STUDI EKSPERIMENTAL PENGARUH
TYPE GATING SYSTEM
TERHADAP
MECHANICAL PROPERTIES
DAN
MIKROSTRUKTUR PADA PENGECORAN ALUMINIUM 356
–
SiC MENGGUNAKAN METODE
STIR CASTING
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
DISUSUN OLEH :
ABDUL RAHMAN
100401019
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
STUDI
EKSPERIMENTAL PENGARUII
TYPEGATING
SYSTEMTERHADAP MECHANICHAL
PROPERdTTSDAN
MIKROSTRUKTUR PADA
PENGECORAN
ALUMIMUM
356-
SiCMENGGUNAKAN METODE
STIRCASTING
ABDUL
RAE}Ifu\
100401019
Telah Diperbaiki/Diperiksa dari Hasil Seminar Skripsi Periode KeS2{rPada Tanggal30 September 2015
Telah disetujui oleh Pembimbing
ffi,"'*l
Suprianto. ST. MT.
STUDI
EKSPERIMENTAL PENGARUH
TYPEGATING
SYSTEM
TERHADAP
MECHANICIUL
PROPERTIESDAN
MIKROSTRUKTUR
PADA PENGECORAN
ALUMINTTIM
356.
SiCMENGGUNAKAN METODE,STIft
CASTING
ABDI]L RAHMAN 100401019
Telah DiperbaikilDiperiksa dari Hasil Seminar Skripsi
Periode KeS}4rPada Tanggal30 September 2015
Ir. Tueiman. MT
EI/AI,SASI
SEMINAR SKRIPSI
DEPARTEIUENJEKNIK
MESIN .FAKULTAS
TEKMK
USU
PERIODE KE-. UJ*,..IIARI/TANGGAL
:
.,19...YJ1Wfu.?!5...
l
KANDIDAT I
NilnaNIM
Tugas Surjana Judrd Tugas Sarjana
filln
Dosea Peiribimbing
Dosen Pembanding
'i:' :
Penilaian Terhadap Semirtar Skripsi.Mahasiswa tersebut adalah :
I,CATATAN I{ASIL SEI{I}IAR.
1. Judul
2. Sistematika
3. Bahas4/Tulisan 4. Materi yang dikoreksi
AMUL
Qahwn
Memenuhi / Perlu perbaikan *) Memenuhi / Perlu Perbaikan *) Memenuhi / Perlu perbaikan *)
khep
5,Gambar
II.SETELAH SE}{INAR DIDISKUSIKA}I DAN EVALUASI ANTARA DOSEN PEMBA}IDING
DAN DOSEN PEMBIMBING, MAKA HASILSEMINAR ADALAH :
/A
Dapat langsung *eogitoti Sidang Skripsr.!
O ;:#[Hff
sebagian catatan seminar dan akan dibimbing oteu posen Pembanding sebelum
'
3'
Pgrlu pe$aikanyang menrJasar dan akan dibimbing qleh Dosen Pemban{ing setelah terlebih
dahulu melalui timbingan ulang dari Dosen pembimbing.
t
/F/aor
F*diog,
Dosq4 Pembimbing,
ffila*/
,fffi*."n.6..w.;..,.
,/
l,f 'Turirnwr
,
ur
tahuioleh:
EVALUASI
SEMINAR SKRIPSI
DEPARTE}IETV
TEKMK
MESIN
AKUT,TAS
TEKI\IK
USU
PERTODE
KE-.
.fika,genlmANcGAl
r,,,3.d.W,/y.{..
KANDIDAT I
Nacu1}.IIM
Tugas Sarjana
,
Iudul Tirges SarjauaDosenPetuibimbirrg Dosen PembaodirLg
'i:' :.
Pgnilaian Terhada'p Seminm Slaipsi.Mahasiswa tersebut adalah
:
1.
Dapat larigsung mengikuti Sidane Skripsi.)
O
Perlu perbaikan sebagian catatan seminar dan akan dibimbing oleh Dosen pembanding sebelum/
Sidang Skripsi.3'
Perlu perbaikan yang menrJasa dan akao dibimbing oleh Dosen Pemban{ine setelah terlebih dahulu melnlui bimbingan ulang dari Dosen pembimbing.I,CATATAN HASIL sE\,{u\{AR"
1.
Judul
: Ulenienuhi dqoperbaikan *)2.
Sisternatika
: V1emenuh.idUr"r;;;
-;
3.
Batras4/Tulisan
: Memenuhi&r:"*;orft*
-;
4. Materi yang dikoreksi
5,Gambar
II.SETELAH SE}'{II.IAR DIDISKUSIKAN DAN EVALUASI ANTARA DosEN PEMBA}{DING
DAN DOSEN IPEMBIMBINC}, MAKA HASILSEMINARADALA}I :
'ffi[,";flo*'
ili[*wi,
rr:ur
etahui oleh:
Medan,
ABSENSI
PEMBANDING
BEBAS
MAHASISWA
PADA SEMINAR SKRIPSI MAHASISWA
DEPARTEMEN
TEKNIK
MESIN FT
USUNAMA NIM
PERIODE
Hr{RYTANGGAL
,l
824
Rabu / 30 September 2015
Abdul Rahman
100401019
Medan, 30 September 2015 Ketua Seminar,
ffitol
Suprianto.ST.MT
NIP. 197909082008 12 100 1
NO NAMA MAFIASISWA
/NIM
TANDA TANGANA
t
H"*l
eu,,rr^h
/
l-
I
a.
hU,
Nt\qontcr
''i''
r
M
3 Yl.
l"zu"ldt
s
{W
{
W
Buq;
(,,e
fi""r,a^
.-frrr/
STI]DI EKSPERIMENTAL PENGARUH TYPE GATING SYSTEM
TERTIADA" MECHANICAL PROPERTIES DAN MIKROSTRTTKTUR PADA
PENGECORAN ALTIMINIUM 356
-
SiC MENGGUNAKAN METODE STIRCASTING
ABDUL RAHMAN
100401019
Diketahui / Disahkan :
Dtpartemen Teknik Mesin
Fakultas teknikUSU
Disetujui Oleh:
Dosen Pembimbing,
&t(lp"*-1
Suprianto. ST.MT
NIP. I 97909082008121001 ^
DEPARTtr,\,{EN TEKNIK FAKUL,'i"AS ]'EKNIK
h{[D,4N
Iv{ESIN
tisli
2265 I TSlil
I 07 ,i i 2t)15201 5T{.1c4$
sA&r4Ng
: AItDtiL R,{HS{AN
:10{}40101q
:l)[NGECO]tA]'j Lt)fiAM
: l.akukan Studi Eksperimental Pengaruh I':,pe
{-' irri ing
^\},,.r-rr#}'f*rhadap l,.{schanic*l 1)r"opart it:s
llan
ir4lkr*str*ktur Pada Pengecomn Ah-rminiuni356
SiC menggunakan h,ietode Stu"{ttstrng.[,tntr:k itu :
1.
Sebi:lr:mnv;i iakukan pelrl-Tuatau pala cetakanpasir dan lanjutkan proses pengecorati dengan 3
l.y'lttt gi;l{tn1g
2.
L,akulian pengujian keksr$-r*n, prngu.jian impak, pengu.lian rnikro :truktur terhadap sampel hasil c0ran.;.
Lakukar: p*ngujian k*kasarari ciar ketaltarla* ails:
15 .luii 2015:
l8 Sept*r.ntrer2015MEDAI'I" tr5 iuii 2015.
IX}SEN I}F,MBIMBINC,
ffitu**
{
Sqpri€r+t0,.ST.il{J
NIp. t 979fi90S2S08I 21 001
AGENDA
DITERIMA TGI,
PA[iAF
I'iAh4A
t'* I Lrl
MA'IA PEI-.{JARi\N
SI,F,STTIKASI
DIBERIKAN TT\N$CAL
SBt.lrSAI TANGfiAi.
KT:TUA
RTITMEN TEKNIK &{ESiN"
qbr
-\a-1
^rrrrtr
)f,,,ffi
ii/
mr,[tri
rIilHafi(lrh, uESm
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK USU
MEDAN
KARTT] BIMBINGAN
TUGAS
SARJANA
hIAHA
SISWANo : 2265
ITS 12015
Sub. Prograrn Studi Bidang Tugas Judul Tugas
Diberikan tanggal Dosen Penrbimbing
:
Proses Produksi:
PengecoranLogam.
Studi Eksperimental Pengarub Type Gating System Terhada p Mechanicetl Properties Dan Mikrostru ktur
Pada Pengecoran Aluminium 356-
Sic Menggunakan Metode Stir Casting: 15 Juli
2015
SelesaiTgl
: 23 Sept 2015: Suprianto,
ST.MT
NamaMhs
: Abdul RahmanNrM
. 100401019CATATAN:
1. Kartu ini harus diperlihatkan kepada Dosen Pe.mbimbin g setiap Asi stensi
2. Kartu ini harus dijaga bersih dan rapi
3. Kartu im harus dikenrbalikan ke
Departemen, bila kegiatan Asistensi Telah selesai.
"
Diketahui,KETUA DEPARTEMEN TEKNIK MESIN
ilt
Kegiatan Asistensi Bimbingan
fulenerima Spesifikasi T
n Pembimbi 15-07-20t 5
l7-47-2Ats Studi Literatur dan Pencarian Referensi Asistensi Bab I dan tsab II
Asistensi Perbaikan Bab I dan Bab II Asistensi Bab
lll
Asistensi Perbaikan Bab III
s
i3l -08-20r s08-2015
1 2-08-20 I 5 Asistensi Hasil Pensuiian Impak" Kekerasan
Asrstensi Hasil Pengujian
Mikrostruktur
Keausan dan
Asistensi Bab IV
19-08-2015
5-08-20 r 5
1-08-2015 Asistensi Perbaikan Bab IV
t 0-09-2015 Asistensi Bab V dan Daftar Pustaka
I4-09-20
l5
lAsistensi ikan Bab V dan Daftar PustakaAsistensi keseluruhan 1-09-2015
3-0q-2015 ACC Seminar
6uF*Jrusu
ansvah Isranuri
r#,
3t
i
KATA PENGANTAR
Puji syukur kehadirat Allah SWT, Tuhan Yang Maha Esa. Tiada daya dan kekuatan selain dari-Nya. Shalawat dan salam kepada Rasulullah Muhammad SAW. Alhamdulillah, atas izin-Nya penulis dapat menyelesaikan skripsi ini.
Skripsi ini adalah salah satu syarat yang harus dipenuhi untuk menyelesaikan Program Studi Strata-1 di Departemen Teknik Mesin, Fakultas Teknik Universitas Sumatera Utara. Adapun Skripsi ini diambil dari mata kuliah Teknik Pengecoran Logam dengan judul “Studi Eksperimental Pengaruh Type Gating System Terhadap Mechanical Properties Dan Mikrostruktur Pada Pengecoran Aluminium A356 – SiC Menggunakan Metode Stir Casting”
Dalam penulisan skripsi ini, penulis banyak mendapatkan bantuan, motivasi, pengetahuan, dan lain-lain dalam penyelesaian skripsi ini.Penulis telah berupaya dengan segala kemampuan pembahasan dan penyajian, baik dengan disiplin ilmu yang diperoleh dari perkuliahan, menggunakan literatur, serta bimbingan dan arahan dari Bapak Ir. Tugiman, MT sebagai Dosen Pembimbing.
Pada kesempatan ini, penulis tidak lupa menyampaikan terima kasih yang sebesar-besarnya kepada:
1. Orang tua saya tercinta, Ayahanda Ahmad Syafwan dan Ibunda Nila Wati serta kakak, abang, dan adik - adik saya ( Rahmatul Hijrah S.Pd, Ahmad Satriadi, SE, Ifandri dan Rahmi Siska Sari ) dan juga abang ipar saya ( Arifdal Alamsyah Lubis ) yang telah membesarkan penulis, membimbing, memberikan kasih sayang, memberikan nasehat memberikan perhatian baik spiritual maupun material serta semangat yang begitu besar kepada penulis mulai awal kuliah hingga penyelesaian skripsi ini.
2. Bapak Suprianto, ST. MT Dosen Pembimbing Skripsi yang telah meluangkan waktu dan pikiran serta kesabaran dalam membimbing dan mengajar penulis untuk menyelesaikan skripsi ini.
ii 4. Bapak Dr. Ing. Ikhwansyah Isranuri sebagai Ketua Departemen Teknik Mesin
USU dan Bapak Ir. M Syahril Gultom, MT. sebagai Sekretaris Departemen Teknik Mesin USU.
5. Seluruh Staf Pengajar DTM FT USU yang telah memberikan bekal pengetahuan kepada penulis hingga akhir studi selesai, dan seluruh pegawai administrasi DTM FT USU, juga kepada staf Fakultas Teknik.
6. Teman satu tim ( Rama Sanjaya ) yang telah memberikan kesempatan kepada penulis untuk bergabung dalam penyelesaian tugas sarjana ini.
7. Seluruh rekan - rekan mahasiswa Departemen Teknik Mesin USU Angkatan 2010, khususnya ( Chandra Andrika, Rama Sanjaya, Nursuci Adek) yang banyak memberikan motivasi kepada penulis dalam menyusun skripsi ini, atas masukan dan bantuannya dalam menyelesaikan skripsi ini.
Penulis sadar bahwa skripsi ini masih belum sempurna dikarenakan keterbatasan penulis. Untuk itu penulis tetap mengharapkan saran dan kritik yang sifatnya membangun untuk kesempurnaan skripsi ini.
Akhir kata penulis berharap semoga skripsi ini bermanfaat bagi siapa saja yang membaca, baik sebagai bahan masukan ataupun sebagai bahan perbandingan.
Medan, September 2015 Penulis
iii
ABSTRAK
Metal Matrix Composite merupakan material yang banyak digunakan di bidang teknik dikarenakan kekuatannya cukup baik, kekuatan ini dipengaruhi oleh elemen penyusun dari komposit tersebut juga mikrostruktur yang terbentuk. Pembuatan Komposit menggunakan metode pengecoran dapat menghasilkan distribusi elemen – elemen penyusun komposit yang tidak homogen, kehomogenan mikrostruktur ini di pengaruhi oleh banyak faktor diantaranya metode pengecoran, jenis cetakan juga gating system. Penelitian ini bertujuan untuk mengetahui pengaruh type gating system terhadap struktur mikro dan kekerasan. Penelitian ini dilakukan dengan memvariasikan tiga type gating
dengan temperatur tuang 735°C pada pembuatan komposit menggunakan Aluminium A356 sebagai matrix diperkuat SiC. Hasil Pengujian kekerasan memperlihatkan bahwa kekerasan yang paling tinggi di dapat pada gating type C sebesar 52,192 BHN. Untuk nilai impact tertinggi didapat pada gating C yaitu sebesar 0,235 dan nilai impact terendah diperoleh pada gating C yaitu sebesar 0,228. Daa hasil uji kekasaran memperlihatkan bahwa permukaan yang paling kasar terlihat pada gating C yaitu sebesar 0,50 μm. Hasil dari laju kehausan memperlihatkan bahwa laju keausan paling besar terjadi pada gating A yaitu sebesar 3,310 mm³/s secara teori dan secara eksperimen sebesar 1,126 mm³/s dan hasil pengujian mikrostruktur memperlihatkan bahwa dari ketiga type gating. Gating C lebih sedikit cacat porositas dibanding A dan B. pengujian kekerasan memperlihatkan bahwa gating B memiliki kekerasan paling tinggi pada bagian tengah coran yaitu sebesar 52,581 BHN.
Kata Kunci : Metal Matrix Composite, Gating System, Mechanical Properties
iv
ABSTRACT
Metal Matrix Composite is a material that is widely used in engineering because of its good strength, is influenced by the constituent elements of the composite also by formed microstructur. Manufacture of com posites using the casting method can produce a distribution of elements - a constituent element of the composite is not homogeneous, microstructural homogeneity is influenced by many factors, including the method of casting, the type of mold also gating system. This study aims to determine the effect of type of gating system on the microstructure and hardness. This research was conducted by varying the gating with three types of castings temperature 735 ° C in the manufacture of composites using Aluminium A356 as a matrix reinforced SiC. Test results showed that the hardness of violence highest in the gating can type C of 52.192 BHN. The highest value obtained for the impact on the gating C is equal to 0.235 and lowest impact values obtained in gating C is equal to 0.228. DAA test results show that the surface roughness of the most rugged looks at gating C is equal to 0.50 lm. Results from thirst rate showed that the wear rate is greatest at the gating A is equal to 3.310 mm³ / s theoretically and experimentally for 1,126 mm³ / s, and the test results show that the microstructure of a third type of gating. Gating C less than the porosity defects A and B. The hardness testing shows that gating B has the highest hardness in the central part of castings in the amount of 52.581 BHN.
Keywords : Metal Matrix Composite, Gating System, Mechanical Properties,
v
DAFTAR ISI
KATA PENGANTAR ... ...i
ABSTRAK ...iii
ABSTRACT ...iv
DAFTAR ISI ... ..v
DAFTAR GAMBAR ... vii
DAFTAR TABEL ... .xi
DAFTAR LAMPIRAN ...xii
DAFTAR NOTASI ...xiii
BAB I PENDAHULUAN 1.1. Latar Belakang ... .1
1.2. Perumusan Masalah ... .2
1.3. Tujuan Penelitian ... .2
1.4. Batasan Masalah... .3
1.5. Manfaat Penelitian...3
1.6. Sistematika Penulisan... .4
BAB II TINJAUAN PUSTAKA 2.1. Aluminium ... .5
2.1.1. Sifat – Sifat Mekanik Aluminum...6
2.1.2. Macam – Macam Paduan Aluminium...9
2.2. Metal Matrix Composite. ... 16
2.3. Silikon Karbida ( SiC ) ... 18
2.4 Stir Casting...22
2.5. Cetakan Pasir...24
2.6 Jenis – Jenis Keausan...27
BAB III METODOLOGI PENELITIAN 3.1. Tempat dan Waktu...30
3.2. Bahan dan Alat Penelitian ... 30
3.2.1.Bahan Penelitian ... 30
3.2.2.Alat Penelitian ... 32
vi
3.3.1. Proses Pengecoran Logam...41
3.3.2. Pengujian Kekerasan ( Hardness Test )...41
3.3.5. Pengujian Getas ( Impact Test )...42
3.3.6. Pengujian Kekasaran ( Roughness Test ) ...43
3.3.7. Pengujian Keausan ( Wear Test )...43
3.3.8. Pengujian Metalografi ( Metallography Test )...44
3.4 DiagramAlir ...45
BAB IV ANALISA DATA DAN PEMBAHASAN 4.1. Hasil Uji Komposisi...46
4.2. Hasil Pengecoran Type Gating Sysytem...47
4.3. Hasil Pengujian Kekerasan ( Hardness Test )...48
4.5. Hasil Pengujian Getas ( Impact Test )...51
4.6. Hasil Pengujian Kekasaran ( Roughness Test ) ...54
4.7. Hasil Pengujian Keausan ( Wear Test )...56
4.8. Hasil Pengujian Metalografi ( Metallography Test )...71
BAB V KESIMPULAN DAN SARAN 5.1. Kesimpulan...74
5.2. Saran...75
DAFTAR PUSTAKA...76
vii
DAFTAR GAMBAR
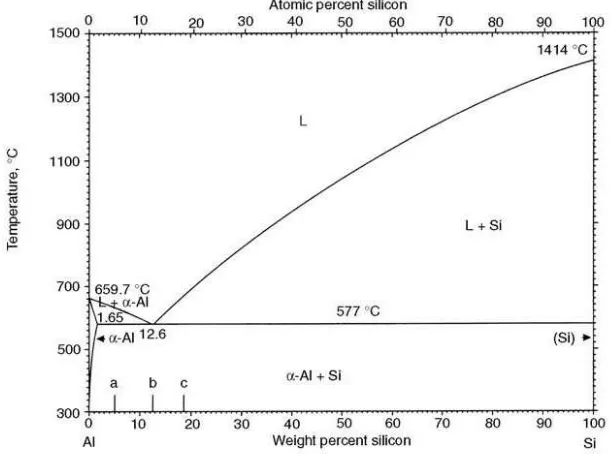
Gambar 2.1 Diagram fasa Al-Si ...9
Gambar 2.2 Daerah Diagram Fasa Al-Si...10
Gambar 2.3 (a) Struktur mikro paduan hypoeutectic. (b) Struktur mikro Paduan eutectic. (c) Struktur mikro paduan hypereutectic...11
Gambar 2.4 Pembagian komposit berdasarkan jenis penguat...17
Gambar 2.5 diagram phase dari SiC...20
Gambar 2.6 mesin stir casting...22
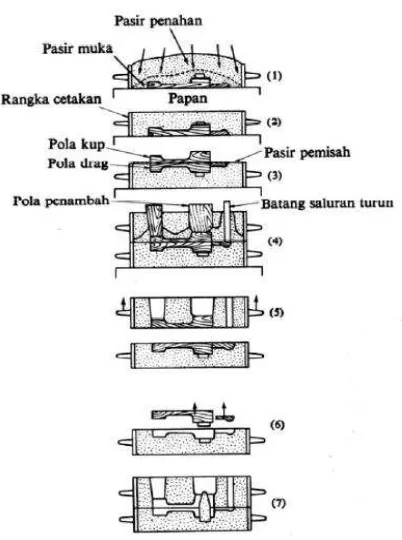
Gambar 2.7 Proses pembuatan cetakan...26
Gambar 2.8 Jenis – Jenis Sistem Saluran ...27
Gambar 2.9 Sprue Tegak Lurus...28
Gambar 2.10 Ukuran Pengalir ...28
Gambar 2.11 Saluran Pengalir dengan Jebakan Kotoran...29
Gambar 2.12 Ukuran Gate...29
Gambar 2.13 Macam – macam Gate...29
Gambar 2.14 Ukuran Panjang Gate yang Baik...30
Gambar 2.15 Pengujian keausan dengan metode pin on disk...31
Gambar 3.1 Aluminium 356 (Ingot)...34
Gambar 3.2 Silikon karbida (SiC)...34
Gambar 3.3 Cover Fluks...35
Gambar 3.4 Arang kayu Laut...35
Gambar 3.5 Mesin Gerinda Tangan...36
Gambar 3.6 Ragum...36
Gambar 3.7 Termokopel type- K...37
Gambar 3.8 Mesin Stir Casting...37
Gambar 3.9 Krusibel...38
Gambar 3.10 Desain Silinder ...38
Gambar 3.11 Pola gating system type A...39
Gambar 3.12 Pola gating system type B ...39
viii Gambar 3.14 a) Cetakan Pasir bagian atas
b) Cetakan Pasir Bagian Bawah...40
Gambar 3.15 Mesin Bubut...41
Gambar 3.16 Mesin Gergaji...41
Gambar 3.17 Pin on disk...42
Gambar 3.18 Brinell Hardness Tester...42
Gambar 3.19 Impact Tester...43
Gambar 3.20 Surface Roughness Tester...43
Gambar 3.21 Mikroskop optik...44
Gambar 3.22 Polishing machine...44
Gambar 3.23 Diagram alir penelitian...45
Gambar 4.1 (a) Hasil pengecoran gating type A (b) Hasil pengecoran gating type B (c) Hasil pengecoran gating type C...50
Gambar 4.2 (a) Spesimen uji kekerasan sebelum diuji. (b) Spesimen uji kekerasan yang sudah diuji ...51
Gambar 4.3 Grafik Type gating Vs Kekerasan...52
Gambar 4.4 Grafik Type gating Vs Kekerasan...53
Gambar 4.5 (a) Spesimen sebelum diuji. (b) Spesimen sudah diuji...54
Gambar 4.6 Sampelpenampang patahan impact pada type gating A...54
Gambar 4.7 Sampelpenampang patahan impact pada typegating B...55
Gambar 4.8 Sampelpenampang patahan impact pada type gating C...55
Gambar 4.9 Grafik Type Gating Vs Energi yang diserap...57
Gambar 4.10 Grafik type gating Vs nilai impak...58
Gambar 4.11 Spesimen Uji Kekasaran...58
Gambar 4.12 Nilai kekasaran vs type gating...59
Gambar 4.13 Spesimen sebelum di uji keausan...60
Gambar 4.14Spesimen sudah di uji keausan...60
Gambar 4.15 Lebar jejak untuk aluminum 356 diperkuat SiC pada gating type A (Pembesaram50x)...61
ix Gambar 4.17 Lebar jejak untuk aluminium 356 diperkuat SiC pada
gating type B (pembesaran 50x) ...63
Gambar 4.18 Kedalaman jejak bahan aluminum 356 diperkuat SiC pada
gating type B ( pembesaran 50x)...63 Gambar 4.19 Lebar jejak untuk aluminium 356 diperkuat SiC pada
gating type C ( pembesaran 50x) ...65 Gambar 4.20 Kedalaman jejak bahan aluminum 356 pada
gating type C ( pembesaran 50x )...65 Gambar 4.21 Skematis spesimen hasil uji keausan...70 Gambar 4.22 Grafik laju keausan vs Type Gating...74 Gambar 4.23 Gambar 4.23 Foto mikro type gating A1
(pembesaran 50x dan 100x)...75 Gambar 4.24 Gambar 4.23 Foto mikro type gating A2
(pembesaran 50x dan 100x)...75 Gambar 4.25 Gambar 4.23 Foto mikro typegating A3
(pembesaran 50x dan 100x)...75 Gambar 4.26 Gambar 4.23 Foto mikro type gating B1
(pembesaran 50x dan 100x)...76 Gambar 4.27 Gambar 4.23 Foto mikro type gating B2
(pembesaran 50x dan 100x)...76 Gambar 4.28 Gambar 4.23 Foto mikro typegating B3
(pembesaran 50x dan 100x)...76 Gambar 4.29 Gambar 4.23 Foto mikro type gating C1
(pembesaran 50x dan 100x)...76 Gambar 4.30 Gambar 4.23 Foto mikro type gating C2
(pembesaran 50x dan 100x)...77 Gambar 4.31 Gambar 4.23 Foto mikro typegating C3
x
DAFTAR TABEL
Tabel 2.1 Sifat - sifat fisik aluminium...8
Tabel 2.2. Kandungan Si terhadap temperatur titik beku paduan aluminium...12
Tabel 2.3 Sifat - sifat fisik dari Silikon Karbida...19
Tabel 2.4 Pebandingan Berat Coran dengan Ukuran Diameter Saluran...27
Tabel 3.1 Tempat dan Waktu Penelitian...33
Tabel 3.2 komposisi aluminium 356...34
Tabel 4.1 Data hasil pengujian kekerasan...52
Tabel 4.2 Data hasil pengujian impak...57
Tabel 4.3 Data hasil pengujian kekasaran...59
Tabel 4.4 Lebar jejak dan kedalaman jejak bahan Aluminuium 356 yang diperkuat SiC pada gating type A...62
Tabel 4.5 Lebar jejak dan kedalaman jejak bahan Aluminuium 356 yang diperkuat SiC pada gating type B...64
Tabel 4.6 Lebar jejak dan kedalaman jejak bahan Aluminuium 356 yang diperkuat SiC pada gating type C...66
xi
DAFTAR LAMPIRAN
xii
DAFTAR NOTASI
Simbol Keterangan Satuan
P Beban BHN N
Db Diameter Bola Indentasi mm
db Diameter Indentasi mm
E Energi Joule
PL Berat Pendulum N
DL Jarak Lengan Pengayun m
Cos Sudut pemukulan akhir ° Cos Sudut pemukulan awal °
Ki Nilai Impak Joule/mm²
Ai Luas penampang mm²
r Jari-jari lintasan mm
̿ Lebar jejak rata-rata μm
dp Diameter pengujian mm
L Panjang lintasan m
n putaran rpm
t waktu keausan s
VT Volume Keausan Teori mm³
K Koefisien Keausan
W Beban N
H Kekerasan Material N/m²
ѰT Laju keausan teori mm³/s
r
p1 Jari – jari dalam lintasan mmr
p2 Jari – jari luar lintasan mmAp1 Luas dalam lintasan mm²
Ap2 Luas Luar Lintasan mm²
V
P Volume keausan experimen mm³̅
Kedalaman rata – rata μm1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Metal matrix composites (MMC) adalah material teknik yang dibentuk menggunakan dua material atau lebih untuk memperoleh material baru yang mempunyai sifat fisis dan mekanis yang lebih baik dibanding material pembentuknya. Matrik yang digunakan untuk membuat MMC biasanya menggunakan logam lunak dan ringan yaitu aluminium, magnesium, dll. sedangkan penguat MMC biasanya menggunakan partikel SiC, Al2O3, dll. Salah satu partikel yang sering digunakan sebagai penguat MMC adalah Silikon Karbida (SiC) (Krainer 2006).
Silkon karbida atau juga dikenal dengan carborundum adalah suatu turunan senyawa silikon dengan rumus molekul SiC, terbentuk melalui ikatan kovalen antara unsur Si dan C. Unsur Silikon termasuk salah satu campuran yang paling baik untuk Aluminium. karena dapat meningkatkan kekerasan dan meningkatkan ketahanan aus. Faktor-faktor yang mempengaruhi keausan adalah kecepatan, pembebanan dan Komposisi bahan (Yuwono, 2008). Faktor – faktor tersebut telah dibuktikan dengan beberapa pengujian yang telah dilakukkan.
Wendy dkk ( 2011 ) melakukan pengujian keausan tehadap aluminium sekrap, Al-Si 3,76% dan Al – Si 9,12% dengan variasi pembebanan. Dari hasil uji keausan bahwa kenaikan laju keausan akan terus meningkat seiring dengan penambahan beban. Jamil dkk ( 2011 ) melakukan pengujian keausan tehadap aluminium sekrap, Al-Si 3,76% dan Al – Si 9,12% dengan variasi kecepatan putaran. Dari hasil uji keausan bahwa kenaikan laju keausan akan terus meningkat seiring dengan meningkatnya kecepatan putaran. Kurniawan dkk ( 2011 ) melakukan pengujian terhadap Al – SiC dengan variasi komposisi SiC sebesar 5%, 10 % dan 15 %. Dari hasil uji keausan bahwa kenaikan laju keausan akan terus menurun seiring dengan meningkatnya komposisi SiC. MMC dapat dibuat dengan berbagai proses pengecoran salah satunya yaitu proses stir casting.
2 memanfaatkan gaya gravitasi. Proses ini lebih murah dibanding prosess pembuatan MMC lainnya. Permasalahan yang muncul pada pembuatan MMC Al-SiC menggunakan proses stir casting yaitu terjadi pengelompokan partikel SiC pada matrik. Pengelompokan partikel SiC mengurangi kuatnya ikatan antara matrik aluminium dengan partikel SiC, permasalahan lain yang juga muncul adalah terjadinya porositas (Hashim 2001 ). Menurut Aqida ( 2010 ), porositas terbentuk akibat adanya gelembung udara yang terjebak di dalam cairan komposit Al-SiC pada saat pengadukan. Porositas dapat menurunkan sifat-sifat mekanis komposit Al-SiC.
Berdasarkan penelitian – penelitian diatas terdapat beberapa penelitian tentang metal matrix composite yang memadukan aluminium dengan silikon karbida sebagai penguat tetapi masih jarang yang menggunakan metode stir casting serta uji keausan terhadap aluminium yang diperkuat dengan silikon karbida dalam pembuatan metal matrix composite tersebut. Maka, tujuan dari penelitian ini adalah untuk menganalisis pengaruh gating system pada proses stir casting terhadap mechanical properties dan mikrostruktur.
1.2 Perumusan Masalah
Permasalahan yang akan menjadi pokok bahasan dalam penelitian ini adalah bagaimana pengaruh gating system terhadap mechanical properties dan mikrostruktur
pada produk coran aluminium menggunakan cetakan pasir dengan metode stir casting.
1.3 Tujuan Penelitian
Adapun tujuan dari penelitian ini antara lain : a. Secara umum
Penelitian ini dilakukan untuk mengetahui pengaruh type gating system
pada pembuatan metal matrix composite dengan matrik aluminium 356 yang diperkuat silikon karbidadengan metode stir casting.
b. Secara khusus
3 1. Mengetahui proses pembuatan metal matrix composite Aluminium 356 – SiC
menggunakan metode stir casting dengan variasi type gating system.
2. Mengetahui pengaruh bentuk type gating system terhadap sifat mekanis metal matrix composite dengan matrik Aluminium 356 yang diperkuat SiC.
3. Mengetahui pengaruh bentuk type gating system terhadap struktur mikro metal matrix composite dengan matrik Aluminium 356 yang diperkuat SiC.
1.4 Batasan Masalah
Dalam penelitian ini, ada beberapa batasan masalah yang diharapkan dapat memberikan hasil yang maksimal, diantaranya:
1. Material yang digunakan Aluminium 356 yang diperkuat SiC. 2. Temperatur tuang dipilih 735 °C dengan putaran pengaduk 125 rpm 3. Penelitian ini digunakan cetakan pasir silika
4. Pengujian yang dilakukan adalah uji kekasaran, uji keausan, uji kekerasan dan uji impact.
5. Melakukan pengujian struktur mikro menggunakan mikroskop optik dengan pembesaran 50x dan 100x.
1.5 Manfaat Penelitian
Adapun manfaat dari penelitian ini adalah: a. Pengembangan Akademis
1. Bagi peneliti, penelitian ini dapat menambah pengetahuan, wawasan dan pengalaman tentang metal matrix composite yang diperkuat SiC.
2. Bagi akademik, penelitian ini bermanfaat sebagai referensi untuk penelitian lebih lanjut mengenai metal matrix composite yang diperkuat SiC.
b. Pengembangan Industri
4
1.6 Sistematika Penulisan
Penelitian ini dijadikan dalam bentuk laporan hasil penelitian skripsi. Pada Bab 1 ( pendahuluan ) menjelaskan tentang latar belakang masalah, tujuan penulisan, batasan masalah, manfaat penelitian dan sistematika penulisan tugas akhir. Pada bab berikutnya yaitu pada bab 2 ( tinjauan pustaka ) berisi tentang Berisi tentang literatur dan referensi yang diperlukan berkenaan dengan bahan aluminium, silikon karbida, dan pengecoran stir casting.
Pada Bab 3 ( Metodologi Penelitian ) menjelaskan tentang urutan dan tata cara penelitian yang dilakukan. Dimulai dari waktu dan tempat, persediaan alat bahan, prosedur penelitian dan proses yang dilaksanakan. Selanjutnya pada bab 4 (analisa data dan pembahasan ) berisi berisi tentang menampilkan data yang diperoleh dari penelitian dan hasil pengujian berupa tabel maupun hasil pengamatan mikro dan makro.
5
BAB II
TINJAUAN PUSTAKA
2.1 Alumunium
Alumunium adalah logam yang banyak digunakan dalam kehidupan sehari
– hari, material ini dipergunakan dalam bidang yang luas bukan saja untuk peralatan rumah tangga tapi juga dipakai untuk keperluan kontruksi pesawat terbang, mobil dan lain – lain. Aluminium sangat menarik bagi dunia industri, karena memiliki sifat yang ringan, ketahanan korosi yang tinggi, densitasnya rendah, dapat dibentuk dengan baik, serta memiliki daya konduktifitas yang tinggi, baik konduktivitas panas maupun listrik. Namun,kelemahan dari aluiminium ini adalah kekuatannya yang kurang, sehingga jarang sekali dijumpai logam aluminium murni dalam pemanfaatannya ( Arifin, S, 2004 )
Secara umum, jenis logam yang banyak digunakan untuk pembuatan produk cor adalah aluminium. Aluminium murni mempunyai sifat mampu cor dan sifat mekanik yang jelek. Oleh karena itu dipergunakan paduan aluminium untuk memperbaiki sifat – sifat mekaniknya dengan menambahkan Silikon karbida , tembaga, silisium, magnesium, mangan, nikel, dan sebagainya (surdia, 2000).
6 logam berwarna putih keperakan ini, kemungkinan dirahasiakan untuk mencegah pemalsuan uang logam. Piston mobil juga menggunakan bahan aluminium yang dipadu dengan magnesium, silicon, atau keduanya, dan dibuat dengan cara ekstrusi atau dicor. Beberapa jenis roda gigi menggunakan paduan Al-Cu. Penggunaan paduan Cu untuk mendapatkan tingkat kekerasan yang cukup dan memperpanjang usia benda akibat fatigue ( makalah aluminium 2009 ).
2.1.1 Sifat-Sifat Mekanik Aluminium
Sifat dari bahan aluminium murni dan aluminium paduan dipengaruhi oleh konsentrasi bahan dan perlakuan yang diberikan terhadap bahan tersebut. Aluminium dikenal sebagai bahan yang tahan terhadap korosi. Hal ini disebabkan oleh fenomena pasivasi, yakni proses pembentukan lapisan aluminium oksida di permukaan logam aluminium setelah logam terpapar oleh udara bebas. Lapisan aluminium oksida ini mencegah terjadinya oksidasi lebih jauh. Namun, pasivasi dapat terjadi lebih lambat jika dipadukan dengan logam yang bersifat lebih katodik, karena dapat mencegah oksidasi aluminium. Adapun sifat-sifat Aluminium antara lain sebagai berikut:
a. Ringan
Logam Aluminium Memiliki bobot sekitar 1/3 dari bobot besi dan baja, atau tembaga. Logam aluminium banyak digunakan didalam industri, alat berat dan transportasi.
b. Mudah dibentuk
Proses pengerjaan Aluminium mudah dibentuk karena dapat disambung dengan logam/material lainnya dengan pengelasan, brazing, solder, adhesive bonding, sambungan mekanis, atau dengan teknik penyambungan lainnya.
c. Kekuatan Tarik
7 dapat terjadi di lapangan, namun dapat dijadikan sebagai suatu acuan terhadap kekuatan bahan. Kekuatan tarik pada aluminium murni pada berbagai perlakuan umumnya sangat rendah, sehingga untuk penggunaan yang memerlukan kekuatan tarik yang tinggi, aluminium perlu dipadukan.
d. Modulus Elastisitas
Aluminium memiliki modulus elastisitas yang lebih rendah bila dibandingkan dengan baja maupun besi, tetapi dari sisi strength to weight ratio, aluminium lebih baik. Aluminium yang memiliki titik lebur yang lebih rendah dan kepadatan. Dalam kondisi yang dicairkan dapat diproses dalam berbagai cara. Hal ini yang memungkinkan produk-produk dari aluminium yang akan dibentuk, pada dasarnya dekat dengan akhir dari desain produk.
e. Recyclability (Mampu untuk didaur ulang)
Aluminium adalah 100% bahan yang didaur ulang tanpa penurunandari kualitas awalnya, peleburannya memerlukan sedikit energi, hanya sekitar 5% dari energi yang diperlukan untuk memproduksi logam utama yang pada awalnya diperlukan dalam proses daur ulang.
f. Ductility (Liat)
Ductility didefinisikan sebagai sifat mekanis dari suatu bahan untuk menerangkan seberapa jauh bahan dapat diubah bentuknya secara plastis tanpa terjadinya retakan. Dalam suatu pengujian tarik, ductility ditunjukkan dengan bentuk neckingnya, material dengan ductility yang tinggi akan mengalami
necking yang sangat sempit, sedangkan bahan yang memiliki ductility rendah, hampir tidak mengalami necking. Pada logam aluminium paduan memiliki
ductility yang bervariasi, tergantung konsentrasi paduannya, namun pada umumnya memiliki ductility yang lebih rendah dari pada aluminium murni.
g. Kuat
8 tinggi seperti: pesawat terbang, kapal laut, bejana tekan, komponen mesin dan lain-lain.
h. Reflectivity (Mampu pantul)
Aluminium adalah reflektor yang baik dari cahaya serta panas, dan dengan bobot yang ringan, membuatnya ideal untuk bahan reflektor.
i. Tahan terhadap korosi
Aluminium memiliki sifat durable, sehingga baik dipakai untuk lingkungan yang dipengaruhi oleh unsur-unsur seperti air, udara, suhu dan unsur-unsur kimia.
Aluminium memiliki sifat – sifat fisik seperti yang ditunjukkan pada tabel 2.1
berikut ini:
Tabel 2.1 Sifat - sifat fisik aluminium
Aluminium Hasil Fisik Aluminium
Jari-jari atom 125 pm
Density ( 20 °C) 2,6989 gr/cm³
Kapasitas panas (25 °C) 5,38 cal/mol °C
Tensile strength 700 Mpa
Hantaran panas (25 °C) 0,49 cal/det °C
Panas peleburan 10,71 kJ•mol−1
Massa atom 26,98 gr/mol
Density (660 °C) 2,368 gr/cm³
Potensial elektroda (25 °C) -1,67 volt
Panas pembakaran 399 cal/gr mol
Kekerasan brinnel 245 Mpa
Kekentalan (700 °C) 0,0127 poise
Panas uap 294,0 kJ•mol−1
Titik lebur
Struktur kristal kubus
660 °C
FCC
9
2.1.2 Macam–Macam Paduan Aluminium
Klasifikasi pada paduan aluminium yang biasanya digunakan pada proses pembuatan piston dapat kita lihat sebagai berikut ;
a. Paduan Al - Si
[image:30.595.146.451.487.714.2]Aluminium merupakan unsur kimia golongan IIIA dalam sistim periodik unsur, dengan nomor atom 13 dan berat atom 26,98 gram per mol. Struktur kristal aluminium adalah struktur kristal FCC, sehingga aluminium tetap ulet meskipun pada temperatur yang sangat rendah. Keuletan yang tinggi dari aluminium menyebabkan logam tersebut mudah dibentuk atau mempunyai sifat mampu bentuk yang baik. Aluminium memiliki beberapa kekurangan yaitu kekuatan dan kekerasan yang rendah bila dibanding dengan logam lain seperti besi dan baja. Aluminium memiliki karakteristik sebagai logam ringan dengan densitas 2,7 g/cm³. Selain sifat - sifat tersebut, Aluminium mempunyai sifat-sifat yang sangat baik dan bila dipadu dengan logam lain bisa mendapatkan sifat - sifat yang tidak bisa ditemui pada logam lainnya. Paduan logam Al-Si sangat cocok untuk penggunaan pada pengecoran HPDC (High Pressure Die Casting). Diagram fasa paduan Al-Si ditunjukkan pada Gambar 2.1 dimana diagram fasa ini digunakan sebagai pedoman umum untuk menganalisa perubahan fasa pada proses pengecoran Al-Si.
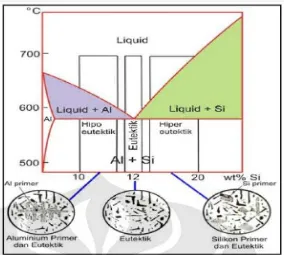
10 Paduan logam Aluminium memiliki daerah sistem biner, mulai dari sistem yang paling sederhana hingga sistem yang paling kompleks. Secara garis besar paduan Aluminium-Si dibagi 3 daerah utama, seperti terdapat pada gambar 2.2 yaitu :
[image:31.595.180.464.196.451.2]
Gambar 2.2 Daerah Diagram Fasa Al-Si (Rahmawati, Z.S 2010 )
1. Daerah Hypoeutectic
Padual Al-Si disebut Hypoeutectic yaitu apabila pada paduan tersebut terdapat kandungan silicon < 11.7% dimana struktur akhir yang terbentuk pada fasa ini adalah struktur ferrite (alpha) yang kaya akan aluminium dengan struktur eutektik sebagai tambahan.
2. Daerah Eutectic
11 3. Daerah Hypereutectic
Paduan Al-Si disebut Hypereutectic yaitu apabila pada paduan tersebut terdapat kandungan silikon lebih dari 12.2% sehingga kaya akan kandungan silikon dengan fasa eutektik sebagai fasa tambahan. Dimana struktur Kristal silikon primer pada daerah ini mengakibatkan karakteristik sebagai berikut:
1. Ketahanan aus paduan meningkat. 2. Ekspansi termal rendah.
3. Memiliki ketahanan retak panas yang baik.
(A) (B) (C)
Gambar 2.3 (a) Struktur mikro paduan hypoeutectic. (b) Struktur mikro Paduan eutectic. (c) Struktur mikro paduan hypereutectic.
(Rahmawati, Z.S 2010)
12
Tabel 2.2. Kandungan Si terhadap temperatur titik beku paduan aluminium
Alloy Si conten BS alloy Typical freezing range (0C) Low silicon 4 – 6 % LM 4 625 – 525 Medium Silicon 7,5 – 9,5 % LM 25 615 – 550 Eutectic alloys 10 – 13 % LM 6 575– 565 Special hypereutectic alloys >16 % LM 30 650 – 505
(Sumber: ASM International, 2004)
b. Paduan Al-Cu dan Al-Cu-Mg
Paduan Al-Cu dan Al-Cu-Mg ditemukan oleh A.Wilm dalam usaha mengembangkan paduan alumunium yang kuat dinamakan duralumin ini sering diaplikasikan pada rangka sepeda motor, pulley, roda gigi, velg mobil. Paduan Al-Cu-Mg adalah paduan yang mengandung 4% Cu dan 0,5% Mg dapat ditingkatkan kekerasanya dengan prosesnatural aging setelah solution heat treatment dan quenching.
c. Paduan Al-Mn
Mangan (Mn) adalah unsur yang memperkuat Aluminium tanpa mengurangi ketahanan korosi dan dipakai untuk membuat paduan yang tahan terhadap korosi. Paduan Al-Mn dalam penamaan standar AA adalah paduan Al 3003 dan Al 3004. Komposisi standar dari paduan Al 3003 adalah Al, 1,2 % Mn, sedangkan komposisi standar Al 3004 adalah Al, 1,2 % Mn, 1,0 % Mg. Paduan Al 3003 dan Al 3004 digunakan sebagai paduan tahan korosi tanpa perlakuan panas.
d. Paduan Al-Mg
13 Paduan Al 5083 yang dianil adalah paduan antara (4,5% Mg) kuat dan mudah dilas oleh karena itu sekarang dipakai sebagai bahan untuk tangki LNG .
e. Paduan Al-Mg-Si
Sebagai paduan Al-Mg-Si dalam sistem klasifikasi AA dapat diperoleh paduan Al 6063 dan Al 6061. Paduan dalam sistem ini mempunyai kekuatan kurang sebagai bahan tempaan dibandingkan dengan paduan–paduan lainnya, tetapi sangat liat, sangat baik mampu bentuknya untuk penempaan, ekstrusi dan sebagainya. Paduan 6063 dipergunakan untuk rangka–rangka konstruksi, maka selain dipergunakan untuk rangka konstruksi juga digunakan untuk kabel tenaga.
f. Paduan Al-Mn-Zn
Permulaan tahun 1940 Iragashi dan kawan-kawan ( jepang ) mengadakan studi dan berhasil dalam pengembangan suatu paduan dengan penambahan kira– kira 0,3% Mn atau Cr dimana butir kristal padat diperhalus dan mengubah bentuk presipitasi serta retakan korosi tegangan tidak terjadi. Pada saat itu paduan tersebut dinamakan ESD atau duralumin super ekstra. Selama perang dunia ke dua di Amerika serikat dengan maksud yang hampir sama telah dikembangkan pula suatu paduan yaitu suatu paduan yang terdiri dari: Al, 5,5 % Zn, 2,5 % Mn, 1,5% Cu, 0,3 % Cr, 0,2 % Mn sekarang dinamakan paduan Al-7075. Pengggunaan paduan ini paling besar adalah untuk bahan konstruksi pesawat udara, disamping itu juga digunakan dalam bidang konstruksi (Surdia, 2006).
Aluminium memiliki kelas atau Grade yang tergantung pada unsur paduan dan perlakuan panas yang dilakukkan terhadap paduan aluminium tersebut. Grade
14
Grade aluminium Seri 1xxx
Grade dari aluminium ini (1050, 1060, 1100, 1145, 1200, 1230, 1350 dll) ditandai dengan ketahanan korosi yang sangat baik, konduktivitas termal dan elektrik yang tinggi, sifat mekanik yang rendah, dan kemampuan kerja yang sangat baik. Grade aluminium ini memiliki kandungan Besi dan silikonyang besar.
Grade aluminium Seri 2xxx
Paduan aluminium ini (2011, 2014, 2017, 2018, 2124, 2219, 2319, 201,0; 203,0; 206,0; 224,0; 242,0 dll) memerlukan solution heat treatment untuk mendapatkan sifat yang optimal, didalam kondisi solution heat treatment , sifat mekanik yang mirip dengan baja karbon rendah dan kadang-kadang melebihi sifat mekanik baja karbon rendah. Dalam beberapa contoh, proses perlakukan panas (aging) digunakan untuk lebih meningkatkan sifat mekanik. Paduan aluminium dalam seri 2xxx tidak memiliki ketahanan korosi yang baik ketimbang kebanyakan paduan aluminium lainnya, dan dalam kondisi tertentu paduan ini mungkin akan terjadi korosi pada antar butir. Grade aluminium dalam seri 2xxx ini baik untuk bagian yang membutuhkan kekuatan yang bagus yaitu pada suhu sampai 150 ° C (300 ° F). Kecuali untuk kelas 2219, paduan aluminium ini sudah memiliki mampu las tetapi masih terbatas. beberapa paduan dalam seri ini memiliki kemampuan mesin yang baik.
Grade aluminium Seri3xxx
Paduan aluminium ini (3003, 3004, 3105, 383,0; 385,0; A360; 390,0) umumnya memiliki ketidakmampuan panas tetapi memiliki kekuatan sekitar 20% lebih dari paduan aluminium seri 1xxx karena hanya memiliki presentase mangan yang sedikit (sampai sekitar 1,5%) yang dapat ditambahkan ke aluminium. mangan digunakan sebagai elemen utama dalam beberapa paduan.
Grade aluminium Seri 4xxx
15 menyebabkan substansial menurunkan rentang lebur. Untuk alasan ini, paduan aluminium-silikon yang digunakan dalam kawat las dan sebagai paduan untuk menyolder digunakan untuk menggabungkan aluminium, di mana titik lebur lebih rendah dari logam dasar yang digunakan.
Grade aluminium Series 5xxx
Unsur paduan utama grade aluminium ini adalah magnesium, bila digunakan sebagai elemen paduan utama atau digabungkan dengan mangan, hasilnya adalah paduan yang memiliki kekerasan sedang hingga kekuatan yang tinggi. Magnesium jauh lebih efektif daripada mangan sebagai pengeras - sekitar 0,8% Mg sama dengan 1,25% Mn dan dapat ditambahkan dalam jumlah yang jauh lebih tinggi. Paduan aluminium dalam seri ini (5005, 5052, 5083, 5086, dll) memiliki karakteristik pengelasan yang baik dan ketahanan yang relatif baik terhadap korosi dalam atmosfer laut. Namun, pada pekerjaan dingin harus dilakukkan pembatasan dan suhu operasi (150 ° F) diperbolehkan untuk paduan aluminium yang memiliki magnesium tinggi untuk menghindari kerentanan terhadap korosi retak.
Grade aluminium Seri 6xxx
Paduan aluminium dalam seri 6xxx (6061, 6063) mengandung silikon dan magnesium sekitar dalam proporsi yang diperlukan untuk pembentukan magnesium silisida (Mg2Si), sehingga membuat paduan ini memiliki mampu perlakukan panas yang baik. Meskipun tidak sekuat pada paduan 2xxx dan 7xxx, paduan aluminium seri 6xxx memiliki sifat mampu bentuk yang baik, mampu las , mampu mesin, dan ketahanan korosi yang relatif baik dengan kekuatan sedang.
Grade aluminium Seri 7xxx
16 dalam jumlah kecil. paduan seri 7xxx digunakan dalam struktur badan pesawat, peralatan besar yang bergerak dan bagian lainnya memiliki tekanan yang sangat tinggi.
Grade aluminium Seri 8xxx
Seri 8xxx (8006; 8111; 8079; 850,0; 851,0; 852,0) dicadangkan untuk paduan unsur selain yang digunakan untuk seri 2xxx sampai 7xxx. Besi dan nikel yang digunakan untuk meningkatkan kekuatan tanpa kerugian yang signifikan dalam konduktivitas listrik, dan begitu juga berguna dalam paduan konduktor seperti 8017. Aluminium-lithium paduan 8090, yang memiliki kekuatan dan kekakuan yang sangat tinggi, dikembangkan untuk aplikasi ruang angkasa. Paduan aluminium dalam seri 8000 sesuai dengan Sistem Penomoran A98XXX dll.
2.2 Metal Matrix Composites (MMC)
Metal matrix composite mewakili material yang sangat luas, termasuk didalamnya adalah metallic foam, cermets, juga partikel-partikel yang bersifat lebih konvensional, dan fiber yang diperkuat metal. Teknik pembuatan MMC tergantung pada matrix dan penguat yang digunakan, yang diklasifikasikan berdasarkan apakah matrix tersebut berada pada fasa padat, cair atau gas, ketika akan digabungkan dengan penguatnya.
Matrix Composite merupakan gabungan material yang berbahan dasar logam dengan keramik. Hasil penggabungan material ini terdiri dari dua atau lebih bahan, dimana sifat masing - masing bahan tersebut berbeda antara satu dengan yang lainnya. Baik itu sifat kimia maupun fisikanya dan tetap terpisah dalam hasil akhir bahan tersebut (bahan komposit). Dengan adanya perbedaan dari material penyusunnya maka komposit antar material harus berikatan dengan kuat.
17 Gambar 2.4 Pembagian komposit berdasarkan jenis penguat (widyastuti, 2009).
Setiap proses atau teknik tersebut memiliki kelebihan dan kekurangannya masing-masing. Adapun kelebihan Metal Matrix Composites (MMC)adalah : Kelebihan MMC :
1) Transfer tegangan dan regangan yang baik. 2) Ketahanan terhadap temperatur tinggi 3) Tidak menyerap kelembapan.
4)Tidak mudah terbakar.
5) Kekuatan tekan dan geser yang baik.
6) Ketahanan aus dan muai termal yang lebih baik.
Kekurangan MMC : 1) Biaya mahal.
2) Standarisasi material dan proses yang sedikit.
Aplikasi metal matrix composite (mmc) pada kehidupan sehari-hari dan dalam dunia keteknikan, yaitu :
18 2) Peralatan militer (sudu turbin,cakram kompresor,dll)
3) Aircraft (rak listrik pada pesawat terbang) 4) Peralatan Elektronik.
2.3 Silikon Karbida (SiC)
Silkon karbida atau juga dikenal dengan carborundum adalah suatu turunan senyawa silikon dengan rumus molekul SiC, terbentuk melalui ikatan kovalen antara unsur Si dan C. Silikon karbida merupakan salah satu material keramik non-oksida paling penting, dihasilkan pada skala besar dalam bentuk bubuk (powder), bentuk cetakan, dan lapisan tipis. Teknik untuk membentuk bubuk SiC menjadi bentuk keramik dengan menggunakan agen pengikat, kemudian memberi pengaruh yang besar terhadap nilai komersial SiC. Sekarang ini, SiC merupakan salah satu material yang memiliki kegunaan yang besar dan memiliki peranan penting dalam berbagai industri seperti industri penerbangan, elektonik, dan industri-industri komponen mekanik berkekuatan tinggi. Silikon karbida SiC memiliki densitas sekitar 3.2 g/cm³ dan memiliki temperatur sublimasi sekitar 2700 °C. Umumnya, industri metalurgi dan refraktori merupakan pengguna SiC dalam jumlah paling besar (Kirk dan Othmer, 1981).
Aplikasi silikon karbida (SiC) dalam industri karena sifat mekaniknya yang sangat baik, konduktivitas listrik dan termal tinggi, ketahanan terhadap oksidasi kimia sangat baik, dan SiC berpotensi untuk fungsi keramik atau semikonduktor temperatur tinggi. SiC juga memiliki sifat-sifat penting sebagai berikut unggul tahan oksidasi, unggul tahan rayapan, kekerasan tinggi, kekuatan mekanik baik, Modulus Young sangat tinggi, korosi baik dan tahan erosi serta berat relatif rendah. Material-material mentah SiC relatif murah, dan dapat dibuat dalam bentuk-bentuk kompleks, dimana memungkinkan disiasati melalui proses fabrikasi konvensional. Hasil akhir mempunyai harga kompetitif disamping menawarkan keuntungan-keuntungan teknis yang unggul dan berdaya guna lebih dari material - material penyusunnya (Suparman, 2010).
19
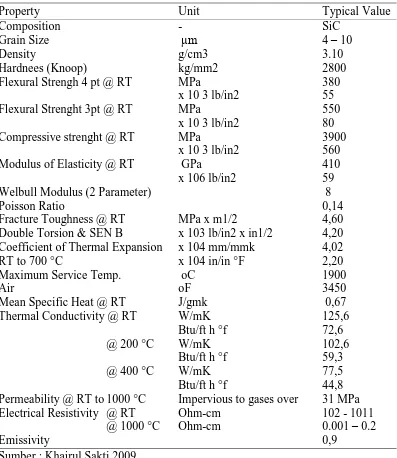
Tabel 2.3 Sifat - sifat fisik dari Silikon Karbida
Property Unit Typical Value
Composition - SiC
Grain Size μm 4 – 10
Density g/cm3 3.10
Hardnees (Knoop) kg/mm2 2800 Flexural Strengh 4 pt @ RT MPa 380
x 10 3 lb/in2 55 Flexural Strenght 3pt @ RT MPa 550
x 10 3 lb/in2 80 Compressive strenght @ RT MPa 3900
x 10 3 lb/in2 560 Modulus of Elasticity @ RT GPa 410 x 106 lb/in2 59 Welbull Modulus (2 Parameter) 8
Poisson Ratio 0,14
Fracture Toughness @ RT MPa x m1/2 4,60 Double Torsion & SEN B x 103 lb/in2 x in1/2 4,20 Coefficient of Thermal Expansion x 104 mm/mmk 4,02 RT to 700 °C x 104 in/in °F 2,20 Maximum Service Temp. oC 1900
Air oF 3450
Mean Specific Heat @ RT J/gmk 0,67 Thermal Conductivity @ RT W/mK 125,6
Btu/ft h °f 72,6 @ 200 °C W/mK 102,6
Btu/ft h °f 59,3 @ 400 °C W/mK 77,5 Btu/ft h °f 44,8 Permeability @ RT to 1000 °C Impervious to gases over 31 MPa Electrical Resistivity @ RT Ohm-cm 102 - 1011
@ 1000 °C Ohm-cm 0.001 – 0.2
Emissivity 0,9
Sumber : Khairul Sakti 2009
20 SiC memiliki titik lebur yang tinggi sekitar 1415 °C sampai dengan 2830 °C yang dapat dilihat pada gambar 2.5 berikut ini :
Gambar 2.5 diagram phase dari SiC ( Tairov dan Tsvetkov 1988 )
Silikon Karbida termasuk dalam bahan keramik dan memiliki beberapa kelebihan yang digunakan dalam bidang industri dan otomotif. Kelebihan silikon karbida dari jenis keramik yang lain yaitu tahan korosi, gesekan, dan memiliki temperatur yang tinggi. Berikut adalah aplikasi dari penggunaan bahan Silikon Karbida yaitu :
1. Furnace
21 2. Alat Penukar Panas
Alat penukar panas atau heat exchanger memiliki tujuan untuk menggunakan kembali panas yang merupakan buangan untuk memanaskan udara yang akan digunakan untuk proses pembakaran. Dengan menggunakan bahan keramik dapat dihasilkan pengurangan bahan bakar yang digunakan sampai 50%.
3. Bahan Abrasif
SiC merupakan bahan keramik yang juga bersifat abrasive sehingga dapat digunakan untuk berbagai keperluan industri seperti mengikis, menghaluskan, membuat kasar ataupun memotong permukaan benda kerja.
4. Seal
Seal adalah suatu alat untuk mencegah kebocoran pada dua permukaan material yang bersinggungan. Pemakaian seal biasanya banyak digunakan pada mesin-mesin yang bertemperatur dan bertekanan tinggi. Oleh karena itu, karateristik material seal haruslah bertahan baik pada temperatur dan tekanan tinggi.
5. Ceramic Ball
Ceramic ball biasanya digunakan pada bearing, valve, dan sebagai grinding ball pada temperatur dan tekanan yang tinggi. SiC merupakan bahan yang mampu memenuhi syarat diatas karena bahan SiC memiliki ketahanan terhadap temperatur yang tinggi dan tahan terhadap tekanan yang tinggi.
6. Motor Bakar
Salah satu contoh penggunaan SiC dalam motor bakar adalah turbine inlet guide vanes. Komponen turbine inlet guide vanes digunakan untuk menghasikan aliran udara pendingin gas turbine engine. Pada penggunaan keramik SiC yang lebih tahan terhadap temperatur tinggi dapat membuat sistem pendingin bekerja dengan baik bila dibandingkan dengan material lainnya. 7. Elemen Panas
22 melewatinya, panas akan dihasilkan. Contoh keramik yamg dapat digunakan elemen pemanas adalah SiC. (Kirk dan Othmer, 1981).
2.4 Stir Casting
Stir casting adalah proses pengecoran dengan cara menambahkan suatu logam murni (biasanya aluminium) dengan suatu unsur penguat, dengan cara melebur logam murni tersebut kemudian logam murni yang sudah mencair tersebut diaduk-aduk secara terus menerus hingga terbentuk sebuah pusaran, kemudian unsur penguat (berupa serbuk) tersebut dicampurkan sedikit demi sedikit melalui tepi dari pusaran yang telah terbentuk itu. Mesin stir casting dapat dilihat pada gambar 2.6 berikut ini:
Gambar 2.6 mesin stir casting
23 proses ini. Proses pencampuran logam paduan dengan serbuk keramik dapat digunakan pada die casting, permanent mold casting atau sand casting
Komposit coran kadang – kadang dapat menurunkan porositas, memperhalus mikrostruktur dan keseragaman distribusi dari proses penguatan logam paduan. Perhatian sekarang ini yang dihubungkan dengan proses stir casting adalah terpisahnya partikel – partikel penguat dari logam paduan yang disebabkan oleh permukaan atau keadaan dari partikel – partikel penguat selama peleburan dan proses pengecoran. Distribusi terakhir dari partikel – partikel pada saat pembekuan bergantung pada sifat – sifat material dan parameter – parameter proses seperti kondisi cair dari partikel – partikel pada saat pencampuran, kekuatan dari pengadukan, density, dan waktu pembekuan. Distribusi dari partikel
– partikel pada saat pencampuran matrix bergantung pada geometry dari pengadukan mekanik, parameter pengadukan, letak dari pengaduk mekanik pada saat pencampuran, temperatur peleburan dan karakteristik dari partikel yang ditambahkan.
Sebuah perkembangan yang menarik dalam stir casting adalah proses pencampuran dua langkah. Dalam proses ini material utama dipanaskan diatas temperatur cairnya sehingga logam benar – benar tercampur. Campuran kemudian didinginkan pada temperatur antara titik cair dan padat dan dan dijaga tetap pada sebuah temperatur tersebut . pada langkah ini, partikel – partikel yang sudah dipanaskan di tambahkan dan dicampur. Hasil pencampuran dipanaskan lagi ke bentuk cair yang sempurna dan dicampurkan secara menyeluruh (PradeepSharma dkk 2011 ).
Ada beberapa keuntungan dari proses stir casting, diantaranya adalah : 1. Dapat memperoleh suatu material tertentu yang sulit dan tidak mungkin
didapatkan dengan proses lain (memadukan suatu logam dengan suatu bahan penguat).
24 3. Proses stir casting lebih ekonomis karena material paduan yang ditambahkan
merupakan material sisa-sisa dari suatu produksi yang pada umumnya sudah tidak dipakai lagi.
4. Dengan adanya proses pengadukan dalam stir casting maka hasil produk cor akan menjadi lebih baik. Karena memungkinkan gelembung-gelembung udara yang terperangkap dalam logam cair selama proses penuangan untuk naik ke permukaan logam cair, sehingga cacat akibat terjebaknya udara dalam produk cor dapat berkurang ( hashim 2001 ).
2.5 Cetakan Pasir
Proses pembentukan benda kerja dengan metode penuangan logam cair ke dalam cetakan pasir (sand casting), secara sederhana cetakan pasir ini dapat diartikan sebagai rongga hasil pembentukan dengan cara mengikis berbagai bentuk benda pada bongkahan dari pasir yang kemudian rongga tersebut diisi dengan logam yang telah dicairkan melalui pemanasan (molten metals).
Cetakan pasir untuk pembentukan benda tuangan melalui pengecoran harus dibuat dan dikerjakan sedemikian rupa dengan bagian-bagian yang lengkap sesuai dengan bentuk benda kerja sehingga diperoleh bentuk yang sempurna sesuai dengan yang kita kehendaki. Bagian-bagian dari cetakan pasir ini antara lain meliputi :
1. Pola, mal atau model (pattern)
2.Inti (core) 3. Cope dan Drag,
4. Gate dan Riser
Cetakan pasir merupakan cetakan yang paling banyak digunakan, karena memiliki keunggulan :
a. Dapat mencetak logam dengan titik lebur yang tinggi, seperti baja, nikel dan titanium
25 Ada beberapa syarat bagi pasir untuk cetakan yang harus dipenuhi agar hasil coran tersebut sempurna, antara lain:
1. Kemampuan pembentukan
sifat ini memungkinkan pasir cetak bisa mengisi semua sisi dari ujung dan pola sehingga menjamin bahwa hasil coran memiliki dimensi yang benar.
2. Plastisitas
Plastisitas bisa bergerak naik maupun turun mengisi rongga-rongga yang kosong. Sifat plastisitas ini berkait erat dengan kandungan air pada pasir cetak yang bertindak sebagai pelumas sehingga memungkinkan pasir cetak mudah bergerak antara satu dengan lainnya.
3. Kekuatan basah
kekuatan ini menjamin cetakan tidak hancur/rusak ketika diisi dengan cairan logam ataupun ketika dipindah-pindahkan. Kekuatan ini tergantung pada jumlah dan jenis pengikat dari pasir cetak.
4. Kekuatan kering
kekuatan ini diperlukan pada saat cetakan mengering karena perpindahan panas dengan cairan logam. Kekuatan ini juga tergantung pada jumlah dan jenis pengikat.
5. Permeabilitas
26 Gambar 2.7. Proses pembuatan cetakan (Surdia.T, 1996).
Pasir cetak yang lazim digunakan dalam proses pengecoran adalah sebagai berikut:
1. Pasir Silika
Pasir silika didapat dengan cara menghancurkan batu silika, kemudian disaring untuk mendapatkan ukuran butiran yang diinginkan.
2. Pasir Zirkon
Pasir Zirkon berasal dari pantai timur australia yang mempunyai daya yahan api yang efektif untuk mencegah sinter
3. Pasir Olivin
27
2.6 Sistem Saluran
Saluran tuang merupakan saluran untuk mengalirnya logam cair ke ronga cetakan. Sistem saluran terdiri dari cawan tuang, saluran turun (sprue), saluran pengalir (runner), dan saluran masuk (ingate). Jenis – jenis sistem saluran dapat dilihat paga gambar 2.8. Besarnya diameter saluran ditentukan berdasarkan berat coran yang akan digunakan untuk mengetahui perbandingan berat coran dengan ukuran diameter saluran dapat dilihat pada tabel 2.4.
Gambar 2.8 Jenis – Jenis Sistem Saluran (Abrianto Akuan, 2010: 33)
Tabel 2.4. Perbandingan Berat Coran dengan Ukuran Diameter Saluran
(Sumber: Hardi Sudjana, 2008: 208 )
1. Saluran turun (sprue)
Sprue merupakan saluran vertical tempat penuangan logam cair turun. Bentuk saluran turun ada beberapa macam diantaranya adalah sprue
28 bawah dan sprue yang tegak lurus dengan irisan lingkaran yang memeiliki ukuran saluran sama dari atas ke bawah. Standar ukuran sprue tegak lurus seperti yang diperlihatkan pada gambar 2.9.
Pertimbangan untuk menentukan lokasi sprue diantaranya; a. Distribusi logam cair dapat merata kedalam cetakan. b. Panjang runner dari sprue
Gambar 2.9 Sprue Tegak Lurus (sumber: Abrianto Akua, 2010:35) 2. Saluran pengalir (runner)
Pengalir umumnya memiliki bentuk trapesium atau setengah ligkaran. Pengalir dipilih sesuai dengan panjangnya seperti gambar 2.10 (Surdia, Kenji. 1986). Pengalir ada beberapa macam diantaranya pengalir dengan saluran penjebak kotoran (dross) seperti gambar 2.11 dan pengalir tanpa penjebak kotoran. Pengalir dengan penjebak kotoran memeiliki keuntungan yaitu menyaring logam cair dari kotoran yang terbawa sebelum memasuki rongga pengecoran.
29 Gambar 2.11 Saluran Pengalir dengan Jebakan Kotoran
(Abrianto Akuan, 2010:37)
3. Saluran masuk (Ingate)
Ingate merupakan yang langsung trhubung dengan rongga cor yang berfungsi untuk mengalirkan logam cair kedalam rongga cetak. Beberapa pertimbangan desain gate dapat dilihat pada gambar 2.12. Desain gate
memeiliki beberapa macam desain seperti gambar 2.13.
Gambar 2.12 Ukuran Gate
(Surdia & Kenji, 1986:77) Dimana :
H1 < 0,5 H2
W1 > 2H1
P < 8T
Gambar 2.13 Macam – macam Gate
(Sumber : Abrianto Akuan,2010:39)
30 gate. Akuan (2010) menyatakan bahwa gate yang baik yaitu berjarak min 25 mm, seperti terlihat pada gambar 2.14
Gambar 2.14 Ukuran Panjang Gate yang Baik (sumber: Abrianto Akuan, 2010:42)
2.7 Jenis – Jenis Keausan
Material jenis apapun akan mengalami keausan dengan mekanisme yang beragam, yaitu: keausan abrasi, adhesi, oksidasi, erosi dan friting. Di bawah ini diberikan penjelasan ringkas dari mekanisme-mekanisme tersebut.
a) Keausan Abrasif
Keausan yang terjadi pada pengujian tipe pin on disk adalah Keausan Abrasif (Abra sive wear). Terjadi bila suatu partikel keras (asperity) dari material tertentu meluncur pada permukaan material lain yang lebih lunak sehingga terjadi penetrasi atau pemotongan material yang lebih lunak. Tingkat keausan pada mekanisme ini ditentukan oleh derajat kebebasan (degree of freedom) partikel keras atau asperity tersebut. Abrasif dan kontak lelah (fatigue cantact) adalah hal yang paling penting dalam perhitungan keausan pada permesinan. Bisa diperkirakan bahwa total keausan yang terjadi pada elemen-elemen mesin dapat kisarkan antara 80-90% adalah keausan abrasif dan dalam 8% adalan keausan lelah (fatigue wear).
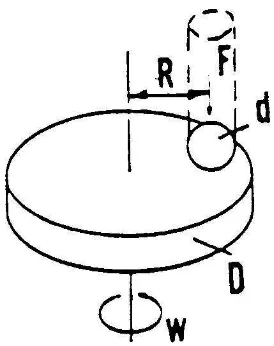
31 Gambar 2.15 Pengujian keausan dengan metode pin on disk
(Sumber: ASTM G 99-04)
Keterangan:
F = gaya yang diberikan pada pin (N) R = jarak antara disk dengan pin (mm) d = diameter bola/pin (mm)
D = diameter disk (mm) W = putaran (rpm)
Laju keausan Wear rate digunakan untuk menghitung laju keausan per satuan waktu. Unit yang digunakan tergantung pada jenis keausan dan sifat
tribosystem yang terjadi. Laju keausan dapat dinyatakan sebagai:
1. Volume material yang dibuang per satuan waktu, per unit jarak luncur, per putaran dari komponen atau per osilasi dari tubuh (yaitu, di keausan sliding). 2. Volume rugi per unit normal gaya per satuan jarak luncur (mm³/N.m, yang
kadang-kadang disebut faktor keausan). 3. Massa rugi per satuan waktu.
4. Perubahan dalam dimensi tertentu per satuan waktu.
32 b ) Keausan Adhesi
Keausan adhesive terjadi bila kontak permukaan dari dua material atau lebih mengakibatkan adanya perlekatan satu sama lain dan pada akhirnya terjadi pelepasan/pengoyakan salah satu material. Keausan adhesive biasanya terjadi pada piston yang bergesek pada dinding silinder.
c ) Keausan Oksidasi
Keausan oksidasi: seringkali disebut sebagai keausan korosif. Pada prinsipnya mekanisme ini dimulai dengan adanya perubahan kimiawi material di bagian permukaan oleh faktor lingkungan. Kontak dengan lingkungan ini akan menghasilkan pembentukan lapisan pada permukaan dengan sifat yang berbeda dengan material induk. Sebagai konsekuensinya, material pada lapisan permukaan akan mengalami keausan yang berbeda Hal ini selanjutnya mengarah kepada perpatahan interface antara lapisan permukaan dan material induk dan akhirnya seluruh lapisan permukaan itu akan tercabut.
d ) Keausan Erosi
Keausan yang terjadi akibat gesekan logam dengan cairan yang mengalir terutama cairan yang mengandung partikel keras. Keausan ini dapat terjadi akibat partikel cair yang terdapat dalam gas yang bergerak dengan cepat. Keausan erosi biasanya terjadi pada pipa-pipa pengalir minyak dan pipa-pipa keluar dari turbin uap.
e ) Keausan Friting
33
BAB III
METODOLOGI PENELITIAN
Bab ini berisikan metode yang digunakan untuk menyelesaikan permasalahan pada skripsi ini. Dalam penelitian ini berisikan beberapa tahapan yang dilakukan yaitu pembuatan spesimen uji kekerasan, uji impact, uji, kekasaran, uji keausan dan uji foto mikrostruktur dengan menggunakan bahan Aluminium 356 yang diperkuat SiC.
3.1 Tempat dan Waktu
[image:54.595.115.510.307.735.2]Tempat dan waktu penelitian seperti terlihat pada tabel 3.1 berikut : Tabel 3.1 Tempat dan waktu penelitian
No Kegiatan Tempat Waktu
1 Persiapan Alat dan Bahan
Laboratorium Teknologi Mekanik Teknik Mesin USU
15 Juli 2015 s/d 20 Juli 2015
2 Penimbangan dan Peleburan
Laboratorium Foundry Teknik Mesin USU
22 Juli 2015 s/d 25 Juli 2015
3 Pembuatan Sampel Uji Laboratorium Teknologi Mekanik Teknik Mesin USU
27 Juli 2015 s/d 1 Agust 2015
4 Pengujian kekerasan dan Pengujian Mikrostruktur
Laboratorium Metalurgi Teknik Mesin USU
03 agust 2015 s/d 11 Agust 2015
5 Pengujian Impak Laboratorium Fisika Terpadu MIPA USU
13 Agust 2015
6 Pengujian Kekasaran Laboratorium Material Test Pendidikan Teknologi Kimia Industri ( PTKI )
20 Agust 2015
7 Pengujian Keausan Laboratorium Getaran, Kebisingan USU
34
3.2 Bahan dan Alat Penelitian
Terdapat beberapa bahan dan alat yang digunakan untuk melakukan penelitian. Bahan dan alat penelitian tersebut adalah sebagai berikut :
3.2.1 Bahan Penelitian
a. Aluminium 356
Dalam penelitian ini bahan yang digunakan adalah Aluminium dalam bentuk ingot dengan komposisi kandungan didalamnya seperti ditunjukkan pada tabel 3.2 dan terlebih dahulu dipotong sebelum dilebur. Adapun aluminium yang digunakan dalam penelitian terlihat pada gambar 3.1
Tabel 3.2 Komposisi Aluminium A356
Al Si Fe Cu Mn Mg Zn Ni Cr Pb
92 7,44 0,147 0,0098 0,044 0,135 0,012 0,004 0,001 0,002
Gambar 3.1Aluminium 356 (Ingot)
b. Silikon Karbida (SiC)
[image:55.595.241.377.583.716.2]Dalam penelitian ini bahan keramik yang digunakan adalah silikon karbida berbentuk serbuk berwarna kelabu dan digunakan sebagai pengeras bahan. Seperti yang terlihat pada gambar 3.2
35
c. Cover Fluks
Setelah seluruh material aluminium melebur seluruhnya, kemudian cover flux ke atas permukaan aluminium cair dengan tujuan untuk mengikat kotoran-kotoran berupa oksida-oksida dan impurities lainnya yang terdapat di dalam aluminium cair. Kotoran yang telah berikatan dengan fluxing agent dibuang dengan cara drossing di permukaan aluminium dengan menggunakan sendok plat besi yang telah di-coating dan selanjutnya dibuang. Cover fluks dapat dilihat pada gambar 3.3.
Gambar 3.3 Cover Fluks
d. Arang Kayu Laut
Arang kayu laut digunakan sebagai bahan bakar tungku peleburan aluminum. Adapun arang kayu laut ditunjukkan pad gambar 3.4
36
3.3.2 Alat Penelitian
a. Mesin Gerinda Tangan
Alat ini digunakan untuk memotong ingot menjadi ukuran yang sesuai dengan Crusible agar dapat dilebur didalam wadah Crusible seperti ditunjukkan pada gambar 3.5.
Gambar 3.5 Mesin Gerinda Tangan
b. Ragum
Alat ini digunakan untuk menjepit spesimen agar mudah ketika dilakukan pemotongan dengan menggunakan mesin gerinda tangan. Ragum ini terlihat pada gambar 3.6 berikut ini.
37
c. Termokopel type - K
Alat ini digunakan sebagai pengukur temperatur dari cetakan dengan cara meletakkan ujung kawat pada cetakan yang dipanaskan dan untuk mengukur panas pada aluminium yang sedang di cairkan. Pada gambar 3.7.
Gambar 3.7 Termokopel type- K
d. Mesin Stir Casting
[image:58.595.239.354.164.366.2]Alat ini digunakan untuk memutar aluminium cair yang sudah dicampur dengan silikon karbida didalam Crusible agar komposisi didalam coran merata. Kecepatan putar yang digunakan pada penelitian ini adalah 175 rpm dengan waktu pengadukan 1 menit. Mesin Stir Casting dapat dilihat pada gambar 3.8 berikut ini.
38
e. Krusibel (Crucible)
[image:59.595.262.396.169.350.2]Peralatan ini dugunakan untuk melebur Aluminium dirancang sedemikian rupa agar efektif dalam pembakaran, krusibel yang digunakan pada penelitian ini memiliki kapasitas 1500 gr. Krusibel dapat dilihat pada gambar 3.9 berikut ini.
Gambar 3.9 Krusibel
f. Pembuatan Pola
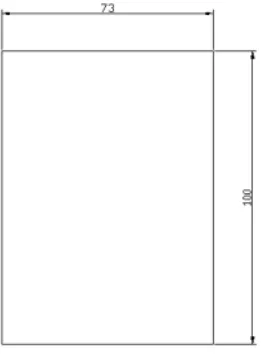
Pola yang dipilih pada pengecoran aluminium 356 yang diperkuat SiC dari bahan kayu dengan jenis kayu jenis pola sislinder. Pola kayu yang dipilih karena cepat pembuatannya, pengolahannya mudah dan biayanya murah. Sedangkan ukuran silinder yang dibuat dapat dilihat pada gambar 3.10.
[image:59.595.267.398.499.676.2]39
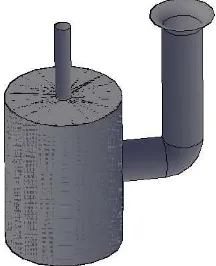
g. Desain TypeGating System
Ukuran type gating system dengan diameter 25mm sedangkan tinggi
gating system type A yaitu 50mm, type B 100mm dan type C 150mm. Desain gating system dibuat dalam tiga bentuk, yaitu :
1. Pola gating system type A
[image:60.595.300.362.253.377.2]Pola gating system type A disebut juga gating system langsung dimana coran dihubungkan langsung melalui saluran turun. Pola gat