DAFTAR PUSTAKA
Besterfield, Dale H. 2004. Quality Control.7th Edition. Pearson Prentice Hall: New Jersey.
Gaspersz, Vincent. 2002. Total Quality Management. PT. GramediaPustakaUtama, Jakarta, 2002.
Pande, Peter. 2002. The Six Sigma Way. PenerbitAndi: Yogyakarta Sinulingga, Sukaria.2013. MetodePenelitianEdisi 3. USU Press: Medan.
BAB III
LANDASAN TEORI
3.1. Kualitas
Sekarang ini, peningkatan kualitas dan upaya penekanan biaya produksi-operasional merupakan masalah penting di keseluruhan lini proses industrialisasi, baik itu di industri manufaktur (produk berupa barang) maupun non-manufaktur (produk berupa jasa pelayanan). Hal itu disebabkan pelanggan dewasa ini semakin memberikan perhatian besar kepada kualitas produk sesuai dengan ekspektasinya.
Secara ilmiah ada beberapa definisi mengenai kualitas itu sendiri, antara lain:
a. Kualitas adalah sesuatu yang tidak dapat dipisahkan dari karakteristik, derajat, atau nilai-nilai dari suatu keunggulan
b. Kualitas adalah totalitas karakteristik dari berbagai entitas yang memberikan segenap kemampuannya pada nilai-nilai kebutuhan serta nilai-nilai kepuasan (ISO 8402).
c. Kualitas adalah mengerjakan dengan cara yang benar, dan setiap saat berpikir dengan cara yang benar
Dan, berikut ini adalah beberapa pendekatan kualitas (Rao, et.al., 1996): a. Transcendent approach, kualitas adalah pencapaian standar tertinggi
dibandingkan dengan yang buruk.
c. User base approach, kualitas dilihat dari segi kesesuaian penggunanya.
d. Manufacturing base approach, kualitas adalah kesesuaian dengan standar yang telah dibuat.
e. Value base approach, kualitas adalah tingkat mutu istimewa pada harga yang dapat diterima
Hal yang penting untuk dipikirkan dalam upaya pencapaian kesempurnaan produk adalah masalah-masalah yang ada dalam segenap aktivitas penciptaan produk yang melebihi dari apa yang menjadi ekspektasi dari pelanggan. Pada prinsipnya, apabila produk telah memenuhi atau melebihi harapan konsumen, maka dapat diartikan bahwa produk tersebut telah mencapai nilai-nilai kualitas yang baik.
3.2. Variasi
dilakukan dalam memutuskan segala sesuatu tidakboleh dibuat dengan hanya memeriksa satu atau dua benda saja.Sekelompok benda membentuk pola dengan karakteristik yang terbatas. Jika benda-benda yang identik dari sebuah proses diukur dimensi-dimensi tertentunya dengan hati-hati, maka akan muncul suatu pola tertentu. Untuk mengetahui kemampuan suatu proses, pola ini harus dianalisa.
Pada dasarnya terdapat dua jenis penyebab terjadinya variasi, yaitu:
a. Variasi penyebab umum (common cause variation), penyebab variasi ini adalah hal-hal yang sulit dihindari dan sudah melekat pada proses, seperti variasi bahan baku, kondisi temperatur ruang yang berubah-ubah, getaran ruangan, ketidakstabilan peralatan, dan sebagainya.
b. Variasi penyebab khusus (special cause variation), penyebab variasi ini timbul di luar sistem, dan bisa dihindari, seperti pergantian material yang menyebabkan terjadinya variasi yang besar pada kualitas material, temperatur proses, atau kecepatan peralatan yang tidak sesuai, kesalahan operator, kerusakan peralatan, dan sebagainya. Ada banyak sekali penyebab khusus variasi dalam sebuah manufaktur.
penyebab khusus, dan memprediksi hasil berikutnya.Variasi yang terjadi akibat penyebab khusus terlebih dahulu dihilangkan sebelum menghilangkan variasi penyebab khusus sebagai usaha untuk melakukan perbaikan secara kontinu.
3.3. Kapabilitas Proses
Kapabilitas proses mendeskripsikan kemampuan proses untuk memproduksi atau menyerahkan output sesuai dengan ekspektasi dan kebutuhan pelanggan. Prinsip-prinsip dasar dari kapabilitas proses adalah sebagai berikut: a. Aktualisasi rata-rata kinerja proses harus sebanding dengan level kinerja ideal
atau nilai target.
b. Tebaran kinerja proses harus relatif lebih kecil dari batasan tebaran spesifikasi. Kapabilitas proses sering dinyatakan dengan indeks kapabilitas proses, yang merupakan suatu ukuran kinerja kritis yang menggambarkan hubungan antara variabilitas proses dan batasan tebaran spesifikasi.Indeks kapabilitas proses C
p, adalah persamaan gambaran dari harga rasio tebaran spesifikasi atau tebaran proses terhadap 6 standar deviasi (6σ). Secara matematis, indeks kapabilitas
proses C
p dapat dinyatakan dengan formula sebagai berikut:
dimana ,
USL : Upper specification limit LSL : Lower specification limit
Persyaratan asumsi penggunaan formula ini adalah bahwa distribusi proses harus berdistribusi normal dan nilai rata-rata proses (X) harus tepat sama dengan nilai target (T), yang berarti nilai X proses harus tepat berada di tengah interval nilai USL dan LSL. Perlu dicatat bahwa nilai C
p dan kapabilitas proses itu dihitung menggunakan kapabilitas proses 3 sigma sebagai referensi. Misalnya, jika pengendalian kapabilitas proses yang diinginkan adalah pada tingkat 4,5 sigma, maka nilai C
p harus sama dengan 4,5/3 = 1,50. Berdasarkan konsep ini, kita dapat menentukan berbagai nilai C
p pada kapabilitas sigma tertentu. Maka daripada itu, kapabilitas 6 sigma dicapai ketika C
p = 2,0 dan hanya mengandung 3,4 DPMO.Rekapitulasi selengkapnya dapat dilihat pada Tabel 3.1.
Tabel 3.1. Indeks Kapabilitas Proses dan Pencapaian Nilai Sigma
Cp Nilai
1,33 4σ 6.210 (rata-rata industri USA)
15-25% nilai
penjualan 99,379%
1,67 5σ 233 (rata-rata industri Jepang)
5-15% nilai
penjualan 99,9767%
2,00 6σ 3,4 (industri kelas dunia) < 1% nilai
3.4. Taguchi’s QualityLoss Function1
Sebuah produk dijual jenis produk dan harganya.Jenis barang berhubungan dengan fungsi produk dan ukuran pasar.Kualitas produk berhubungan dengan kerugian dan ukuran pasar.Kualitas sering diartikan sebagai kesesuaian dengan spesifikasi. Bagaimanapun, Taguchi menujukkan sisi lain dari kualitas yang berhubungan dengan biaya dan kerugian dalam dollar, tidak hanya untuk pabrik pada saat produksi tetapi juga pada konsumen dan masyarakat secara kesuluruhan.
Kerugian selalu dianggap sebagai biaya tambahan yang tejadi pada saat produk dikirim.Setelah itu, masyarakat yang menjadi konsumenlah yang membayar kerugiaan kualitas. Awalnya, perusahaan akan membayar dalam bentuk garansi. Setelah periode garansi habis, konsumen akan membayar ongkos perbaikan produk. Tetapi secara tidak langsung, perusahaan secara mutlak menerapkan harga sebagai respon terhadap reaksi negatif konsumen dam biaya yang sulit untuk dihitung seperti ketidakpuasan konsumen, waktu dan uang yang diberikan konsumen. Akhirnya, reputasi perusahaan akan rusak dan akan kehilangan pasarnya.
Taguchi (2005) mengartikan kualitas sebagai kerugian yang disebabgkan oleh produk ke masyarakat mulai pada saat produk dikirim.Tujuan dari quality loss function adalah evaluasi secara kuantitatif terhadap kerugian yang disebabkan oleh variasi produk yang terjadi.
Biasanya, inti dari pengendalian kualitas adalah persentase kecacatan dan
1
penanggulangannya. Jika produk cacat dikirim akan mengakibatkan masalah kualitas. Jika produk cacat tidak dkirim akan menyebabkan kerugian untuk perusahaan. Untuk menghindari kerusakan pada reputasi perusahaan, sangat penting untuk melakukan perkiraan kualitas produk sebelum dikirim.Ketika produk yang dikirim sesuai dengan spesifikasi, dibutuhkan peramalan tingkat kualitas dari produk yang tidak cacat.Untuk memenuhi maksud tersebut digunakan process capability index.Indeks ini dihitung berdasarkan pembagian toleransi dengan 6σ. Rumusnya adalah sebagai berikut:
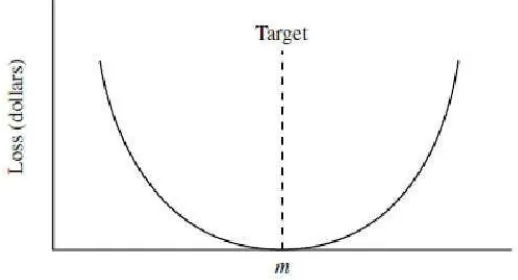
Dan loss function dihitung dengan rumus:
Dimana L adalah kerugian dalam satuan uang ketika karakteristik kualitas sesuai dengan y, y adalah nilai dari karakteristik kualitas contohnya panjang, lebar, konsentrasi, dan lain-lain., m adalah nilai target dari y, dan k adalah konstanta.
Gambar 3.1 Quality Loss Function
Rumus loss function L dapat dikembangkan dalam deret Taylor di sekitar nilai target m:
Dikarenakan nilai L minimum pada y=m, L’(m)= 0. L(m) selalu konstan dan ditolak sejak akibatnya adalah untuk menaikkan atau menurunkan nilai L(y) secara uniform di semua nilai y. oleh karena itu, pendekatan rumus berikut dapat digunakan:
kerugian akibat deviasi karakteristik kualitas dari nilai targetnya.
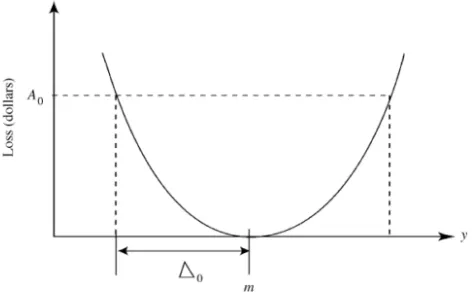
Untuk produk dengan nilai target m, dari sudut pandang konsumen, ±Δ0
menggambarkan deviasi yang mana kegagalan fungsional produk atau komponen. Ketika produk yang dihasilkan berada pada karakteristik kualitas ekstrim m + Δ0 atau m - Δ0, penanggulangan harus dilakukan terhadap rata-rata konsumen. Biaya penanggulangan ini disebut A0, kemudian qualityloss function adalah:
Dimana
Nilai k konstan untuk satu karakteristik kualitas dan nilai target m secara jelas ditampilkan pada Gambar 3.2 berikut
Gambar 3.2 Kurva Quality Loss function
3.4.1. Klasifikasi Karakteristik Kualitas
Nominal-the-best adalah tipe dimana terdapat target nyata yang ingin dicapai. Terdapat batas bawah dan batas atas dari spesifikasi.Contohnya ketebalan komponen, panjang part, nilai arus keluar pada resistor yang diberikan tegangan tertentu. Nilai L dirumuskan sebagai berikut:
2. Smaller-the-Better (S-type)
Tipe ini adalah tipe yang digunakan untuk hasil yang diharapkan minimum dimana target yang ideal adalah nol. Contohnya penggunaan komponen, kebisingan, jumlah polusi udara. Semua yang dicontohkan adalah sesuatu yang tidak diinginkan.Di tipe ini, data non-negatif dimasukkan. Untuk tipe ini, fungsi menjadi:
3. Larger-the-Better (L-type)
Tipe ini digunakan untuk hasil yang diharapkan maksimum, target idealnya tak terhingga. Contohnya kekuatan material dan efisiensi bahan bakar. Rumusnya adalah:
3.5. Failure Mode and Effect Analysis (FMEA)
FMEA pertama kali dikembangkan oleh NASA pada tahun 1960-an. Pada awalnya, implementasi FMEA seringkali dilakukan oleh industri manufakturotomotif dalam mengukur dan mengindikasi kemungkinan potensi-potensi cacat pada tahap perancangan suatu produk guna untuk meningkatkan kualitas, kehandalan (realibilitas), dan keamanan produknya.
FMEA merupakan teknik analisis yang digunakan sebagai alat untuk mengidentifikasi, memprioritaskan, dan mengeliminasi kegagalan potensial dari sistem, desain, dan proses sebelum sampai ke konsumen (Kmenta Sveyen, 2002). Secara umum FMEA didefinisikan sebagai sebuah teknik yang mengidentifikasikan 3 hal, yaitu:
a. Penyebab kegagalan yang potensial dari proses atau produk selama siklus hidupnya.
b. Efek dari kegagalan tersebut.
c. Tingkat kekritisan efek kegagalan terhadap fungsi proses atau produk.
FMEA merupakan tool dalam menganalisis kehandalan (realibility) dan penyebab kegagalan, untuk mencapai persyaratan kehandalan dan keamanan produk, dengan memberikan informasi dasar mengenai prediksi kehandalan, desain produk, dan desain proses.
Ada beberapa tipe FMEA, 3 diantaranya lebih sering digunakan dibandingkan yang lainnya. Tipe-tipe FMEA tersebut adalah:
dalamnya interaksi sistem dengan sistem lain dan interaksi antarelemen sistem.
b. FMEA Desain, berfokus pada defisiensi desain.
c. FMEA Proses, berfokus pada potensi moda kegagalan yang disebabkan oleh defisiensi proses manufaktur dan perakitan.
Penggunaan FMEA dapat memberikan manfaat secara langsung sampai ke tingkat dasar bagi perusahaan (Ford Motor Company, 1992), dengan:
a. Meningkatkan kualitas, kehandalan, dan keamanan produk. b. Meningkatkan citra dan daya perusahaan.
c. Membantu meningkatkan kepuasan pelanggan. d. Mengurangi waktu dan biaya pengembangan produk.
3.5.2. Implementasi FMEA
Tahapan pelaksanaan FMEA dibagi dalam tiga fase kritis.Fase pertama adalah untuk menentukan bentuk kesalahan potensial.Fase kedua adalah untuk menganalisis data untuk ketepatan, deteksi, dan peringkat keparahan. Dan, fase ketiga adalah memodifikasi desain produk atau proses terbaru dan pengembangan proses pengendalian. Secara ringkas, analisis yang dilakukan itu adalah sebagai berikut:
a. Process function/requirement
meliputi kecepatan proses, output, dan kualitas hasil proses. Sedangkan, fungsi sekunder adalah fungsi tambahan yang diharapkan ketika fungsi primer telah dipenuhi. Fungsi sekunder antara lain meliputi: faktor keamanan, kenyamanan,dan ekonomi.
b. Potential failure mode
Kegagalan adalah ketidakmampuan sistem dari suatu produk atau proses untuk menjalankan fungsinya sesuai dengan standar kinerja yang diinginkan pemakai. Moda kegagalan adalah kejadian yang menyebabkan suatu kegagalan fungsi. Moda kegagalan proses adalah penyebab suatu komponen ditolak karena karakteristik komponen yang tidak sesuai dengan spesifikasi teknisnya.
c. Potential effect(s) of failure
Efek kegagalan adalah akibat yang terjadi jika moda kegagalan muncul. Efek kegagalan dapat terjadi pada (Ford Motor Co.,1992):
1. Pengguna berikutnya.
2. Pengguna hilir (proses perakitan atau proses pelayanan). 3. Konsumen akhir.
4. Produk operasional. 5. Keamanan operator.
6. Pemenuhan peraturan pemerintah. 7. Mesin atau peralatan.
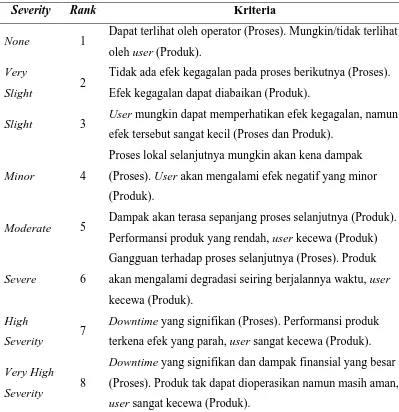
Severity merupakan pembobotan tingkat keseriusan/derajat keparahan dari efek kegagalan potensial pada komponen, sub-sistem, sistem, atau konsumen, jika kegagalan terjadi.Nilai ranking severity untuk FMEA Proses ditunjukkan dalam Tabel 3.2.
Tabel 3.2. Penilaian Severity FMEA yang Disarankan
Severity Rank Kriteria
None 1 Dapat terlihat oleh operator (Proses). Mungkin/tidak terlihat oleh user (Produk).
Very
Slight 2
Tidak ada efek kegagalan pada proses berikutnya (Proses). Efek kegagalan dapat diabaikan (Produk).
Slight 3 User mungkin dapat memperhatikan efek kegagalan, namun efek tersebut sangat kecil (Proses dan Produk).
Minor 4
Proses lokal selanjutnya mungkin akan kena dampak (Proses). User akan mengalami efek negatif yang minor (Produk).
Moderate 5 Dampak akan terasa sepanjang proses selanjutnya (Produk). Performansi produk yang rendah, user kecewa (Produk)
Severe 6
Gangguan terhadap proses selanjutnya (Proses). Produk akan mengalami degradasi seiring berjalannya waktu, user kecewa (Produk).
High
Severity 7
Downtime yang signifikan (Proses). Performansi produk terkena efek yang parah, user sangat kecewa (Produk). Very High
Severity 8
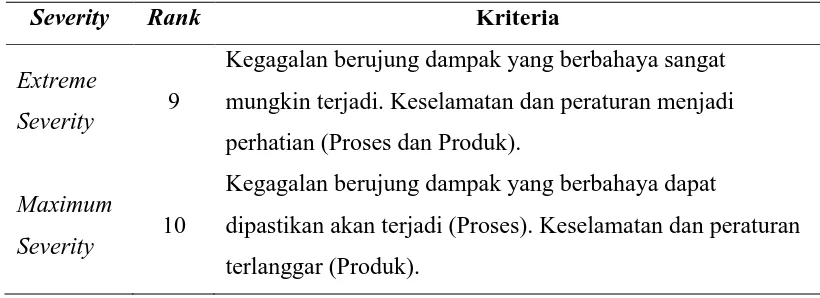
Tabel 3.2. Penilaian Severity FMEA yang Disarankan (Lanjutan)
Severity Rank Kriteria
Extreme
Severity 9
Kegagalan berujung dampak yang berbahaya sangat mungkin terjadi. Keselamatan dan peraturan menjadi perhatian (Proses dan Produk).
Maximum
Severity 10
Kegagalan berujung dampak yang berbahaya dapat
dipastikan akan terjadi (Proses). Keselamatan dan peraturan terlanggar (Produk).
e. Potential cause(s)/mechanism(s) of failure
Untuk mencapai sistem yang handal, diperlukan pemahaman dari pihak design engineer mengenai penyebab kegagalan, sehingga penelusuran defisiensi dan ketidaksesuaian dalam sistem dapat mengenali penyebab dan mengambil tindakan korektif sehingga pencapaian kehandalan sistem yang tinggi dapat diraih. Ada beberapa faktor utama yang menjadi penyebab terjadinya kegagalan, antara lain:
1. Defisiensi dalam desain, kegiatan, dan usaha engineering serta perubahan dalam desain, upgrading komponen, dan kriteria desain yang tidak cukup. 2. Defisiensi material.
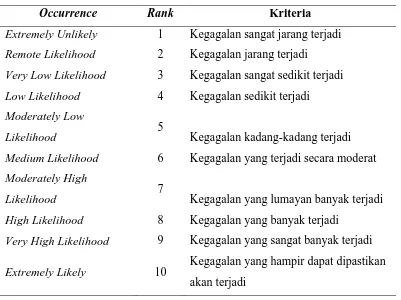
3. Kesalahan dalam perakitan. 4. Kondisi kerja yang tidak layak. 5. Pemeliharaan yang tidak memadai. f. Occurrence
Tabel 3.3. Penilaian Occurrence FMEA yang Disarankan
Occurrence Rank Kriteria
Extremely Unlikely 1 Kegagalan sangat jarang terjadi Remote Likelihood 2 Kegagalan jarang terjadi
Very Low Likelihood 3 Kegagalan sangat sedikit terjadi Low Likelihood 4 Kegagalan sedikit terjadi
Moderately Low
Likelihood 5 Kegagalan kadang-kadang terjadi Medium Likelihood 6 Kegagalan yang terjadi secara moderat Moderately High
Likelihood 7 Kegagalan yang lumayan banyak terjadi High Likelihood 8 Kegagalan yang banyak terjadi
Very High Likelihood 9 Kegagalan yang sangat banyak terjadi Extremely Likely 10 Kegagalan yang hampir dapat dipastikan
akan terjadi
g. Current control
Current control mendeskripsikan tindakan pengendalian yang dapat ataupun telah dilakukan pada saat ini.
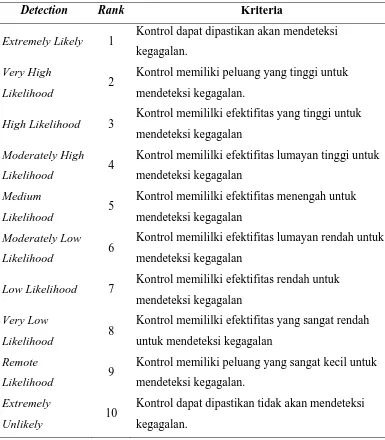
h. Detection
Tabel 3.4. Penilaian Detection FMEA yang Disarankan
Detection Rank Kriteria
Extremely Likely 1 Kontrol dapat dipastikan akan mendeteksi kegagalan.
Very High
Likelihood 2
Kontrol memiliki peluang yang tinggi untuk mendeteksi kegagalan.
High Likelihood 3 Kontrol memililki efektifitas yang tinggi untuk mendeteksi kegagalan
Moderately High Likelihood 4
Kontrol memililki efektifitas lumayan tinggi untuk mendeteksi kegagalan
Medium
Likelihood 5
Kontrol memililki efektifitas menengah untuk mendeteksi kegagalan
Moderately Low
Likelihood 6
Kontrol memililki efektifitas lumayan rendah untuk mendeteksi kegagalan
Low Likelihood 7 Kontrol memililki efektifitas rendah untuk mendeteksi kegagalan
Very Low
Likelihood 8
Kontrol memililki efektifitas yang sangat rendah untuk mendeteksi kegagalan
Remote
Likelihood 9
Kontrol memiliki peluang yang sangat kecil untuk mendeteksi kegagalan.
Extremely
Unlikely 10
Kontrol dapat dipastikan tidak akan mendeteksi kegagalan.
i. Risk priority number (RPN)
j. Recommended action
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT. XYZ yang bergerak dalam memproduksi tepung. Perusahaan ini berlokasi Kecamatan Sei Rampah, Kabupaten Serdang Bedagai Provinsi Sumatera Utara. Waktu penelitian ini dilakukan pada bulan april sampai dengan selesai.
4.2. Objek Penelitian
Objek penelitian yang diteliti oleh peneliti adalah karakteristik pengujian kualitas produk tepung yang dihasilkan oleh PT. XYZ.
4.3. Jenis Penelitian2
Penelitian ini termasuk dalam penelitian jenis deskriptif penelitian ini bertujuan untuk mendeskripsikan secara sistematik, faktual, dan akurat tentang fakta-fakta dan sifat-sifat suatu objek tertentu. Pada penelitian deskriptif ini juga berbentuk action research yaitu menggunakan metode perbaikan yang mampu diaplikasikan pada perusahaan.
2
4.4. Variabel Penelitian
Varibel penelitian yang akan diamati dalam penelitian ini yaitu:
1. Variabel Independen, yang merupakan variabel yang mempengaruhi dan menjadi sebab perubahan atau timbulnya variabel akibat. Variabel independen pada penelitian ini adalah variasi karakteristik pengujian produk tepung.
2. Variabel Dependen, yang merupakan variabel yang dipengaruhi atau menjadi variabel akibat dari variabel independen. Variabel dependen pada penelitian ini adalah loss proses produksi.
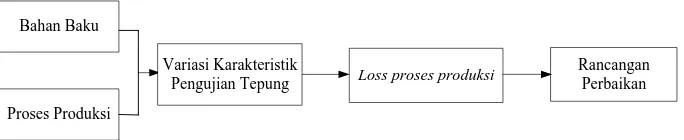
4.5. Kerangka Berpikir
Penggunaan konsep Taguchi’s Quality Loss Function dan tools Failure Mode and Effect Analysis (FMEA) didasarkan pada proses produksi dan definisi toleransi karakteristik pengujian produk tepung yang belum optimal. Hal ini dikarenakan adanya ketidaksesuaian antara karakteristik aktual dan karakteristik ekspektasi produk tepung dan juga proses produksi yang belum baik. Adapun kerangka konsep berpikir dapat dilihat pada Gambar 4.1.
Bahan Baku
Loss proses produksi Rancangan
Perbaikan Proses Produksi
Variasi Karakteristik Pengujian Tepung
4.6. Rancangan Penelitian
Penelitian ini dilaksanakan dengan mengikuti langkah-langkah berikut: 1. Penelitian diawali dengan memperoleh data dan kondisi serta
masalah-masalah yang ada pada perusahaan, proses produksi, dan informasi lainnya yang ditunjang dengan literatur dan teori pendukung metode pemecahan masalah.
2. Tahapan berikutnya adalah pengumpulan data primer yang berupa data karakteristik pengujian produk tepung yang aktual dan proses produksi. Data sekunder yang berupa data karakteristik pengujian produk tepung yang diharapkan dan data biaya produksi.
3. Tahapan berikutnya adalah dilakukan pengolahan data dari data yang diperoleh dengan konsep Taguchi’s Quality Loss Function dan tools Failure Mode and Effect Analysis.
4. Berikutnya adalah dilakukan analisis terhadap pemecahan masalah atau pengolahan data.
Studi Pendahuluan
- Karakteristik kualitas produk tepung yang aktual dan ekspektasi
- Informasi pendukung
Studi Literatur
- Teori dan Literatur Taguchi’s Quality Loss
Function
- Teori dan Literatur Failure Mode & Effect
Analysis
Kesimpulan dan Saran Mulai
Pengumpulan Data
Data Primer :
- Data Variasi karakteristik pengujian tepung aktual - Proses produksi
Data Sekunder
- Data Variasi karakteristik pengujian tepung ekspektasi - Biaya Produksi
Pengolahan Data • Taguchi’s Quality Loss Function • Failure Mode and Effect Analysis
Analisis Pemecahan Masalah
Selesai
Gambar 4.2. Flow Chart Penelitian
4.7. Pengumpulan Data
metode pengumpulan data yang dilakukan pada penilitian ini yaitu dengan melihat jumlah output yang dihasilkan perminggunya sebesar 540 sak/minggu, maka jumlah sampel yang akan diambil adalah sebesar 35 sak (Besterfield, D. 2000). Pengumpulan sampel data dibagi ke dalam 7 subgrup, masing-masing 5 unit. Peneliti juga melakukan wawancara langsung kepada pihak-pihak yang berwenang yang dapat membantu dalam peroses pengumpulan data dimana dalam hal ini pada PT. XYZ.
4.8. Pengolahan Data
Pengolahan data yang dilakukan secara umum terbagi dua konsep besar yaitu:
1. Konsep Taguchi’s Quality Loss Function.
a. Memetakan nilai karakteristik pengujian tepung aktual (Xbar-S Chart) b. Menghitung Process Capability
c. Menghitung Loss proses produksi
d. Menghitung toleransi karakteristik pengujian tepung yang optimal 2. Tools Failure Mode and Effect Analysis.
a. Menganalisis nilai severity, occurrence, detection proses produksi b. Merancang perbaikan proses
Mulai
Selesai
Memetakan nilai karakteristik pengujian tepung aktual (Xbar-S
Chart)
Menghitung Process Capability
Menghitung Loss proses produksi
Menganalisis nilai Severity,
Occurrence, Detection proses
produksi
Menghitung toleransi karakteristik pengujian tepung yang optimal
Merancang perbaikan proses
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
5.1.1. Pengukuran Karakteristik Pengujian Tepung
Adapun pengukuran karakteristik pengujian tepung pada PT. XYZ dapat dilihat pada table 5.1.
Tabel 5.1. Karakteristik Pengujian Tepung
Karakteristik
Pengujian Tepung
pH Warna Kadar Air (%) SO2 (ppm)
5.20-7.0 93.0-93.55 13.0-13.5 28-32 Karakteristik teknis pengujian tepung yang diukur adalah pH, warna, kadar air, SO2(ppm). Hasil pengukuran karakteristik pengujian tepung pH aktual dapat dilihat pada Tabel 5.2.
Tabel 5.2. Hasil Pengukuran Karakteristik Pengujian Tepung pH
Berdasarkan data tersebut dapat dilihat bahwa ada beberapa sampel yang kurang dari standar yang telah ditetapkan oleh perusahaan.
Hasil pengukuran karakteristik pengujian tepung warna aktual dapat dilihat pada Tabel 5.3.
Tabel 5.3. Hasil Pengukuran Karakteristik Pengujian Tepung Warna Aktual
Karakteristik Warna
Subgroup Pengukuran
X1 X2 X3 X4 X5
1 93.32 93.34 93.04 93.31 92.92 2 93.05 93.51 93.06 93.21 93.48 3 93.23 93.34 93.17 93.50 93.24 4 93.54 93.06 93.62 93.33 93.50 5 93.34 93.26 93.59 93.55 93.51 6 93.22 93.34 93.10 93.31 93.37 7 93.48 93.07 93.47 93.37 93.22
Berdasarkan data tersebut dapat dilihat bahwa terdapat sampel yang diluar dari standar yang telah ditetapkan oleh perusahaan.
Tabel 5.4. Hasil Pengukuran Karakteristik Pengujian Tepung Kadar Air
Berdasarkan data tersebut dapat dilihat bahwa terdapat sampel yang diluar dari standar yang telah ditetapkan oleh perusahaan.
Hasil pengukuran karakteristik pengujian tepung SO2(ppm) aktual dapat dilihat pada Tabel 5.5.
Tabel 5.5. Hasil Pengukuran Karakteristik Pengujian Tepung SO2(ppm)
Aktual
Karakteristik SO2(ppm)
Berdasarkan data tersebut dapat dilihat bahwa terdapat sampel yang diluar dari standar yang telah ditetapkan oleh perusahaan.
Pengolahan Data
5.2.1. Perhitungan Loss Karakteristik Pengujian Tepung
5.2.1.1. Pembuatan Peta Kontrol – s
Peta kontrol adalah alat yang digunakan untuk melihat apakah suatu proses berada dalam pengendalian statistik, memantau proses terus-menerus sepanjang waktu agar proses tetap stabil dan hanya mengandung variasi penyebab umum, serta menentukan digunakan sebagai langkah awal perhitungan process capability. Pada penelitian ini, peta kontrol yang digunakan adalah peta kontrol – s, karena ukuran sampel yang dipakai adalah 35 (n>10) (Besterfield D, 2000).
5.2.1.1.1. Pembuatan Peta Kontrol – s Karakteristik pH
Adapun rekapitulasi hasil pengujian dan s karakteristik pH ditunjukkan pada Tabel 5.6
Tabel 5.6. Hasil Pengujian dan s Karakteristik pH
Karakteristik pH
Subgroup Hasil Pengujian Perhitungan
X1 X2 X3 X4 X5 S
7
Gambar 5.1. Peta Kontrol Karakteristik pH
BAB VI
ANALISIS DAN EVALUASI PEMECAHAN MASALAH
6.1. Analisis Pemecahan Masalah
6.1.1. Analisis Peta Kontrol
Peta kontrol pada penelitian ini digunakan untuk melihat apakah proses produksi tepung berada dalam pengendalian statistik. Data peta kontrol diperoleh dari hasil perhitungan rata-rata dan standar deviasi yang menunjukkan variasi karakteristik. Setelah memetakan semua karakteristik tepung diperoleh bahwa terdapat variasi pada karakteristik tepung. Selanjutnya hasil dari perhitungan standart deviasi tersebut akan digunakan untuk perhitungan process capability.
6.1.2. Analisis Process Capability Index
Indeks kapabilitas proses digunakan sebagai tolak ukur kemampuan suatu proses untuk menghasilkan suatu produk sesuai dengan kebutuhan/syarat dari konsumen atau pesifikasi yang diharapkan. Rekapitulasi hasil perhitungan indeks kapabilitas proses untuk setiap karakteristikditunjukkan padaTabel 6.1.
Tabel 6.1. Indeks Kapabilitas Proses
Karakteristik Cp Deskripsi Pencapaian Sigma
Dari hasil perhitungan yang ditunjukkan padaTabel 6.1, proses yang ada saat ini masih sangat rendah kapabilitasnya dalam menghasilkan produk seperti yang diharapkan costumer.
6.1.3. Analisis Loss Perusahaan
Loss perusahaan adalah biaya tambahan yang harus dikeluarkan perusahaan selama melakukan proses rework untuk memperbaiki karakteristik teknis produk yang tidak sesuai spesifikasi. Biaya tambahan ini kemudian dikaitkan dengan biaya tenaga kerja dan overhead pabrik yang terjadi selama proses rework ini. Melalui pengolahan data menggunakan konsep Taguchi’s Quality Loss Function, didapatkan hasil bahwa loss perusahaan yang terjadi adalah sebesar Rp 327.496.284/ tahun, kemudian dilakukan usulan perbaikan pada karakteristik kadar air (proses pengayakan) sebesar Rp 304.249.284/ tahun sehingga dihasilkan selisih loss perusahaan sebesar Rp 23.247.000 / tahun.
6.1.4. Analisis Failure Mode and Effect Analysis
a. Persilangan kegagalan 1, yaitu kegagalan kecacatan karakteristik warna dan karakteristik kadar air, yang disebabkan bahan baku singkong tidak sesuai spesifikasi namun tidak disertai dengan alat kontrol yang mumpuni.
b. Persilangan kegagalan 2, yaitu kegagalan kecacatan karakteristik warna dan karakteristik kadar air, yang disebabkan oleh air yang berlebih pada proses mixer namun tidak disertai dengan alat kontrol yang mumpuni.
c. Persilangan kegagalan 4, kecacatan karakteristik pada pH dan karakteristik pada SO2 yang disebabkan oleh tidak meratanya adukan pati namun tidak disertai dengan alat kontrol yang mumpuni.
6.2. Evaluasi Pemecahan Masalah
6.2.1. Evaluasi Loss Perusahaan
Berdasarkan hasil dari selisih perhitungan loss perusahaan yang diperoleh terlihat bahwa faktor penyebab karakteristik kadar air (proses pengayakan) sudah mengalami perubahan nilai loss perusahaan, akan tetapi tidak terlalu signifikan. Sehingga diharapkan menjadi masukan bagi peneliti yang selanjutnya.
6.2.2. Evaluasi Failure Mode and Effect Analysis
Berdasarkan identifikasi FMEA, maka tindakan pencegahan yang harus dilakukan perusahaan, yaitu :
b. Persilangan kegagalan 2, maka evaluasi yang diberikan yaitu menentukan takaran volume air yang digunakan pada proses mixer berdasarkan data penggunaan air sebelumnya.
BAB VII
KESIMPULAN DAN SARAN
7.1. Kesimpulan
Dari hasil pengolahan dan analisis data, maka dapat diambil beberapa kesimpulan sebagai berikut:
1. Berdasarkan uji yang dilakukan pada peta kontrol untuk melihat variasi karakteristik tepung, diperoleh bahwa karakteristik dari pH, warna, kadar air dan SO2 masih terdapat variasi yang signifikan.
2. Nilai capability process dari masing-masing karakteristik tepung, dinyatakan belum kapabel (belum sesuai spesifikasi yang diinginkan konsumen).
3. Nilai loss perusahaan awal sebesar Rp 327.496.284/tahun. Nilai loss perusahaan usulan sebesar Rp 304.249.284/tahun. Sehingga diperoleh selisih loss perusahaan sebesar Rp 23.247.000/tahun.
4. Penyebab variasi karakteristik pada produk tepung adalah :
a. Kadar air : tidak meratanya pada proses pengayakan, pemilhan bahan baku yang tidak semua sesuai spesifikasi seperti pada umur ubi dan takaran air yang digunakan.
b. Warna : pemilihan bahan baku yang tidak sesuai spesifikasi seperti pada umur ubi yang tidak semuanya sama.
a. Perubahan kecepatan proses pengayakan dari 200Hz menjadi 450Hz untuk perbaikan karakteristik kadar air.
b. Pemilihan bahan baku yang sesuai dengan spesifikasi seperti umur ubi. c. Penentuan takaran volume air yang digunakan pada proses mixer
berdasarkan data penggunaan volume air sebelumnya.
d. Penentuan kecepatan putaran mixer disesuaikan dengan volume pati yang masuk pada mixer.
7.2 Saran
Adapun saran yang dapat diberikan kepada perusahaan untuk perbaikan selanjutnya, antara lain:
1. Diharapkan pada penelitian selanjutnya dapat menentukan faktor yang paling signifikan mempengaruhi proses produksi.
2. Pihak perusahaan perlu mempertimbangkan nilai komposisi bahan baku ubi sebagai salah satu faktor dalam pencapaian pengurangan variasi karakteristik yang diinginkan
3. Pihak perusahaan perlu melakukan analisis dan penurunan loss yang terjadi pada perusahaan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. XYZ merupakan perusahaan yang menghasilkan produk tepung tapioka. Perusahaan ini berlokasi di Kecamatan Sei Rampah, Kabupaten Serdang Bedagai, Provinsi Sumatera Utara. Pabrik ini merupakan pengembangan dari pabrik-pabrik yang sudah ada sebelumnya. Pabrik ini diawali dengan pendirian PT. ABC yang merupakan anak cabang PT. RPS. Dikarenakan banyaknya problema pasang surut perusahaan dan tantangan sosial dan lingkungan sekitar, maka perusahaan tersebut diakuisisi oleh PT. VCA. Perbaikan yang diharapkan dengan adanya kepemilikan baru ternyata tidak mampu menanggulangi masalah perusahaan tersebut sehingga kembali diakuisisi oleh perusahaan lain pada bulan Oktober tahun 2008, yaitu PT. XYZ yang terus bertahan sampai saat ini.
2.2. Ruang Lingkup Bidang Usaha
Ruang lingkup usaha dari PT. XYZ ini yaitu dibidang produksi tepung tapioka. PT. XYZ melakukan sistem produksi yang bersifat make to stock dimana persediaan ditentukan berdasarkan peramalan potensi permintaan pelanggan terhadap produk jadi.
Bahan baku singkong yang diperoleh pihak pabrik berasal dari perkebunan singkong di daerah Serdang Bedagai, Deli Serdang, Tapanuli Selatan, Simalungun, dan Sidimpuan.
2.3. Lokasi Perusahaan
PT. XYZ berlokasi di Jl. Besar Desa, Kabupaten Serdang Bedagai, Provinsi Sumatera Utara. Lokasi ini jauh dari keramaian penduduk dan cukup dekat dengan lokasi bahan baku yaitu perkebunan singkong..
2.4. Daerah Pemasaran
2.5. Organisasi dan Manajemen
PT. XYZ memiliki aturan dan elemen-elemen pelaku yang bekerja sama dan terhimpun secara administratif untuk mencapai visi perusahaan.
2.5.1. Struktur Organisasi
Struktur organisasi yang digunakan pada perusahaan PT. XYZ struktur organisasi lini dan fungsional yaitu bentuk organisasi dimana wewenang dari pimpinan tertinggi dilimpahkan kepada per kepala unit dibawahnya dalam bidang pekerjaan tertentu dan selanjutnya pimpinan tertinggi melimpahkan wewenang kepada pejabat fungsional yang melaksanakan bidang pekerjaan operasional dan hasil tugasnya diserahkan kepada kepala unit terdahulu tanpa memandang eselon atau tingkatan. Adapun gambar dari struktur organisasi dari PT. XYZ dapat dilihat pada gambar 2.1.
2.5.2. Jumlah Tenaga Kerja dan Jam Kerja
Karyawan di PT. XYZ umumnya telah bekerja sejak berdirinya pabrik pada tahun 2008 hingga hari ini.
Tenaga kerja di pabrik PT. XYZ terdiri dari: 1. Staf Pimpinan = 7 orang 2. Staf Ka. Sie = 9 orang 3. Staf Karyawan = 40 orang
4. Operator = 60 orang
5. Security = 4 orang
Jumlah = 120 orang
Supaya perusahaan berjalan lancar dalam melakukan tugas untuk mencapai tujuannya, maka jam kerja diatur (bagian operasional) menjadi dua shift dan 25 hari kerja dalam 1 bulan, yaitu:
1. Shift I : pukul 08.00 – 16.00 WIB 2. Shift II : pukul 16.00 – 24.00 WIB
2.5.3. Sistem Pengupahan dan Fasilitas Lainnya
PT. XYZ memberikan kompensasi dan jaminan sosial kepada semua pekerja yang berdasarkan status karyawan dalam perusahaan yaitu :
b. Daily Paid, merupakan tenaga kerja yang dipekerjakan dan dibayar secara harian tanpa melalui prosedur pengangkatan sebagai karyawan tetap. Upah diberikan sesuai dengan hasil kerjanya dan dibayar setiap 2 (dua) minggu.
2.6. Proses Produksi
2.6.1. Standar Bahan/ Produk
Standar produk yang ditetapkan oleh pihak perusahaan adalah standar mutu produk berdasarkan Pusat Penelitian dan Pengembangan Tanaman Pangan (Puslittan) Indonesia.
Adapun standar produk yang ditetapkan perusahaan adalah:
a. Tepung hasil produksi berwarna putih dengan nilai digital 93,0 – 93,55 b. Nilai pH tepung berkisar antara 5,20-7,00
c. Kadar air 13,0% - 13,5% d. Nilai SO2 28-30 ppm
2.6.2. Bahan yang Digunakan
2.6.2.1.Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk, ikut dalam proses produksi dan persentasenya terbesar dibandingkan bahan-bahan lainnya. Bahan baku yang digunakan dalam proses produksi yang terdapat di PT. XYZ adalah singkong.
a. Pemanenan singkong dilakukan antara 7-8 bulan sejak ditanam dan dalam keadaan masak.
b. Singkong bersifat tahan hama dan penyakit, produksi per Ha tinggi. c. Singkong yang akan dipanen memiliki kadar pati 35-40%.
2.6.2.2.Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dalam proses produksi dan berfungsi meningkatkan mutu produk serta merupakan bagian dari produk akhir.
Adapun bahan tambahan pada produksi tepung adalah: a. Karung plastik yang digunakan untuk mengarungi tepung b. Benang jahit digunakan untuk menjahit karung plastik
Bahan tambahan ini diperlukan saat produksi tepung selesai, yaitu sebagai tempat tepung sehingga siap untuk disimpan ke gudang hasil dan juga siap untuk dipasarkan.
2.6.2.2.Bahan Penolong
Bahan penolong adalah bahan yang dibutuhkan guna memperlancar proses produksi, tetapi tidak tampak di bagian akhir produk. Bahan-bahan penolong yang digunakan dalam produksi tepung adalah:
a. Air
2.6.3. Uraian Proses Produksi
Tahapan proses pembuatan tepung tapioka akan dijelaskan sebagai berikut: 1. Singkong segar yang merupakan bahan baku diangkut menggunakan truk
menuju gudang bahan baku. Singkong tersebut dilakukan pengujian kadar pati terlebih dahulu dengan mengambil beberapa kg sampel dari truk. Nilai kadar pati singkong berkisar 35-40 % .
2. Singkong yang telah ditumpuk di gudang bahan baku kemudian diangkut dengan belt conveyor menuju ke rangkaian mesin root peeler dan root washer. Singkong diangkut ke mesin root peeler untuk dibuang kotoran yang terdapat pada singkong seperti akar, tanah, kulit serta benda-benda yang berukuran kecil sehingga menghasilkan singkong yang telah terkupas kulitnya. Singkong yang telah terkelupas kulitnya kemudian dilakukan pencucian menggunakan mesin root washer di dalam bak pencucian. Air yang digunakan berasal dari sistem pengolahan air perusahaan, setelah digunakan air sisa akan menjadi limbah cair dan dialirkan ke mesin screw press dan diolah dengan sistem IPAL.
3. Singkong yang telah dicuci diangkut dengan belt conveyor menuju ke tempat pemarutan/ pencincangan. Singkong diparut dengan mesin root rashper yang cara kerjanya mirip dengan sistem mixer untuk menghasilkan bagian singkong yang lebih kecil dan pada akhirnya menjadi berbentuk bubur singkong. Proses pemarutan dibantu dengan menggunakan air.
extracting untuk memisahkan ampas singkong dengan air kandungan pati. Air kandungan pati akan digunakan untuk proses berikutnya sementara ampas singkong diangkut ke mesin screw press untuk diolah menjadi pupuk organik dan pakan ternak.
5. Air kandungan pati kemudian diangkut dengan saluran pipa menuju ke mesin separator untuk membuat air kandungan pati menjadi stratch milk yaitu berupa air tepung yang lebih kental.
6. Stratch milk kemudian diangkut dengan saluran pipa menuju ke mesin center view. Dalam mesin center view terjadi proses vacum filter atau penyaringan hampa di mana tepung berada dalam kondisi 40 % kering dan air dari starch milk akan keluar dan dibuang ke pengolahan limbah.
7. Stratch milk kemudian diangkut dengan saluran pipa menuju ke rangkaian mesin drying/ oven. Proses yang terjadi di dalam mesin drying cyclone adalah untuk mengeringkan tepung secara utuh. Hasilnya adalah berupa tepung kering dan uap air yang telah terpisahkan.
8. Tepung kering kemudian diangkut dengan saluran pipa menuju ke rangkaian mesin cooling cyclone untuk mendinginkan tepung.
10. Tepung yang dikeluarkan dari mesin rotary sifter kemudian dimasukkan dan dikemas ke dalam kantong karung sesuai yang berukuran 30 kg dan 50 kg. Proses pengemasan dibantu dengan alat timbangan dan benang jahit. Setelah dikemas maka produk tepung diangkut dengan forklift menuju ke gudang produk jadi.
2.7. Mesin dan peralatan
2.7.1. Mesin Produksi
Mesin-mesin yang digunakan dalam melaksanakan kegiatan produksi tepung di PT. XYZ yaitu:
1. Root peeler 2. Root washer 3. Root rashper 4. Extractor 5. Separator 6. Center view 7. Drying cyclone 8. Cooling cyclone 9. Rotary sifter 10. Belt conveyor
2.7.2. Peralatan
kadar pati, alat uji kadar air, alat uji warna, alat uji pH, alat uji SO2, timbangan karung, forklift.
2.8. Dampak Sosial dan Ekonomi Terhadap Lingkungan
Setiap usaha yang dijalankan tentunya akan memberikan dampak positif maupun negatif. Dampak positif dan negatif ini akan dapat dirasakan oleh berbagai pihak, baik perusahaan itu sendiri maupun masyarakat yang ada dilingkungan sekitar. Adapun dampak positif maupun negatif dari aspek – aspek sosial dan ekonomi adalah sebagai berikut:
1. Dampak Sosial
Bila ditinjau dari aspek sosial, dampak positif bagi masyarakat secara umum adalah:
a. Perubahan demografi melalui terjadinya tingkat pengangguran, yaitu dalam menjalankan proses produksinya perusahaan mempekerjakan masyarakat disekitar perusahaan.
b. Perubahan budaya yang dapat berdampak pada perubahan sikap masyarakat, yaitu masyarakat akan mendapatkan sebuah gambaran tentang bagaimana cara bekerja yang baik dan benar serta meningkatkan disiplin.
Sedangkan dampak negatif bagi masyarakat adalah prasarana jalan lintas masyarakat mengalami kerusakan dengan cukup banyaknya truk pengangkut singkong yang melewati jalur tersebut setiap harinya.
2. Dampak Ekonomi
Bila ditinjau dari aspek ekonomi, dampak positif bagi masyarakat secara umum adalah:
a. Dapat meningkatkan ekonomi di lingkungan sekitar serta mengurangi pengangguran di lingkungan sekitar masyarakat yang akhir-akhir ini semakin bertambah.
b. Meningkatkan perekonomian pemerintah, dengan adanya perusahaan tersebut sehingga dapat membantu pemerintah untuk meningkatkan pertumbuhan ekonomi daerah.
2.9. Limbah
PT. XYZ menghasilkan jenis sisa hasil produksi berupa limbah cair, limbah padat, dan limbah abu. Ketentuan pokok pengelolaan lingkungan hidup telah ditetapkan di Indonesia melalui Undang-Undang No. 4/1982, antara lain mengharuskan membuat Analisa Mengenai Dampak Lingkungan (AMDAL) sebelum pembangunan pabrik dan melaksanakan Studi Evaluasi Mengenai Dampak Lingkungan (SEMDAL) pabrik yang sudah berjalan.
dibersihkan dari proses pemarutan dan extracting. Limbah abu berasal dari abu sisa pembakaran pada mesin thermopac. PT. XYZ memiliki beberapa jenis pengelolaan terhadap limbah-limbah tersebut.
1. Pengelolaan limbah cair
a. Pendayagunaan kolam pengolahan limbah. 2. Penanggulangan limbah padat
a. Pemanfaatan ampas singkong untuk bahan pupuk organik dan pakan ternak.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Seiring dengan semakin pesatnya pertumbuhan dunia perindustrian, setiap pelaku industri dituntut untuk meningkatkan daya saing dalam rangka memenuhi kepuasan pelanggan. Kepuasan pelanggan erat dikaitkan dengan kemampuaan perusahaan untuk menghasilkan produk yang berkualitas, dengan menghasilkan produk yang memiliki kualitas tinggi dengan harga jual yang sama atau dengan menciptakan produk yang memiliki kualitas yang relatif tetapi harga jual yang lebih murah. Di sisi lain, perusahaan akan semakin baik apabila mempunyai kekuatan finansial yang baik. Berdasarkan hal ini, perusahaan dituntun untuk mengoptimumkan keuntungan dengan tetap memperhatikan kepuasan pelanggan yang telah disebutkan sebelumnya. Profitabilitas perusahaan akan optimum ketika perusahaan mampu menurunkan biaya dan loss produksinya sekecil mungkin.
memiliki variasi karakteristik (yaitu nilai pH, kadar air, warna, dan SO2) yang masih berada diluar batas toleransi. Perbandingan karakterisitik dan ekspektasi ditunjukkan pada Tabel 1.1.
Tabel 1.1. Perbandingan Karakterisitik Teknis Aktual dan Ekspektasi
Karakteristik
No. Sampel(Batch) Aktual
1 5.16 Ditolak 93.32 13.28 29.14
terdapat beberapa nilai sampel yang melebihi standar yang telah ditetapkan oleh perusahaan tersebut, tetapi masih dalam batas rata-rata dan masih banyaknya variasi yang terjadi pada produk tepung tapioka yang salah satunya diakibatkan oleh banyaknya perbedaan umur bahan baku ubi yang di produksi sehingga banyak menghasilkan variasi pada tepung tapioka yang mengakibatkan kerugian yang dikenal sebagai loss of quality, yang terjadi baik terhadap perusahaan. customer, bahkan lingkungan sosial (Taguchi, G. 2005). Taguchi kemudian membuat konsep dasar yang menghubungkan nilai variasi dengan loss of quality yang ditimbulkan tersebut, dimana konsep tersebut dinamakan Taguchi’s Quality Loss Function dan kemudian untuk menurunkan nilai variasi tersebut, dilakukannya Failure Mode and Effect Analysis (FMEA). Dimana FMEA suatu prosedur terstruktur untuk mengidentifikasi dan mencegah sebanyak mungkin mode kegagalan (failure mode). FMEA digunakan untuk mengidentifikasikan sumber-sumber dan akar penyebab dari masalah kualitas.
Dengan menggunakan konsep Taguchi’s Quality Loss Function dan Failure Mode and Effect Analysis, penelitian ini dilakukan untuk menghasilkan rancangan perbaikan proses dimana untuk mengurangi variasi karakteristik yang terjadi pada produk tepung tapioka.
1.2. Perumusan Masalah
yang terjadi pada proses produksi tersebut yang mengakibatkan loss pada perusahaan. Dari permasalahan diatas maka peneliti menggunakan pendekatan Taguchi’s Quality Loss Function dan tools Failure Mode Effect Analysis yang bertujuan untuk mengetahui loss yang terjadi pada perusahaan dan merancang perbaikan proses untuk menurunkan loss yang diakibatkan oleh variasi karakteristik produk tepung tapioka tersebut.
1.3. Tujuan dan Manfaat
Tujuan dalam melakukan penelitian ini adalah sebagai berikut:
Tujuan umum yang diharapkan dari penelitian ini adalah untuk merancang perbaikan proses untuk menurunkan variasi yang terjadi pada produk tepung tapioka yang mengakibatkan loss pada perusahaan.
Tujuan khusus dari penelitian ini adalah:
1) Memetakan variasi karakteristik produk tepung tapioka.
2) Menghitung indeks kapabilitas proses produksi produk tepung tapioka.
3) Menghitung loss perusahaan yang timbul akibat variasi karakteristik produk tepung tapioka.
4) Menganalisis penyebab terjadinya variasi karakteristik tepung tapioka.
5) Memberikan rancangan perbaikan terhadap variasi karakteristik produk tepung tapioka.
Meningkatkan kemampuan mahasiswa dalam mengaplikasikan teori yang diperoleh selama kuliah dan meningkatkan wawasan dalam menganalisis dan memecahkan masalah sebelum memasuki dunia kerja.
2. Manfaat bagi perusahaan.
Hasil penelitian ini dapat dijadikan masukan bagi perusahaan dalam membuat kebijakan untuk melihat kendala-kendala yang ada pada lantai produksi.
3. Manfaat bagi Departemen Teknik Industri USU
Mempererat hubungan kerja sama antara perusahaan dengan Departemen Teknik Industri USU.
1.4. Batasan dan Asumsi Penelitian
Batasan masalah yang ditetapkan pada penelitian ini adalah:
1. Pengamatan dan pengambilan sampel data karakteristik produk tepung tapioka.
2. Penelitian dilakukan pada bagian produksi PT. XYZ.
3. Karakteristik pengujian produk tepung tapioka ditetapkan hanya berupa nilai pH, kadar air, warna, SO2.
Asumsi yang digunakan pada penelitian ini adalah:
1. Data karakteristik pengujian produk tepung tapioka berdistribusi normal. 2. Mekanisme dan aktivitas tiap bagian perusahaan berjalan sesuai Standard
3. Variasi data karakteristik pengujian produk tepung tapioka hanya disebabkan oleh proses kerja.
1.5. Sistematika Penulisan Laporan
Sistematika penulisan tugas sarjana dapat dilihat sebagai berikut :
Bab I Pendahuluan, menguraikan latar belakang permasalahan yang mendasari penelitian dilakukan, perumusan permasalahan, tujuan penelitian, manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian dan sistematika penulisan tugas sarjana.
Bab II Gambaran umum PT. XYZ, ruang lingkup perusahaan, lokasi, struktur organisasi, tugas dan tanggung jawab, jumlah tenaga kerja dan jam kerja karyawan, dan sistem pengupahan,
Bab III Landasan teori, berisi teori pendekatan Taguchi’s Quality Loss Function dan tools Failure Mode Effect Analysis.
Bab IV Metodologi penelitian, menguraikan tahap-tahap yang dilakukan dalam penelitian yaitu persiapan penelitian meliputi penentuan lokasi penelitian, jenis penelitian, objek penelitian, kerangka berpikir, identifikasi variabel penelitian, sumber data, metode pengolahan data dengan Taguchi’s Quality Loss Function dan tools Failure Mode Effect Analysis, analisis pemecahan masalah sampai kesimpulan dan saran.
menggunakan Taguchi’s Quality Loss Function, kemudian perancangan perbaikan proses untuk menurunkan loss yang terjadi dengan menggunakan tools Failure Mode Effect Analysis
Bab VI Analisis pemecahan masalah, meliputi analisis pengolahan data dengan Taguchi’s Quality Loss Function dan tools Failure Mode Effect Analysis.
ABSTRAK
sebelumnya, penentuan kecepatan putaran mixer disesuaikan dengan volume pati yang masuk pada mixer.
Kata Kunci : Tepung Tapioka, Loss of Quality, Taguchi’ Quality Loss
PERANCANGAN PERBAIKAN KUALITAS PRODUK
DENGAN MENGGUNAKAN TAGUCHI’S QUALITY LOSS
FUNCTION DAN FAILURE MODE AND EFFECT ANALYSIS
(FMEA) PADA PT. XYZ
T U G A S S A R J A N A
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh
MHD FAUZI HARAHAP
NIM : 100403007
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan yang Maha Esa yang telah memberikan berkat dan karunia-Nya sehingga penulis dapat menyelesaikan Tugas Sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar sarjana teknik di Departemen Teknik Industri, khususnya program studi Reguler Strata Satu, Fakultas Teknik, Universitas Sumatera Utara. Judul untuk tugas sarjana ini adalah “Perancangan Perbaikan Kualitas Produk dengan Menggunakan Taguchi’s Quality Loss Function dan Failure Mode and Effect Analysis (FMEA) pada PT. XYZ”.
Penulis menyadari bahwa penulisan tugas sarjana ini masih jauh dari
kesempurnaan sehingga diperlukan perbaikan dan penyesuaian lebih lanjut. Untuk itu penulis mengharapkan kritik atau saran yang membangun dalam penyempurnaan laporan ini.
UCAPAN TERIMA KASIH
Dalam melaksanakan Tugas Sarjana sampai dengan selesainya laporan ini, banyak pihak yang telah membantu, maka pada kesempatan ini penulis mengucapkan terima kasih kepada:
1. Kedua orang tua penulis, yaitu Bapak M. Arifin Hrp dan Ibu Rita Isnani yang tiada hentinya mendukung penulis baik secara moril maupun materil serta dukungan doa sehingga penulis dapat menyelesaikan Tugas Sarjana ini.
2. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara, Medan
3. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara, Medan
4. Ibu Ir. Rosnani Ginting, MT selaku Koordinator Tugas Sarjana yang telah meluangkan waktunya untuk memberikan arahan-arahan yang mendukung ketuntasan penyelesaian laporan Tugas Sarjana ini.
5. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng selaku Dosen Pembimbing I yang telah meluangkan waktu dan ilmunya serta memberikan motivasi untuk penulis dalam penyelesaian laporan Tugas Sarjana ini.
6. Bapak Ikhsan Siregar, ST. M.Eng selaku Dosen Pembimbing II Tugas Sarjana yang juga telah membimbing dan mengajarkan ilmunya untuk penulis dalam penyelesaian laporan Tugas Sarjana ini.
8. Pegawai administrasi Departemen Teknik Industri, Bang Nur, Bang Mijo, Bang Ridho, Kak Dina, dan Kak Ani yang telah membantu penulis dalam melakukan urusan administrsi di Departemen Teknik Industri USU.
9. Abang dan adik penulis, Arfan M. Hrp dan M. Chairul Fahri Hrp yang telah memberi dukungan dan semangat kepada penulis dalam pengerjaan tugas akhir ini.
10.Rekan seperjuangan penyelesaian tugas akhir di PT. XYZ, Gemadana Irza dan Danu Jaya Sahputro yang telah memberikan bantuan dalam pengumpulan data perusahaan dan proses pengerjaan laporan tugas akhir ini.
11. Sahabat penulis Liyana Fadhillah, Rahmadhansyah Saragih, Chandra H. Nst, Ridhaul Fuadi, Utomo Hadi, Rahel Hutahayan, M. Zain Fachriansyah, Zul Ardian Amralis, Nixon, M. Ikhsan, Nadia Amalia Pilli, Miftahul Ahyan, Syahreza Aulia Hsb, Wahyu Listyo Jati, Kharis Fadhila dan Vanessa Aulia Putri, yang telah memberikan bantuan dan dukungannya dalam mengerjakan laporan ini.
12. Seluruh rekan-rekan angkatan 2010 (TITEN) Teknik Industri FT. USU yang terus memotivasi penulis dalam penyelesaian laporan ini.
Medan, Oktober 2015
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
ABSTRAK ... vi
DAFTAR ISI ... vii
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xvi
I PENDAHULUAN ... I-1
1.1. Latar Belakang ... I-1 1.2. Perumusan Masalah ... I-3 1.3. Tujuan dan Manfaat ... I-4 1.4. Batasan dan Asumsi Penelitian ... I-5 1.5. Sistematika Penulisan Tugas Sarjana ... I-6
II GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
DAFTAR ISI (Lanjutan)
BAB HALAMAN
III LANDASAN TEORI ... III-1
3.1. Kualitas ... III-1 3.2. Variasi ... III-2 3.3. Kapabilitas Proses ... III-4 3.4. Taguchi’s Quality Loss Function ... III-6 3.4.1. Klasifikasi Karakteristik Kualitas ... III-10 3.5. Failure Mode Effect Analysis (FMEA) ... III-11 3.5.1. Pengenalan FMEA ... III-11 3.5.2. Implementasi FMEA ... III-12
IV METODOLOGI PENELITIAN ... IV-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.10. Kesimpulan dan Saran ... IV-10
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1 5.1.1. Data Karakteristik Pengujian Tepung ... V-1 5.2. Pengolahan Data ... V-4 5.2.1. Perhitungan Loss Karakteristik Pengujian Tepung V-4 5.2.1.1. Pembuatan Peta Kontrol X dan s ... V-4 5.2.1.1.1. Pembuatan Peta Kontrol X – s
Karakteristik pH ... V-4 5.2.1.1.2. Pembuatan Peta Kontrol X – s
Karakteristik Warna ... V-6 5.2.1.1.3. Pembuatan Peta Kontrol X – s
Karakteristik Kadar Air ... V-8 5.2.1.1.4. Pembuatan Peta Kontrol X – s
Karakteristik SO2(ppm) ... V-10 5.2.1.2. Perhitungan Process Capability ... V-12
5.2.1.2.1. Perhitungan Process
Capability Index Karakteristik
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.1.2.2. Perhitungan Process
Capability Index Karakteristik
Warna ... V-14
5.2.1.2.3. Perhitungan Process
Capability Index Karakteristik
Kadar Air ... V-15
5.2.1.2.4. Perhitungan Process
Capability Index Karakteristik
SO2(ppm) ... V-16 5.2.1.3. Loss Perusahaan ... V-17 5.2.1.3.1. Identifikasi Losses Perusahaan V-17 5.2.1.3.2. Pemetaan Taguchi’s Quality
Loss Function ... V-23
5.2.1.3.2.1.Pemetaan
Taguchi’s Quality Loss Function Karakteristik pH ... V-23
5.2.1.3.2.2.Pemetaan
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.1.3.2.3.Pemetaan
Taguchi’s Loss Function Karakteristik Warna ... V-25
5.2.1.3.2.4.Pemetaan
Taguchi’s Loss Function Karakteristik Kadar Air ... V-26 5.2.1.3.3. Perhitungan Loss Perusahaan . V-27 5.3. Usulan Perbaikan Loseses Perusahaan ... V-29 5.3.1. Pengukran Karakteristik Pengujian Tepung ... V-29 5.3.2. Peta Kontrol X-s Karakteristik KadarAIr ... V-31 5.3.3. Perhitungan Loss Usulan Perbikan ... V-34 5.4. Failure Mode and Effect Analysis ... V-36
VI ANALISIS DAN PEMECAHAN MASALAH ... VI-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
VI KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
1.1. Perbandingan Karakterisitik Teknis Aktual dan Ekspektasi I-2 3.1. Indeks Kapabilitas Proses dan Pencapaian Nilai Sigma ... III-5 3.2. Skala Penilaian Severity FMEA yang Disarankan ... III-14 3.3. Skala Penilaian Occurrence FMEA yang Disarankan ... III-16 3.4. Skala Penilaian Detection FMEA yang Disarankan ... III-17 5.1. Karakteristik Pengujian Tepung ... V-1 5.2. Hasil Pengukuran Karakteristik Pengujian Tepung pH
Aktual ... V-1 5.3. Hasil Pengukuran Karakteristik Pengujian Tepung Warna
Aktual ... V-2 5.4. Hasil Pengukuran Karakteristik Pengujian Tepung Kadar
Air Aktual ... V-2 5.5. HAsil Pengukuran Karakteristik Pengujian Tepung SO2
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.10. Rekapitulasi Loss Perusahaan yang Terjadi untuk Setiap
Kecacatan Karakteristik pH atau Karakteristik SO2(ppm) V-19 5.11. Rekapitulasi Loss Perusahaan yang Terjadi untuk Setiap
Kecacatan Karakteristik drying cyclone atau
Karakteristik cooling cycloney ... V-22 5.12. Rekapitulasi Loss yang Terjadi untuk Setiap
Karakteristik ... V-29 5.13. Hasil Pengukuran Karakteristik Pengujian Tepung Kadar
Air Usulan Perbaikan ... V-30 5.14. Hasil Pengujian dan s Karakteristik Kadar Air ... V-31 5.15. Rekapitulasi Loss Perusahaan yang Terjadi untuk Setiap
Kecacatan Karakteristik Kadar Air Usulan Perbaikan ... V-34 5.16. Rekapitulasi Loss yang Terjadi untuk Setiap
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. XYZ ... II-4 3.1. Quality Loss Function ... III-8 3.2. Kurva Quality Loss Function ... III-9 4.1. Kerangka Konseptual ... IV-2 4.2. Flow Chart Penelitian ... IV-4 4.3. Flow Chart Pengolahan Data ... IV-6 5.1. Peta Kontrol X – s Karakteristik pH ... V-6 5.2. Peta Kontrol X – s Karakteristik Warna ... V-8 5.3. Peta Kontrol X – s Karakteristik Kadar Air ... V-10 5.4. Peta Kontrol X – s Karakteristik SO2(ppm) ... V-12 5.5. Kapabilitas Proses Karakteristik pH ... V-13 5.6. Kapabilitas Proses Karakteristik Warna ... V-14 5.7. Kapabilitas Proses Karakteristik Kadar Air ... V-15 5.8. Kapabilitas Proses Karakteristik SO2(ppm) ... V-16 5.9. Taguchi’s Quality Loss Function untuk Karakteristik pH V-24 5.10. Taguchi’s Quality Loss Fuction untuk Karakteristik
SO2(ppm) ... V-25 5.11. Taguchi’s Quality Loss Fucntion untuk Karakteristik
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.12. Taguchi’s Quality Loss Function untuk Karakteristik
Kadar Air ... V-27 5.13. Kapabilitas Proses Karakteristik Kadar Air Usulan
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN