Ulasan Perbaikan Effektivitas Mesin Dengan Menggunakan Metode Overall Equipment Effektiveness Sebagai Dasar Penerapan Total Productive maintenance Di PTPN IV Pabatu
Teks penuh
Gambar



Dokumen terkait
Namun berdeda yang terjadi saat dilapangan, terkhusus pada mesin yang menjadi objek penelitian dimana mesin tidak boleh mengalami istirahat/berhenti dengan
Cacat produk gula yang disebabkan kerusakan proses putaran, yaitu dari stasiun sentrifugal bagian mesin puteran high grade fugal. Nilai tersebut menunjukkan bahwa OEE mesin
fasilitas maupun peralatan pabrik dan mengadakan perbaikan atau penyesuaian maupun penggantian yang diperlukan agar diperoleh suatu keadaan operasi produksi yang memuaskan sesuai
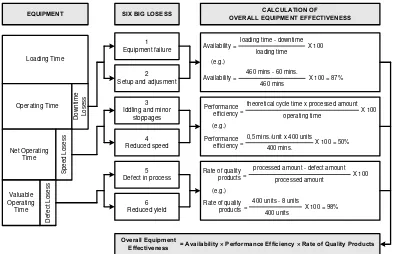
Downtime Losses (Availability) terdiri dari : Breakdown Losses/Equipment Failures yaitu kerusakan mesin/peralatan yang tiba-tiba atau kerusakan yang tidak diinginkan
Data primer adalah data yang diperoleh dari hasil pengamatan secara langsung, yaitu jumlah mesin produksi yang digunakan, cara kerja mesin, proses produksi, dan datayang
Six big losses dihitung untuk mengetahui overall equipment effectiveness (OEE) dari suatu peralatan agar dapat diambil langkah-langkah untuk perbaikan mesin tersebuta.
Downtime Losses (Availability) terdiri dari : Breakdown Losses/Equipment Failures yaitu kerusakan mesin/peralatan yang tiba-tiba atau kerusakan yang tidak diinginkan tentu
Latar Belakang Permasslahan Terhentinya suatu proses pada lantai produksi sering kali disebabkan adanya masalah dalam mesin/peralatan produksi, misalnya mesin berhenti secara
