PENENTUAN RUTE DISTRIBUSI PRODUK
MENGGUNAKAN ALGORITMA HEURISTIK PADA
PT NEO NATIONAL
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Penulisan Tugas Sarjana
Oleh
ALYEFI ASRAR NIM : 100403114D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada ALLAH SWT atas segala berkah dan rahmat pengetahuan, pengalaman, kekuatan dan kesempatan yang diberikan kepada penulis sehingga dapat menyelesaikan Laporan Tugas Sarjana ini.
Penelitian Tugas Sarjana ini dilakukan di PT. Neo National. Kegiatan tersebut merupakan salah satu dari beberapa syarat yang telah ditentukan untuk dapat memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Judul Tugas Sarjana ini adalah “Penentuan Rute Distribusi Produk
Menggunakan Algoritma Heuristik Pada PT Neo National)”.
Penulis sadar bahwa Tugas Sarjana ini masih memiliki kekurangan. Oleh karena itu, penulis mengharapkan saran dan masukan yang bersifat membangun demi kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat bermanfaat bagi penulis, perpustakaan Universitas Sumatera Utara, dan pembaca lainnya.
Medan, Agustus 2015 Penulis
UCAPAN TERIMA KASIH
Syukur dan terimakasih penulis ucapkan yang sebesar-besarnya kepada Allah SWT yang telah memberikan kesempatan kepada penulis untuk merasakan dan mengikuti pendidikan di Departemen Teknik Industri USU serta telah membimbing penulis selama masa kuliah dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini.
2. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini.
3. Bapak Ir. Ukurta Tarigan, MT selaku Dosen Pembimbing I atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
4. Bapak Ikhsan Siregar, ST. M.Eng. selaku Dosen Pembimbing II atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
6. Bapak Fernando selaku Pembimbing Lapangan PT Neo National yang telah memberikan bantuan berupa waktu, bimbingan, serta informasi dan data selama melakukan penelitian di perusahaan.
7. Staff pegawai Teknik Industri, Bang Ridho, Bang Mijo, Kak Dina, Bang Nurmansyah, Bang Kumis, Kak Rahma dan Ibu Ani, terimakasih atas bantuannya dalam masalah administrasi untuk melaksanakan tugas sarjana ini. 8. Bapak Nilhasmidi dan Ibu Mardiana yang tiada hentinya mendukung penulis
baik secara moril, doa, maupun materil sehingga laporan ini dapat diselesaikan.
9. Saudaraku Kak Aci Bang Alef, Amin, Aya dan Boscheva yang selalu mendukungku baik waktu, moril, materil, semangat, dan doanya sehingga mendukung penulis untuk secepatnya menyelesaikan laporan ini.
10.Widya Putri Amelia yang tiada henti hentinya memberikan semangat dan doanya untuk merampungkan laporan ini.
Nadhira, Wahyu, Willy, Tomo, Kharis, Pujay dan Markus (TITEN) yang selalu memotivasi penulis dalam menyelesaikan Tugas Sarjana ini.
12.Teman-teman seperjuangan penulis pada saat penelitian, M.Ikhsan,Agnes, dan Donni Rudi MM, dan keapada seluruh anggota HIMTI periode 2013-2014 dan PEMA FT-USU 2014-2015.
Kepada semua yang telah banyak membantu dalam menyelesaikan laporan ini penulis mengucapkan terima kasih. Kiranya laporan ini bermanfaat bagi kita.
Medan, Juli 2015
DAFTAR ISI
HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN ... xiii
ABSTRAK... ... xiv
BAB I PENDAHULUAN ... I-1
1.1. Latar Belakang ... I-1 1.2. Rumusan Masalah ... I-4 1.3. Tujuan dan Manfaat ... I-5 1.4. Batasan Masalah dan Asumsi Penelitian... I-6
BAB II GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.6.1.2.Bahan Tambahan... ... II-6 2.6.1.3.Bahan Penolong... ... II-7 2.6.2. Uraian Proses... ... II-7 2.7. Mesin dan Peralatan ... II-11 2.7.1. Mesin Produksi... ... II-11 2.7.1. Peralatan... ... II-12 2.8. Utility ... II-12 2.9. Safety and Fire Protection ... II-13 2.10. Limbah... ... II-13
III LANDASAN TEORI ... III-1
DAFTAR ISI (Lanjutan)
HALAMAN BAB IV METODOLOGI PENELITIAN ... IV-1
4.1. Tempat dan Waktu Penelitian ... IV -1 4.2. Jenis Penelitian ... IV -1 4.3. Objek Penelitian ... IV -1 4.4. Variabel Penelitian ... IV-1 4.5. Kerangka Berpikir ... IV-3 4.6. Rancangan Penelitian ... IV-4 4.7. Instrumen Penelitian ... IV -7 4.8. Metode Pengolahan Data ... IV-8 4.9. Analisis Pemecahan Masalah ... IV-9 4.10. Kesimpulan dan Saran... IV-10
BAB V PENGUMPULAN DATA ... V-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.4. Pengolahan Data Graph ( Rute awal)... ... V-11
5.2.4.1. Penentuan Rute Terpendek... ... V-11
5.2.4.2. Penentuan Waktu Siklus ... V-28 5.2.4.3. Waktu Total Distribusi... ... V-28 5.2.4.4. Jumlah Mobil Angkut Minimum... ... V-29 5.2.4.5. Pembentukan Sub Rute... ... V-30 5.2.4.6. Mengalokasikan Distributor ke Rute ... V-33
VI ANALISIS DAN PEMECAHAN MASALAH ... VI-1
6.1. Analisis Sub Rute Distribusi ... VI -1 6.2. Analisis Jarak Tempuh ... VI -3 6.3. Perhitungan Utilitas ... IV -5 6.4. Permintaan Tiap Sub Rute ... IV-1
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII -1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
ABSTRAK
Permasalahan penentuan suatu rute distribusi erat kaitannya dengan penentuan perjalanan dari suatu titik atau cabang ke suatu titik atau cabang lainnya dalam suatu rute distribusi. Rute distribusi produk merupakan urutan pemberhentian berturut-turut terhadap cabang dan proses perencanaan dari titik awal (Perusahaan) ke titik konsumsi (konsumen) untuk memenuhi kebutuhan konsumen. PT. Neo National dituntut untuk dapat merancang rute distribusi yang optimal agar tidak terjadi keterlambatan pada proses distribusi produknya,sedangkan dalam pemenuhan sasaran tersebut masih ada permasalahan dari perusahaan yaitu dalam pendistribusian produk. Proses pendistribusian produk dalam satu kali rute perjalanan hanya dilakukan kepada satu distributor. Pendistribusian produk yang tidak tepat dalam menentukan rute distribusi ke pelanggan dan tanpa melihat terdahulu kapasitas dari alat angkut mengakibatkan jalur yang ditempuh tidak efisien. Maka dilakukanlah penentuan rute distribusi dengan algoritma heuristik. Pembentukan sub rute pada rute usulan dengan menggunakan metode saving matriks dan nearest neighbour menghasilkan sub
rute yang lebih sedikit dari rute distribusi yang diterapkan perusahaan, dimana
sub rute usulan adalah 6 sub rute pada horizon perencanaan 1 dan horizon perencanaan 2 sedangkan sub rute yang selama ini diterapkan perusahaan adalah 16 sub rute, menghasilkan jarak yang lebih minimum dengan penghematan jarak sebesar 170,200 m (42,29%) pada horizon perencanaan 1 dan 200.950 m (49,93 %) dan peningkatan penggunaan kapasitas kendaraan 77,29 % pada horizon 1 dan 75.55% pada horizon perencanaan 2.
Kata Kunci : Vehicle Routing Problem, Nearest Neighbour, Saving Matriks,
ABSTRAK
Permasalahan penentuan suatu rute distribusi erat kaitannya dengan penentuan perjalanan dari suatu titik atau cabang ke suatu titik atau cabang lainnya dalam suatu rute distribusi. Rute distribusi produk merupakan urutan pemberhentian berturut-turut terhadap cabang dan proses perencanaan dari titik awal (Perusahaan) ke titik konsumsi (konsumen) untuk memenuhi kebutuhan konsumen. PT. Neo National dituntut untuk dapat merancang rute distribusi yang optimal agar tidak terjadi keterlambatan pada proses distribusi produknya,sedangkan dalam pemenuhan sasaran tersebut masih ada permasalahan dari perusahaan yaitu dalam pendistribusian produk. Proses pendistribusian produk dalam satu kali rute perjalanan hanya dilakukan kepada satu distributor. Pendistribusian produk yang tidak tepat dalam menentukan rute distribusi ke pelanggan dan tanpa melihat terdahulu kapasitas dari alat angkut mengakibatkan jalur yang ditempuh tidak efisien. Maka dilakukanlah penentuan rute distribusi dengan algoritma heuristik. Pembentukan sub rute pada rute usulan dengan menggunakan metode saving matriks dan nearest neighbour menghasilkan sub
rute yang lebih sedikit dari rute distribusi yang diterapkan perusahaan, dimana
sub rute usulan adalah 6 sub rute pada horizon perencanaan 1 dan horizon perencanaan 2 sedangkan sub rute yang selama ini diterapkan perusahaan adalah 16 sub rute, menghasilkan jarak yang lebih minimum dengan penghematan jarak sebesar 170,200 m (42,29%) pada horizon perencanaan 1 dan 200.950 m (49,93 %) dan peningkatan penggunaan kapasitas kendaraan 77,29 % pada horizon 1 dan 75.55% pada horizon perencanaan 2.
Kata Kunci : Vehicle Routing Problem, Nearest Neighbour, Saving Matriks,
BAB I
PENDAHULUAN
1.1 Latar Belakang
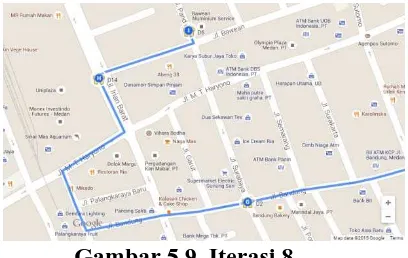
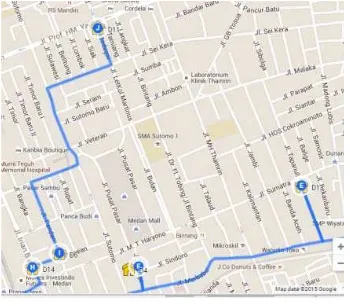
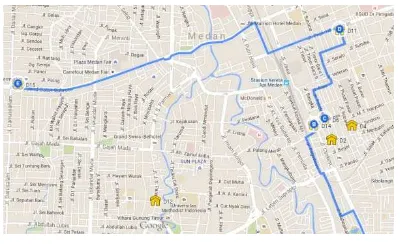
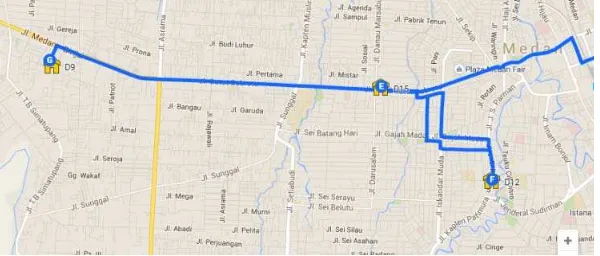
yang dinaungi langsung oleh pihak perusahaan untuk kegiatan distribusinya dengan 6 armada kendaraan berkapasitas 12 m3 untuk melayani distributor. Rute distribusi produk dapat dilihat pada Gambar 1.1.
Gambar 1.1 Rute Distribusi Perusahaan
Tabel 1.1.Keterlambatan Pengiriman Produk PT Neo National Daerah
Medan dan Sekitarnya Periode Januari -Mei 2015
Bulan Jumlah Permintaan (Unit)
Jumlah Produk yang Terlambat
Persentase Keterlambatan
Januari 3897 220 5.64 %
Februari 2924 178 6.08 %
Maret 4003 335 8.36 %
April 3765 278 7.38 %
Mei 3186 160 5.02 %
Rata – Rata Keterlambatan 6.49 %
Sumber: PT Neo National
Setiap keterlambatan pengiriman akan dikenakan denda (penalty) sesuai kesepakatan antar kedua belah pihak. Keterlambatan pengiriman disebabkan dalam pendistribusian produk, perusahaan kurang mampu mengantisipasi perubahan permintaan dari distributor setiap harinya dengan lokasi distributor yang berbeda beda posisinya, perusahaan juga tidak memiliki panduan dalam penentuan rute distribusi serta penggunaan armada kendaraan yang belum bijak.
Untuk menyelesaikan permasalahan yang dihadapi oleh perusahaan yaitu penentuan rute kendaraan untuk melayani permintaan pelanggan sering dikenal dengan istilah Vehicle Routing Problem (VRP).Permasalahan Vehicle Routing Problem sering diartikan sebagai permasalahan mencari rute dengan ongkos
minimal dari satu depot yang melayani berbagai pelanggan yang letaknya tersebar dengan jumlah permintaan yang bervariasi Jurnal-jurnal yang membahas berbagai permasalahan optimasi untuk vehicle routing problem (VRP) mendasari dilakukannya penelitian ini, terutama untuk pertimbangan pembuatan model, diantaranya adalah penelitian Mahardika. A (2012) pada PT Coca Cola,
mengurangi jarak tempuh distribusi 63.1 km atau 13,14 %. Dalamt ulisan Olli Braysy (2002) mengenai“Tabu Search Heuristics for the Vehicle Routing
Problem with Time Windows” lebih banyak menceritakan VRP dengan kondisi
kendala time windows, dimana informasi tersebut sangat membantu penulisan ini. Tujuan VRP adalah mendapatkan suatu rencana rute yang meminimumkan total jarak,utilitas kendaraan dan biaya dengan tidak melebihi kapasitas kendaraan yang digunkan pada setiap rute. Permasalahan VRP dibahas dalam penelitian ini adalah Vehicle Routing Problem Time Window yaitu VRP dengan tambahan kendala jangka waktu, dimana setiap pelanggan memilki interval waktu tertentu untuk dilayani.Metode yang digunakan untuk menyelesaikan masalah VRP adalah algoritma heuristik berbeda dengan metode eksak seperti branch and bound dan
cutting plane. Algoritma heuristik memilki kemampuan menghasilkan solusi
mendekati optimal serta mampu memecahkan permasalahan optimasi yang kompleks dalam waktu yang lebih singkat
1.2 Rumusan Masalah
1.3 Tujuan dan Manfaat
Tujuan umum penelitian adalah untuk optimasi rute distribusi produk ke distributor dengan kriteria untuk meminimumkan jarak tempuh distribusi produk agar menghindari keterlambatan pengiriman produk ke distributor.
Tujuan khusus yang ingin dicapai dalam penelitian tugas akhir ini adalah: 1. Untuk merancang rute optimal dalam proses pendistribusian produk ke setiap
distributor.
2. Untuk menentukan jarak tempuh yang minimum dari setiap rute distribusi produk.
3. Untuk mengetahui utilitas alat angkut yang digunakan dalam setiap rute distribusi.
Manfaat dalam melakukan penelitian ini adalah sebagai berikut: 1. Manfaat bagi mahasiswa
Meningkatkan kemampuan mahasiswa dalam mengaplikasikan teori yang diperoleh selama kuliah dan meningkatkan wawasan dalam menganalisis dan memecahkan masalah dalam suatu perusahaan sebelum memasuki dunia kerja 2. Manfaat bagi perusahaan.
Sebagai acuan bagi perusahaan dalam penentuan rute distribusi yang lebih optimal dalam proses distribusi produk.
3. Bagi Departemen Teknik Industri USU
1.4 Batasan dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini adalah : 1. Fokus dari penelitian ini adalah rute pendistribusian produk.
2. Fokus Penelitian distribusi hanya pada daerah Medan dan sekitarnya.
3. Titik awal proses pendistribusian produk adalah dari Depot PT. Neo National 4. Setiap distributor hanya dikunjungi satu kali dalam satu rute distribusi
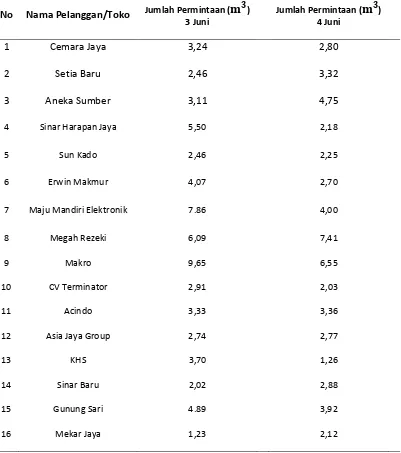
5. Rute yang akan dioptimasi adalah rute pada tanggal 3 dan 4 juni 2015 6. VRP yang akan diselesaikan adalah VRP dengan batas waktu pelayanan
Asumsi-asumsi yang digunakan dalam penelitia nadalah : 1. Armada kendaraan yang digunakan dalam keadaan baik. 2. Kecepatan rata- rata kendaraan 40 km/jam
3. Jalur berangkat dan balik yang dilalui sama 4. Jumlah permintaan dalam satuan m3
5. Keadaan lalu lintas dalam keadaan normal dan tidak terjadi kemacetan.
1.5. Sistematika Penulisan Laporan
Bab I berisi tentang pendahuluan, menguraikan latar belakang permasalahan yang
mendasari dilakukannya penelitian, perumusan permasalahan, tujuan dan manfaat penelitian,
batasan dan asumsi yang digunakan dalam penelitian serta sistematika penulisan laporan
penelitian.Gambaran umum perusahaan, ruang lingkup perusahaan, lokasi, struktur organisasi,
tugas dan tanggung jawab, dan proses produksi pembuatan blender pada PT.Neo National
diuraikan dalam Bab II. Bab III berisi teori tentang manajemen logistik, metode metode heuristik
,VRP, dan saving matrix. Metodologi penelitian dibahas pada Bab IV yang menguraikan
kerangka berfikir, defenisi operasional, identifikasi variabel penelitian, instrumen pengumpulan
data, sumber data, metode pengolahan data, blok diagram prosedur penelitian.
Penyelesaian kendala pada penelitian dibahas pada Bab V yang berisi pengumpulan
data-data lokasi distributor, jumlah permintaan, hari kerja dan kapasitas danjumlah armada
pengangkutan kemudian dilakukan pengolahan data yaitu perhitungan keseragaman dan
kecukupan data waktu loading dan unloading, perhitungan rute terpendek dengan algoritma
nearest neighbour, lalu menghitung waktu total distribusi. Kemudian perbaikan dilakukan dengan
metode saving matrix untuk mengabungkan dua distributor ke dalam satu rute. Analisis
Pemecahan Masalah dibahas pada Bab VI yang meliputi analisis sub rute distribusi, analisis jarak
tempuh dan, utilitas alat angkut. Bab VII Kesimpulan dan Saran, berisi kesimpulan yang diperoleh
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan PT.Neo National
PT Neo National adalah sebuah perusahaan manufaktur yang bergerak dalam industri pembuatan elektronik khususnya kebutuhan rumah tangga. PT Neo National ini berlokasi di Jl. M.G. Manurung Nomor 98, Kelurahan Timbang Deli, Kecamatan Medan, Amplas.
PT Neo National didirikan oleh beberapa pemegang saham yaitu Bapak Efendy sebagai Direktur dan Bapak Husni Sunaslih sebagai Komisaris Perseroan. Akta pendirian PT Neo National dibuat pada Senin, 31 Oktober 2005. Akta pendirian dibuat di Medan oleh notaris Binsar Simanjuntak, SH dengan no pendirian No 39. Akta pendirian ini juga telah mendapat pengesahan dari Departemen Hukum dan Hak Asasi Manusia tertanggal 29 November 2005 dengan Nomor : C-31652. HT.01.01.TH 2005 serta telah diumumkan dalam tambahan Berita Negara RI tanggal 4 Juli 2005 Nomor 53. Akta pendirian ini berhubungan dengan berita acara tertanggal 16 September 2008, Nomor 68 yang dibuat oleh Lie Na Rimbawan, S.H.
2.2. Ruang Lingkup Bidang Usaha
2.3. Lokasi Perusahaan
PT . Neo National adalah sebuah perusahaan yang berbentuk Perseroan Terbatas yang berdomisili di Jl. M.G. Manurung Nomor 98, Kelurahan Timbang Deli, Kecamatan Medan – Amplas.
2.4. Daerah Pemasaran
Daerah pemasaran produk PT Neo National tersebar di seluruh Indonesia. PT Neo National memiliki 48 distributor, tidak hanya di kota Medan saja tetapi juga ke luar kota Medan seperti Tebing Tinggi, Padang Sidempuan, Bukit Tinggi, Jakarta dan Pekanbaru. Tabel 2.1. dan Tabel 2.2. dapat dilihat daftar toko yang memasarkan produk elektronik dari PT Neo National.
Tabel 2.1. Daftar Toko Pelanggan Utama PT Neo National Wilayah Medan
dan Sekitarnya
No Nama Pelanggan/Toko Alamat
1 Sinar Jaya Cemara Bouleverd – Medan
2 Setia Baru Jl Bandung -Medan
3 Aneka Sumber Amplas-Medan
4 Sinar Harapan Jaya Jl. Sutomo-Medan
5 Sun Kado Jl. Rumah Potong Hewan-Medan
6 Erwin Makmur Jl.Pandan-Medan
7 Maju Mandiri Elektronik Jl. Pendawa-Medan
8 Megah Rezeki Komp. Asia Mega Mas-Medan 9 Makro Gatot Subroto K.M 7.8
Tabel 2.1. Daftar Toko Pelanggan Utama PT Neo National Wilayah Medan
dan Sekitarnya (Lanjutan)
No Nama Pelanggan/Toko Alamat
10 CV Terminator Jl. Asia-Medan 11 Acindo Jl. Prof MH Yamin-Medan 12 Asia Jaya Group Jl.S Parman-Medan
13 KHS Jl. AIP KS Tubun-Medan
14 Sinar Baru JL. Irian
15 Metro Jl. Gatot Subroto
16 Mekar Jaya Tanjung Morawa
Sumber: PT Neo National
Tabel 2.2. Daftar Toko Pelanggan Utama PT Neo National Luar Kota Medan
No Nama Pelanggan/Toko Alamat
1 Asia Raya Jl. Wahidin-Padang Sidempuan 2 Ayam Mas Jl. Sanusi-Rantau Parapat
3 M22 Jl. M. Yamin-Bukit Tinggi
4 Melati Tex Jl. Jendral Sudirman-Tebing Tinggi 5 Mas Eltrajaya Grogol-Jakarta
6 Sinar Dharma Glodok-Plaza
7 Talenta Jl. K.H. Dahlan-Pekan Baru 8 Sinar Mas Jl. Bandar Olo-Padang 9 Wadco Langgeng Royal Palace Tebet-Jakarta
2.5. Organisasi dan Manajemen
2.5.1. Struktur Organisasi Perusahaan
PT Neo National menggunakan struktur organisasi gabungan lini, staff dan fungsional karena wewenang dari pimpinan tertinggi dilimpahkan kepada per kepala unit dibawahnya dalam bidang pekerjaan tertentu dan selanjutnya pada pimpinan tertinggi terdapat asas komando agar kelancaran tugas pemimpin dibantu oleh para staff, dimana staff berperan memberi masukan, bantuan pikiran saran-saran, data informasi yang dibutuhkan disamping itu wewenang masih dilibatkan kepada pejabat fungsional yang melaksanakan bidang pekerjaan operasional dan hasil tugasnya diserahkan kepada kepala unit terdahulu tanpa memandang tingkatan. Struktur organisasi dari PT Neo National dapat dilihat pada Gambar 2.1.
2.5.2. Pembagian Tugas & Tanggung Jawab
Pembagian tugas dan tanggung jawab dari tiap bagian pada struktur organisasi di PT Neo National menurut jabatan dan posisinya dapat dilihat pada lampiran I.
2.6. Proses Produksi
2.6.1. Bahan yang Digunakan 2.6.1.1. Bahan Baku
Bahan baku yang digunakan pada proses perakitan dispenser tipe 121 HN dapat dilihat pada Tabel 2.3.
Tabel 2.3. Bahan Baku Perakitan Produk Dispenser Tipe 121 HN
No Nama Part Jumlah (unit)
1 Chasing atas 1
2 Chasing depan 1
3 Chasing samping 2
4 Chasing belakang 1
5 Tapak bawah 1
6 Lubang galon 1
7 Indikator dua lampu 1
8 Penampung air 1
9 Rangkaian lampu 1
10 Kabel tunggal (warna merah dan kuning) Masing-masing 1
11 Keran normal dan air panas (warna biru dan
merah) Masing-masing 1
12 Mur keran 1
13 Tabung pemanas 1
14 Thermostat 1
15 Baut 4
16 Kabel AC 1
17 Tombol on/off 1
18 Selang karet panjang besar 1
19 Selang karet panjang tipis 1
20 Selang karet “L”kecil 1
21 Penutup ujung tabung 1
22 Joiner kabel 2
23 Ring karet kabel AC 1
24 Penjepit kabel AC 1
25 Sekrup
P: 5/8” putih 2
P: 3/8” putih 17
P: ½” putih 18
P:3/8 “ kuning 4
26 Busa 1
27 Cable tie 9
28 Tutup anti
2.6.1.2. Bahan Tambahan
Bahan tambahan ialah bahan yang ditambahkan secara langsung ke dalam proses produksi dan merupakan komposisi produk untuk memudahkan dan menyempurnakan produk. Bahan tambahan yang digunakan pada proses perakitan dispenser DS 121 HN dapat dilihat pada Tabel 2.4
Tabel 2.4. Bahan Tambahan Perakitan Produk Dispenser Tipe 121 HN
No Nama Part Jumlah (unit)
1 Logo Sijempol 1
2 Tempat gelas 1
3 Stiker segel 1
4 Stiker air panas 1
5 Stiker quality 1
6 Kartu garansi 1
7 Kartu petunjuk penggunaan 1
8 Plastik 1
9 Box packing 1
Sumber: PT Neo National
2.6.1.3. Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam proses produksi dan ditambahkan ke dalam proses pembuatan produk yang mana komponennya tidak terdapat pada produk akhir. Bahan penolong yang digunakan pada proses perakitan dispenser DS 121 HN adalah berupa thinner yang digunakan untuk membersihkan dispenser.
2.6.2. Uraian Proses
Uraian proses perakitan dispenser DS 121 HN pada PT Neo National adalah sebagai berikut:
a. Keran merah dan keran biru dipasangkan pada chasing depan dispenser b. Selang pendek disambungkan pada keran merah dan selang panjang pada
keran biru
c. Bagian persambungan selang dan keran diikat dengan menggunakan kabel tie
2. Proses Pemasangan Lampu, Chasing Samping dan Depan
a. Chasing lampu diambil, kemudian dipasangkan pada chasing dengan dan dikunci dengan 2 buah sekrup 3/8”
b. Rangkaian lampu diambil kemudian dipasangkan pada chasing lampu dan dilakukan penguncian dengan sebuah sekrup 3/8”
c. Chasing samping kiri diambil, kemudian dipasang pada chasing depan dan dikunci dengan 4 buah sekrup 1/2”
d. Chasing samping kanan diambil, kemudian dipasang pada chasing depan dan dikunci dengan 4 buah sekrup 1/2”
e. Chasing samping kanan dan kiri tersebut dikunci dari depan dengan menggunakan 2 buah sekrup ½”
f. Tapak bawah dipasangkan dan kunci dengan 8 buah sekrup ½” 3. Proses Pemasangan Busa Tabung
a. Busa diambil dan dibalutkan pada tabung
b. Busa pada tabung diikat dengan menggunakan staples
c. Kabel kuning dipasangkan pada terminal 2 dan 3 pada thermostat tabung d. Kabel merah dipasang pada terminal dibawah tabung
a. Silikon TY-704 dioleskan ke saluran masuk untuk air panas pada tabung b. selang besar dipasang
c. Silikon TY-704 dioleskan ke saluran uap pada tabung d. Selang kecil dipasangkan
e. Silikon TY-704 dioleskan ke saluran pembuangan pada tabung f. Pentil dipasangkan
g. Ketiga sambungan diikat dengan menggunakan kabel tie 5. Proses Pemasangan Tabung dan Kabel
a. Tabung pada tapak bawah dipasang dan kunci dengan 4 buah sekrup 3/8” b. Silikon TY-704 dioleskan ke saluran keluar untuk air panas pada tabung c. Selang dari keran merah/air panas disambungkan
d. Diikat dengan kabel tie
e. Kabel warna biru dari rangkaian lampu disambungkan ke terminal 1 thermostat tabung
f. Kabel warna kuning dari rangkaian lampu disambungkan ke terminal 1 thermostat tabung
g. Pasangan kabel warna kuning tadi disambungkan ke terminal di bawah tabung
6. Proses Pemasangan Tutup Atas dan Penyambungan Selang a. Chasing logo diambil dan pasang pada tutup atas
b. Chasing logo disolder untuk melekatkannya terhadap tutup atas c. Tutup atas dipasang dan dikunci pada posisinya
e. Silikon TY-704 dioleskan pada saluran keluar dari tutup atas
f. Selang dari keran normal (keran biru) disambungkan, selang besar dan kecil dari tabung
g. Ketiga sambungan selang tadi diikat dengan kabel tie 7. Proses Pemasangan Switch
a. Dilakukan pengupasan insulasi kabel kuning
b. Kabel kuning disambungkan ke terminal off pada switch c. Kabel biru dari tabung disambungkan pada terminal on switch d. Switch dimasukkan pada tempatnya
e. Kabel merah dikupasinsulasi dari rangkaian lampu f. Insulasi kabel merah dikupas dari tabung
g. Cincin kabel AC dipasangkan 8. Proses Penyambungan Kabel AC
a. Kabel AC dimasukkan melalui cincin kabel AC b. Kabel AC dipilin/disimpul
c. Kabel coklat dari kabel AC disambung dengan kabel merah rangkaian lampu dan kabel merah dari tabung
d. Joiner kabel dipasang kemudian dijepit menggunakan tang jepit
e. Kabel warna kuning dari switch disambungkan dengan kabel warna biru dari kabel AC
f. Joiner kabel dipasang kemudian dijepit menggunakan tang jepit g. Kabel diikat dengan kabel tie
i. Penjepit kabel pada tapak bawah dikunci dengan menggunakan sebuah sekrup 3/8”
9. Proses Pengetesan
a. Plug kabel AC disambungkan ke sumber tegangan b. Lampu indikator merah dan hijau harus menyala c. Penunjukan amperemeter pada 2 Ampere
d. Semua ikatan kabel tie dikencangkan menggunakan tang jepit
e. Sambungan-sambungan kabel atau terminal diperiksa kembali, jangan sampai ada yang longgar
f. Stiker peringatan air panas dipasang diantara keran biru dan merah g. Stiker quality dipasang dibagian kiri atas
h. Tutup belakang diambil, pasangkan dan kunci dengan sekrup i. Stiker segel dipasangkan
10.Proses Packing
a. Dispenser dibersihkan menggunakan kain lap bersih dan thiner b. Gelas cangkir diletakkan di keran
c. Plasting dipasang
d. Corong tutup atas dan tutup anti tumpah dimasukkan
e. Penampung air, kartu garansi, dan petunjuk penggunaan dipasangkan f. Karton box packing diambil dan tuliskan dengan menggunakan pensil
i. Tutup karton dan dilackband
2.7. Mesin dan Peralatan
2.7.1. Mesin Produksi
Mesin produksi adalah semua mesin-mesin yang secara langsung berperan dalam proses produksi. Mesin yang digunakan oleh PT Neo National adalah sebagai berikut:
1. Mesin moulding, berfungsi sebagai pencetak bahan rangka dispenser yang berupa plastik
2. Mixer merupakan mesin pengaduk semua bahan plastik pembentuk rangka
dan body dispenser 3. Bor listrik
2.7.2. Peralatan
Peralatan yang digunakan oleh PT Neo National adalah sebagai berikut: 1. Pengunci mur keran
2. Staples
9. Pensil 10.Spidol 11.Lackband
2.8. Utility
Utilitas merupakan unit pembantu produksi yang tidak terlibat secara langsung terhadap bahan baku, tetapi penunjang proses agar produksi dapat berjalan lancar. Utilitas yang terdapat pada PT Neo National yaitu :
1. Energi listrik sekitar 30.000 kWH per bulannya yang diperoleh dari PLN. 2. Air sekitar 100 m3 per bulannya dari PDAM Tirtanadi untuk menunjang
kegiatan proses produksi dan kebutuhan karyawan.
2.9. Safety and Fire Protection
Safety and Fire Protection pada PT Neo National telah didukung dengan
kegiatan keselamatan kerja yang dilengkapi dengan Alat Pelindung Diri (APD) seperti kacamata, sarung tangan, sepatu boot, ear phone, dan masker dan untuk mengatasi bahaya kebakaran perusahaan juga dilengkapi dengan menggunakan alat pemadam api (protector).
2.10. Limbah
BAB III
LANDASAN TEORI
3.1 Manajemen Logistik
Logistik merupakan seni dan ilmu mengatur dan mengontrol arus barang, energi, informasi, dan sumber daya lainnya, seperti produk, jasa, dan manusia, dari sumber produksi ke pasar dengan tujuan mengoptimalkan penggunaan modal. Manufaktur dan marketing akan sulit dilakukan tanpa dukungan logistik. Logistik juga mencakup integrasi informasi, transportasi, inventori,dan pergudangan.
Kegiatan logistik akan berjalan dengan efektif dan efisien apabila memenuhi empat syarat yaitu : tepat jumlah, tepat mutu, tepat ongkos maupun tepat waktu1. Tujuan logistik adalah menyediakan produk dalam julah yang tepat, kualitas yang tepat, pada waktu yang tepat dengan biaya yang rendah. Hal mini tentunya perlu keterampilan manajerial diperlukan untuk dapat mendesain suatu sistem dalam mengawasi, mengendalikan arus dan penyimpanan material, suku cadang, barang jadi secara strategis sehingga dapat diperoleh manfaat maksimum bagi perusahaan. Ciri utama terjadinya kegiatan logistik adalah tercapainya sistem yang integral dari berbagai dimensi dan tujuan kegiatan terhadap pemindahan (movement) serta penyimpanan (storage) secara strategis dalam pengelolaan organisasi perusahaan.
1
3.2. Konsep Logistik Terpadu
Dekade sekarang ini manajemen logistik dalam perkembangannya menuju pada manajemen logistik terpadu. Kalau kita lihat sebelum tahun 1950 organisasi perusahaan hanya menangani manajemen logistik secara terpisah. Pada tahun 1970-1978 merupakan periode perubahan prioritas. Dalam periode prioritas ini pihak manajemen mulai merumuskan rencana terhadap penyimpanan atau pergudangan, pengangkutan, pengolahan, dan bukan hanya merencanakan operasi untuk bereaksi terhadap permintaan pasar. Konsep logistik terpadu terdiri dari 2 usaha yang berkaitan yaitu (Bowersox,1978,p.24) :
1. Operasi Logistik
Aspek operasional logistik ini adalah mengenai manajemen pemindahan dan penyimpanan material dan produk jadi perusahaan. Jadi operasi logistik itu dapat dipandang berawal dari pengangkutan pertama material atau komponen-komponen dari sumber perolehannya dan berakhir pada penyerahan produk yang dibuat atau diolah pada langganan atau konsumen. Operasi logistik dapat dibagi dalam tiga kategori yaitu :
a. Manajemen Distribusi Fisik
nasabah menjadi bagian yang internal dari pemasaran. Jadi distribusi fisik menghubungkan suatu perusahaan dengan nasabahnya.
b.Manajemen Material
Manajemen material adalah menyangkut perolehan dan pengangkutan material, suku cadang, dan persediaan barang jadi dari tempat pembelian ke tempat pembuatan datau perakitan, gudang, atau toko pengecer. Seperti halnya distribusi fisik, manajemen material berkenaan dengan penyediaan jenis material yang dikehendaki ditempat dan pada waktu yang dibutuhkan. Sedangkan distribusi fisik adalah mengenai pengiraiman keluar yaitu nasabah, maka manajemen material adalah mengenai pergerakan ke dalam yaitu pembuatan, penyortiran atau perakitan.
c.Internal Inventory Transfer
2. Koordinasi Logistik
Koordinasi logistik adalah mengenai identifikasi kebutuhan pergerakan dan penetapan rencana untuk memadukan seluruh kegiatan operasi logistik. Koordinasi logistik adalah menyangkut perencanaan dan pengawasan terhadap masalah-masalah operasional. Fungsi koordinasi logistik adalah untuk memastikan bahwa seluruh pergerakan dan penyimpanan diselesaikan seefektif dan seefisien mungkin.
Prestasi logistik diukur dengan tiga variabel, yaitu :
a. Penyediaan (availability) adalah menyangkut kemampuan perusahaan untuk secara konsisten memenuhi kebutuhan material/bahan produksi. Jadi hal ini menyangkut level persediaan atau variabel persediaan, semakin rendah frekuensi pengeluaran untuk stok yang direncanakan, berarti semakin tinggi investasi yang harus disiapkan.
b. Kemampuan (capability) adalah menyangkut jarak waktu antara penerimaan suatu pesanan dengan pengantaran barang yang dipesan. Kemampuan ini terdiri dari kecepatan pengantaran dan konsistensinya dalam jangka waktu tertentu.
c. Mutu (quality) adalah menyangkut seberapa jauh sebaiknya tugas logistik secara keseluruhan dilaksanakan, besarnya kerusakan, item-item yang betul, pemecahan masalah yang timbul.
3.3. Sistem Transportasi2
2
Peran proses transportasi sendiri di dalam pengaturan rantai pasok dirasakan cukup besar. Hal itu disebabkan karena pengaturan rantai pasok tidak dapat berjalan dengan baik apabila tidak ada proses transportasi yang baik. Sistem transportasi dapat diartikan sebagai gabungan dari beberapa komponen atau obyek yang saling berkaitan dalam hal pengangkutan barang/manusia oleh berbagai jenis kendaraan sesuai dengan kemajuan teknologi.
Sistem logistik memandang kegiatan transportasi dengan empat faktor yang memegang peranan penting, yaitu :
a. Biaya
Biaya transportasi merupakan pembanyaran sesungguhnya yang harus dikeluarkan guna mengganti balas jasa pengangkutan barang yang telah dikeluarkan, jadi bukan berarti metode transportasi yang termurah itu merupakan metode yang pasti dikehendaki
b. Kecepatan
Faktor kecepatan merupakan waktu yang dibutuhkan guna menyelesaikan suatu tugas pengangkutan di antara tempat asal barang ke tempat tujuan yang dikehendaki. Faktor kecepatan harus selalu dikaitkan dengan kondisi barang yang dipindahkan agar jangan sampai terjadi kerusakan walau mungkin dari segi waktu lebih cepat dari penggunaan transportasi lainnya. Bisa dikatakan waktu yang paling cepat dalam kegiatan transportasi suatu barang belum menjamin tercapainya kegiatan logistik yang baik.
c. Pelayanan
Faktor pelayanan merupakan suatu kegiatan servis yang diberikan terhadap barang perusahaan selama dalam kegiatan pemindahan barang. Pelayanan atau servis datangnya dari berbagai pihak, baik pengangkutan barang itu dikelola oleh perusahaan sendiri atau dengan cara menyewa dari perusahaan pengangkutan yang resmi. Pelayanan barang datangnya dari para karyawan yang membawa, mengendalikan alat transportasi para petugas yang berhubungan dengan alat transportasi. Pelayanan yang terbaik yang kita harapkan dengan tidak menambah biaya transportasi dari biaya yang normal.
d. Konsistensi
Sistem yang digunakan untuk mengangkut barang-barang dengan menggunakan alat angkut tertentu dinamakan moda transportasi (mode of
transportasion). Ada lima cara utama transportasi yang biasa disebut dengan
moda transportasi. Lima cara utama tersebut adalah kereta api, jalan raya, jalan air, saluran pipa dan penerbangan.Masing-masing alat transportasi ini mempunyai kebaikan dan kelemahan terhadap kegiatan logistik di perusahaan.
3.4. Optimalisasi Kombinatorial3
Masalah optimasi sangat penting dalam dunia industri maupun dunia akademis. Contoh dari masalah-masalah optimasi adalah penjadwalan rute kereta yang bertujuan untuk menentukan jadwal kedatangan kereta yang efisien dengan jumlah kereta yang telah ditetapkan, penjadwalan waktu, optimasi bentuk, dan desain jaringan telekomunikasi. Aplikasi optimasi dalam dunia industri sebagai contoh adalah traveling salesman problem (TSP). TSP memodelkan situasi mengenai
3
seorang salesman yang berkeliling ke beberapa kota dimana setiap kota harus dikunjungi satu kali. Tujuan dari salesman adalah mengunjungi semua tujuan tersebut dengan jarak minimum. Aplikasi khusus optimasi dalam dunia akademis adalah memprediksi struktur protein yang merupakan masalah penting dalam ilmu
computational biology, molecular biology, biokimia dan fisika. TSP dan
permasalahan struktur protein yang tepat adalah bagian dari salah satu kelas penting dalam masalah-masalah optimasi yaitu combinatorial optimization (CO). Tujuan dari masalah CO adalah meminimumkan nilai cost dari suatu objek. Objek dapat berupa bilangan integer, permutasi dari sekumpulan item, struktur dari sebuah grafik dan lain-lain. Untuk menyelesaikan permasalahan CO, banyak algoritma yang telah dikembangkan. Algoritma-algoritma ini dapat diklasifikasikan menjadi algoritma complete atau approximate. Algoritma
complete menjamin solusi optimal dalam waktu tertentu tetapi tidak dapat
3.5. Vehicle Routing Problem4
Vehicle Routing Problem (VRP), atau dapat juga disebut dengan Vehicle
Scheduling Problem, berhubungan dengan distribusi produk atau barang jadi
antara depot dengan konsumen. VRP pertama kali diperkenalkan oleh Dantzig dan Ramser pada tahun 1959. VRP ini memegang peranan penting pada manajemen distribusi dan telah menjadi salah satu permasalahan dalam optimasi kombinasi yang dipelajari secara luas. Model dan algoritmanya dapat digunakan secara efektif tidak hanya untuk pengiriman dan pengambilan barang, tetapi juga dapat diaplikasikan untuk masalah sistem transportasi sehari-hari, misalnya untuk perencanaan rute bis sekolah, pengumpulan sampah, pembersihan jalan, rute untuk penjual keliling, dan lainnya.
Secara sederhana, VRP merupakan permasalahan yang meliputi konstruksi rute-rute dari sejumlah kendaraan yang dimulai dari suatu depot utama menuju ke lokasi sejumlah konsumen dengan jumlah permintaan tertentu. Tujuannya adalah untuk meminimumkan biaya total tanpa melebihi kapasitas kendaraan.VRP merupakan manajemen distribusi barang yang memperhatikan pelayanan, periode waktu tertentu, sekelompok konsumen dengan sejumlah kendaraan yang berlokasi pada satu atau lebih depot yang dijalankan oleh sekelompok pengendara dengan menggunakan road network yang sesuai. VRP dapat didefinisikan sebagai suatu pencarian solusi yang meliputi penentuan sejumlah rute, dimana masing-masing rute dilalui oleh satu kendaraan yang berawal dan berakhir di depot asalnya, sehingga kebutuhan/permintaan semua pelanggan terpenuhi dengan tetap
4
memenuhi kendala operasional yang ada, juga dengan meminimalisasi biaya transportasi global.
Karakteristik konsumen dalam VRP:
1. Menempatkan road graph dimana konsumen berada.
2. Adanya demand dalam berbagai tipe dan harus diantarkan ke tempat konsumen.
3. Terdapat periode waktu (time window) dimana konsumen dapat dilayani. 4. Waktu yang dibutuhkan untuk mengantarkan barang ke lokasi konsumen
(loading time), hal tersebut dapat berhubungan dengan jenis kendaraan. 5. Sekelompok kendaraan tersedia digunakan untuk melayani konsumen.
Dalam membuat konstruksi rute, terdapat beberapa kendala yang harus dipenuhi, seperti jenis barang yang diangkut, kualitas dari pelayanan, juga karakteristik konsumen dan kendaraan. Beberapa kendala operasional yang sering ditemui misalnya sebagai berikut:
1.Pada tiap rute, besar muatan yang diangkut oleh kendaraan tidak boleh melebihi kapasitas kendaran tersebut.
2.Konsumen yang dilayani dalam sebuah rute dapat hanya merupakan pengiriman atau pengambilan, atau mungkin keduanya.
3.Konsumen mungkin hanya dapat dilayani dalam rentang waktu tertentu (time
windows) dan jam kerja dari pengemudi kendaraan yang melayaninya.
VRP with backhauls dimana pengambilan baru dapat dilakukan setelah semua pengiriman selesai dikarenakan kesulitan dalam mengatur peletakan muatan. Terdapat empat tujuan umum VRP (Toth and Vigo, 2002) , yaitu :
1. Meminimalkan biaya transportasi global, terkait dengan jarak dan biaya tetap yang berhubungan dengan kendaraan
2. Meminimalkan jumlah kendaraan (pengemudi) yang dibutuhkan untuk melayani semua konsumen
3. Menyeimbangkan rute, untuk waktu perjalanan dan muatan kendaraan 4. Meminimalkan penalti akibat service yang kurang memuaskan dari
konsumen
3.5.1. Klasifikasi Routing Problem5
3.5.1.1. Berdasarkan Sumber
a) Depot Tungal
Permasalahan depot tunggal adalah yang umum pada TSP atau VRP yang dimana harus mencari rute kendaraan dalam pengiriman barang berdasarkan pusat depot untuk melayani semua konsumen dengan total jarak minimum.
b) Multidepot
Pada permasalahan multidepot, armada kendaraan dapat berasal dari banyak depot. Tetapi kendaraan harus berawal dan berakhir pada satu
5
depot, contohnya seperti pada sistem pengiriman pesanan pizza kepada pelanggan.
3.5.1.2. Kendala Kendaraan
a) Kapasitas Kendaraan Sejenis
Permasalahan rute dengan karakteristik kapasitas kendaraan yang sama. b) Kapasitas Kendaraan yang bervariasi.
Permasalahan rute dengan karakteristik kapasitas kendaraan yang bervariasi.
3.5.1.3. Tipe Distribusi
Casco (1988) menyatakan permasalahan pada sistem pengiriman. Sebagian besar masalah didominasi dengan keterbatasan dalam kemampuan kapasitas aktivitas pengangkutan. Masalah pengangkutan dan pengiriman memiliki karakteristik dengan aktivitas yang simultan yaitu pengiriman dan penjemputan dilakukan pada satu titik. Bagaimana cara mengatur berbagai kombinasi dalam penugasan dalam pengiriman ke konsumen.
a) Murni Pengiriman b) Murni Penjemputan
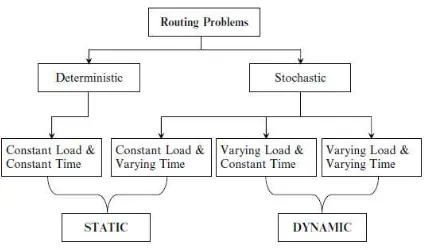
Gambar 3.1. Permasalahan Rute
VRP bersifat deterministik jika muatan dan waktu bersifat tetap (konstan), dengan kata lain jumlah permintaan dan waktu sudah terjadwal sebelumnya. VRP stokastik jika memenuhi tiga kendala berikut yaitu muatan yang tetap dan waktu bervariasi, muatan yang bervariasi dan waktu yang tetap serta waktu dan muatan yang bervariasi.
Banyak komponen yang menentukan dalam VRP lainnya seperti penjadwalan kendaraan, titik pengiriman atau pembagian rute berdasarkan wilayah pengiriman.Untuk lebih jelasnya dapat dilihat kendala dalam konfigurasi rute pada Gambar 3.2.
3.5. 2. Vehicle Routing and Scheduling
Vehicle routing and scheduling merupakan perluasan dari vehicle routing
problem. Beberapa batasan yang realistis yang termasuk di dalamnya adalah
sebagai berikut :
1. Dalam setiap titik pemberhentian, ada sejumlah volume yang diambil dan dikirim.
2. Kendaraan yang digunakan mempunyai keterbatasan kapasitas yang berbeda baik kapasitas berat maupun volume.
3. Pelaksanaan pengambilan maupun pengiriman hanya dapat dilakukan pada waktu tertentu (time windows).
Beberapa batasan di atas menambah kompleksitas permasalahan sehingga sulit untuk menemukan solusi yang optimal. Untuk menemukan solusi yang paling optimal dapat diperoleh dengan cara menerapkan beberapa panduan untuk menghasilkan routing yang baik atau beberapa prosedur logical heuristic dengan pertimbangan kendaraan memulai perjalanan dari depot menuju ke beberapa titik pemberhentian untuk melakukan pengiriman dan kembali ke depot pada hari yang sama.Pengembangan rute kendaraan yang bagus dapat dilakukan dengan mengaplikasikan delapan prinsip dasar berikut6
1.Mengisi truk sebanyak volume pemberhentian yang akan didatangi dimana titik-titik pemberhentian tersebut letaknya berdekatan satu sama lain. Setelah itu titik-titik pemberhentian yang berdekatan perlu dibuat kelompok rute untuk
:
6
meminimumkan jarak antar pemberhentian, sehingga total waktu dalam satu rute menjadi minimum dengan demikian total waktu perjalanan dalam rute
tersebut juga diminimumkan.
2. Dalam pembuatan rute dimulai dari titik pemberhentian terjauh dari depot agar mendapatkan rute yg efisien. Rute yang efisien dapat dikembangkan dengan dimulai dari titik pemberhentian paling jauh dari depot ke titik yg paling dekat.
3.Saat titik pemberhentian terjauh dari depot teridentifikasi, kapasitas yang tersisa dari kendaraan yang ditugaskan sebaiknya diisi dengan memilih sekelompok yang berdekatan dengan titik pemberhentian tersebut. Setelah kendaraan ditugaskan untuk volume titik-titik pemberhentian tersebut, mulailah membuat rute dengan kendaraan lain dan identifikasi titik-titik pemberhentian terjauh dari sisa titik-titik pemberhentian yg belum ditugaskan pada kendaraan. Terus lakukan prosedur ini sampai seluruh titik pemberhentian telah ditugaskan pada kendaraan.
4.Urutan pemberhentian pada sebuah rute sebaiknya membentuk pola air mata (tear drop pattern). Hal ini ditujukan agar tidak ada jalur yang bersilangan. 5.Rute yang paling efisien dibangun dengan menggunakan kendaraan dengan
6. Pengambilan barang (pick up) sebaiknya digabungkan dengan rute pengiriman barang (delivery), daripada pengambilan barang baru dilakukan setelah semua pengiriman dilakukan. Hal ini guna meminimalkan jalur yg bersilangan yang dapat terjadi bila pengambilan dilakukan setelah seluruh pengiriman dilakukan.
7. Titik pemberhantian yang terpisah dari pengelompokan rute adalah kandidat terbaik untuk penggunaan alat transportasi lain. Titik pemberhentian yang terpisah dari pengelompokan, terutama titik pemberhentian dengan volume yang kecil, dilayani dengan waktu dan biaya yang relatif besar. Menggunakan kendaraan berkapasitas kecil untuk melayani titik pemberhentian tersebut dapat lebih ekonomis.
8.Batasan time windows titik pemberhentian yang berdekatan harus dihindari. Batasan time windows yang sangat dekat di antara pemberhentian dapat memaksa pembentukan urutan pemberhentian jauh dari pola ideal. Oleh karena
time windows tidak bersifat mutlak maka sebaiknya dilakukan negosiasi
terhadap titik pemberhentian yang dipaksa untuk dilayani sesuai pola routing yg diinginkan
3.6. Vehicle Routing Problem Time Window
Vehicle routing problem with time windows (VRPTW) merupakan
jangka waktu tertentu yang ditentukan oleh pihak konsumen. Tiap kendaraan juga harus kembali lagi ke depot sebelum jam kerja depot berakhir. Tujuan dari VRPTW adalah menentukan sejumlah rute untuk melayani seluruh konsumen dengan biaya terkecil (dalam hal ini yang dimaksud dengan biaya adalah jarak tempuh) tanpa melanggar batasan kapasitas dan waktu tempuh kendaraan serta batasan waktu yang diberikan oleh pihak pelanggan. Jumlah rute yang ditentukan tidak boleh melebihi jumlah kendaraan yang ada.
3.7. Heuristik7
Heuristik adalah sebuah teknik yang mengembangkan efisiensi dalam proses pencarian, namun dengan kemungkinan mengorbankan kelengkapan(completeness). Fungsi heuristic digunakan untuk mengevaluasi keadaan-keadaan problema individual dan menentukan seberapa jauh hal tersebut dapat digunakan untuk mendapat solusi yang diinginkan.
Pada permasalahan kombinasi, Metode heuristik biasa digunakan untuk memecahkan masalah TSP dan VRP. Terdapat 3 kategori dasar yang dapat menyelesaikan permasalahan VRP.
1. Heuristik Konstruktif
a) Nearest Neigbour
7
Diawali dengan penentuan titik di sumber(depot), cari titik terdekat dari titik sebelumnnya sampai semua titik saling terhubung. Membutuhkan waktu komputasi yang sangat tinggi
b) Saving Procedure Metode ini akan membentuk suatu solusi, dengan
menghitung penghematan dari pembentukan rute yang baru, yang akan menghasilakan rute yang akan lebih optimal.
2. Heuristik 2 Fase
a) Cluster-first, route-second procedure
b) Route -first, cluster-second procedure
3. Local Search Improvement a) Insertion Procedure b) Improvement Procedure
3.8. Algoritma nearest neighbor
pendekatan untuk mencari kasus dengan menghitung kedekatan antara kasus baru dengan kasus lama.Tujuan dari algoritma ini untuk mengklasifikasikan objek baru berdasarkan atribut dan training sample.
Dalam penelitian ini, penulis menggunakan algoritma nearest neigbour, dengan langkah-langkah sebagai berikut :
1. Tentukan kota pertama sebagai kota awal keberangkatan (simpul awal)
2. Ambil kota lain sebagai tujuan perjalanan dengan syarat biaya/jarak dari kota asal yang paling minimal.
3. Ambil kota lain sebagai tujuan perjalanan selanjutnya dengan syarat biaya/jarak paling minimal dari kota kedua dengan syarat belum pernah dikunjungi.
4. Ulangi langkah kedua dan ketiga sampai semua kota (simpul) sudah dilalui. Hitung semua rute yang telah didapatkan.
3.9. Metode Saving Matriks8
Tujuan dari metode saving matriks adalah untuk meminimisasi total jarak perjalanan semua kendaraan dan untuk meminimisasi secara langsung jumlah kendaraan yang diperlukan untuk melayani semua tempat pemberhentian. Logika dari metode ini bermula dari kendaraan yang melayani setiap pemberhentian dan kembali ke depot sepeti terlihat pada Gambar 3.3.(a). Hal ini memberikan jarak maksimum dalam masalah penentuan rute. Kemudian dua tempat pemberhentian digabung dalam dua rute yang sama sehingga satu kendaraan tersebut dieliminasi
8
dan jarak tempuh dapat dikurangi yang dapat dilihat pada Gambar 3.3.(b). Pendekatan savings mengizinkan bayak pertimbangan yang sangat penting dalam aplikasi yang realistis. Sebelum tempat pemberhentian dimasukkan dalam sebuah rute, rute tempat pemberhentian selanjutnya harus dilihat. Sejumlah pertanyaan tentang perancangan rute dapat ditanyakan, seperti apakah waktu rute melebihi waktu distribusi maksimum pengemudi yang diizinkan, apakah waktu untuk istirahat pengemudi telah dipenuhi, apakah kendaraan cukup besar untuk melakukan volume rute yang tersedia. Pelanggaran terhadap kondisi-kondisi tersebut dapat menolak tempat pemberhentian dari rute keseluruhan. Tempat perhentian selanjutnya dapat dipilih menurut nilai savings terbesar dan proses pertimbangan diulangi. Pendekatan ini tidak menjamin solusi yang optimal, tetapi dengan mempertimbangkan masalah kompleks yang ada, solusi yang baik dapat dicari.
Gambar 3.3. Pengurangan Jarak Tempuh Melalui Penggabungan
Tempat Perhentian dalam Rute
kendala-kendala yang ada. Berikut ini langkah-langkah pembentukan sub-rute distribusi dengan menggunakan metode saving matriks, yaitu9:
1. Identifikasi Matriks Jarak
Pada langkah ini, diperlukan jarak antara gudang dan ke masing-masing toko dan jarak antar toko. Untuk menyederhanakan permasalahan, lintasan terpendek digunakan sebagai jarak antar lokasi. Jadi, dengan mengetahui koordinat masing-masing lokasi maka jarak antar dua lokasi bisa dihitung dengan menggunakan rumus jarak standar. Apabila jarak riil antar lokasi diketahui, maka jarak tersebut lebih baik digunakan dibanding dengan jarak teoritis dengan menggunakan rumus. Jarak dari gudang ke masing-masing toko dan jarak antar toko akan digunakan untuk menentukan matriks penghematan (saving matriks) yang akan dikerjakan pada langkah berikutnya.
2. Mengidentifikasi matriks penghematan ( saving matriks)
Pada langkah ini, diasumsikan bahwa setiap toko akan dikunjungi oleh satu armada secara eksklusif. Saving matriks merepresentasikan penghematan yang bisa direalisasikan dengan menggabungkan dua pelanggan ke dalam satu rute. Untuk perhitungan penghematan jarak dapat mengunakan persamaan:
S(x,y) = J (G, x) + J(G,y) – J(x,y) Dimana:
S(x,y) = Penghematan Jarak J (G,x) = Jarak gudang ke toko x J (G,y) = Jarak gudang ke toko y
9
3. Mengalokasikan Distributor ke rute
Dengan menggunakan tabel penghematan jarak, dapat dilakukan pengalokasian toko ke kendaraan atau rute. Pada tahap awal, tiap toko alokasikanke rute yang berbeda, namun toko-toko tersebut bisa digabungkan sampai pada batas kapasitas truk yang ada. Penggabungan akan dimulai dari nilai penghematan terbesar karena diupayakan memaksimumkan penghematan
3.9. Pengembangan Algoritma Heuristik
Beberapa penelitian telah mencoba mencari solusi bagi permasalahan MTVRP (Multi Trip Vehicle Routing Problem). Pada umumnya algoritma-algoritma ini menggunakan prosedur heuristik, mengingat kompleksitas permasalahan pada MTVRP. Taillard et.al. (1996) mengembangkan algoritma multi trip yang terdiri atas tiga bagian :
1. Pembangkitan sejumlah besar rute yang telah memenuhi pembatas VRP (Vehicle Routing Problem).
2. Memilih subset dari sejumlah besar rute ini dengan menggunakan algoritma enumeratif.
3. Menyusun rute terpilih dalam sebuah horizon perencanaan yang feasible.
Brandao dan Mercer (1998) mengusulkan metode yang terdiri atas
prosedur konstruktif dan improvement. Metode ini terdiri atas 3 fasa yaitu: 1. Fasa inisial yang membangkitkan solusi yang feasible untuk permasalahan
routing tetapi tidak harus feasible untuk permasalahan penjadwalan.
Berikut ini akan disajikan beberapa defenisi yang terkait dengan MTVRP.
a. Pelanggan dan depot
Sebuah permasalahan MTVRP terdiri atas n pelanggan (dituliskan sebagai 1,2,...,n) dan sebuah depot tunggal (dituliskan sebagai 0). Himpunan (0,1,...,n) yang mewakili semua konsumen dan depot disebut site. Jarak antara site i dan j dituliskan sebagai dy. Tiap konsumen i memiliki permintaan (demand) qi≥ 0 dan
waktu pelayanan si ≥ 0. Waktu pelayanan juga didefenisikan pada depot, s0≥ 0,
yang menggambarkan waktu muat di depot. b. Alat angkut
Permasalahan ini didefenisikan pada sejumlah tak hingga alat angkut. Masing-masing alat angkut memiliki kapasitas Q dan kecepatan V yang seragam. Bersama dengan jarak antar site, dij , kecepatan V menentukan waktu tempuh
antar site tij .
c. Time window
Untuk site i, time window dispesifikasikan oleh sebuah interval [ei ,li], dimana ei menggambarkan waktu siap (ready time) dan li menggambarkan
waktu tenggat (deadline time). Waktu mulai untuk pelayanan di site i,
disimbolkan oleh αi didefenisikan sebagai :
��= max( ��,��−1+��−1,�) (1)
dimana δi-1 merupakan waktu keberangkatan dari site sebelumnya dan tii-1,i adalah
�� =��+�� (2) Waktu tunggu alat angkut di site i, disimbolkan oleh wi,diberikan oleh
Wi = {0} jika ��≤ (��−1 + ��−1,�)
{ ��≤ (��−1 + ��−1,�) jika ��≥ (�1+ ��−1,�) (3)
Sebuah rute dikatakan memenuhi pembatas waktu untuk site I jika δi < li (4)
Dalam konteks ini, li merupakan waktu maksimum suatu site/gudang belum
dikunjungi. Jika waktu kunjungan melebihi li, maka gudang i akan kekurangan
barang.
li = (5)
dimana Ci menunjukkan kapasitas gudang pada site i, dan di menunjukkan laju
permintaan barang di gudang site i. Secara khusus li dapat disebut sebagai daya
tahan gudang site i. d. Planning horizon
Sebuah horizon perencanaan menggambarkan waktu kerja untuk alat angkut. Horizon perencanaan ini membatasi total waktu (meliputi waktu perjalanan, waktu tunggu, dan waktu pelayanan) yang harus dipenuhi oleh alat angkut dalam perjalanan menyelesaikan tugasnya. Jika diasumsikan horizon perencanaan dimulai pada e0 maka horizon perencanaan, disimbolkan dengan
Hi adalah panjang time window depot, yaitu:
Hi = l0-e0 (6)
e. Rute
Sebuah rute menggambarkan urutan kunjungan ke pelanggan-pelanggan, berawal dan berakhir di depot. Rute disimbolkan oleh R, dapat dituliskan sebagai:
Total angkutan pada tiap rute tidak boleh melebihi kapasitas alat angkut,
∑i€Rqi≤Q (8)
f. Tour
Sebuah tour terdiri atas set rute,
T = {R1,….RNT} (9)
di mana NT menunjukkan jumlah rute dalam suatu tour. Waktu penyelesaian suatu tour (CT) tidak boleh melebihi horison perencanaan.
CTi < H (10) g. Jumlah alat angkut
Dalam MTVRP, masing-masing tour dilakukan oleh sebuah alat angkut. Maka permasalahan penentuan jumlah alat angkut sama ekivalen dengan permasalahan penentuan jumlah tour. Solusi bagi permasalahan MTVRP adalah
rencana rute: σ = { t1, t2,... tNT} yang memenuhi pembatas kapasitas dan waktu
pelayanan (time window) dan mencapai tujuan: minimisasi jumlah alat angkut, total waktu tour, serta utilitas alat angkut.
Pengembangan algoritma heuristik dengan prinsip divide and conquer telah dikembangkan oleh Titah Yudistira, Suprayogi dan Abdul Hakim Halim (2003) yang terdiri atas langkah iteratif yakni :
1. Mencari rute terbaik yang belum tentu feasible (mengikuti jalur yang ada) 2. Jika solusi satu tidak feasible, membagi permasalahan awal dengan 2 sub
masalah
Demikian kedua langkah ini terus berulang sampai didapatkan solusi yang
1. Dari graph permasalahan yang diberikan, cari rute terpendek menurut
traveling salesman problem (alat angkut mengelilingi semua site dan kembali
lagi ke depot dalam sekali jalan).
2. Hitung horizon perencanaan, yaitu jadwal pengiriman (shipping) yang sama berulang pada suatu site. Dalam hal ini horizon perencanaan sama dengan waktu pengiriman mengikuti rute pada langkah 1 diatas.
3. Hitung waktu teoritis (estimasi) yang diperlukan untuk memenuhi permintaan di semua pelanggan selama horizon perencanaan. Perhatikan bahwa jumlah pengiriman minimal pada masing-masing site harus sama dengan jumlah
demand selama horizon perencanaan.
4. Jika feasible waktu teoritis (horizon perencanaan) terapkan algoritma penugasan (yang sudah mempersiapkan waktu pelayanan). Jika tidak, pecah
graph yang bersangkutan menjadi sub graph dan kembali ke langkah 1.
5. Hasil penerapan algoritma penugasan bisa saja menjadi tidak feasible. Kalau ini terjadi pecah graph dan kembali ke langkah 1.
Adapun ukuran performansi yang ingin dicapai dari algoritma ini adalah : 1. Utilisasi alat angkut yang dapat dihitung dengan rumus-rumus :
Utilisasi per rute = muatan yang dimuat/total kapasitas alat angkut ��= ∑ �����
�
Utilitas rata-rata tiap tour = ∑ utilitas per rute/ jumlah rute dalam satu tour
��= ∑ ��� ��
� = ∑ ��� ∑ �
2. Jarak tempuh total : bisa dihitung dari total jarak tempuh pada rute terbaik pada algoritma diatas.
Adapun rincian algorima heuristik yang digunakan adalah sebagai berikut:
1. Hitung jarak total dari depot (sumber) ke depot (sumber) kembali sesuai dengan rute terbaik yang dipecahkan dengan metode pemecahan masalah
Traveling Salesman Problem (TSP). Dalam hal ini beberapa algoritma
heuristik dapat diterapkan.
2. Tetapkan horizon perencanaan, yaitu jarak (selisih) waktu jadwal pngiriman yang sama berulang. Misalkan jika horison perencanaan adalah 10 hari, kalau pada tanggal 1 dilakukan pengiriman sejumlah q1, maka pada tanggal 11
kembali dilakukan kembali pengiriman kembali ke site 1 sejumlah q1. Pada
dasarnya, semakin kecil horizon perencanaan semakin baik. Tetapi semakin kecil horizon perencanan artinya dibutuhkan waktu yang lebih cepat dalam pendistribusian barang teradap permintaan barang yang ada. Pada dasarnya horison perencanaan dapat dibuat dengan trial error. Tetapi untuk mengurangi usaha trial error tersebut dapat dipakai patokan berikut:
a. Untuk graph awal : horison perencanaan sama dengan daya tahan terkecil b. Untuk sub-graph
1. Horison perencanaan tidak mungkin lebih besar dari daya tahan terkecil pada sub-graph yang bersangkutan.
perencanaan. Demand total merupakan penjumlahan dari demand pada tiap site selama horison perencanaan.
3. Bagi demand total dengan kapasitas alat angkut yang ada. Angka ini menunjukkan frekuensi kapal harus diisi ( jumlah rute dalam satu tour).
NT = �
�
4. Hitung waktu untuk menjalankan tour (semua site dikunjungi) penuh. 5. Jika waktu yang diturunkan lebih kecil dari horizon perencanaan hari
siklus x 24 jam), maka tetapkan horizon perencanaan tersebut feasible. 6. Lakukan langkah 1 untuk beberapa ari siklus yang diperkirakan feasible. 7. Jika tidak ada yang feasible, berarti jumlah alat angkut kurang. Sub-graph
yang bersangkutan dipecah lagi menjadi sub-sub graph. Demand total yang lebih kecil dari kapasitas kapal lebih dari m, prioritas total demand yang lebih kecil. Lanjutkan ke langkah (c)
c. Jika sudah tidak ada jenis produk dengan demand yang lebih kecil dari kapasitas kapal dibagi m, pilih sembarang produk dan buat trip untuk mendistribusikan produk tersebut sejumlah kapasitas alat angkut (atau yang paling mendekati). Pendistribusian ini mulai dari site yang terjauh.
d. Buat rute tambahan untuk memenuhi permintaan yang belum selesai (kembali ke langkah a)
Jika feasibel, cek apakah waktu total untuk sub-graph ini tidak melampaui jam
availibilitas alat angkut. Jika melampaui kembali ke langkah 3, tambah n menjadi
3.10. Pengukuran Waktu Kerja10
Pengukuran kerja adalah metode penetapan keseimbangan antara kegiatan manusia yang dikontribusikan dengan unit output yang dihasilkan. Pengukuran waktu kerja ini akan berhubungan dengan usaha-usaha untuk menetapkan waktu baku yang dibutuhkan untuk menyelesaikan suatu pekerjaan. Waktu baku merupakan waktu yang dibutuhkan oleh seorang pekerja untuk menyelesaikan satu siklus dari suatu kegiatan yang dilakukan menurut metode kerja tertentu, pada kecepatan normal. Pada umumnya teknik-teknik pengukuran waktu terdiri atas dua bagian, pertama teknik pengukuran secara langsung dan kedua secara tidak langsung. Teknik pengukuran secara langsung dilakukan langsung pada tempat dimana pekerjaan yang bersangkutan dilaksanakan. Sedangkan teknik pengukuran tidak langsung yaitu melakukan perhitungan waktu tanpa harus berada ditempat pekerjaan.Cara jam henti dan sampling pekerjaan adalah cara pengukuran kerja secara langsung. Pengukuran waktu dengan jam henti terutama sekali baik diaplikasikan untuk pekerjaan yang singkat dan berulang-ulang.Teknik sampling kerja adalah suatu teknik untuk mengadakan sejumlah besar pengamatan terhadap aktifitas kerja dari mesin, proses dan pekerja. Dari hasil pengukuran akan diperoleh waktu baku untuk menyelesaikan suatu siklus pekerjaan, yang mana waktu ini akan digunakan sebagai standar penyelesaian pekerjaan bagi semua pekerja yang melaksanakan pekerjaan yang sama.
10
BAB IV
METODOLOGI PENELITIAN
4.1 Tempat dan Waktu Penelitian
Penelitian dilakukan di PT Neo National yang beralamat JL.Mg Manurung No 96 Amplas. Penelitian dilaksanakan mulai bulan April 2015 sampai selesai.
4.2 Jenis Penelitian
Jenis penelitian ini adalah action research dimana penelitian dilakukan untuk mendapatkan temuan-temuan praktis untuk keperluan pengambilan keputusan operasional.
4.3 Objek Penelitian
Objek penelitian yang diamati adalah perencanaan dan penentuan rute pendistribusian produk pada PT Neo National.
4.4 Variabel Penelitian
variabel yang terdapat dalam penelitian ini adalah: Variabel-variabel yang terdapat dalam penelitian ini adalah:
1. Variabel Independen
distributor ke distributor lain
b. Kapasitas alat angkut, variabel ini menunjukkan batas maksimum volume barang dalam mobil angkut yang dinyatakan dalam satuan
c. Waktu yang tersedia,variabel ini menunjukkan waktu yang tersedia bagi perusahaan untuk mengantarkan produk ke distributor
d. Jumlah produk yang dikirimkan, variabel ini menunjukkan banyak yang harus didistribusikan perusahaan ke tiap distributor
e. Waktu Perjalanan, variabel ini menunjukkan waktu yang dibutuhkan perusahaan untuk menempuh satu rute perjalan.
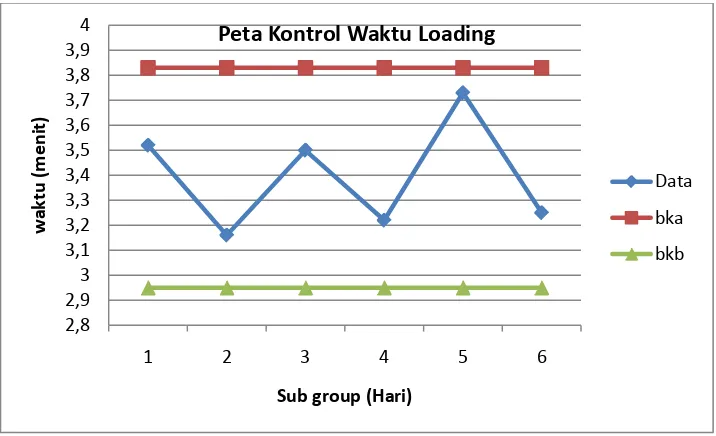
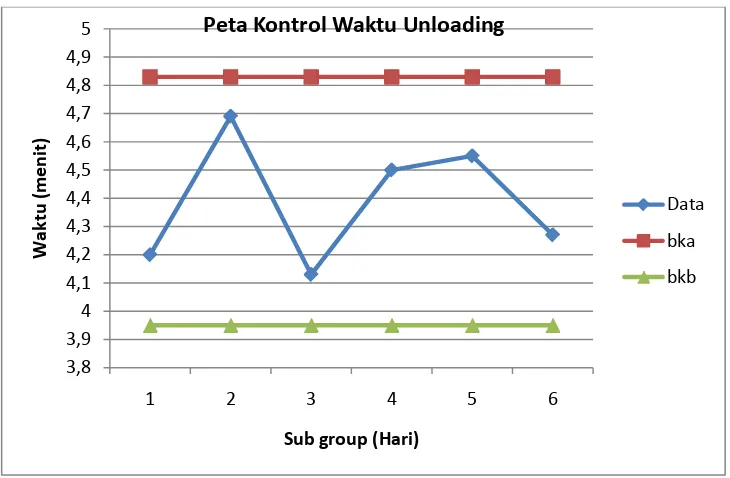
f. Waktu Bongkar-muat, variabel ini menunjukkan waktu yang dibutuhkan operator untuk memuat barang ke kendaraan pengangkut (loading) dan menurunkan barang di toko distributor (unloading).
g. Waktu Pengiriman, yaitu total waktu yang dibutuhkan untuk mengirimkan produk untuk sampai ke distributor.
2. Variabel Dependen
a. Rute distribusi optimal,yaitu hasil dari penelitian terhadap pendistribusian produk ke distributor.
4.5 Kerangka Berpikir
waktu pengiriman yang dilakukan yaitu waktu yang dibutuhkan untuk mengirimkan produk untuk sampai ke distributor yang dimana waktu pengiriman dipengaruhi oleh waktu bongkar muat dan waktu perjalanan. Perhitungan waktu bongkar muat terdiri atas dua kegiatan yaitu loading yang dilakukan pada saat produk dimasukkan ke dalam truk dari gudang pada depot dan unloading kegiatan menurunkan barang dari truk di gudang distributor, selanjutnya dicarilah waktu perjalanan yaitu yaitu waktu yang dibutuhkan untuk menyelesaikan satu rute perjalanan dalam distribusi produk ke distributor yang dimana akan berpengaruh terhadap waktu pengiriman yang merupakan total waktu distribusi produk ke distributor. Kemudian variabel yang diperlukan adalah waktu tersedia yaitu menunjukkan waktu yang tersedia yang akan menjadi batasan bagi perusahaan untuk mengantarkan produk ke distributor, Langkah selanjutnya kapasitas alat angkut sebagai masukan untuk menentukan batas maksimal volume produk yang dapat dimuat alat angkut, data masukan selanjutnya adalah jumlah produk yang akan didistribusikan hal ini dibutuhkan untuk mengalokasikan jumlah produk tersebut terhadap kapasitas alat angkut yang tersedia dan data masukan jarak dari depot ke distributor maupun jarak antar distributor dengan menggunkaan aplikasi
google maps. Setelah didapatkan variabel masukan maka selanjutnya digunakan
Kapasitas Alat Angkut
Waktu Pengiriman
Jarak Jumlah Produk Waktu Tersedia
Rute Distribusi Optimal
Waktu Bongkar Muat
Waktu Perjalanan
Gambar 4.1 Kerangka Berpikir
Definisi Operasional:
a. Waktu bongkar muat adalah waktu yang didapatkan dari kegiatan memuat produk kedalam armada kendaraan di depot dan mengeluarkan produk di distributor. b. Waktu Tersedia adalah waktu yang dimiliki perusahaan untuk melakukan
kegiatan distribusi.
c. Kapasitas alat angkut adalah besarnya muatan alat angkut yang dimiliki perusahaan untuk melakukan distribusi produk.
d. Waktu Pengiriman adalah waktu yang dibutuhkan perusahaan untuk melakukan kegiatan distribusinya
e. Jumlah Produk adalah besarnya permintaan yang akan dikirimkan ke distributor dalam satuan m3
4.6 Rancangan Penelitian
Penelitian dilaksanakan dengan mengikuti langkah-langkah sebagai berikut:
1. Identifikasi permasalahan awal
Tahap awal penelitian adalah studi pendahuluan (identifikasi permasalahan awal). Permasalahan awal diidentifikasi oleh peneliti dilihat dari gap yang terjadi antara kondisi yang diharapkan oleh perusahaan dengan kenyataan yang terjadi di lapangan. Masalah awal yang diidentifikasi adalah belum adanya penjadwalan dalam distribusi produk ke konsumen yang baik dari perusahaaan yang menyebabkan keterlambatan dalam distribusinya.
2. Perumusan masalah
Rumusan masalah dalam penelitian ini adalah penentuan rute distribusi produk yang belum optimal. Dalam melakukan proses pendistribusian barang, PT Neo National kurang mempertimbangkan kapasitas alat angkut yang digunakan serta jarak tempuh dalam penentuan rute distribusi produk. Berdasarkan permasalahan tersebut, maka perlu diadakan penelitian untuk perencanaan rute yang optimal menggunakan pendekatan algoritma heuristik dengan mempertimbangkan kapasitas alat angkut dan jarak tempuh agar distribusi produk dapat dilakuka