PERANCANGAN ULANG TATALETAK FASILITAS DENGAN
PENDEKATAN
GROUP TECHNOLOGY
BERDASARKAN
RANK ORDER CLUSTERING
(ROC) DAN ALGORITMA
BLOCLPAN DI PT. APINDOWAJA AMPUH PERSADA
T U G A S S A R J A N A
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
MEGA HELPRITA SARAGIH
070403060
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Terpujilah Tuhan, segala hormat dan syukur atas rahmat dan karunia-Nya Penulis dapat menyelesaikan Tugas Sarjana ini dengan baik.
Tugas Sarjana ini berjudul “Perancangan Ulang Tataletak Fasilitas Dengan Pendekatan Group Technology Berdasarkan Rank Order Clustering (ROC) Dan Algoritma BLOCPLAN di PT. Apindowaja Ampuh Persada”. Tugas Sarjana merupakan salah satu syarat dalam menyelesaikan studi di Departemen Teknik Industri.
Tugas sarjana ini disusun berdasarkan sumber literatur dan penelitian mengenai tataletak fasilitas pada bagian produksi dan pabrik secara keseluruhan. Dari tugas sarjana ini dihasilkan suatu rancangan tataletak fasilitas pada bagian produksi dan seluruh fasilitas pabrik dengan total momen perpindahan yang minimum dan tingkat kedekatan antar departemen.
Penulis menyadari bahwa Tugas Sarjana ini belum sempurna sebagaimana adanya. Oleh karena itu, Penulis mengharapkan kritik dan saran yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini. Penulis mengucapkan terima kasih dan semoga Tugas Sarjana ini bermanfaat bagi kita semua.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS.
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini, Penulis telah mendapatkan bimbingan dan dukungan dari berbagai pihak. Maka pada kesempatan ini Penulis mengucapkan terima kasih kepada :
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara.
2. Bapak Ir. Danci Sukatendel, selaku Dosen Pembimbing I atas bimbingan, pengarahan, dan masukan yang diberikan dalam penyelesaian Tugas Sarjana ini.
3. Bapak Ir. Ukurta Tarigan, MT, selaku Dosen Pembimbing II atas bimbingan, pengarahan, dan masukan yang diberikan dalam penyelesaian Tugas Sarjana ini.
4. Bapak Darmawan selaku asisten manager PT. Apindowaja Ampuh Persada yang menjadi pembimbing lapangan dalam mengumpulkan data berupa informasi yang dibutuhkan Penulis selama melakukan penelitian di perusahaan. 5. Kedua orangtua saya J. Saragih dan Ibu R. Purba yang telah memberi dukungan
sprituil dan materil selama pengerjaan tugas akhir ini.
7. Asisten Laboratorium Tata Letak Pabrik khususnya 07 (Roy, Wanto, Andri, Meity, Dian) dan 08 (Fatimah, Marulak, Marito, Aini, Yos, Tanti) yang memberikan bantuan berupa peminjaman buku perpustakaan laboratorium dan keperluan dalam penyelesaian Tugas Sarjana ini.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvii
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.4. Material Handling ... III-9 3.4.1. Tujuan Utama Kegiatan Pemindahan Bahan ... III-10 3.4.2. Minimisasi Material Handling ... III-11 3.4.3. Jarak Pemindahan Bahan ... III-12 3.5. Group Technology ... III-13 3.5.1. Pengertian Group Technology ... III-14 3.5.2. Pembentukan Part Family danMachine Cell Teknologi
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.5. Metode Pengolahan Data ... IV-6 4.6. Metode Analisis Rancangan ... IV-7 4.7. Kesimpulan dan Saran... IV-8 V. PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data... V-1 5.1.1. Data Sekunder ... V-1 5.1.2. Data Primer ... V-1 5.2. Pengolahan Data... V-7 5.2.1. Penentuan Titik Koordinat Tiap Stasiun Kerja ... V-7 5.2.2. Penentuan Jarak Antar Stasiun Kerja ... V-8 5.2.3. Perhitungan Frekuensi Perpindahan Bahan Antar Stasiun
Kerja ... V-11 5.2.4. Perhitungan Momen Perpindahan Awal ... V-12 5.2.5. Pembentukan Model Teknologi Kelompok dengan Metode
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.6.2. Algoritma BLOCPLAN dengan Software
BLOCPLAN 90 ... V-36 5.2.7. Perancangan Layout Usulan ... V-41
5.2.7.1. Perancangan Layout Usulan Lantai Produksi
Berdasarkan Metode ROC ... V-41 5.2.7.2. Penentuan Momen Perpindahan ... V-47 5.2.7.3. Perancangan Layout Usulan Fasilitas Pabrik dengan
Metode BLOCPLAN ... V-51 VI. ANALISIS PEMECAHAN MASALAH ... VI-1 6.1. Analisis ... VI-1 6.1.1. Analisis Aliran Proses Awal ... VI-1 6.1.2. Analisis Jarak Antar Mesin Awal ... VI-2 6.1.3. Analisis Hasil Performance Measure Layout Usulan ... VI-2
6.1.3.1. Analisis Hasil Rancangan dengan Rank Order
Clustering (ROC) untuk Lantai Produksi ... VI-2 6.1.3.2. Analisis Hasil Rancangan dengan Algoritma
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
VII. KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2 DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Apindowaja Ampuh Persada ... II-3 2.2. Flow Process Chart Main Shaft ... II-15 3.1. Tipe-tipe Fasilitas dan Tataletak yang Digunakan untuk Berbagai Tingkat
4.1. Kerangka Konseptual Penelitian... IV-2
DAFTAR GAMBAR (Lanjutan)
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
DAFTAR LAMPIRAN (Lanjutan)
ABSTRAK
PT. Apindowaja Ampuh Persada adalah salah satu perusahaan manufaktur yang menghasilkan produk berupa sparepart yang dibutuhkan oleh mesin-mesin yang ada pada industri kelapa sawit (PKS). Perusahaan ini berlokasi di Jalan KL. Yos Sudarso Km. 10,5 No. 56 Medan, Sumatera Utara.
Sparepart yang dihasilkan perusahaan ini antara lain mainshaft, cone, cone guide, pully, hydraulic silinder, intermediate gear, gearbox, protect nut, screw worm, dan masih banyak lagi jenis sparepart yang dihasilkan oleh perusahaan. Perusahaan ini menyusun mesin-mesin yang ada berdasarkan fungsi yang sama (process layout). Adanya kesamaan bentuk produk sparepart yang dihasilkan perusahaan mengakibatkan adanya kemiripan proses produksi sparepart tersebut.
Tingginya momen perpindahan bahan yang terjadi dan ketidakteraturan aliran proses produksi diakibatkan oleh kurang baiknya penyusunan tataletak fasilitas. Penyusunan tataletak fasilitas seluruh departemen yang kurang baik di perusahaan ini juga mengurangi keefektifan aliran bahan di dalam pabrik. Dalam upaya meningkatkan efisiensi dan efektifitas tataletak fasilitas pada bagian produksi maka dilakukan penataan kembali tataletak dengan menerapkan teknologi kelompok. Dan dalam meningkatkan tingkat kedekatan antara seluruh kegiatan di perusahaan tersebut dlakukan penataan ulang fasilitas pabrik dengan metode BLOCPLAN.
Metode yang digunakan dalam tataletak teknologi kelompok adalah Rank Order Clustering (ROC). Dari hasil perhitungan besarnya penurunan momen perpindahan bahan dari tataletak fasilitas usulan sebesar 39,6% dan untuk fasilitas pabrik dengan algoritma BLOCPLAN diketahui nilai kedekatan antar fasilitas pabrik usulan sebesar 0,45. Tataletak usulan ini memberikan momen perpindahan semakin kecil sehingga dapat mempersingkat waktu proses pengerjaan seluruh
sparepart dan memperbaiki keefektifan aliran bahan di perusahaan.
ABSTRAK
PT. Apindowaja Ampuh Persada adalah salah satu perusahaan manufaktur yang menghasilkan produk berupa sparepart yang dibutuhkan oleh mesin-mesin yang ada pada industri kelapa sawit (PKS). Perusahaan ini berlokasi di Jalan KL. Yos Sudarso Km. 10,5 No. 56 Medan, Sumatera Utara.
Sparepart yang dihasilkan perusahaan ini antara lain mainshaft, cone, cone guide, pully, hydraulic silinder, intermediate gear, gearbox, protect nut, screw worm, dan masih banyak lagi jenis sparepart yang dihasilkan oleh perusahaan. Perusahaan ini menyusun mesin-mesin yang ada berdasarkan fungsi yang sama (process layout). Adanya kesamaan bentuk produk sparepart yang dihasilkan perusahaan mengakibatkan adanya kemiripan proses produksi sparepart tersebut.
Tingginya momen perpindahan bahan yang terjadi dan ketidakteraturan aliran proses produksi diakibatkan oleh kurang baiknya penyusunan tataletak fasilitas. Penyusunan tataletak fasilitas seluruh departemen yang kurang baik di perusahaan ini juga mengurangi keefektifan aliran bahan di dalam pabrik. Dalam upaya meningkatkan efisiensi dan efektifitas tataletak fasilitas pada bagian produksi maka dilakukan penataan kembali tataletak dengan menerapkan teknologi kelompok. Dan dalam meningkatkan tingkat kedekatan antara seluruh kegiatan di perusahaan tersebut dlakukan penataan ulang fasilitas pabrik dengan metode BLOCPLAN.
Metode yang digunakan dalam tataletak teknologi kelompok adalah Rank Order Clustering (ROC). Dari hasil perhitungan besarnya penurunan momen perpindahan bahan dari tataletak fasilitas usulan sebesar 39,6% dan untuk fasilitas pabrik dengan algoritma BLOCPLAN diketahui nilai kedekatan antar fasilitas pabrik usulan sebesar 0,45. Tataletak usulan ini memberikan momen perpindahan semakin kecil sehingga dapat mempersingkat waktu proses pengerjaan seluruh
sparepart dan memperbaiki keefektifan aliran bahan di perusahaan.
BAB I
PENDAHULUAN
1.1.Latar Belakang Masalah
Perancangan fasilitas poduksi merupakan salah satu faktor yang yang sangat berpengaruh pada kinerja suatu perusahaan. Hal ini disebabkan oleh tataletak fasilitas yang kurang baik akan menyebabkan pola aliran bahan yang kurang baik dan perpindahan bahan,produk, informasi, peralatan dan tenaga kerja menjadi relatif tinggi yang menyebabkan keterlambatan penyelesaian produk dan menambah biaya produksi.
1
Perancangan fasilitas meliputi perancangan tata letak pabrik dan sistem penanganan bahan. Diantara kedua aktivitas perancangan fasilitas di atas mempunyai keterkaitan yang sangat eratsehingga dalam proses perancangan perlu dilakukan secara integral. Tata letak yang baik adalah tata letak yang dapat menangani sistem material handling secara menyeluruh. Sistem material handling yang kurang sistematis menjadi masalah yang cukup besar dan menggangu kelancaran proses produksi sehingga mempengaruhi sistem secara keseluruhan. Untuk menangani masalah tersebut perlu melakukan tata letak fasilitas yang memenuhi syarat ditinjau dari beberapa aspek.
PT. Apindowaja Ampuh Persada adalah sebuah perusahaan manufaktur yang bergerak di bidang pembuatan sparepart mesin dan perakitan mesin yang
1
digunakan pada pabrik kelapa sawit. Produk yang dihasilkan adalah sparepart
untuk merakit mesin srew press dan digester. Sparepart tersebut antara lain press cage, maint shaft, cone guaide, hydrolic silinder,flexible coupling, strainer, dll. PT. Apindowaja Ampuh Persada menggunakan sistem make to order dimana permintaan produk sangat bervariasi dari segi jumlah dan spesifikasi sesuai dengan permintaan pelanggan.
Dari studi pendahuluan yang dilakukan pada perusahaan ini terlihat bahwa keadaan lantai produksi di PT. Apindowaja Ampuh Persada memiliki kelemahan dalam tataletak fasilitas. Hal ini terlihat dari jarak perpindahan dari setiap pengerjaan sparepart–sparepart yang dihasilkan perusahaan. Contohnya antara lain sparepart mainshaft memiliki jarak antara mesin potong dengan mesin las mencapai 14 meter. Jarak ini diakibatkan stasiun pemotongan dan pengelasan dipisahkan oleh stasiun pengeboran. Hal ini mengakibatkan waktu penyelesaian (flow time) produk semakin lama. Pada lantai produksi juga terjadi work in process inventory yang mungkin dapat merugikan perusahaan.
Penelitian ini mencoba menyelesaikan masalah ini dengan pendekatan
Tata letak tipe Group Technology Layout didasarkan pada pengelompokan produk atau komponen produk yang akan dibuat. Mesin-mesin atau fasilitas produksi nantinya akan dikelompokkan dan ditempatkan dalam sebuah
manufacturing cell. Tata letak kelompok (Group Technology Layout) memiliki beberapa kelebihan diantaranya perencanaan dan pengendalian produksi yang lebih baik, penggunaan material handling yang sedikit, mengurangi work in process, meningkatkan kualitas produk, serta mengurangi scrap. Group Technology Layout dapat menyelesaikan masalah perusahaan dalam memproduksi produk yang banyak jenisnya dalam jumlah yang banyak seperti yang terjadi pada PT.Apindowaja Ampuh Persada.
2
Penelitian dengan menggunakan metode ROC dan BLOCPLAN ini sudah pernah dilakukan oleh Joko Susetyo, dkk dari FTI, IST AKPRIND, Yogyakarta. Penelitian tersebut dilakukan pada sebuah perusahaan yang memproduksi berbagai jenis logam. Berdasarkan permasalahan yang ada, perancangan dilakukan dengan menggunakan grup teknologi yaitu mengelompokkan produk yang memiliki kesamaan desain atau kesamaan karakteristik manufaktur. Metode penyusunan mesin di dalam cell ini menggunakan rank order clustering, sedangkan untuk menghitung jarak dan ongkos material handling menggunakan algoritma BLOCPLAN. Hasil penelitian tersebut menyatakan bahwa metode tersebut cukup maksimal digunakan untuk perusahaan yang menghasilkan produk dalam jumlah dan variasi yang banyak. Hasil evaluasi akhir penelitian menyatakan relayout yang dihasilkan lebih baik dari sebelumnya.
2
1.2.Rumusan Masalah
Berdasarkan latar belakang permasalahan di atas, maka yang menjadi rumusan permasalahan pada penelitian ini adalah tataletak yang digunakan tidak memenuhi kriteria tataletak yang baik dan belum dapat menangani pemindahan bahan (material handling) secara tepat. Untuk memecahkan masalah tersebut dilakukan perancangan ulang yang memberikan minimal momen perpindahan dengan meminimumkan jarak perpindahan.
1.3.Tujuan Penelitian
Tujuan penelitian ini adalah untuk mendapatkan rancangan perbaikan tataletak fasilitas pabrik yang lebih baik yang memberikan momen perpindahan minimal dengan membandingkan layout awal dengan layout usulan dari Rank Order Clustering dan Algoritma BLOCPLAN.
Tujuan khusus dilakukannya penelitian ini antara lain:
1. Mengetahui jumlah momen perpindahan material yang terjadi saat ini sebelum dilakukan perbaikan tataletak pada PT. Apindowaja Ampuh Persada.
2. Mendapatkan usulan tataletak yang dapat digunakan untuk mengatasi masalah tataletak pada PT. Apindowaja Ampuh Persada.
1.4.Asumsi dan Batasan Penelitian
Adapun yang menjadi asumsi dalam penelitian yang dilakukan adalah : 1. Tidak ada perubahan proses produksi dan penambahan jenis produk yang
dihasilkan.
2. Tidak ada penambahan mesin dan peralatan baru.
3. Frekuensi perpindahan material sebelum dan sesudah dilakukan perbaikan tataletak tetap sama.
Batasan dalam penelitian ini adalah :
1. Hanya membahas masalah perpindahan material dalam kaitannya dengan menentukan momen perpindahan pada lantai pabrik dan tidak dilakukan kelayakan dari segi ekonomis.
2. Perhitungan momen perpindahan hanya berdasarkan jarak pemindahan bahan dan frekuensi pemindahan bahan dimana bentuk, berat dan sifat komponen yang diangkut tidak mempengaruhi kapasitas pemindahan.
3. Penelitian membahas mengenai momen perpindahan bahan sebagai acuan dalam membuat layout lantai produksi yang baru
4. Tidak memperhatikan waktu pamakaian terhadap mesin produksi.
5. Metode yang digunakan adalah Rank Order Clustering dan Algoritma BLOCPLAN.
1.5.Manfaat Penelitian
Manfaat bagi mahasiswa yaitu mendapatkan pengalaman kepada mahasiswa dalam mengaplikasikan ilmu perancangan tataletak fasilitas dalam memecahkan masalah pada perusahaan dan pabrik serta melatih mahasiswa dalam melakukan penelitian di perusahaan ataupun pabrik.
2. Manfaat bagi Perusahaan
Manfaat yang dapat diperoleh perusahaan yaitu sebagai masukan bagi perusahaan yang dapat digunakan sebagai rancangan alternatif tataletak fasilitas bagi perusahaan.
3. Manfaat bagi Lembaga atau Institusi Pendidikan
Manfaat bagi lembaga atau institusi pendidikan yaitu sebagai referensi bagi penelitian selanjutnya yang berhubungan dengan perancangan tataletak fasilitas di waktu yang akan datang.
1.6. Sistematika Penulisan Tugas Sarjana
Untuk mempermudah penulisan, penelusuran dan pemahaman tugas sarjana ini, maka didalam pembuatannya akan dibagi menjadi beberapa bab dan mengikuti suatu urutan tertentu sehingga tahapan-tahapannya dapat terlihat dengan jelas. Laporan tugas sarjana ini disusun dengan sistematika yang disajikan dalam bentuk bab.
penulisan tugas sarjana yang dapat menjelaskan langkah-langkah penulisan laporan ini.
Pada bab dua dijelaskan mengenai gambaran umum objek studi secara ringkas dan padat, berbagai atribut dari perusahaan yang menjadi objek studi antara lain struktur organisasi dan manajemen perusahaan, jenis produk dan uraian mengenai bahan baku dan bahan penolong, uraian proses produksi, mesin dan peralatan yang digunakan dalam menunjang proses produksi perusahaan.
Bab tiga merupakan landasan teori yang digunakan untuk memecahkan permasalahan. Landasan teori dikumpulkan dan dipelajari dari berbagai literatur dan jurnal-jurnal ilmiah. Literatur dan jurnal-jurnal ilmiah diperoleh dari perpustakaan maupun internet.
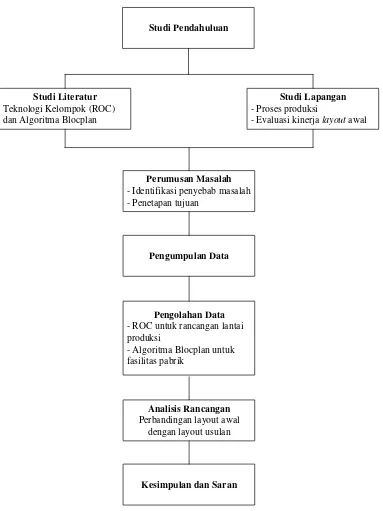
Pada bab empat disusun metodologi penelitian yang sesuai dengan permasalahan yang akan diteliti. Metodologi penelitian menjelaskan tentang kerangka konseptual penelitian, jenis penelitian, metode pengumpulan data, teknik pengumpulan data dan metode analisis rancangan akhir dari layout yang dijelaskan secara terperinci.
Pemecahan masalah melalui pengolahan data pada bab lima dianalisis pada bab enam. Pada bab ini pemecahan masalah dianalisis dengan metode yang telah dijelaskan pada bab empat. Analisis pemecahan masalah ini akan menunjukkan sejauh mana metode yang kita gunakan telah berhasil memecahkan masalah yang ada di PT. Apindowaja Ampuh Persada.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Apindowaja Ampuh Persada merupakan industri manufaktur yang bergerak di bidang pembuatan dan perbaikan mesin-mesin produksi kelapa sawit. PT. Apindowaja Ampuh Persada berdiri pada September 1991 dan berlokasi di Jalan K.L. Yos Sudarso Km. 10,5 No. 56 Medan, Sumatera Utara. Adapun pendiri sekaligus pemilik perusahaan ini adalah Sofyan Tantono dan E.Tantono. perusahaan ini memiliki luas areal sebesar 5625 m2.
PT. Apindowaja Ampuh Persada menggunakan sistem make to order
dimana permintaan produk sangat bervariasi dari segi jumlah dan spesifikasi sesuai dengan permintaan pelanggan. Hasil produksi sebagian besar diekspor ke Malaysia. Dalam menjalankan proses produksinya, teknologi produksi yang digunakan PT. Apindowaja Ampuh Persada bersifat mekanik dimana operator yang mengendalikan pergerakan mesin-mesin yang ada.
2.2. Organisasi dan Manajemen
yang digunakan secara efisien dan efektif untuk mencapai tujuan organisasi. Organisasi dapat pula didefenisikan sebagai struktur pembagian kerja dan struktur tata hubungan kerja antara sekelompok orang pemegang posisi yang bekerjasama secara tertentu untuk bersama-sama mencapai tujuan tertentu.
2.2.1. Struktur Organisasi Perusahaan
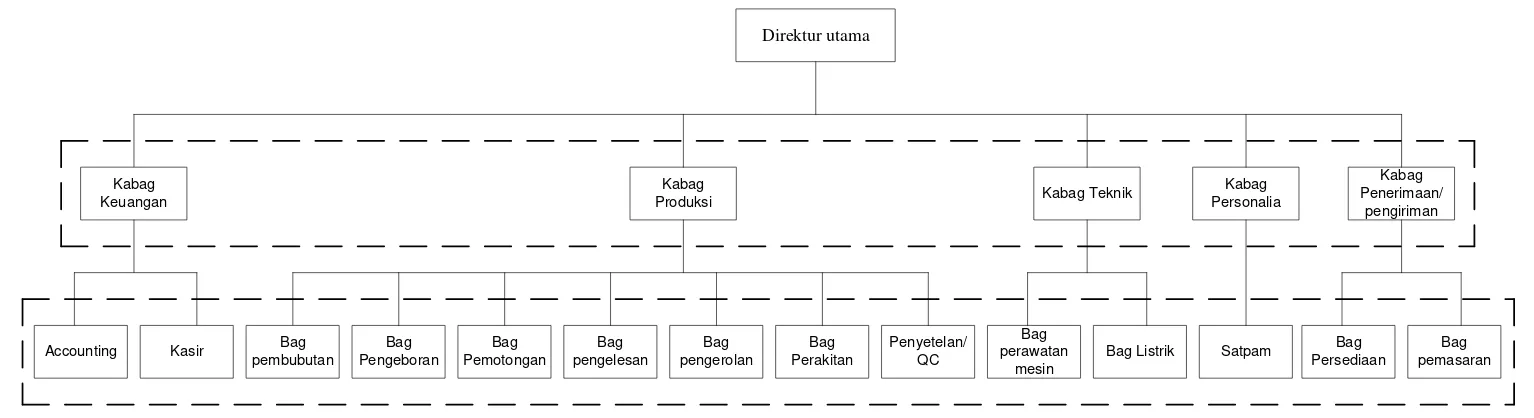
Struktur organisasi yang digunakan PT. Apindowaja Ampuh Persada adalah struktur organisasi lini dan fungsional. Disebut lini karena tiap kepala bagian divisi memerintah secara langsung bawahannya, dan bawahan hanya bertanggung jawab kepada kepala bagian bidangnya. Disebut juga fungsional karena suatu bagian dapat berhubungan dengan anggota maupun kepala bagian secara langsung.
Struktur organisasi PT. Apindowaja Ampuh Persada dapat dilihat pada Gambar 2.1.
2.2.2. Uraian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab pada PT. Apindowaja Ampuh Persada dibagi menurut fungsi yang telah ditetapkan. Adapun tugas dan tanggung jawab setiap bagian dalam perusahaan adalah sebagai berikut :
1. Direktur Utama
Direktur utama
Kabag Keuangan
Kasir Accounting
Kabag Produksi
Bag pembubutan
Bag Pengeboran
Bag Pemotongan
Bag pengelesan
Bag pengerolan
Bag Perakitan
Kabag Teknik
Bag perawatan
mesin
Bag Listrik Satpam Kabag Personalia
Penyetelan/ QC
Kabag Penerimaan/
pengiriman
Bag Persediaan
Bag pemasaran
Hubungan fungsional
[image:33.842.59.826.110.319.2]Hubungan lini/ garis
Adapun tugas Direktur adalah sebagai berikut :
a. Merencanakan, mengarahkan dan menganalisa dan mengevaluasi serta menilai kegiatan-kegiatan yang berlangsung pada perusahaan.
b. Bertugas mengawasi kebijaksanaan dan tindakan setiap kepala bagian dan menjalin hubungan baik.
c. Melaksanakan kontrak-kontrak dengan pihak luar. 2. Kepala Bagian Keuangan
Kepala Bagian Keuangan bertanggung jawab atas semua hal yang berhubungan dengan administrasi dan keuangan perusahaan.
Adapun tugas Kepala Bagian Keuangan adalah sebagai berikut :
a. Mengawasi penggunaan dana, barang dan peralatan pada masing-masing departemen dalam perusahaan.
b. Bertanggung jawab atas hal-hal yang berhubungan dengan keuangan dan administrasi perusahaan.
3. Kepala Bagian Produksi
Kepala Bagian Produksi memiliki tanggung jawab terhadap kegiatan produksi berlangsung secara lancar dan efisien dalam memenuhi target produksi yang telah ditetapkan oleh perusahaan.
Adapun tugas Kepala Bagian Produksi adalah sebagai berikut :
a. Mengawasi semua kegiatan proses produksi yang berlangsung di lantai pabrik seperti pemotongan, pembubutan, perakitan, dan proses lainnya. b. Mengkoordinir dan mengarahkan setiap bawahannya serta menentukan
c. Mengawasi dan mengevaluasi seluruh kegiatan produksi agar dapat mengetahui kekurangan dan penyimpangan/kesalahan sehingga dapat dilakukan perbaikan untuk kegiatan berikutnya
4. Kepala Bagian Teknik
Adapun tugas Kepala Bagian Teknik adalah sebagai berikut :
a. Bertanggung jawab atas tersedianya mesin, peralatan dan kebutuhan listrik demi kelancaran produksi.
b. Mendelegasikan dan mengkoordinir tugas-tugas di bagian perawatan mesin dan listrik.
5. Kepala Bagian Personalia
Adapun tugas Kepala Bagian Personalia adalah :memiliki tanggung jawab mengelola kegiatan bagian personalia dan umum, mengatur kelancaran kegiatan ketenagakerjaan, hubungan industrial dan umum, menyelesaikan masalah yang timbul dilingkungan perusahaan dan bertanggung jawab terhadap kinerja karyawan perusahaan.
Adapun tugas dari Kepala Bagian Personalia adalah sebagai berikut:
a. Mengadakan pengangkatan dan pemberhentian karyawan dan menyelesaikan konflik antara sesama karyawan dan atasan dengan bawahan.
b. Mengatur hal-hal yang berhubungan dengan pekerjaan karyawan c. Membantu pimpinan dalam promosi dan mutasi karyawan
5. Kepala Bagian Penerimaan dan Pengiriman
Kepala Bagian Penerimaan dan Pengiriman bertanggung jawab atas proses pemesanan bahan baku serta pengiriman produk akhir ke konsumen. Adapun tugas Kepala Bagian Penerimaan dan Pengiriman adalah :
a. Mendata jumlah bahan baku yang dibeli dari perusahaan lain. b. Mengidentifikasi kebutuhan konsumen dan tingkat persaingan.
c. Menentukan kebijaksanaan dan strategi pemasaran perusahaan yang mencakup jenis produk yang akan dipasarkan, harga pendistribusian dan promosi.
6. Accounting
Adapun tugas bagian Akuntansi adalah membantu Kepala Bagian Keuangan dalam hal kegiatan administrasi dan keuangan.
7. Kasir
Adapun tugas Kasir adalah sebagai berikut :
a. Menerima dan mengeluarkan uang untuk berbagai keperluan.
b. Memberikan secara langsung upah atau gaji karyawan yang telah ditetapkan oleh atasan.
8. Bagian Pembubutan
Adapun tugas Bagian Pembubutan adalah bertanggung jawab atas semua proses pembubutan seluruh spare part yang akan dihasilkan.
9. Bagian Pengeboran
10.Bagian Pemotongan
Adapun tugas Bagian Pemotongan adalah bertanggung jawab atas semua proses pemotongan seluruh spare part yang akan dihasilkan.
11.Bagian Pengelesan
Adapun tugas Bagian Pengelesan adalah bertanggung jawab atas semua proses pengelesan seluruh spare part yang akan dihasilkan.
12.Bagian Pengerolan
Adapun tugas Bagian Pengerolan adalah bertanggung jawab atas semua proses pengerolan seluruh spare part yang akan dihasilkan.
13.Bagian Perakitan
Adapun tugas Bagian Perakitan adalah memasang/ merakit seluruh komponen/
spare part menjadi produk digester/ screwpress.
14.Penyetelan/ QC
Adapun tugas bagian Penyetelan/ QC adalah bertanggung jawab atas kualitas produk apakah sudah siap untuk dikirim atau belum melalui penyetelan produk.
15.Bagian Perawatan Mesin
Adapun tugas Bagian Perawatan Mesin adalah sebagai berikut :
a. Melakukan pengecekan dan mencatat keadaan mesin/peralatan secara berkala (rutin) atau pada saat-saat diperlukan dan melaporkannya kepada kepala bagian teknik.
16.Bagian Listrik
Adapun tugas Bagian Listrik adalah melakukan pemeriksaan kebutuhan listrik secara berkala yang dipakai untuk produksi.
17.Satpam
Adapun tugas Satpam adalah sebagai berikut :
a. Menjaga keamanan dan melaksanakan kegiatan pengamanan di seluruh kompleks perusahaan.
b. Mengambil tindakan pengamanan dan perlindungan ketika tejadi gangguan keamanan di dalam kompleks perusahaan.
18.Bagian Persediaan
Adapun tugas Bagian Persediaan adalah sebagai berikut :
a. Mencatat jumlah persediaan material yang masuk dan keluar.
b. Memeriksa persediaan material (control stock) sehingga pada saat diperlukan selalu tersedia.
19.Bagian Pemasaran
Adapun tugas Bagian Pemasaran adalah bertugas untuk melakukan pemasaran koordinasi penjualan langsung baik ekspor maupun impor.
2.2.3. Tenaga Kerja dan Jam Kerja
1. Tenaga Kerja Tidak Langsung
Tenaga kerja tidak langsung adalah tenaga kerja yang tidak berhubungan langsung terhadap berjalannya proses produksi, tetapi berdampak terhadap berjalannya proses produksi, baik dalam bidang manajemen ataupun administratif. Tenaga kerja tidak langsung PT. Apindowaja Ampuh Persada berjumlah 14 orang.
2. Tenaga Kerja Langsung
Tenaga kerja langsung adalah tenaga kerja yang berhubungan langsung terhadap pembuatan produk. PT. Apindowaja Ampuh Persada memiliki 35 tenaga kerja langsung dimana 12 orang karyawan tetap dan 23 orang karyawan harian .
Pembagian shift kerja yang diterapkan di PT. Apindowaja Ampuh Persada hanyalah satu shift kerja dengan lama jam kerja 8 jam/hari dan jumlah hari kerja 6 hari/minggu. Jadwal kerja dimulai pada pukul 08.00 WIB – 16.00 WIB. Apabila jumlah permintaan tinggi maka dilakukan overtime mulai pukul 16.00 WIB – 20.00 WIB. Daftar tenaga kerja pada PT. Apindowaja Ampuh Persada dapat dilihat pada Tabel 2.1.
Tabel 2.1. Daftar Tenaga Kerja
No Keterangan Tenaga Kerja Jumlah
1 Pimpinan perusahaan 1 orang
2 Kabag keuangan 1 orang
3 Kabag produksi 1 orang
4 Kabag Teknik 1 orang
5 Kabag personalia 1 orang
2.2.4. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan pada PT. Apindowaja Ampuh Persada diatur berdasarkan status karyawan, dimana pemberian upah pada dasarnya ditetapkan berdasarkan jabatan, keahlian, kecakapan, prestasi kerja, dan sebagainya dari karyawan yang bersangkutan. Pajak atas upah menjadi tanggung jawab masing-masing karyawan. Pengupahan pada perusahaan ini terdiri atas :
1. Upah pokok 2. Insentif
3. Tunjangan makan
Bagi karyawan yang melakukan kerja lembur akan mendapatkan tambahan yang dihitung berdasarkan tarif upah lembur. Selain upah pokok yang diterima oleh karyawan, perusahaan memberikan suatu jaminan sosial dan tunjangan kepada karyawan. Adapun tunjangan yang diberikan antara lain :
1. Tunjangan Hari Raya dan Tahun Baru 2. Tanggungan kecelakaan kerja.
2.3. Proses Produksi
Pada sub bab ini akan dijelaskan mengenai bahan baku, bahan tambahan, bahan penolong, standar mutu bahan baku dan produk jadi, uraian proses produksi, mesin dan peralatan yang digunakan serta utilitas yang mendukung seluruh proses produksi di perusahaan.
2.3.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam proses pembuatan produk yang memiliki persentase yang paling besar dibandingkan bahan-bahan lainnya dan akan mengalami perubahan fisik maupun kimia yang langsung ikut dalam proses produksi sampai dihasilkannya produk jadi.
PT. Apindowaja Ampuh Persada menggunakan bahan baku berupa potongan besi. Sumber bahan baku diperoleh dari pengecoran logam Indo dan hasil impor dari luar negeri (Jerman, Singapura, dan Cina).
2.3.2. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan dalam proses produksi dalam rangka meningkatkan mutu produk dimana bahan ini merupakan bagian dari produk. Bahan tambahan yang digunakan adalah PT Apindowaja Ampuh Persada adalah cat tahan panas yang digunakan untuk memberikan warna pada produk digester dan screwpress.
2.3.3. Bahan Penolong
2.3.4. Standar Mutu Bahan Baku
Standar mutu sangat perlu untuk ditingkatkan dan dipertahankan guna menjaga standar kualitas produk akhir. Standar yang diterapkan ini sangat mempengaruhi kualitas produk yang ingin dipasarkan dan berani bersaing dengan perusahaan sejenis. PT. Apindowaja Ampuh Persada selalu menempatkan kualitas terhadap produk sebagai hal yang terpenting. Perusahaan selalu meyakinkan kualitas pasokan dari para pemasoknya karena perusahaan mengawasi secara penuh kualitas dan proses produksinya. Untuk standard material harus dipastikan bebas dari korosi yang berlebihan, kerusakan seperti cacat permukaan, perubahan bentuk seperti tekuk dan puntir. Selain itu material harus dikontrol untuk memastikan bahwa material dengan standar yang berbeda atau material yang cacat tidak tercampur dengan material yang telah lolos uji penerimaan, dan material harus disimpan dalam kondisi yang bagus. Dan oleh karena itulah perusahaan melakukan strategi proaktif untuk mengidentifikasi potensi sumber masalah dalam penyediaan serta melakukan pengawasan yang ketat.
Perusahaan tetap berhubungan erat dengan pelanggan utama. PT Apindowaja Ampuh Persada juga memberikan masukan-masukan tentang perubahan-perubahan yang mungkin diperlukan dalam peraturan atau jenis-jenis material yang diperlukan di masa yang akan datang.
2.3.5. Standar Mutu Produk
Tabel 2.2. Standar Mutu Digester Model AP-2
Kriteria Standar Mutu
Capacity 12 - 17 ton/ FFB/ Hour Volume 3200 – 3500 litres
Steam 3,5 kg/cm2
Uji hidrostatis 6,5 kg/cm2 Diameter kulit luar 2800 mm
Tinggi 3100 mm
Tebal plat baja 12 mm Tebal plat baja ringan 9 mm
Power 30 HP
Putaran 1500 rpm
Sumber : PT. Apindowaja Ampuh Persada
Standar mutu produk screwpress yang ditetapkan perusahaan PT. Apindowaja Ampuh Persada dapat dilihat pada Tabel 2.3.
Tabel 2.3. Standar Mutu Screwpress Model AP-12 dan AP-17
Kriteria Standar Mutu
AP-12 AP-17
Capacity 10 - 15 ton/ FFB/ Hour 15 - 18 ton/ FFB/ Hour
Type Horizontal double screw worm Horizontal double screw worm Worm Dimension Φ 275 mm x 1015 mm LONG Φ 305 mm x 1100 mm LONG
Revolution 10 - 13 RPM 10 - 12 RPM
Power Consumtion 22KW/ 30HP 30KW/ 40HP Reducer Helical In – Line Gear Reducer
or Cyclo Drive Speed Reducer
Helical In – Line Gear Reducer or Cyclo Drive Speed Reducer
Machine Length 4100 mm 4935 mm
Machine Width 1335 mm 1475 mm
Machine Height 955 mm 1075 mm
Nett Weight 5000 KGS 6000 KGS
Gross Weight 6000 KGS 6500 KGS
Sumber : PT. Apindowaja Ampuh Persada
2.3.6. Uraian Proses Produksi
Proses produksi sparepart pada PT. Apindowaja Ampuh Persada berbeda-beda. Berikut ini adalah contoh proses produksi Main Shaft.
1. Pemotongan besi
Pada proses ini, pipa besi dipotong sesuai dengan ukuran yang diinginkan, dimana disesuaikan dengan besar sparepart yang akan dibentuk pada proses selanjutnya. Dalam hal ini digunakan meteran untuk mengukur panjang potongan besi
2. Pengelasan
Pada stasiun ini, komponen yang akan dilas cukup dimasukkan ke dalam mal
(cetakan) dan dilas. Setelah pengelasan dilakukan, produk setengah jadi diangkut ke stasiun pembubutan.
3. Pembubutan besi
Pada proses ini, produk setengah jadi dibubut untuk memperoleh bentuk yang sesuai dengan ukuran yang telah diukur dengan menggunakan jangka sorong. Sisa pembubutan (scrap) mesin ditumpukkan dilantai produksi.
4. Produk setengah jadi diproses dengan mesin rol
Pada proses ini, produk setengah jadi di rol sehingga membentuk bentuk bulatan panjang yang sesuai dengan ukuran yang sudah ditentukan
5. Proses terakhir produk setengah jadi diproses dengan mesin boring
6. Pengecatan
Setelah proses, produk diangkut menuju stasiun pengecatan. Pengecatan dilakukan secara manual oleh tenaga kerja. Produk yang sudah selesai dikemas dalam kotak prouk dan disimpan ke gudang produk. Berikut ini FPC dari Main Shaft.
DITUMPUK DI PENUMPUKAN PIPA BESI
S-1
DIANGKUT KE MESIN POTONG
DIUKUR DENGAN METERAN
DIANGKUT KE MESIN LAS
POTONGAN BESI DILAS
POTONGAN BESI DIPOTONG DENGAN MESIN POTONG
POTONGAN BESI DIANGKUT KE MESIN BUBUT
DIUKUR DENGAN JANGKA SORONG
DIPROSES MEGGUNAKAN MESIN BUBUT
DIANGKUT KE STASIUN PENGECATAN
DICAT T-1 T-3 O-2 T-5 O-3 T-9 O-6 POTONGAN BESI
T-11 DIANGKUT KE STASIUN PENGEPAKAN
PACKING
DIANGKUT KE GUDANG PRODUK
DISIMPAN O-7
S-8
AP2
SCRAP DIKELUARKAN DARI DAERAH KERJA MESIN
T-2
SCRAP DITUMPUK DI LANTAI S-2
POTONGAN BESI DIANGKUT KE MESIN ROL
DIPROSES MEGGUNAKAN MESIN ROL T-6
O-4
SCRAP DIKELUARKAN DARI DAERAH KERJA MESIN
SCRAP DITUMPUK DI LANTAI T-8
T-13
S-5 I-1
I-2
SCRAP DIKELUARKAN DARI DAERAH KERJA MESIN
SCRAP DITUMPUK DI LANTAI O-1
T-4
S-3
PACKING
S-7 DITUMPUK DI GUDANG
T-12 PACKING DIANGKUT KE PENGEPAKAN CAT
S-6 DITUMPUK DI GUDANG
T-10 CAT DIANGKUT KE STASIUN PENGECATAN
POTONGAN BESI DIANGKUT KE MESIN BORING
DIPROSES MEGGUNAKAN MESIN BORING T-7
O-5
SCRAP DIKELUARKAN DARI DAERAH KERJA MESIN
SCRAP DITUMPUK DI LANTAI T-5
S-4
[image:45.595.106.576.242.720.2]Proses produksi secara keseluruhan dapat dilihat pada Flow Process Chart
di Lampiran.
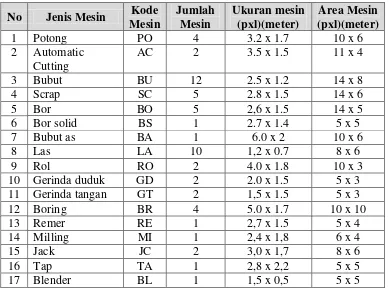
2.3.7. Mesin dan Peralatan
Mesin adalah alat mekanik atau elektrik yang mengirim atau mengubah energi untuk melakukan atau membantu pelaksanaan tugas manusia. Biasanya membutuhkan sebuah masukan sebagai pelatuk, mengirim energi yang telah diubah menjadi sebuah keluaran dan melakukan tugas yang telah disetel.
Adapun jenis dari mesin-mesin produksi yang digunakan oleh PT Apindowaja Ampuh Persada adalah sebagai berikut :
1. Nama Mesin : Mesin las Merk/ Type : BX 160 Arus : 160 A Jumlah : 10 unit 2. Nama Mesin : Mesin Bor
Merk/ Type : Radial Voltage : 380 V Diameter maksimum : 115 mm Kecepatan putaran : 150-2100 rpm Kedalaman pemakanan : 150 mm Jumlah : 5 Unit
Voltage : 380 V Daya : 200 Watt Diameter maksimum : 120 mm Jumlah : 2 unit
4. Nama Mesin : Mesin potong Tebal maksimum : 5 mm
Diameter maksimum : 1200 mm Jumlah : 4 unit
5. Nama Mesin : Mesin gerindaduduk Diameter batu gerinda : 125 mm
Kecepatan : 5500 rpm Jumlah : 2 unit 6. Nama Mesin : Mesin Bubut
Merk/ Type : ZMM Metalik CM 8 Putaran : 850 rpm
Jumlah : 12 Unit
7. Nama Mesin : Mesin Scrap
Merk/ Type : Hudong/4503537
Daya : 3000 Watt
Jumlah : 5 unit
8. Nama Mesin : Mesin Remer
Merk/ Type : Sudco
Jumlah : 1 unit
9. Nama Mesin : Mesin Rol
Merk/ Type : Heisteel type ASY –HA no70479 Daya : 60 HP
Phasa : 3 Phasa Jumlah : 2 Unit 10. Nama Mesin : Mesin Boring
Merk/ Type : Radial Voltage : 380 V Diameter maksimum : 250 mm Kecepatan putaran : 300-3000 rpm Kedalaman pemakanan : 200 mm Jumlah : 4 Unit
Adapun peralatan yang digunakan oleh PT. Apindowaja Ampuh Persada dalam proses produksi adalah sebagai berikut :
1. Kereta sorong
Fungsi : Alat angkut untuk memindahkan material yang digerakkan dengan cara manual
Jumlah : 5 unit 2. Crane
3. Meteran
Fungsi : Mengukur ukuran plat yang digunakan Jumlah : 20 unit
4. Jangka Sorong
Fungsi : Mengukur diameter dan ukuran dari pembentukan lubang dan Profil yang digunakan pada pembubutan
Jumlah : 12 unit 5. Kawat las
Fungsi : Digunakan sebagai logam pengisi pada proses pengelesan Jumlah : 5 kotak
2.3.8. Utilitas
BAB III
LANDASAN TEORI
3.1. Definisi Tataletak Pabrik3
Tataletak pabrik (plant layout) dapat didefenisikan sebagai tata cara pengaturan fasilitas-fasilitas pabrik guna menunjang kelancaran proses produksi, dimana dalam pengaturan tersebut akan dilakukan pemanfaatan luas area dan penempatan mesin atau fasilitas penunjang lainnya, kelancaran gerakan pemindahan bahan, penyimpanan bahan (storage) baik yang bersifat temporer maupun permanen, personel kerja dan sebagainya. Tataletak pabrik berhubungan erat dengan segala proses perencanaan dan pengaturan tataletak dari mesin, peralatan, aliran bahan, dan orang-orang yang bekerja di masing-masing stasiun kerja yang ada.
Tataletak pabrik berfungsi untuk menggambarkan sebuah susunan yang ekonomis dari tempat-tempat kerja yang berkaitan, dimana barang-barang dapat diproduksi secara ekonomis. Sehingga tujuan utama yang ingin dicapai dari suatu tataletak pabrik adalah:
1. Memudahkan proses manufaktur
Tataletak harus dirancang sedemikian rupa termasuk susunan mesin-mesin, perencanaan aliran, sehingga proses manufaktur dapat dilaksanakan dengan cara yang efesien.
3
2. Meminimumkan pemindahan barang
Tataletak harus dirancang sedemikian rupa sehingga pemindahan barang diturunkan sampai batas minimum, jika mungkin komponen dalam keadaan diproses ketika dipindahkan.
3. Memelihara fleksibilitas susunan dan operasi
Meskipun sebuah pabrik atau departemen dapat dirancang untuk memproduksi sejumlah barang, adakalanya dihadapi beberapa keadaan yang memerlukan perubahan kemampuan produksinya. Beberapa perubahan yang terjadi mungkin saja dapat ditanggulangi dengan mudah jika diantisipasi dalam perencanaan awal. Cara yang umum untuk memudahkan penyusunan ulang peralatan ini adalah dengan membangun/ memasang sistem utilitas pada tempat- tempat yang sambungan- sambungan pelayanannya dapat dipasangkan dengan mudah ketika bangunan didirikan.
4. Memelihara perputaran barang setengah jadi yang tinggi
Keefesienan dapat tercapai bila bahan berjalan melalui proses operasi dalam waktu yang sesingkat mungkin.
5. Menurunkan penanaman modal pada peralatan
Susunan mesin yang tepat dan susunan departemen yang tepat dapat membantu menurunkan jumlah peralatan yang dibutuhkan.
6. Menghemat pemakaian ruang bangunan
7. Meningkatkan efisiensi tenaga kerja
Tataletak yang baik antara lain dapat mengurangi pemindahan bahan yang dilakukan secara manual, meminimumkan jalan kaki.
8. Memberi kemudahan, keselamatan dan kenyamanan bagi pekerja dalam melaksanakan pekerjaan.
3.2.Prinsip Dasar Tata Letak Pabrik4
Prinsip dasar dari proses perencanaan tata letak pabrik antara lain: 1. Prinsip integrasi secara total
“That layout is best which integrates the men, material, machinery
supporting activities, and any other considerations in way that result in the
best compromise”.
Prinsip ini menyatakan bahwa tata letak pabrik adalah merupakan integrasi secara total dari seluruh elemen produksi yang ada menjadi satu kesatuan operasi yang terbaik.
2. Prinsip jarak perpindahan bahan yang paling minimal.
“Other things being equal, that layout is best permits the materials to move
the minimum distance between operations”.
Hampir semua proses yang terjadi dalam suatu industri mencakup beberapa gerakan perpindahan dari material, yang tidak bisa dihindari secara keseluruhan. Dalam proses pemindahan bahan dari satu operasi ke operasi
4
lain, waktu dapat dihemat dengan cara mengurangi perpindahan jarak perpindahan bahan tersebut. Hal ini dapat dilaksanakan dengan menerapkan operasi yang berikutnya sedekat mungkin dengan operasi sebelumnya.
3. Prinsip aliran suatu proses kerja
“Other things being equal, that layout is best that arranges the work area for
each operations or process in the same order or sequence that forms, treats,
or assembles the materials”.
Dengan prinsip ini, diusahakan untuk menghindari adanya gerak balik (back tracking), gerak memotong (cross movement), kemacetan (congestion), dan sedapat mungkin material bergerak terus tanpa hambatan. Ide dasar dari prinsip aliran konstan dengan minimum hambatan, kesimpangsiuran dan kemacetan.
4. Prinsip pemanfaatan ruangan
“Economy is obtained by using effectively all available space-both vertical
and horizontal”.
Pada dasarnya tata letak adalah suatu pengaturan ruangan yang akan dipakai oleh manusia, bahan baku, dan peralatan penunjang proses produksi lainnya, yang memilki tiga dimensi yaitu aspek volume (cubic space), dan bukan hanya sekedar aspek luas (floor space). Dengan demikian, dalam perencanaan tata letak, faktor dimensi ruangan ini juga perlu diperhatikan.
5. Prinsip kepuasan dan keselamatan kerja
“Other things being equal, that layout is best which makes works satisfying
Kepuasan kerja sangat besar artinya bagi seseorang, dan dapat dianggap sebagai dasar utama untuk mencapai tujuan. Dengan membuat suasana kerja menyenangkan dan memuaskan, maka secara otomatis akan banyak keuntungan yang bisa kita peroleh. Selanjutnya, keselamatan kerja juga merupakan faktor utama yang harus diperhatikan dalam perencanaan tata letak pabrik. Suatu layout tidak dapat dikatakan baik apabila tidak menjamin atau bahkan justru membahayakan keselamatan orang yang bekerja di dalamnya. 6. Prinsip fleksibilitas
“Other things being equal, that layout is best that can be adjusted and
rearrange at minimum cost and inconvenience”.
Prinsip ini sangat berarti dalam masa dimana riset ilmiah, komunikasi, dan transportasi bergerak dengan cepat, yang mana hal ini akan mengakibatkan dunia industri harus ikut berpacu mengimbanginya. Untuk ini, kondisi ekonomi akan bisa tercapai apabila tata letak yang ada telah direncanakan cukup fleksibel untuk diadakan penyesuaian/pengaturan kembali (relayout) dengan cepat dan biaya yang relatif murah.
3.3.Prinsip-prinsip Pemngembangan Tipe Layout5
Pada bagian ini akan dijelaskan tentang prinsip-prinsip pengembangan tipe
layout mulai dari fasilitas system produksi bervolume rendah sampai produksi volume tinggi.
5
Groover, Mikell P. Otomasi Sistem Produksi dan Computer-Integrated Manufacturing
3.3.1. Fasilitas Sistem Produksi Bervolume Sedikit
Jenis fasilitas produksi yang biasanya terkait dengan sebaran kuantitas produksi antara 1 hingga 100 unit/tahun adalah jenis job-shop yang menghasilkan produk khusus dan unik dalam jumlah produksi yang rendah. Produk yang dihasilkan biasanya kompleks misalnya kapsul ruang angkasa, pesawat terbang dan mesin-mesin khusus. Order dari pelanggan jenis ini sering bersifat khusus dan
order berulang hampir tidak pernah terjadi.
Job-shop harus dirancang hingga mencapai fleksibilitas yang maksimum untuk menghadapi banyaknya macam dan banyaknya variasi produk. Bila produksinya berat dan besar sehingga sulit berpindah dalam pabrik, maka produk ini tetap berada di lokasi yang sama, setidaknya selama proses perakitan akhir berlangsung. Pekerja dan peralatan produksi mendatangi produk, bukan sebaliknya. Jenis tataletak produk untuk jenis ini dikenal dengan istilah Fix-position Layout (tata letak posisi tetap).
3.3.2.Fasilitas Sistem Produksi Bervolume Medium
untuk beragam jenis produk. Proses produksi ini dipakai biasanya pada kasus
make to stock, dimana sejumlah produk harus dibuat untuk memenuhi kapasitas gudang yang secara perlahan mulai berkurang seiring dengan permintaan . peralatan produksi biasanya diatur dalam tataletak proses.
Pendekatan alternatif yang memungkinkan untuk proses produksi medium ini bila variasi produknya bersifat lemah. Dalam hal ini tidak diperlukan banyak penggantian dan untuk proses berikutnya mungkin tidak diperlukan pergantian lagi. Seringkali dimungkinkan untuk menata konfigurasi peralatan sehingga sekelompok produk atau komponen sejenis dapat dibuat pada mesin yang sama tanpa harus kehilangan waktu pergantian yang signifikan. Pemrosesan atau perakitan suatu komponen/produk dapat diselesaikan dalam sel-sel yang terdiri dari sejumlah mesin atau stasiun kerja. Istilah cellular manufacturing seringkali dikaitkan dengan jenis produk ini. Setiap sel dirancang untuk memproduksi produk dengan variasi konfigurasi komponen yang terbatas, tapi lebih dikhususkan dalam memproduksi satu set komponen/produk jenis mengikuti prinsip-prinsip teknologi kelompok (group technology).
3.3.3. Fasilitas Sistem Produksi Bervolume Banyak
mengalir. Produksi kuantitas meliputi produksi missal untuk pembuatan komponen tunggal pada satu unit peralatan. Metode produksi biasanya menggunakan mesin-mesin standar yang dilengkapi dengan perkakas potong khusus, karenanya mesin-mesin tersebut khusus dipakai memproduksi satu macam komponen saja. Tataletak pabrik yang khusus untuk jenis produksi kuantitas tinggi adalah tataletak proses.
Tataletak pabrik sangat berkaitan erat dengan efesiensi dan efektivitas pekerjaan. Hal ini dapat diuraikan sebagai berikut :
1. Kegiatan produksi akan lebih ekonomis bila aliran suatu bahan dirancang dengan baik.
2. Pola aliran bahan menjadi dasar terhadap suatu susunan peralatan yang efektif. 3. Alat pemindahan bahan (material handling) akan mengubah pola aliran bahan
yang stasis menjadi dinamis dengan melengkapinya dengan alat angkut yang sesuai.
4. Susunan fasilitas-fasilitas yang efektif disekitar pola aliran bahan akan memberikan operasi yang efektif dari berbagai proses produksi yang saling berhubungan.
5. Operasi yang efisien akan meminimumkan biaya produksi.
Job shop
Cellular Manufacturing
Kuantitas Mengalir Produksi Massa
Va
ri
a
s
i
Pr
o
d
u
k
Kuantitas Produksi Tata Letak Posisi Tetap
Tata Letak Proses
Tata Letak Cellular
Tata Letak Produk
Fix Position
1 100 10.000 1.000.000
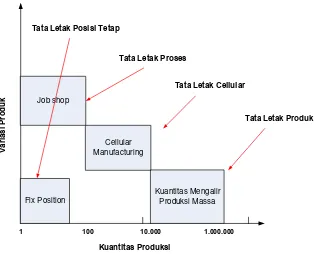
[image:58.595.159.473.118.372.2]Sumber: Otomasi Sistem Produksi dan Computer-Integrated Manufacturing Hal 8
Gambar 3.1. Tipe-tipe Fasilitas dan Tataletak yang Digunakan untuk Berbagai Tingkat Kuantitas Produksi dan Variasi Produk
3.4. Material Handling6
Masalah utama dalam produksi ditinjau dari segi kegiatan/proses produksi adalah bergeraknya material dari satu tingkat ke tingkat proses produksi berikutnya. Untuk memungkinkan proses produksi dapat berjalan dibutuhkan adanya kegiatan pemindahan material yang disebut material handling.
Material handling merupakan penanganan material dalam jumlah yang tepat dari material yang sesuai dalam kondisi yang baik pada tempat yang cocok, pada waktu yang tepat dalam posisi yang benar, dalam urutan yang sesuai dan
6
biaya yang murah dengan menggunakan metode yang benar. Perencanaan
material handling penting sekali dipelajari karena kenyataan yang ada menunjukkan bahwa biaya material handling menyerap sebagian biaya produksi.
Bubut Bor Bor Bor Bubut Bubut Frais Frais Frais A B C B A C
(a) Process Layout
Bubut Bubut Bubut Bor Bor Frais Frais Bor A B C A B C
(b) Product Layout
Bubut Bubut Bor Frais Bubut Frais Frais
Bor Frais Frais Bor Bubut A B C A B C
(c) Group Technology Layout
Bubut
Bor
Frais
Gerinda
Produk
[image:59.595.114.515.194.635.2](d) Fixed Position Layout
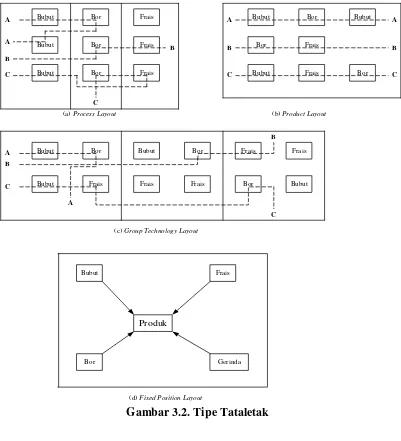
Gambar 3.2. Tipe Tataletak
3.4.1.Tujuan Utama Kegiatan Pemindahan Bahan
Tujuan utama dari perencanaan material handling adalah sebagai berikut: 1. Menjaga atau mengembangkan kualitas produk, mengurangi kerusakan, dan
2. Meningkatkan keamanan dan mengembangkan kondisi kerja. 3. Meningkatkan produktivitas:
a. Material akan mengalir pada garis lurus.
b. Material akan berpindah dengan jarak sedekat mungkin. c. Perpindahan sejumlah material pada satu kali waktu. d. Mekanisasi penanganan material.
e. Otomasi penanganan material.
f. Menjaga atau mengembangkan rasio antara produksi dan penanganan material.
g. Meningkatkan muatan/beban dengan penggunaan peralatan material handling otomatis.
4. Meningkatkan tingkat penggunaan fasilitas a. Meningkatkan penggunaan bangunan. b. Pengadaan peralatan serba guna.
c. Standarisasi peralatan material handling.
d. Menjaga, dan menempatkan seluruh peralatan sesuai kebutuhan dan mengembangkan program pemeliharaan preventif.
e. Integrasi seluruh peralatan material handling dalam suatu sistem.
3.4.2.Minimisasi Material Handling
Minimisasi material handling adalah kegiatan untuk memperkecil jumlah perpindahan yang dapat dirumuskan sebagai berikut:
S.t : X ij ≥ 0
d ij≥ 0
X ii = 0
Dimana : X ij = Frekuensi Perpindahan material dari mesin i ke mesin j.
d ij = Jarak Perpindahan dari mesin i ke mesin j.
n = jumlah mesin
3.4.3.Jarak Pemindahan Bahan
Material dapat dipindahkan secara manual (oleh tangan) maupun dengan menggunakan metode otomatis, material dapat dipindahkan satu kali ataupun beribu kali, material dapat dialokasikan pada lokasi yang tetap maupun secara acak, atau material dapat ditempatkan pada lantai maupun di atas.
Apabila terdapat dua buah stasiun kerja/departemen i dan j yang koordinatnya ditunjukkan sebagai (x,y) dan (a,b), maka untuk menghitung jarak antar dua titik tengah dij dapat dilakukan beberapa metode, yaitu:
1. Rectilinear Distance
dij = |x-a| + |y-b|
2. Euclidean Distance
Jarak diukur sepanjang lintasan garis lurus antara dua buah titik. Jarak
euclidean dapat diiliustrasikan sebagai conveyor lurus yang memotong dua buah stasiun kerja.
3. Squared Euclidean Distance
Jarak diukur sepanjang lintasan sebenarnya yang meintas antara dua buah titik. Sebagai contoh, pada sistem kendaraan terkendali (guided vehicle system), kendaraan dalam perjalanannya harus mengikuti arah-arah yang sudah ditentukan pada jaringan lintasan terkendali. Oleh karena itu, jarak lintasan aliran bisa lebih panjang dibandingkan dengan rectilinear atau euclidean.
3.5. Group Technology7
Pada bagian ini akan dijelaskan tentang group technology. Diantaranya pengertian, metode dasar group technology dan ROC.
3.5.1. Pengertian Group Technology
Pendekatan teknologi kelompok pertama kali diperkenalkan oleh Burbidge tahun 1971 dan Mitrofanov tahun 1966. Mitrofanov menguraikan teknologi
kelompok sebagai berikut: “Teknologi kelompok adalah kenyataan yang
7
menunjukkan bahwa banyak masalah saling mempunyai kemiripan dan dengan mengelompokkan masalah-masalah yang mirip, sebuah pemecahan dapat
ditemukan untuk satu set permasalahan, sehingga menghemat waktu dan upaya.”
Dalam sistem produksi, teknologi kelompok dapat diaplikasikan untuk area permasalahan yang berbeda. Untuk rancangan komponen, banyak komponen yang memiliki kemiripan bentuk. Komponen-komponen tersebut dapat dikelompokkan ke dalam famili-famili rancangan yang dapat diidentifikasi berdasarkan ciri-ciri komponen. Banyak komponen memiliki perbedaan bentuk dan fungsi, tetapi semuanya memerlukan proses yang sama, seperti internal boring, face milling, hole drilling dan sebagainya. Artinya bahwa komponen-komponen tersebut mempunyai kemiripan yang sama dalam proses.
Menurut Kusiak, teknologi kelompok merupakan filosofi atau konsep dalam industri manufaktur yang mengidentifikasi serta mencari kesamaan komponen-komponen yang diproduksi dalam proses operasi (proses manufaktur) maupun dalam desainnya. Dalam industri manufaktur dengan tipe batch
untukmulti product, small lot sized production, masing-masing part secara konvensional diperlakukan secara khusus dari perancangan sampai pabrikasi.
semi flow line production, melalui pengelompokan mesin, pengurangan persediaan barang setengah jadi, pengurangan waktu total, dan lain-lain.
3.5.2. Pembentukan Part Family dan Machine Cell Teknologi Kelompok
Seperti yang telah diuraikan di atas, teknologi kelompok adalah suatu filosofi dari industri manufaktur dimana komponen-komponen diidentifikasi dan dikelompokkan dengan memanfaatkan kesamaan dalam desain atau proses manufaktur. Komponen-komponen yang dikategorikan sama dikelompokkan dalam satu famili. Setiap famili mempunyai karakteristik desain atau proses manufaktur yang sama sehingga proses manufaktur menjadi lebih efisien. Efisiensi ini dicapai dengan menyusun peralatan produksi ke dalam sel-sel, untuk membentuk aliran kerja. Part family didefinisikan sebagai sekelompok komponen yang mempunyai kemiripan dalam keistimewaan desain atau proses produksinya. Suatu part family mungkin dikelompokkan karena kemiripan desain seperti bentuk geometris, ukuran, material dan lain-lain. Sekelompok komponen dapat juga dikelompokkan menjadi satu famili karena adanya kesamaan dalam proses produksinya. Sekelompok komponen dikatakan mempunyai proses produksi yang sama apabila proses produksi, mesin yang digunakan, jenis dan urutan prosesnya serta kebutuhan alatnya sama.
3.5.3. Metode Dasar Group Technology8
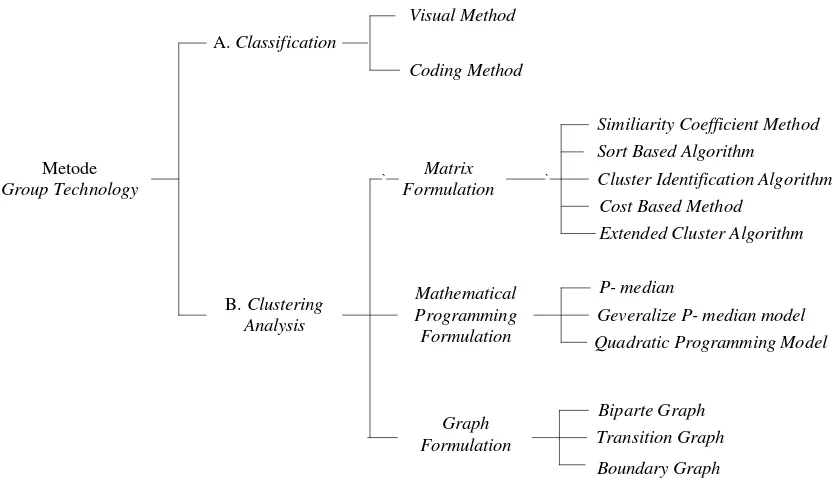
Metode dasar dalam group technology dapat dilihat pada Gambar 3.3.
8
1. Metode klasifikasi
Metode ini digunakan untuk mengelompokkan part menjadi part family
berdasarkan ciri-ciri desainnya. Metode ini terbagi atas: a. Metode visual (visual method)
Metode visual adalah suatu prosedur semi sistematis, dimana komponen dikelompokkan berdasarkan kemiripan dari bentuk geometrisnya. Pengelompokan dengan metode ini tergantung kepada preferensi personal. Oleh karena itu, metode ini bisa dipakai pada kasus dimana jumlah komponen lebih sedikit.
b. Metode kode (coding method)
Metode ini merupakan suatu proses yang sistematis dalam menentukan suatu nilai alphanumerik untuk setiap komponen berdasarkan ciri-ciri tertentu dari suatu komponen. Tiap digitnya menandakan ciri part tersebut, yang dapat mengelompokkan part, yaitu: (a) bentuk dnan kompleksitas geometris, (b) dimensi, (c) jenis material, (d) bentuk bahan baku, (e) keakuratan.
Jadi apabila digunakan sistem sandi atau kode, masing-masing komponen diberi kode yang terdiri dari angka atau huruf, masing-masing kode menunjukkan kelompok komponen. Sistem pengkodean yang dipakai tergantung pada sejauh mana tingkat informasi yang akan ditonjolkan pada kelima pengelompokan tadi. Misalnya, sistem pengkodean bisa hanya bentuk dan ukuran yang dicantumkan, apabila penekanan pada kedua poin tersebut yang diperlukan. Ada tiga tipe dasar yang dapat digunakan, yaitu9:
Monocode
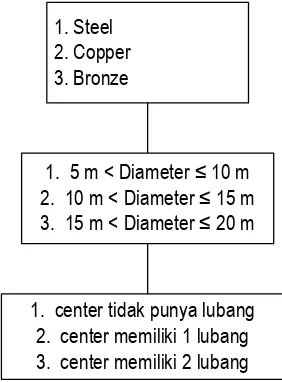
Pengkodean monocode merupakan sebuah struktur pohon yang memberikan informasi tentang digit yang terikat, dimana setiap urutan symbol bergantung pada simbol yang mendahuluinya. Pengkodean seperti ini dapat dilihat pada Gambar 3.4.
Metode
Group Technology
A. Classification
B. Clustering Analysis
Visual Method
Coding Method
Mathematical Programming Formulation
Geveralize P- median model P- median
Quadratic Programming Model
Biparte Graph Transition Graph
Boundary Graph Graph
Formulation Matrix
Formulation Cluster Identification Algorithm Cost Based Method
Extended Cluster Algorithm Sort Based Algorithm Similiarity Coefficient Method
[image:66.595.121.538.286.527.2]` `
Gambar 3.3. Metode Group Technology
Polycode, artinya bahwa nilai digit tertentu selalu mengindikasikan fitur yang sama dan sangat mudah membacanya. Pengkodean ini tidak tergantung pada nilai simbol yang mendahuluinya, seperti pada Gambar 3.5.
Hybrid, merupakan perpaduan di antara kedua pengkodean monocode dan
polycode, seperti pada Gambar 3.6.
monocode, angka 1 berarti angka yang menunjukkan part berbentuk silinder sedangkan angka 2 menunjukkan part berbentuk persegi. Digit kedua, yaitu angka 5 tergantung pada nilai dari digit yang pertama. Jika digit sebelumnya 1, maka angka 5 menunjukkan rasio diameter part. Jika digit sebelumnya 2, maka angka 5 menunjukkan panjang part. Dalam polycode, angka 5 memiliki arti yang sama tanpa bergantung pada angka 1 dan angka 2. Misalnya, angka 5 menunjukkan panjang part. Hybrid merupakan perpaduan antara monocode dan polycode.
1. Steel 2. Copper 3. Bronze
1. 5 m < Diameter ≤ 10 m 2. 10 m < Diameter ≤ 15 m 3. 15 m < Diameter ≤ 20 m
1. center tidak punya lubang
2. center tidak punya lubang
1. center memiliki satu lubang
2. center memiliki dua lubang
1. center tidak punya lubang
2. center memiliki 3 lubang
Gambar 3.4. Sistem Monocode Lubang
Dari Gambar 3.4, misalkan kode part yang diberikan adalah 312. Maka arti dari kode tersebut adalah part tersebut terbuat dari bahan bronze, dengan 5m< Diameter ≤ 10m dengan memiliki satu lubang pada centernya. Artinya bahwa digit kedua mempengaruhi digit ketiga.
Jika diberikan kode sebuah part 312, dari Gambar 3.5 dapat diartikan bahwa part tersebut terbuat dari bahan bronze, 5m< Diameter ≤ 10 m, dan
tidak akan berpengaruh ke digit ketiga. Karena untuk setiap part arti simbol dalam digit tersebut memiliki arti yang sama.
1. Steel 2. Copper 3. Bronze
1. 5 m < Diameter ≤ 10 m 2. 10 m < Diameter ≤ 15 m 3. 15 m < Diameter ≤ 20 m
[image:68.595.249.390.169.360.2]1. center tidak punya lubang 2. center memiliki 1 lubang 3. center memiliki 2 lubang
Gambar 3.5. Sistem Polycode
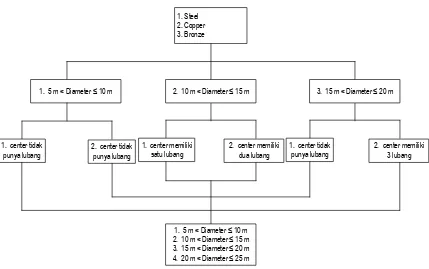
Dalam sistem hybrid, kode part menunjukkan penggabungan pengkodean dengan monocode dan polycode, seperti pada Gambar 3.6. Misalkan kode part
3123, maka part terbuat dari bahan bronze, 5m< Diameter ≤ 10m, memiliki satu
lubang pada centernya serta 15m < Tinggi ≤ 20m. 2. Metode analisis cluster (cluster analysis method)
Dasar pengelompokan pekerjaan pada metode analisis cluster adalah bobot dari objek, yakni pengelompokan objek menjadi kelompok yang homogen berdasarkan pada ciri-ciri objek.
Penerapan analisis cluster pada group technology adalah pengelompokan
1. Steel 2. Copper 3. Bronze
1. 5 m < Diameter ≤ 10 m 2. 10 m < Diameter ≤ 15 m 3. 15 m < Diameter ≤ 20 m
1. center tidak punya lubang
2. center tidak punya lubang
1. center memiliki satu lubang
2. center memiliki dua lubang
1. center tidak punya lubang
2. center memiliki 3 lubang
[image:69.595.116.545.107.376.2]1. 5 m < Diameter ≤ 10 m 2. 10 m < Diameter ≤ 15 m 3. 15 m < Diameter ≤ 20 m 4. 20 m < Diameter ≤ 25 m
Gambar 3.6. Sistem Hybrid
Dalam formulasi matriks dihasilkan matriks mesin-part (matriks insiden, aij) yang berisi elemen bernilai 1 dan 0, yang diartikan sebagai berikut:
1 : bila mesin i digunakan untuk mengerjakan part j. 0 : bila mesin i tidak digunakan untuk menghasilkan part j. Hasil analisis cluster memberi dua kemungkinan, di antaranya: a. Cluster yang terpisah sempurna atau mutually separable cluster (MSC)
MSC merupakan hasil pengelompokan yang ideal. Analisis cluster yang dilakukan menghasilkan blok MC (machine cell) dan PF (part family) yang benar-benar terpisah. Artinya, sebuah sel mesin benar-benar hanya dipakai untuk mengerjakan satu part family, seperti pada Gambar 3.7. Demikian juga sebuah part family hanya dikerjakan di dalam satu sel mesin. Part family
produksinya. Sedangkan machine cell merupakan kelompok mesin-mesin yang dilalui part-part yang sama. Namun hal ini sangat jarang bisa didapat, karena keterbatasan sumber daya yang dimiliki.
Gambar 3.7. Mutually Separable Cluster (MSC)
b. Cluster yang terpisah sebagian atau partially separable cluster (PSC)
PSC menandakan bahwa sistem produksi yang akan diterapkan group technology tidak dapat didekomposisikan secara murni, seperti pada Gambar 3.8.
Gambar 3.8. Partially Separable Cluster (PSC)
Dari gambar di atas terlihat bahwa part 5 membutuhkan pengerjaan di mesin 1 dan mesin 3 yang terletak di mesin yang berbeda, yaitu MC-1 dan MC-2. Part
3.5.4. Rank Order Clustering (ROC)10
Metode rank order clustering (ROC) merupakan pengelompokan yang didasarkan pada sortasi baris dan kolom dari matriks insiden komponen mesin. Model rank order clustering (ROC) adalah metode yang dikembangkan oleh Jhon R. King. Konsep yang dipakai pada pendekatan ini adalah untuk membentuk blok diagonal dengan mengalokasikan ulang kolom dan baris matriks komponen mesin secara berulang-ulang yang dinyatakan dengan nilai binary.
Adapun keunggulan dari metode ROC adalah pengelompokan komponen mesin yang lebih mudah, efektif dan efisien jika dibandingkan dengan metode analisis cluster lainnya. ROC mudah dalam mendesain kelompok komponen (part family) dan kelompok mesin (machine cell) serta dapat lebih mudah melihat mesin yang bottleneck..
Adapun langkah-langkah pengerjaan dengan menggunakan rank order clustering (based sorted algorithm) untuk mendapatkan pengelompokan komponen adalah sebagai berikut:
1. Untuk masing-masing baris dari matriks insiden mesin-komponen diberikan bobot biner dan dihitung ekuivalen decimal (bobot). Misalnya, nilai keterkaitan komponen-mesin untuk baris 1 adalah 0 1 1 0 0 0, maka nilai ekuivalen desimalnya adalah:
0 x 25 + 1 x 24 + 1 x 23 + 0 x 22 + 0 x 21 + 0 x 20 = 24
2. Diurutkan nilai ekuivalen baris dari urutan terbesar hingga terkecil (decreasing order).
10
3. Matriks ditransformasikan dengan mengganti baris dan kolom.
4. Diurutkan diurutkan nilai ekuivalen kolom dari urutan terbesar hingga terkecil (decreasing order).
5. Perhatikan apakah ranking atau urutan nilai ekuivalen baris dan kolom berbeda. Jika ya, lanjutkan ke langkah 6. Jika tidak, perhitungan berhenti. 6. Ulangi langkah 1 sampai dengan 4 sampai urutan atau ranking
masing-masing elemen dalam baris dan kolom tidak berbeda. Contoh11:
Asumsikan matriks komponen-mesin seperti pada Tabel 3.1.
Tabel 3.1. Matriks Keterkaitan Mesin-Komponen
Mesin Part
1 2 3 4 5
A B C D 0 1 0 1 1 0 1 0 0 1 0 1 1 0 1 0 1 0 0 0
Langkah 1: Hitung nilai desimal ekuivalen berdasarkan sistem biner seperti yang ditunjukkan pada Tabel 3.2
Tabel 3.2. Pembobotan Sistem Biner
Mesin
Part
1 2 3 4 5
24 23 22 21 20
A B C D 0 1 0 1 1 0 1 0 0 1 0 1 1 0 1 0 1 0 0 0
Baris I (Mesin A) = 0 x 24 + 1 x 23 + 0 x 22 + 1x 21 + 1 x 20 = 11 Baris II (Mesin B) = 1 x 24 + 0 x 23 + 1 x 22 + 0 x 21 + 0 x 20 = 20
11
Baris III (Mesin C) = 0 x 24 + 1 x 23 + 0 x 22 + 1 x 21 + 0