit
dapat dibentuk dua besaran tak berdimensi (nx = n1 . n2 = 2) guna mengolerasikan
fisik yang bersangkutan. Dalam hal ini, karena ada 4 dimensi dasar, maka dapat
dipilih 4 besaran fisik yang mempunyai dimensi dasar yang cukup lengkap
sebagai anggota dari kedua besaran tak berdimensi tersebut. Kemudian salah satu
dari kedua besaran fisik sisanya dipilih untuk menjadi anggota dari salah satu
besaran tak berdimesi. Dua besaran tak berdimensi dapat dibentuk sebagai
berikut: s d c s b a
c v k H
t θ
π1 = , dan t v k H A
h g s f e c = 2 π .
Dengan memasukan dimensi dasarnya bagi masing-masing besaran fisik, maka
pangkat tersebut dapat ditentukan harganya, sehingga :
s c s k v t H 2 1 2 1 1 θ
π = , ………..……….(2.37)
2 2 2 c t v A =
π ………..………..(2.38)
Dari hasil percobaan dapat ditunjukan bahwa korelasi antara kedua besaran tak
berdimensi di atas adalah :
m
C 2
1 π
π = ...………..(2.39)
Penyelesaian persamaan (2.17) akan menghasilkan :
2 1
2 1 2 ) ( ) 2 1 ( H t v k
CA c m
m s m s − − =
θ …..………..(2.40)
Dari salah satu hasil percobaan (Frederich test) harga m adalah sebesar 0.22,
sehingga kondisi pemotongan yang tetap (A, ks, dan H tetap), persamaan (2.40)
06 . 0 56 . 0 1 c
s =C v t
θ ...………..(2.41)
Kecepatan potong mempengaruhi tingginya temperatur, oleh sebab itu
temperatur setaraf dengan besarnya dimensi keausan yang dianggap sebagai
batas/tanda saat berakhirnya umur pahat, dan waktu pemotongan yang
bersangkutan setaraf dengan umur pahat. Dengan demikian persamaan (2.40)
dapat ditulis sebagai berikut :
2 1
2 1 2 ) ( ) 2 1 ( 2 H T v k A C W m m s m o − − = …………...(2.42) Dimana :
Wo = batas dimensi keausan (VB atau K)
T = umur pahat ; menit.
Untuk harga yang tetap bagi batas dimensi keausan dan penampang geram, serta
kombinasi pahat dan benda kerja yang tertentu, maka persamaan (2.42) dapat
dituliskan sebagai berikut :
T m m
C T
v − =
− 4 2 4 1 ………(2.43)
atau T
n
C
vT = ………..(2.44)
Persamaan (2.44) dikenal dengan nama Persamaan Umur Pahat
Taylor* 1. Harga eksponen n dalam rumus Taylor ditentukan oleh harga eksponen m dari kolerasi dua besaran tak berdimensi π1 dan π2. berbagai kemungkinan
harga eksponen tersebut ditunjukan pada tabel lampiran 1 dengan harga yang
sesuai bagi suatu jenis pahat berdasarkan hasil yang diperoleh dalam praktek
Tabel 2.2 Harga m dan n untuk berbagai jenis pahat
m 0. 0.125 0.125 0.188 0.2 0.214 0.222 0.228 0.46 0.25
n 0.5 0.4 0.333 0.2 0.167 0.125 0.1 0.08 0.01 0.
Jenis
Pahat
....Keramik…. ………HSS………
….Karbida………. ………Carbon Tool
Steel…….
<…Arah perkembangan penemuan material pahat jenis baru
(Sumber : Rochim, 1993)
Semakin kecil harga eksponen n, maka umur pahat yang bersangkutan sangat
dipengaruhi oleh kecepatan potong. Sebagai contoh, kenaikan kecepatan potong
sebesar 10% akan membawa akibat perubahan umur pahat sebesar :
HSS : 0.15 1.1 6.67 0.53
1
1 2
1
2 = = − =
−
v v T T
; penurunan 47%
Karbida : 0.3 1.1 3.33 0.73
1
1 2
1
2 = = − =
−
v v T T
; penurunan 27%
Perbedaan yang begitu besar antara kedua jenis pahat tersebut membawa akibat
akan perlunya perubahan akan konstruksi mesin perkakas sejak diketemukannya
material pahat dari karbida.
2.5 Rumus Empirik Umur Pahat
Untuk menentukan harga eksponen n dan konstanta CT dari rumus
Taylor (rumus 2.44) diperlukan suatu percobaan permesinan. Dari hasil percobaan
T
C T
n
v log log
log + = ……….(2.45)
Dapat diperkirakan dengan menggunakan analisa garis regresi (metoda
kuadrat terkecil, least squares method) untuk menentukan harga terbaik dari
eksponen n dan konstanta CT masing-masing beserta harga deviasi standartnya.
Analisis pendekatan secara grafis dapat pula ditempuh dengan cara mengeplot
data pengamatan pada skala dobel logaritma.
Sebagaimana yang telah dibahas dalam analisis teoritik umur pahat,
harga eksponen n merupakan harga spesifik bagi suatu kombinasi pahat dengan
benda kerja. Demikian pula halnya dengan konstanta CT, dimana selain geometri
pahat (α, γ, λ, r dan terutama κ) dan kondisi benda kerja (nontreated, annealed,
normalized) maka kondisi pemotongan (a dan f) dan batasan keausan maksimum
yang diperbolehkan, sangat mempengaruhi harga CT. Dari hasil penelitian dengan
dengan menggunakan berbagai macam kombinasi pahat dan benda kerja serta
dilakukan pada berbagai kondisi pemotongan, secara lebih umum konstanta
Taylor dapat dituliskan seperti rumus empiric berikut :
q p
m TVB T
b h
VB C
C = ………(2.46)
Dimana :
VB: Keausan tepi yang dianggap sebagai batas saat berakhirnya umur
pahat; mm
Tergantung pada keuletan (toughness) pahat, dan benda kerja serta
berat ringannya kondisi pemotongan, harga batas keausan tersebut
m: Pangkat untuk batas keausan.
Tergantung pada kualitas pahat serta jenis dan kondisi benda kerja.
(m = 0.4 s/d 0.5 ; rata-rata = 0.45).
h: Tebal geram sebelum terpotong.
Ditentukan berdasarkan kondisi pemotongan optimum, yaitu
sebesar mungkin bila merupakan proses pengasaran, atau sesuai
dengan batas minimum bila merupakan proses penghalusan.
p: Pangkat untuk tebal geram sebelum terpotong.
Tergantung pada jenis dan kualitas pahat (sesuai dengan
pemakaian serta jenis dan kondisi benda kerja). Harga rata-rata
pangkat kurang lebih sebagai berikut :
Keramik Karbida HSS
P01 s/d
p20
P30 s/d
P40
M10 s/d
K01
M 30
0.12 0.26 0.35 0.15 0.20 0.40
b: lebar pemotongan :mm.
ditentukan berdasarkan dimensi mula dan akhir benda kerja.
Menentukan jumlah langkah pemotongan untuk mencapai obyektif
yaitu dimensi produk.
q: Pangkat bagi lebar pemotongan.
Harga relatif kecil, berkisar antara 0.05 s/d 0.13. Kadangkala
CTVB: kecepatan potong ekstrapolatif (m/min), yang secara teoritik
menghasilkan umur pahat sebesar 1 menit, untuk VB = 1 mm, h =
1 mm dan b = 1mm.
Merupakan harga spesifik bagi kombinasi suatu jenis pahat dan
benda kerja. Dipengaruhi oleh geometri pahat terutama sudut
potong utama efektif κre. kekakuan sistem pemotongan, gaya
pemotongan dan kondisi benda (nontreated, annealed, normalized,
dan sebagainya) sangat berpengaruh. Pemakaian cairan pendingin
yang cocok dapat menaikan harga CTVB.
2.6 Pembahasan Atas Rumus Empirik Umur Pahat
Rumus empirik Taylor jikalau ditranformasikan ke dalam harga logaritma
akan mempunyai bentuk linier sebagai berikut :
b n q h n p VB n m v n C n
T 1log TVB 1log log log log
log = − + − − ………....(2.47)
Turunan dari persamaan di atas akan menghasilkan :
b db n q h dh n p VB dVB v dv n T dT − − + −
= 1 2 ………..(2.48)
Harga rata-rata eksponen n, m, p dan menurut tabel … adalah :
n = 0.25, m = 0.45, p = 0.25, q = 0.1.
Jikalau dimasukan dalam persamaan 2.42 akan dihasilkan :
b db h dh VB dVB v dv T dT 4 . 0 2
4 + − −
−
= ………..(2.49)
benda kerja saja sudah diperlukan pembuangan material (menjadi geram) yang
amat banyak. Guna memperkecil usaha pengamatan, diperlukan perencanaan
percobaan yang baik, misalnya dengan cara factorial (factorial design of
experiment). Karena ada 3 variabel yang dapat diubah harganya (v, f dan a) dan
satu variable yang diamati (T) maka paling sedikit diperlukan 8 kali percobaan
apabila untuk masing-masing variabel hanya diubah pada 2 harga (8 = 23). Data
hasil percobaan dapat dianalisis dengan menggunakan salah satu teknik analisis
statistic yaitu analisis regresi linier multi dimensi (1 variabel diamati, dan 3
variabel ditetapkan). Untuk itu diperlukan transformasi logaritmik supaya fungsi
yang diselidiki dapat dianggap menjadi linier. Tujuan dari analisis regresi ini
adalah untuk memperkirakan harga β0, β1, β2 dan β3 dari rumus korelasi berikut :
a f
v
T log log log
log =β0 +β1 +β2 +β3 ………..(2.50)
Dengan mengetahui harga β0, β1, β2 dan β3 maka eksponen n, p dan q serta
kontanta C dapat diketahui, yaitu :
n = 1/β1,
p = β2/β1,
q = β3/β1, dan
C = anti log β0/β1.
Kebagusan atas persesuaian antara data dengan rumus regresi di atas dapat
diketahui dengan memeriksa harga varian residu yang harus berharga kecil. Selain
itu, data tambahan yang diperoleh dengan melakukan percobaan untuk harga
kombinasi variabel lain, dapat digabungkan dengan data semula guna dianalisis
2.7Hubungan Antara Umur pahat (T) Dengan Volume Bahan Terbuang
(Q)
Volume bahan terbuang (Q) yang dihasilkan pada proses pembuangan
geram (metal removal process) dipengaruhi oleh kecepatan penghasilan geram (Z)
dan waktu pemotongan (tc) atau dapat dituliskan sebagai berikut.
c
t Z
Q= . ………....(2.51)
Jika persamaan (2.51) dengan Z = A . v disubstitusikan ke persamaan
umur pahat Taylor, maka akan diperoleh :
T n
c
C T A t
Q =
BAB III
METODE PENELITIAN
3.1. Bahan dan Alat
3.1.1 Bahan
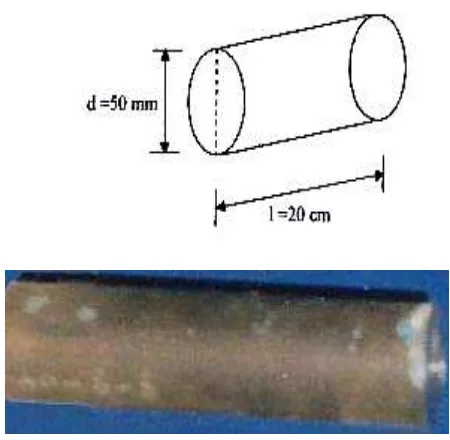
Material yang digunakan baja paduan kelas tinggi (AISI 4337) dengan
komposisi kimia seperti pada tabel 3.1
Tabel 3.1 Komposisi kimia dari material benda kerja
C (%) SI (%) Mn (%) P (%) S (%) Cr (%) Mo(%) Ni(%)
0.30-0.38 0.15-0.40 0.40-0.70 <=0.035 <=0.035
1.40-1.70
0.15-0.3
1.40-1.70
Sumber : TEW German Steel 2004
Tabel.3.2 Sifat mekanik material benda kerja
Kekuatan luluh (N/mm2
min)
Kekuatan tarik (Kg/mm2)
Elongasi
(%)
Reduksi
(%)
Kekuatan impak (Joule)
Kekerasan
(Hrc)
785 980-1180 11 50 48 33-34
Sumber. TEW German Steel 2004
Tabel 3.3 Komposisi Kimia dan Sifat Mekanik Pahat Karbida Berlapis titanium nitrida
CO (%)
Karbida Komposit (%)
Kekerasan (HV)
Ketangguhan (Mpa)
Spesifikasi Lapisan
11 12 1420 6,9 TiN+Ti(C,N)+ Al2O3
Gambar 3.1 Gambar benda keja (bahan baja paduan kelas tinggi)
3. 1 .2 Alat
Peralatan yang digunakan dalam riset ini adalah :
1. EMCOTRONIK -242 2. Scanning Electron Microscope (SEM)
3. Mikroskop teknik 4. Termokopel
[image:53.595.198.423.86.306.2]
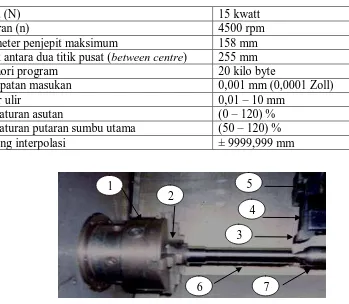
Tabel 3.4 Data Teknis Mesin CNC Emcoturn -242
Daya (N) 15 kwatt
Putaran (n) 4500 rpm
Diameter penjepit maksimum 158 mm
Jarak antara dua titik pusat (between centre) 255 mm
Memori program 20 kilo byte
Kecepatan masukan 0,001 mm (0,0001 Zoll)
Kisar ulir 0,01 – 10 mm
Pengaturan asutan (0 – 120) %
Pengaturan putaran sumbu utama (50 – 120) %
Jenjang interpolasi ± 9999,999 mm
Gambar 3.4 Benda kerja terpasang pada mesin
Keterangan gambar 3.3
1. Putaran poros utama (spindle)
2. Pencekam benda kerja (chuck)
3. Pahat (tool)
4. Pemegang pahat (tool holder)
5. Tempat dudukan pahat dan tool holder (tool post)
6. Benda kerja (work piece)
7. Tailstock
1
3
7 2
5
4
Gambar 3.5 Gaya yang bekerja pada proses bubut (sumber Rochim : 1993)
Gambar 3.6 Termokopel dan temperature control indicator
3. 2 Metode
Penelitian ini dilakukan dengan metode eksperimental dengan
menggunakan mesin perkakas bubut (turning). Variabel kondisi pemotongan
seperti kecepatan potong, kedalaman potong, pemakanan dan geometri pahat
Tabel 3. 5. kondisi pemotongan
Laju pemotongan (m/min) 200 250 300
Kedalaman potong (mm) 1.0 1.5 2
Pemakanan (feeding) (mm/rev) 0.15 0.2 0.25
. Sumber : ISO 3685
Faktor dan level ditentukan dengan metode Taguchi untuk aus tepi VB= 0,1mm,
VB= 0,3 mm dan VB= 0.6 mm .
Tabel.3.6 Faktor dan level dalam eksperimen
VB = 0,1 mm, VB = 0,3 mm, VB = 0,6 mm
Faktor Level
1 2 3
v 200 250 300
a 1.0 1.5 2.0
f 0.15 0.2 0.25
Kondisi pemotongan ditentukan dengan metode Taguchi dengan standar
Tabel 3.7 Standard Array
L9 Standard Array
Nomor Kolom
Trial 1 2 3
1 1 1 1
2 1 2 2
3 1 3 3
4 2 1 2
5 2 2 3
6 2 3 1
7 3 1 3
8 3 2 1
9 3 3 2
Sumber : Ross (1996)
Untuk mendapatkan data karateristik kegagalan pahat pada proses
pemotongan, maka kondisi pemotongan ditetapkan bervariasi. Dengan metode
Taguchi diperoleh kondisi pemotongan seperti tabel 3.9, 3.10 dan 3.11, dari hasil
percobaan yang dilakukan maka diperoleh variabel bebas seperti keausan pahat,
laju aus pahat, umur pahat dan temperatur pemotongan. Dengan menggunakan
Scanning Elektron Microskope (SEM) dapat dianalisa ragam kegagalan pahat dan
mekanisme aus pahat. Ragam kegagalan pahat meliputi aus tepi (flank wear), aus
kawah (crater wear), patah rapuh (brittle fracture) dan deformasi plastik (plastic
deformation) sedangkan mekanisme aus pahat meliputi proses abrasif, proses
adhesi, proses difusi, proses oksidasi dan proses keretakan. Data yang diperoleh
dari hasil pengukuran diolah dengan metode Taguchi untuk mendapatkan kondisi
pemesinan kering sama atau lebih baik dari pemesinan basah maka berhasillah
pemesinan kering. Untuk memperoleh data dari hasil pengukuran digunakan tabel
3.8 untuk VB= 0,1mm, tabel 3.9 untuk VB= 0,3mm dan Tabel 3.10 untuk VB=
0,6mm.
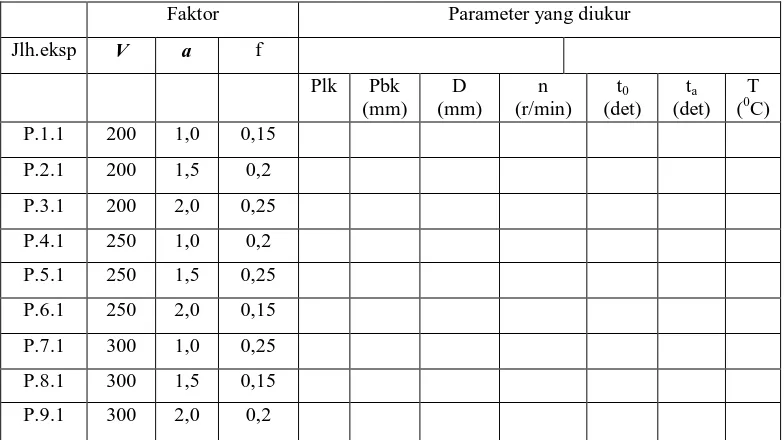
Tabel 3.8 Parameter yang diukur untuk VB = 0,1mm
Faktor Parameter yang diukur
Jlh.eksp V a f
Plk Pbk (mm)
D (mm)
n (r/min)
t0
(det) ta
(det) T (0C) P.1.1 200 1,0 0,15
P.2.1 200 1,5 0,2
P.3.1 200 2,0 0,25
P.4.1 250 1,0 0,2
P.5.1 250 1,5 0,25
P.6.1 250 2,0 0,15
P.7.1 300 1,0 0,25
P.8.1 300 1,5 0,15
[image:58.595.121.513.222.442.2]P.9.1 300 2,0 0,2
Tabel . 3.9 Parameter yang diukur untuk VB = 0,3 mm
Faktor Parameter yang diukur
Jlh.eksp V a f
Plk Pbk (mm)
D (mm)
n (r/min)
t0
(det) ta
(det) T (0C) P.1.3 200 1,0 0,15
P.2.3 200 1,5 0,2
P.3.3 200 2,0 0,25
P.4.3 250 1,0 0,2
P.5.3 250 1,5 0,25
P.6.3 250 2,0 0,15
P.7.3 300 1,0 0,25
P.8.3 300 1,5 0,15
Tabel 3.10 Parameter yang diukur untuk VB = 0,6 mm
Faktor Parameter yang diukur
Jlh.eksp V a f
Plk Pbk (mm)
D (mm)
n (r/min)
t0
(det) ta
(det) T (0C) P.1.6 200 1,0 0,15
P.2.6 200 1,5 0,2
P.3.6 200 2,0 0,25
P.4.6 250 1,0 0,2
P.5.6 250 1,5 0,25
P.6.6 250 2,0 0,15
P.7.6 300 1,0 0,25
P.8.6 300 1,5 0,15
P.9.6 300 2,0 0,2
Metode eksperimen dirancang berdasarkan dua tingkatan. Tingkatan
sensitifitas, tingkatan ini dengan percobaan memotong benda kerja pada
kecepatan potong 200 m/min, 250 m/min, 300 m/min dengan pahat potong yang
telah dire komendasikan.Tingkatan pengujian dilakukan pada berbagai kondisi
pemotongan pemotongan.Jenis pahat yang dipakai karbida berlapis titanium
nitrida, dengan keausan tepi maksimum (VBmaks)= 0,1mm, 0.3mm dan
0.6mm.Kondisi pemotongan optimal dapat dicapai dengan pahat potong yang
dibuat dan yang di uji. Keausan tepi diukur dengan menggunakan beberapa
interval pemotongan dengan menggunakan mikroskop toolmakers, data yang
diperoleh dari pengukuran dikumpulkan dan diolah dengan metode Taguchi untuk
menghasilkan grafik dari kemajuan aus pahat. Prioritas pengujian bubut dari
semua material benda kerja yang dimesin dilakukan berdasarkan standar (ISO
1. Lebar bentangan aus pahat periode pertama (flank wear).VB maks = 0.1
mm
2. Lebar bentangan aus pahat periode kedua (flank Wear) VB maks = 0.3
mm
3. Lebar bentangan aus pahat periode yang ketiga (flank wear) VB maks =
0.6 mm
Pengujian bubut dilakukan lebih dahulu untuk semua material benda kerja
yang dimesin, Sebelum pemotongan dilakukan lebih dahulu diukur panjang
benda kerja dan diameter benda kerja dan dicatat, kemudian deprogram ke mesin
dengan kecepatan potong, kedalaman potong dan pemakanan sesuai dengan tabel
3.8, 3.9 dan 3.10 lalu dilakukan pemotongan dengan dan mencatat waktu
pemotongan. Untuk menentukan ke ausan tepi (VB max) pahat dibuka dan
dilihat dengan mikroskop, apabila ke ausan tepinya belum mencapai 0.1 mm,
pekerjaan dilanjutkan sampai VB = 0.1 mm, jika sudah tercapai 0.1mm pahat
difoto dengan menggunakan Scaning Eletron Mikroskope (SEM) untuk melihat
mekanisme keausan pahat. Demikiian diteruskan untuk VB= 0.3 dan VB = 0.6
dengan kondisi pemotongan sesuai dengan tabel 3.6. Untuk mengukur suhu
dipasang termokopel pada pahat, pada saat mesin bekerja diamati angka
maksimal pada termokopel dan dicatat untuk setiap periode permesinan (ISO
3.3 Pengumpulan Data
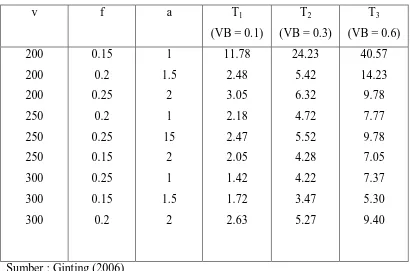
Data berikut merupakan data yang diperoleh dari hasil eksperimen sebagaimana
juga yang dilaporkan oleh Ginting (2006). Adapun data tersebut adalah sebagai
[image:61.595.107.517.218.489.2]berikut :
Tabel 3.11 Hasil eksperimen
v f a T1
(VB = 0.1)
T2
(VB = 0.3)
T3
(VB = 0.6)
200 200 200 250 250 250 300 300 300 0.15 0.2 0.25 0.2 0.25 0.15 0.25 0.15 0.2 1 1.5 2 1 15 2 1 1.5 2 11.78 2.48 3.05 2.18 2.47 2.05 1.42 1.72 2.63 24.23 5.42 6.32 4.72 5.52 4.28 4.22 3.47 5.27 40.57 14.23 9.78 7.77 9.78 7.05 7.37 5.30 9.40
Sumber : Ginting (2006)
3.4 Variabel Yang Diamati
Adapun variable yang diamati pada penelitian ini adalah sebagai berikut :
1. Laju pemotongan (v)
2. Pemakanan (f)
3. Kedalaman potong (a)
4. Volume bahan terbuang (Q)
3.5 Regresi Berganda (Regresi Multi Linier)
Analisa regresi adalah metode statistika yang digunakan untuk
menentukan kemungkinan bentuk dari hubungan variabel-variabel. Tujuan pokok
dalam penggunaan metode ini adalah untuk meramalkan atau memperkirakan nilai
dari suatu variabel dalam hubungannya dengan variabel lain yang diketahui.
Anggap bahwa kita menemukan dua variabel, X dan Y, dimana nilai Y
tidak hanya bergantung pada satu variabel X. mungkin beberapa variabel,
misalnya X1, X2, ...Xn. hubungan seperti ini dapat dicari dengan menggunakan
analisa regresi berganda. Maka model yang dapat dibentuk adalah :
∑
= + =+ +
+ +
+
= n
j
j j i
jX X
X X
Y
1 2
2 1 1
0 β β ... β ε β ε
β …………..(3.1)
Dimana: j = 0, 1, 2, ….,n
Y = nilai yang dicari untuk setiap nilai X
β0 = intercept
β1, β2,…..βj = koefesien regresi parsial
X = variable yang diobservasi
ε = kesalahan acak yang berkaitan dengan Y.
Estimasi digunakan dengan metoda kuadrat terkecil (least squares).
Misal b0 = estimasi untuk β0
b1 = estimasi untuk β1
b2 = estimasi untuk β2
.
.
bj = estimasi untuk βj
metode kuadrat terkecil menghasilkan suatu kumpulan persamaan normal sebagai
berikut:
1. nb0 +b1
∑
X1+b2∑
X2 +...+bj∑
Xj =∑
Y2. b
∑
X +b∑
X +b2∑
X1X2+ +bj∑
X1Xj =∑
X1Y 21 1 1
0 ...
3. b0
∑
X2+b1∑
X1X2+b2∑
X22+...+bj∑
X2Xj =∑
X2Y.
.
.
n. b0
∑
Xj+bj∑
XjXj+1=∑
XjYJika diubah dalam bentuk matriks maka akan diperoleh
∑
∑
∑
∑
∑
∑
∑
∑
∑
∑
∑
∑
∑
∑
∑
2 2 1 3 2 2 2 2 1 2 3 1 2 1 2 1 1 3 2 1 . . . . . . . . . . . . j j jj X X X X X
X X X X X X X X X X X X X X X X n = j b b b b . . . 2 1 0
∑
∑
∑
∑
Y X Y X Y X Y j . . . 2 1Kumpulan dari persamaan di atas dapat digunakan untuk mencari nilai b0, b1, b2,
…, bj sehingga persamaan diprediksi sebagai berikut :
j jX b X b X b b
Y = 0+ 1 1+ 2 2+...+ ^
Volume Bahan Terbuang (Q) Sebagai Parameter Alternatif Umur Pahat
(T)
Seperti yang telah dikemukan Taylor bahwa persamaan untuk umur pahat
adalah vTn =CT. Pada rumus tersebut kondisi pemotongan yang ditunjukkan
hanya laju pemotongan (v), ternyata kondisi pemotongan tidak hanya laju
pemotongan tetapi sebenarnya ada beberapa kondisi pemotongan lain yaitu
pemakanan (f) dan kedalaman potong (a). Dari pernyataan tersebut maka
persamaan umur pahat Taylor dapat dirubah menjadi :
q p n a f C
vT = . − . − ……….(3.3)
Pada persamaan (2.45) volume bahan terbuang (Q) dipengaruhi oleh
waktu pemotongan (t )c . Jika diasumsikan t = T, maka persama