DAFTAR PUSTAKA
Bagian Administrasi CV. Arba Jaya. 2015. Tanjung Morawa, Medan.
Kuorinka, I., Jonsson, B., Kilbom, A., Vinterberg, H., Biering-Sorensen, F., Andersson, G., Jorgensen, K, Standardised Nordic Questionnaores
(Applied Ergonomics, 1987)
Pawennari, A. 2014.Analisis Ergonomi terhadap rancangan fasilitas kerja pada stasiun kerja dibagian skiving dengan Antopometri orang Indonesia. Surabaya: Institut Teknologi Sepuluh Nopember
Santoso, Dr. Gempur Santoso, Drs., M.Kes., 2004. Ergonomi Manusia Peralatan dan Lingkungannya. Sidoarjo: Prestasi Pustaka
Sinulingga, Sukaria. 2015. Metodologi Penelitian (Cetakan 3). Medan: USU press Stanton, Naville. 2005. Handbook of Human Factors and Ergonomics Methods.
New York: CRC Press LLC
Tarwaka. 2004. Ergonomi Untuk Keselamatan, Kesehatan Kerja, dan Produktivitas. Surakarta: Guna Widya
Teknik Industri, Departemen. 2015. Buku Pedoman Tugas Sarjana. Medan: Departemen Teknik Industri USU
Widodo, Argadia Teguh. 2015. Perancangan Alat Bantu untuk Memperbaiki Postur Kerja pada Aktivitas Memelitur dalam Proses
Finishing.Surakarta: Universitas Sebelas Maret
BAB III
LANDASAN TEORI
3.1. Perancangan Fasilitas
3.1.1. Defenisi Rancangan Fasilitas Kerja
Perancangan fasilitas adalah kegiatan menghasilkan fasilitas yang terdiri atas penataan unsur fisiknya, pengaturan aliran bahan, dan penjaminan keamanan para pekerja.4
Unsur-unsur utama perancangan fasilitas adalah jenis masukan (bahan baku dan penunjang, barang, pembeli, bahan makanan, makanan jadi,dst), produksi atau kegiatan tranformasi (pengolahan dan manufaktur, pelayanan dan pembeli, pengolahan bahan makanan, dst), keluaran yang dihasilkan ( produk dan sisaan, barang dibeli, makanan yang dihidangkan, dst). Dalam merancang fasilitas, perancang perlu memperhatikan ketiga unsur diatas. Perancang harus memahami apa saja yang menjadi masukan, bagaimana proses Secara faktual keluaran dari perancangan fasilitas hanya berupa luas ruangan. Luas ruangan dihasilkan dari pengaturan berbagai komponen-komponen yang terlibat dalam proses bisnis internal perusahaan atau organisasi. Kegiatan perancangan fasilitas adalah menganalisis, membentuk konsep, merancang, dan mewujudkan sistem bagi pembuatan barang atau jasa. Dasar pengaturan komponen-komponen fasilitas adalah aliran barang; aliran informasi; tata cara kerja; dan pekerja yang akan dioptimumkan, baik dari sisi ekonomis maupun teknis.
4
setiap masukan, dan apa saja yang ingin dihasilkan. Berkaitan dengan kegiatan proses atau transformasi, perancang perlu mengenal secara mendalam teknologinya. Misalnya, pada perancangan fasilitas manufaktur, perancang perlu memahami teknologi produksi yang akan digunakan. Dengan perkataan lain, proses perancangan sangat membutuhkan wawasan yang luas terhadap obyek yang akan dirancang.
3.1.2. Tujuan Rancangan Fasilitas Kerja
Tujuan rancang fasilitas menurut Sritomo (2009) adalah: 1. Menaikkan output produksi
2. Mengurangi waktu tunggu (delay)
3. Mengurangi proses pemindahan bahan (material handling)
4. Penghematan penggunaan areal untuk produksi, gudang, dan service. 5. Pengdaya guna yang lebih besar dari pemakaian mesin, tenaga kerja, dan
atau fasilitas produksi lainnya. 6. Mengurangi inventory in-process
7. Proses manufakturing yang lebih singkat
8. Mengurangi resiko bagi kesehatan dan keselamatan kerja dari operator 9. Memperbaiki moral dan kepuasan kerja
10.Mempermudah aktivitas supervisi
11.Mengurangi kemacetan dan kesimpang-siuran
3.2. Pengertian Ergonomi
Ergonomi berasal dari bahasa latin yaitu ergon yang berarti kerja dan
nomos yang berarti hukum alam.5 Di Amerika Serikat, ergonomi disebut sebagai
“human faktor engineering”. Ergonomi didefinisikan sebagai ilmu yang mempelajari tentang aspek-aspek manusia dalam lingkungan kerjanya yang ditinjau dari aspek anatomi, fisiologi, psikologi, engineering, manajemen dan desain perancangan.
Ergonomi terkait dengan optimasi, efisiensi, kesehatan, keselamatan dan kenyamanan manusia di tempat kerja. Dalam ergonomi diperlukan studi tentang sistem dimana manusia, fasilitas kerja dan lingkungannya, saling berinteraksi dengan tujuan utama yaitu menyesuaikan suasana kerja dengan manusianya. Setiap pekerjaan yang dilakukan, apabila tidak dilakukan dengan ergonomis akan mengakibatkan ketidaknyamanan, biaya tinggi, kecelakaan dan meningkatnya penyakit akibat kerja, performansi kerja menurun yang berakibat kepada efisiensi dan penurunan daya kerja (Tarwaka dkk., 2004).
Penerapan ergonomi pada umumnya merupakan aktivitas rancang bangun (design) maupun rancang ulang (redesign). Hal ini dapat meliputi perangkat keras, seperti misalnya perkakas kerja (tools), bangku kerja (branches), platform kursi, pegangan alat kerja (work holders), sistem pengendali (controls), alat peraga (display), pintu (doors), jendela (windows), dan lain-lain (Nurmianto, 2008).
5
3.3. Produktivitas
3.3.1. Pengertian Produktivitas
Produktivitas merupakan istilah dalam kegiatan produksi sebagai perbandingan antara luaran (output) dengan masukan (input). Menurut Herjanto, produktivitas merupakan suatu ukuran yang menyatakan bagaimana baiknya sumber daya diatur dan dimanfaatkan untuk mencapai hasil yang optimal. Produktivitas dapat digunakan sebagai tolak ukur keberhasilan suatu industri atau UKM dalam menghasilkan barang atau jasa. Sehingga semakin tinggi perbandingannya, berarti semakin tinggi produk yang dihasilkan. Ukuran-ukuran produktivitas bisa bervariasi, tergantung pada aspek-aspek output atau input yang digunakan sebagai agregat dasar, misalnya: indeks produktivitas buruh, produktivitas biaya langsung, produktivitas biaya total, produktivitas energi, produktivitas bahan mentah, dan lain-lain.
Sedangkan konsep produktivitas dijelaskan oleh Ravianto (1989: 18) sebagai berikut:
1. Produktivitas adalah konsep universal, dimaksudkan untuk menyediakan semakin banyak barang dan jasa untuk semakin banyak orang dengan menggunakan sedikit sumber daya.
3. Produktivitas terpadu menggunakan keterampilan modal, teknologi manajemen, informasi, energi, dan sumber daya lainnya untuk mutu kehidupan yang mantap bagi manusia melalui konsep produktivitas secara menyeluruh.
4. Produktivitas berbeda di masing-masing negara dengan kondisi, potensi, dan kekurangan serta harapan yang dimiliki oleh negara yang bersangkutan dalam jangka panjang dan pendek, namun masing-masing negara mempunyai kesamaan dalam pelaksanaan pendidikan dan komunikasi.
5. Produktivitas lebih dari sekedar ilmu teknologi dan teknik manajemen akan tetapi juga mengandung filosofi dan sikap mendasar pada motivasi yang kuat untuk terus menerus berusaha mencapai mutu kehidupan yang baik.
Sinungan (1995: 18) menjelaskan produktivitas dalam beberapa kelompok sebagai berikut :
1. Rumusan tradisional bagi keseluruhan produksi tidak lain adalah ratio apa yang dihasilkan (output) terhadap keseluruhan peralatan produksi yang digunakan.
3. Produktivitas merupakan interaksi terpadu serasi dari tiga faktor esensial, yakni : Investasi termasuk pengetahuan dan tekhnologi serta riset, manajemen dan tenaga kerja.
3.3.2. Siklus Produktivitas
Siklus produktivitas merupakan salah satu konsep produktivitas yang membahas upaya peningkatan produktivitas terus-menerus. Ada empat tahap sebagai satu siklus yang saling terhubung dan tidak terputus:
1. Pengukuran 2. Evaluasi 3. Perencanaan 4. Peningkatan
Produktivitas yang diperhitungkan hanya produk bagus yang dihasilkan saja, jika suatu work center banyak mengeluarkan barang cacat dapat dikatakan work center tersebut tidak produktif. Keempat kegiatan tersebut sudah menjadi dasar industri dalam melakukan peningkatan produktivitas. Siklus produktivitas digunakan sebagai dasar perbaikan masalah produksi terutama pada skala industri. Beberapa permasalahan yang menyebabkan penurunan produktivitas perusahaan adalah:
1. Tidak ada evaluasi produktivitas
4. Perusahaan tidak mampu berkompetisi dan beradaptasi pada kemajuan teknologi dan informasi.
3.4. Standard Nordic Questionnaire (SNQ)
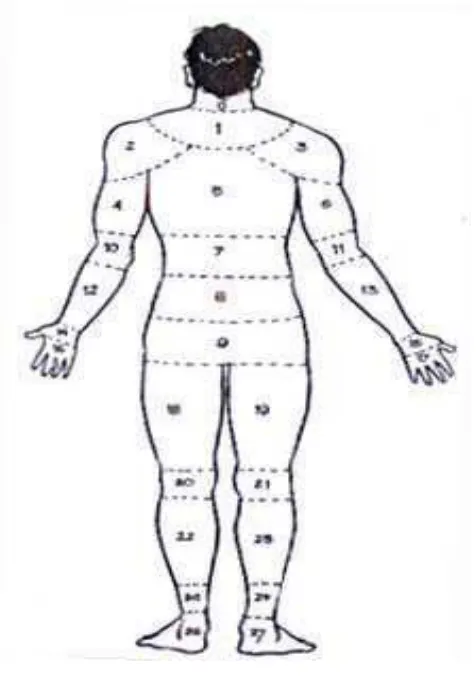
Standard Nordic Questionnaire (SNQ) merupakan salah satu alat ukur yang biasa digunakan untuk mengenali sumber penyebab keluhan kelelahan otot.6
6
Kuorinka, I., Jonsson, B., Kilbom, A., Vinterberg, H., Biering-Sorensen, F., Andersson, G., Jorgensen, K, Standardised Nordic Questionnaores (Applied Ergonomics, 1987).
Melalui Standard Nordic Questionnaire dapat diketahui bagian-bagian otot yang mengalami keluhan dengan tingkat keluhan mulai dari rasa tidak sakit sampai sangat sakit. Dengan melihat dan menganalisis peta tubuh seperti Gambar 3.1. maka diestimasi jenis dan tingkat keluhan otot skeletal yang dirasakan oleh pekerja.
Dimensi-dimensi tubuh tersebut dapat dibuat dalam format Standard Nordic Questionnaire. Standard Nordic Questionanire dibuat atau disebarkan untuk mengetahui keluhan-keluhan yang dirasakan pekerja akibat pekerjaanya.
3.5. REBA (Rapid Entire Body Assesment)
REBA dirancang oleh Lynn Mc Atemney dan Sue Hignett (2000) sebagai sebuah metode penilaian postur kerja untuk menilai faktor resiko gangguan tubuh secara keseluruhan.7
1. Keseluruhan bagian badan digunakan.
Data yang dikumpulkan adalah data mengenai postur tubuh, kekuatan yang digunakan, jenis pergerakan atau aksi, pengulangan atau pegangan. Skor akhir REBA dihasilkan untuk memberikan sebuah indikasi tingkat risiko dan tingkat keutamaan dari sebuah tindakan yang harus diambil.
Faktor postur tubuh yang dinilai dibagi atas dua kelompok utama atau grup yaitu grup A yang terdiri atas postur tubuh kanan dan kiri batang tubuh A(trunk), leher (neck) dan kaki (legs). Sedangkan grup B terdiri atas postur tubuh kanan dan kiri dari lengan atas (upper arm), lengan bawah (lower arm), dan pergelangan tangan (wrist). Pada masing-masing grup, diberikan suatu skala postur tubuh dan suatu pernyataan tambahan. Diberikan juga factor beban/kekuatan dan pegangan (coupling).
REBA dapat digunakan ketika penilaian postur kerja diperlukan dan dalam sebuah pekerjaan:
2. Postur tubuh statis, dinamis, cepat berubah atau tidak stabil.
3. Melakukan sebuah pembebanan seperti mengangkat benda baik secara rutin ataupun sesekali.
4. Perubahan dari tempat kerja, peralatan, atau pelatihan pekerja sedang dilakukan dan diawasi sebelum atau sesudah perubahan.
7
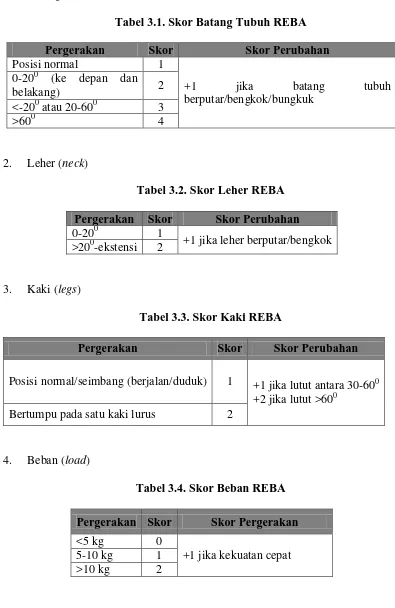
1. Batang tubuh (trunk)
Tabel 3.1. Skor Batang Tubuh REBA
Pergerakan Skor Skor Perubahan
Posisi normal 1
+1 jika batang tubuh berputar/bengkok/bungkuk
Tabel 3.2. Skor Leher REBA Pergerakan Skor Skor Perubahan
0-200 1
+1 jika leher berputar/bengkok >200-ekstensi 2
3. Kaki (legs)
Tabel 3.3. Skor Kaki REBA
Pergerakan Skor Skor Perubahan
Posisi normal/seimbang (berjalan/duduk) 1 +1 jika lutut antara 30-600 +2 jika lutut >600
Bertumpu pada satu kaki lurus 2
4. Beban (load)
Tabel 3.4. Skor Beban REBA Pergerakan Skor Skor Pergerakan <5 kg 0
+1 jika kekuatan cepat
5-10 kg 1
5. Lengan atas (upper arm)
Tabel 3.5. Skor Lengan Atas REBA
Pergerakan Skor Skor Perubahan
200 (ke depan dan belakang) 1 +1 jika bahu naik
>200 (ke belakang) atau 20-450 2 +1 jika lengan berputar/bengkok
45-900 3
-1 miring, menyangga berat lengan
>900 4
6. Lengan bawah (lower arm)
Tabel 3.6. Skor Lengan Bawah REBA Pergerakan Skor
60-1000 1
<600 atau >1000 2
7. Pergelangan tangan (wrist)
Tabel 3.7. Skor Pergelangan Tangan REBA
Pergerakan Skor Skor Perubahan
0-150 (ke atas dan bawah) 1 +1 jika pergelangan tangan putaran menjauhi sisi tengah
>150 (ke atas dan bawah) 2
8. Coupling
Tabel 3.8. Coupling
Coupling Skor Keterangan
Baik 0 Kekuatan pegangan baik
Sedang 1 Pegangan bagus tapi tidak ideal atau kopling cocok dengan bagian tubuh
Kurang baik 2 Pegangan tangan tidak sesuai walaupun mungkin Tidak dapat
diterima 3
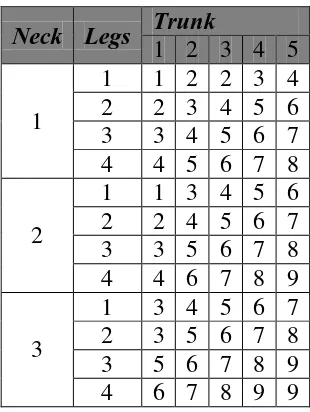
Skor yang didapat dari grup A (tidak termasuk beban) dimasukkan ke dalam Tabel 3.9.
Tabel 3.9. Skor Grup A
Neck Legs Trunk
Skor yang didapat dari grup B (tidak termasuk coupling) dimasukkan kedalam Tabel 3.10.
Tabel 3.11. Skor Akhir
Skor yang diperoleh dari Tabel 3.12. ditambah dengan skor aktivitas yang akan menjadi skor REBA.
Tabel 3.12. Skor Aktivitas
Aktivitas Skor Keterangan
Postur statik +1 1 atau lebih bagian tubuh statis/diam Pengulangan +1 Tindakan berulang-ulang
Ketidakstabilan +1 Tindakan menyebabkan jarak yang besar dan cepat pada postur atau tubuh tidak stabil
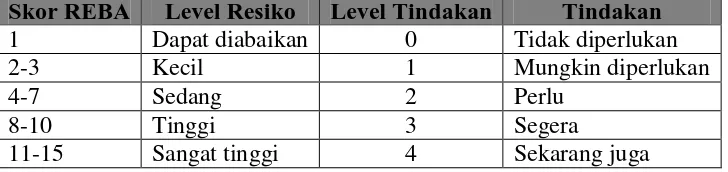
Tabel 3.13. Nilai Level Tindakan REBA
Skor REBA Level Resiko Level Tindakan Tindakan
1 Dapat diabaikan 0 Tidak diperlukan
2-3 Kecil 1 Mungkin diperlukan
4-7 Sedang 2 Perlu
8-10 Tinggi 3 Segera
11-15 Sangat tinggi 4 Sekarang juga
3.6. Keluhan Muskuloskeletal
3.6.1. Defenisi Keluhan Muskuloskeletal
Keluhan Muskuloskeletal adalah keluhan pada bagian otot skeletal yang dirasakan oleh seseorang mulai dari keluhan sangat ringan sampai keluhan sangat sakit.8
a. Keluhan sementara (reversible), yaitu keluhan otot yang terjadi pada saat otot menerima beban statis, namum demikian keluhan tersebut akan segera hilang apabila pembebanan dihentikan, dan
Apabila otot menerima beban statis secara berulang dan dalam waktu yang lama, akan dapat menyebabkan keluhan berupa kerusakan pada sendi, ligament, dan tendon. Keluhan hingga kerusakan inilah yang biasanya diistilahkan dengan keluhan musculoskeletal disorders (MSDs) atau cedera pada sistem musculoskeletal. Secara garis besar keluhan otot dapat dikelompokkan menjadi dua, yaitu:
b. Keluhan menetap (persistent), yaitu keluhan otot yang bersifat menetap. Walaupun pembebanan kerja telah dihentikan, namun rasa sakit pada otot masih terus berlanjut.
8
3.6.2. Faktor Penyebab Terjadinya Keluhan Musculoskeletal
Peter Vi (2000) menjelaskan bahwa terdapat beberapa factor yang dapat menyebabkan terjadinya keluhan otot skeletal, yaitu:
1. Peregangan otot yang berlebihan
Peregangan otot yang berlebihan ini terjadi karena pengerahan tenaga yang diperlukan melampaui kekuatan optimum otot. Apabila hal serupa sering dilakukan, maka dapat mempertinggi resiko terjadinya keluhan otot, bahkan dapat menyebabkan terjadinya cedera otot skeletal.
2. Aktivitas berulang
Aktivitas berulang adalah pekerjaan yang dilakukan secara terus menerus. Keluhan otot terjadi karena otot menerima tekanan akibat beban kerja secara terus menerus tanpa memperoleh kesempatan relaksasi
3. Sikap kerja tidak alamiah
Sikap kerja tidak alamiah adalah sikap kerja yang menyebabkan posisi bagian-bagian tubuh bergerak menjauhi posisi alamiah. Sikap kerja tidak alamiah ini pada umumnya karena karakteristik tuntutan tugas, alat kerja dan stasiun kerja tidak sesuai dengan kemampuan dan keterbatasan pekerja.
4. Faktor penyebab sekunder
Faktor penyebab sekunder terbagi atas: a. Tekanan
tangan yang lunak akan menerima tekanan langsung dari pegangan alat, dan apabila hal ini terjadi dapat menyebabkan rasa nyeri otot yang menetap.
b. Getaran
Getaran dengan frekuensi tinggi akan menyebabkan kontaksi otot bertambah. Kontraksi statis ini menyebabkan peredaran darah tidak lancar, penimbunan asam laktat meningkat dan akhirnya timbul rasa nyeri otot.
c. Mikroklimat
Paparan suhu yang dingin secara berlebihan dapat menurunkan kelincahan, kepekaan dan kekuatan pekerja sehingga gerakan pekerja menjadi lamban, sulit bergerak karena menurunnya kekuatan otot. Sedangkan paparan suhu panas, beda suhu lingkungan dan suhu tubuh yang terlampau besar menyebabkan sebagian energy dalam tubuh akan termanfaatkan oleh tubuh untuk beradaptasi dengan lingkungan tersebut.
5. Penyebab kombinasi
Resiko terjadinya keluhan otot skeletal akan semakin meningkat apabila dalam melakukan tugas nya, pekerja dihadapkan pada beberapa factor resiko kerja dalam waktu yang bersamaan.
kebiasaan merokok, aktivitas fisik, kekuatan fisik dan ukuran tubuh juga dapat menjadi penyebab terjadinya keluhan otot skeletal.
3.7. Kelelahan Akibat Kerja 3.7.1. Defenisi Kelelahan
Kelelahan adalah suatu mekanisme perlindungan tubuh agar tubuh terhindar dari kerusakan lebih lanjut sehingga terjadi pemulihan setelah istirahat.9
a.Intensitas dan lamanya kerja fisik dan mental
Kelelahan diklasifikasikan kedalam dua jenis, kelelahan otot dan kelelahan umum. Kelelahan otot adalah merupakan tremor pada otot/perasaan nyeri pada otot. Sedangkan kelelahan umum biasanya ditandai dengan berkurangnya kemauan untuk bekerja yang disebebkan oleh karena monotoni, intensitas dan lamanya kerja fisik, keadaan lingkungan, sebab-sebab mental status kesehatan dan gizi.
Grandjean (1991) menjelaskan bahwa factor penyebab terjadinya kelelahan di industry sangat bervariasi, dan untuk memelihara/mempertahankan kesehatan dan efisiensi, proses penyegaran harus dilakukan diluar tekanan. Factor penyebab terjadinya kelelahan adalah:
b. Lingkungan: iklim, penerangan, kebisingan, getaran, dll. c.Circadian rhythm
d. Masalah fisik
e.Kenyerian dan kondisi kesehatan f.Nutrisi
9
3.7.2. Langkah-langkah Mengatasi Kelelahan
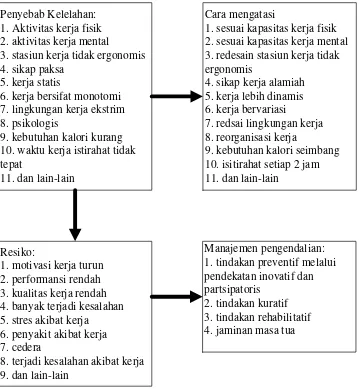
Seperti yang telah diuraikan sebelumnya, bahwa kelelahan disebabkan oleh banyak factor yang sangat kompleks dan saling mengkait antara factor yang satu dengan yang lainnya. Agar dapat menangani kelelahan dengan tepat, maka kita harus mengetahui apa yang menjadi penyebab terjadinya kelelahan. Berikut uraian secara skematis antara factor penyebab terjadinya kelelahan, penyegaran dan cara menangani kelelahan agar tidak menimbulkan resiko yang lebih parah.
Penyebab Kelelahan: 1. Aktivitas kerja fisik 2. aktivitas kerja mental
3. stasiun kerja tidak ergonomis 4. sikap paksa 10. waktu kerja istirahat tidak tepat
11. dan lain-lain
Cara mengatasi
1. sesuai kapasitas kerja fisik 2. sesuai kapasitas kerja mental 3. redesain stasiun kerja tidak ergonomis 10. isitirahat setiap 2 jam 11. dan lain-lain
8. terjadi kesalahan akibat kerja 9. dan lain-lain
Manajemen pengendalian: 1. tindakan preventif melalui pendekatan inovatif dan partsipatoris
2. tindakan kuratif 3. tindakan rehabilitatif 4. jaminan masa tua
3.8. Antropometri
3.8.1. Defenisi Antropometri
Istilah antropometri berasal dari “anthro” yang berarti manusia dan “metri” yang berarti ukuran.10
Manusia pada umumnya akan berbeda-beda dalam hal bentuk dan dimensi ukuran tubuhnya.
Secara definitif, antropometri dapat dinyatakan sebagai suatu studi yang berkaitan dengan pengukuran dimensi tubuh manusia. Manusia pada dasarnya akan memiliki bentuk, ukuran (tinggi, lebar, dan sebagainya) berat dan lain-lain yang berbeda satu dengan yang lainnya. Antropometri secara luas akan digunakan sebagai pertimbangan-pertimbangan ergonomis dalam memerlukan interaksi manusia.
3.8.2. Faktor-faktor yang Mempengaruhi Pengukuran Antropometri
11
Secara umum dimensi tubuh manusia akan tumbuh dan bertambah besar seiring dengan bertambahnya umur yaitu sejak awal kelahirannya sampai dengan umur sekitar 20 tahunan. Dari suatu penelitian yang dilakukan oleh A.F.Roche dan G.H.Davila (1972) di USA diperoleh kesimpulan bahwa laki-laki akan tumbuh dan berkembang naik sampai dengan usia 21 tahun,
Ada beberapa faktor yang akan mempengaruhi ukuran tubuh manusia, sehingga sudah semestinya seorang perancang produk harus memperhatikan faktor-faktor tersebut yang antara lain adalah:
1. Umur
10
Sritomo Wignjosoebroto, Ergonomi Studi Gerak dan Waktu, Guna Widya, Surabaya, 2006. Hal: 60
11
sedangkan wanita 17 tahun. Meskipun ada sekitar 10% yang masih terus bertambah tinggi sampai usia 23 tahun (laki-laki) dan 21 tahun (wanita).
2. Jenis Kelamin
Dimensi ukuran tubuh laki-laki umumnya akan lebih besar dibandingkan dengan wanita, terkecuali untuk beberapa bagian tubuh tertentu seperti pinggul dan sebagainya.
3. Suku Bangsa (Etnis)
Setiap suku bangsa ataupun kelompok etnik akan memiliki karakteristik fisik yang akan berbeda satu dengan yang lainnya
4. Posisi Tubuh
Sikap (postur) ataupun posisi tubuh akan berpengaruh terhadap ukuran tubuh. Oleh sebab itu, posisi tubuh standar harus ditetapkan untuk survei pengukuran. Dalam kaitan dengan posisi tubuh dikenal 2 cara pengukuran yaitu pengukuran dimensi struktur tubuh dan pengukuran dimensi fungsional tubuh.
5. Cacat Tubuh
Data antropometri yang diperlukan adalah untuk perancangan produk bagi orang-orang cacat, misalnya kursi roda, kaki/tangan palsu, dan lain-lain.
6. Tebal/Tipisnya Pakaian yang Dikenakan
7. Kehamilan (Pregnancy)
Kondisi semacam ini jelas mempengaruhi bentuk dan ukuran tubuh (khusus perempuan). Hal tersebut jelas memerlukan perhatian khusu terhadap produk-produk yang dirancang bagi segmentasi seperti ini.
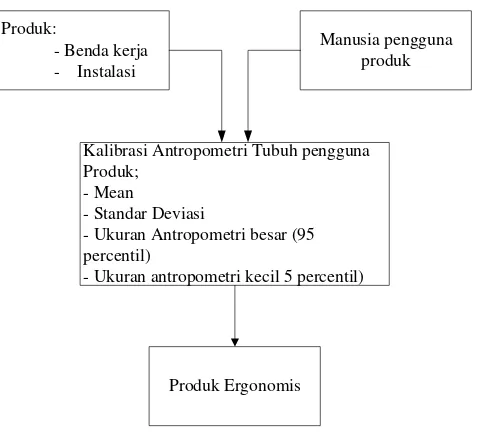
3.8.3. Desain Produk (Peralatan) ergonomis Berdasarkan Antropometri Untuk mendesain peralatan secara ergonomis yang digunakan dalam kehidupan sehari-hari atau mendesain peralatan yang ada pada lingkungan seharusnya disesuaikan dengan manusia di lingkungan tersebut.12
Gambaran desain produk ergonomis berdasarkan antropometri dapat dilihat pada gambar 2.6. ukuran alat (produk) baik berupa benda kerja maupun instalasi seharusnya didesain sesuai ukuran tubuh manusia 9antropometri). Jadi, Apabila tidak ergonomis akan menimbulkan berbagai dampak negative bagi manusia tersebut. Dampak negative bagi manusia tersebut akan terjadi baik dalam waktu jangka panjang maupun jangka pendek.
Bekerja pada kondisi yang tidak ergonomis dapat menimbulkan berbagai masalah, antara lain: nyeri, kelelahan, bahkan kecelakaan. Richard (2001) menyebutkan bahwa saat ini terdapat 80% orang hidup setelah dewasa mengalami nyeri bagian tubuh belakang (back pain) karena berbagai sebab termasuk kondisi tidak ergonomis, karena back pain ini mengakibatkan orang tidak masuk kerja sebanyak 40%. Tidak masuknya kerja ini sangat merugikan perusahaan atau institusi karena produksinya berkurang.
12
bukan manusia disesuaikan alat, tetapi alat harus disesuaikan dengan manusia. Agar dapat mendesain suatu alat sesuai dengan ukuran manusia, maka dalam mendesain produk harus disesuaikan dengan ukuran terbesar tubuh (95 percentile) dan ukuran terkecil tubuh (5 percentil) atau hasil kalibrasi ukuran setiap bagian tubuh (antropometri). Produk yang didesain sesuai dengan hasil kalibrasi antropometri disebut desain produk ergonomi.
Produk:
- Benda kerja - Instalasi
Manusia pengguna produk
Kalibrasi Antropometri Tubuh pengguna Produk;
- Mean
- Standar Deviasi
- Ukuran Antropometri besar (95 percentil)
- Ukuran antropometri kecil 5 percentil)
Produk Ergonomis
Gambar 3.3. Chart Desain Produk Ergonomis Berdasarkan Antropometri
3.9. Uji Keseragaman Data dan Kecukupan Data
Uji keseragaman data dimaksudkan untuk menentukan bahwa populasi data sampel yang digunakan memiliki penyeimbangan yang normal dari rata-ratanya pada tingkat kepercayaan/signifikansi tertentu.13
13
Sritomo, wignjosoebroto, Ergonomi, Studi Gerak dan Waktu, h 185.
telah berada dalam keadaan yang terkendali atau belum. Suatu data yang berada di dalam batas kendali yaitu BKA (Batas Kendali Atas) dan BKB (Batas Kendali Bawah) dapat dikatakan dalam keadaan terkendali, sebaliknya jika suatu data berada di luar BKA dan BKB, maka data tersebut dikatakan berada dalam keadaan tidak terkendali.
Nilai batas kontrol atas dan batas kontrol bawah dapat dihitung apabila nilai standar deviasi telah diketahui. Berikut ini merupakan rumus untuk menghitung standar deviasi dari suatu kumpulan data.
Berikut merupakan rumus yang digunakan untuk menghitung BKA dan BKB dari suatu kumpulan data.
BKB dan BKA. Apabila terdapat data yang lebih kecil dari BKB ataupun data yang lebih besar dari BKA, maka data tersebut tidak boleh diikut sertakan dalam proses perhitungan (dieliminasi).
Uji kecukupan data dimaksudkan untuk menentukan sampel minimum yang dapat diolah untuk proses selanjutnya. Uji kecukupan data ini dimaksudkan untuk menentukan apakah sampel data yang dikumpulkan sudah cukup atau belum. Uji ini memiliki lambang N dan N’.
Rumus umum :
Dimana :
N’ = Jumlah pengamatan teoritis yang diperlukan N = Jumlah pengamatan aktual yang dilakukan Xi = Data pengamatan ( hasil pengukuran ) k = Tingkat kepercayaan
s = Tingkat ketelitian dalam bentuk persen (%)
BAB IV
METODOLOGI PENELITIAN
4.1. Lokasi dan Waktu Penelitian
Penelitian ini dilakukan di stasiun penguapan pada CV. Arba Jaya. Waktu pelaksanaan penelitian mulai dari September 2015 sampai Januari 2016.
4.2. Jenis Penelitian.
Penelitian ini termasuk penelitian deskriptif yang bertujuan untuk mendeskripsikan secara sistematik, faktual, dan akurat tentang fakta-fakta dan sifat-sifat suatu objek.14
14
Sukaria Sinulingga, Metodologi Penelitian, (Edisi 3, Medan: USU press, 2011), h. 31
Jenis penelitian deskriptif yang dimaksud adalah penelitian survei dengan mengumpulkan data dan informasi secara langsung dari operator di stasiun penguapan.
4.3. Objek Penelitian
Objek penelitian adalah operator pada stasiun penguapan dan fasilitas kerja pada stasiun penguapan pada CV. Arba Jaya.
4.4. Variabel Penelitian
a. Keluhan musculoskeletal merupakan data awal untuk mengetahui gangguan pada otot yang dialami oleh pekerja dengan menggunakan kuesioner SNQ (StandardNordicQuesioner).
b. Waktu proses kerja merupakan data awal untuk mengetahui perbandingan dengan waktu rancangan usulan
c. Uraian proses kerja digunakan untuk mengetahui perbandingan dengan uraian proses pada rancangan usulan
d. Dimensi tubuh merupakan ukuran setiap bagian tubuh yang mengalami masalah pada otot menggunakan metode anthropometri.
e. Rancangan fasilitas kerja adalah rancangan usulan fasilitas kerja di stasiun penguapan sesuai prinsip ergonomis.
f. Produktivitas untuk melihat perbandingan produksi yang dihasilkan antara fasilitas aktual dengan rancangan fasilitas usulan
4.5. Instrumen Penelitian
Instrumen yang digunakan dalam penelitian ini adalah:
1. Standard Nordic Questionnaire (SNQ) digunakan mengidentifikasi awal nilai keluhan otot yang dialami tenaga kerja.
2. Stopwatch
Instrumen ini digunakan untuk mengukur waktu proses. 3. Human Body Martin
Instrumen ini digunakan untuk mengetahui resiko cedera pada postur kerja
4.6. Kerangka Konseptual
Uma Sekaran dalam Sugiyono (2011 : 60) mengemukakan bahwa “Kerangka berpikir adalah sebuah pemahaman yang melandasi pemahaman-pemahaman yang lainnya, sebuah pemahaman-pemahaman yang paling mendasar dan menjadi pondasi bagi setiap pemikiran atau suatu bentuk proses dari keseluruhan dari penelitian yang akan dilakukan.” Di dalam menulis kerangka berpikir, ada tiga kerangka yang perlu dijelaskan, yakni: kerangka teoritis, kerangka konseptual, dan kerangka operasional.
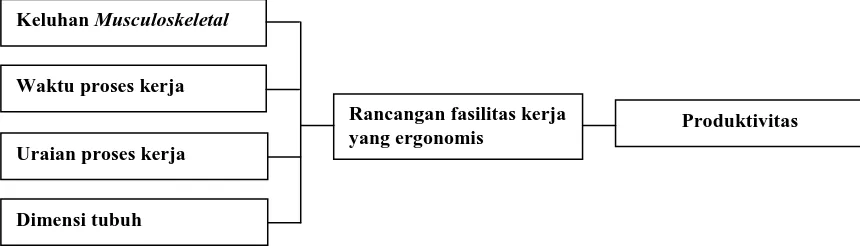
Kerangka teoritis dalam penelitian ini adalah keluhan musculoskeletal, waktu proses kerja, uraian proses kerja dan dimensi tubuh. Kerangka konseptual dalam penelitian ini terdapat pada Gambar 4.1.
Gambar 4.1. Kerangka Konseptual Penelitian Keluhan Musculoskeletal
Waktu proses kerja
Uraian proses kerja
Rancangan fasilitas kerja yang ergonomis
Dimensi tubuh
4.7. Metode Pengumpulan Data 4.7.1. Data Primer
Data primer yang dibutuhkan dalam penelitian ini dapat dikumpulkan dengan cara sebagai berikut:
1. Observasi (pengamatan)
Pengumpulan data ini dilakukan dengan pengamatan dan pengukuran secara langsung terhadap subjek penelitian di lapangan terutama pada operator penguapan. Alat yang digunakan dalam pengumpulan data secara observasi ini adalah pengukuran dimensi tubuh pekerja dengan menggunakan Human Body Martin, pengukuran waktu kerja dengan
stopwatch dan kamera digunakan untuk pengambilan sikap tubuh saat bekerja.
2. Kuesioner
Kuesioner yang digunakan adalah Standard Nordic Qustionare (SNQ) dan REBA Worksheet. Kuesioner SNQ digunakan untuk identifikasi awal kelelahan dan keluhan otot yang dialami operator penguapan. REBA digunakan untuk mengetahui level resiko yang paling tinggi yang dialami oleh operator penguapan.
4.7.2. Data Sekunder
4.7.3. Ukuran dan Teknik Sampling
Pengumpulan data dalam penelitian ini dilakukan dengan cara menyebarkan kuesioner SNQ kepada pekerja, pengukuran dimensi tubuh pekerja dengan menggunakan Human Body Martin. Teknik sampling yang digunakan adalah total sampling dimana seluruh populasi dijadikan sampling.
4.8. Metode Pengolahan Data
Pada tahap ini, data yang diperoleh selama pengamatan diolah sesuai dengan teknik analisis data yang digunakan.
1. Standard Nordic Qustionaere (SNQ) untuk menentukan bagian tubuh yang mengalami risiko kelelahan otot.
2. REBA Worksheet untuk mengetahui level resiko yang dialami operator. 3. Penentuan dimensi tubuh berdasarkan fasilitas yang akan dirancang untuk
mengurangi keluhan musculoskeletal disorders
4. Perhitungan produktivitas dengan membandingkan jumlah gagang sapu yang diproses pada rancangan stasiun penguapan aktual dengan usulan.
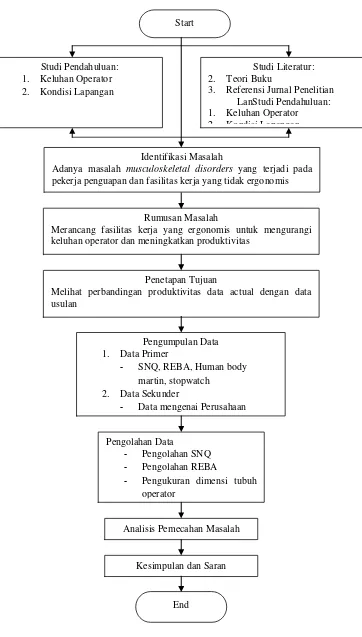
Prosedur penelitian untuk pengolahan data terdapat pada gambar 4.2.
4.9. Analisis Pemecahan Masalah
Gambar 4.2. Prosedur Penelitian
Penetapan Tujuan
Melihat perbandingan produktivitas data actual dengan data usulan
- Data mengenai Perusahaan
Pengolahan Data
- Pengolahan SNQ
- Pengolahan REBA
- Pengukuran dimensi tubuh
operator Start
Identifikasi Masalah
Adanya masalah musculoskeletal disorders yang terjadi pada pekerja penguapan dan fasilitas kerja yang tidak ergonomis
Rumusan Masalah
Merancang fasilitas kerja yang ergonomis untuk mengurangi keluhan operator dan meningkatkan produktivitas
Studi Pendahuluan:
1. Keluhan Operator
2. Kondisi Lapangan
Studi Literatur:
2. Teori Buku
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
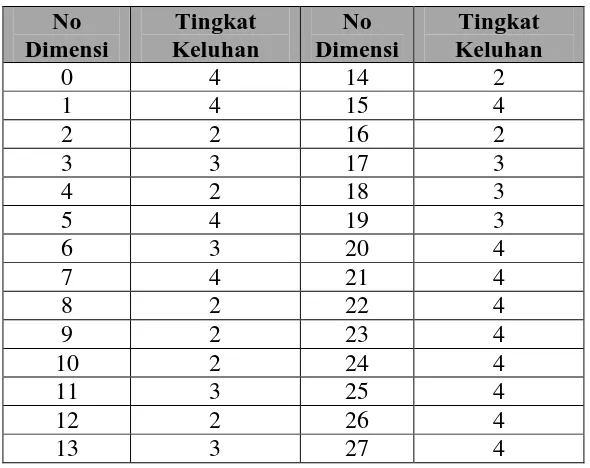
5.1.1. Data Standard Nordic Questionnaire (SNQ)
Standard Nordic Questionnaire (SNQ) dibuat untuk mengetahui keluhan yang dialami oleh operator selama melaksanakan proses penguapan gagang sapu ijuk. Pengumpulan data SNQ diberikan kepada operator stasiun penguapan. Hasil rekapitulasi data SNQ dapat dilihat pada Tabel 5.1.
Tabel 5.1. Rekapitulasi Data SNQ Operator Stasiun Penguapan No
5.1.2. Postur Kerja
Postur kerja pada stasiun penguapan gagang sapu ditunjukkan pada elemen kegiatan di Tabel 5.2.
Tabel 5.2. Elemen Kegiatan Operator
No. Kegiatan Gambar
1 Mengambil gagang sapu dari tempat penyimpanan
2 Memasukkan gagang sapu ke alat penguapan
Tabel 5.2. Elemen Kegiatan Operator (Lanjutan)
No. Kegiatan Gambar
4 Meluruskan gagang sapu di meja pelurusan
5 Mengecek gagang sapu sudah lurus atau belum
5.1.3. Fasilitas Kerja Aktula
Fasilitas kerja aktula yang terdapat pada stasiun penguapan CV. Arba Jaya adalah:
1. Alat penguapan
Alat penguapan digunakan untuk menguapkan gagang sapu. Ukuran alat penguapan dengan panjang 200 cm, lebar 80 cm, tinggi 70 cm dan diameter tabung 25 cm terdapat pada Gambar 5.1.
Gambar 5.1. Alat Penguapan Aktula 2. Meja pelurusan
Gambar 5.2. Meja Pelurusan 5.1.4. Antropometri Operator
Pengukuran antropometri operator dilakukan untuk menentukan dimensi alat yang digunakan pada stasiun penguapan gagang sapu. Pengukuran Tinggi Siku Berdiri (TSB) digunakan sebagai penentuan ukuran tinggi alat penguapan. Pengukuran Tinggi Siku Berdiri (TSB) dan Jangkauan Tangan (JT) digunakan sebagai penentuan ukuran tinggi rollertable.
BAB VI
ANALISIS DAN PEMBAHASAN
5.2. Analisis Tingkat Keluhan Rasa Sakit
Penilaian peta tubuh dengan Standard Nordic Quistionnaire (SNQ) menunjukkan bahwa operator di stasiun penguapan dominan dengan kategori sangat sakit sebesar 46,4%. Kondisi sangat sakit ini dikarenakan operator dalam proses penguapan dalam postur tubuh membungkuk, kaki tertekuk dan gerakan tangan kanan yang berulang-ulang sehingga membuat beberapa bagian tubuh tersebut terasa pegal dan nyeri. Hal ini disebabkan karena fasilitas kerja yang digunakan tidak ergonomis.
5.3. Analisis Postur Kerja dengan REBA Worksheet
REBA dari ketiga elemen kegiatan tersebut dikategorikan perlu tindakan secepatnya agar operator tidak membungkuk ketika bekerja.
6.3. Analisis Perancangan Fasilitas Kerja Aktual dan Usulan
Pada perancangan fasilitas kerja aktual dan usulan ada beberapa perbedaan, yaitu pada fasilitas kerja aktual berupa alat penguapan dan meja pelurusan. Operator bekerja dengan postur membungkuk dikarenakan terlalu rendahnya fasilitas kerja yang digunakan pada stasiun tersebut.
Fasilitas kerja usulan berupa alat penguapan yang sudah sesuai dengan dimensi tinggi siku berdiri operator. Persentil yang digunakan untuk dimensi tinggi siku berdiri adalah persentil 50 dengan tinggi 114,2 cm. Tujuan penambahan tinggi dimensi alat penguapan untuk mengurangi keluhan rasa sakit pada punggung operator ketika bekerja. Alat penguapan usulan dapat dilihat pada Gambar 6.1.
Alat bantu meja bahan baku dirancang untuk meletakkan bahan baku sebelum diproses di stasiun penguapan. Pada kondisi aktual, bahan baku berupa gagang sapu dibawa operator tempat penyimpanan untuk diletakkan di atas lantai. Operator stasiun penguapan diharuskan membungkuk ketika mengambil gagang sapu yang telah diantar untuk dimasukkan ke alat penguapan sehingga operator mengeluhkan rasa sakit di punggung. Meja bahan baku dirancang untuk mempermudah kerja operator dalam mengambil gagang sapu. Pada kegiatan usulan, operator dari gudang penyimpanan bahan baku mengantar gagang sapu ke alat bantu meja. Sehingga operator pada stasiun penguapan tidak perlu membungkuk untuk mengambil gagang sapu yang diantar operator dari gudang penyimpanan.
Gambar 6.2. Meja Bahan Baku Usulan
sebelum dibawa ke stasiun berikutnya. Roller table dirancang agar gagang sapu diantar langsung ke stasiun berikutnya untuk meminimalkan waktu proses kerja, mengurangi delay, dan meningkatkan produktivitas. Dimensi yang digunakan sesuai antopometri tinggi siku berdiri dan jangkauan tangan operator. Persentil yang digunakan untuk keduanya adalah persentil 50 dengan panjang 69 cm dan tinggi 114,2 cm. Rancangan usulan dapat dilihat pada Gambar 6.3.
Gambar 6.3. Roller Table Usulan
6.4. Analisis Kondisi Kerja Aktual dan Usulan
telah siap ditumpukkan disamping meja proses pelurusan. Setelah selesai, gagang sapu dibawa oleh operator secara manual ke stasiun pembuatan ulir.
Gambar 6.4. Kondisi Kerja Aktual Proses Penguapan.
Gambar 6.5. Kondisi Kerja Aktual Proses Pelurusan.
membawa gagang sapu ke stasiun berikutnya diganti dengan merancang alat
rollertable. Alat bantu roller table dirancang untuk mengantar gagang sapu yang telah selesai ke stasiun pembuatan ulir. Alat bantu ini mengurangi waktu proses kerja pada kegiatan penumpukan dan membawa gagang sapu sehingga mengurangi delay pada stasiun pembuatan ulir. Kondisi kerja usulan pada Gambar 6.7. dan Gambar 6.8. diilustrasikan dengan menggunakan software Solidwork
untuk melihat perbandingan kondisi kerja aktual dengan usulan.
6.5. Analisis Produktivitas Kerja Aktual dan Usulan
Produktivitas kerja aktual operator dilihat berdasarkan waktu proses produksi dan produk yang dihasilkan. Dalam satu hari, operator mampu bekerja dengan menghasilkan 18 batch atau 1080 gagang sapu selama 8 jam kerja. Pada produktivitas usulan, kegiatan meletakkan gagang sapu ditempat penumpukan dan membawa gagang sapu ke stasiun berikutnya digantikan dengan mengantar gagang sapu menggunakan roller table. Kegiatan penumpukan dan membawa gagang sapu ke stasiun berikutnya membutuhkan waktu 10 menit dalam 1 batch. Jika dibutuhkan 1 detik untuk meletakkan gagang sapu ke roller table, maka satu batch adalah 60 detik. Fasilitas kerja usulan membutuhkan waktu 31 menit untuk 1 batch, maka dalam satu hari operator mampu menghasilkan 23 batch atau 1380 gagang sapu selama jam kerja.
fasilitas kerja usulan mampu meningkatkan produktivitas kerja operator. Flow process chart perbandingan kegiatan kerja aktual dan usulan dapat dilihat pada Gambar 6.8. dan Gambar 6.9.
Gagang sapu
Gagang sapu
Gambar 6.9. Flow Process Chart Usulan
Gambar 6.6 dan Gambar 6.7. Hasil rekapitulasi data SNQ dapat dilihat pada Tabel 6.1.
Tabel 6.2. Rekapitulasi kuesioner SNQ dengan Fasilitas Kerja Usulan No
Rekapitulasi tabel di atas menunjukkan operator pada stasiun penguapan mengalami sakit pada 6 bagian tubuh dan tidak ada mengalami sangat sakit pada tubuh. Berdasarkan penlaian tabel diatas dapat diketahui bahwa operator tidak mengalami keluhan rasa sangat sakit sehingga operator dapat bekerja dengan nyaman menggunakan fasilitas kerja usulan
6.7. Analisis Hasil Penilaian Postur Kerja Usulan dengan REBA
Worksheet
Perhitungan dapat dilihat pada lampiran 6. Rekapitulasi hasil perhitungan postur kerja dengan metode REBA dapat dilihat Tabel 6.2.
Tabel 6.2. Rekapitulasi Hasil Perhitungan Postur Kerja Usulan
No Elemen Kegiatan Bagian Tubuh Skor Tindakan Perbaikan
1 Mengambil gagang sapu dari tempat penyimpanan
Kiri 2 Mungkin diperlukan tindakan Kanan 2 Mungkin diperlukan tindakan
2 Memasukkan gagang sapu ke alat penguapan
Kiri 2 Mungkin diperlukan tindakan
Kanan 2 Mungkin diperlukan tindakan
3 Mengeluarkan gagang sapu dari alat penguapan
Kiri 2 Mungkin diperlukan tindakan Kanan 2 Mungkin diperlukan tindakan
4 Meluruskan gagang sapu di meja pelurusan
Kiri 6 Perlu tindakan
Kanan 6 Perlu tindakan
5 Mengecek gagang sapu sudah lurus atau belum
Kiri 6 Perlu tindakan
Kanan 6 Perlu tindakan
6 Meletakkan gagang sapu ditempat penyimpanan
Kiri 4 Perlu tindakan
Kanan 4 Perlu tindakan
BAB VII
KESIMPULAN DAN SARAN
7.1. Kesimpulan
Kesimpulan yang diperoleh dari hasil pengolahan data dan analisa pembahasan adalah:
1. Hasil pengolahan tingkat keluhan yang di alami oleh operator pada stasiun penguapan dengan penyebaran kuisioner SNQ diperoleh bahwa bagian tubuh yang sangat sakit adalah sakit kaku dibagian leher atas dan bawah, punggung, pinggang, pergelangan tangan kanan, lutut kiri dan kanan, betis kiri dan kanan, pergelangan kaki kiri dan kanan, dan kaki kiri dan kanan. Persentase sangat sakit sebesar 46,4% dikarenakan fasilitas kerja yang tidak ergonomis sehingga operator bekerja dalam keadaan membungkuk, dan kaki tertekuk.
2. Hasil penilaian postur kerja menunjukkan bahwa kegiatan mengambil gagang sapu dari tempat penyimpanan, memasukkan dan mengeluarkan gagang sapu dari alat penguapan memiliki risiko level 9 sehingga perlu tindakan perbaikan secepatnya.
4. Rancangan fasilitas kerja yang ergonomis sesuai antropometri tinggi siku berdiri (TSB) dan jangkauan tangan (JT) dapat membuat operator lebih nyaman bekerja dibandingkan kondisi aktual dimana operator bekerja dengan postur membungkuk.
5. Produktivitas kerja pada stasiun penguapan mengalami perubahan karena perubahan kegiatan kerja. Kegiatan kerja penumpukan dan pemindahan gagang sapu dihilangkan dengan membuat alat bantu roller table. Sehingga waktu proses kerja lebih cepat dan mengurangi delay pada stasiun kerja pembuatan ulir.
7.2. Saran
Saran yang dapat diberikan adalah:
1. Dari usulan fasilitas kerja yang dihasilkan pada penelitian ini diharapkan dapat diterapkan pada CV. Arba Jaya.
2. Perusahaan seharusnya melihat perusahaan yang sejenis yang lebih modern dalam sistem produksi hingga dapat diaplikasikan ke perusahaan sendiri. 3. Perusahaan seharusnya memperhatikan lingkungan kerja dan sesuai dengan
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan
UKM Arba Jaya ini adalah UKM yang bergerak dalam bidang pembuatan sapu ijuk. UKM ini berdiri sejak tahun 1994 dengan pemiliknya adalah Bapak Ridh Batubara. Beliau mengungkapkan bahwa alasannya mendirikan usaha ini semata-mata hanya untuk menafkahi keluarganya dan membuka lapangan pekerjaan untuk masyarakat sekitar yang ingin bekerja dengannya. Alamat dari UKM ini terletak di Jl. Pasar 15 Medan Senembah, Tanjung Morawa, Kabupaten Deli Serdang – Sumatera Utara.
Di UKM ini masih banyak proses yang dikerjakan secara manual seperti penyatuan sapu ijuk, penyisiran sapu ijuk, dan pemotongan sapu ijuk. Mesin yang digunakan pada UKM ini hanya ada dua yaitu mesin pemotong tongkat sapu ijuk dan mesin pembuat ulir pada tongkat sapu ijuk.
2.2 Ruang Lingkup Bidang Usaha
2.3 Lokasi Perusahaan
CV Arba Jaya terletak di Jl. Pasar 15 Medan Senembah, Tanjung Morawa, Kabupaten Deli Serdang – Sumatera Utara. Lokasi CV Arba Jaya dari kota Medan memiliki jarak tempuh sekitar 57 Km.
2.4 Organisasi dan Manajemen 2.4.1 Struktur Organisasi
Struktur organisasi merupakan gambaran hubungan kerjasama antara dua orang atau lebih dengan tugas yang berkaitan satu dengan yang lain untuk mencapai tujuan tertentu yang diharapkan oleh semua pihak yang terkait didalamnya. Struktur organiasi merupakan bagian yang penting dalam pendirian suatu perusahaan untuk memperlancar jalannya perusahaan, sehingga pendistribusian tugas, dan tanggung jawab serta hubungan antara satu orang dengan yang lain menjadi jelas.
Pimpinan
Gambar 2.1. Struktur Organisasi CV Arba Jaya 2.4.2 Uraian Tugas dan Tanggung Jawab
Pembagian tugas pada CV Arba Jaya menurut fungsi yang telah ditetapkan. Uraian tugas dan tanggung jawab di CV Arba Jaya adalah sebagai berikut:
1. Pimpinan (Pemilik)
Pimpinan di CV Arba Jaya merupakan pemilik usaha tersebut yang merupakan pimpinan tertinggi dalam perusahaan yang diberikan wewenang atau kekuasaan melakukan tindakan untuk dan atas perusahaan.
Tugas :
- Pemimpin dan pemegang tertinggi dalam perusahaan.
- Melakukan pengawasan dengan mengadakan pemeriksaan serta penilaian seluruh kegiatan perusahaan.
Tanggung jawab :
- Memimpin dan mengendalikan semua usaha, kegiatan pekerjaan untuk mencapai tujuan.
- Mengatur pembelian dan penjualan produk. - Memberi tugas, membayar upah atau gaji. 2. Pekerja Bagian Penjemuran Tangkai Sapu
Uraian tugas dan tanggung jawab pekerja bagian penjemuran tangkai sapu adalah sebagai berikut :
a. Menjemur Tangkai Sapu
b. Membolak-balikkan sisi tangkai sapu agar terjemur dengan baik c. Menyusun hasil penjemuran tangkai sapu
d. Mengantar tangkai sapu yang sudah selesai dijemur ke stasiun meluruskan tangkai sapu
3. Pekerja Bagian Penglurusan Tangkai Sapu
Uraian tugas dan tanggung jawab karyawan bagian Penglurusan tangkai sapu adalah sebagai berikut :
a. Meluruskan tangkai sapu yang bengkok
b. Menumpuk hasil pekerjaan untuk diambil oleh stasiun berikutnya 4. Pekerja Bagian Pengulir Tangkai Sapu
Uraian tugas dan tanggung jawab pekerja bagian pengulir tangkai sapu adalah sebagai berikut :
a. Mengambil tangkai sapu yang sudah selesai dihaluskan b. Membentuk ujung sapu yang sudah diserut menjadi berulir
Uraian tugas dan tanggung jawab pekerja bagian pemotongan tangkai sapu dan pembentuk ujung sapu adalah sebagai berikut :
a. Mengambil tangkai sapu yang sudah lurus
b. Memotong tangkai sapu yang berbeda panjangnya menjadi sama panjang c. Memastikan tidak ada tangkai sapu yang berbeda panjangnya dari tangkai
sapu yang lain.
6. Pekerja Bagian Pembentuk Ujung Sapu
Uraian tugas dan tanggung jawab pekerja bagian pembentuk ujung sapu adalah sebagai berikut :
a. Mengambil tangkai sapu dari tempat pemotongan
b. Membentuk ujung sapu menjadi berbentuk lancip dengan menggunakan alat penyerut tangkai sapu
7. Pekerja Bagian Penghalus Tangkai Sapu
Uraian tugas dan tanggung jawab pekerja bagian pemotongan penghalus tangkai sapu adalah sebagai berikut :
a. Mengambil tangkai sapu dari tempat pembentukan ujung sapu b. Menghaluskan tangkai sapu dengan mesin
c. Memastikan semua tangkai sapu sudah halus dan tidak memiliki serat-serat yang dapat melukai tangan.
8. Pekerja Bagian Membungkus Tangkai Sapu dengan Pembungkus Plastik Uraian tugas dan tanggung jawab pekerja bagian membungkus tangkais dengan pembungkus plastik adalah sebagai berikut :
b. Memasukkan tangkai sapu kedalam pembungkus plastik lalu memanaskannya dengan bantuan alat sehingga plastik melekat pada tangkai sapu
c. Memastikan tidak ada plastik yang mengkerut pada tangkai sapu. 9. Pekerja Bagian Menyatukan Tangkai Sapu dan Ijuk
Uraian tugas dan tanggung jawab pekerja bagian menyatukan tangkai sapu dengan ijuk adalah sebagai berikut :
a. Mengambil tangkai sapu yang sudah terbungkus plastik
b. Menyatukan antara ujung sapu yang berulir dengan kepala sapu ijuk. 10. Pekerja Bagian Menyusun dan Merapikan Ijuk
Uraian tugas dan tanggung jawab pekerja bagian menyusun dan merapikan ijuk adalah sebagai berikut :
a. Mengambil ijuk secara acak
b. Menyisir ijuk agar menjadi lurus dan rapi c. Menyatukan antara ijuk dengan kepala sapu
d. Mengantar ijuk yang sudah rapi ke stasiun pemotongan ijuk 11. Pekerja Bagian Memotong Ijuk
Uraian tugas dan tanggung jawab pekerja bagian memotong ijuk adalah sebagai berikut :
a. Memotong ijuk menjadi seragam sesuai dengan ukuran panjang ijuk yang diberikan oleh perusahaan
Jumlah tenaga kerja pada CV Arba Jaya saat ini adalah 30 orang dan semuanya merupakan karyawan tetap. Perincian jumlah tenga kerja dibagi atas dua pekerjaan yaitu 12 orang pekerja di bagian ijuk dan 16 orang di bagian pembentukan sapu dan 2 orang dibagian pengepakan .
Hari kerja di CV Arba Jaya dimulai sejak hari Senin hingga hari Sabtu dengan jam kerja 8 jam perhari yaitu mulai dari pukul 09.00 WIB – 17.00 WIB dengan waktu istirahat selama 2 jam yaitu pada pukul 12.00 WIB – 14.00 WIB.
2.4.4 Sistem Pengupahan dan Fasilitas
Pengupahan karyawan dibayar dengan sistem mingguan berupa upah pokok. Jumlah upah yang diterima akan disesuaikan dengan jumlah output yang dikerjakan oleh pekerja.
2.5 Proses Produksi
Proses produksi merupakan suatu proses transformasi (mengalami perubahan bentuk secara fisik dan kimia) yang mengubah input yang berupa bahan baku, mesin, peralatan, modal, energy, tenaga kerja menjadi output
sehingga memiliki nilai tambah.
alat tersebut untuk meluruskan gagang sapu sebelum dilanjutkan ke proses berikutnya. Proses penguapan dan pelurusan gagang sapu serta alat yang digunakan dapat dilihat pada gambar dapat dilihat pada Gambar 2.2. dan Gambar 2.3.
Gambar 2.2. Proses Penguapan Gagang Sapu dan Alat Penguapan
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Fasilitas kerja merupakan sarana pendukung yang sangat penting bagi perusahaan sebagai penunjang kinerja karyawan dalam menyelesaikan pekerjaan. Memberikan tempat kerja yang menyenangkan berarti menimbulkan perasaan betah pada karyawan dalam bekerja. Jika perusahaan mampu menciptakan lingkungan kerja yang menyenangkan dan keamanan di ruang kerja, maka akan meningkatkan produktivitas kerja karyawan. Penurunan produktivitas terjadi dikarenakan tidak adanya motivasi kerja karyawan atau rasa tidak aman ketika bekerja. Perusahaan perlu merancang fasilitas kerja dari sisi ergonomis. Ergonomi adalah ilmu yang mempelajari manusia dalam kaitannya dengan pekerjaannya. Peran ergonomi sangat penting dalam menciptakan lingkungan kerja yang aman dan sehat. Fasilitas yang ergonomis mengurangi potensi timbulnya kecelakaan kerja serta meningkatkan produktivitas kerja 1
CV. Arba Jaya merupakan usaha kecil menengah yang memproduksi sapu ijuk. Proses produksi sapu ijuk dilakukan dengan memanfaatkan bantuan tenaga manusia sebagai operator yang terbagi atas beberapa kelompok kerja sesuai dengan jenis pekerjaannya. CV. Arba Jaya memiliki dua proses produksi, yaitu proses pembuatan ijuk dan pembuatan gagang sapu. Penelitian dilakukan di stasiun penguapan pada proses pelurusan gagang sapu. Stasiun penguapan
1
memiliki 2 aktivitas kerja yaitu proses penguapan dan pelurusan gagang sapu. Gagang sapu dengan diameter 2 cm yang diterima dari supplier masih belum lurus sehingga diproses lanjutan di stasiun penguapan. Proses penguapan dilakukan selama 20 menit di dalam tabung yang dipanaskan di atas tungku api. Satu tabung dengan diameter 25 cm mampu menampung 60 buah gagang sapu. Gagang sapu yang telah diuapkan dibawa ke proses pelurusan oleh operator selama 20 menit. Setelah selesai, gagang sapu lalu dibawa ke stasiun pembuatan ulir. Masalah di stasiun ini adalah 1 batch di stasiun penguapan adalah 40 menit, sedangkan stasiun pembuatan ulir proses 1 batch selama 10 menit. Proses produksi yang lama pada stasiun penguapan mengakibatkan stasiun pembuatan ulir mengalami
delay.
Gambar 1.1. Postur Membungkuk Saat Memasukkan Gagang Sapu
Gambar 1.2. Postur Berdiri Saat Meluruskan Gagang Sapu Penelitian yang dilakukan oleh Pawennari (2014) menjelaskan stasiun kerja merupakan salah satu komponen yang harus diperhatikan berkenaan dengan upaya peningkatan produktivitas kerja.2
2
A. Pawennari. 2014.Analisis Ergonomi terhadap rancangan fasilitas kerja pada stasiun kerja dibagian skiving dengan Antopometri orang Indonesia. Surabaya: Institut Teknologi Sepuluh Nopember.
diketahui bahwa kondisi kerja sesudah redesain ini akan lebih baik dari pada kondisi kerja sebelum redesain, misalnya ukuran fasilitas kerja yang telah disesuaikan dengan antropometri, adanya kursi kerja, selain itu pengeluaran energi rata-rata operator pada kondisi sesudah redesain sudah lebih kecil dari sebelum
redesain.
Menurut Widodo (2015) menunjukkan operator pada UKM pembuatan jendela kaca melakukan proses finishing secara manual.3
1.2. Rumusan Masalah
Postur bediri dan jongkok secara berulang-ulang untuk menjangkau seluruh permukaan produk yang menyebabkan resiko cedera tingkat tinggi sehingga perlu dilakukan tindakan perbaikan langsung. Analisis REBA dilakukan untuk mengidentifikasi keluhan sakit yang dialami operator. Kemudian dilakukan design alat yang berpengaruh pada gerakan yang tidak berbahaya sehingga menghilangkan keluhan pada operator.
Perancangan fasilitas kerja dilakukan untuk memperbaiki posisi kerja pekerja, mengurangi ketidaknyamanan, serta meminimalkan waktu proses penguapan sehingga meningkatkan produktivitas kerja.
Rumusan masalah pada penelitian ini adalah fasilitas kerja yang tidak ergonomis sehingga operator mengeluhkan rasa sakit yang mengakibatkan waktu proses yang tidak seimbang antara stasiun penguapan dengan stasiun pembuatan ulir.
3
1.3. Tujuan dan Manfaat Penelitian
Tujuan umum dari penelitian ini adalah mendapatkan rancangan fasilitas kerja yang ergonomis di stasiun penguapan.
Tujuan khusus dari penelitian ini adalah:
1. Mengidentifikasi keluhan rasa sakit pada operator penguapan dengan Standard Nordic Questionnaire (SNQ).
2. Mengidentifikasi resiko postur kerja pekerja menggunakan REBA worksheet. 3. Menentukan dimensi tubuh yang ergonomis pada rancangan alat penguapan
menggunakan antropometri.
4. Membandingkan produktivitas kerja hasil rancangan usulan dengan data aktual Manfaat yang diharapkan dapat diperoleh dari penelitian adalah:
1. Meningkatkan kompetensi mahasiswa mengobservasi, menganalisis dan evaluasi terhadap suatu permasalahan dengan menggunakan displin ilmu khususnya ilmu teknik industri di dalam perusahaan dan membandingkannya dengan teori yang ada.
2. Memberikan alternatif perbaikan guna meningkatkan daya saing perusahaan. 3. Menjalin hubungan kerjasama antara perusahaan dengan Departemen Teknik
Industri, Fakultas Teknik, USU.
1.4. Batasan Masalah dan Asumsi Penelitian Batasan-batasan pada penelitian ini adalah:
2. Pemecahan masalah dibatasi hanya sampai pada pemberian usulan perancangan fasilitas yang ergonomi sesuai dengan antropometri tubuh pekerja, tidak sampai pada pembuatan produk secara nyata
Asumsi-asumsi yang digunakan dalam penelitian adalah: 1. Pekerja yang diteliti bekerja dalam keadaan normal.
2. Instrumen yang digunakan dalam penelitian ini berada pada kondisi baik dan sesuai standar.
1.5. Sistematika Penulisan Laporan
Sistematika yang digunakan dalam penulisan laporan hasil penelitian ini adalah:
Bab I pendahuluan, menguraikan latar belakang permasalahan yang mendasari penelitian dilakukan. Rumusan masalah yang merupakan permasalahan pokok yang akan dicari solusinya. Tujuan penelitian yang menjelaskan tujuan penelitian secara umum dan secara khusus. Batasan dan asumsi yang digunakan dalam penelitian. Batasan dan asumsi ini digunakan untuk menghindari supaya cakupan penelitian tidak meluas, dengan demikian inti pokok permasalahan penelitian dapat dicari. Manfaat dilakukannya penelitian serta sistematika penulisan tugas sarjana dijelaskan dalam bab ini.
Bab III Landasan Teori menguraikan teori-teori yang berkenaan dengan antrophometri, musculoskeletaldisorders, rancangan fasilitas kerja, produktivitas, dan teori pendukung lainnya.
Bab IV metodologi penelitian, menguraikan tahap-tahap yang dilakukan dalam penelitian yaitu persiapan penelitian meliputi penentuan lokasi penelitian, rancangan penelitian, objek penelitian, variabel penelitian, instrumen pengumpulan, pengumpulan data, pengolahan data, analisis pemecahan masalah sampai kesimpulan dan saran.
Pada Bab V Pengumpulan dan pengolahan data berisi data primer dan sekunder yang diperoleh dari penelitian serta pengolahan data yang membantu dalam pemecahan masalah.
Pada Bab VI Analisis pemecahan masalah memuat analisis perbandingan rancangan actual dengan usulan dan analisis tingkat keluhan musculoskeletal disorders.
ABSTRAK
Fasilitas kerja operator merupakan salah satu faktor yang dapat mempengaruhi performansi kerja dalam suatu system. Fasilitas kerja yang baik harus memperhatikan kenyamanan kerja operator yang menggunakannya. Penelitian dilakukan di CV. Arba Jaya yang memproduksi sapu ijuk, tepatnya dilakukan di stasiun penguapan. Tujuan dari penelitian ini adalah mendapatkan rancangan fasilitas kerja yang ergonomis di stasiun penguapan. Stasiun penguapan merupakan stasiun kerja yang memproduksi gagang sapu ijuk dimana kegiatannya masih dilakukan secara manual. Operator pada stasiun penguapan dan fasilitas kerja yang digunakan masih belum ergonomis. Stasiun penguapan memiliki dua proses kerja, yaitu proses penguapan dan pelurusan. Operator bekerja dengan postur membungkuk dan berdiri dalam waktu lama yang menyebabkan operator mengalami keluhan rasa sakit dan nyeri. Pengumpulan data dilakukan dengan wawancara, menyebarkan kuesioner dan mengambil data pada objek penelitian. Hasil pengumpulan data dilakukan uji keseragaman dan kecukupan, serta melakukan perhitungan persentil yang dianggap mewakili data yang diukur. Hasil
standard nordic questionnaire (SNQ) mengindikasikan bahwa pekerja berada di kategori sangat sakit di bagian leher atas dan bawah, punggung, pinggang, pergelangan tangan kanan, lutut kiri dan kanan, betis kiri dan kanan, pergelangan kaki kiri dan kanan serta kaki kiri dan kanan yang menunjukkan postur kerja di stasiun penguapan tidak ergonomis. Penilaian level tindakan postur kerja menggunakan metode rapid entire body assesment (REBA) menunjukan level risiko tinggi bernilai 7-9 artinya pekerja memerlukan perbaikan segera dalam waktu dekat. Usulan rancangan fasilitas kerja berdasarkan prinsip antropometri yaitu alat penguapan ukuran 200 cm x 80 cm x 114,2 cm dan alat bantu roller table ukuran 210 cm x 150 cm x 114,2 cm. Perancangan fasilitas kerja ini mampu mengurangi keluhan sakit yang dialami operator dan meningkatkan produktivitas kerja.
Rancangan Fasilitas Kerja Yang Ergonomis Di Stasiun
Penguapan Untuk Meningkatkan Produktivitas
(Studi Kasus Pada CV. Arba Jaya)
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
oleh
Chandra S. Nst
100403105
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Tuhan Yang Maha Kuasa atas berkat dan rahmat-Nya yang dilimpahkan kepada penulis sehingga dapat menyelesaikan Tugas Sarjana ini dengan baik.
Penulisan Tugas Sarjana ini adalah bertujuan untuk memenuhi salah satu syarat akademis dalam menyelesaikan studi di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Tugas Sarjana ini juga merupakan sarana bagi penulis untuk melakukan penelitian terhadap permasalahan nyata yang ada di perusahaan pembuat sapu ijuk. Tugas Sarjana ini berjudul “Rancangan Fasilitas Kerja yang Ergonomis di Stasiun Penguapan untuk Meningkatkan Produktivitas (Studi Kasus pada CV. Arba Jaya)”.
Penulis mengharapkan kritik dan saran yang membangun dari pembaca untuk melengkapi Tugas Sarjana ini. Akhir kata, penulis berharap agar Tugas Sarjana ini bermanfaat bagi semua pihak yang memerlukannya.
Medan, Januari 2016
UCAPAN TERIMA KASIH
Tugas Sarjana yang ditulis ini telah mendapatkan bimbingan dan dukungan dari berbagai pihak. Maka pada kesempatan ini dengan hati yang tulus penulis mengucapkan terima kasih kepada :
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT. selaku Sekretaris Departemen Teknik Industri Universitas Sumatera Utara
3. Ibu Ir. Anizar, M.Kes, selaku Dosen Pembimbing I yang telah banyak memberikan bimbingan, motivasi, dan nasehat selama penyusunan Tugas Sarjana ini.
4. Bapak Erwin Sitorus, ST, MT, selaku Dosen Pembimbing II sebagai dosen pembimbing II atas bimbingan yang diberikan dalam penyelesaian Tugas Sarjana ini.
5. Bapak Ridho Batubara selaku pemilik CV. Arba Jaya yang telah memberikan bantuan selama penulis melakukan penelitian.
7. Seluruh dosen Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara yang telah memberikan pengajaran selama perkuliahan sebagai bekal untuk penulisan Tugas Sarjana ini.
8. Sahabat terbaik penulis di Departemen Teknik Industri USU, Zul, Rezky, Aziz, Fuad, Rahmadan, Reza Adhi, Syahreza Aulia, Danu, Liyana, Vita, Gemadana, M. Zain, Andri, Fauzi, M. Sadri, Azhar, dan Sheihan yang telah membantu dan memberi motivasi untuk menyelesaikan penelitian ini.
9. Semua teman angkatan 2010 (TITEN) serta abang kakak senior dan junior di Departemen Teknik Industri USU yang telah memberikan banyak masukan kepada penulis.
10. Bang Nurmansyah, Bang Mijo, Kak Dina, Kak Ani, dan Bang Ridho atas bantuan dan tenaga yang telah diberikan dalam memperlancar penyelesaian Tugas Sarjana ini.
Kepada semua pihak yang telah banyak membantu dalam menyelesaian laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis mengucapkan terima kasih. Semoga laporan ini bermanfaat bagi kita semua
Medan, Januari 2016
ABSTRAK
Fasilitas kerja operator merupakan salah satu faktor yang dapat mempengaruhi performansi kerja dalam suatu system. Fasilitas kerja yang baik harus memperhatikan kenyamanan kerja operator yang menggunakannya. Penelitian dilakukan di CV. Arba Jaya yang memproduksi sapu ijuk, tepatnya dilakukan di stasiun penguapan. Tujuan dari penelitian ini adalah mendapatkan rancangan fasilitas kerja yang ergonomis di stasiun penguapan. Stasiun penguapan merupakan stasiun kerja yang memproduksi gagang sapu ijuk dimana kegiatannya masih dilakukan secara manual. Operator pada stasiun penguapan dan fasilitas kerja yang digunakan masih belum ergonomis. Stasiun penguapan memiliki dua proses kerja, yaitu proses penguapan dan pelurusan. Operator bekerja dengan postur membungkuk dan berdiri dalam waktu lama yang menyebabkan operator mengalami keluhan rasa sakit dan nyeri. Pengumpulan data dilakukan dengan wawancara, menyebarkan kuesioner dan mengambil data pada objek penelitian. Hasil pengumpulan data dilakukan uji keseragaman dan kecukupan, serta melakukan perhitungan persentil yang dianggap mewakili data yang diukur. Hasil
standard nordic questionnaire (SNQ) mengindikasikan bahwa pekerja berada di kategori sangat sakit di bagian leher atas dan bawah, punggung, pinggang, pergelangan tangan kanan, lutut kiri dan kanan, betis kiri dan kanan, pergelangan kaki kiri dan kanan serta kaki kiri dan kanan yang menunjukkan postur kerja di stasiun penguapan tidak ergonomis. Penilaian level tindakan postur kerja menggunakan metode rapid entire body assesment (REBA) menunjukan level risiko tinggi bernilai 7-9 artinya pekerja memerlukan perbaikan segera dalam waktu dekat. Usulan rancangan fasilitas kerja berdasarkan prinsip antropometri yaitu alat penguapan ukuran 200 cm x 80 cm x 114,2 cm dan alat bantu roller table ukuran 210 cm x 150 cm x 114,2 cm. Perancangan fasilitas kerja ini mampu mengurangi keluhan sakit yang dialami operator dan meningkatkan produktivitas kerja.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI DRAFT TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
ABSTRAK ... vii
DAFTAR ISI ... viii
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xvi
DAFTAR LAMPIRAN ... xviii
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1 2.1 Sejarah Perusahaan ... II-1 2.2 Ruang Lingkup Bidang Usaha ... II-1 2.3 Lokasi Perusahaan ... II-2 2.4 Organisasi dan Manajemen ... II-2 2.4.1 Struktur Organisasi Perusahaan ... II-2 2.4.2 Uraian Tugas dan Tanggung Jawab ... II-3 2.4.3 Tenaga Kerja dan Jam Kerja ... II-7 2.4.4 Sistem Pengupahan dan Fasilitas ... II-7 2.5 Proses Produksi ... II-7
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.5 REBA (Rapid Entire Body Assesment) ... III-9 3.6 Keluhan Muskuloskeletal ... III-14
3.6.1 Defenisi Keluhan Muskuloskeletal ... III-14 3.6.2 Faktor Penyebab Terjadinya Keluhan Muskuloskeletal .. III-15 Antropometri ... III-15 3.7 Kelelahan Akibat Kerja ... III-17 3.7.1 Defenisi Kelelahan ... III-17 3.7.2 Langkah-langkah Mengatasi Kelelahan ... III-18 3.8 Antropometri ... III-19 3.8.1 Defenisi Antropometri ... III-19 3.8.2 Faktor-faktor yang Mempengaruhi Pengukuran
Antropometri ... III-19 3.8.3 Desain Produk (Peralatan) Ergonomis Berdasarkan
Antropometri ... III-21 3.9 Uji Keseragaman Data dan Kecukupan Data ... III-22
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.4 Variabel Penelitian ... IV-2 4.5 Instrumen Penelitian ... IV-2 4.6 Kerangka Konseptual ... IV-3 4.7 Metode Pengumpulan Data ... IV-4 4.7.1 Data Primer ... IV-4 4.7.2 Data Sekunder ... IV-4 4.7.3 Ukuran dan Teknik Sampling ... IV-5 4.8 Metode Pengolahan Data ... IV-5 4.9 Analisis Pemecahan Masalah ... IV-5
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1 Pengumpulan Data ... V-1 5.1.1 Data Standard Nordic Questionnaire (SNQ) ... V-1 5.1.2 Postur Kerja ... V-2 5.1.3 Fasilitas Kerja Aktual ... V-4 5.1.4 Antropometri Operator ... V-5 5.1.5 Produktivitas Kerja Aktual ... V-6 5.2 Pengolahan Data ... V-7
5.2.1 Keluhan Operator Berdasarkan Kuisioner SNQ pada
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.1 Keluhan Operator Berdasarkan Kuisioner SNQ pada
Stasiun Penguapan ... V-7 5.2.2 Penilaian Postur Kerja dengan REBA Worksheet ... V-7 5.2.3 Perancangan Alat ... V-11 5.2.3.1 Dimensi Tubuh Operator ... V-11 5.2.3.2 Perhitungan Rata-rata, Standar Deviasi, Nilai
Maksimum dan Minimum ... V-12 5.2.3.3 Uji Keseragaman Data ... V-13 5.2.3.4 Uji Kecukupan Data ... V-16 5.2.3.5 Uji Kenormalan Data ... V-17 5.2.3.6 Penerapan Data Antropometri ... V-18 5.2.4 Perancangan Fasilitas Kerja Usulan ... V-20 5.2.5 Produktivitas Kerja Usulan ... V-23
DAFTAR ISI (Lanjutan)
BAB HALAMAN
VII KESIMPULAN DAN SARAN ... VII-1 7.1 Kesimpulan... VII-1 7.2 Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
3.1 Skor Batang Tubuh REBA... III-10 3.2 Skor Leher REBA ... III-10 3.3 Skor Kaki REBA... III-10 3.4 Skor Beban REBA ... III-10 3.5 Skor Lengan Atas REBA ... III-11 3.6 Skor Lengan Bawah REBA ... III-11 3.7 Skor Pergelangan Tangan REBA... III-11 3.8 Coupling ... III-11 3.9 Skor Grup A ... III-12 3.10 Skor Grup B ... III-12 3.11 Skor Akhir ... III-13 3.12 Skor Aktivitas ... III-13 3.13. Nilai Level Tindakan REBA ... III-14 5.1 Rekapitulasi Data SNQ Operator Stasiun Penguapan ... V-1 5.2 Elemen Kegiatan Operator ... V-2 5.3 Dimensi Tubuh Operator pada CV. Arba Jaya ... V-6 5.4 Rekapitulasi Hasil Perhitungan Postur Kerja ... V-8 5.5 Dimensi Tubuh Operator pada CV. Arba Jaya ... V-11 5.6 Hasil Pengukuran Nilai Rata-rata, Standar Deviasi, Nilai