DAFTAR PUSTAKA
Besterfield, Dale H. Quality Control. College of Engineering Southern
Illinois University.
Corder, A.S. 1997. Teknik Manajemen Pemeliharaan. Jakarta: Erlangga
Febrianti, Wini. 2016. Penentuan Interval Waktu Perawatan Pencegahan
pada Peralatan Sub Unit Sintesa Unit Urea di PT X Menggunakan Simulasi Monte
Carlo, Prosiding Seminar Nasional Manajemen Teknologi XXIV. Surabaya:
Program Studi MMT-ITS (ISBN : 978-602-70604-3-2)
Kakiay, Thomas J. 2004. Pengantar Sistem Simulasi. Yogyakarta: Andi
Kapur, K.C., and Michael Pecht. 1997. Reliability in Engineering Design.
New York: John Wiley & Sons
Manzini, Riccardo. et al. 2010. Maintenance for Industrial Systems.
London: Springer
Prakoso, Yogi Sapta. 2012. Penentuan Interval Waktu Perawatan
Pencegahan Peralatan Centrifuge pada Proses Pembuatan Sabun Mandi Batang
dengan Menggunakan Simulasi Monte Carlo, Prosiding Seminar Nasional
Manajemen Teknologi XVI. Surabaya: Program Studi MMT-ITS (ISBN :
978-602-97491-5-1)
Publising, ReliaSoft. Weibull++/ALTA 10 Quick Start Guide.
Putri, Eva Listiana, et al. 2013. Usulan Jadwal Perawatan pada Mesin
Electric Arc Furnace 5 dengan Simulasi Monte Carlo. Jurnal Teknik Industri,
Vol.1, No.4, pp.352-357 (ISSN 2302-495X)
Witjaksono, Arief. 2016. Penentuan Interval Waktu Perawatan Pencegahan
Pada Peralatan di Medium Pressure Gas Compression Area (Mpgca) di PT Texi
Dengan Menggunakan Simulasi Monte Carlo. Prosiding Seminar Nasional
Manajemen Teknologi XXIV. Surabaya: Program Studi MMT-ITS (ISBN:
BAB III
LANDASAN TEORI
3.1. Perawatan3
Beberapa pengertian perawatan (maintenance) menurut ahli :
Pemeliharaan atau maintenance adalah suatu kombinasi dari berbagai
tindakan yang dilakukan untuk menjaga suatu barang dalam, atau
memperbaikinya sampai suatu kondisi yang bisa diterima. Maintenance
mempunyai peranan yang sangat menentukan dalam kegiatan produksi dari suatu
perusahaan yang menyangkut kelancaran dan kemacetan produksi, kelambatan,
dan volume produksi serta efisiensi produski. Dengan demikian, maintenance
mempunyai fungsi yang sama pentingnya dengan fungsi-fungsi lain di
perusahaan.
Pemeliharaan pabrik dan peralatan dalam tatanan kerja yang baik sangat
penting untuk mencapai kualitas dan keandalan (reliability) tertentu serta kerja
yang efektif dan efisien. Perawatan pada umumnya dilihat sebagai kegiatan fisik
seperti membersihkan peralatan yang bersangkutan, memberi oli (pelumas),
memperbaiki kerusakan, mengganti komponen dan semacamnya bila diperlukan.
Pendeknya kegiatan perawatan memerlukan adanya sumber daya seperti yang
diperlukan dalam aktivitas usaha lain, yaitu manusia (man), mesin (machine),
bahan baku (material), cara (method), dan uang (money) yang sering disebut
sebagai 5 M.
3
1. Menurut Corder (1992), perawatan merupakan suatu kombinasi dari tindakan
yang dilakukan untuk menjaga suatu barang dalam, atau untuk
memperbaikinya sampai, suatu kondisi yang bisa diterima.
2. Menurut Assauri (1993), perawatan diartikan sebagai suatu kegiatan
pemeliharaan fasilitas pabrik serta mengadakan perbaikan, penyesuaian atau
penggantian yang diperlukan agar terdapat suatu keadaan operasi produksi
yang sesuai dengan yang direncanakan.
3. Menurut Dhillon (1997), perawatan adalah semua tindakan yang penting
dengan tujuan untuk menghasilkan produk yang baik atau untuk
mengembalikan ke dalam keadaan yang memuaskan.
3.2. Tujuan Perawatan4
1. Memperpanjang usia kegunaan aset (yaitu setiap bagian darisuatu tempat
kerja, bangunan dan isinya). Hal ini terutama penting di negara berkembang
karena kurangnya sumber daya modal untuk penggantian. Di negara-negara
maju kadang-kadang lebih menguntungkan untuk ‘mengganti’ daripada
memelihara.
Tujuan pemeliharaan (maintenance) yang utama dapat didefenisikan
sebagai berikut:
2. Menjamin ketersediaan optimum peralatan yang dipasang untuk produksi
atau jasa untuk mendapatkan laba investasi (return of Investment) semaksimal
mungkin.
3. Menjamin kesiapan operasional dari seluruh peralatan yang diperlukan dalam
keadaan darurat setiap waktu, misalnya unit cadangan, unit pemadam
kebakaran dan penyelamat, dan sebagainya.
4. Menjamin keselamatan orang yang menggunakan sarana tersebut.
3.3. Jenis-jenis Tindakan Perawatan5
1. Corrective Maintenance (perawatan perbaikan) yaitu perawatan yang
dilakukan setelah kerusakan terjadi yang bertujuan untuk memperbaiki
kerusakan tersebut. Tidak terdapat kegiatan perencanaan untuk
mengoptimumkan perawatan peralatan dan manajemen pendukung
keputusan. Strategi ini dipengaruhi oleh pemenuhan suku cadang dan biaya
kegiatan perawatan sangat bergantung pada tersedianya atau tidak tesedianya
kebutuhan suku cadang untuk melakukan kegiatan perbaikan. Jenis-jenis tindakan perawatan terbagi atas:
2. Maintenance (perawatan pencegahan) yaitu kegiatan perawatan terencana
yang dilakukan untuk menghadapi dan mencegah kegagalan potensial pada
suatu komponen atau sistem. Pemilihan waktu dan hasil dari kegiatan
perawatan pencegahan harus direncanakan dan dioptimalkan dengan baik
untuk memaksimumkan hasil produksi dan meminimumkan biaya perawatan.
3. Replacement (penggantian)
Replacement (penggantian) dapat dibagi menjadi 2 bagian, yaitu:
5
a. Planned replacement (penggantian terencana) yaitu pemilihan waktu
terbaik penggantian berdasarkan penentuan interval waktu optimum
untuk meminimumkan biaya perawatan. Kegiatan perawatan ini disebut
juga preventive replacement atau penggantian pencegahan.
b. Replacement upon failure (penggantian saat kerusakan) yaitu
penggantian yang dilakukan jika komponen atau sistem rusak. Kegiatan
perawatan ini disebut juga corrective replacement atau penggantian
perbaikan.
4. Inspection Maintenance (IM)
Tindakan perawatan ini terlebih dahulu menentukan keadaan peralatan dan
metode untuk mengidentifikasi waktu di mana tindakan ini harus dilakukan.
Strategi ini juga disebut "menenmukan kesalahan" yaitu pengukuran dan
inspeksi dapat direncanakan dengan baik secara berkala, tetapi restoratif atau
pencegahan tugas tidak bisa. Keadaan fungsi sistem/ komponen dapat
didasarkan pada seperangkat indikator yang mampu menggambarkan
kesehatan sistem sesuai dengan spesifikasi.
5. Condition-based maintenance
Strategi ini membutuhkan pemantauan variabel yang relevan atau satu set
variabel yang relevan yang berkaitan erat dengan kegagalan peralatan. Seperti
digambarkan sebelumnya, pemeliharaan berdasarkan kondisi mengacu pada
model dan aturan yang dapat menjadi milik pemeliharaan preventif atau
untuk pemeliharaan inspeksi, ketika keadaan peralatan hanya diketahui
6. Opportunistic Maintenance
Tindakan pemeliharaan dilakukan ketika kesempatan muncul (seperti selama
pabrik belum beroperasi).
3.4. Teori Keandalan (Reliability)
3.4.1. Pengertian Keandalan6
Keandalan atau reliability dapat didefinisikan sebagai probabilitas bahwa
suatu komponen/sistem akan menginformasikan suatu fungsi yang dibutuhkan
dalam periode waktu tertentu ketika digunakan dalam kondisi operasi (Ebeling;
1997). Definisi keandalan menurut Kapur (1997) adalah, “probabilitas dimana
ketika operasi berada pada kondisi lingkungan tertentu, sistem akan menunjukkan
kemampuannya sesuai dengan fungsi yang diharapkan dalam selang waktu
tertentu”. Keandalan juga dapat didefenisikan sebagai probabilitas yang selalu
dikaitkan dengan akumulasi waktu dimana suatu alat beroperasi tanpa mengalami
kerusakan dalam kondisi lingkungan tertentu.
Perawatan komponen atau peralatan tidak bisa lepas dari pembahasan
mengenai keandalan (reliability), selain keandalan merupakan salah satu ukuran
keberhasilan sistem perawatan juga keandalan digunakan untuk menentukan
penjadwalan perawatan sendiri.
6
3.4.2. Distribusi Kerusakan
Setiap mesin memiliki karakteristik kerusakan yang berbeda-beda.
Sejumlah mesin yang sama jika dioperasikan dalam kondisi yang berbeda akan
memiliki karaketistik kerusakan yang berbeda. Bahkan mesin yang sama juga jika
dioperasikan dalam kondisi yang sama akan memiliki karakteristik kerusakan
yang berbeda. Dalam menganalisai perawatan ada beberapa jenis distribusi yang
umum dipakai yaitu:
1. Distribusi Normal (Jardine, 2010)
Distribusi normal (Gausian) merupakan distribusi probabilitas yang paling
penting baik dalam teori maupun aplikasi statistik. Distribusi ini digunakan
jika pengaruh suatu kerandoman diakibatkan oleh sejumlah besar variasi
random yang tidak bergantungan (saling bebas/independent) yang kecil atau
sedikit. Fungsi Kepadatan Probabilitas dalam distribusi normal adalah :
� (�) = 1
�√2���� �−
(� − �)2
2�2 �; −∞⊲ � ⊲ ∞
MTTF (Mean Time To Failure) adalah rata-rata waktu atau interval waktu
kerusakan mesin atau komponen dalam distribusi.
MTTF = µ
Konsep reliabilitydistribusi normal tergantung pada nilai μ dan σ. Dimana:
µ = rata-rata
σ = standar deviasi
Gambar 3.1. Kurva Distribusi Normal
2. Distribusi lognormal
Distribusi lognormal merupakan distribusi yang berguna untuk
menggambarkan distribusi kerusakan untuk situasi yang bervariasi. Distribusi
lognormal banyak digunakan di bidang teknik, khusunya sebagai model untuk
berbagai jenis sifat material dan kelelahan material.
Fungsi Kepadatan Probabilitas dalam distribusi lognormal adalah:
� (�) = 1
�� √2���� �−
[ln (�)−�]2
2�2 �; − ∞⊲ � ⊲ ∞
Untuk MTTF (Mean Time To Failure) adalah
MTTF =��� ��+ �2
2 �
Konsep reliabilitydistribusi lognormal tergantung pada nilai μ dan σ.
3. Distribusi Eksponensial
Distribusi eksponensial menggambarkan suatu kerusakan dari mesin yang
disebabkan oleh kerusakan pada salah satu komponen dari mesin atau
peralatan yang menyebabkan mesin terhenti. Dalam hal ini kerusakan tidak
dipengaruhi oleh unsur pemakaian peralatan. Dengan kata lain distribusi ini
memiliki kelajuan yang konstan terhadap waktu. Distribusi eksponensial akan
tergantung pada nilai λ, yaitu laju kegagalan (konstan).
Fungsi Kepadatan Probabilitas dalam distribusi eksponensia adalah:
f (t)=λ e−λt
t > 0
Untuk MTTF (Mean Time To Failure) adalah
MTTF = 1
�
Gambar 3.3. Kurva Distribusi Eksponensial
4. Distribusi Weibull
Distribusi weibull pertama sekali diperkenalkan oleh ahli fisika dari Swedia
Wallodi Weibull pada tahun 1939. Dalam aplikasinya, distribusi ini sering
dari suatu sistem fisika. Ilustrasi yang khas, misalnya pada sistem dimana
jumlah kegagalan meningkat dengan berjalannya waktu (misalnya keausan
bantalan), berkurang dengan berjalannya waktu (misalnya daya hantar
beberapa semi konduktor) atau kegagalan yang terjadi oleh suatu kejutan
(shock) pada sistem.
Distribusi weibull merupakan bagian distribusi kerusakan yang paling sering
dipakai sebagai model distribusi masa hidup (life time). Distribusi Weibull
merupakan distribusi empirik sederhana yang mewakili data yang aktual.
Distribusi ini biasa digunakan dalam menggambarkan karakteristik kerusakan
dan keandalan pada komponen.
Fungsi Kepadatan Probabilitas dari distribusi Weibull:
f(t) = β
η�
t−γ
η �
β−1
exp��−t−γ
η �
β �
Fungsi keandalan dari distribusi Weibull dimodelkan sebagai berikut:
R(t) = exp��−t−ηγ�β�
MTTF (Mean Time To Failure) adalah rata-rata waktu atau interval waktu
kerusakan mesin atau komponen dalam distribusi kegagalan.
MTTF =γ + ηΓ� 1 β +1 �
Γ = Fungsi Gamma, dapat diperoleh melalui nilai fungsi gamma.
Parameter β disebut dengan parameter bentuk atau kemiringan weibull
(weibull slope), sedangkan parameter α disebut dengan parameter skala.
Bentuk fungsi distribusi weibull bergantung pada parameter bentuknya (β),
β < 1: Distribusi weibull akan menyerupai distribusi hyper-exponential
dengan laju kerusakan cenderung menurun.
β = 1: Distribusi weibull akan menyerupai distribusi eksponensial dengan laju
kerusakan cenderung konstan.
β > 1: Distribusi weibull akan menyerupai distribusi normal dengan laju
kerusakan cenderung meningkat.
Gambar 3.4. Kurva Distribusi Weibull
3.5. Identifikasi Distribusi Kerusakan dengan Software Weibull++ 107
Reliasoft Weibull++ merupakan perangkat lunak yang melakukan analisis
data usia pakai dengan antarmuka yang jelas dan ringkas yang diarahkan rekayasa
keandalan. Interface Weibull++ merupakan lembar kerja yang intuitif, fleksibel
dan terpadu yang memungkinkan untuk mengelola beberapa folio analisis dan
informasi terkait secara bersamaan. Weibull++ menyediakan semua tool yang
butuhkan untuk analisis standar usia data pakai, termasuk pilihan fleksibel untuk
jenis data, distribusi usia pakai dan metode estimasi parameter.
Dalam analisis data usia pakai, tujuannya adalah untuk memodelkan dan
memahami perilaku tingkat kegagalan dari item, proses atau produk tertentu.
7
Model dibangun dengan mengambil atau mengamati data "hidup" yang dapat
diperoleh dari lapangan atau dari pengujian. Karena waktu adalah ukuran umum
dari usia produk, titik umur data sering disebut data antar kegagalan.
Kasus yang paling sederhana data usia pakai adalah kumpulan data di
mana waktu kegagalan setiap spesimen dalam sampel diketahui. Jenis set data
disebut dengan complete data dan diperoleh dengan merekam waktu yang tepat
ketika setiap unit mengalami kegagalan. Misalkan ada permintaan dari sebuah tim
insinyur yang bekerja pada desain sebuah proyektor. Anda diminta untuk
mengukur karakteristik usia bola proyektor untuk memahami keandalannya. Anda
diberi satu set data untuk 10 lampu yang semua diuji untuk kegagalan oleh
pemasok bola ini. Waktu kegagalannya adalah 513, 649, 740, 814, 880, 944, 1009,
1078, 1161 dan 1282 jam. Kegagalan kali ini disebut complete data.
Untuk menjawab kasus tersebut dapat dilakukan dengan melakukan
analisis usia data dengan langkah-langkah sebagi berikut:
1. Membuat folio standar baru dengan memilih Insert> Folios> Weibull ++
Standard Folio. Ketika diminta untuk menentukan tipe data, pilih data Times
to-Failure dan menghapus semua pilihan lain. Gunakan daftar drop-down
unit untuk menunjukkan bahwa nilai waktu dalam lembar data akan
Gambar 3.5. Tampilan Weibull++ Folio Data Setup
2. Setelah folio data dibuat, memasukkan data kegagalan yang diberikan.
3. Setelah data set dimasukkan, langkah selanjutnya adalah menyiapkan analisis.
Pilihan analisis yang tersedia di daerah Analisis Pengaturan dari panel
kontrol. Daerah ini memberikan ringkasan dari pengaturan yang akan
digunakan untuk menyesuaikan distribusi ke set data.
4. Selanjutnya adalah atur distribusi yang ingin dicocokan dengan data untuk
menentukan distribusi akan bekerja terbaik dengan data yang ada.
5. Untuk menganalisis data (misalnya, sesuai dengan distribusi yang dipilih
berdasarkan pengaturan analisis yang dipilih), klik ikon Calculate pada panel
kontrol.
6. Setelah distribusi ditentukan, analysis summary area dari panel kontrol
menampilkan parameter dari distribusi dan informasi terkait lainnya.
Hasilnya seperti yang ditunjukkan berikut ini.
Gambar 3.7. Tampilan Ringkasan Perhitungan Parameter Distribusi
3.6. Identifikasi Diagram Pareto8
Diagram pareto adalah suatu diagram yang menggambarkan urutan
masalah menurut bobotnya yang dinyatakan dengan frekuensinya. Diagram pareto
digunakan untuk mengidentifikasi masalah, yaitu bahwa 20% kesalahan atau
8
penyimpangan akan menyebabkan 80% masalah yang timbul. Digaram pareto
berguna untuk:
1. Menentukan jenis persoalan utama.
2. Membandingkan masing-masing jenis persoalan terhadap keseluruhan.
3. Menunjukkan tingkat perbaikan yang berhasil dicapai.
4. Membandingkan hasil perbaikan masing-masing jenis persoalan sebelum dan
setelah perbaikan.
Langkah-langkah pembuatan diagram Pareto diagram sebagai berikut:
1. Stratifikasi dari problem, dinyatakan dalam angka.
2. Tentukan jangka waktu pengumpulan data yang akan dibahas untuk
memudahkan melihat perbandingan sebelum dan sesudah penanggulangan
(jangka waktu harus sama).
3. Atur masing-masing penyebab (sesuai dengan stratifikasi) secara berurutan
sesuai besarnya nilai dan gambarkan dalam grafik kolom. Penyebab dengan
nilai lebih besar terletak di sisi kiri, kecuali ”dan lain-lain” terletak di paling
kanan.
4. Gambarkan grafik garis yang menunjukkan jumlah persentase (total 100%)
pada bagian atas grafik kolom dimulai dengan nilai yang terbesar dan di
bagian bawah/keterangan kolom tersebut.
5. Pada bagian atas dan samping berikan keterangan/nama diagram dan jumlah
3.7. Simulasi Monte Carlo9
Simulasi Monte Carlo dikenal juga dengan istilah Sampling Simulation
atau Monte Carlo Sampling Technique. Sampling simulasi ini menggambarkan
kemungkinan penggunaan data sampel dalam metode monte carlo dan juga sudah
dapat diketahui atau diperkirakan distribusinya. Simulasi ini menggunakan data
yang sudah ada (historical data).
Kunci dari metode monte carlo adalah penggunaan bilngan acak atau
random number dimana bilangan ini akan dibangkitkan dan digunakan dalam
proses simulasinya. Kegunaan bilang random ini digunakan untuk
memperlihatkan ketidakpastian atas resiko yang sedang diamati. Sebelum hal ini
dilakukan terlebih dahulu pendefinisian tingkat proabilitas yang ada pada setiap
elemen yang mengandung unsure resiko. Tingkat kemungkinan yang telah
ditentukan tersebut akan ditunjukkan dalam bentuk bilangan random yang
dihasilkan dari generator bilangan acak.
Simulasi Monte Carlo dilakukan dengan menggunakan perangkat lunak
Excel untuk menghasilkan random number sebagai pengganti fungsi laju
kerusakan F(t) dan fungsi laju perbaikan M(t). Simulasi dilakukan sebanyak 100
kali. Parameter distribusi waktu kegagalan dan waktu perbaikan yang telah
dihasilkan oleh perangkat lunak Weibull++ 10 dari langkah pertama digunakan
sebagai input pada simulasi Monte Carlo.
9
3.7.1. Pembangkitan Random Number10
Pembangkitan random number bertujuan untuk menghasilkan nilai-nilai
yang mempunyai distribusi setara dengan populasi data TTF dan TTR komponen
kritis mesin sheeter yang sebenarnya. Unsur dasar dalam pembangkitan random
number adalah data berdistribusi uniform (0,1) yang dibangkitkan dengan
menggunakan software Microsoft Excel dengan fungsi =RAND().
3.7.2. Transformasi Data Random Number
Data random number yang dibangkitkan harus dikonversi ke distribusi
non-uniform dengan metode transformasi invers. Transformasi invers (t)
dilakukan menggunakan fungsi distribusi kumulatif (cummulative distribution
function).
F(t) untuk distribusi weibull = 1-e–�
t-γ
η� β
U = 1−e–� t−γ
η � β
e–� t−γ
η � β
= 1−U
ln�e–� t−γ
η � β
� = ln(1−U)
–�t−ηγ�β = ln(1−U)
t = γ+η[−ln(1−U)] 1 β
t = γ+η[−ln(U)] 1 β
10
3.7.3. Langkah-langkah Simulasi Monte Carlo11
11
Arief Witjaksono, Penentuan Interval Waktu Perawatan Pencegahan pada Peralatan di Medium Pressure Gas Compression Area (Mpgca) di PT Texi Dengan Menggunakan Simulasi Monte Carlo (Prosiding Seminar Nasional Manajemen Teknologi XXIV) ISBN: 978-602-70604-3-2
Simulasi Monte Carlo dilakukan terhadap data TTF dan TTR dari hasil
pembangkitan random number pada beberapa nilai tp (interval perawatan) untuk
mendapatkan nilai kehandalan, ketersediaan, dan laju biaya perawatan. Interval
perawatan optimum adalah interval perawatan yang menghasilkan laju biaya
• Parameter distribusi waku kegagalan dan waktu perbaikan sub sistem
• PDF dan CDF distribusi waktu kegagalan dan waktu perbaikan
Mulai
Penentuan Tp, N
Perhitungan Ti
Apakah Ti > Tp
Perhitungan Tpmi
Perhitungan Tcmi dan Tf
Perhitungan Topr dan Tjam
Perhitungan:
• Keandalan R(Tp), Ketersediaan A(Tp)
• Laju Biaya Perawatan untuk semua Tp
Penentuan Tp optimum berdasarkan R(Tp), A(Tp), dan laju biaya minimum
Apakah perlu dilakukan untuk
Tp lain?
Selesai
Ya
Tidak
Tidak
Ya
Langkah-langkah yang dilakukan dalam simulasi monte carlo dapat
dijabarkan sebagai berikut:
1. Perhitungan ti
Nilai ti diperoleh dari nilai TTF hasil pembangkitan random number.
2. Penentuan Kesuksesan/Kegagalan Sub Sistem
a. Sub sistem sukses beroperasi apabila waktu menuju kerusakan berikutnya
(Ti) lebih besar dari jadwal perawatan pencegahan (Tp). Jika sub system
sukses beroperasi maka harus dilakukan perawatan pencegahan selama
Tpmi.
b. Sub sistem gagal beroperasi apabila waktu menuju kerusakan berikutnya
lebih kecil dari jadwal perawatan pencegahan (Tp). Jika sub sistem gagal
beroperasi maka harus dilakukan perbaikan selama Tcmi.
3. Perhitungan Topr danTjam
Waktu operasi pada setiap run ditentukan dengan fungsi berikut:
����� =�����,�����,� +���,����,� �� �
�=1
Lama total waktu pada setiap run ditentukan dengan fungsi berikut:
����� =������,����,�
� +�
���,����,�
� � �
�=1
+�����
4. Perhitungan Keandalan R(Tp) dan Ketersediaan A(Tp)
Nilai R(Tp) dihitung dengan fungsi berikut:
5. Perhitungan Ketersediaan A(Tp)
Nilai A(Tp) dihitung dengan fungsi berikut:
A(Tp) = �����/�����
6. Perhitungan Laju Biaya Perawatan (Ci)
Laju Biaya Perawatan (Ci) dihitung dengan fungsi berikut:
�� =���������,� +������,��� �
�=1
/�����
a. Perhitungan Cost of Preventive(���)
Cost Of Preventive (���) adalah biaya yang timbul karena adanya
perawatan secara terencana. Biaya ini terdiri dari biaya tenaga kerja, biaya
kehilangan produksi, dan biaya pembelian komponen. ��� dapat dihitung
dengan menggunakan rumus:
��� = (biaya tenaga kerja + biaya kehilangan produksi) x Tpmi + harga
komponen
b. Perhitungan Cost of Failure (���)
Cost Of Failure (���) adalah biaya yang timbul karena adanya perbaikan
saat sub sistem gagal memnuhi misi operasi (rusak). Biaya ini terdiri dari
biaya tenaga kerja, biaya kehilangan produksi, dan biaya pembelian
komponen. ��� dapat dihitung dengan menggunakan rumus:
��� = (biaya tenaga kerja + biaya kehilangan produksi) x Tcmi + harga
7. Penentuan Tp optimum
Jadwal waktu perawatan pencegahan optimum ditentukan berdasarkan R(Tp),
A(Tp), dan pertimbangan laju biaya minimum.
Dimana :
r = Subskrip (r) untuk run
n = Total rundom number
g = Superskrip (g), indikator gagal
s = Superskrip (s), indikator sukses
Ii,rs = 1; jika ti,r > �p
Ii,rs = 0; jika ti,r < �p
Ii,rg = 1; jika ti,r < �p
Ii,rg = 0; jika ti,r > �p
ti,r = Waktu hidup sub sistem (i)
Tpmi = Lama waktu perawatan pencegahan sub sistem run (i)
Tcmi= Lama perbaikan sub sistem run (i)
Topri = lama waktu operasi
Tjami = total waktu pada setiap run
��� = Biaya perawatan pencegahan sub sistem (i)
��� = Biaya perbaikan sub sistem (i)
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian dilakukan di PT. Perkebunan Nusantara III Kebun Rantau
Prapat yang berada di Kabupaten Labuhan Batu, Kota Rantau Prapat, Sumatera
Utara. Waktu penelitian dilakukan pada September 2016 sampai Januari 2017.
4.2. Jenis Penelitian
Jenis penelitian adalah penelitian tindakan (action research) yaitu
penelitian yang dilakukan untuk mendapatkan temuan-temuan praktis / untuk
keperluan pengambilan keputusan operasional (Sinulingga, 2014).
4.3. Objek Penelitian
Objek penelitian yang diamati adalah kegagalan/kerusakan pada mesin
Sheeter.
4.4. Variabel Penelitian
Variabel adalah sesuatu yang memiliki nilai yang berbeda-beda atau
bervariasi. Nilai dari variabel dapat bersifat kuantitatif atau kualitatif
(Sinulinggga, 2014). Variabel-variabel yang terdapat dalam penelitian ini adalah
sebagai berikut:
Variabel ini menyatakan waktu pemeliharaan terhadap mesin/peralatan
dengan laju biaya pemeliharaan minimum.
2. Interval Kerusakan Komponen
Variabel yang menyatakan interval waktu antar kerusakan yang dihitung dari
selisih antara waktu komponen selesai diperbaiki sampai dengan waktu
kerusakan komponen berikutnya.
3. Waktu Perbaikan
Variabel yang menyatakan waktu yang diperlukan untuk melakukan
perbaikan terhadap komponen yang mengalami masalah atau kerusakan
sampai mesin atau komponen tersebut dapat beroperasi dengan baik.
4. Biaya Pemeliharaan
Variabel yang menyatakan biaya tetap yang dibebankan kepada perawatan
pencegahan (preventive maintenance/PM) dan perbaikan karena adanya
kerusakan (corrective maintenance/CM) terdiri dari biaya tenaga kerja, harga
suku cadang, serta opportunity lost yaitu kerugian akibat kesempatan yang
4.5. Kerangka Berpikir
Kerangka berpikir menunjukan hubungan logis antara faktor/variabel yang
telah diidentifikasi untuk menganalisis masalah penelitian (Sinulingga, 2014).
Permasalahan pada penelitian ini adalah kerusakan mesin yang terjadi tiba-tiba
menyebabkan pemberhentian proses produksi dan menimbulkan kerugian bagi
perusahaan sehingga perlu adanya perawatan pencegahan yang terencana untuk
meredam kegagalan potensial yang akan terjadi. Perencanaan perawatan
pencegahan ditentukan berdasarkan pola interval kerusakan yang pernah terjadi
pada mesin. Selain itu lamanya waktu perbaikan yang diperlukan hingga mesin
dapat kembali beroperasi juga menjadi faktor penentu dalam menyusun rencana
perawatan pencegahan. Output yang diperoleh dari perencanaa perawatan
pencegahan ini adalah jadwal perawatan pencegahan yang optimum, yaitu jadwal
perawatan pencegahan yang memiliki laju biaya pemeliharaan minimum.
Penggunaan metode simulasi monte carlo turut mempengaruhi dalam untuk
mendapatkan jadwal perawatan pencegahan yang optimum.
Kerangka berpikir penelitian ini dapat digambarkan pada Gambar 4.1.
Interval Kerusakan Komponen
Waktu Perbaikan
Biaya Pemeliharaan
Jadwal Perawatan Pencegahan Optimum
Metode Simulasi Monte Carlo
4.6. Rancangan Penelitian
Prosedur penelitian adalah tahapan-tahapan dalam melaksanakan suatu
penelitian. Blok diagram prosedur dalam penelitian ini dapat dilihat pada Gambar
MULAI
Studi Pendahuluan
1. Kondisi Perusahaan 3. Informasi Pendukung
Studi Literatur
1. Teori Buku 2. Referensi Jurnal dan Penelitian
Identifikasi Masalah Awal
Kegagalan mesin Sheeter saat beroperasi
1. Penentuan komponen kritis pada mesin sheeter
dilakukan dengan cara melihat frekuensi breakdown yang mengacu pada prinsip Pareto.
2. Menentukan parameter keandalan dan parameter
maintainability.
• Melakukan perhitungan Time to Failure (TTF) dan Time to Repair (TTR) komponen kritis.
• Menentukan jenis distribusi data time to failure dan time to repair komponen kritis dengan softwareWeibull++ 10.
• Penentuan parameter sesuai distribusi terpilih dengan
softwareWeibull++ 10.
• Perhitungan Mean Time to Failure (MTTF) dan Mean Time to Repair (MTTR).
• Perhitungan fungsi keandalan
3. Melakukan simulasi keandalan dan maintainability
dengan metode Monte Carlo pada beberapa skenario waktu perawatan. Simulasi keandalan dan maintainability dilakukan dengan langkah-langkah berikut:
• Pembangkitan bilangan acak time to failure dan time to repair.
• Melakukan simulasi perawatan komponen kritis mesin
Sheeter terhadap beberapa skenario waktu perawatan.
• Perhitungan reliability dan laju biaya perawatan hasil simulasi komponen kritis mesin Sheeter.
4. Menentukan jadwal perawatan pencegahan optimum berdasarkan laju biaya perawatan minimum..
Kesimpulan dan Saran
Gambaran umum hasil penelitian dan masukan untuk
kebijakan perbaikan
SELESAI Analisis Pemecahan Masalah
Analisis hasil dari jadwal perawatan pencegahan optimal
Pengumpulan Data
1. Data frekuensi kegagalan mesin/ peralatan
2. Data waktu antar kegagalan dan waktu perawatan
4.7. Metode Pengumpulan Data
Metode pengumpulan data yang dilakukan pada penelitian adalah dengan
melakukan observasi. Pada penelitian ini observasi dilakukan di stasiun kerja
penggilingan untuk mengamati kondisi mesin yaitu mengenai spesifikasi mesin
dan jumlah komponen-komponen mesin yang digunakan serta jenis tindakan
perawatan yang diterapkan oleh perusahaan khususnya terhadap mesin Sheeter.
Jenis data yang digunakan pada penelitian ini adalah data sekunder. Data
sekunder yang digunakan untuk penelitian ini diperoleh langsung dari perusahaan.
Adapun data sekunder yang diperoleh dari perusahaan yaitu:
1. Data historis kerusakan mesin periode September 2015 sampai Agustus 2016.
Data kerusakan mesin diperlukan dalam penentuan interval waktu kerusakan
komponen. Interval waktu antar kerusakan dihitung dari selisih antara waktu
komponen selesai diperbaiki sampai dengan waktu kerusakan komponen
berikutnya
2. Data waktu perbaikan.
Data waktu perbaikan diperoleh dari lamanya waktu yang terpakai untuk
melakukan perbaikan setiap kali terjadi sampai mesin atau komponen dapat
beroperasi lagi dengan baik.
3. Data biaya pemeliharaan.
Data biaya perbaikan diperoleh dari biaya tetap yang dibebankan perusahaan
terhadap perbaikan karena adanya kerusakan (corrective maintenance/CM)
biaya tenaga kerja, harga suku cadang, dan opportunity lost yaitu kerugian
akibat kehilangan kapasitas produksi.
4.8. Pengolahan Data
Pengolahan data dilakukan dengan langkah-langkah sebagai berikut :
1. Menentukan komponen kritis mesin sheeter.
Penentuan komponen kritis pada mesin sheeter dilakukan dengan analisis
Pareto..
2. Menentukan parameter keandalan dan parameter maintainability.
Parameter-parameter keandalan dan maintanability digunakan untuk
melakukan simulasi perawatan. Parameter-parameter keandalan dan
maintanability dilakukan dengan langkah-langkah berikut:
a. Melakukan perhitungan Time to Failure (TTF) dan Time to Repair (TTR)
komponen kritis.
b. Menentukan jenis distribusi data time to failure dan time to repair
komponen kritis dengan softwareWeibull++ 10.
c. Penentuan parameter sesuai distribusi terpilih dengan software
Weibull++ 10.
d. Perhitungan Mean Time to Failure (MTTF) dan Mean Time to Repair
(MTTR).
3. Melakukan simulasi keandalan dan maintainability dengan metode Monte
Carlo pada beberapa skenario waktu perawatan. Simulasi keandalan dan
maintainability dilakukan dengan langkah-langkah berikut:
a. Pembangkitan bilangan acak time to failure dan time to repair.
b. Melakukan simulasi perawatan komponen kritis mesin Sheeter terhadap
beberapa skenario waktu perawatan.
c. Perhitungan reliability dan laju biaya perawatan hasil simulasi komponen
kritis mesin Sheeter.
4. Menentukan jadwal perawatan pencegahan optimum berdasarkan laju biaya
perawatan minimum.
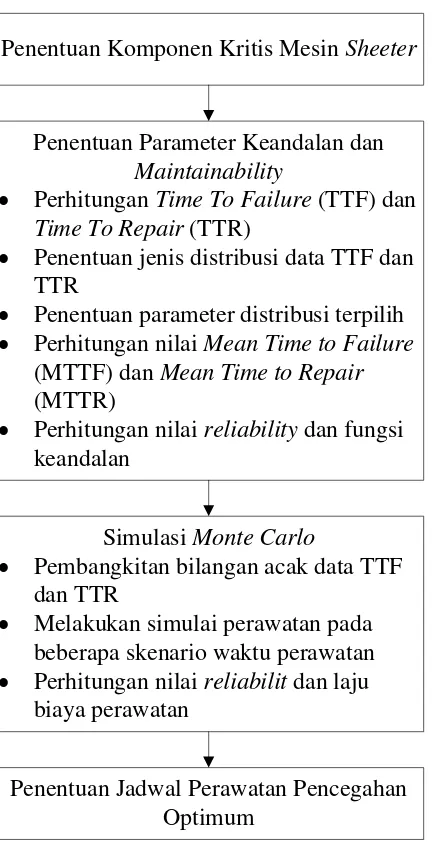
Penentuan Komponen Kritis Mesin Sheeter
Penentuan Parameter Keandalan dan Maintainability
• Perhitungan Time To Failure (TTF) dan
Time To Repair (TTR)
• Penentuan jenis distribusi data TTF dan TTR
• Penentuan parameter distribusi terpilih
• Perhitungan nilai Mean Time to Failure (MTTF) dan Mean Time to Repair (MTTR)
• Perhitungan nilai reliability dan fungsi keandalan
Simulasi Monte Carlo
• Pembangkitan bilangan acak data TTF dan TTR
• Melakukan simulai perawatan pada beberapa skenario waktu perawatan
• Perhitungan nilai reliabilit dan laju biaya perawatan
[image:34.595.207.427.108.530.2]Penentuan Jadwal Perawatan Pencegahan Optimum
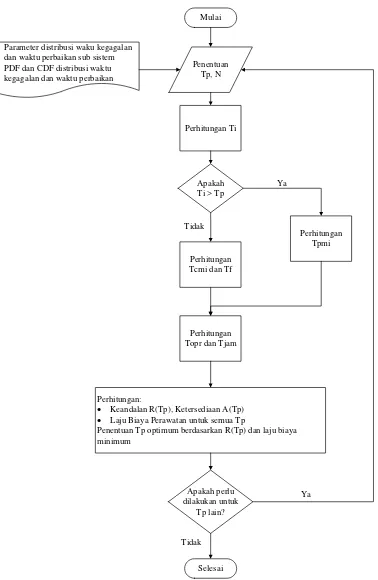
Langkah-langkah simulasi monte carlo digambarkan pada Gambar 4.4.
• Parameter distribusi waku kegagalan dan waktu perbaikan sub sistem
• PDF dan CDF distribusi waktu kegagalan dan waktu perbaikan
Mulai
Penentuan Tp, N
Perhitungan Ti
Apakah Ti > Tp
Perhitungan Tpmi
Perhitungan Tcmi dan Tf
Perhitungan Topr dan Tjam
Perhitungan:
• Keandalan R(Tp), Ketersediaan A(Tp)
• Laju Biaya Perawatan untuk semua Tp
Penentuan Tp optimum berdasarkan R(Tp) dan laju biaya minimum
Apakah perlu dilakukan untuk
Tp lain?
Selesai
Ya
Tidak
Tidak
[image:35.595.131.509.134.714.2]Ya
4.9. Analisis Data
Analisis pemecahan masalah menguraikan jawaban dari pertanyaan yang
berkaitan dengan masalah dalam penelitian ini. Analisis yang dilakukan adalah:
1. Analisis Penentuan Komponen Kritis Mesin Sheeter
Pemilihan komponen kritis mesin sheeter ditentukan dengan menggunakan
prinsip Pareto 80/20 sehingga dapat ditentukan komponen kritis yang akan
difokuskan untuk dibahas pada panelitian ini.
2. Analisis Penentuan Jadwal Perawatan Optimum
Jadwal perawatan pencegahan optimum dilakukan menggunakan simulasi
Monte Carlo pada beberapa nilai tp (waktu perawatan pencegahan) dan dipilih
berdasarkan laju biaya pemeliharaan minimum.
4.10. Kesimpulan dan Saran
Tahap terakhir yang dilakukan adalah penarikan kesimpulan yang berisi
butir penting dalam penelitian ini yaitu jadwal perawatan mesin sheeter.
Sedangkan saran yang diberikan akan diarahkan pada beberapa rancangan atau
usulan perbaikan yang bermanfaat bagi perusahaan dan penelitian-penelitian
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
Pengumpulan data dilakukan dengan mewawancarai teknisi pada bagian
maintenance. Data yang diperoleh antara lain daftar komponen mesin sheeter,
data kerusakan komponen mesin sheeter, harga komponen mesin sheeter, dan data
biaya pemeliharaan mesin sheeter pada PT. Perkebunan Nusantara III Kebun
Rantau Prapat.
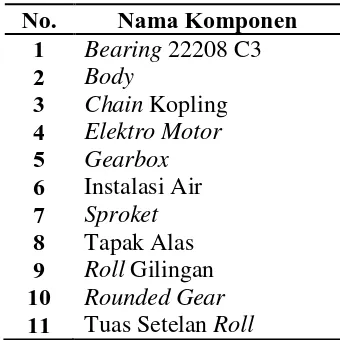
5.1.1. Daftar Komponen Mesin Sheeter
Daftar nama komponen-komponen yang terdapat pada mesin sheeter dapat
[image:37.595.225.395.507.677.2]dilihat pada Tabel 5.1.
Tabel 5.1. Daftar Komponen Mesin Sheeter
No. Nama Komponen
1 Bearing 22208 C3 2 Body
3 Chain Kopling 4 ElektroMotor 5 Gearbox
6 Instalasi Air
7 Sproket
8 Tapak Alas
9 Roll Gilingan
10 RoundedGear
11 TuasSetelan Roll
5.2. Pengolahan Data
5.2.1. Penentuan Komponen Kritis
Berdasarkan data historis frekuensi kerusakan dan biaya kerusakan pada
komponen mesin sheeter periode September 2015 sampai Agustus 2016 dari
maka dilakukan perhitungan besar biaya kerusakan untuk mendapatkan komponen
kritis mesin sheeter.
Berdasarkan aturan pareto 80/20: the law of the vital few & trivial many,
80% dari permasalahan yang terlihat dapat dikaitkan dengan 20% penyebab,
dengan kata lain bahwa total biaya kerusakan timbul akibat dari sebagian kecil
komponen rusak sedangkan sebagian besar komponen rusak lainnya tidak begitu
berkontribusi besar terhadap total biaya kerusakan yang ada. Maka komponen
kritis yang menjadi sasaran perbaikan dalam mengatasi besarnya total biaya
kerusakan yaitu komponen vital yang berkontribusi hingga 80% dari total biaya
kerusakan. Adapun komponen tersebut adalah bearing 22208 C3, rounded gear,
dan chain kopling.
5.3. Pengujian Distribusi Data Interval Kerusakan Komponen Kritis
Uji distribusi dilakukan dengan menggunakan software Weibull++ 10
untuk mengetahui jenis distribusi pada data-data interval kerusakan komponen
5.3.1. Pengujian Distribusi Komponen Bearing 22208 C3
Adapun langkah-langkah dalam pengujian ini adalah sebagai berikut.
1. Buka Weibull++ 10lalu masukkan data interval kerusakan komponen Bearing
22208 C3 pada kolom time failed.
2. Klik Life Data > Distribution Wizard
Sumber: Pengolahan Data
Gambar 5.3. Menu Ditribution Wizard
3. Pilih jenis distribusi yang akan diuji lalu klik analize. Hasil uji distribusi dan
juga ranking distribusinya ditampilkan pada gambar berikut.
Sumber: Pengolahan Data
Gambar 5.4. Kotak Dialog Distribution Wizard Komponen Bearing
4. Berdasarkan hasil uji distribusi terhadap data interval kerusakan komponen
Bearing 22208 C3 diperoleh distribusi Weibull-3P sebagai peringkat satu.
Hasil parameter pengujian distribusinya adalah sebagai berikut:
Sumber: Pengolahan Data
Gambar 5.5. Parameter Pengujian Distribusi Data Interval Waktu
Kerusakan Komponen Bearing 22208 C3
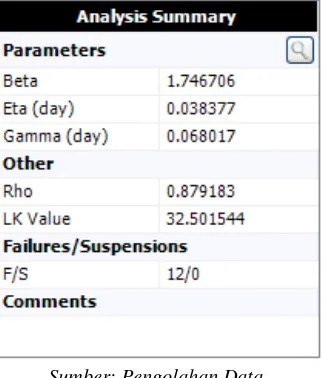
5.3.2. Pengujian Distribusi Komponen Rounded Gear
Adapun langkah-langkah dalam pengujian ini adalah sebagai berikut.
1. Buka Weibull++ 10 lalu masukkan data interval kerusakan komponen
Rounded Gear pada kolom time failed.
2. Klik Life Data > Distribution Wizard
[image:40.595.233.394.198.395.2]Sumber: Pengolahan Data
3. Pilih jenis distribusi yang akan diuji lalu klik analize. Hasil uji distribusi dan
juga ranking distribusinya ditampilkan pada gambar berikut.
[image:41.595.236.389.518.705.2]Sumber: Pengolahan Data
Gambar 5.8. Kotak Dialog Distribution Wizard Komponen Rounded Gear
4. Berdasarkan hasil uji distribusi terhadap data interval kerusakan komponen
Rounded Gear diperoleh distribusi Weibull-3P sebagai peringkat satu. Hasil
parameter pengujian distribusinya adalah sebagai berikut:
Sumber: Pengolahan Data
Gambar 5.9. Parameter Pengujian Distribusi Data Interval Waktu
5.3.3. Pengujian Distribusi Komponen Chain Kopling
Adapun langkah-langkah dalam pengujian ini adalah sebagai berikut.
1. Buka Weibull++ 10 lalu masukkan data interval kerusakan komponen Chain
Kopling pada kolom time failed.
2. Klik Life Data > Distribution Wizard
Sumber: Pengolahan Data
Gambar 5.11. Menu Ditribution Wizard
3. Pilih jenis distribusi yang akan diuji lalu klik analize. Hasil uji distribusi dan
juga ranking distribusinya ditampilkan pada gambar berikut.
Sumber: Pengolahan Data
Gambar 5.12. Kotak Dialog Distribution Wizard Komponen Chain
4. Berdasarkan hasil uji distribusi terhadap data interval kerusakan komponen
Chain Kopling diperoleh distribusi Weibull-2P sebagai peringkat satu. Hasil
parameter pengujian distribusinya adalah sebagai berikut:
[image:43.595.232.393.198.396.2]Sumber: Pengolahan Data
Gambar 5.13. Parameter Pengujian Distribusi Data Interval Waktu
Kerusakan Komponen Chain Kopling
5.4. Pengujian Distribusi Waktu Perbaikan Komponen Mesin Kritis
Uji distribusi dilakukan dengan menggunakan software Weibull++ 10
untuk mengetahui jenis distribusi pada data waktu perbaikan komponen kritis
mesin sheeter dan parameter distribusi waktu perbaikannya.
5.4.1. Pengujian Distribusi Komponen Bearing 22208 C3
Adapun langkah-langkah dalam pengujian ini adalah sebagai berikut.
1. Buka Weibull++ 10 lalu masukkan data waktu perbaikan komponen Bearing
22208 C3 pada kolom time failed.
Sumber: Pengolahan Data
Gambar 5.15. Menu Ditribution Wizard
3. Pilih jenis distribusi yang akan diuji lalu klik analize. Hasil uji distribusi dan
juga ranking distribusinya ditampilkan pada gambar berikut.
Sumber: Pengolahan Data
Gambar 5.16. Kotak Dialog Distribution Wizard Komponen Bearing
22208 C3
4. Berdasarkan hasil uji distribusi terhadap data waktu perbaikan komponen
Bearing 22208 C3 diperoleh distribusi Weibull-3P sebagai peringkat satu.
Sumber: Pengolahan Data
Gambar 5.17. Parameter Pengujian Distribusi Data Waktu Perbaikan
Komponen Bearing 22208 C3
5.4.2. Pengujian Distribusi Komponen Rounded Gear
Adapun langkah-langkah dalam pengujian ini adalah sebagai berikut.
1. Buka Weibull++ 10 lalu masukkan data waktu perbaikankomponen Rounded
Gear pada kolom time failed.
2. Klik Life Data > Distribution Wizard
[image:45.595.234.395.114.312.2]Sumber: Pengolahan Data
Gambar 5.19. Menu Ditribution Wizard
3. Pilih jenis distribusi yang akan diuji lalu klik analize. Hasil uji distribusi dan
Sumber: Pengolahan Data
Gambar 5.20. Kotak Dialog Distribution Wizard Komponen Rounded Gear
4. Berdasarkan hasil uji distribusi terhadap data waktu perbaikankomponen
Rounded Gear diperoleh distribusi Weibull-3P sebagai peringkat satu. Hasil
parameter pengujian distribusinya adalah sebagai berikut:
Sumber: Pengolahan Data
Gambar 5.21. Parameter Pengujian Distribusi Data Waktu Perbaikan
5.4.3. Pengujian Distribusi Komponen Chain Kopling
Adapun langkah-langkah dalam pengujian ini adalah sebagai berikut.
1. Buka Weibull++ 10 lalu masukkan data waktu perbaikan komponen Chain
Kopling pada kolom time failed.
2. Klik Life Data > Distribution Wizard
Sumber: Pengolahan Data
Gambar 5.23. Menu Ditribution Wizard
3. Pilih jenis distribusi yang akan diuji lalu klik analize. Hasil uji distribusi dan
juga ranking distribusinya ditampilkan pada gambar berikut.
Sumber: Pengolahan Data
Gambar 5.24. Kotak Dialog Distribution Wizard Komponen Chain
4. Berdasarkan hasil uji distribusi terhadap data waktu perbaikankomponen
Chain Kopling diperoleh distribusi Weibull-2P sebagai peringkat satu. Hasil
parameter pengujian distribusinya adalah sebagai berikut:
[image:48.595.233.394.200.395.2]Sumber: Pengolahan Data
Gambar 5.25. Parameter Pengujian Distribusi Data Waktu Perbaikan
Komponen Chain Kopling
5.5. Rekapitulasi Jenis dan Paramater Distribusi Interval Kerusakan dan
Waktu Perbaikan
Rekapitulasi hasil pengujian jenis dan paramater distibusi interval
kerusakan dengan menggunakan software Weibull++ 10 pada komponen kritis
Tabel 5.11. Rekapitulasi Penentuan Jenis dan Paramater Distibusi Interval
Kerusakan Komponen Kritis Mesin Sheeter
No Komponen Jenis Distribusi
Parameter Shape
(β)
Scale
(η) Location (γ)
1 Bearing 22208 C3 Weibull-3P 9,6285 13,3152 12,2550
2 Rounded Gear Weibull-3P 3,1766 11,1410 22,4300
3 Chain Kopling Weibull-2P 6,7405 45,8675 -
Sumber: Penglohana Data
Rekapitulasi hasil pengujian jenis dan paramater distibusi waktu perbaikan
dengan menggunakan software Weibull++ 10 pada komponen kritis mesin
sheeter ditunjukkan pada Tabel 5.12.
Tabel 5.12. Rekapitulasi Penentuan Jenis dan Paramater Distibusi Waktu
Perbaikan Komponen Kritis Mesin Sheeter
No Komponen Jenis Distribusi
Parameter Shape
(β)
Scale
(η) Location (γ)
1 Bearing 22208 C3 Weibull-3P 4,8069 0,0891 0,0282
2 Rounded Gear Weibull-3P 1,7467 0,0383 0,0680
3 Chain Kopling Weibull-3P 2,0234 0,0370 0,0447
Sumber: Penglohana Data
5.6. Perhitungan MTTF, MTTR, Fungsi Keandalan dan Laju Biaya
Pemeliharaan Aktual Komponen Kritis
Setelah parameter-parameter distribusi interval kerusakan dan waktu
perbaikan setiap komponen kritis diperoleh maka langkah selanjutnya adalah
menentukan nilai MTTF, MTTR, fungsi keandalan, dan laju biaya pemeliharaan
5.6.1. Komponen Bearing 22208 C3
Langkah-langkahnya adalah sebagai berikut:
1. Perhitungan Nilai MTTF
Perhitungan MTTF komponen Bearing 22208 C3 menggunakan parameter
distribusi interval kerusakan yang telah diperoleh sebelumnya. Perhitungan
nilai MTTF adalah sebagai berikut:
MTTF=γ+ηΓ� 1β+1 �
= 12,2550+(13,3152)Γ� 1
9,6285+1 �
= 12,2550+(13,3152)Γ( 1,10)
= 12,2550+(13,3152)(0,95135))
= 24,9224
2. Perhitungan Nilai MTTR
Perhitungan MTTR komponen Bearing 22208 C3 menggunakan parameter
distribusi data waktu perbaikan yang telah diperoleh sebelumnya.
Perhitungan nilai MTTR adalah sebagai berikut:
MTTR=γ+ηΓ� 1β+1 �
= 0,0282+(0,0891)Γ� 1
4,8069+1 �
= 0,0282+(0,0891)Γ(1,21 )
= 0,0282+(0,0891)(0,91558)
3. Perhitungan Fungsi Keandalan
Fungsi keandalan terhadap interval waktu kerusakan dimodelkan sebagai
berikut:
Keandalan (R(t)) = exp�–�t-γ
η� β
�
= exp�–�24,9224-12,2550
13,3152 � 9,6285
�
= 0,5387
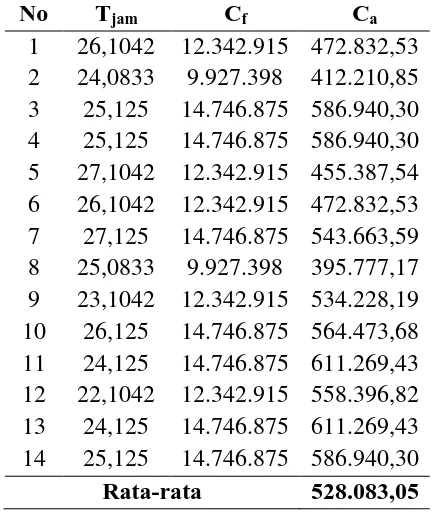
4. Perhitungan Laju Biaya Pemeliharaan Aktual
Total biaya pemeliharaan korektif dihitung dengan rumus:
Cf = harga komponen + (biaya tenaga kerja+biaya kehilangan produksi) x TTR
Sedangkan laju biaya pemeliharaan aktual dapat dihitung dengan
menggunakan rumus:
Ca= Cf Tjam
Dimana : Cf = Total biaya pemeliharaan aktual
Ca = Laju biaya pemeliharaan aktual
TTR = Waktu perbaikan setiap kerusakan
Tjam = TTF (time to failure) + TTR
Hasil perhitungan laju biaya pemeliharaan aktual dapat dilihat pada tabel
Tabel 5.13. Laju Biaya Pemeliharaan Aktual Bearing 22208 C3
No Tjam Cf Ca
1 26,1042 12.342.915 472.832,53
2 24,0833 9.927.398 412.210,85
3 25,125 14.746.875 586.940,30
4 25,125 14.746.875 586.940,30
5 27,1042 12.342.915 455.387,54
6 26,1042 12.342.915 472.832,53
7 27,125 14.746.875 543.663,59
8 25,0833 9.927.398 395.777,17
9 23,1042 12.342.915 534.228,19
10 26,125 14.746.875 564.473,68
11 24,125 14.746.875 611.269,43
12 22,1042 12.342.915 558.396,82
13 24,125 14.746.875 611.269,43
14 25,125 14.746.875 586.940,30
Rata-rata 528.083,05
Sumber: Pengolahan Data
5.6.2. Komponen Rounded Gear
Langkah-langkahnya adalah sebagai berikut:
1. Perhitungan Nilai MTTF
Perhitungan MTTF komponen Rounded Gear menggunakan parameter
distribusi interval kerusakan yang telah diperoleh sebelumnya. Perhitungan
nilai MTTF adalah sebagai berikut:
MTTF=γ+ηΓ� 1β+1 �
= 22,4300+(11,1410)Γ� 1
3,1766+1 �
= 22,4300+(11,1410)Γ( 1,31)
2. Perhitungan Nilai MTTR
Perhitungan MTTR komponen Rounded Gear menggunakan parameter
distribusi data waktu perbaikan yang telah diperoleh sebelumnya.
Perhitungan nilai MTTR adalah sebagai berikut:
MTTR=γ+ηΓ� 1β+1 �
= 0,0680+(0,0891)Γ� 1
1,7467+1 �
= 0,0680+(0,0891)Γ(1,57)
= 0,0680+(0,0891)(0,89049)
= 0,1021
3. Perhitungan Fungsi Keandalan
Fungsi keandalan terhadap interval waktu kerusakan dimodelkan sebagai
berikut:
Keandalan (R(t)) = exp�–�t-γ
η� β
�
= exp�–�32,4123-22,4300
11,1410 � 3,1766
�
= 0,4939
4. Perhitungan Laju Biaya Pemeliharaan
Total biaya pemeliharaan korektif dihitung dengan rumus:
Cf = harga komponen + (biaya tenaga kerja+biaya kehilangan produksi) x TTR
Sedangkan laju biaya pemeliharaan aktual dapat dihitung dengan
menggunakan rumus:
Dimana : Cf = Total biaya pemeliharaan aktual
Ca = Laju biaya pemeliharaan aktual
TTR = Waktu perbaikan setiap kerusakan
Tjam = TTF (time to failure) + TTR
Hasil perhitungan laju biaya pemeliharaan aktual dapat dilihat pada tabel
[image:54.595.203.419.307.515.2]berikut:
Tabel 5.14. Laju Biaya Pemeliharaan Aktual Rounded Gear
No Tjam Cf Ca
1 31,0833 9.727.398 312.946,10
2 37,0833 9.727.398 262.312,08
3 28,125 14.546.875 517.222,22
4 34,1042 12.142.915 356.053,36
5 31,125 14.546.875 467.369,48
6 31,1042 12.142.915 390.394,71
7 35,0833 9.727.398 277.265,75
8 34,0833 9.727.398 285.400,69
9 30,125 14.546.875 482.883,82
10 28,1042 12.142.915 432.067,63
11 37,0833 9.727.398 262.312,08
Rata-rata 367.838,90
5.6.3. Komponen Chain Kopling
Langkah-langkahnya adalah sebagai berikut:
1. Perhitungan Nilai MTTF
Perhitungan MTTF komponen Chain Kopling menggunakan parameter
distribusi interval kerusakan yang telah diperoleh sebelumnya. Perhitungan
nilai MTTF adalah sebagai berikut:
MTTF=ηΓ� 1β+1 �
= (45,8675)Γ� 1
6,7405+1 �
= (45,8675)Γ( 1,15)
= (45,8675)(0,93304)
= 42,7962
2. Perhitungan Nilai MTTR
Perhitungan MTTR komponen Chain Kopling menggunakan parameter
distribusi data waktu perbaikan yang telah diperoleh sebelumnya.
Perhitungan nilai MTTR adalah sebagai berikut:
MTTR=γ+ηΓ� 1
β+1 �
= 0,0447+(0,0370)Γ� 1
2,0234+1 �
= 0,0447+(0,0370)Γ(1,49 )
= 0,0447+(0,0370)(0,88595)
3. Perhitungan Fungsi Keandalan
Fungsi keandalan terhadap interval waktu kerusakan dimodelkan sebagai
berikut:
Keandalan (R(t)) = exp�–�t
η� β
�
= exp�–�42,7962
45,8675� 6,7405
�
= 0,5343
4. Perhitungan Laju Biaya Pemeliharaan
Total biaya pemeliharaan korektif dihitung dengan rumus:
Cf = harga komponen + (biaya tenaga kerja+biaya kehilangan produksi) x TTR
Sedangkan laju biaya pemeliharaan aktual dapat dihitung dengan
menggunakan rumus:
Ca= Cf Tjam
Dimana : Cf = Total biaya pemeliharaan aktual
Ca = Laju biaya pemeliharaan aktual
TTR = Waktu perbaikan setiap kerusakan
Tjam = TTF (time to failure) + TTR
Hasil perhitungan laju biaya pemeliharaan aktual dapat dilihat pada tabel
Tabel 5.15. Laju Biaya Pemeliharaan Aktual Chain Kopling
No Tjam Cf Ca
1 39,1042 12.172.915 311.294,31
2 48,0833 9.757.398 202.926,95
3 50,0625 7.353.438 146.885,14
4 48,0625 7.353.438 152.997,40
5 38,0625 7.353.438 193.193,76
6 41,0833 9.757.398 237.502,77
7 31,0833 9.757.398 313.911,25
8 49,0625 7.353.438 149.878,98
Rata-rata 213.573,82
Sumber: Pengolahan Data
Rekapitulasi hasil perhitungan nilai MTTF, MTTR, nilai keandalan, dan
laju biaya pemeliharaan aktual komponen kritis mesin sheeter ditunjukkan pada
tabel 5.16.
Tabel 5.16. Rekapitulasi Perhitungan Nilai MTTF, MTTR, Keandalan, dan
Laju Biaya Pemeliharaan Aktual Komponen Kritis Mesin Sheeter
No Komponen MTTF
(hari)
MTTR (hari)
Keandalan (%)
Laju Biaya Pemeliharaan (Rp/hari)
1 Bearing 22208 C3 24,9224 0,1098 53,87 528.083,05
2 Rounded Gear 32,4123 0,1021 49,39 367.838,90
3 Chain Kopling 42,7962 0,0775 53,43 213.573,82
Sumber: Pengolahan Data
5.7. Simulasi Monte Carlo
Simulasi Monte Carlo dilakukan dengan menggunakan perangkat lunak
Excel untuk menghasilkan random number sebagai pengganti fungsi laju
kerusakan F(t) dan fungsi laju perbaikan M(t). Simulasi dilakukan sebanyak 100
dihasilkan oleh perangkat lunak Weibull++ 10 dari langkah pertama digunakan
sebagai input pada simulasi Monte Carlo.
5.7.1. Pembangkitan Random Number
Pembangkitan random number bertujuan untuk menghasilkan nilai-nilai
yang mempunyai distribusi setara dengan populasi data TTF dan TTR komponen
kritis mesin sheeter yang sebenarnya. Unsur dasar dalam pembangkitan random
number adalah data berdistribusi uniform (0,1) yang dibangkitkan dengan
[image:58.595.161.465.385.618.2]menggunakan software Microsoft Excel dengan fungsi =RAND().
Tabel 17. Hasil Pembangkitan Random Number
No Random Number No Random Number
1 0,1979 14 0,1509
2 0,7393 15 0,0100
3 0,8480 16 0,7641
4 0,9474 17 0,9346
5 0,4415 18 0,5062
6 0,5955 19 0,1784
7 0,8909 20 0,4411
8 0,6671 21 0,7726
9 0,5254 22 0,0672
10 0,6397 23 0,3886
11 0,5516 24 0,4563
12 0,1342 25 0,6447
Tabel 17. Hasil Pembangkitan Random Number (Lanjutan)
No Random Number No Random Number
27 0,9325 64 0,1227
28 0,7958 65 0,5227
29 0,5925 66 0,5809
30 0,6561 67 0,2912
31 0,7287 68 0,2217
32 0,7536 69 0,5156
33 0,4845 70 0,6855
34 0,7747 71 0,3480
35 0,3935 72 0,2556
36 0,2859 73 0,0948
37 0,6641 74 0,5747
38 0,5886 75 0,9562
39 0,4957 76 0,6105
40 0,1811 77 0,1099
41 0,8707 78 0,9659
42 0,5702 79 0,3568
43 0,8565 80 0,7169
44 0,3806 81 0,6021
45 0,9144 82 0,5886
46 0,1620 83 0,5173
47 0,5989 84 0,8449
48 0,1820 85 0,5744
49 0,2581 86 0,3095
50 0,9531 87 0,2880
51 0,3358 88 0,7168
52 0,9485 89 0,1481
53 0,1262 90 0,3601
54 0,6286 91 0,6056
55 0,4436 92 0,5570
56 0,6304 93 0,8863
57 0,5443 94 0,0291
58 0,9678 95 0,8752
59 0,2704 96 0,9447
60 0,3995 97 0,7943
61 0,7395 98 0,0619
62 0,6167 99 0,6382
63 0,7545 100 0,4709
5.7.2. Transformasi Data Random Number
Data random number yang dibangkitkan harus dikonversi ke distribusi
non-uniform dengan metode transformasi invers. Transformasi invers (t)
dilakukan menggunakan fungsi distribusi kumulatif (cummulative distribution
function).
F(t) untuk distribusi weibull = 1-e–�
t-γ
η� β
U = 1−e–� t−γ
η � β
e–� t−γ
η � β
= 1−U
ln�e–� t−γ
η � β
� = ln(1−U)
–�t−ηγ�β = ln(1−U)
t = γ+η[−ln(1−U)] 1 β
t = γ+η[−ln(U)] 1 β
Hasil transformasi random number terhadap data TTF dan TTR
Tabel 5.18. Transformasi Data Random Number Terhadap TTF dan TTR
Komponen Komponen Kritis
No Random
Number
Bearing 22208C3 Rounded Gear Chain Kopling
TTF (hari) TTR (hari) TTF (hari) TTR (hari) TTF (hari) TTR (hari)
1 0,1979 26,2543 0,1267 35,3982 0,1185 49,2706 0,0917
2 0,7393 24,0134 0,0977 30,0728 0,0873 38,4036 0,0652
3 0,8480 23,2969 0,0894 28,7466 0,0816 35,1046 0,0599
4 0,9474 22,0889 0,0768 26,8760 0,0752 29,7500 0,0534
5 0,4415 25,2946 0,1136 32,8865 0,1021 44,5172 0,0782
6 0,5955 24,6918 0,1059 31,4892 0,0943 41,6071 0,0714
7 0,8909 22,8964 0,0851 28,0774 0,0791 33,3001 0,0574
8 0,6671 24,3765 0,1020 30,8108 0,0908 40,1087 0,0684
9 0,5254 24,9745 0,1095 32,1278 0,0978 42,9647 0,0745
10 0,6397 24,5013 0,1035 31,0750 0,0921 40,6996 0,0695
11 0,5516 24,8711 0,1082 31,8908 0,0964 42,4664 0,0733
12 0,1342 26,5703 0,1312 36,3060 0,1251 50,8670 0,0969
13 0,8016 23,6388 0,0933 29,3583 0,0841 36,6677 0,0623
14 0,1509 26,4812 0,1299 36,0456 0,1232 50,4149 0,0954
15 0,0100 27,8588 0,1506 40,4484 0,1598 57,5310 0,1234
16 0,7641 23,8730 0,0960 29,7995 0,0861 37,7501 0,0640
17 0,9346 22,3209 0,0791 27,2016 0,0762 30,7577 0,0545
18 0,5062 25,0490 0,1105 32,3010 0,0987 43,3246 0,0753
19 0,1784 26,3449 0,1280 35,6541 0,1203 49,7264 0,0931
20 0,4411 25,2961 0,1137 32,8902 0,1022 44,5245 0,0782
21 0,7726 23,8225 0,0954 29,7027 0,0856 37,5157 0,0636
22 0,0672 27,0172 0,1378 37,6608 0,1356 53,1499 0,1051
Tabel 5.18. Transformasi Data Random Number Terhadap TTF dan TTR
Komponen Komponen Kritis (Lanjutan)
No Random
Number
Bearing 22208C3 Rounded Gear Chain Kopling
TTF (hari) TTR (hari) TTF (hari) TTR (hari) TTF (hari) TTR (hari)
24 0,4563 25,2389 0,1129 32,7519 0,1013 44,2462 0,0775
25 0,6447 24,4790 0,1033 31,0273 0,0919 40,5936 0,0693
26 0,4639 25,2103 0,1125 32,6830 0,1009 44,1067 0,0772
27 0,9325 22,3552 0,0794 27,2510 0,0763 30,9074 0,0546
28 0,7958 23,6771 0,0937 29,4291 0,0844 36,8439 0,0625
29 0,5925 24,7043 0,1061 31,5169 0,0944 41,6670 0,0716
30 0,6561 24,4273 0,1026 30,9177 0,0914 40,3490 0,0688
31 0,7287 24,0706 0,0983 30,1860 0,0878 38,6706 0,0657
32 0,7536 23,9337 0,0967 29,9168 0,0866 38,0320 0,0645
33 0,4845 25,1322 0,1115 32,4968 0,0999 43,7273 0,0763
34 0,7747 23,8098 0,0953 29,6786 0,0855 37,4569 0,0635
35 0,3935 25,4742 0,1160 33,3292 0,1048 45,3957 0,0804
36 0,2859 25,8848 0,1216 34,3881 0,1116 47,4232 0,0860
37 0,6641 24,3905 0,1022 30,8401 0,0910 40,1747 0,0685
38 0,5886 24,7206 0,1063 31,5528 0,0946 41,7446 0,0717
39 0,4957 25,0894 0,1110 32,3957 0,0993 43,5199 0,0758
40 0,1811 26,3321 0,1278 35,6177 0,1200 49,6618 0,0929
41 0,8707 23,0984 0,0873 28,4087 0,0803 34,2069 0,0586
42 0,5702 24,7961 0,1072 31,7215 0,0955 42,1066 0,0725
43 0,8565 23,2255 0,0886 28,6237 0,0812 34,7812 0,0594
44 0,3806 25,5225 0,1167 33,4504 0,1055 45,6328 0,0811
45 0,9144 22,6179 0,0821 27,6412 0,0776 32,0621 0,0559
46 0,1620 26,4248 0,1291 35,8826 0,1220 50,1296 0,0944
47 0,5989 24,6776 0,1057 31,4577 0,0941 41,5390 0,0713
48 0,1820 26,3278 0,1277 35,6056 0,1200 49,6404 0,0928
49 0,2581 25,9964 0,1231 34,6874 0,1136 47,9790 0,0877
50 0,9531 21,9694 0,0756 26,7143 0,0747 29,2352 0,0530
51 0,3358 25,6915 0,1189 33,8815 0,1083 46,4655 0,0833
52 0,9485 22,0667 0,0765 26,8457 0,0751 29,6544 0,0534
53 0,1262 26,6152 0,1319 36,4383 0,1261 51,0949 0,0977
54 0,6286 24,5503 0,1042 31,1802 0,0927 40,9324 0,0700
55 0,4436 25,2867 0,1135 32,8674 0,1020 44,4788 0,0781
Tabel 5.18. Transformasi Data Random Number Terhadap TTF dan TTR
Komponen Komponen Kritis (Lanjutan)
No Random
Number
Bearing 22208C3 Rounded Gear Chain Kopling
TTF (hari) TTR (hari) TTF (hari) TTR (hari) TTF (hari) TTR (hari)
57 0,5443 24,9001 0,1085 31,9569 0,0968 42,6062 0,0736
58 0,9678 21,5900 0,0719 26,2269 0,0734 27,6176 0,0515
59 0,2704 25,9466 0,1224 34,5532 0,1127 47,7307 0,0869
60 0,3995 25,4517 0,1157 33,2732 0,1045 45,2856 0,0802
61 0,7395 24,0123 0,0976 30,0706 0,0873 38,3985 0,0652
62 0,6167 24,6019 0,1048 31,2921 0,0933 41,1781 0,0705
63 0,7545 23,9286 0,0967 29,9068 0,0865 38,0082 0,0645
64 0,1227 26,6354 0,1322 36,4979 0,1265 51,1974 0,0981
65 0,5227 24,9851 0,1096 32,1522 0,0979 43,0155 0,0746
66 0,5809 24,7524 0,1067 31,6235 0,0950 41,8969 0,0721
67 0,2912 25,8639 0,1213 34,3326 0,1112 47,3194 0,0857
68 0,2217 26,1491 0,1252 35,1049 0,1164 48,7422 0,0900
69 0,5156 25,0127 0,1100 32,2163 0,0983 43,1489 0,0749
70 0,6855 24,2893 0,1010 30,6293 0,0899 39,6968 0,0676
71 0,3480 25,6452 0,1183 33,7622 0,1075 46,2369 0,0827
72 0,2556 26,0066 0,1232 34,7151 0,1138 48,0300 0,0878
73 0,0948 26,8096 0,1347 37,0210 0,1306 52,0858 0,1012
74 0,5747 24,7778 0,1070 31,6803 0,0953 42,0187 0,0723
75 0,9562 21,8991 0,0749 26,6209 0,0745 28,9332 0,0527
76 0,6105 24,6285 0,1051 31,3500 0,0936 41,3047 0,0708
77 0,1099 26,7120 0,1333 36,7264 0,1283 51,5876 0,0994
78 0,9659 21,6467 0,0725 26,2972 0,0736 27,8576 0,0517
79 0,3568 25,6119 0,1179 33,6771 0,1070 46,0729 0,0823
80 0,7169 24,1325 0,0991 30,3098 0,0884 38,9602 0,0662
81 0,6021 24,6641 0,1056 31,4281 0,0940 41,4747 0,0712
82 0,5886 24,7206 0,1063 31,5528 0,0946 41,7446 0,0717
83 0,5173 25,0061 0,1099 32,2009 0,0982 43,1170 0,0748
84 0,8449 23,3221 0,0897 28,7904 0,0818 35,2192 0,0600
85 0,5744 24,7790 0,1070 31,6831 0,0953 42,0245 0,0723
86 0,3095 25,7925 0,1203 34,1443 0,1100 46,9650 0,0847
87 0,2880 25,8765 0,1215 34,3661 0,1114 47,3820 0,0859
Tabel 5.18. Transformasi Data Random Number Terhadap TTF dan TTR
Komponen Komponen Kritis (Lanjutan)
No Random
Number
Bearing 22208C3 Rounded Gear Chain Kopling
TTF (hari) TTR (hari) TTF (hari) TTR (hari) TTF (hari) TTR (hari)
89 0,1481 26,4957 0,1301 36,0879 0,1235 50,4887 0,0956
90 0,3601 25,5995 0,1177 33,6454 0,1068 46,0116 0,0821
91 0,6056 24,6493 0,1054 31,3956 0,0938 41,4040 0,0710
92 0,5570 24,8495 0,1079 31,8417 0,0962 42,3625 0,0731
93 0,8863 22,9449 0,0856 28,1559 0,0794 33,5174 0,0577
94 0,0291 27,4370 0,1441 39,0120 0,1469 55,3222 0,1138
95 0,8752 23,0558 0,0868 28,3377 0,0801 34,0149 0,0584
96 0,9447 22,1416 0,0773 26,9486 0,0754 29,9781 0,0537
97 0,7943 23,6868 0,0938 29,4473 0,0845 36,8889 0,0626
98 0,0619 27,0632 0,1384 37,8052 0,1368 53,3868 0,1061
99 0,6382 24,5080 0,1036 31,0893 0,0922 40,7313 0,0696
100 0,4709 25,1838 0,1122 32,6196 0,1006 43,9781 0,0769
Sumber: Pengolahan Data
5.7.3. Penentuan Interval Waktu Perawatan Pencegahan Optimum
Simulasi Monte Carlo dilakukan pada beberapa nilai tp (waktu perawatan)
terhadap data TTF dan TTR dari hasil transformasi random number untuk
mendapatkan interval waktu perawatan pencegahan optimum, yaitu waktu
perawatan pencegahan yang memiliki laju biaya pemeliharaan minimum.
Langkah-langkah penentuan interval waktu perawatan pencegahan optimum yang
dilakukan dalam simulasi monte carlo adalah sebagai berikut:
8. Penentuan nilai ti
9. Penentuan Kesuksesan/Kegagalan Sub Sistem
c. Sub sistem sukses beroperasi apabila waktu menuju kerusakan berikutnya
(Ti) lebih besar dari jadwal perawatan pencegahan (Tp). Jika sub sistem
sukses beroperasi maka harus dilakukan perawa