STUDI TENTANG KETIDAKAKURATAN PENGUKURAN LEVEL PADA PROSES LIQUID LEVEL CONTROL LEVEL
DILABORATORIUM PTKI MEDAN
O L E H
Ery Alfredo Ginting 01 5203 014
PROGRAM D-IV TEKNOLOGI INSTRUMENTASI PABRIK FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA MEDAN
KATA PENGANTAR
Pertama sekali penulis memanjatkan puji dan syukur Kehadirat Tuhan Yang Maha Esa atas berkat dan rahmatnya penulis dapat menyelesaikan penulisan Karya Akhir ini. Karya akhir ini adalah Tugas Akhir yang harus diselesaikan oleh setiap mahasiswa sebagai salah satu syarat untuk memperoleh gelar Sarjana Sains Terapan pada Fakultas Teknik Universitas Sumatera Utara. Adapun judul Karya Akhir ini adalah ”Studi Tentang Ketidakakuratan Pengukuran Level Pada Proses Liquid Level Control DiLaboratorium PTKI Medan”
Dalam penulisan Karya Akhir ini penulis banyak menemui kendala, namun berkat adanya bimbingan, saran-saran, nasehat dan bantuan moril maupun materil dari berbagai pihak, akhirnya penulis dapat menyelesaikan Karya Akhir ini dengan baik.
Maka pada kesempatan ini perkenankanlah penulis terlebih dahulu mengucapkan banyak terima kasih yang sebesar-besarnya kepada :
1. Ayahanda S. Ginting dan Ibunda C. Br. Kacaribu yang senantiasa memberikan semangat dan dukungan serta doa yang tulus kepada penulis.
2. Bapak Dr. Ir. Armansyah Ginting, M.Eng, selaku Dekan Fakultas Teknik Universitas Sumatera Utara.
3. Bapak Ir. Nasrul Abdi, MT, selaku Ketua Program Diploma-IV Teknologi Instrumentasi Pabrik Universitas Sumatera Utara.
5. Bapak Ir. Rahman Hasibuan selaku koordinator Program Diploma-IV Teknologi Instrumentasi Pabrik.
6. Bapak Ir. Nasrul Abdi, MT sebagai Dosen Pembimbing penulis yang telah banyak memberikan masukan dan arahan dalam menulis karya Akhir ini.
7. Seluruh Dosen dan Staf Program Diploma-IV Teknologi Instrumentasi Pabrik.
8. Buat saudara-saudara abang Benny Gtg, ST, Jefry Gtg, ST, dan adek Lisa Gtg yang selalu mendukung dan memberikan motivasi kepada penulis.
9. Kepada teman-teman seperjuangan nando, lenon, mansen, segar limbong, robert, jhonson dan anak” TIP’01, TIP ’02, n tmn” yang banyak memberikan bantuan dan dukungan kepada penulis.
10. Kepada seluruh mahasiswa Teknologi Instrumentasi Pabrik khusus nya Adam stambuk”04 yang selalu mendukung dan memberikan motivasi kepada penulis.
Penulis menyadari bahwa Karya Akhir ini masih terdapat kekurangan- kekurangan dan masih jauh dari kesempurnaan dikarenakan keterbatasan pengetahuan dan wawasan dalam ruang lingkup pembelajaran. Untuk itu penulis sangat mengharapkan kritik dan saran sebagai penyempurnaan dari Karya Akhir ini. Semoga Karya Akhir ini ada manfaatnya bagi kita semua terutama bagi penulis sendiri.
Medan, Maret 2008
Penulis
DAFTAR ISI
Kata Pengantar ………. i
Daftar Isi ……….. iii
Daftar Gambar ... vi
Daftar Tabel ………. vii
Daftar Grafik ……….viii
Abstrak ………ix
BAB I . PENDAHULUAN 1.1. Latar Belakang Pemilihan Judul ……….. 1
1.2. Rumusan Masalah... 2
1.3. Tujuan Pembahasan ... 2
1.4. Batasan Masalah ... 2
1.5. Metode Pembahasan ... 3
1.6. Sistematika Pembahasan... 4
BAB II. DASAR TEORI 2.1. Pengenalan Alat Ukur Permukaan Cairan / Level... 6
2.1.1. Metoda Pengukuran Tinggi Permukaan Cairan... 6
2.1.2. Jenis-Jenis Alat Ukur... 8
2.2. Sistem Kontrol (Kendali) Instrumentasi Di Pabrik ... 12
2.2.2. Jenis- Jenis Sistem Kendali ... 15
2.3. Sistem Proses Pengendalian Level ... 16
2.4. Penyebab Kesalahan Dalam Proses Pengukuran... 17
BAB III. PENGUKURAN LEVEL PADA PROSES LIQUID LEVEL CONTROL 3.1. Materi... 21
3.2. Blok Diagram Proses Liquid Level Control...……….22
3.2.1. Level Recorder Control (LRC)………..22
3.2.2. Control Valve……….23
3.2.3. Tangki………..………..26
3.2.4. Sensor Manometer Pipa.………27
. BAB IV. PEMBAHASAN PENGUKURAN PADAPROSES LIQUID LEVEL CONTROL 4.1. Hasil Penelitian... 28
4.1.1. Data-Data Teknis Peralatan ... 28
4.1.2. Data Hasil Percobaan... 31
4.2. Pembahasan ... 32
BAB V. KESIMPULAN DAN SARAN
5.1. Kesimpulan ... 46 5.2. Saran……….47 DAFTAR PUSTAKA
DAFTAR GAMBAR
Gambar 1. Metode Dilihat Langsung ……… ………..7
Gambar 2. Metode Mekanik……….. ………..7
Gambar 3. Level Glass(Gelas Penduga)……… ………..8
Gambar 4. Pemberat Dan Pita……… ………...9
Gambar 5. Metode Penggeser (Dispacer)…. ……….10
Gambar 6. Alat Ukur Sistem Gelembung………… ………..11
Gambar 7. Alat Ukur Dengan Sistem Beda Tekanan ………12
Gambar 8. Diagram Sistem Kontrol Otomatis………. ……….17
Gambar 9. Blok Diagram Proses Liquid Level Control……..………...22
Gambar 10. Control Valve……….….……..………..24
Gambar 11. Sensor Manometer Pipa U………..……..………..27
DAFTAR TABEL
Tabel 1. Kekasaran Permukaan Pada Pipa……….18 Tabel 2. Ekivalen Tahanan (Friksi) Pada Fitting Atau Pipa………...19 Tabel 3. Penyajian Data Pada Percobaan Liquid Level Control………32 Tabel 4. Tabulasi data Pada Percobaan Liquid Level Control
Sebelum Dilakukan Pembersihan Jebakan Udara………...36 Tabel 5. Penyajian Data Setelah Dilakukan Pembersihan Jebakan Udara...…….40 Tabel 6. Tabulasi Data Dan Pengolahan Data Pada Percobaan
Setelah Dilakukan Pembersihan Jebakan Udara
Dan Adjusment Peralatan kontrol...………..44
DAFTAR GRAFIK
LAMPIRAN Lampiran 1. Flow Circuit Diagram
Lampiran 2. Level Control Loop
Abstrak
Dalam proses pabrik peranan pengendalian level sangat penting, sehingga untuk menjaga keadaan level tetap sesuai dengan standard operasi, maka pengendalian level benar-benar menjadi perhatian dalam proses produksi.
Abstrak
Dalam proses pabrik peranan pengendalian level sangat penting, sehingga untuk menjaga keadaan level tetap sesuai dengan standard operasi, maka pengendalian level benar-benar menjadi perhatian dalam proses produksi.
BAB I PENDAHULUAN I.1. Latar Belakang Pemilihan Judul
Kemajuan ilmu pengetahuan dan teknologi industri dewasa ini sangat pesat dimana-mana peralatan modern diciptakan untuk mempermudah dan mempercepat suatu proses dan kerja dipabrik. Salah satunya adalah peralatan instrumen yaitu peralatan instrument yaitu alat-alat yang mengukur dan mengendalikan berbagai variabel operasi seperti tekanan, laju aliran dan level yang biasanya digunakan dalam industri pabrik. Kegiatan pengukuran bertujuan untuk mencegah kerusakan suatu peralatan, mendapakan kualitas produksi yang diinginkan.
Dalam kaitan ini penulis mendapat kesempatan untuk melaksanakan penelitian pada Pendidikan Teknolgi Kimia Industri Medan, yaitu tepatnya pada Laboratorium Instrument.
Dalam proses dipabrik peranan pengendalian level sangat penting, sehingga untuk menjaga keadaa level tetap sesuai dengan standard operasi maka pengendalian level harus benar-benar menjadi perhatian dalam proses produksi. Maka dari itu perlu diperhatikan pengukuran level sehingga dapat dikontrol setiap saat. Pada saat ini penulis menitik beratkan tentang perbedaan harga pengukuran level dari hasil proses pengendalian level dengan harga yang ditentukan sebagai standard produksi.
tentang instrumentasi dan pengendalian proses sehingga judul yang penulis ambil adalah “Studi Tentang Ketidakakuratan Pengukuran Level Pada Proses Liquid level Control DiLaboratorium Instrument PTKI Medan”.
I. 2. Rumusan Masalah
Rumusan masalah merupakn hal yang penting dilakukan untuk dapat menyelesaikan pemecahan masalah. Dengan adanya masalah yang akan dipecahkan maka data-data yang dicari dan analisanya akan bermanfaat untuk mengenai sasarannya. Dengan demikian adanya masalah dalam perlakuan tekanan akan mengarahkan data-data yang diperoleh pada poko pembahasan Karya Akhir ini. Pada umumnya setiap peralatan pengukuran level akan mengalami gangguan dengan akibat pengaruh dari ketidaksempurnaan rangkaian instrumentasi.
Dari hasil penganalisaan pendahuluan yang dilkukan penulis menemukan beberapa masalah pada rangkaian perpipaan dan peralatan instrument pada proses pengendalian level cairan, yaitu :
1. Bagaimana pengaruh jebakan udara yang ada pada rangkaian perpipaan dan rangkaian instrument.
I.3. Tujuan Pembahasan
1. Untuk mempelajari tentang ketidakakuratan pengukuran level pada proses pengendalian level suatu cairan.
2. Untuk mengetahui keterpasangan peralatan-peralatan yang digunakan pada suatu proses pengendalian level cairan.
I.4. Batasan Masalah
Mengingat luasnya aspek-aspek yang dibicarakan tentang ketidakakuratn pengukuran level control dan terbatasnya kemampuan penulis, maka penulis membatsi permasalahan sebagai berikut :
1. Menghitung volume air dalam tangki. 2. Menghitung harga level secara teoritis.
3. Membahas pengaruh jebakan udara yang ada pada rangakaian perpipaan dan rangkaian instrument.
4. Membahas pengaruh alat-alat kontrol pada pengukuran level pada proses liquid level control.
I.5. METODE PEMBAHASAN
1. Secara teoritis
Mengumpulkan data dan mencari data spesifikasi,blok diagram dan cara kerja rangkaian serta mencari buku-buku yang sesuai dengan topik bahasan penulis dan studi kepustakaan.
2. Secara praktis
Dengan melakukan riset, wawancara pembimbing di industri, observasi kelapangan dan praktek langsung.
I.6. Sistematika Penulisan
Untuk mempermudah pemahaman dan pembahasan penyusun membuat sistematika penulisan dengan urutan sebagai berikut :
BAB I. PENDAHULUAN
Bab ini menjelaskan tentang latar belakang masalah, rumusan masalah,tujuan pembahasan, batasan masalah, metode pembahasan, dan sistematika pembahasan.
BAB II. DASAR TEORI
BAB III. PENGUKURAN LEVEL PADA PROSES LIQUID LEVEL CONTROL
Pada bab ini menjelaskan peralatan pengukuran level, metoda pengukuran level
BAB IV. PEMBAHASAN PENGUKURAN LEVEL PADA PROSES LIQUID LEVEL CONTROL
Pada bab ini menjelaskan tentang menghitung volume air didalam tangki, menhitung harga level secara teoritis, menghitung persen error level, pengaruh jebakan udara yang ada pada rangkaian perpipaan dan rangkaian instrument, pengaruh dari adjustment alat kontrol terhadap hasil pengukuran level
BAB V. KESIMPULAN DAN SARAN
BAB II DASAR TEORI
2.1 Pengenalan Alat Ukur Permukaan Cairan / Level
Setiap alat instrument yang dipergunakan untuk mengukur dan menunjukan tinggi permukaan cairan disebut sebagai alat ukur level, baik pada tangki tertutup maupun terbuka. Tujuan dari pada pengukuran tinggi permukaan cairan adalah untuk :
1. Mencegah kerusakan equipment akibat kekosongan level serta kerugian akibat cairan terbuang.
2. Pengontrolan jalannya proses.
3. Mendapatkan kwalitas produksi yang diinginkan.
2.1.1 Metoda Pengukuran Tinggi Permukaan Cairan
Dalam pengukuran ataupun penunjukan tinggi permukaan cairan dapat dilakukan dengan dua metode, yaitu
a. Metode Pengukuran Dilihat Langsung
Gbr. 1. Metode dilihat langsung DILIHAT
LANGSUNG TINGGI CAIRAN
b. Metode Mekanik
Gaya pada cairan menghasikan gerak mekanik. Pergerakan mekanik ini kemudian dikalibrasi kedalam bentuk skala angka-angka.
Gbr. 2. Metode Mekanik GERAK MEKANIK
2.1.2 Jenis-Jenis Alat Ukur Level
Dapat dilihat dari keterpasangan dan elemen utamanya alat ukur level dapat diklasifikasikan sebagai berikut:
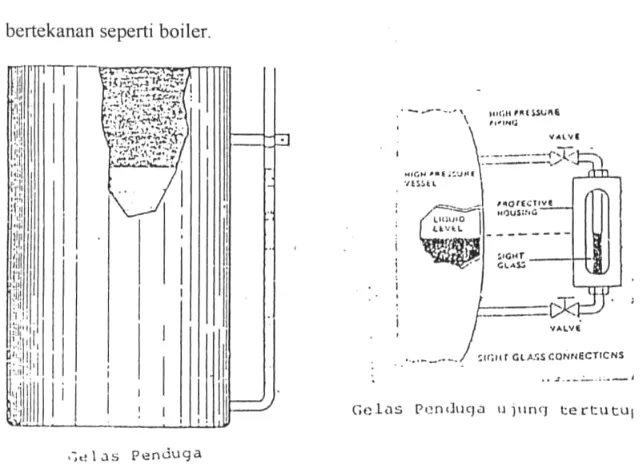
a. Gelas Penduga (level glass)
Gelas penduga dapat menunjukkan tinggi permukaan cairan dalam suatu bejana atau container secara tertutup, prinsip kerja yang digunakan gelas penduga adalah prinsip bejana berhubungan. Gelas penduga ujung terbuka sering digunakan pada tangki-tangki yang tidak bertekanan, yang tingginya melebihi 1,5 meter seperti tangki penampungan minyak diesel dari motor akar. Sedangkan gelas penduga ujung tertutup digunakan pada vessel yang bertekanan seperti boiler.
b. Pemberat dan Pita
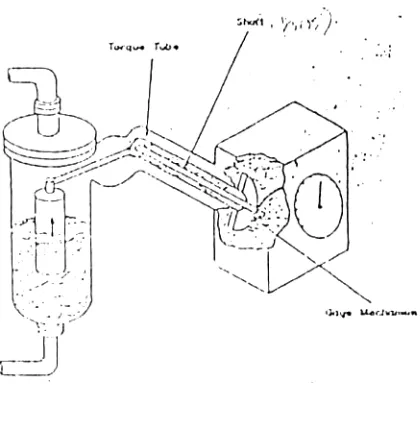
c. Metode dengan Penggeser (Displacer)
Disebut displacer karena pada prinsip kerjanya nilai gerak yang dihasilkan displacer didisain untuk menggantikan (Dislacement) nilai volume cairan yang menghasilkan gerak tersebut.
Gambar 5. Metode Penggeser (Dispacer)
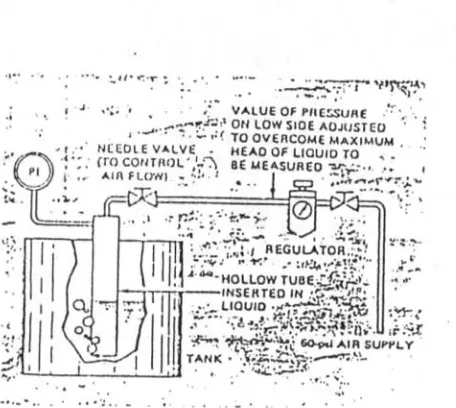
d. Alat Ukur Level dengan Metode Gelembung
diukur, semakin tinggi permukaan cairan semakin besar tekanan udara yang dibutuhkan mengatasi tekanan statis yang diberikan oleh cairan.
Gambar 6. Alat Ukur Sistem Gelembung
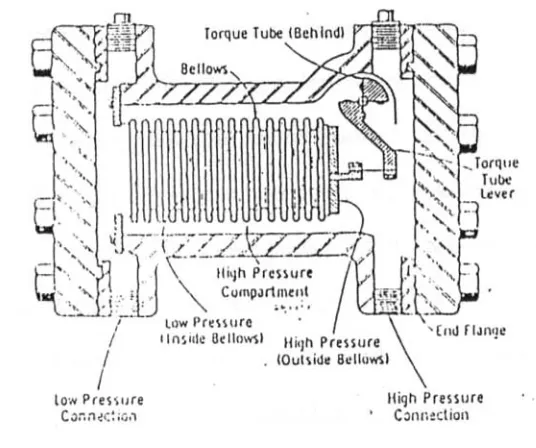
e. Alat ukur Level dengan Sistem Beda Tekanan
Gambar 7. Alat Ukur dengan Sistem Beda Tekanan
2.2 Sistem Kontrol (Kendali) Instrumentasi di Pabrik
Dari sebuah diagram PID ( Piping & Instrument Diagram ), dapat diketahui, instrument yang terpasang pada suatu pabrik, namum dari keseluruhan instrument yang terpasang bukanlah seluruhnya instrumentasi pabrik. Secara operasi pabrik instrument yang membentuk intrumentasi pabrik adalah instrument yang berfungsi untuk "kegiatan proses kontrol", dasar lain untuk mengetahui bahwa instrument yang membentuk instrumentasi pabrik dapat dipedomani terhadapi suatu instrument pengukur yang melaksanakan kerja pengukuran dan dipadukan dengan fungsi instrument lainnya seperti pengaman, pembaca dan pengendali.
2.2.1 Rangkaian Kendali Instrument
Yang dimaksud dengan rangkaian kendali instrument adalah susunan dari peralatan instrument yang diperuntukkan guna dapat mengendalikan jalannya, operasi peralatan pengolah pada suatu satuan pengolahan dipabrik. Suatu satuan pengolahan terdapat berbagai variasi keadan operasi peralatan yang dikendalikan sebab itu maka rangkaian kendali instrument yang terpasang dapat lebih dari satu. Dengan banyaknya rangkaian kendali instrument yang terpasang pada suatu satuan pengolahan ditemukan pula peralatan instrument yang melengkapi peralatan kendali instrument yang berbeda-beda. Peralatan instrument yang terdapat pada suatu rangkain kendali instrument padat diklassifikasikan atas :
5. Alat pengatur ……… Controller 6. Katup pelaksana aksi kendali ……….. Control Valve
1. Indikator adalah suatu alat yang memberikan harga dari besaran ( variabel) yang diukur ( biasanya terletak pada tempat dimana pengukuran untuk proses tersebut dilakukan ). Besaran ini merupakan besaran sesaat.
2. Transmitter adalah suatu alat yang mengukur harga dari suatu besaran seperti tinggi permukaan, beda tekanan dan mengirimkan sinyal yang diperolehnya keperalatan lain seperti recorder, alarm dan tain-lain.
3. Converter adalah suatu alat yang bekerja untuk mengubah sinyal yang dihasilkan oleh transmitter ( sinyal proses yang berupa set point dari controller) menjadi sinyal pneumatik untuk menggerakkan control valve. 4. Recorder adalah suatu alat yang bekerja untuk mencatat harga-harga yang
diperoleh dari pengukuran secara kontiniu atau periodik. Biasanya hasil pencatatan recorder ini terlukis dalam bentuk kurva diatas kertas. Recorder ini biasanya terletak jauh dari tempat dimana besaran proses diukur.
6. Control Valve adalah suatu alat yang bekerja untuk melaksanakan aksi kendali dengan cara membuka dan menutup katup sesuai dengan perintah dari controller.
2.2.2 Jenis-Jenis Sistem Kendali / Control Instrument
Dalam kegiatan pengendalian instrument, sistem kendali yang dipakai dapat dibedakan atas :
1. Sistem Kendali Satu Arah
2. Sistem Kendali Umpan Balik (Feed Back Control Sistem) 3. Sistem Kendali Bertingkat (Cascade Control Sistem)
1. Sistem Kendali Satu Arah
Sistem kendali yang diperuntukkan guna melakukan penghentian dari variabel operasi yang menimbulkan keadaan tak terkendali, misalnya pada pengendalian level pada tangki, bila level tangki tersebut melewati batas terendah yang ditentukan maka proses akan berhenti. 2. Sistem Kendali Umpan Balik ( Feed Back Control Sistem)
3. Sistem Kendali Bertingkat (Cascade Control Sistem)
Pada sistem ini aksi pengendali yang dilakukan oleh pelaksana aksi kendali sama dengan sistem kendali umpan balik namun bedanya adalah faktor peubah ( variabel ) yang dipedomani untuk pelaksanaan aksi kendali lebih dari satu variabel operasi.
2.3 Sistem proses pengendalian level
Meskipun pada beraneka ragam industri dan kegiatan lainnya diperlukan pengaturan proses yang berbeda-beda, tetapi secara teknik instrument suatu proses yang diatur mempunyai dasar pengertian yang sama. Suatu proses control memerlukan prinsip dasar pengaturan dari proses untuk mendapatkan out put dengan hasil yang diinginkan melalui suatu pengaturan set point. Pada prinsipnya tujuan dari proses level control ini adalah menghilangkan error ataupun membuat sekecil mungkin error yang terjadi didalam pengukuran level pada suatu proses pengendalian level.
Hampir semua proses dalam dunia industri membutuhkan alat-alat otomatis untuk mengendalikan variabel proses termasuk dalam mengendalikan level cairan. Gabungan serta kerja alat-alat otomatis pengendali otomatis pada pengendalian level itulah yang disebut dengan sistem proses pengendalian level sedangkan semua peralatan yang membentuk sistem tersebut dinamakan dengan instrumentasi proses pengendalian level. Ada empat langkah yang harus, diperhatikan dalam sistem proses pengendalian level yaitu :
1. Mengukur level.
3. Menghitung kesalahan
4. Mengoreksi dan memperbaiki kesalahan tersebut
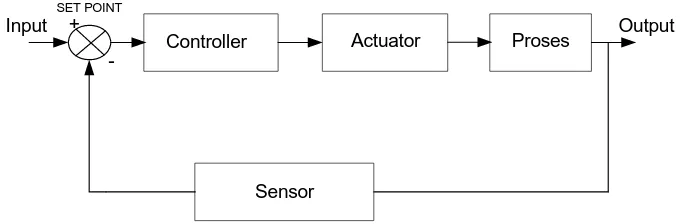
Apabila langkah tersebut dilakukan sekaligus oleh alat instrument, maka sistem pengendalian level seperti ini disebut sistem pengendalian level otomatis. Berikut ini adalah blok diagram sistem pengendalian otomatis dalam bentuk sederhana.
Gambar 8. Diagram Sistem Kontrol Otomatis
2.4 Penyebab Kesalahan Dalam Proses Pengukuran
Kesalahan atau penyimpangan pengukuran dalam suatu proses pengendalian adalah terjadi perbedaan antara harga yang terukur dalam hasil proses dengan harga yang ditentukan sebelumnya ( set point ). Adapun kesalahan pengukuran level ini dapat disebabkan oleh beberapa hal yaitu:
rangkaian perpipaan harus benar-benar bebas dari gelembung udara, karena dapat membuat kerja dari transmitter tidak dapat bekerja dengan maksimal sehingga kinerja dari peralatan pengontrol lainnya juga tidak maksimal, hal ini dapat menyebabkan hasil pengendalian pengukuran tidak akurat. Gelembung udara dalam rangkaian perpiaan ini dapat dihilangkan dengan melakukan tubing pada rangkaian perpiaan tersebut.
2. Head Lossis
Head lossis adalah rugi-rugi tekanan yang terjadi pada seluruh rangkaian perpioaan serta peralatan kendali serta proses. Rugi-rugi tekanan ini terjadi pada saat peralatan bekerja mentransportasikan. Rugi-rugi ini dapat menyebabkan berkurangnya kwantitas hasil proses.
Head lossis ini dipengaruhi oleh beberapa hal seperti ; a. Faktor gesekan
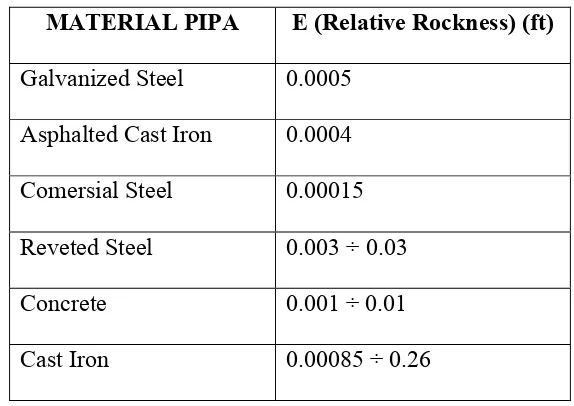
b. Kekerasan relative (relative rockness)
c. Ekivalensi tahanan pada sambungan pipa (fitting) dan katup (valve0 Tabel 1. Kekasaran Permukaan pada Pipa
MATERIAL PIPA Ε (Relative Rockness) (ft) Galvanized Steel 0.0005
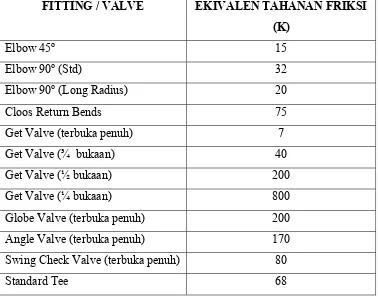
Tabel 2. Ekivalen Tahanan (Friksi) Pada Fitting / Pipa FITTING / VALVE EKIVALEN TAHANAN FRIKSI
(K)
Elbow 45o 15
Elbow 90o (Std) 32
Elbow 90o (Long Radius) 20
Cloos Return Bends 75
Get Valve (terbuka penuh) 7
Get Valve (¾ bukaan) 40
Get Valve (½ bukaan) 200
Get Valve (¼ bukaan) 800
Globe Valve (terbuka penuh) 200 Angle Valve (terbuka penuh) 170 Swing Check Valve (terbuka penuh) 80
Standard Tee 68
3. Ketidak telitian dalam mengkalibrasi alat ukur
Kalibrasi adalah penyesuaian alat ukur agar penunjukkan harga pengukuran sama dengan harga nominal / sebenarnya. Ketelitian dalam kalibrasi ini sangat menentukan untuk menghasilkan keakuratan pengukuran yang tinggi.
4. Ketidak telitian dalam membaca alat ukur
Ketelitian dalam membaca alat ukur adalah pekerjaan dari sebuah pengukuran yang sangat mengandalkan keuletan seorang operator. Karena itu seorang operator yang bekerja melaksanakan pengukuran harus :
a. Menguasai dasar pengetahuan tentang alat ukur yang dibaca.
c. Mampu menganalisa suatu persoalan pengukuran, menentukan cara pengukuran yang sesuai tingkat kecermamtan yang dikehendaki, memilih alat ukur yang sesuai dalam suatu kegiatan pengukuran.
BAB III
PENGUKURAN LEVEL PADA PROSES LIQUID LEVEL CONTROL
3.1 Materi
Materi yang di gunakan untuk pengukuran level pada proses pengendalian level cairan (liquid level control) dalam percobaan tersebut adalah:
a. Air Regulator b. Compressor c. Pressure Gauge d. Controller e. Recorder
f. Transmitter Pneumatik g. Transmitter Electric h. Converter
i. Control Valve j. Pompa
k. Motor Penggerak l. Tangki
3.2 Blok Diagram Proses Liquid Level Control
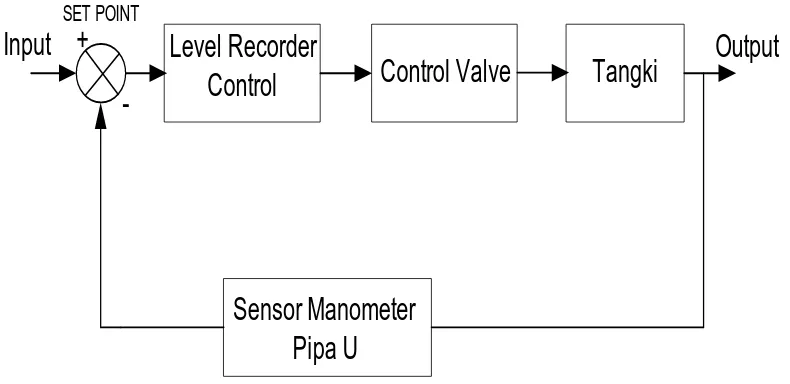
Suatu sistem proses liquid level control dapat bekerja apabila didukung oleh peralatan–peralatan pembentuk sistem tersebut. Pada proses liquid level control terbagi atas empat blok yang membentuk suatu blok diagram loop tertutup, antara lain level recorder control, control valve, tangki, sensor manometer pipa U. Pada gambar 9 dibawah ini ditunjukan blok diagram proses liquid level control .
Level Recorder
Gambar 9. Blok Diagram Proses Liquid Level Control
3.2.1. Level Recorder Control (LRC)
Level controller control adalah peralatan instrument untuk mengendalikan dan mencatat atau merekam level untuk jalur yang dipasang pada ruang kendali. Salah satu jenis rangkaian kendali level control adalah Level Recorder Switch
controller recorder switch adalah level yang dilengkapi dengan alat pengendali, perekam dan saklar yang terkait dengan sistem kendali. Pada hal ini digunakan level recorder control untuk mengatur bukaan katup kendali, sehingga permukaan cairan ditangki dapat stabil.
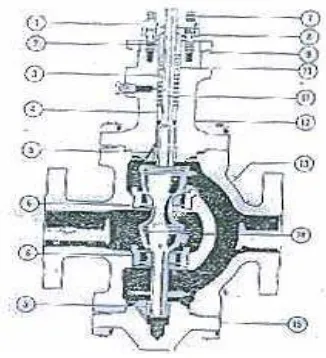
3.2.2. Control Valve
Control Valve adalah valve yang mengendalikan laju arus dengan menambah atau mengurangi luas arus sesuai dengan tekanan udara operasi dari converter atau positioner. Control valve terdiri dari bagian actuator dan badan valve.
Ada dua macam actuator yaitu : 1. Jenis diafragma
2. Jenis silinder.
Bentuk umum konstruksi sebuah valve dapat dilihat pada gambar . Kerja
valve sederhana sekali. Bilamana plug terangkat, fluida proses yang mengalir dari bagian inlet ke bagian outlet .Hanya saja, fluida proses yang mengalir ini bisa bermacam-macam, dari yang paling bersih sampai yang paling kotor, dari yang tidak korosif sampai yang palin korosif,dari tekanan rendah sampai tinggi dan seterusnya. Karena kebutuhan proses yang bermacam-macam itulah,ada banyak sekali kontruksi valve. Dengan demikian aspek yang perlu ditinjau pada waktu memilih juga menjadi luas.
Selain itu, perhatian khusus juga diperlukan pada bagian penyekat (packing). Karena plug harus bergerak naik-turun sedangkan tekanan di dalam
menghambat gerak steam, namum mampu menjaga agar fluida didalam valve
tidak keluar dari bagian bonnet.
Gambar 10 . Valve dan bagian – bagiannya
Keterangan :
1. Packing flange nut
2. Packing follower
3. Packing spring
4. Packing box bushing
5. Guide bushing
6. Seat ring
7. Packing flange stud
8. Packing flange
9. Yoke lock nut
10. Packing
13. Valve body
14. Valve plug
15. Bottom flange
Pressure control
Perubahan tekanan dalam aliran fluida terjadi karena adanya perubahan ketinggian, perubahan kecepatan akibat perubahan penampang dan gesekan fluida. Pada aliran tanpa gesekan perubahan tekanan dapat dianalisa dengan persamaan Bernoulli yang memperhitungkan perubahan tekanan ke dalam perubahan ketinggian dan perubahan kecepatan. Sehingga perhatian utama dalam menganalisa kondisi aliran nyata adalah pengaruh dari gesekan. Gesekan akan menimbulkan penurunan tekanan atau kehilangan tekanan dibandingkan dengan aliran tanpa gesekan. Berdasarkan lokasi timbulnya kehilangan, secara umum kehilangan tekanan akibat gesekan atau kerugian ini dapat digolongkan menjadi 2 yaitu: kerugian mayor dan kerugian minor.
3.2.3. Tangki
Hal–hal yang perlu diperhatikan terhadap tangki sewaktu pelaksanaan uji opersinya adalah kebocoran. Setiap sambungan yang ada tangki harus benar-benar terpasang dengan rapat, karena dengan adanya kebocoran pada tangki akan mempengaruhi hasil pengukuran level pada tangki tersebut.
Adanya kebocoran pada tangki dapat kita ketahui dengan tiga cara, yaitu:
1) Pemeriksaan level dengan air yang keluar dari katup dari yang terpasang pada tangki.
Pemeriksaan dengan cara ini dapat dilakukan dengan mudah. Air terlebih dahulu diisi dalam tangki sampai tinggi maksimum yang diinginkan, setelah itu lalu kita tutup dari air masuk ke dalam tangki. Kemudian kita lakukan pengamatan dengan memperhatikan setiap katup dari yang terpasang pada tangki apakah ditemukan tetesan air yang keluar dari katup-katup tersebut. Bila hala tersebut ditemukan langka awal yang harus kita lakukan yaitu memperbaiki atau mengganti katup dari yang bocor.
2) Pemeriksaan kebocoran dengan melihat perubahan tinggi level tangki.
Pemeriksaan dengan cara ini dapat dilakukan dengan memperhatikan perubahan tinggi level melalui alat ukur tinggi (gelas penduga) yang terpasang pada tangki.
3.) Pemeriksaan kebocoran dengan menggunakan larutan sabun
yang terbentuk. Jadi adanya kebocoran dapat kita ketahui dengan terbentuknya gelembung udara pada larutan sabun.
Setelah memeriksa dan mengetahui tempat atau letak kebocoran pada keterpasangan tangki selanjutnya level tangki kita buang sampai habis lalu dilakukan perbaikan-perbaikan untuk mengatasi kebocoran tersebut.
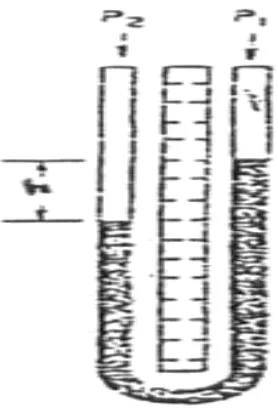
3.2.4. Sensor Manometer PiPa U
Pipa yang berbentuk huruf Uyang bentuk ujungnya tertutup dan vacum seperti terlihat pada gambar 11 dibawah ini dapat dipakai untuk mengukur tekanan absolut.. Cairan yang dipakai tidak harus air raksa. Ini tergantung oada daerah tekanan yang akan diukur. Untuk tekanan yang tinggi dipakai cairan-cairan yang besar sedangkan cairan yang ringan dipakai untuk mengukur tekanan yang rendah.
BAB IV
PEMBAHASAN PENGUKURAN PADA PROSES LIQUID LEVEL CONTROL
1.1 Hasil Penelitian
Hasil penelitian yang diperoleh pada saat kerja praktek, yaitu data – data yang berkaitan dengan judul karya akhir ini.
1.1.1 Data - data Teknis Peralatan
Adapun data - data teknis peralatan yang berkaitan dengan proses pengendalian level suatu cairan, diantaranya adalah :
Spesifikasi peralatan : 1. Compressor Air Compressor
Model = 0,75p – 9,5 t 50 Hz MFG = NO. XB 210126 Production = Hitachi Ltd. Tokyo
Motor = 0,75 KW 3 phase Press = 9,5 Kg/cm2
Rpm = 1000 rpm Air Volume = 78 1/min Air Receiver
2. Recorder
Jenis = Pneumatik Recorder Production = Yamatake Honeywell Signal In Put = 0,2-1,0 Kg/cm2 Working Pressure = 1,4 Kg/cm2 3. Air Regulator
Production = Yamatake Honeywell
Model = K203-2A
In Put Max = 9,9Kgf/cm2
140 Psi
970 Kp
9,7 Bar
Out Out Max = 4,OKgf/cm2
58 Psi
390 Kp
39 Bar 4. Transmitter
Jenis = Pneumatik Transmitter
Production = Yamatake honeywell Model =NO.NDP22Z1122-712
Ambient Temp. Limit = -30oC + 80oC
Supression or Elevation = 6500 mmH2O max Supression
2000 mmH2O max Elevation
Span + elevation < 6500 mmH2O
Accuracy = ± 0,5% of full scale Supply and Out Put Pressure
Conection = ISO 7 ¼ ( ¼ pt) famale taps 5. Motor
Type = EFOUP
Form = KR
Rating = Constans Insulation = E
Protection = Body JF 22 S BRG.D.S = 6203 UU BRG. 0. S = 6202 UU Con. CAP = 250 µf Daya = 0,4 KW
Hz = 50
Rpm = 1420
Amper = 8,8 A
CODE = H
6. Pompa
Type = AK
Bore = 25 mm
Head = 15 m
Capacity =271/min
S.H.P =0.4KW
R.P.M =1450rpm Serial No = 823 F 00 57
7. Control Valve
Valve Type = V-S5110 Size = 20 x 20 Material Body = FC25 Material Trim = SUS 304 Flange Rating = JIS10K
Input Range = 0.2-1,0 Kg/cm2
Serial = 62845 \ Acting = Air to open
Date =1982
1.1.2 Data Hasil Percobaan
Dari hasil percobaan Liquid Level Control didapat pengumpulan data seperti yang ditunjukkan pada tabel berikut ini:
P(mmHg) Set Point Control Valve
(%)
1.2.1 Penganalisaan Data Hasil Percobaan dan Penyelesaian Rumusan Masalah
1. Bagaimana pengaruh jebakan udara pada rangkaian perpipaan dan rangkaian instrument instrument ?
2. Bagaimana pengaruh dari adjustment alat kontrol yang kurang baik terhadap hasil pengukuran level ?
Jawaban dari kedua rumusan masalah tersebut diatas dapat dipaparkan setelah terlebih dahulu dilakukan penganalisaan terhadap data hasil percobaan.
Dari data diatas kemudian dilakukan pengolahan data untuk menganalisa ketidak akuratan pengukuran. Adapun pengolahan data yang dilakukan adalah sebagai berikut:
= (105) 600
= 4586951,25 mm3 = 0,458 m3
= 3236829,75 mm3 = 0,323 m3
e. Pada set point 20%
2. Menghitung Harga Level Teori Secara Teoritis
e. Pada set point 20% Lteori = 22 x 6
= 132 mm
e. Pada set point 20% Dilakukan Pembersihan Jebakan Udara dan Adjustment Peralatan
Dari hasil penganalisaan data pada percobaan Liquid Level Control didapat pengumpulan data seperti yang ditunjukkan pada tabel berikut ini:
P(mmHg)
Setelah dilakukan pengamatan dan pengolahan terhadap data maka ditemui beberapa kesalahan pada proses pengendalian level tersebut yaitu:
1. Persentase kesalahan pengukuran level yang tidak sesuai dengan batas kesalahan diizinkan yaitu ≤ 1%.
Adapun kesalahan - kesalahan tersebut dapat disebabkan oleeh beberapa faktor seperti berikut ini:
1. Adanya pengaruh jebakan udara yang ada pada rangkaian perpipaan dan rangkaian instrument.
Jebakan udara yang terdapat pada rangkaian perpipaan akan menyebabkan transfortasi cairan yang dipompakan ketangki pengukuran menjadi tidak sempuma atau terjadi rugi tekanan pemompaan yang berakibat pembacaan alat ukur level pada tangki tidak sempurna. Misalnya, jebakan udara yang dekat dengan level glass akan lekas masuk kedalam level glass seakan menunjukkan sebuah harga pengukuran level, tetapi keadaan level sebenamya berada dibawah harga yang ditunjukkan.
Jebakan udara yang ada pada rangkaian perpipaan ini , mulai dari bagian suction pada pompa sampai ketangki dan level glass dapat dihilangkan dengan melakukukan drain pada jalur discgarge pada pompa. Drain ini dapat dilakukan dengan membuka katup drain pada saat pompa mulai bekerja. Dengan terbukanya katup tersebut maka jebakan udara yang ada disepanjang rangkaian perpipaan tersebut akan terbuang bersama cairan yang terpompa tersebut, setelah jebakan udara telah benar-benar bersih katup drain tersebut harus ditutup kembali.
yang akan disampaikan ke konverter akan terganggu sehingga pengontrolan oleh kontroller akan tidak baik dan pembacaan oleh recorder menjadi salah.
Jebakan udara pada rangkaian instrumentasi dapat dihilangkan dengan melakukan tubing pada rangkaian instrument tersebut. Tubing ini dapat dilakukan dengan membuka dan menutup katup VMH dan VML secara bersamaan, tetapi katup VDO hams terbuka. Setelah jebakan uadara benar-benar bersih tutup kembali ketiga katup tersebut.
2. Adanya pengaruh alat -alat kontrol yang tidak di adjustment dengan baik. Alat - alat kontrol yang tidak di adjusment ( dilakukan penyetelan ) dengan baik juga dapat menyebabkan kesalahan pengukuran level pada proses kendali level. Hal ini adalah jelas karena penyetelan yang baik akan menghasilkan kerja dari alat kontrol menjadi sempuma. Misalnya transmitter menghasilkan sinyal yang salah pada titik 0% dan 100% pasti akan mempengaruhi kerja dari alat kontrol lainnya sehingga pengendalian level akan salah dan keakuratan pengukuran level akan menjadi rendah. Adjustment alat kontrol yang baik dapat dilakukan dengan:
a. Adjustment (penyetelan) terhadap transmitter
Penepatan sinyal yang dihasilkan terhadap besaran proses yang diukur Sinyal yang dihasilkan oleh transmitter pneumatik adalah 4 – 20 mA. Pada keadaan besaran proses 0% sinyal yang dihasilkan oleh transmitter adalah 4 mA, penepatan harga ini dapat dilakukan dengan mengatur zero adjust pada transmitter tersebut. Dan jika keadaan besaran proses 100% maka sinyal yang dihasilkan adalah 20 mA penepatam harga ini dapat dilakukan dengan mengatur span rider. Penyetelan pada keadaan 0% dan 100% ini dilakukan berulang – ulang sampai penunjukan selalu stabil.
b. Penyetelan set point besaran proses dengan menggunakan Check Meter Besarnya set point dapat tidak sesuai terhadap besaran proses yang terjadi, hal ini dapat terjadi karena ketidak sesuaian tekanan kerja pompa. Untuk itu kita harus memastikan set point dan besaran proses yang terjadi harus sama, keadaan ini dapat kita pastikan dengan menggunakan Check Meter yang dihubungkan pada transmitter. Penyesuaian ini dilakukan pada keadaan 100%. Dalam keadaan set point 100%, maka Check Meter pun harus menunjukkan 100%, harga ini dapat ditepatkan dengan mengatur bukaan dari V3.
1.2.2 Pengumpulan dan Penganalisaan Data Setelah Pembersihan Jebakan Udara dan Dilakukan Adjustment
Tabel. 5. Tabel Penyajian Data Setelah Dilakukan Pembersihan Jebakan Udara dan Adjustment Peralatan
Dari percobaan kedua yaitu setelah dilakukan pembersihan jebakan udara dan dilakukan adjutment, didapat data seperti pada tabel berikut ini:
P(mmHg) Set Point Control Valve
(%)
1. Menghitung Volume Tangki a. Pada set point 100%
c. Pada set point 60%
= 3029136,25 mm3 = 0,302 m3
2. Menghitung Level Teori a. Pada set point 100%
Lteori = 100 x 6
b. Pada set point 80% 3. Menghitung Harga Persen Error
d. Pada set point 40%
Dari data yang didapat pada percodaan kedua ini yaitu setelah dilakukan pembersihan jebakan udara dan adjustment, maka kita membandingkan hasil pengamatan dan pengolahan data terhadap data sebelumnya.
Dari hasil pengamatan dan pengolahan data ini dibandingkan dengan kesalahan pengukuran level dalam pengendalian level pada percobaan sebelumnya, yaitu:
1. Pada percobaan sebelumya ketidak akuratan pengukuran atau % Error pengukuran level tidak memenuhi batas kesalahan diizinkan yaitu ≤ 1%, setelah dilakukan pembersihan jebakan udara dan adjustment peralatan, % Error ini menjadi sangat kecil yaitu <1 %.
2. Pada percobaan sebelumnya terjadi selisih harga antara set point dan LRC (Level Recorder Control) yang sangat mencolok, setelah dilakukan pembersihan jebakan udara dan adjustment peralatan, harga set point dan LRC menjadi relatif sama atau dengan selisih yang sangat kecil.
Tabel 6. Tabulasi Data dan Pengolahan Data Pada Percobaan Setelah Dilakukan Pembersihan Jebakan Udara dan Adjusment Peralatan Kontrol
Setelah dilakukan penganalisaan data, selanjutnya data keseluruhan dapat diakumulasikan dalam bentuk tabulasi pada tabel dibawah ini :
P(mmHg)
BAB V
KESIMPULAN DAN SARAN
5.1. Kesimpulan
Selama melakukan penelitian di Laboratorium Instrument PTKI Medan, ada beberapa hal yang dapat diambil menjadi kesimpulan diantaranya adalah : 1. Ketidak akuratan pengukuran level dapat disebabkan oleh :
a. Adanya jebakan udara didalam rangkaian perpipaan maupun didalam rangkaian instrumentasi dari sistem pengendalian proses. Jebakan udara ini dapat dibersihkan atau dihilangkan dengan melakukan drain pada rangkaian perpipaan, serta melakukan tubing pada rangkaian instrumentasi dari sistem pengendalian proses.
b. Alat kontrol yang tidak diadjustment dengan baik. Adjustment (penyetelan) yang baik dapat dilakukan dengan menepatkan harga sinyal yang dihasilkan terhadap harga besaran proses yang diinginkan.
c. Perbedaan besamya set point dan proses yang terjadi. Perdedaan ini dapat dilihat pada Check Meter dan dapat diperbaiki dengan mengatur tekanan kerja pompa.
5.2. Saran
Pada kesempatan ini penulis memberikan saran agar bermanfaat untuk kemajuan Laboratorium Instrument PTK1 Medan, yaitu :
1. Untuk menghindari kerusakan pada peralatan instrument hendakanya selalu dibersihkan sehingga peralatan tetap dalam keadan baik.
DAFTAR PUSTAKA
Douglas “ Procest Instrument and Control Hand Book Mc Granhill Book Company”
Holman. Jasfi “ Metode Pengukuran Teknik”. Edisi Keempat Penerbit Erlangga
Japan iInternational Cooperation Agency “ Instrumentasi Mini Plant “Pendidikan Teknolgi Kimia Industri Medan