Informasi Dokumen
- Penulis:
- Arga Togu Halomoan Hutagaol
- Pengajar:
- Ir. Sugih Arto P, MM.
- Ir. Dini Wahyuni, MT.
- Ir. Rosnani Ginting, MT
- Prof. Dr. Ir. Sukaria Sinulingga, M.Eng.
- Sekolah: Universitas Sumatera Utara
- Mata Pelajaran: Teknik Industri
- Topik: Analisis Potensi Bahaya Dan Sikap Kerja Operator Untuk Menentukan Dan Mencegah Penyebab Kecelakaan Dan Kelelahan Akibat Kerja Di PTPN-IV BAH JAMBI
- Tipe: tugas sarjana
- Tahun: 2008
- Kota: Medan
Ringkasan Dokumen
I. PENDAHULUAN
Bagian ini menjelaskan latar belakang permasalahan yang dihadapi di PTPN-IV PKS Bah Jambi, termasuk pentingnya keselamatan dan kesehatan kerja (K3) dalam industri. Penelitian ini bertujuan untuk mengidentifikasi potensi bahaya dan mengevaluasi sikap kerja operator untuk mencegah kecelakaan dan kelelahan akibat kerja. Penelitian ini relevan dengan tujuan pendidikan dalam memahami pentingnya K3 dan aplikasinya dalam dunia industri.
1.1. Latar Belakang Permasalahan
Latar belakang menjelaskan pentingnya keselamatan dalam industri, terutama di PTPN-IV PKS Bah Jambi, di mana kecelakaan kerja dan kelelahan sering terjadi. Penelitian ini bertujuan untuk mengidentifikasi bahaya dan memperbaiki kondisi kerja. Hal ini penting untuk pendidikan teknik industri, karena memberikan pemahaman tentang pengelolaan risiko di tempat kerja.
1.2. Perumusan Permasalahan
Bagian ini merumuskan masalah yang berkaitan dengan kecelakaan kerja dan kelelahan. Analisis dilakukan dengan menggunakan metode Job Safety Analysis (JSA) untuk mengidentifikasi bahaya dan solusi preventif. Ini memberikan wawasan kepada mahasiswa tentang metode analisis risiko yang dapat diterapkan di industri.
1.3. Tujuan Penelitian
Tujuan penelitian ini adalah untuk mengidentifikasi bahaya di tiga stasiun kerja dan mengevaluasi prosedur kerja. Ini memberikan tujuan yang jelas bagi mahasiswa untuk memahami pentingnya analisis dan evaluasi dalam menciptakan lingkungan kerja yang aman.
1.4. Manfaat Penelitian
Manfaat penelitian ini mencakup aplikasi teori dalam praktik, memberikan wawasan tentang langkah-langkah perusahaan untuk memecahkan masalah, dan memberikan masukan bagi perusahaan. Ini relevan untuk pendidikan karena menghubungkan teori dengan praktik industri.
1.5. Ruang Lingkup dan Asumsi
Ruang lingkup penelitian mencakup analisis di tiga stasiun kerja dengan variabel operator, lingkungan kerja, dan peralatan. Pembatasan ini membantu mahasiswa memahami fokus penelitian dan relevansinya dalam konteks industri.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika penulisan memberikan panduan tentang struktur tugas akhir, membantu mahasiswa memahami cara penyusunan laporan penelitian yang sistematis dan terstruktur.
II. GAMBARAN UMUM PERUSAHAAN
Bagian ini memberikan gambaran menyeluruh tentang PTPN-IV PKS Bah Jambi, termasuk sejarah, ruang lingkup usaha, lokasi, dan organisasi manajemen. Pemahaman yang mendalam tentang perusahaan penting bagi mahasiswa untuk memahami konteks penelitian.
2.1. Sejarah Perusahaan
Sejarah perusahaan menjelaskan perubahan status dan evolusi PTPN-IV PKS Bah Jambi. Ini memberikan konteks sejarah yang penting bagi mahasiswa untuk memahami latar belakang perusahaan dan dampaknya terhadap operasi saat ini.
2.2. Ruang Lingkup Bidang Usaha
Ruang lingkup usaha menjelaskan fokus perusahaan pada pengolahan kelapa sawit. Informasi ini penting bagi mahasiswa untuk memahami industri yang menjadi objek penelitian dan tantangan yang dihadapi.
2.3. Lokasi Perusahaan
Lokasi perusahaan yang strategis memberikan keuntungan dalam distribusi dan akses ke sumber daya. Pemahaman tentang lokasi ini penting bagi mahasiswa dalam konteks logistik dan manajemen rantai pasokan.
2.4. Daerah Pemasaran
Bagian ini menjelaskan bagaimana hasil produksi dipasarkan, memberikan wawasan tentang strategi pemasaran dalam industri. Ini relevan untuk pendidikan karena mengajarkan mahasiswa tentang pentingnya pemasaran dalam keberhasilan perusahaan.
2.5. Organisasi dan Manajemen
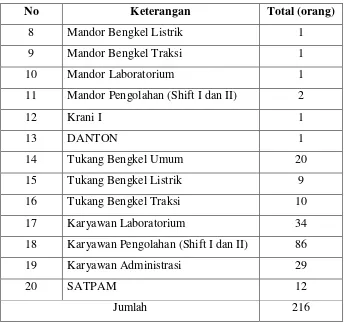
Struktur organisasi dan manajemen perusahaan dijelaskan untuk menunjukkan bagaimana tugas dan tanggung jawab dibagi. Ini memberikan pemahaman kepada mahasiswa tentang pentingnya organisasi dalam mencapai efisiensi operasional.
2.6. Proses Produksi
Proses produksi memberikan gambaran tentang bagaimana kelapa sawit diolah menjadi produk akhir. Ini penting untuk pendidikan teknik industri, karena mahasiswa belajar tentang proses dan teknologi yang digunakan dalam industri.
III. LANDASAN TEORI
Landasan teori menjelaskan konsep-konsep penting yang mendasari penelitian ini, seperti ergonomi, keselamatan kerja, dan analisis jalur. Pemahaman teori ini sangat penting untuk mahasiswa agar dapat menerapkan pengetahuan dalam konteks praktis.
3.1. Ergonomi
Ergonomi membahas interaksi antara manusia dan elemen-elemen sistem kerja. Ini penting untuk mengurangi kelelahan dan meningkatkan produktivitas, memberikan dasar bagi mahasiswa untuk memahami desain tempat kerja yang baik.
3.2. Kerja Otot Statis dan Dinamis
Konsep kerja otot statis dan dinamis menjelaskan bagaimana otot bekerja dalam aktivitas fisik. Ini relevan untuk mahasiswa dalam memahami pengaruh fisik terhadap kinerja kerja dan kesehatan.
3.3. Efek Kerja Otot Statis
Dampak kerja otot statis pada kesehatan dan produktivitas dibahas di sini. Ini memberikan wawasan kepada mahasiswa tentang pentingnya pengaturan kerja untuk menghindari kelelahan.
3.4. Muskuloskeletal
Masalah muskuloskeletal terkait dengan cedera akibat kerja. Pemahaman ini penting bagi mahasiswa untuk merancang lingkungan kerja yang aman dan nyaman.
3.5. Analisa Jalur (Path Analysis)
Analisis jalur digunakan untuk memahami hubungan antara variabel. Ini memberikan alat analisis yang berguna bagi mahasiswa untuk mengevaluasi data penelitian.
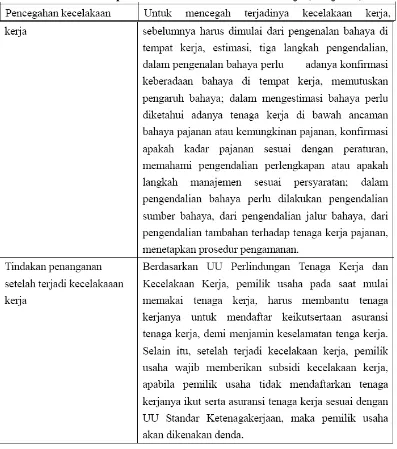
3.6. Keselamatan dan Kesehatan Kerja
Keselamatan dan kesehatan kerja merupakan aspek penting dalam industri. Mahasiswa perlu memahami regulasi dan praktik terbaik untuk menciptakan lingkungan kerja yang aman.
IV. METODOLOGI PENELITIAN
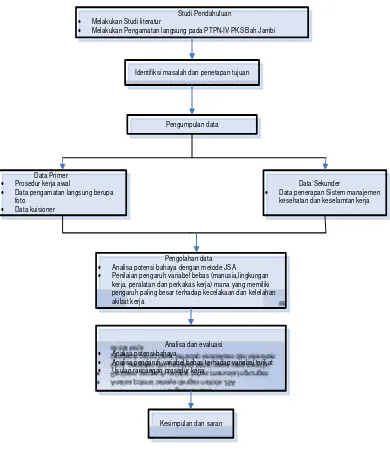
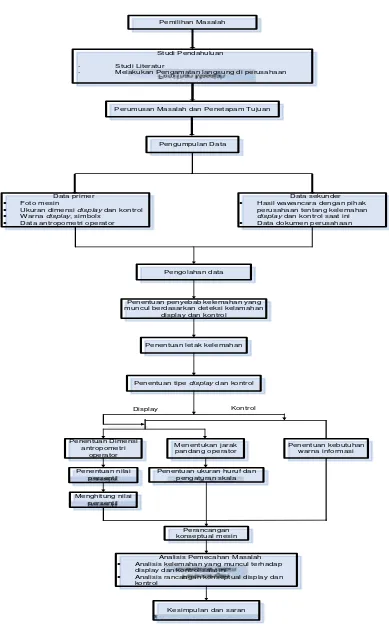
Metodologi penelitian menjelaskan langkah-langkah yang diambil untuk melakukan penelitian. Ini penting untuk mahasiswa agar mereka dapat memahami dan menerapkan metode penelitian yang tepat.
4.1. Lokasi dan Waktu Penelitian
Bagian ini menjelaskan lokasi dan waktu penelitian dilakukan. Informasi ini penting untuk mahasiswa agar memahami konteks dan batasan penelitian.
4.2. Metode Penelitian
Metode penelitian yang digunakan dalam studi ini dijelaskan, memberikan pemahaman kepada mahasiswa tentang pendekatan yang tepat dalam penelitian industri.
4.3. Metode Pengumpulan Data
Metode pengumpulan data yang digunakan, termasuk survei dan observasi, dijelaskan untuk memberikan wawasan kepada mahasiswa tentang teknik pengumpulan data yang efektif.
4.4. Pelaksanaan Penelitian
Pelaksanaan penelitian mencakup langkah-langkah praktis yang diambil selama penelitian. Ini memberikan gambaran nyata kepada mahasiswa tentang proses penelitian.
4.5. Pengolahan Data
Pengolahan data menjelaskan bagaimana data dianalisis untuk mencapai tujuan penelitian. Ini penting bagi mahasiswa untuk memahami analisis data yang efektif.
4.6. Analisis Pemecahan Masalah
Analisis pemecahan masalah memberikan wawasan tentang bagaimana masalah diidentifikasi dan diatasi. Ini relevan bagi mahasiswa dalam konteks pengambilan keputusan di industri.
V. PENGUMPULAN DAN PENGOLAHAN DATA
Bagian ini menjelaskan proses pengumpulan dan pengolahan data yang dilakukan selama penelitian, memberikan pemahaman kepada mahasiswa tentang pentingnya data dalam penelitian.
5.1. Pengumpulan Data
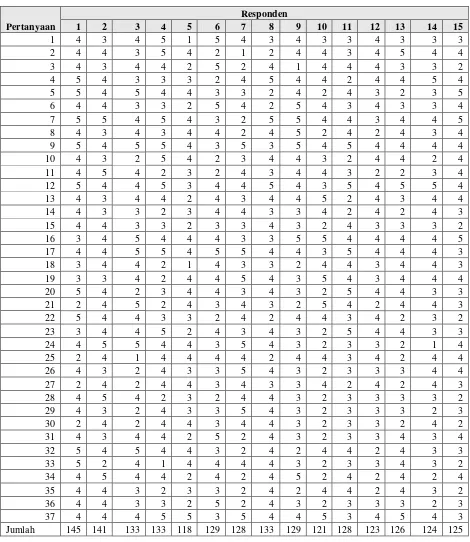
Pengumpulan data dilakukan melalui berbagai metode, termasuk analisis JSA dan kuesioner. Ini memberikan wawasan kepada mahasiswa tentang pentingnya data dalam penelitian.
5.2. Pengolahan Data
Pengolahan data mencakup analisis hasil yang diperoleh untuk menarik kesimpulan. Ini penting untuk mahasiswa agar memahami bagaimana data digunakan dalam penelitian.
VI. ANALISIS DAN EVALUASI
Analisis dan evaluasi mencakup penilaian hasil penelitian dan rekomendasi untuk perbaikan. Ini memberikan pemahaman kepada mahasiswa tentang pentingnya evaluasi dalam meningkatkan keselamatan kerja.
6.1. Analisis
Analisis hasil penelitian memberikan wawasan tentang temuan yang diperoleh. Ini penting bagi mahasiswa untuk memahami bagaimana hasil dapat diterapkan dalam praktik.
6.2. Evaluasi
Evaluasi hasil penelitian memberikan rekomendasi untuk perbaikan di perusahaan. Ini penting bagi mahasiswa untuk memahami bagaimana penelitian dapat menghasilkan dampak positif.
VII. KESIMPULAN DAN SARAN
Bagian ini menyimpulkan hasil penelitian dan memberikan saran untuk perbaikan di PTPN-IV PKS Bah Jambi. Ini memberikan wawasan kepada mahasiswa tentang bagaimana penelitian dapat digunakan untuk meningkatkan praktik industri.
7.1. Kesimpulan
Kesimpulan merangkum temuan utama dari penelitian, memberikan gambaran jelas tentang hasil yang dicapai. Ini penting bagi mahasiswa untuk memahami inti dari penelitian.
7.2. Saran
Saran yang diberikan bertujuan untuk meningkatkan kondisi kerja di perusahaan. Ini memberikan wawasan kepada mahasiswa tentang bagaimana penelitian dapat menghasilkan rekomendasi praktis.